PRE -...
20
PRE - FEASIBILITY REPORT FOR PROPOSED 60 KLPD MOLASSES BASED DISTILLERY UNIT, 130 TPD SYNTHETIC ORGANIC CHEMICAL MANUFACTURING UNIT AND 2.2 MWH CO-GENERATION POWER PLANT BY M/S. SHAKTI DISTILLERIES PVT. LTD. SURVEY NO.: 475, 476, 479/1, 479/2, 480, MOJE SUNEVKALLA, TALUKA HANSOT, DISTRICT BHARUCH, GUJARAT
Transcript of PRE -...
PRE - FEASIBILITY REPORT
FOR
PROPOSED 60 KLPD MOLASSES BASED DISTILLERY UNIT,
130 TPD SYNTHETIC ORGANIC CHEMICAL MANUFACTURING UNIT AND
2.2 MWH CO-GENERATION POWER PLANT
BY
M/S. SHAKTI DISTILLERIES PVT. LTD.
SURVEY NO.: 475, 476, 479/1, 479/2, 480, MOJE SUNEVKALLA, TALUKA HANSOT,
DISTRICT BHARUCH, GUJARAT
SUMMARY
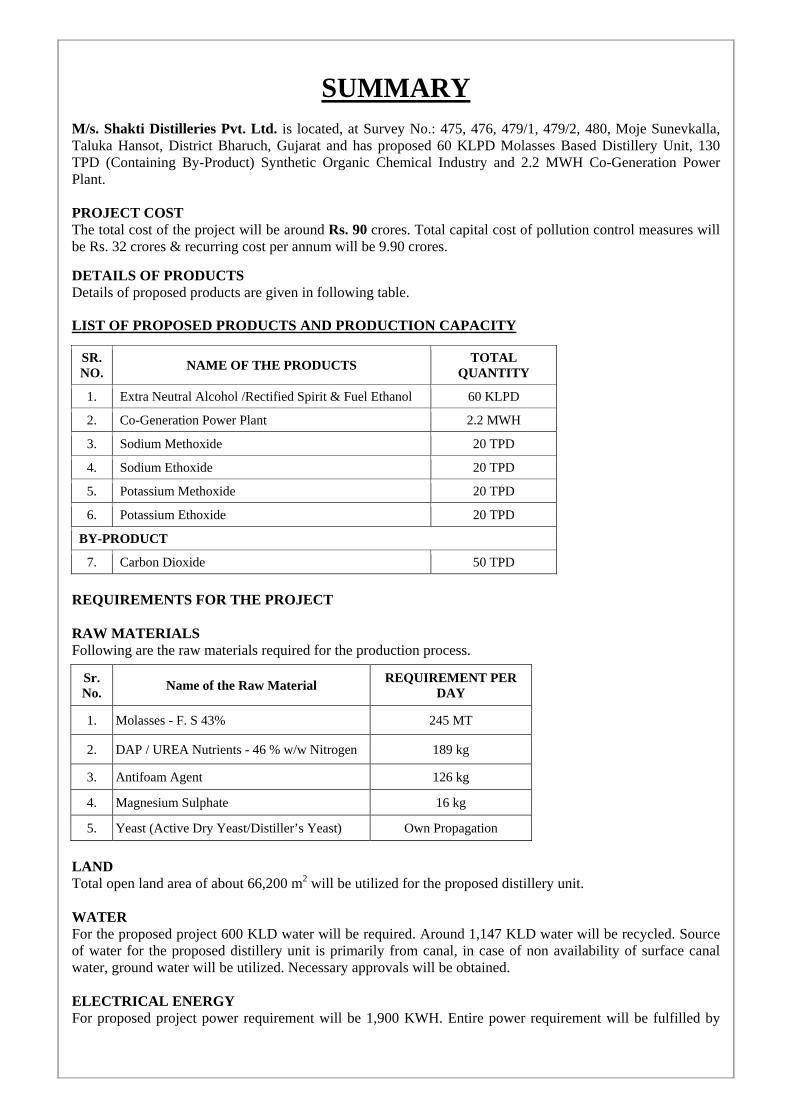
M/s. Shakti Distilleries Pvt. Ltd. is located, at Survey No.: 475, 476, 479/1, 479/2, 480, Moje Sunevkalla, Taluka Hansot, District Bharuch, Gujarat and has proposed 60 KLPD Molasses Based Distillery Unit, 130 TPD (Containing By-Product) Synthetic Organic Chemical Industry and 2.2 MWH Co-Generation Power Plant. PROJECT COST The total cost of the project will be around Rs. 90 crores. Total capital cost of pollution control measures will be Rs. 32 crores & recurring cost per annum will be 9.90 crores. DETAILS OF PRODUCTS Details of proposed products are given in following table.
LIST OF PROPOSED PRODUCTS AND PRODUCTION CAPACITY
SR. NO. NAME OF THE PRODUCTS TOTAL
QUANTITY
1. Extra Neutral Alcohol /Rectified Spirit & Fuel Ethanol 60 KLPD
2. Co-Generation Power Plant 2.2 MWH
3. Sodium Methoxide 20 TPD
4. Sodium Ethoxide 20 TPD
5. Potassium Methoxide 20 TPD
6. Potassium Ethoxide 20 TPD
BY-PRODUCT
7. Carbon Dioxide 50 TPD REQUIREMENTS FOR THE PROJECT RAW MATERIALS Following are the raw materials required for the production process.
Sr. No. Name of the Raw Material REQUIREMENT PER
DAY
1. Molasses - F. S 43% 245 MT
2. DAP / UREA Nutrients - 46 % w/w Nitrogen 189 kg
3. Antifoam Agent 126 kg
4. Magnesium Sulphate 16 kg
5. Yeast (Active Dry Yeast/Distiller’s Yeast) Own Propagation
LAND Total open land area of about 66,200 m2 will be utilized for the proposed distillery unit. WATER For the proposed project 600 KLD water will be required. Around 1,147 KLD water will be recycled. Source of water for the proposed distillery unit is primarily from canal, in case of non availability of surface canal water, ground water will be utilized. Necessary approvals will be obtained. ELECTRICAL ENERGY For proposed project power requirement will be 1,900 KWH. Entire power requirement will be fulfilled by
proposed Co-Generation Power Plant (CPP). In case of emergency power will be sourced from Gujarat State Electricity Board grid and one D. G. set of 1,500 KVA. MANPOWER For proposed project 50 personnel will be employed who will come from local area. FUEL Around 53 TPD Coal (Indian/ imported) and Spent Wash is required as fuel to run the boiler. Around 15 lit/hr. Diesel is required from the stand by diesel Generator Set.
