Practical Work Report_Miller
22
Micky Yang 5/8/14 Department of Mechanical Engineering Practical Work Report Miller Design 128 Hugo Johnston Drive, Penrose Dates Worked: 2/12/13 – 21/02/14
-
Upload
micky-yang -
Category
Documents
-
view
228 -
download
0
Transcript of Practical Work Report_Miller

Micky Yang5/8/14
Department of Mechanical Engineering
Practical Work Report
Miller Design128 Hugo Johnston Drive, Penrose
Dates Worked: 2/12/13 – 21/02/14


SummaryMiller Design is an aluminium joinery company that provides architectural window solutions to commercial and residential buildings. It is a medium sized company with around 50 employees, both factory works and office workers. During my time at Miller Design I was engaged in fabrication work from machine operation to frame assembly. I learnt to be an effective part of the team and acquired skill in a number of tools such as pneumatic drills, saws, hand tools and electric tools. I have gained an insight into how a process company works and how the factory manager, Marcus Thomas, managed the factory workers effectively.
AcknowledgementsI would like to thank Marcus Thomas for giving me to opportunity to work at Miller Design over the summer period. I would also like to extend a very big thank you to Loa and Mai you helped me feel comfortable in the work environment as well as teach me how to use the tools and give me tips on how to assemble the frames.
iii | P a g e

ii | P a g e

Table of ContentsIntroduction....................................................................................................................................................1
Company Overview........................................................................................................................................3
Plant Layout................................................................................................................................................3
Staff Structure............................................................................................................................................4
Work Undertaken...........................................................................................................................................4
Skills Developed..............................................................................................................................................7
General Comments on the Experience...........................................................................................................7
Conclusions....................................................................................................................................................8
iii | P a g e


IntroductionMiller Design was established in 1984 and provides architectural window solutions for commercial buildings and residential buildings. This means that they design, fabricate and install the window frames. The aluminium is supplied by Fletcher Aluminium who extrude the pieces into lengths of the different component shapes and sizes. Coating of the extruded aluminium was performed by Fletcher Aluminium as well. Glazing usually occurs on site, however if the work piece is to be located in a place where it is difficult for glazers to reach then the glazing occurs in the factory. Metro Glass provides the glazing solutions. Solutions are not limited to windows as aluminium louvres are also offered as well as roof glazing systems and hinged/sliding doors. Examples of window solutions are the Elam Hall Student Accommodation (figure 1), Mission Heights School (figure 2), and Westfield Manukau. I partook in work related to fabrication. This included frame assembly and machining of work pieces.
Figure 1: Elam Hall Student Accommodation. Source: www.millerdesign.co.nz
1 | P a g e

Figure 2: Mission Heights School. Source: www.millerdesign.co.nz
Figure 3: Westfield Manukau. Source: www.millerdesign.co.nz
2 | P a g e

Company OverviewPlant Layout
The factory is roughly a 30m by 25m open space complex with the offices located at the front of the building. Deliveries and outgoing products are located at the back of the building, one on each side. Raw materials (the extrusions from Fletcher aluminium) were either stored outside wrapped in plastic, or placed vertically against one side of the inside wall. These were placed near two electric cutting machines which were used to quickly cut the extrusions into smaller lengths which were then assembled. Once the pieces were cut, they were stored in a cart which was then wheeled to any of 10 different individual work areas depending on which specific job was being done at that time. Once the frame was complete, they were placed against a wall by the outwards good area. This was then loaded on a truck or container to be delivered. Figure 4 below shows a rough outline of the plant layout.
Figure 4: Rough floor plan of Miller Design factory
An air pump is located outside that is connected to pipes on the ceiling that run the length of the factory. Hoses are then attached to the pipes which fall down and are connected to any pneumatic tools needed.
3 | P a g e

Staff Structure
When I first started my employment, which was a short two week trial over the semester break, there was eight factory workers. Over the summer break, there was considerable more factory employees with an additional 14 workers, most of whom were contractors. This was in response to the greater amount of demand that the company saw.
The hierarchy inside the company is shown and explained below.
The factory workers worked under the factory manager, Marcus Thomas, who was my direct superior. Marcus worked alongside the installers and project managers to plan out which job had to be in process and which could be held back. Working for the project managers were the drafters. The project managers worked closely with builders and the architects to provide the best solution. The factory workers would most commonly speak to Marcus if there was cases of ambiguity, errors in work plans or if there were concerns. This occurred if these could not be resolved by speaking to a senior member of the factory workers. However sometimes the project managers would speak to the senior factory workers as well to get a particular area of the job done or to raise concerns on a job’s quality or its need for closer attention. If Marcus was out on site, there was a factory worker who acted as his proxy. This proxy was the most senior member of the factory workers who had the most experience. The most senior personal in the company is the general manager.
The factory workers are usually split so that a group would be doing a different job to another group. However there were times that the whole factory would be working on one particular job as the delivery date was near and there was a considerable amount of work to be done.
There are two workers whose job was primary in cutting the extrusions into shorter lengths according to the design drawings.
There is also a dedicated truck driver who was in charge of making the deliveries within Auckland. Deliveries to other parts of New Zealand were made using an external company using containers such as Mainfreight.
4 | P a g e
General Manager
Factory Manager
Truck Driver
ProxyMyself
Other factory staff
Project Managers
Drafters
Onsite workers

