Power+Free und Handhängebahn sinnvoll kombiniert
2
_1- _ Power-Free und Handhanqebahn sinnvoll kombiniert Mit einer Kombination aus Power+Free-Forderer und Hand- hanqebahn lassen sich anspruchs- volle fordertechnische Aufgaben- stellungen auf kostengunstige Weise bewaltigen. ie Firma Faist Anlagenbau, ein Hersteller von Dammelementen, Schallschutzraumcn und akustischen Messraumcn im bayerischen Nieder- raunau, hat ihre Abteilung Ober- flachent.echntk komplett erneuert und weitgehend automatisiert. Die Fordor technik in dem Lackierzentrum ist als Power+Free-System ausgelegt, jedoch mit del' Besonderheit eines manu ellen Aufgabespeichers. Da Faist sehr unterschiedliche Zei- ten bei den Aufgaben benbtigt und zudem Speicherkapazitat fur eine ganze Schicht wunschte, wurde del' manuelle Speicher aus Kostengrunden cinor vollautomat ischcn Las ting vo r- gezogen. In den Prozessberclchen sell- t e jcdoch c ine vo llau to rn at is lcrt e Power+Free Losung vorgesehen wer- den. Den Zuschlag fur den Bau del' neu- en Anlage bekam Leutenegger und Frei. Die Wahl des Lieferanten fur den Power + Free-Fbrderer fiel auf Caldan Conveyors. "Die hochwertige hand- werkliche Oualitat und das kompeten- te Projektmanagement hat uns bewo- gen bei del' Firma Caldan zu bestel- len" , so Proj ektleiter Graf bei Faist. Problemlosung fur unter- schiedliche Chargierungs-Zeiten Die Teile werden in einer Hub- und Senkstation aufgegeben und danach uber eine Verschiebebrucke den drei Speicherstrecken zugefUhrt. Die Be- dienung del' Hub- und Senkstation erfolgt uber ein Terminal. Bei del' Bela- dung erhalten die Laufwerke vom Werker eine Codierung. Damit werden Informationen zur Teilebreite - es gibt Da bei der Firma Faist sowohl schwere Teile als auch viele Ktein- teile zubewaltigen sind . hat man die Auf· und AbgabepUitze mit Hut» und Senko stationen ausgestattet, die der Werker Ober Tasten bedient schmale, mittelbreite und breite Lauf- wagenbelegungen - und zum Prozess- ablauf dem LaufWagen zugeordnet. Aufgrund del' Stapelung in den Of en und in den Querspeichern im Power +Free-Betrieb muss auf ein brei- tes Cehange immer ein schmaler Lauf- wagen folgen. Sollte del' Werker im ma- nuellen Betrieb falsch chargieren, wird am Auslauf des Bahnhofes automatisch die Belegung kontrolliert, so dass nie- mals zwei breite Chargen den Bahnhof nacheinander verlassen konnen. Del' Bahnhof besteht aus drei Quer- stapelstrecken. Diesel' Bereich wurde auf Wunsch des Anlagenbetreibers fur den Handhangebahnbetrteb ausgeru- stet, da die Chargierung del' Cehange sehr unterschiedliche Zeiten bean- sprucht. Darubcr hinaus wollte Faist in zwei Schichten behangen, und die Lackieranlage soll in del' Anfangsphase nul' einschichtig betrieben werden. Nach dem Beladen und Chargieren werden die Laufwerke uber Transfer- antriebe aus den Bahnhbfen del' Power+ Free- F brderkette zugefUhrt. Dber eine Steigungstrecke gelangen die Teile zum Einlauf del' Vorbehand- lungsanlage. Hier ubernimmt eine eigene Transportkette des Power+ Free-Systems den Transport durch die Zweikammeranlage, wobei die Lauf- werke in den Kammern wahrend del' Behandlung oszilliert werden. Am Auslauf del' Vorbehandlungsan- lage ist eine einseitige Hub- und Senk- station integriert, damit bei schbpfen- den Teilen das Laufwork schrag ge- stellt werden und Wasser auslaufen kann. Diese Hub und Senkstation wur- de auf Wunsch des Anlagenbauers vor- gesehen. Schnelle Beladung des Ofens Nach del' Vorbehandlung uber- nimmt wieder die Power +Free-Kette I die Laufwerke und taktet diese in den JOT 4 12001
-
Upload
frank-berg -
Category
Documents
-
view
215 -
download
2
Transcript of Power+Free und Handhängebahn sinnvoll kombiniert

_1- _Power-Free und Handhanqebahnsinnvoll kombiniertMit einer Kombination aus
Power+Free-Forderer und Hand
hanqebahn lassen sich anspruchs
volle fordertechnische Aufgaben
stellungen auf kostengunstige
Weise bewaltigen.
ie Firma Faist Anlagenbau, ein
Hersteller von Dammelementen,
Schallschutzraumcn und akustischen
Messraumcn im bayerischen Nieder
raunau, hat ihre Abteilung Ober
flachent.echntk komplett erneuert und
weitgehend automatisiert. Die Fordor
technik in dem Lackierzentrum ist als
Power+Free-System ausgelegt, jedoch
mit del' Besonderheit eines manuellen
Aufgabespeichers.
