
The impact of ethanol and bioethers on the gasoline …Bioethers- 4 ® Blending Ethanol in Gasoline...
30
© CDTECH - 1 - 08-01-06 The impact of ethanol and bioethers on the gasoline pool IMP XII Forum on Advances in the Refinery Industry Mexico City Sept 6, 2006
Transcript of The impact of ethanol and bioethers on the gasoline …Bioethers- 4 ® Blending Ethanol in Gasoline...
© CDTECH - 1 -08-01-06
The impact of ethanol and bioethers on the
gasoline pool
IMP XII Forum on Advances in the Refinery Industry
Mexico City
Sept 6, 2006

Bioethers- 2
®
Benefits of Ethanol in FuelRenewable
Bio origin: Lower greenhouse effect (CO2 re-absorption)
High octane: Helps “get the lead out”
Social benefits: Create farm jobs

Bioethers- 3
®
FOCUS
CH3CH2OH
OPPORTUNITIES
CHALLENGES
SOLUTIONS

Bioethers- 4
®
Blending Ethanol in Gasoline – ChallengesLower fuel mileage – Lower heating value
Higher emissions – Higher vapor pressure
Distribution complexity – Blending outside the refinery to avoid water in fuel
Engine modifications – Change to seals and other components required after 10% vol.
C4 and C5 displacement from gasoline pool – VP limitations, less fuel availability

Bioethers- 5
®
MORE CHALLENGES … …
Tightening mogas specs, thinner margins
Olefins < 10-18%
Sulfur < 10 ppm
Aromatics < 25% Benzene < 0.6%
RVP, RON, etc.

Bioethers- 6
®
OPPORTUNITIES IN BIOFUELS, CHALLENGES IN UTILIZATION
Key is how to best use it
Current scheme: blending
CH3CH2OH
Bioethers- 7
®
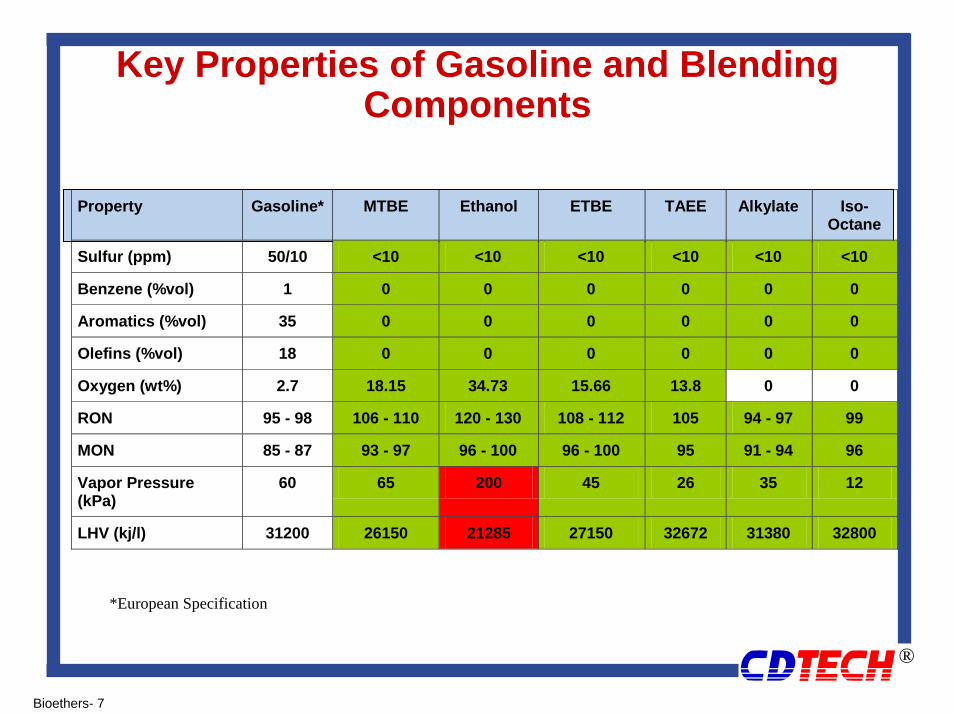
Key Properties of Gasoline and Blending Components
Property Gasoline* MTBE Ethanol ETBE TAEE Alkylate Iso-Octane
Sulfur (ppm) 50/10 <10 <10 <10 <10 <10 <10
Benzene (%vol) 1 0 0 0 0 0 0
Aromatics (%vol) 35 0 0 0 0 0 0
Olefins (%vol) 18 0 0 0 0 0 0
Oxygen (wt%) 2.7 18.15 34.73 15.66 13.8 0 0
RON 95 - 98 106 - 110 120 - 130 108 - 112 105 94 - 97 99
MON 85 - 87 93 - 97 96 - 100 96 - 100 95 91 - 94 96
Vapor Pressure (kPa)
60 65 200 45 26 35 12
LHV (kj/l) 31200 26150 21285 27150 32672 31380 32800
*European Specification