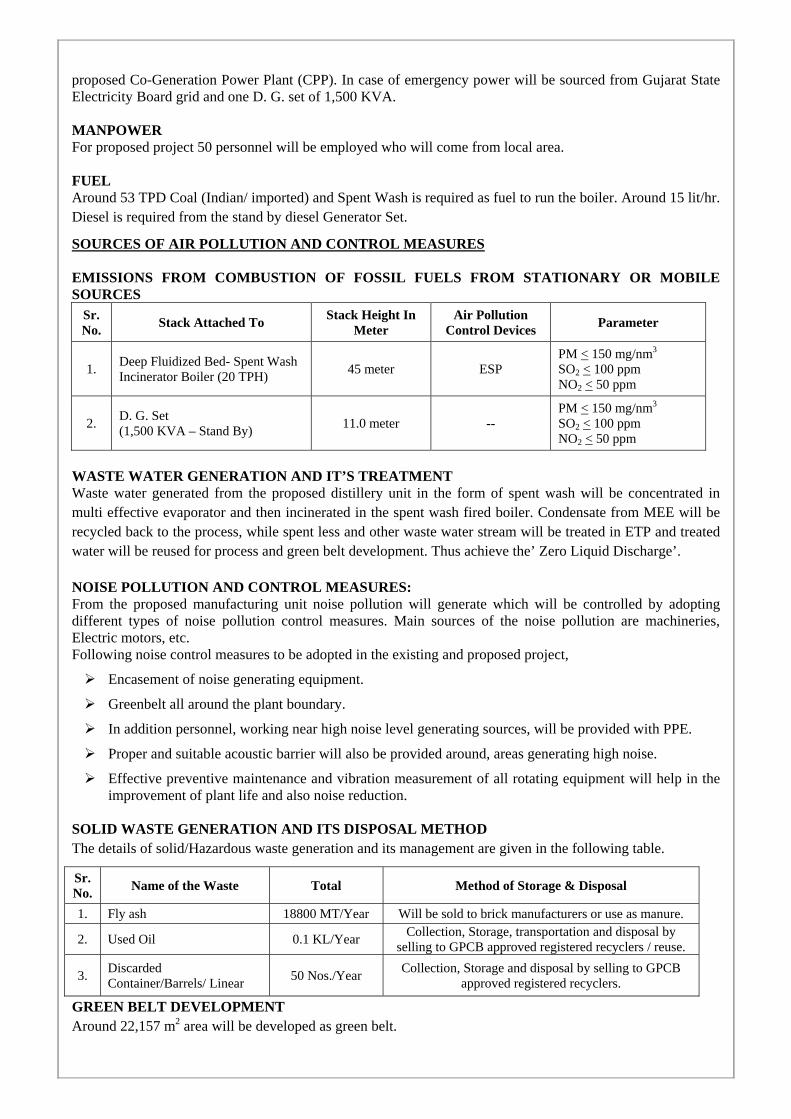
SOURCES OF AIR POLLUTION AND CONTROL MEASURES EMISSIONS FROM COMBUSTION OF FOSSIL FUELS FROM STATIONARY OR MOBILE SOURCES
Sr. No. Stack Attached To Stack Height In
Meter Air Pollution
Control Devices Parameter
1. Deep Fluidized Bed- Spent Wash Incinerator Boiler (20 TPH) 45 meter ESP
PM < 150 mg/nm3
SO2 < 100 ppm NO2 < 50 ppm
2. D. G. Set (1,500 KVA – Stand By) 11.0 meter --
PM < 150 mg/nm3 SO2 < 100 ppm NO2 < 50 ppm
WASTE WATER GENERATION AND IT’S TREATMENT Waste water generated from the proposed distillery unit in the form of spent wash will be concentrated in multi effective evaporator and then incinerated in the spent wash fired boiler. Condensate from MEE will be recycled back to the process, while spent less and other waste water stream will be treated in ETP and treated water will be reused for process and green belt development. Thus achieve the’ Zero Liquid Discharge’. NOISE POLLUTION AND CONTROL MEASURES: From the proposed manufacturing unit noise pollution will generate which will be controlled by adopting different types of noise pollution control measures. Main sources of the noise pollution are machineries, Electric motors, etc. Following noise control measures to be adopted in the existing and proposed project,
Encasement of noise generating equipment.
Greenbelt all around the plant boundary.
In addition personnel, working near high noise level generating sources, will be provided with PPE.
Proper and suitable acoustic barrier will also be provided around, areas generating high noise.
Effective preventive maintenance and vibration measurement of all rotating equipment will help in the improvement of plant life and also noise reduction.
SOLID WASTE GENERATION AND ITS DISPOSAL METHOD The details of solid/Hazardous waste generation and its management are given in the following table.
Sr. No. Name of the Waste Total Method of Storage & Disposal
1. Fly ash 18800 MT/Year Will be sold to brick manufacturers or use as manure.
2. Used Oil 0.1 KL/Year Collection, Storage, transportation and disposal by selling to GPCB approved registered recyclers / reuse.
3. Discarded Container/Barrels/ Linear 50 Nos./Year Collection, Storage and disposal by selling to GPCB
approved registered recyclers.
GREEN BELT DEVELOPMENT Around 22,157 m2 area will be developed as green belt.