Da Faist sehr unterschiedliche Zei
ten bei den Aufgaben benbtigt und
zudem Speicherkapazitat fur eine
ganze Schicht wunschte, wurde del'
manuelle Speicher aus Kostengrundenci nor vo l lau to mat ischcn Las ting vo r
gezogen. In den Prozessb erclchen sel lt e j cdo ch c ine vo llau to rnat is lcrt e
Power+Free Losung vorgesehen wer
den.
Den Zuschlag fur den Bau del' neu
en Anlage bekam Leutenegger und
Frei. Die Wahl des Lieferanten fur den
Power + Free-Fbrderer fiel auf Caldan
Conveyors. "Die hochwertige hand
werkliche Oualitat und das kompeten
te Projektmanagement hat uns bewo
gen bei del' Firma Caldan zu bestel
len" , so Proj ektleiter Graf bei Faist.
Problemlosung fur unter
schiedliche Chargierungs-Zeiten
Die Teile werden in einer Hub- und
Senkstation aufgegeben und danach
uber eine Verschiebebrucke den drei
Speicherstrecken zugefUhrt. Die Be
dienung del' Hub- und Senkstation
erfolgt uber ein Terminal. Bei del' Bela
dung erhalten die Laufwerke vom
Werker eine Codierung. Damit werden
Informationen zur Teilebreite - es gibt
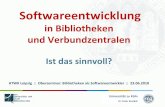
Da bei der Firma Faist
sowohl schwere Teile
als auch viele Ktein
teile zubewaltigen
sind . hat man die
Auf· und AbgabepUitze
mit Hut» und Senko
stationen ausgestattet,die der Werker Ober
Tasten bedient
schmale, mittelbreite und breite Lauf
wagenbelegungen - und zum Prozess
ablauf dem LaufWagen zugeordnet.
Aufgrund del' Stapelung in den
Ofen und in den Querspeichern im
Power+Free-Betrieb muss auf ein brei
tes Cehange immer ein schmaler Lauf
wagen folgen. Sollte del' Werker im ma
nuellen Betrieb falsch chargieren, wird
am Auslauf des Bahnhofes automatisch
die Belegung kontrolliert, so dass nie
mals zwei breite Chargen den Bahnhof
nacheinander verlassen konnen.
Del' Bahnhof besteht aus drei Quer
stapelstrecken. Diesel' Bereich wurde
auf Wunsch des Anlagenbetreibers fur
den Handhangebahnbetrteb ausgeru
stet, da die Chargierung del' Cehange
sehr unterschiedliche Zeiten bean
sprucht. Darubcr hinaus wollte Faist in
zwei Schichten behangen, und die
Lackieranlage soll in del' Anfangsphase
nul' einschichtig betrieben werden.
Nach dem Beladen und Chargieren
werden die Laufwerke uber Transfer
antriebe aus den Bahnhbfen del'
Power+Free-F brderkette zugefUhrt.
Dber eine Steigungstrecke gelangen
die Teile zum Einlauf del' Vorbehand
lungsanlage. Hier ubernimmt eine
eigene Transportkette des Power+
Free-Systems den Transport durch die
Zweikammeranlage, wobei die Lauf
werke in den Kammern wahrend del'
Behandlung oszilliert werden.
Am Auslauf del' Vorbehandlungsan
lage ist eine einseitige Hub- und Senk
station integriert, damit bei schbpfen
den Teilen das Laufwork schrag ge
stellt werden und Wasser auslaufen
kann. Diese Hub und Senkstation wur
de auf Wunsch des Anlagenbauers vor
gesehen.
Schnelle Beladung des Ofens
Nach del' Vorbehandlung uber
nimmt wieder die Power+Free-Kette I
die Laufwerke und taktet diese in den
JOT 4 12001

N aclJ der A ufgab e ge/angen die W erkstOcke Ober eine VersclJiebebrOcke in
den manuel/en SpeiclJer, der aus drei Qu erstape/strecken bestelJt
Haftwassertrockner. Hier werden die
90 0 stapeWihigen LaufWerke zeitab
hangig gepuffert und durch den Trock
ner getaktet.