Bioethers- 8
®
Components Added ToThe Gasoline Pool
859095
100105110115120
9 PSI RVP
C4sETBEC5sEthanolMTBEGasoline
Components Removed From The Gasoline Pool
-30-25-20-15-10
-50
C4sC5sMTBEEthanol
2.7 % O
Source: A 2nd Opinion

Bioethers- 9
®
Components Added ToThe Gasoline Pool
859095
100105110115120
9 PSI RVP 7 PSI RVP
C4sETBEC5sEthanolMTBEGasoline
Components Removed From The Gasoline Pool
-30-25-20-15-10
-50
C4sC5sMTBEEthanol
2.7 % O
Source: A 2nd Opinion

Bioethers- 10
®
Components Added ToThe Gasoline Pool
859095
100105110115120
9 PSI RVP 7 PSI RVP Add 15%MTBE
C4sETBEC5sEthanolMTBEGasoline
Components Removed From The Gasoline Pool
-30-25-20-15-10
-50
C4sC5sMTBEEthanol
2.7 % O
Source: A 2nd Opinion

Bioethers- 11
®
Components Added ToThe Gasoline Pool
859095
100105110115120
9 PSI RVP 7 PSI RVP Add 15%MTBE
ReplaceMTBE w/ 10%
Ethanol
C4sETBEC5sEthanolMTBEGasoline
Components Removed From The Gasoline Pool
-30-25-20-15-10
-50
C4sC5sMTBEEthanol
2.7 % O
3.5 % O
Source: A 2nd Opinion

Bioethers- 12
®
Components Added ToThe Gasoline Pool
859095
100105110115120
9 PSI RVP 7 PSI RVP Add 15%MTBE
ReplaceMTBE w/ 10%
Ethanol
ConvertEthanol to
ETBE
C4sETBEC5sEthanolMTBEGasoline
Components Removed From The Gasoline Pool
-30-25-20-15-10
-50
C4sC5sMTBEEthanol
2.7 % O
3.5 % O
2.7 % O
Source: A 2nd Opinion