INDEX
CHAPTER NO. CONTENT
1 Introduction of the Project
2 Project Description
3 Site Analysis
4 Planning Brief
5 Proposed Infrastructure
6 Rehabilitation and Resettlement (R & R) Plan
7 Project Schedule & Cost Estimates
8 Analysis of Proposal
1
CHAPTER-1 INTRODUCTION OF THE PROJECT 1.1 IDENTIFICATION OF PROJECT
M/s. Shakti Distilleries Pvt. Ltd. is located at Survey No.: 475, 476, 479/1, 479/2, 480, Moje Sunevkalla, Taluka Hansot, District Bharuch, Gujarat. M/s. Shakti Distilleries Pvt. Ltd is planning to set up 60 KLPD distillery plant using molasses as a basic raw material , Synthetic Organic Chemical Industry and 2.2 MWH Co-Generation Power Plant. 1.2 BRIEF DESCRIPTION OF NATURE OF THE PROJECT
M/s. Shakti Distilleries Pvt. Ltd. is planning for installation of the distillery unit, Synthetic Organic Chemical Industry and Co-Generation Power Plant at Survey No.: 475, 476, 479/1, 479/2, 480, Moje Sunevkalla, Taluka Hansot, District Bharuch, Gujarat. LIST OF PRODUCTS AND PRODUCTION CAPACITY
SR. NO. NAME OF THE PRODUCTS TOTAL
QUANTITY 1. Extra Neutral Alcohol /Rectified Spirit & Fuel Ethanol 60 KLPD 2. Co-Generation Power Plant 2.2 MWH 3. Sodium Methoxide 20 TPD 4. Sodium Ethoxide 20 TPD 5. Potassium Methoxide 20 TPD 6. Potassium Ethoxide 20 TPD
BY-PRODUCT 7. Carbon Dioxide 50 TPD
1.3 NEED FOR THE PROJECT AND ITS IMPORTANCE TO THE COUNTRY AND OR REGION. 1.3.1 INDUSTRY OVERVIEW Molasses is one of byproducts of sugar industry which is used to produce rectified spirit/alcohol for making liquor and fuel. Traditionally, molasses has been used in India to produce rectified spirit and alcohol of higher than 95% purity for producing liquor for human consumption and for producing various chemicals. However, with technological developments in the recent past, molasses has been effectively used to produce bioethanol for blending with petrol as a fuel. 1.3.2 GLOBAL SCENARIO Brazil is the second largest producer of ethanol globally after U. S. While U.S. produces ethanol from corn, Brazil manufactures ethanol from sugarcane. Brazil has mandatory blending ratio of ethanol in gasoline ranging from 18% to 25%. The blend rate was as high as 25% before September 2011 and was reduced to 20% due to drop in cane output hence affecting the ethanol production. Currently, flex-fuel cars, which can use either ethanol or blended gasoline, in Brazil account for about 53% of the total car fleet and around 90% of the new vehicles’ sales. The proportion of the flex-fuel cars are expected to cross 80% by 2020. Currently, the Brazilian light vehicle fleet has been increasing by 6.7% y-o-y since 2003 with currently 90% of the new vehicles being flex-fuel cars. Thus, there exists an increasing demand in Brazil for ethanol which is encouraging for the sugarcane industry. 1.3.3 INDIAN SCENARIO India has 330 distilleries, which produce over 4 billion liters of rectified spirit (alcohol) a year. Of the total distilleries, about 120 distilleries have the capacity to distillate 1.8 billion liters (an additional annual ethanol production capacity of 365 million liters was built up in the last three years) of conventional ethanol per year which is sufficient to meet requirement for 7-8% ethanol blending with petrol. Total ethanol production increased from 1,435 million liters in 2009-10 to 1,934 million liters in 2010-11 on account of higher sugarcane and sugar production and the estimated ethanol production in 2011-12 is pegged

2
at 2,130 million liters. Ethanol consumption increased from 1,780 million liters in 2009-10 to 2,010 million liters in 2010-11, owing to improved molasses supply and steady ethanol demand from competing industries. 1.3.4 GOVERNMENT POLICY In 2006, GOI mandated 5% ethanol blending with petrol (EBP) programme to directly benefit the sugarcane farmers by assuring the sugar industry a stable and reasonable return for the molasses and then passing a significant part of the same to the farmers. But since then the programme has been struggling to take off despite the fact that the Cabinet Committee on Economic Affairs (CCEA) in November 2009 directed that a financial penalty be imposed on OMCs for their failure to reach targets. In November 2012, the CCEA has made it mandatory for Oil marketing companies (OMCs) - Bharat Petroleum, Hindustan Petroleum and Indian Oil Corporation - to blend 5% ethanol with petrol. This is likely to reduce the fuel import bill and lower India's dependence on fossil fuel as the ethanol prices are lower than petrol. OMCs have been blending ethanol with petrol for the past two years but the policy was partially implemented in absence of any clear directive. The Committee, headed by the Prime Minister, has also approved market-based pricing of the biofuel, opening the market for ethanol producers - mostly sugar companies. This shall result in an increased demand for ethanol by OMCs. The national bio-fuel policy, approved by the Government of India, has plans for a 20% ethanol blending programme by 2017 from the current mandated 5% blending & recently increased to 10%, to reduce India’s dependence on fossil fuel imports. 1.4 DEMANDS-SUPPLY GAP The gap between the availability of alcohol and the requirement by the industry has been widening. The existing requirement of alcohol by the industries is around 600 million liters annually. In 1992-93, alcohol consumed for industrial purpose was 450 million liters and utilization for potable purpose was 434 million liters. The trend is expected to continue over last 9-10 years. 1.5 EMPLOYMENT GENERATION For the proposed project 50 personnel will be employed.

