
Production of Second-Generation Biofuels from Palm Wastes Shinichi Yano Biomass Technology Research...
19
Production of Second- Generation Biofuels from Palm Wastes Shinichi Yano Biomass Technology Research Center, National Institute for Advanced Industrial Science and Technology, Japan
-
Upload
clifford-flynn -
Category
Documents
-
view
214 -
download
0
Transcript of Production of Second-Generation Biofuels from Palm Wastes Shinichi Yano Biomass Technology Research...
Production of Second-Generation Biofuels from Palm Wastes
Production of Second-Generation Biofuels from Palm Wastes
Shinichi Yano
Biomass Technology Research Center, National Institute for Advanced Industrial Science and Technology, Japan
Biofuels Any fuels produced from biomass can be called biofuels, but recently, most of interests are focused on liquid biofuels for automobiles.
According to the differences of engines, totally different properties are required for biofuels.
●Biodiesel fuel (BDF) for diesel engines → High cetane number is required.
●Ethanol for Otto cycle engines. (engines for gasoline) → High octane number is required.

What should be feedstock for liquid biofuels?
The present feedstock : Starch, or sugars for ethanol Vegetable oil, or animal fats for BDF First-generation biofuels (Converted by conventional technologies)
Problems1. Competition with food usage (supplies and costs)
2. Bumper crops or poor harvest → instability
3. Can be real energy production? → LCA analysis is necessary.

Resources not for food or feed use. Lignocellulosic biomass (Wood wastes, Agricultural residues, Energy crops)
Second-generation biofuels ● Cellulosic ethanol ● BTL ( Biomass to Liquid) diesel fuels However, several technological barriers exist for the production of Second-generation biofuels
Further R & D’s are required.
Feedstock for the future

CHO
H OHOH
H H OH H OH CH 2
OH
Hydrolyzed products → mainly D-xylose
Pentose sugars cannot be metabolized by Saccharomyces cerevisiae.
Technologies to overcome this problem are required.
CHO
H OHOH
H H OH CH 2 OH
Cellulose・ Crystalline・ Difficult to hydrolyzeEfficient and low-cost technologies are required.
Cellulose・ Crystalline・ Difficult to hydrolyzeEfficient and low-cost technologies are required.
LigninLignin
Hydrolyzed product → D-glucose
Easily fermented to ethanol with conventional systems
Hemicellulose・ Amorphous・ Relatively easy to hydrolyze
Hemicellulose・ Amorphous・ Relatively easy to hydrolyze
Two major technological barriers for the ethanol production from lignocellulosic biomass

Pretreatments
Pretreatments
Enzymatic saccharificationEnzymatic saccharification
Acid hydrolysisAcid hydrolysis
FermentationFermentation
Distillation/PurificationDistillation/Purification
EthanolEthanol ETBEETBE
Lignocellulosic biomassLignocellulosic biomass
Scheme for ethanol production from lignocellulose

Mechanical Milling TreatmentMechanical Milling Treatment
Hot-Compressed-Water Treatment
Hot-Compressed-Water Treatment
Technologies of AIST for pretreatments of lignocellulosic biomass
・ Separation of lignocellulosic components ・ Saccharification of hemicellulose
・ Separation of lignocellulosic components ・ Saccharification of hemicellulose
・ Pulverize to fine particles・ Change strurcture of cellulose
→Increasing reactivity of enzymes
・ Pulverize to fine particles・ Change strurcture of cellulose
→Increasing reactivity of enzymes