Bioethers- 13
®
CURRENT SCHEME --- SEGREGATION
CH3CH2OH
Product Upgrading(at loss)
EtOHBlending
© CDTECH - 14 -08-01-06
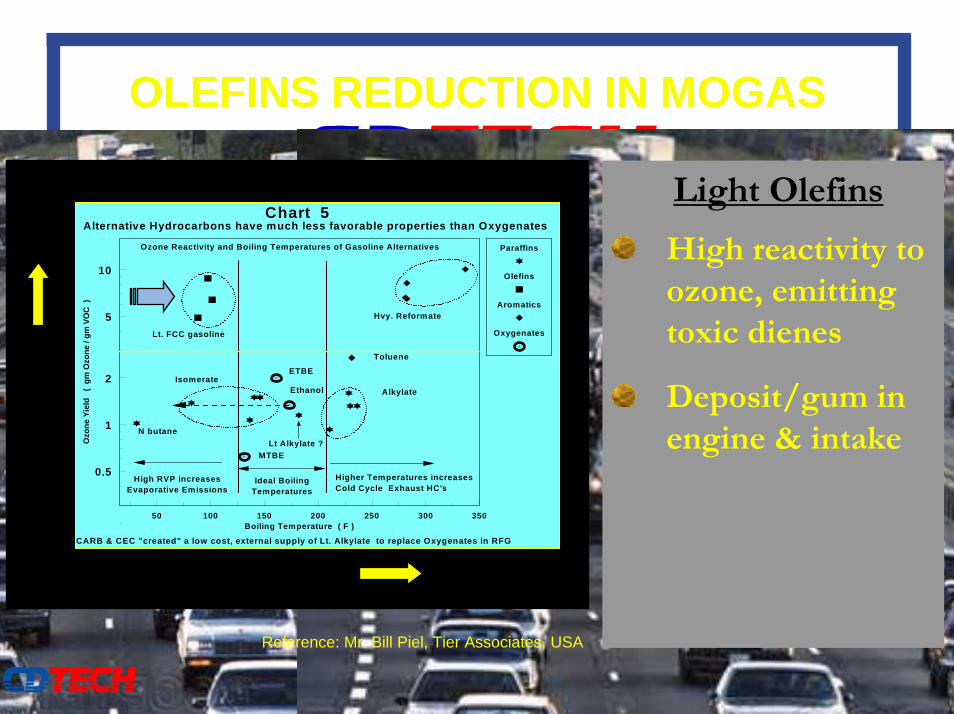
OLEFINS REDUCTION IN MOGAS
High reactivity to ozone, emitting toxic dienes
Deposit/gum in engine & intake
Alternative Hydrocarbons have much less favorable properties than Oxygenates
50 100 150 200 250 300 350
0.5
1
2
5
10
Boiling Temperature ( F )
Ozo
ne Y
ield
(
gm O
zone
/ gm
VO
C )
Paraffins
Olefins
Aromatics
Oxygenates
Higher Temperatures increases Cold Cycle Exhaust HC's
High RVP increasesEvaporative Emissions
MTBE
ETBE
Ethanol AlkylateIsomerate
Hvy. Reformate
Lt. FCC gasoline
Ozone Reactivity and Boiling Temperatures of Gasoline Alternatives
Toluene
N butane
Ideal BoilingTemperatures
Lt Alkylate ?
CARB & CEC "created" a low cost, external supply of Lt. Alkylate to replace Oxygenates in RFG
Chart 5
Boiling Point, oF
Ozo
ne Y
ield
®
Reference: Mr. Bill Piel, Tier Associates, USA
Light Olefins

Bioethers- 15
®
IMPROVED SCHEME --- INTEGRATION
CH3CH2OH
ii--Olefins + Olefins + EtOHEtOH = Bio= Bio--EthersEthers
Product Upgrading(at profit)

Bioethers- 16
®
The Answer: Bioethers
Ethanol + Isobutylene = ETBE45% 55% 100%
(C4 Olefins)
------------------------------------------------------
Ethanol + Isoamylene = TAEE40% 60% 100%
(C5 Olefins)