3
CHAPTER-2 PROJECT DESCRIPTION 2.1 TYPE OF PROJECT
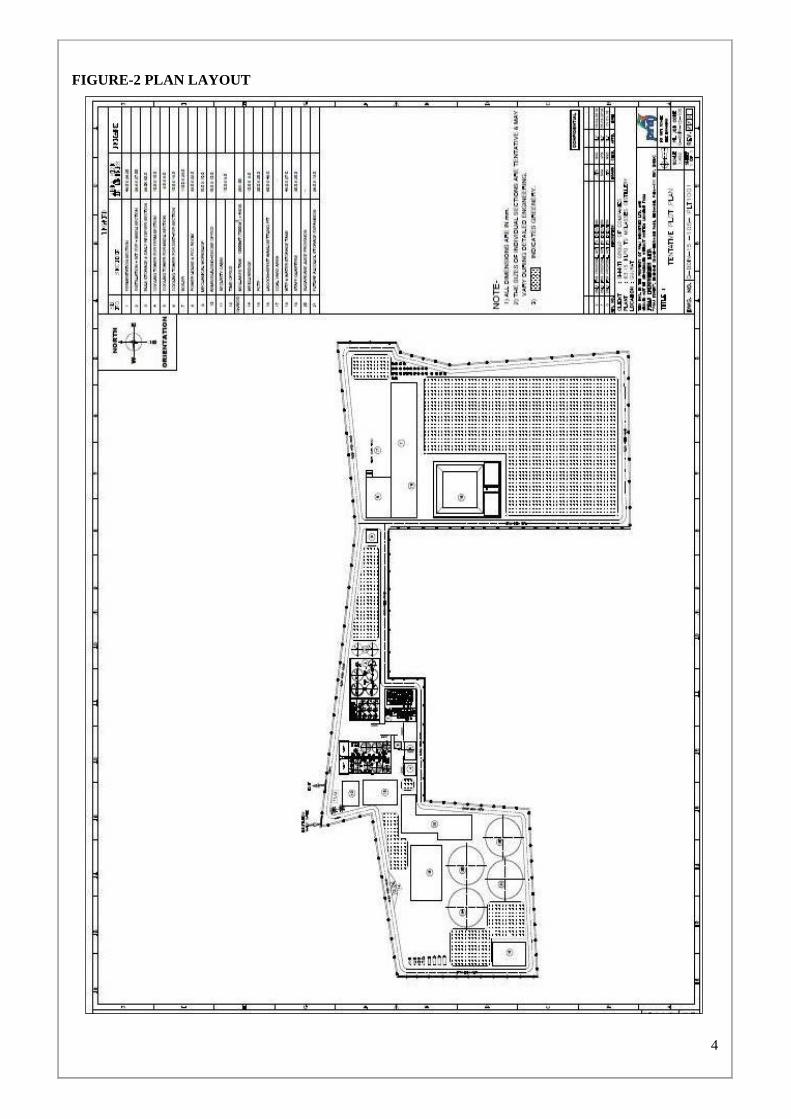
M/s. Shakti Distilleries Pvt. Ltd. is located at Survey No.: 475, 476, 479/1, 479/2, 480, Moje Sunevkalla, Taluka Hansot, District Bharuch, Gujarat. Molasses is produced as a by-product during manufacturing of sugar. Company is planning to set up distillery plant to manufacture 60 KLPD Extra Neutral Alcohol /Rectified Spirit & Fuel Ethanol using molasses as a basic raw material, Along with Synthetic organic chemical industry and Co-Generation Power Plant. 2.2 LOCATION M/s. Shakti Distilleries Pvt. Ltd located at Survey No.: 475, 476, 479/1, 479/2, 480, Moje Sunevkalla, Taluka Hansot, District Bharuch, Gujarat. Project is situated at 21°29'30.78" North latitude and 72°50'37.12" East longitude. A map showing location of the project is presented in following figure-1and detailed plan layout in shown in figure- 2. FIGURE- 1 LOCATION MAP
4
FIGURE-2 PLAN LAYOUT
5
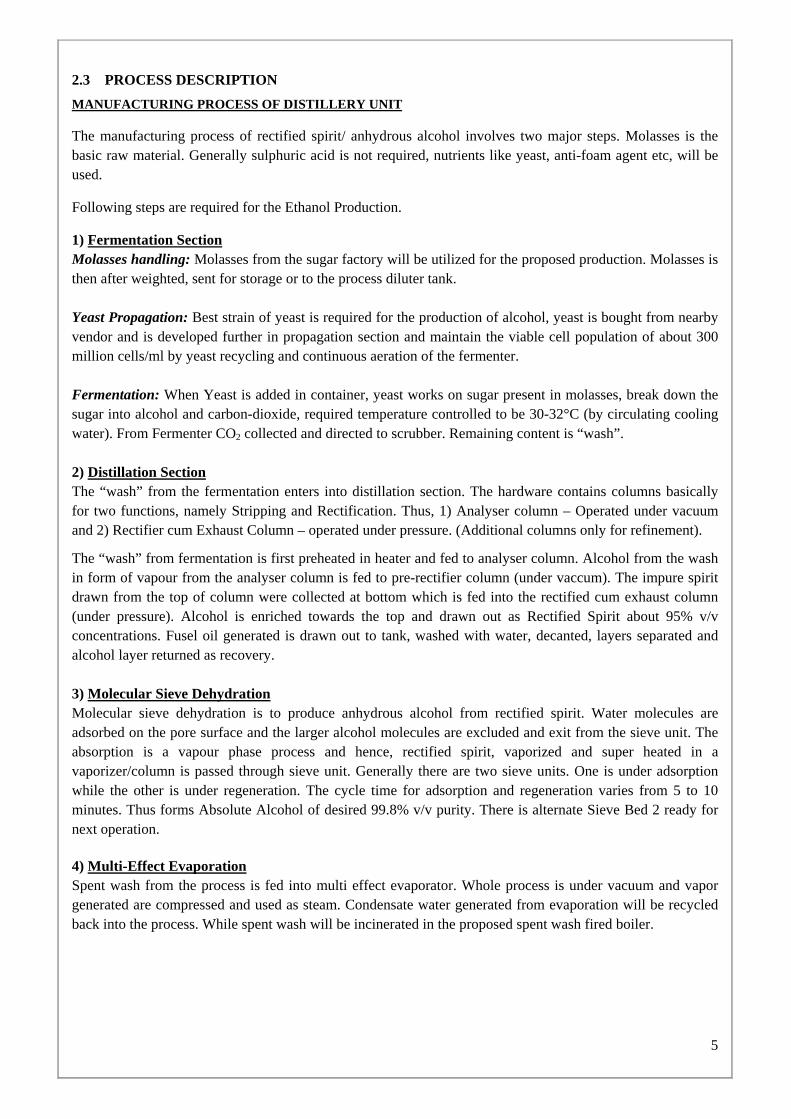
2.3 PROCESS DESCRIPTION MANUFACTURING PROCESS OF DISTILLERY UNIT
The manufacturing process of rectified spirit/ anhydrous alcohol involves two major steps. Molasses is the basic raw material. Generally sulphuric acid is not required, nutrients like yeast, anti-foam agent etc, will be used.
Following steps are required for the Ethanol Production.