0 10 20 30 40
BM treatment
HCW treatment (200 , 30min)℃
0
100
200
300
400
500
Glu
cose
(m
g/g
of d
ry w
ood)
Cellulase loading (FPU/g of substrate)
Glucose yields from pretreated eucalyptus powder after enzymatic saccharification
O O O O O
OO
O O O
O O O O O O O O O O
O
O O
O O
O OOO OO OO
O O
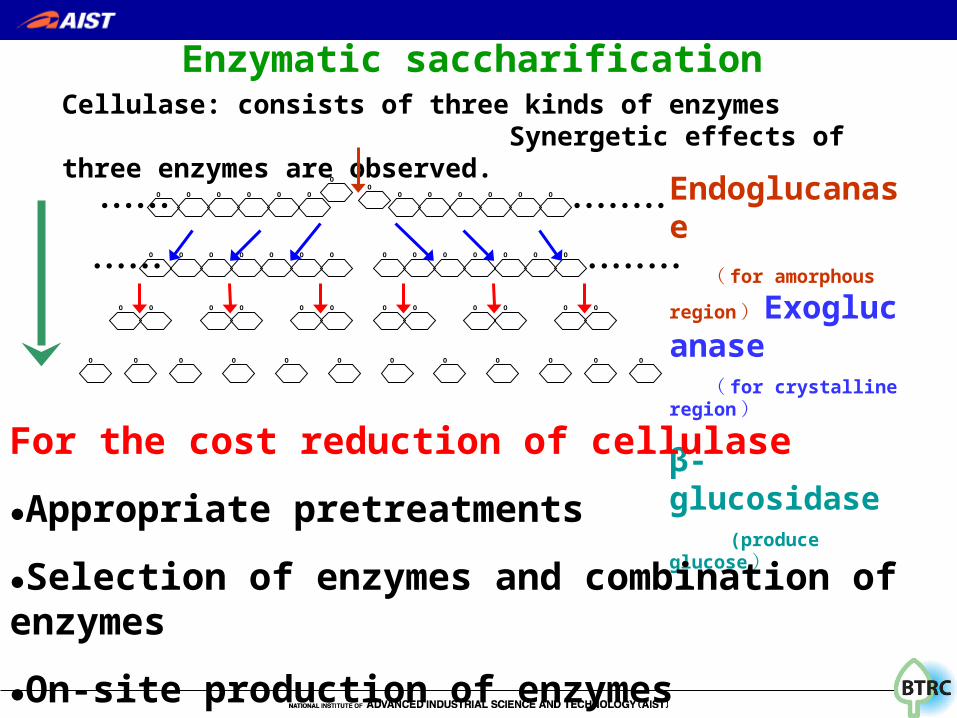
Endoglucanase
( for amorphous
region ) Exoglucanase ( for crystalline region )
β-glucosidase (produce glucose )
Cellulase: consists of three kinds of enzymes Synergetic effects of three enzymes are observed.
O
O
O O
O
O
・・・・・・・・ ・・・・・・
・・・・・・・・ ・・・・・・O OO OO OO O
O O O
For the cost reduction of cellulase
●Appropriate pretreatments
●Selection of enzymes and combination of enzymes
●On-site production of enzymes
Enzymatic saccharification

AIST original cellulase: Acremonium cellulaseAcremonium cellulolyticus :A fungi isolated from soil in Japan by Takashi Yamanobe, AIST, in 1982
Industrially produced by Meiji Seika Co. LTD.,mainly for silage preparation
Acremonium cellulase has higher β-glucosidase activity than Trichoderma cellulase.
suitable for ethanol production
The research for elevating enzyme productivity is underway.

Improvement of enzyme productivitiy by mutation
FPU
CMCase-glucosidase
Avicelase
Parental strain Mutant
100%
200%
Enzyme activities /ml of cultures

0 100 200 300 400 500 600
Eucalyptus
Oak
Beech
Cedar
Japanese cypress
Douglas fir
Palm
GalAraManXylGlc
Sugar (g/kg dry wood)
0 100 200 300 400 500 600
Eucalyptus
Oak
Beech
Cedar
Japanese cypress
Douglas fir
Palm
GalAraManXylGlc
Sugar (g/kg dry wood)
0 100 200 300 400 500 600
Eucalyptus
Oak
Beech
Cedar
Japanese cypress
Douglas fir
Palm
GalAraManXylGlc
Sugar (g/kg dry wood)
Sugar yields from BM-treated wood powder after enzymatic saccharification

4FPU/g 40FPU/g 4FPU/g 40FPU/gComposition Composition
Su
gar
yie
ld (
g/g
dry
ma
teri
als
)
Sugar yields from BM-treated palm-trunk and EFB fiber after enzymatic saccharification (4 or 40FPU/g)
Saccharification rate: Glucose 57%, Xylose 72% Glucose 42%, Xylose 42%

