Wastewater treatment Clean Water Treatment. Wastewater treatment Clean Water Treatment.
Upload
aubrey-holtCategory
view
46download
6description

JICA ExpertMaster EngineerKenji TAKEMURA
Mankind is an animal which makes mistake
POKAPOKA--YOKEYOKE

8:30--

by Selected few
by Everyone
*Background ? *Organization ? *Management ?*Example ? *Start ?
QCC TQM TPM
P Q C D
JIT
Morale &Discipline
5S
Collecting data
Analyzing data
Finding problem
Countermeasure
Implementation
Checking result
QC Tools
I.E.
Statistics
Technological Process
KAIZEN
SuggestionScheme
The frame of Practical Technologies for Productivity
by K. Takemura
KANBANPOKA-YOKE
PRACTEC.PPT

Method of
KAIZEN
-9:00
POKA-YOKE
Mankind is an animal which makes mistake
Admitting( affirm ) mistake and hating( deny ) those whomade mistake.
Hating( deny ) mistake and admitting( affirm ) those whomade mistake.
Which idea do you take ?
1. What does POKA-YOKE means?
*POKA: Careless mistake*YOKE: to avoid
Fail Safe or Fool Proof
In Japanese.
人を責めることが楽だから
~9:15
Tools

Habitual etc.,Discontinuation etc.,DiscontinuationMany
InterruptionThinPoor memoryBrokenLow attentionSimilar
BusyNoisyNo concentrationSmall
TiredDarkForgetMistake
P O K A
Exercise: Why we make POKA?
~9:25

How does a mistake ( POKA ) take place ?
There are some kinds of mistake. The causes of these POKA mostly lead to people.
1. POKA by Carelessness
2. POKA by misunderstanding
3. POKA by brief look
4. POKA by novice ( amateur )
5. POKA by selfishness
6. POKA by dull-witted
7. POKA by irresponsibility
8. POKA by mal function
9. POKA on purpose
Thoughtless mistake. Driving a carin a crossing with red signal.
Braking an automobile instead ofclutch while driving automatic car.
Mistake red signal as yellow oneby brief look while driving.
A novice driver only concentrate ondriving. and forget to stop.
Crossing a road while red signalbecause everyone does so.
Late for braking a car because oneis slow in judgment and action.
A novice is irresponsible because of no correct training for him
Brake suddenly does not workwhile driving
Violation. Crossing a road while redsignal on purpose.
Type of POKA Examples while driving Countermeasures
Periodical confirmation and inadvance. Confirmation by call.
Confirmation in advance. Meeting.Operation standard
Meeting. Caution.Confirmation by call.
Training. Operation standard.
Basic education on self-disciplineand custom.
Training. Standard work.
Instructions on the job.Standard work
Total Productive M aintenance(TPM)Standard work
Basic training on discipline
~9:30
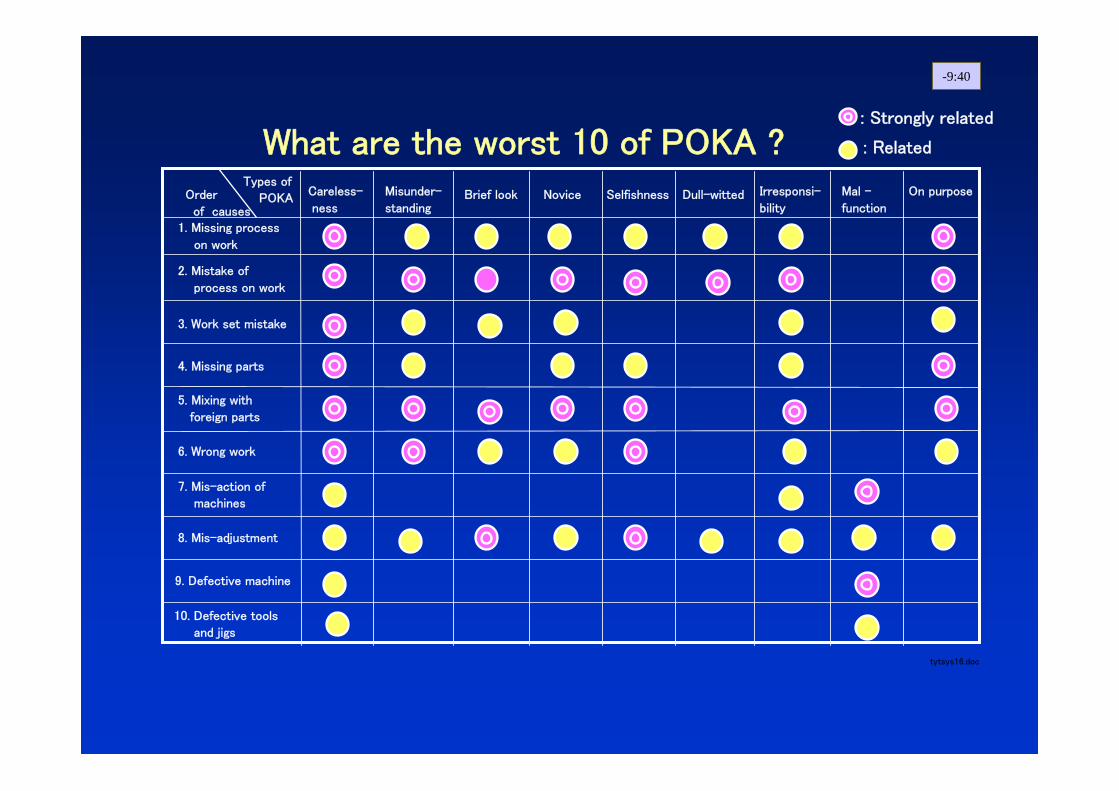
What are the worst 10 of POKA ?Careless-
ness
Misunder-
standingBrief look Novice Selfishness Dull-witted Irresponsi-
bility
Mal -
function
On purpose
1. Missing process
on work
2. Mistake of
process on work
3. Work set mistake
4. Missing parts
5. Mixing with
foreign parts
6. Wrong work
7. Mis-action of
machines
8. Mis-adjustment
9. Defective machine
10. Defective tools
and jigs
: Strongly related
: Related
Order
of causes
Types of
POKA
tytsys16.doc
-9:40