1) Fermentation Section Molasses handling: Molasses from the sugar factory will be utilized for the proposed production. Molasses is then after weighted, sent for storage or to the process diluter tank. Yeast Propagation: Best strain of yeast is required for the production of alcohol, yeast is bought from nearby vendor and is developed further in propagation section and maintain the viable cell population of about 300 million cells/ml by yeast recycling and continuous aeration of the fermenter. Fermentation: When Yeast is added in container, yeast works on sugar present in molasses, break down the sugar into alcohol and carbon-dioxide, required temperature controlled to be 30-32°C (by circulating cooling water). From Fermenter CO2 collected and directed to scrubber. Remaining content is “wash”. 2) Distillation Section The “wash” from the fermentation enters into distillation section. The hardware contains columns basically for two functions, namely Stripping and Rectification. Thus, 1) Analyser column – Operated under vacuum and 2) Rectifier cum Exhaust Column – operated under pressure. (Additional columns only for refinement).
The “wash” from fermentation is first preheated in heater and fed to analyser column. Alcohol from the wash in form of vapour from the analyser column is fed to pre-rectifier column (under vaccum). The impure spirit drawn from the top of column were collected at bottom which is fed into the rectified cum exhaust column (under pressure). Alcohol is enriched towards the top and drawn out as Rectified Spirit about 95% v/v concentrations. Fusel oil generated is drawn out to tank, washed with water, decanted, layers separated and alcohol layer returned as recovery. 3) Molecular Sieve Dehydration Molecular sieve dehydration is to produce anhydrous alcohol from rectified spirit. Water molecules are adsorbed on the pore surface and the larger alcohol molecules are excluded and exit from the sieve unit. The absorption is a vapour phase process and hence, rectified spirit, vaporized and super heated in a vaporizer/column is passed through sieve unit. Generally there are two sieve units. One is under adsorption while the other is under regeneration. The cycle time for adsorption and regeneration varies from 5 to 10 minutes. Thus forms Absolute Alcohol of desired 99.8% v/v purity. There is alternate Sieve Bed 2 ready for next operation. 4) Multi-Effect Evaporation Spent wash from the process is fed into multi effect evaporator. Whole process is under vacuum and vapor generated are compressed and used as steam. Condensate water generated from evaporation will be recycled back into the process. While spent wash will be incinerated in the proposed spent wash fired boiler.

6
MANUFACTURING PROCESS OF SYNTHETIC ORGANIC CHEMICAL
1) SODIUM METHOXIDE SOLUTION (30% TO 25%)
Sodium Hydroxide flex is charged in four times Methanol and heated to reflux to get Methoxide Caustic solution which presence of one equitant molecules of water.
This water is recovered with counter current dry methanol vapor in a bubble cap tray tower, the result in sodium methoxide solution is collected from the bottom of that column (25-30% W/W).
2) SODIUM ETHOXIDE SOLUTION (18 to 21%)
• Take 1000 gm of ethanol in reactor.
• Start Stirring at room temperature.
• Then add Caustic Flex (135 gm) in the ethanol Solution.
• Check the moisture content is not more than 9.0 %.
3) 18% ETHANOLIC KOH SOLUTION OR POTASSIUM ETHOXIDE SOLUTION
• Take 790 kg of Ethanol in S.S. reactor • Start stirring at room temperature to 100-400 rpm. • During the addition of KOH to ethanol is a exothermic reaction. • Stare cooling water circulation to S.S. reactor and bring the temperature of Ethanol between 30-350C. • Start addition of 215 kg KOH (purity of KOH is 855) slowly by maintain the temperature of Ethanol should not
be increased more than 35-400C. • Addition time of KOH will be 0.5 to 1.0 hrs. • After completing addition, maintain the temperature of ethanolic KOH solution at 350C for 3.0 hrs with
constant stirring. • Check the moisture content. It should not be more than 9.0%. • After 3.0 hrs, transfer the ethanolic KOH in Drum/Storage tank with constant stirring. Solid un-dissolved KOH
should not be settled at bottom during the transfer of ethanolic KOH solution
4) POTASSIUM METHOXIDE SOLUTION (30% to 25%)
Potassium Hydroxide flex is charged in four times Methanol and heated to reflux to get Methoxide Caustic solution which presence of one equitant molecules of water.
This water is recovered with counter current dry methanol vapor in a bubble cap tray tower, the result in Potassium methoxide solution is collected from the bottom of that column (25-30% W/W).
7
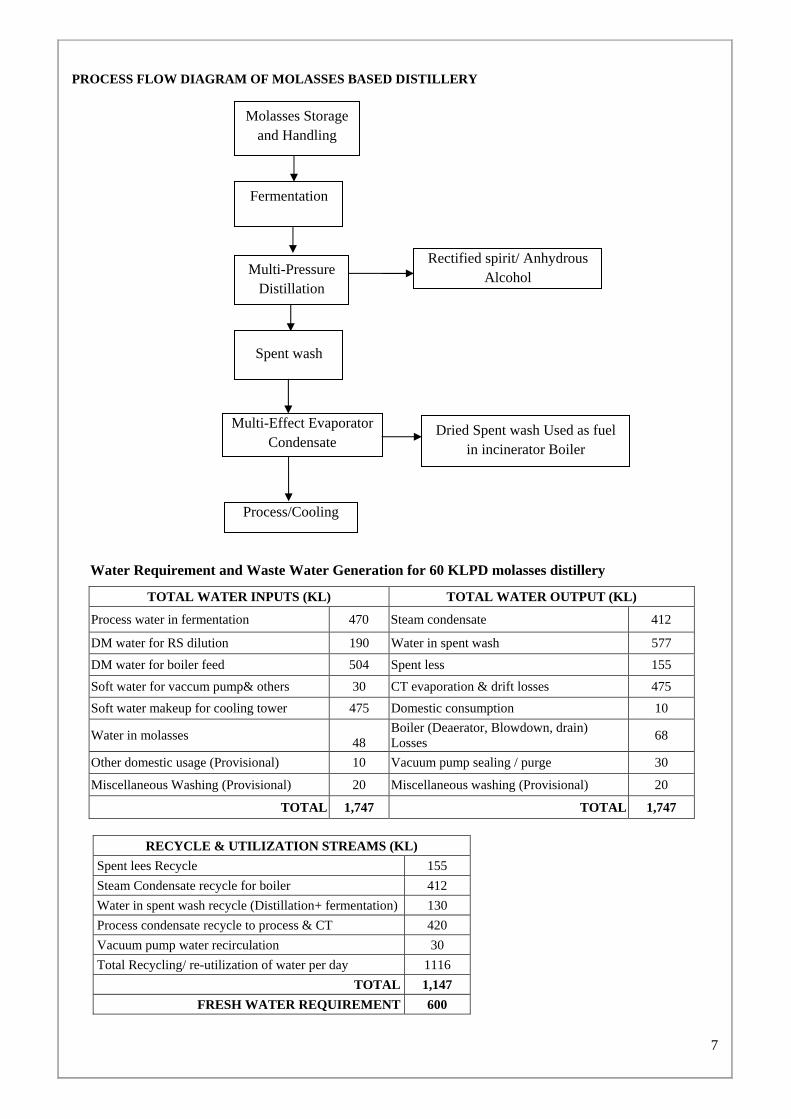
PROCESS FLOW DIAGRAM OF MOLASSES BASED DISTILLERY
Water Requirement and Waste Water Generation for 60 KLPD molasses distillery
TOTAL WATER INPUTS (KL) TOTAL WATER OUTPUT (KL)
Process water in fermentation 470 Steam condensate 412
DM water for RS dilution 190 Water in spent wash 577 DM water for boiler feed 504 Spent less 155 Soft water for vaccum pump& others 30 CT evaporation & drift losses 475 Soft water makeup for cooling tower 475 Domestic consumption 10
Water in molasses 48 Boiler (Deaerator, Blowdown, drain) Losses 68
Other domestic usage (Provisional) 10 Vacuum pump sealing / purge 30
Miscellaneous Washing (Provisional) 20 Miscellaneous washing (Provisional) 20
TOTAL 1,747 TOTAL 1,747
RECYCLE & UTILIZATION STREAMS (KL) Spent lees Recycle 155 Steam Condensate recycle for boiler 412 Water in spent wash recycle (Distillation+ fermentation) 130 Process condensate recycle to process & CT 420 Vacuum pump water recirculation 30 Total Recycling/ re-utilization of water per day 1116