RCOO-CH2
RCOO-CH
RCOO-CH2
3 R-CH3 H2O
CH3-CH2-CH3
3 R-H3CO2 or
3CH4
CH3-CH2-CH3
+ 3 H2~+15H2+12H2
Dehydration Decarboxylation
Triglycerides
+3CH3OH
Hydro-treated biodiesel
New biodiesel fuels (1) Hydro-treated biodiesel
3RCOOCH3 (BDF)+
Glycerol
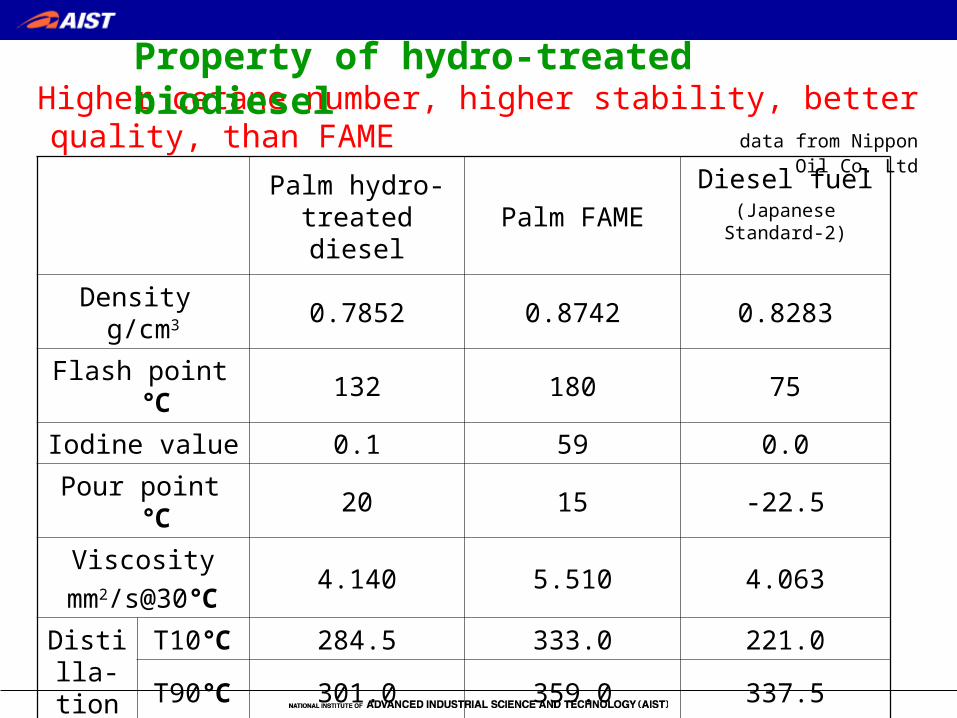
Palm hydro-treated diesel
Palm FAME
Diesel fuel(Japanese Standard-
2)
Density g/cm3 0.7852 0.8742 0.8283
Flash point ℃ 132 180 75
Iodine value 0.1 59 0.0
Pour point ℃ 20 15 -22.5
Viscosity
mm2/s@30℃4.140 5.510 4.063
Distilla-tion
T10℃ 284.5 333.0 221.0
T90℃ 301.0 359.0 337.5
Cetane number 101 62 60
Oxygen mass% <0.1 12 <0.1
Higher cetane number, higher stability, better quality, than FAME data from Nippon Oil Co. Ltd
Property of hydro-treated biodiesel
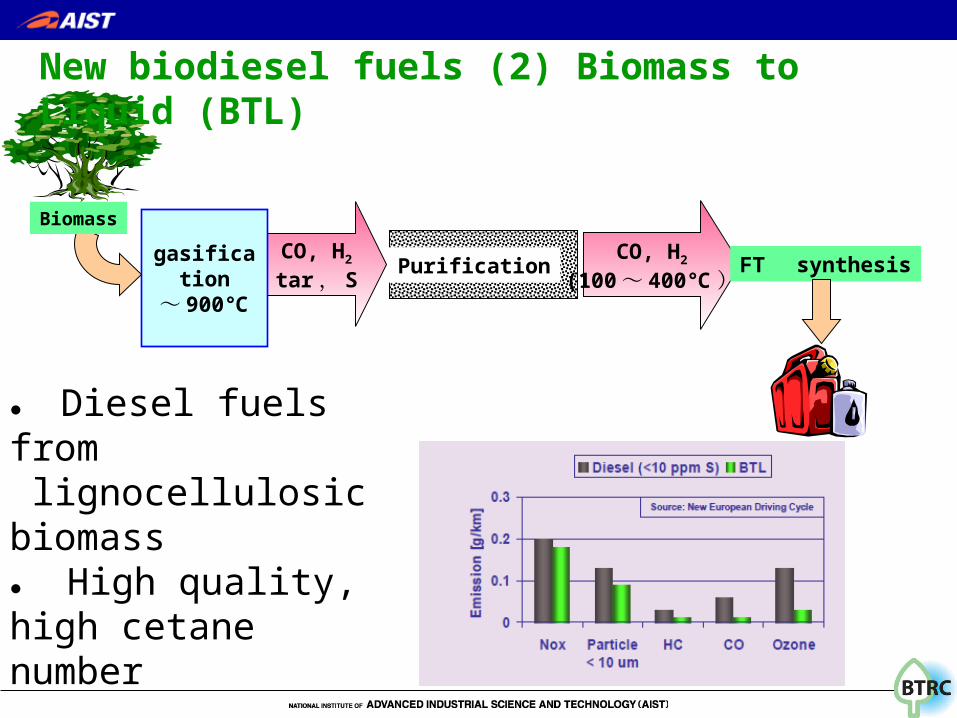
CO, H2tar, S
PurificationCO, H2
(100~ 400℃)gasification
~ 900℃
FT synthesis
● Diesel fuels from lignocellulosic biomass● High quality, high cetane number
Biomass
New biodiesel fuels (2) Biomass to Liquid (BTL)
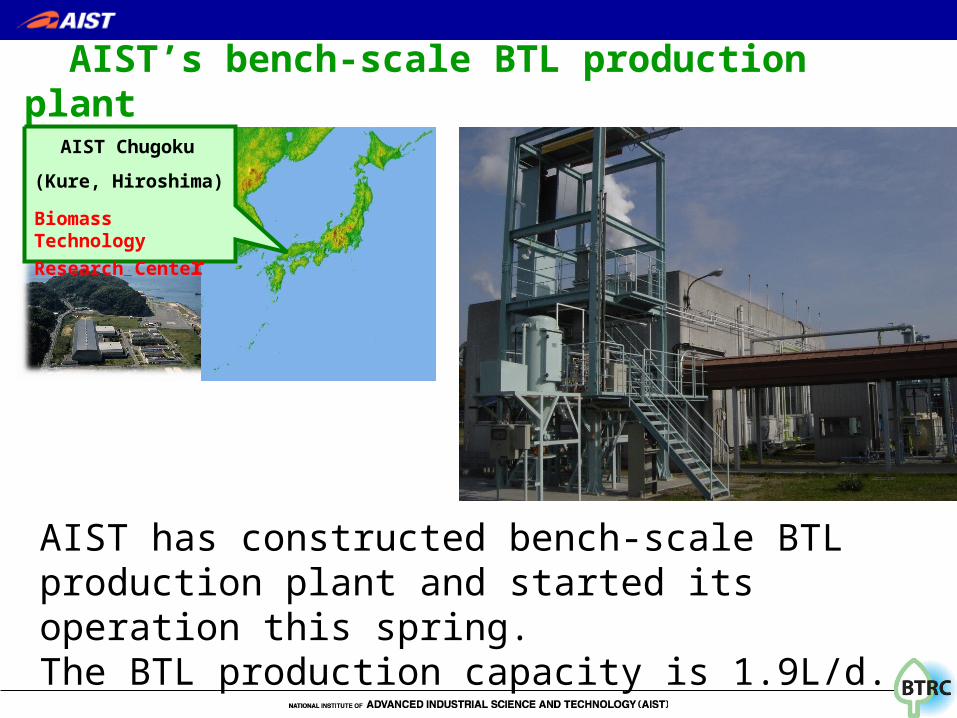
AIST’s bench-scale BTL production plant
AIST Chugoku
(Kure, Hiroshima)
Biomass Technology
Research Center
AIST has constructed bench-scale BTL production plant and started its operation this spring. The BTL production capacity is 1.9L/d.