2. How to make POKA-YOKE ?1) Wares can’t be fixed to the jig in case of wrong work.
Sign and mark systemMake easy to detect byIndicating lamps or differentColor.
Jig systemGive ideas to jigs so thatwrong wares can’t be
fixed Or processing doesn’t start in case of
miss-fixing
Automatic systemA machine stops auto-Matically in case of wrong processing
2) A machine doesn’t start processing in case the wares is
something wrong.3) A machine doesn’t start processing in case of miss-work.
4) A machine proceeds processing after correcting miss –work
or miss-operation automatically.5) A following process checks the results of preceding process
and stop processing in case of wrong wares.
6) A following process doesn’t start in case there were
missing works.
~10:00
9:40--
これが基本的なまとめです。

Real Cause
4,10,12,16,17,20
4, 10, 17,18,19
4,5,6,10,12,17
11,12,13
5,6,10
5.6,11
5,10,16
5,6,7,9,10,14
5,6,10
3,4,8,10,12,15,17
3,15
1, 2,3
Mixing of foreign parts12Mistake of indication11Mistake of parts10Wrong setting of arrangement9
Mistake(2)
Missing parts8Mistake of operation7Missing Parts at assembly or processing6Missing Assembly or Processing5
Forget
Wrong amount in number4Wrong ( Foreign) Parts assembly3Wrong Work-set2Wrong Assembly or Processing1
Mistake(1)
Type of POKA
Type of POKA

Assembly of corrugated cartons and labeling are done by lot because of shipping information in mass.20
Indications, such as Labels and cases, are similar in size and color. 表示やケースの色やサイズが似ている19
Recording and counting of lot No. of indication is done by just memory. 暗記に頼って記録やカウントをする18
No fixed storage yard of parts and products. The amount is not constant and missing.置き場が決まっていない17
No system to stop the works in inner process when defective products happen.16
Operator does his job and takes parts at his convenience because no rule for stock yard. 勝手に部品選ぶ15
Difficult to detect missing parts and process because of so many parts and works.数が多く不足に気が付かない14
It is difficult to ascertain wrong or correct on size, amount and condition setting. 間違っても気が付きにくい13
Mistake of parts and material because of similar shape, size and color. 形、サイズ、色が似ている12
Operating conditions such as temperature, humidity, and pressure etc., differ. Then, mistake happens.環境11
The letters of indication or drawing are small or thin, therefore miss-reading takes place.字が小さく読みにくい10
No system to stop the work to flow to the next process in case of missing assembly or processing9
Only the person in charge knows parts and jigs storage yard. Then, helpers make mistake.特定の人のみ知る8
Operator does his job as he like and forgets オペレターの勝手7
Imperfect system of transfer of the job at the time of shift change. 作業交代時の引継ぎシステム不良6
No system for breaking away from the position at the time of rest, interruption and other job. 5
Mistake of reading because of similar name or number. 読み間違え4
Inverse setting of up/ down, right/left and inside/outside due to the similar or symmetrical shape. 同形3
The assembly or processing method depends on the judgment by operator オペレーターの判断任せ2
No system to stop the work to flow to the next process in case of wrong assembly or processing1
Real Cause of POKA
~10:30Break へ
-10:00Coffee Break


A defectiveproduct
POKA-YOKE
Stop
Control
Alarm
Alarm onoccurrence
Flow control
Stop onfailure
Detection on occurrence
( Happened ! )
Predictionfor occurrence( may happen ? )
Stop onabnormality
Control formisoperation
Predictionalarm
Situation
Devices
Mechanism of POKA-YOKE10:20-

Some hints on POKA-YOKEHint- 1: Method by Distinctive feature
1) by Weight Method
Set standard weight for an acceptedarticle and then detect defective oneby comparison with the standard
weight.The balance weight of left and rightcan also be applied for detection.
When a product is heavierthan standard weight, it stops.