TOTAL 1,147 FRESH WATER REQUIREMENT 600
Rectified spirit/ Anhydrous Alcohol
Molasses Storage and Handling
Fermentation
Multi-PressureDistillation
Spent wash
Multi-Effect Evaporator Condensate
Process/Cooling
Dried Spent wash Used as fuel in incinerator Boiler
8
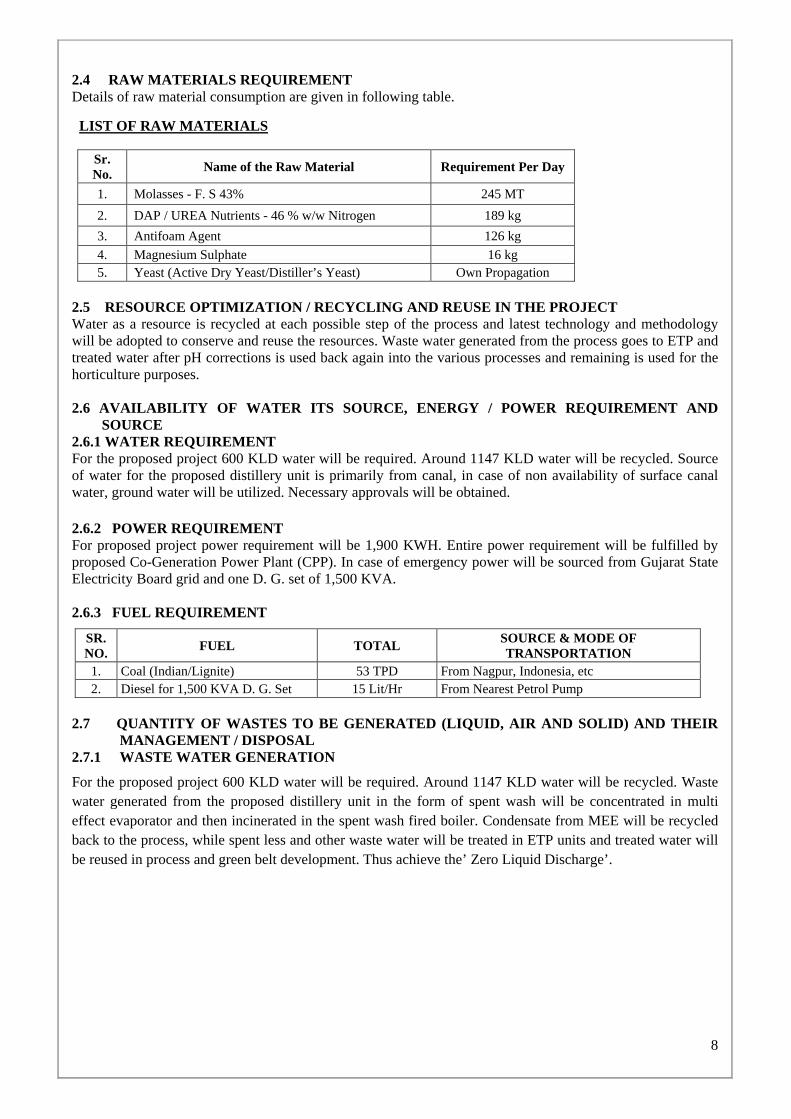
2.4 RAW MATERIALS REQUIREMENT Details of raw material consumption are given in following table.
LIST OF RAW MATERIALS
Sr. No. Name of the Raw Material Requirement Per Day
1. Molasses - F. S 43% 245 MT 2. DAP / UREA Nutrients - 46 % w/w Nitrogen 189 kg 3. Antifoam Agent 126 kg 4. Magnesium Sulphate 16 kg 5. Yeast (Active Dry Yeast/Distiller’s Yeast) Own Propagation
2.5 RESOURCE OPTIMIZATION / RECYCLING AND REUSE IN THE PROJECT Water as a resource is recycled at each possible step of the process and latest technology and methodology will be adopted to conserve and reuse the resources. Waste water generated from the process goes to ETP and treated water after pH corrections is used back again into the various processes and remaining is used for the horticulture purposes. 2.6 AVAILABILITY OF WATER ITS SOURCE, ENERGY / POWER REQUIREMENT AND
SOURCE 2.6.1 WATER REQUIREMENT For the proposed project 600 KLD water will be required. Around 1147 KLD water will be recycled. Source of water for the proposed distillery unit is primarily from canal, in case of non availability of surface canal water, ground water will be utilized. Necessary approvals will be obtained. 2.6.2 POWER REQUIREMENT For proposed project power requirement will be 1,900 KWH. Entire power requirement will be fulfilled by proposed Co-Generation Power Plant (CPP). In case of emergency power will be sourced from Gujarat State Electricity Board grid and one D. G. set of 1,500 KVA. 2.6.3 FUEL REQUIREMENT
SR. NO. FUEL TOTAL SOURCE & MODE OF
TRANSPORTATION 1. Coal (Indian/Lignite) 53 TPD From Nagpur, Indonesia, etc 2. Diesel for 1,500 KVA D. G. Set 15 Lit/Hr From Nearest Petrol Pump
2.7 QUANTITY OF WASTES TO BE GENERATED (LIQUID, AIR AND SOLID) AND THEIR
MANAGEMENT / DISPOSAL 2.7.1 WASTE WATER GENERATION
For the proposed project 600 KLD water will be required. Around 1147 KLD water will be recycled. Waste water generated from the proposed distillery unit in the form of spent wash will be concentrated in multi effect evaporator and then incinerated in the spent wash fired boiler. Condensate from MEE will be recycled back to the process, while spent less and other waste water will be treated in ETP units and treated water will be reused in process and green belt development. Thus achieve the’ Zero Liquid Discharge’.