Work UndertakenWork undertaken at Miller Design was focused around the fabrication and assembly of aluminium window frames. The work I performed involved all the processes except cutting the extrusion pieces from Fletcher Aluminium and installation at the building sites. A general outline of the work process that I worked through is given below.
Generally at the beginning of assembling a frame, the pieces that were cut from the extrusions had to be prepared. This included drilling drainage holes using a drill press (similar to the one in figure 5).
Other preparation work includes; filing down the edges to remove any sharp edges or waste material that had not been completely cut off, ensuring a smooth finish, inserting rubber seals that would provide water proofing or a seal against glass, creating holes for the joints, cutting the pieces to create a mating surface and measuring and drilling holes for the proper placement of screws for cross members. The cutting were performed on a machine that had the cutting blade offset from a datum to provide the appropriate cut. Sometimes the holes were created using a pneumatic punching machine which was operated with the foot.
Sometimes the extrusions had water marks on them and if there was time I would have to use a heat gun to remove them. This process was long but was required to maintain an aesthetically pleasing look to the
5 | P a g e
Preparation of work pieces
Assembly of individual components (i.e. window frames)
Initial surface clean
Assembly of large work frames
Attachments of individual components to large frames
Final surface clean
Perform work piece check and inspection
Place on truck/container for delivery

frame. Removing the water marks could be performed at the beginning or near the end of an assembly process. Sometimes, this was not done because of time constraints. Removing the water marks often required an amount of time that could have been used completing another job for delivery and a decision was made that the just noticeable water marks were acceptable in terms of finish quality.
These preparatory practises applied for the large frames as well, but with slight variations on how to make drainage holes, these were usually slots in this case.
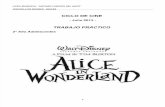
After the preparation work was done, the window frame was assembled. This initial component is the actual piece that the glass sits in. Later on, this frame will be placed within the larger frame which sits against the building itself. Depending on the type of frame, sometimes it was needed to be joined together using a crimping machine, similar to figure 6. Other times the frame was joined using screws.
The crimping machine presses the sides close to the corner of the joint together. There is an aluminium joiner piece inside the frame. When the sides are pressed (the black piece against the aluminium frame in the image), the deformed aluminium is pressed into the joiner piece which acts to secure the joint in place. Once all four sides were complete, a rubber sealant was applied to the exposed aluminium to prevent water damage.
If the frame does not require crimping, it is held together using screws. One of the methods involved drilling a hole in the side of the piece by the corner which coincides with a section inside the piece which is circular. This hollow circular section inside the piece acts as the hole in which the screw is screwed into. The hole is not threaded and so the screw threads itself into the sides of the circular section.
There was no precise method for drilling the holes. This was done by eye and from experience. Usually, as a rule of thumb, it was best to drill around 6mm from the edge of the joint, and at an angle of 45 degrees with the drill bit pointed towards the opening of the joint.
Another method was the use of an L-shaped piece placed inside the frame. This L-shaped piece would have a threaded hole which coincides with the hole which was punched into the frame. A screw would be used to secure it.
Often for all these methods, it was difficult to get the drilled holes and crimped sides absolutely correct and flush. This was not because I was inexperienced, it was also true for the experienced joiners. This arose because you couldn’t make each piece perfect when the amount of time the frame needed for completion was so small. To try to make it as flush as possible it was necessary for me to jiggle around the frame a bit and make small adjustments in how I screwed in the screws. One trick that the more experienced joiners showed me was to screw the screw in partially, screw it back out, and then screw it in again. This helped with aligning the sides of the piece to make it flush.
The joining of the pieces for each process required application of sealant along the joining surfaces. Also sealant was applied to the exposed heads of the screws. The sealant came in different colours and the use of each one depended on the job.
Once the frame was made, stays, and window handles were attached. Window beads were measured and cut using a drop saw. Window beads are the pieces which sits against the outer surface of the
6 | P a g e
Figure 5: Drill press. Source: http://woodgears.ca/