!
2) by Dimension Method
Set standard by dimension such as length, height, thickness and diameter, and then detect defective one by comparison with the standard.
Stop!
Good product
Defective product
Nut
ベトナムのトンネル

?
3) by Shape Method
Set standard of correct article by making use of distinctive shapesuch as, hole, edge, projection,bend or quality of material, thendetect defective one by comparison with the standard.
Defective product
Good product
Next process
Selection armCorrect productDefective product

Hint- 2: Method by Sequence1) by Process Sequence Method
Make it impossible to continue successive operation, when combined motion of workers or machines does not follow standard.
Blanking Corner cutting Bending Welding
Stop !
Parts Box
Buzzer
Touching Sensor

2) by In- process Sequence MethodIn a certain process, when a worker did not follow a standard and missing work would happen, the following work could not be continued. ?
A B C D E F G H I
Each time a operator picks up part, each lamp turns off. When all parts from ‘A ’to ‘H’ are picked up, the aircylinder of ‘I’ is opened.
Until a part from ‘I’ is picked up, the air cylinder of ‘A’is closed.
1 2 3 4 5 1 2 3 4 5 6 7 8 9 106 7 8 9 10
11 12 13 14 1511 12 13 14 1516 17 18 19 2016 17 18 19 20
Prepare one set of parts in a box,and pick up one by one , assemblein numerical order.
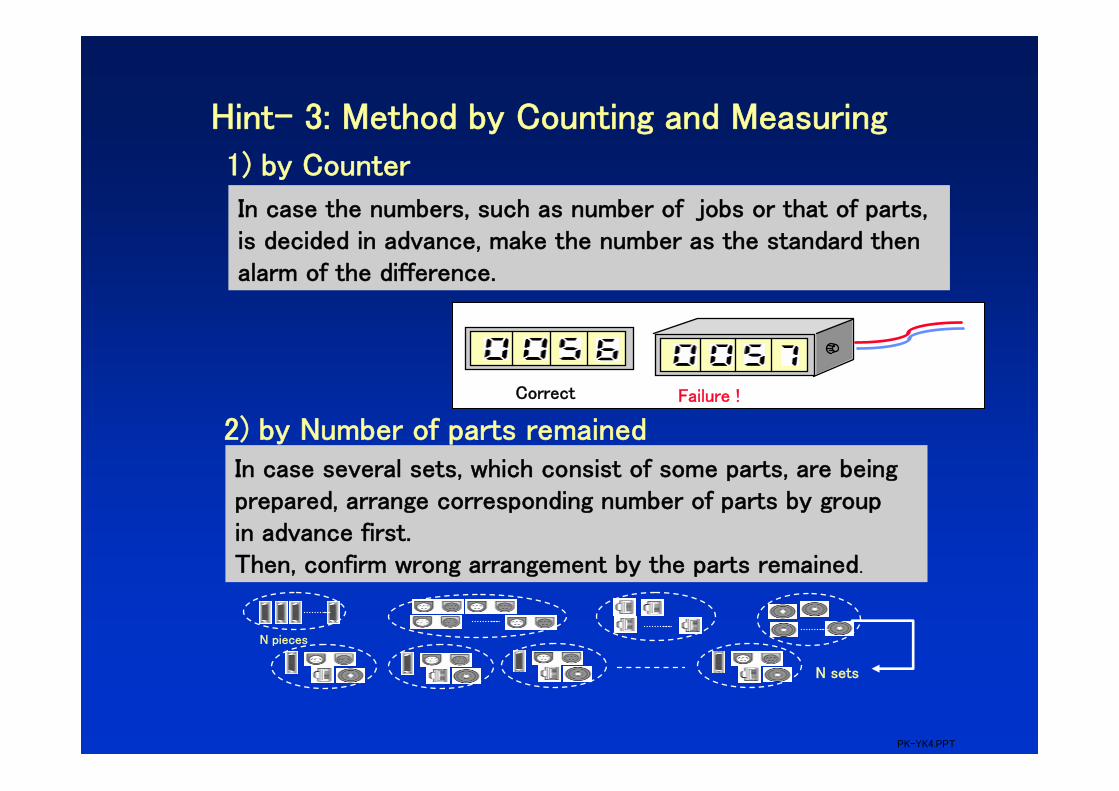
Hint- 3: Method by Counting and Measuring
1) by Counter
In case the numbers, such as number of jobs or that of parts,is decided in advance, make the number as the standard thenalarm of the difference.
Failure !Correct
2) by Number of parts remained In case several sets, which consist of some parts, are being prepared, arrange corresponding number of parts by groupin advance first.Then, confirm wrong arrangement by the parts remained.
N pieces
N sets
PK-YK4.PPT