9
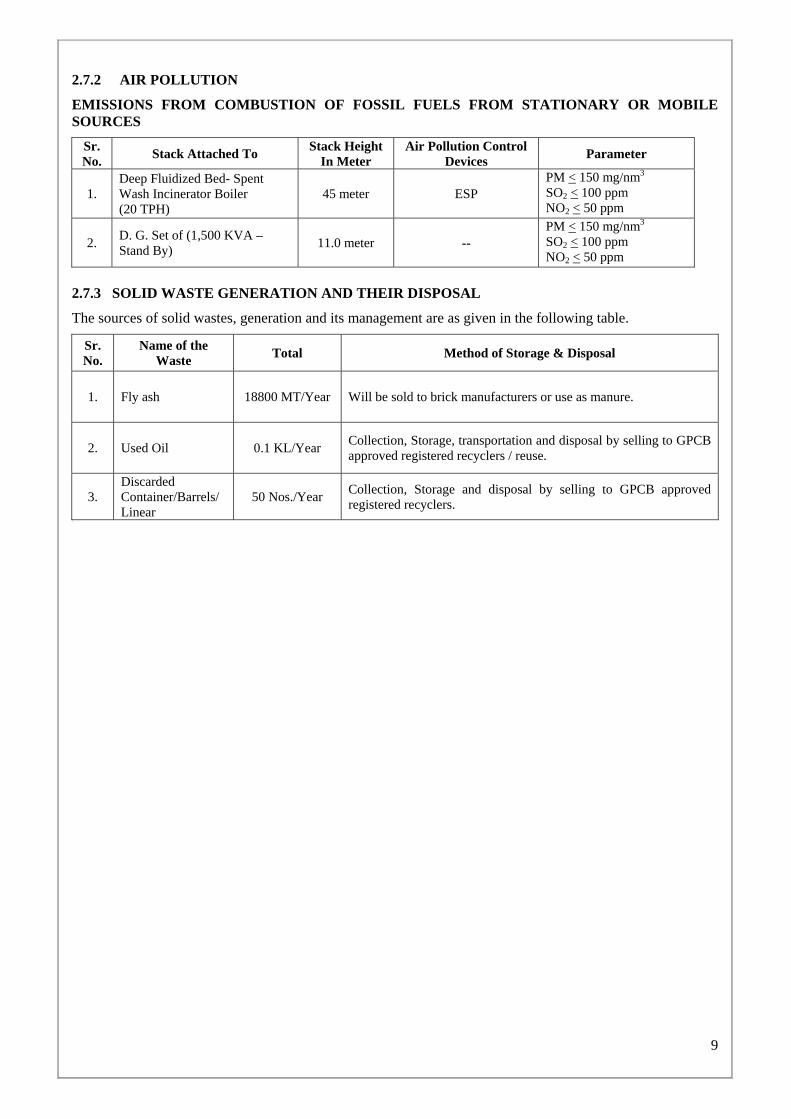
2.7.2 AIR POLLUTION
EMISSIONS FROM COMBUSTION OF FOSSIL FUELS FROM STATIONARY OR MOBILE SOURCES
Sr. No. Stack Attached To Stack Height
In Meter Air Pollution Control
Devices Parameter
1. Deep Fluidized Bed- Spent Wash Incinerator Boiler (20 TPH)
45 meter ESP PM < 150 mg/nm3
SO2 < 100 ppm NO2 < 50 ppm
2. D. G. Set of (1,500 KVA – Stand By) 11.0 meter --
PM < 150 mg/nm3 SO2 < 100 ppm NO2 < 50 ppm
2.7.3 SOLID WASTE GENERATION AND THEIR DISPOSAL
The sources of solid wastes, generation and its management are as given in the following table.
Sr. No.
Name of the Waste Total Method of Storage & Disposal
1. Fly ash
18800 MT/Year Will be sold to brick manufacturers or use as manure.
2. Used Oil
0.1 KL/Year Collection, Storage, transportation and disposal by selling to GPCB approved registered recyclers / reuse.
3. Discarded Container/Barrels/ Linear
50 Nos./Year Collection, Storage and disposal by selling to GPCB approved registered recyclers.
KL

10
CHAPTER-3 SITE ANALYSIS 3.1 CONNECTIVITY 3.1.1 RAIL
The nearest railway station is Kosamba Railway station, which is around 11 km in East South East direction from the project site. 3.1.2 ROAD
The site is well connected by road network to all the key places. The major highway passing near the project site is NH-228 which is approximately 2.03 km West direction from the project site. 3.1.3 AIR
The nearest airport from the project site is Surat Airport. The distance of airport from project site is around 42 km in South South West direction. 3.1.4 COMMUNICATION
Project Site is well connected with telephone, telefax etc. all the communications facilities are well developed in the district. 3.2 TOPOGRAPHY
Topography of the land is plane. 3.3 EXISTING LAND USE PATTERN
There is no Forest, National park; Wild life sanctuary within a radius of 10 Km. For the proposed project existing infrastructure land will be utilized. 3.4 EXISTING SOCIAL STRUCTURE
Project site is located at a distance of around 11 km from Kosamba. All the infrastructures are available within city like Schools, Hospitals & community facilities.