Bioethers- 17
®
BioEthers: Greater Fuel Volumeand Energy Contribution
TAEE expands volume by a factor of 2.3EtOH (MW~46) + i-C5= (MW~70) TAEE (MW~116)
Density correction to get volume increase:
(116/46)*(794 kg/m3/ 881 kg/m3) = 2.3 fold greater volume
TAEE energy contribution is over 3 times greater 2.3 fold greater volume * (32672 kJ/l)/ (21285 kJ/l) = 3.5 fold increase in energy
Bioethers- 18
®
Benefits of BioEthers in GasolineQuality
Higher energy density (good fuel mileage)Lower RVP Compatible with existing car enginesCan reduce olefins (TAEE)
Economics Increases Octane Adds volume to gasoline pool (retains C4s, C5s)Can be blended in the refinery
Sustainability Enhances the bio-ethanol program with an improved product Meets the objectives of both farmers and refineriesAddresses consumer needs (availability, drivability, cleaner air)
Bioethers- 19
®
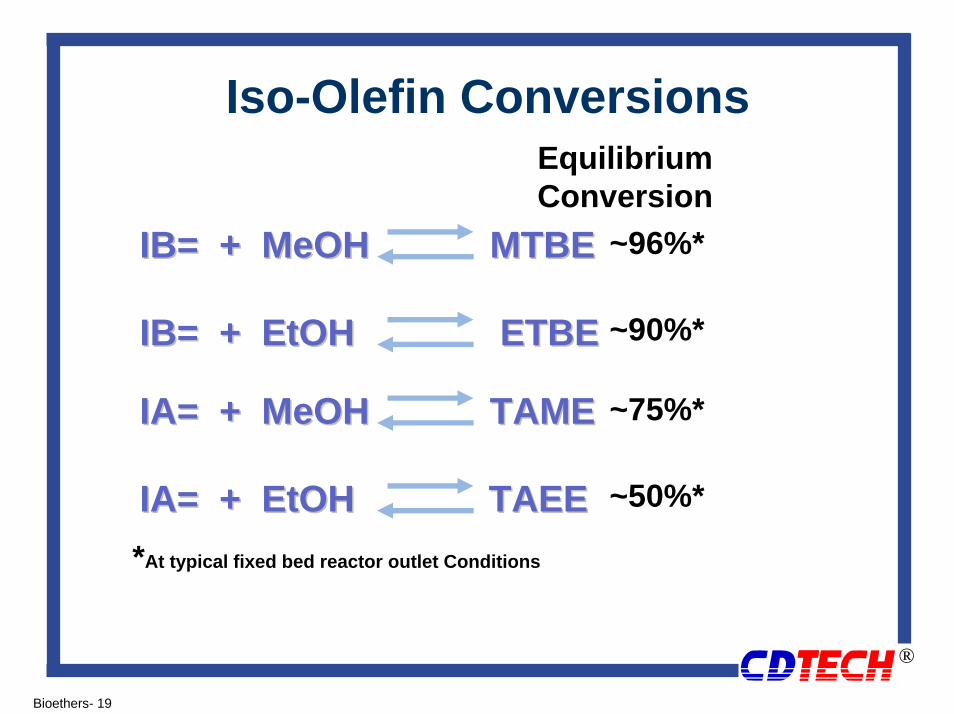
IB=IB= + + MeOHMeOH MTBEMTBE ~96%*
EquilibriumConversion
Iso-Olefin Conversions
IB=IB= + + EtOHEtOH ETBEETBE ~90%*
IA=IA= + + MeOHMeOH TAMETAME ~75%*
IA=IA= + + EtOHEtOH TAEETAEE ~50%*
*At typical fixed bed reactor outlet Conditions

Bioethers- 20
®
Pump Fixed Bed Reactor
Cooler FractionatorFixed Bed Reactor
Pump
Conventional Etherification SystemConversion limited by equilibrium
Requires additional reactor

Bioethers- 21
®
Fixed BedReactor
Catalytic DistillationColumn
Recycle Distillation SystemReduced equilibrium limitations
High capital cost
High operating cost