3) by Detecting Fix Number
Numbers, such as pressure, electric current, temperature ortime and so on, are fixed to control.When detected numbers are over the value, work or operationcan not be continued.
Air pressure, Temperature, Oil level, ThicknessElectric current, Voltage -----etc.
-10:40

Some examples of POKA-YOKE
Before KAIZEN After KAIZEN
Preventing wrong jig fixing at the time of jig change
Wrongproduct
long
short
body
upper jig A
lower jig A
lower jig B
upper jig B
Correctproduct
Correct Jig
Wrong Jig
PreventingPin and hole

Preventing a missing nut in weldingBefore KAIZEN After KAIZEN
Nut
Work
work
work
Nut
The work canbe welded
without a nut
Photo electric relay
Shield plate

Preventing to miss cooling water for high induction heating
Before KAIZEN After KAIZEN
Heating coil
Cooling watercock
Foot switchfor heating
Foot switch
Limit switch

Preventing missing and wrong calking
Before KAIZEN After KAIZEN
Missing calk in previous process
Wrong side calk inprevious process
Micro switch
Correct calk inprevious process
Examples of POKA-YOKE by the Type of Mistake
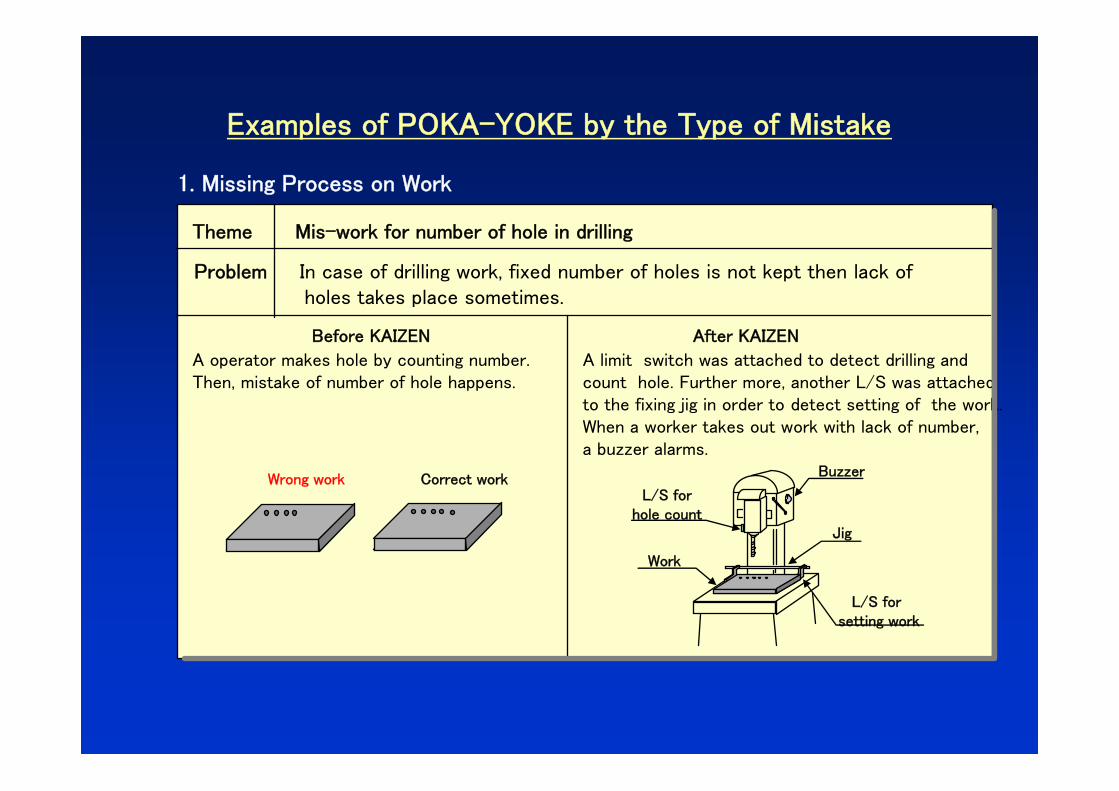
1. Missing Process on Work
Theme Mis-work for number of hole in drilling
Problem In case of drilling work, fixed number of holes is not kept then lack of holes takes place sometimes.
Before KAIZEN After KAIZEN
A operator makes hole by counting number.Then, mistake of number of hole happens.
A limit switch was attached to detect drilling andcount hole. Further more, another L/S was attachedto the fixing jig in order to detect setting of the work.When a worker takes out work with lack of number,a buzzer alarms.
Buzzer
Work
L/S forhole count
L/S for setting work
Jig
Correct workWrong work