window and the glass, and provides the outer seal. I was often called upon to do the beads as Loa, the joiner who looked after me most, would say that I was quick and accurate.
At the end of the frame assembly process, a cleaner solution was used to wipe down the frames to remove pencil markings or excess sealants. This ensures that the surface finish has a clean look and is the first round of the cleaning process.
Following on from this, the assembly of the larger frames was done. These frames are typically 3-5 meters tall or wide depending on how the frame was designed and the location of the installation within the building. Assemblage of these were typically more straight forward than the window frames. The initial step required that a large area be cleared, around 2 work areas, and a few tables used. 2-3 workers normally worked together cooperatively when assembly these frames. One work can work on one side of the frame, while the other worked on the other. The third worker usually did the follow up procedures such as cleaning, applying sealant over exposed screws and attaching the window frames into their openings.
The installation of the window frame into a larger frames involved a few different requirements. The first is the drilling of holes to attach the stays to the overall frame. To find the holes, the stays were “opened” and then placed within the opening. This meant that the attachment holes on the stay against the larger frame could be seen. Drilling the holes was performed while holding the stays against the larger frame. An easier way of doing this was to use a small drill bit first and pressing it hard against the larger frame. A quick squeeze of the trigger made a small indent in the larger frame. The window frame was taken off and the proper sized drill bit was used to drill the holes using the first dent as a guide. Once these holes were drilled the window frame was secured onto the larger frame using rivets. The contact pad of the window handle was attached using screws.
Once the window frames were placed in their openings. The frames were taped to the frame to safeguard against unexpected and unwanted openings during transit. Large pieces of aluminium were placed on the outside of any openings along the vertical sides of the large frames. These act to provide a mating surface and mounting points when placed flush with the building frame work.
A final clean to remove any markings (pencil, water marks, sealant marks) was done. The first clean should’ve removed the majority of marks. This clean at this stage any that was missed during the first cleaning stage.
A final check against the design drawings was performed at this stage. Wind frame size had to be checked. This included overall size, the size of the window opening which allowed an amount of daylight allowed to pass through, and the depth of the window frame to ensure that the glass will be able to fit. A check was performed to confirm that all additional components were installed, just as window handles, beads, and window rubber pads. The rubber seals were checked against the design drawing to ensure the correct seal was used for the specified glass type. The final check was an aesthetic check to confirm the frame was presentable and in the best possible quality for delivery.
Delivery of finished frames were done using either freight containers or trucks that Miller Design owned. I often had to provide a helping hand in moving the frames from the finished goods area to the deck of the trucks.
Some frames that were produced were too large for the trucks that Miller Design owned and a truck from an external company had to be used. Such frames were usually 5 meters high and required a truck with a deck that was at least 4.5 meters long as the frames can only legally hang over the edge of the
7 | P a g e
Figure 6: Crimping machine. Source: http://baertec.com/

deck by some distance. I would then place a bright coloured cloth at the end to make sure that the overhang was visible. These frames were then tied down to the truck using ropes or straps. Pieces of carpet was placed between the frames so that the frames would not rub against each other and remove the anodised coating.
When a large order was to be sent to the destination usually a large freight container was used for the delivery. These freights were used when the orders were sent to locations in the south island, such as Christchurch, to help with the rebuild. To ensure that the frames fit inside the container well, wooden frames were sometimes made to provide sections in the crate for the frames to slide into. Then, the wooden frames were pushed hard against the aluminium frames to ensure that there was as little movement as possible when the container was in transit. Straps and ratchets were used to additional rigidity. These straps were attached to hooks within the container.
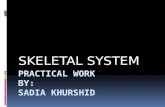
I was often also called to use the router (shown in figure 7), again because Loa would say that I was quick and accurate. The router was used to create flat or cut-out sections of work pieces for drainage. These were for the larger work frames as the aluminium was normally around 2-5 meters long. The work piece was locked in place using hydraulically driven rams which pushed the piece against the back of the machine. This meant that only the drill bit moved. The router had three axis of motion, two lateral (forward/backwards, and side-ways) and one vertical for plunging into the work piece. The drill bit does not allow drilling of the work piece, it acts more like a milling machine where you enter from the side and remove a shallow depth of material during each pass. Aluminium shavings were blown away using an air gun.
Areas that needed to be removed were sectioned out using pencil markings. To get the right position of the drill bit against the boundaries, the drill bit had to be rotated at each beginning of the cutting. Rotating the drill bit so that the outer most cutting point coincided with the boundary meant that the cut would not exceed this line. Although, the areas were marked out, normally the accuracy of the piece was not needed to be exact as these drainage slots were not visible after assembly.
Figure 7: Router machine. Source: www.wegoma.de
General maintenance of the work area was also an important aspect of the work that I had to do. A clean and safe working environment fosters productivity and I would often try to maintain a clean work station. I would always put the tools back where I found them as well as knowing where each tool was is also important for productivity.
8 | P a g e
Figure 6: Crimping machine. Source: http://baertec.com/