Bioethers- 22
®
Fixed BedReactor
Catalytic DistillationColumn
Catalytic Distillation SystemNo equilibrium limitations
Simplified process scheme
Bioethers- 23
®
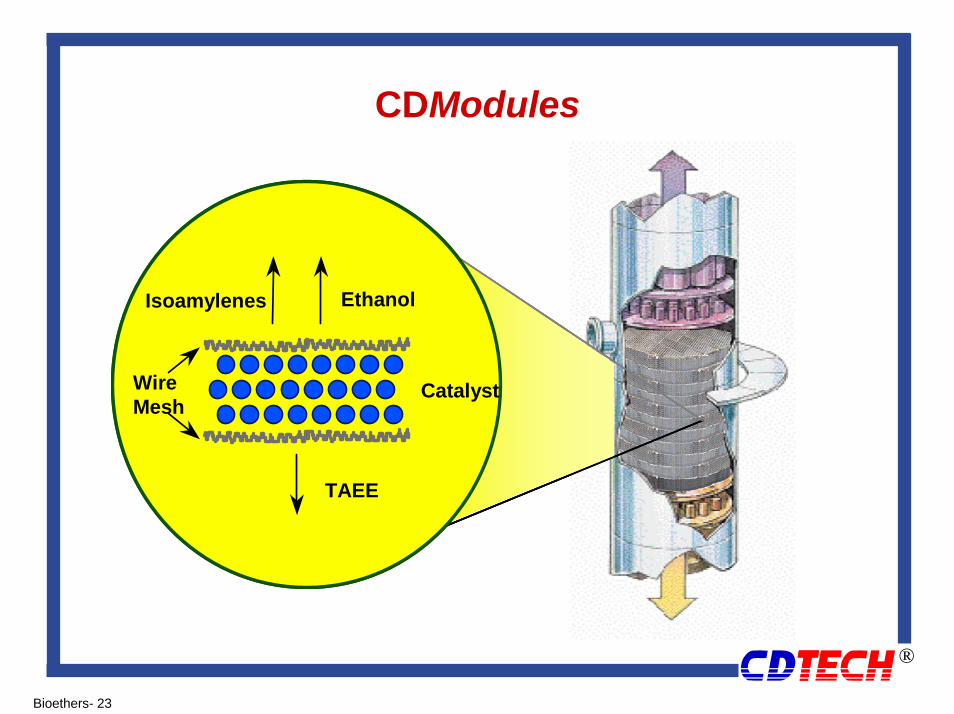
Ethanol
WireMesh
Catalyst
Isoamylenes
TAEE
Ethanol
WireMesh
Catalyst
Isoamylenes
TAEE
CDModules
Bioethers- 24
®
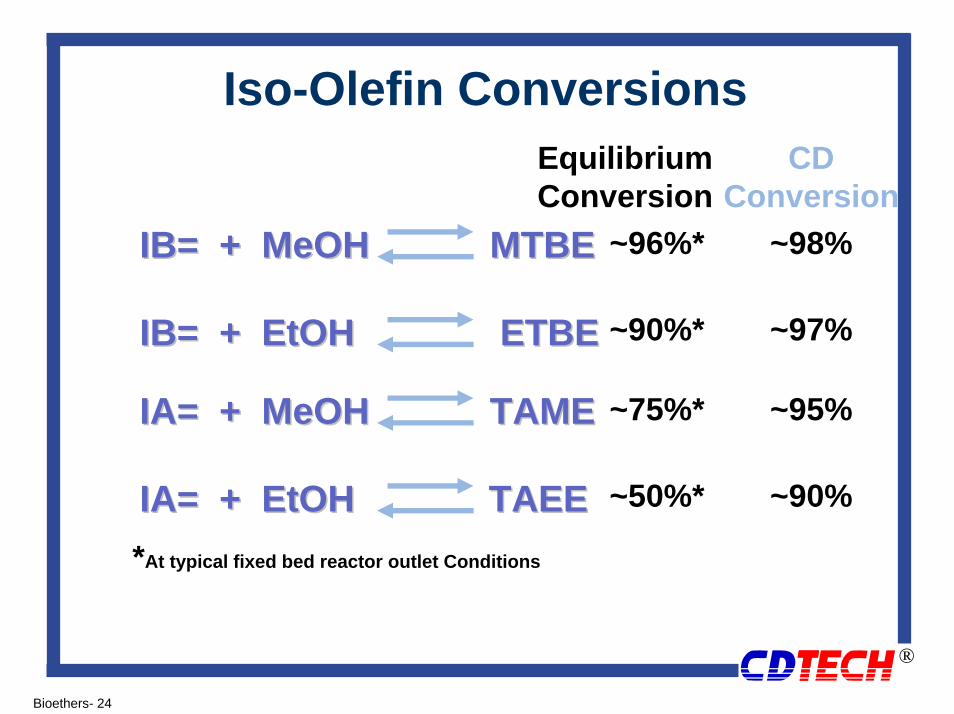
IB=IB= + + MeOHMeOH MTBEMTBE ~96%*
EquilibriumConversion
Iso-Olefin Conversions
~98%
CDConversion
IB=IB= + + EtOHEtOH ETBEETBE ~90%*
IA=IA= + + MeOHMeOH TAMETAME ~75%*
IA=IA= + + EtOHEtOH TAEETAEE ~50%*
~97%
~95%
~90%