2. Mistake of Process on Work
Theme Defect of hole in drilling
Problem In case of drilling work, an operator draws back the drill before enough penetration. This causes wrong holes and trouble in assembly process.
Before KAIZEN After KAIZENIt was decided in standard to let the drill go through,however, sometimes an operator draws the drill backbefore enough penetration. The operator judged the timing of drill draw-back by intuition. Thereforewrong holes were found sometimes in assembly.
A limit switch was attached to detect drilling andcount hole. Further more, another L/S was attachedto the fixing jig in order to detect setting of the work.When a worker takes out work with lack of number,a buzzer alarms.
BuzzerL/S1
L/S2
Confirmation switchfor starting drill
Confirmation switchfor penetration
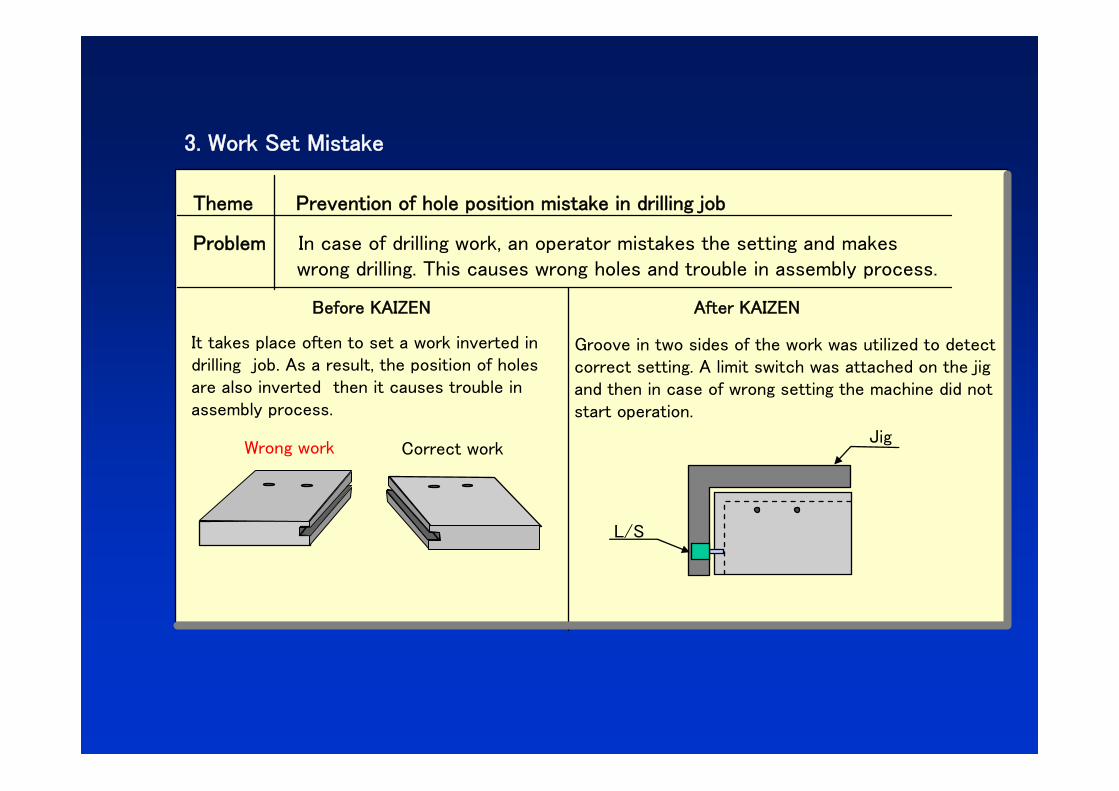
3. Work Set Mistake
Theme Prevention of hole position mistake in drilling job
Problem In case of drilling work, an operator mistakes the setting and makes wrong drilling. This causes wrong holes and trouble in assembly process.
Before KAIZEN After KAIZEN
It takes place often to set a work inverted in drilling job. As a result, the position of holes are also inverted then it causes trouble in assembly process.
Groove in two sides of the work was utilized to detectcorrect setting. A limit switch was attached on the jigand then in case of wrong setting the machine did notstart operation.
Wrong work Correct workJig
L/S
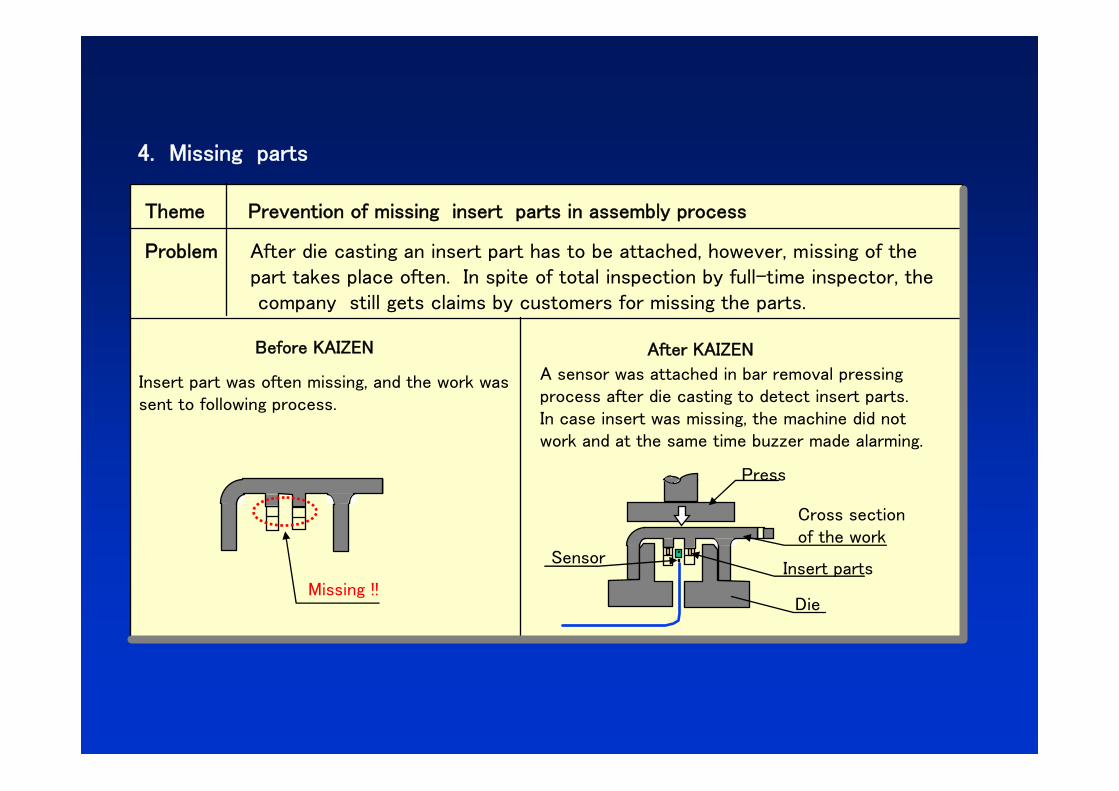
4. Missing parts
Theme Prevention of missing insert parts in assembly process
Problem After die casting an insert part has to be attached, however, missing of thepart takes place often. In spite of total inspection by full-time inspector, the company still gets claims by customers for missing the parts.
Before KAIZEN After KAIZEN
A sensor was attached in bar removal pressing process after die casting to detect insert parts.In case insert was missing, the machine did notwork and at the same time buzzer made alarming.
Press
Cross sectionof the work
Insert parts
Die
Sensor
Insert part was often missing, and the work wassent to following process.
Missing !!