Nach dem Trockner fahren die Tei
le tiber eine Kuhlstrecke in eine 90 0_
Stapelstrecke vor den Pulverkabinen.
Die Pulverbeschichtung erfolgt in
einem Magic Zylinder von ITW Cerna.
Die Schallisolierung des Zyklons
hat Faist selbst entwickelt und gebaut.
Sie soll zukunftig als Schallschutz
package vermarktet werden. Das Sys
tem besteht aus Zykloneinhausung,
Ausblasschalldampfer/Filter und Aus
blasschalldampferlPulverzentrum.
Wahrond des Pulverns werden die
Warentrager durch einen separaten
Transfer gefbrdert. Hier ist eine Rege
lung tiber Frequenzumrichter vor
gesehen, urn die Ceschwindigkeit der
geforderten Applikation anpassen zu
konnen.
Urn die Torbffnungszeit zu mini
mieren werden die Teile in den an
schlieBenden Pulverausharteofcn mit
einer Ceschwindigkeit von 20 m/min
tiber eine schnellere Kette eingefah
reno Irn Ofen wird wieder tiber eine 90 0
Stapelstrecke gepuffert. Die Verweil
zeit wird taktabhangtg tiber die Steue
rung geregelt und kann chargenweise
je nach Teilemasse vom AnlagenfUhrer
geandert werden. Dber eine Kuhlzono
gelangt die Ware nach dem Ausharten
zu den Abgabestationen.
Flexibllltat durch Speicher
vor dem Pulvern
Da zum Teil sehr schwere Teile
gefahren werden, andererseit aber
auch viele kleine Teile auf 2300 mm
Hohe haugen konnen, sind die Ab
und Aufgaben mit Hub- und Senksta
tionen ausgestattet, die vom Werker
tiber Taster bedient werden. Nach der
Abnahme besteht die Moghchkeit,
Teile die nicht zufriedenstellend be
schichtet sind, nochmals tiber den 90 0_
Speicher vor der Pulverkabine der
Beschichtung zuzufUhren. Dieser 90 0_
Speicher wird auch als zusatzltchc Auf
gabe genutzt, fur Teile die ohne Vorbe
handlung beschichtet werden.
Fur die Bewalttgung der hier anfal
lenden Aufgaben hat der Fordertoch
nik-Spezialist Caldan das Power+Free
System 180 - 400 vorgeschlagen und
schlieBlich auch integriert. Das System
ist geeignet bis zu einer maximalen
Traglast von 3500 kg. Auch die Bahn
hbfe in den Aufgabebereichen wurden
mit dem Schienensystem des Power+
Free-Systems ausgestattet. Somit ist
die Anlage jederzeit auch in diesen
Bereichen automatisierbar. Die gesam
te Elektrosteuerung wurde bei diesem
Projekt ebenfalls von Caldan geplant
und realisiert.
Kennzahlen des Forderers
Lieferanten der Wichtigsten Anlagenkomponenten:
Anlagenb au: Leutenegger und Frei
Fordertechnik: Caldan Conveyor A / S
Pulveranlage: ITW Gema
Abw asseranl age: H20
Geha nqe :
Taktzei t:
Anzahl Laufwe rke:
Stapellahlq :
Kettenlanqe:
Kettenkretslaufe :
Geschwindigkeit:
Transportstrecken:
Anzahl Hub / Senkstationen:
Anlagendurchsatz:
JOT 4 12001
max. 7000 x 23 00 x 800 mm
bis 750 kg Belastung
5 min
4·factl Laufwerke .
90 0 quer
37 0 m
5
Prozess: 1· 2 m/ min
5 m/ min
2
25 0 m2 /h ; ca. 4500 kg /h
Volle VerfUgbarkeit
Die Anlage bei Faist ist seit Ende
2000 in Betrieb und Iauft zur Zufrie
denheit des Betreibers mit voller Ver
fUgbarkeit. Projektleiter Craf: .Bcreits
zwei Wochen nach der Inbetriebnahme
lief die Anlage in vollem Produktions
betrieb, die Oualitat der lackierten Tei
le entsprach vom ersten Teil voll unse
ren Anspruchen. "
Die gute Zusammenarbeit zwischen
Anlagenbauer, F brdertechniklieferant
und Endkunde im gesamten Projekt
hat dazu beigetragen, eine terminge
rechte und produktionssichere Reali
sierung zu gewahrleisten. •
Der Autor: Frank Berg,
Caldan Conveyor A/S, Bad Hersfeld
Tel. 06621/400300
e-mail: [email protected]