Possible Second-generation Biofuel Production from Palm Wastes
Wasted Trunk Wasted Trunk
Empty Fruit Bunch
Empty Fruit Bunch
Oil PalmOil Palm
Fresh Fruit Bunch Fresh Fruit Bunch
Fruit Fruit
Fiber, ShellFiber, Shell
SaccharificationSaccharification
FermentationFermentation
PurificationPurification
PretreatmentPretreatment
ETHANOLETHANOL
Crude Palm Oil Palm Kernel
Crude Palm Oil Palm Kernel
GasificationGasificationL
ign
ocellu
losic B
iom
assL
ign
ocellu
losic B
iom
ass PurificationPurification
FT synthesisFT synthesis
UpgradingUpgrading
BTLBTL

Conclusions
The first-generation biofuels (BDF and ethanol from sugars or starch ) are used as alternatives of petroleum fuels for automobiles at the present time.
There will be problems, however, because their feedstock is also utilized as foods or feeds.
To solve those problems, the use of second-generation biofuels produced from lignocellolosic biomass is anticipated.
But there are some technical barriers to be overcome to produce them in large quantity with low costs. Further R&D’s are necessary.












![Jurnal Yano Dwi Pranata Putra [10050534075]](https://static.fdocuments.net/doc/165x107/617143c959fb5e096a1f59fb/jurnal-yano-dwi-pranata-putra-10050534075.jpg)