5. Mixing with foreign parts
Theme Prevention of attaching wrong parts in assembling process
Problem There are several change of products in type daily and workers sometimes attached wrong foreign parts.
Before KAIZEN After KAIZEN
A B C D
E F G H
I J K L
A
B C
D
E
F
GHI
J
K
L
I J K
A B C D
E F G H
LI J K
Rotating Rack
Parts ShelfRequest Panel
POKA-YOKE for Safety: How do you make POKA-YOKE?
Picture from: JISHA
11:15--
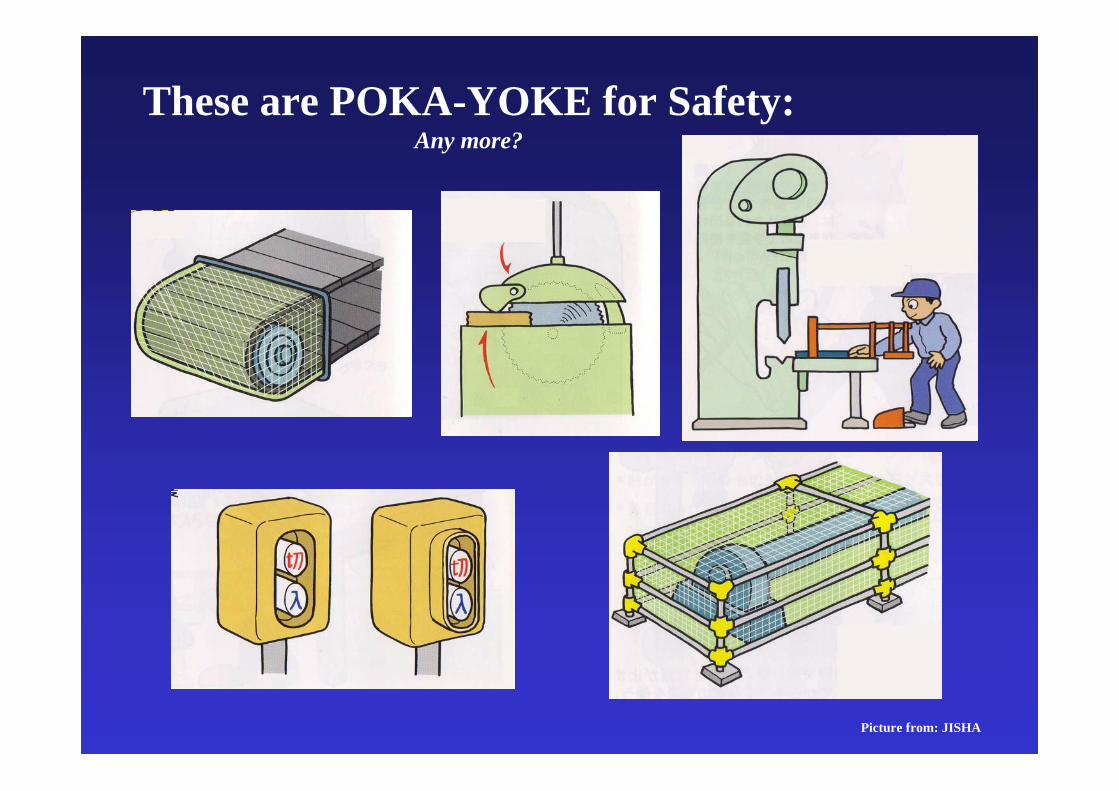
These are POKA-YOKE for Safety:Any more?
Picture from: JISHA