*At typical fixed bed reactor outlet Conditions
Bioethers- 25
®
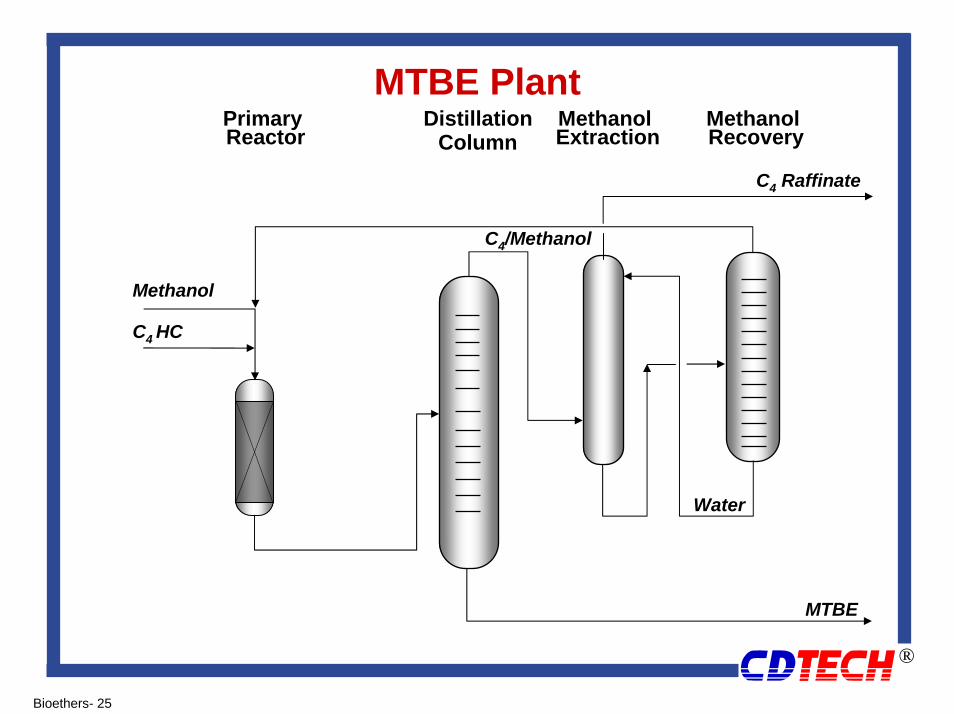
MTBE PlantDistillation
ColumnPrimary Reactor
Methanol Extraction
Methanol Recovery
Methanol
Water
C4/Methanol
MTBE
C4 Raffinate
C4 HC
Bioethers- 26
®
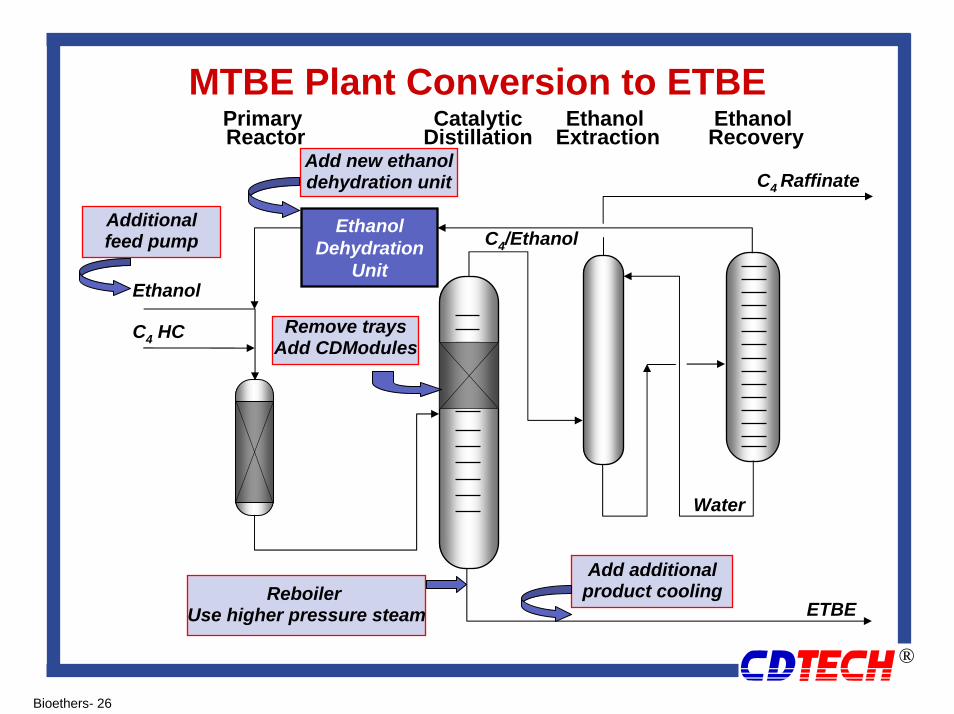
Ethanol
Water
C4/Ethanol
CatalyticDistillation
ETBE
Primary Reactor
Ethanol Extraction
Ethanol Recovery
C4 Raffinate
C4 HC
Additionalfeed pump
Remove traysAdd CDModules
Add additionalproduct cooling
Add new ethanoldehydration unit
Ethanol Dehydration
Unit
Reboiler Use higher pressure steam
MTBE Plant Conversion to ETBE