There were times when I would have to do work that was not common to the factory. These may be because the work was specifically requested and the part drawing was unique. One such occurrence was when I had to create end plates for Avondale College. I worked by myself to finish the job and I created my own working process line so that I had the most efficient output.
Near the end of my work period, I was involved in reorganising some areas of the factory to better utilise the space. The rubber seals which had been placed in the inward goods area was now stored against the war which had made space around the inwards area available for other use. Several machines, such as sanders and ban saws, were occupying space close to the offices in an inefficient way. After a clean-up of the area and reorganisation of the machines more space was made available for a work station.
Other work that I performed was dis-assembling a frame which had to be re-made. This was one of the first tasks that I had to do and this allowed me the chance to become familiar with the pneumatic tools, without needing to be accurate in my work, and to see how the frame was put together. This was needed as sometimes the frame was not made to specification or the quality of the piece was not up to standard. I had to dis-assemble a few frames throughout my duration at Miller Design which were then remade into new frames.
Projects that I worked on was the Wiri Prison, Avondale College and Pegasus Primary School to name a few.
Skills Developed I have developed a greater proficiency using a variety of power tools as well as hand tools. The pneumatic drill trigger could be modulated so that the speed at which the drill spins varies. This required precise and controlled use of the trigger finger and I have learnt to do this. However, each drill had different stiffness to the trigger so I was not always able to fully control the drill.
I have also developed control when using a drop saw, table saw and pneumatic hack saw.
Above all, I have gained an understanding of safe operation of any machine. It is important to wear the proper safety equipment such as eye wear and hearing protection. When operating any tool that has a fast rotating mechanism, it is important that there is nothing that could be caught or flung around such as loose clothing or a loose piece of metal.
I have developed myself in working efficient within a team. As I complete my area of work, I would go look for some other work that needed to be done while not getting in the way of other work by the other joiners. It was important that there was a constant stream of work otherwise a bottleneck would have occurred. Another joiner and I would work together on one large frame, and we would work in tandem where he does one part while I follow up to complete what needed to be done. We worked efficiently and this allowed a work piece to be completely quickly.
I have developed some leadership skills. There was one job for Wiri Prison where there were a large number of windows to be made. I directed a small team so that we formed a process line, of sorts, which allowed us to get through the demand as quickly as possible.
I have also learnt to partially read design drawings. I can measure out lengths and sections for cross members by myself however I did not end up learning to read each of the different rubber seal codes or design codes.
9 | P a g e

General Comments on the ExperienceStarting work at 5:30am required a lot of discipline and self-control on my part as I was not used to waking up so early, or going to sleep earlier than any of my friends. However this helped me learn that I did have such discipline.
Watching Marcus manage the factory workers was a way for me to first hand see one style of managing. He does not micro-manage which I think is an important aspect of being a manager as you do not want to stifle or condescend upon your workers. This was evident in that each factory worker respected Marcus and would occasionally have a causal conversation with him. However, being friendly did not take away from the authority that he had as when the factory started to lag behind on output, Marcus would become more assertive requiring the workers to work harder and efficiently.
The company has a large store of inventory and this would have a large impact on profit figures. Perhaps the large inventory is to eliminate any risk of stock run out. However, I never had the impression that the large inventory store was required. Reducing inventory would have increased profit figures.
I felt that there was a high number of finished goods that were not always delivered quickly, goods that were finished but was not required by the building site. I am unaware of why this is, it may be because of obstacles on site or it may have be due to poor work planning on the part of Miller Design.
Sometimes there were also errors on the part of the drafters because sometimes a work piece would be returned and had to be re-worked. This piece would have been made according to the specifications so the error would have been made on the drafter’s side. Eliminating these errors would improve the company’s reputation (not to say that it was in poor repute) and improve profits as time would not have been wasted earlier on.
Also part quality was not always up to standard. A checklist was implemented after each individual stage to try reduce the number of poor frames. This would reduce the number of re-works and thus wasted time.
Reducing the errors would decrease turnover time and thus increase productivity and profits.
ConclusionsThe work experience at Miller Design has been a pleasant experience where I have learnt to use a variety of power tools and hand tools with some skill. I have gained a better understanding of work place safety as well as myself through the difficulty of having to wake up at 4:30am for a 5:30am work day start. I have become better at working within a team, especially as this was in a labour intensive environment, which is vastly different to university.
From my observations macro-managing is an effective way to manage a team, and I feel that this is how I would manage if I had a management role.
Miller Design is company who has great demand, however there are opportunities to improve its operations to increase productivity and profits through reducing returned goods and reducing inventory.
10 | P a g e