Exercise Sheet No. 1
Removing line connected
Your situation:You are a maintenance worker.You are removing electric line of electro- magnetic valve. Remember that there is a Control room of the line.
足踏み外し:パイプと格子間転倒:道具箱につまずく。感電:端子に触れる。工具落下:工具につまずく。
How do you foresee accidents?Make POKA-YOKE.
Picture from: JISHA
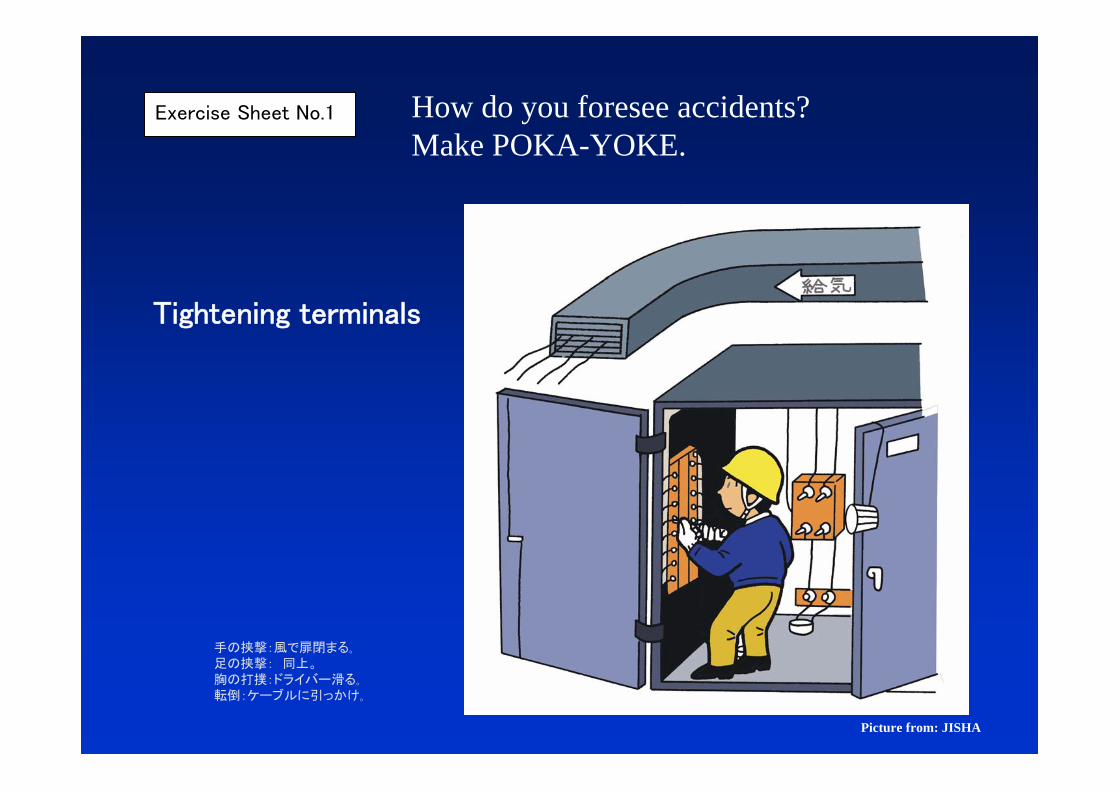
Exercise Sheet No.1
Tightening terminals
手の挟撃:風で扉閉まる。足の挟撃: 同上。胸の打撲:ドライバー滑る。転倒:ケーブルに引っかけ。
How do you foresee accidents?Make POKA-YOKE.
Picture from: JISHA

1. Let’s have flexible mind.2. Curiosity is the driving power of creativity.3. Make your own tools/methods for
developing idea.4. Concentrate to make idea (by hands)
then ideas will visit you.5. Be prepared to record ideas.6. Let’s be positive all ways.
Let’s be creative!!Takemura’s advice

Let’s have positive mind!