Bioethers- 27
®
ETHANOL-ETHERS “1 STONE 4 BIRDS”
Makes high quality products that are beneficial to the environmentEffectively reduces gasoline olefins at a profit Further enhances the ethanol program, boosts gasoline supply System optimal integration results in lower capital and higher sustainability

Bioethers- 28
®
WHAT CDTECH HAS TO OFFER?
Extensive Ethers Experience
World leader with 100+ ethers units licensed
Greater conversion with less investment+
Constant conversion over run length
Asset production maximized=
Catalytic Distillation Technology

Bioethers- 29
®
Closing RemarksBioEthers is an attractive option to add ethanol to gasoline
It enhances the bio-ethanol use program through improved gasoline quality that meet the requirements of producers, distributors and consumers
CDTECH has the most advanced process technologies to offer

Kerry Rock, Director Technology, CDTECH Mr. Rock has over thirty five years of experience in the oil and gas refining, chemical and petrochemical industries. His experience includes research and development, process design and management of projects for dehydrogenation, desulfurization, gasoline reformulation, fuel ethers, methanol, hydrogenation, oil and gas production, transportation and processing, biomass gasification, flue gas desulfurization and environmental emissions control. He is currently responsible for direction of technology development and marketing process technologies to the refining and petrochemical industries. Mr. Rock holds a B.S. and M. S. in Chemical Engineering from the University of Houston.


















