
Preview WinterContact TS 860TM Performance Contribution of ... · Casting Process Plaster Core...
13
Bitte decken Sie die schraffierte Fläche mit einem Bild ab. Please cover the shaded area with a picture. (24,4 x 7,6 cm) Preview WinterContact TS 860 TM Performance Contribution of Mold Technology Dr. Volker Koblitz, Head of Technical Customer Interface Management www.continental-tires.com
-
Upload
duongthuan -
Category
Documents
-
view
220 -
download
0
Transcript of Preview WinterContact TS 860TM Performance Contribution of ... · Casting Process Plaster Core...

Bitte decken Sie die schraffierte Fläche mit einem Bild ab.
Please cover the shaded area with a picture.
(24,4 x 7,6 cm)
Preview WinterContact TS 860TM
Performance Contribution of Mold Technology
Dr. Volker Koblitz, Head of Technical Customer Interface Management
www.continental-tires.com

WinterContact TS 860 Product Highlights
WinterContact TS 860 ContiWinterContact TS 850
110
90
100
Wet
Braking
Rolling
Resistance
Dry
Handling
Wear
Ice Braking
AQF
Snow Traction
Snow Handling
Noise

Snow Grip Performance
0 10 20 30 40 50 60 70 80 Slip [%]
Longitudin
al F
orc
e F
x [N
]
Rubber-Snow
friction
Snow-Milling due
to block edges
Snow-Snow friction
due to sipes
48 Blocks
Longitudinal Grooves
96 Blocks
Sipe-Slick
(384 sipes)
Sipes + 96 Blocks

Mold Design for Defined Pattern Layout

Sipes
› Up to 60 different sipes in one mold
› Manually setting in mold manufacturing process
› Deciding about pattern stiffness and
tire performance
Segment Molds
Vents
› No flash trimming
› Less downtime for cleaning
› No drilling of vent holes after cleaning
› Improved tire finish
1. Top container plate 2. Lube free sliding surface 3. Top sidewall 4. Cone ring with heat chamber 5. Segments
6. Lube free segment guide pieces
7. Bottom sidewall 8. Lube free sliding surface 9. Bottom container plate
1 2
3
5
4 6
7
9 8

Manufacturing Types
Milling Casting
Mold Manufacturing Milling and Casting

Quality
Inspection
›Final inspection of segment geometry
›Assembly of the mold segments
Sipes and Vent
setting
›Manually setting of vents
›Manually welding of sipes
Vent Holes and
Sipes Slots
›Drilling of the holes for the vents
›Milling of the slots for sipes
Milling
›Direct milling of each particular segment piece
CNC
Progamming
›Tire IT-data assemble the tire pitches to a complete mold with all segments
›The information is
sent to CNC
milling machines
Milling Process

Casting Process
Plaster Core
›Gips casting of plaster core segments
›Production sipes stays in plaster core
CNC
Progamming
›Tire IT-data are assembled to a complete mold with all particular segments
›The information is
sent to CNC
milling machines
Milling of Master
›The milling of the master model includes the pattern and slots for technical sipes
›Quality check
of geometrical
spacing
Sipes Setting
›Manually setting of technical sipes
›Quality check of correct sipe setting
›Re-usage as often as needed: master model
Cast Flexible
›Flexible made out of rubber
›Setting of production sipes in flexible
›Flexible to be renewed after several usage
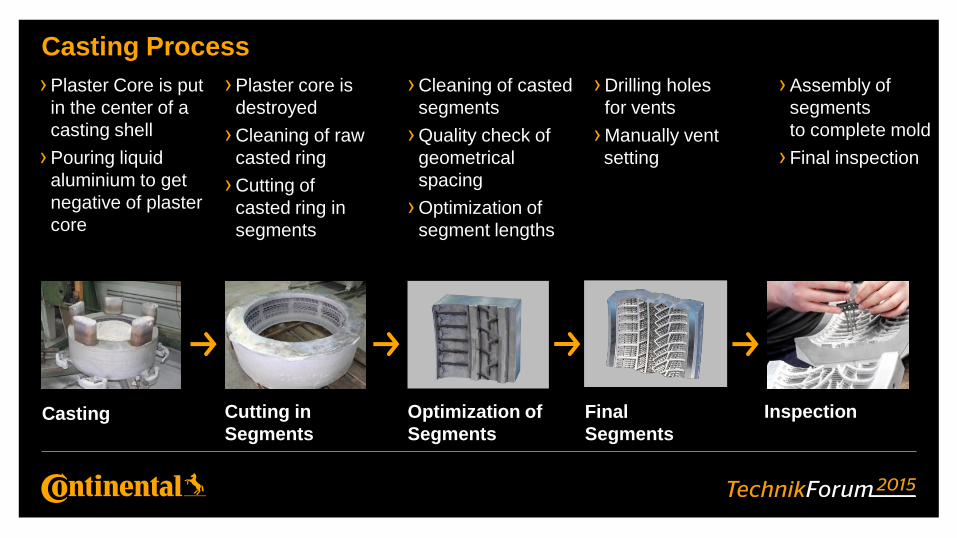
›Plaster core is
destroyed
›Cleaning of raw
casted ring
›Cutting of
casted ring in
segments
Cutting in
Segments
›Plaster Core is put
in the center of a
casting shell
›Pouring liquid
aluminium to get
negative of plaster
core
Casting
Casting Process
›Cleaning of casted
segments
›Quality check of
geometrical
spacing
›Optimization of
segment lengths
Optimization of
Segments
›Assembly of
segments
to complete mold
›Final inspection
Inspection
›Drilling holes
for vents
›Manually vent
setting
Final
Segments

Casting Process
Casting Cutting in
Segments
Optimization of
Segments
CNC
Progamming Milling of Master Sipes Setting Cast Flexible Plaster Core
Inspection Final
Segments

Feature Milling Casting
Sipe Design - ++
Surface Finishing ++ O
Winter Tires O ++
Summer Tires ++ ++
Volume Sizes O ++
Milling and Casting in Comparison

S - Split
Benefit
› Sipes and blocks are not cutting off at segment line
› Performance of each tire pitch stays as tested during the tire development

for your attention! Thank you


