11
CHAPTER – 4 PLANNING BRIEF 4.1 PLANNING CONCEPT
Molasses is the by-product in processing sugar cane for production of sugar. In general the molasses production is about 4.5% on cane crushed. The Carbohydrates in Molasses are already in the form of Sugars. Hence molasses does not need any pretreatment for production of Alcohol. Repeated evaporation and Centrifugation decreases the sugar content of molasses and increases the viscosity and concentration of salts and other impurities. The residual syrup thus becomes thick, viscous and brown in colour and is very heavy. The concentration of molasses is normally measured in Brix. Molasses Scenario of India Details of Molasses Production in India (Source-Indian Sugar Mills Association)
Season 2008-09 2009-10 2010-11 2011-12 2012-13 2013-14 Molasses Production 6.542 8.40 10.97 11.824 11.744 10.881
4.2 LAND USE PLANNING
The plant general layout has been planned considering production facilities, auxiliary and ancillary facilities and plant utilities & services. Details of land use planning are presented in following table.
Break up of different land use in meter square as given below.
Sr. No. Land use Total Area Sq.mt
1. Plant area 16,298 2. Open Area 17,369 3. Internal Roads 10,376 4. Green Coverage 22,157 Total Area 66,200
4.3 AMENTIES / FACILITIES
Adequate storage facility for chemicals, machinery spares and consumables shall be provided. A small mechanical and electrical/ instrument workshop facilities for repairs and maintenance shall also be provided. Time and security offices shall be provided in the plant. To avoid fire hazard, internal fire hydrants system unit will be provided.
12
CHAPTER – 5 PROPOSED INFRASTRUCTURE 5.1 INDUSTRIAL AREA
Total land area (i.e. 66,200 m2) will be utilized for the proposed distillery unit. 5.2 RESIDENTIAL AREA
There is no provision of permanent housing for the employees at site, however worker quarters will be provided within premises with all facilities. 5.3 GREEN BELT
The main objective of the green belt is to provide a barrier between the source of pollution and the surrounding areas. The green belt helps to capture the fugitive emission and to attenuate the noise generated apart from improving the aesthetics. Development of green belt and other forms of greenery shall also prevent soil erosion and washing away of topsoil besides helping in stabilizing the functional ecosystem and further to make the climate more conducive and to restore water balance. The company has green belt area with Lawn, plants and flowers spread across about 33% of the total area. Further it will be developed at plant boundary, road side, around offices & buildings and Stretch of open land. The selection of tree species suitable for plantation at the industry are governed by guiding factors as stated below:
• The trees should be tolerant to air pollutants present in the area • The trees should be able to grow and thrive on soil of the area, be evergreen, inhabitant, having
minimum of leaf fall. • The trees should be tall in peripheral curtain plantation and with large and spreading canopy in
primary and secondary attenuation zone. • The trees should posses extensive foliar area to provide maximum impinging surface for continued
efficient adsorption and absorption of pollutants. • The trees should be fast growing and indigenous and should maintain ecological, land and
hydrological balance of the region. • It is also recommended to plant few trees, which are sensitive to air pollution, as air pollution
indicator. • It is also recommended to carry out extensive plantation within premises.
Keeping in view the climatic conditions, status of soils and vegetation types in and around the project area the species shall be selected for proposed green belt development. 5.4 SOCIAL INFRASTRUCTURE
Drinking water facility, proper sanitation, etc. will be provided to the workers working in plant. 5.5 CONNECTIVITY
As discussed earlier, proposed location of the plant is already well connected with the network of road & rail. So there is no need to construct any new road or rail for the transportation. 5.6 WASTE WATER MANGAMENT
Waste water generated from the proposed distillery unit in the form of spent wash will be concentrated in multi effective evaporator and then incinerated in the spent wash fired boiler. Condensate from MEE will be recycled back to the process, while spent less and other waste water stream will be treated in ETP and treated water will be reused for process and green belt development. Thus achieve the’ Zero Liquid Discharge’.

13
5.7 INDUSTRIAL SOLID WASTE MANAGEMENT
From the proposed project activity detail for the solid/hazardous waste generation are given in below table. DETAILS OF SOLID & HAZARDOUS WASTE GENERATION DURING OPERATION
Sr. No. Name of the Waste Total Method of Storage & Disposal
1. Fly ash
18800 MT/Year Will be sold to brick manufacturers or use as manure.
2. Used Oil
0.1 KL/Year Collection, Storage, transportation and disposal by selling to GPCB approved registered recyclers / reuse.
3. Discarded Container/Barrels/ Linear
50 Nos./Year Collection, Storage and disposal by selling to GPCB approved registered recyclers.
14
CHAPTER – 6 REHABILITATION AND RESETTLEMENT (R & R) PLAN
The project is located on private land, which is already acquired and there is no habitat. So the project proposal does not involve any Rehabilitation & Resettlement.

15
CHAPTER – 7 PROJECT SCHEDULE & COST ESTIMATES 7.1 TIME SCHEDULE FOR THE PROJECT
The implementation of the project will involve major activities like preparation of specification / drawings, issue of tenders, receipt of quotations, scrutiny of tenders, placing of orders, civil & structural construction, delivery & erection of equipment, test trial runs of various items of equipment and commissioning of the plant & equipment and completion of the project will take about 18 months after the necessary clearances are available, and the funding for the project has been tied up.
7.2 ESTIMATED PROJECT COST
The total cost of the project after proposed project will be around Rs. 90 crores. Total capital cost of pollution control measures will be Rs. 32 crores. 7.3 BUDGETORY PROVISIONS FOR EMP
Adequate budgetary provisions have been made by the management for execution of environmental management plans. The details of capital and recurring (per annum) budget earmarked for pollution control / monitoring equipment; operation and maintenance of pollution control facilities, for greenbelt development and maintenance.
16
CHAPTER – 8 ANALYSIS OF PROPOSAL 8.1 FINANCIAL AND SOCIAL BENEFITS
The capital cost of the distillery unit is estimated about Rs. 90 Crores for the installation of plants & machinery along with required auxiliary and balancing facilities for the production. For the coming of this project surrounding area will get developed due to this project and through the Corporate Social Responsibility (CSR) activities, socio-economic status of the region will also get developed.