Xin cam on !
Hoping prosperity of your company,
VJCC is always ready to work with you.
Now let’s apply POKA-YOKE!!

Osborne Check List
Thíchứng
?
Sửa đổi ?
Phóngđại ?
Giảm thiểu ?
Thay thế?
Sắp xếp lại ?
Đảo ngược ?
Kết hợp ?
Dùng vào mục đích khác ?
SCAMPER: by Bob Ebare
Loại trừ ?
Adapt ?
Put to other uses ?
Modify ?
Magnify ?
Minify ?
Substitute ?
Eliminate ?
Rearrange ?
Reverse ?
Combine ?

Danh sách 7 Câu hỏi
C
+/
X
+ -
KAIZEN=VJCC
+ : thêm, mở rộng
-
X : nhân, kết hợp
: chia, tách
= : chuẩn hoá, dùng chung
C : loại bỏ, dừng
+/ : nghịch, đổi trật tự
: giảm, hạn chế, giới hạn
-
=
PhPhươươngng phpháápp đđốốii vvớớii Ý Ý ttưưởởngng
÷
÷
-

Methods for Productivity Improvement(Example)B
ig C
atego
ry
Improvement of Job MethodEfficient Man PowerElimination of Muda in MaterialImprovement of Operational Ratio
Improvement of Machine Efficiency
Good Quality with machineCapable Operator for machineProduction System for Small Lot
Reduction of WIPLayout ChangeSteps for layout improvementWhat is Unit ConsumptionProduction Cost by ProcessElimination of Muda in MaterialMaterial ChangeNew Idea for Product Development
Summary of Product Performance
Design with Cost Consciousness
Plan for Cost ReductionVariation of WIPTerm in ProcessClear Process ProgressStandard Process Schedule
P,CP,CCPPQP,CP,C,DC,DP,C,DP,C,DCCCCCCCCP,C,DC,DDD,C
I E
TPM
JIT
LayoutImpvmt
UnitConsu.Yield RatioVE/VA
DailyControlProductControl
Requirement( What do you want?)
Useful MethodM
iddl
eC
atego
ryC
atego
ry o
f
Resu
lt a
nd
Effect
Pro
cess
Ana
lysi
sT
ransp
ort
atio
nA
nal
Ope
ration
Ana
lysi
sM
otion A
nal
ysis
Tim
e A
naly
sis
6 b
ig L
oss
of M
achin
eA
uto
nom
ous
Mai
nte.
Pro
duct
ive
Mai
nte
.Q
ual
ity
Mai
nten
ance
PO
KA
-YO
KE
4M
in P
rodu
ctio
n3 E
lem
ents
in S
tandar
d
Lead
Tim
e R
edu
ction
Leve
ling
of
Pro
duction
KA
NB
AN
Sys
tem
JO
B C
ontr
ol Sys
tem
5S A
ctivi
ty
P-Q
Ana
lysi
s
VR
P M
ethod
QC
7 T
ools
New
QC
7 T
ools
FM
EA
Qual
ity
Audi
t Sys
tem
Pro
duction A
prova
lSys
Sta
tist
ical
Meth
od
Exp
erim
enta
l D
esi
gn
VE/V
A
Idea
Met
hod
Flo
w F
requ
ency
Char
tM
uda
Elim
inat
ion
Meth
od
Perf
orm
ance
Eva
luat
ion
Bre
ak E
ven P
oin
t A
nal
.
Pro
ductivi
ty Im
prove
ment
Cost
Redu
ction
Inve
nto
ry
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
☆ ☆☆ ☆
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
☆☆ ☆
☆ ☆ ☆ ☆ ☆ ☆ ☆☆☆
☆ ☆☆ ☆
☆
☆ ☆☆☆
☆☆☆ ☆ ☆ ☆
☆ ☆ ☆
☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆ ☆
☆ ☆ ☆ ☆ ☆ ☆ ☆☆ ☆ ☆ ☆☆ ☆ ☆
☆☆☆ ☆
☆
☆☆☆☆☆
☆
☆☆☆☆
☆
☆
☆
☆☆
☆
☆
☆☆
I E PM J I T
Note: P: ProductionC: CostD: Delivery
Note: P: ProductionC: CostD: Delivery








![ASLINKPOKAYOKE [ASLINK POKAYOKE Terminal] BL227XB …](https://static.fdocuments.net/doc/165x107/61acc75a2eb5557bab236295/aslinkpokayoke-aslink-pokayoke-terminal-bl227xb-.jpg)