
Pdf00_Processo de Conformação (32p)
32
Processos de Conformação Plástica Permitem a obtenção de peças no estado sólido, com características controladas, através da aplicação de esforços mecânicos em corpos metálicos iniciais que mantêm o seu volume constante.
-
Upload
leonardo-kyo-kabayama -
Category
Documents
-
view
259 -
download
1
description
Processos de conformação plástica
Transcript of Pdf00_Processo de Conformação (32p)
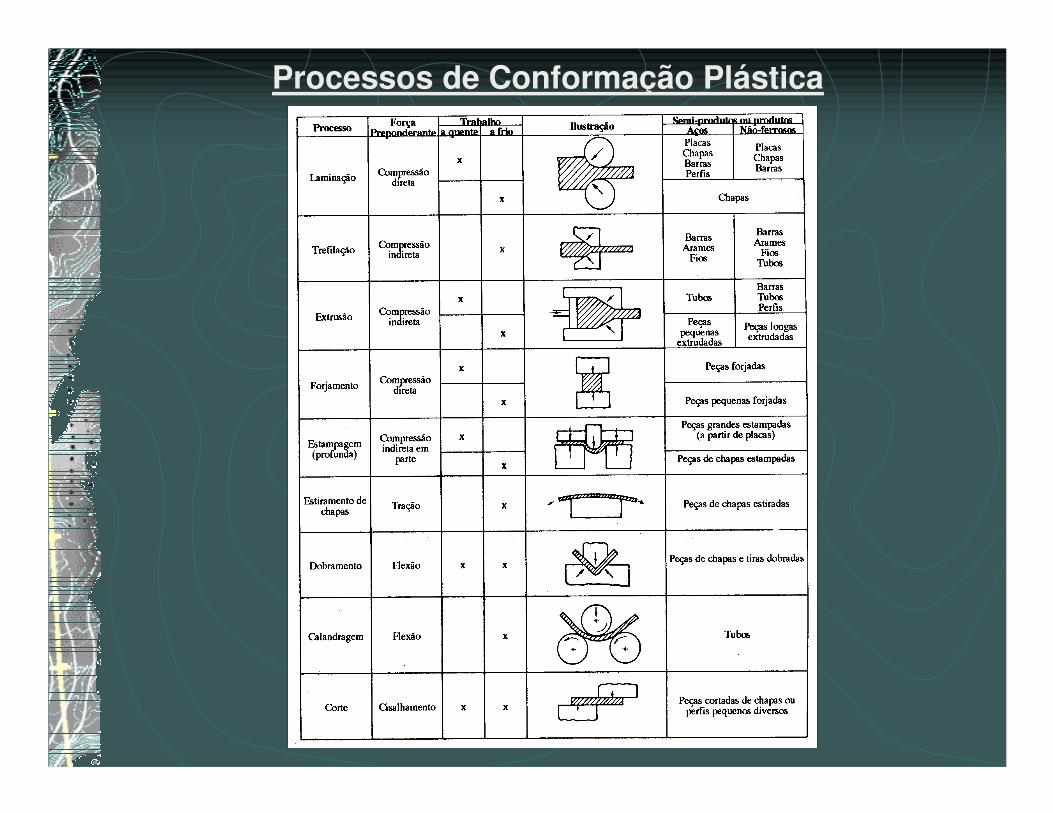
Processos de Conformação Plástica
Permitem a obtenção de peças no estado sólido, com características controladas, através da aplicação de esforços mecânicos em corpos metálicos iniciais que mantêm o seu volume constante.
Objetivos
Os objetivos dos processos de conformação plástica são a obtenção de produtos finais com especificação de:
λ dimensão e forma,λ propriedades mecânicas,λ condições superficiais,conciliando a qualidade com elevadas velocidade de
produção e baixos custos de fabricação.
Fatores de InfluenciaAo analisar-se um processo de conformação plástica de metais, seja qual for, observa-se a inter-relação de uma série de fatores que influem diretamente na qualidade do produto obtido.
Algumas dessas variáveis:λ Matéria-prima:
• Composição química• Microestrutura• Propriedade mecânicas• Acabamento superficial
λ Ferramentas:• Geometria, dimensões• Material empregado• Acabamento superficial
Fatores de Influencia Algumas variáveis:
λ Equipamentos:• Capacidade• Velocidade• Forma de atuação
λ Processo:• Temperatura• Lubrificação• Taxa de deformação• Grau de deformação
λ Produto:• Microestrutura• Propriedade mecânica• Acabamento superficial• Geometria, dimensões
Processos de Conformação Plástica
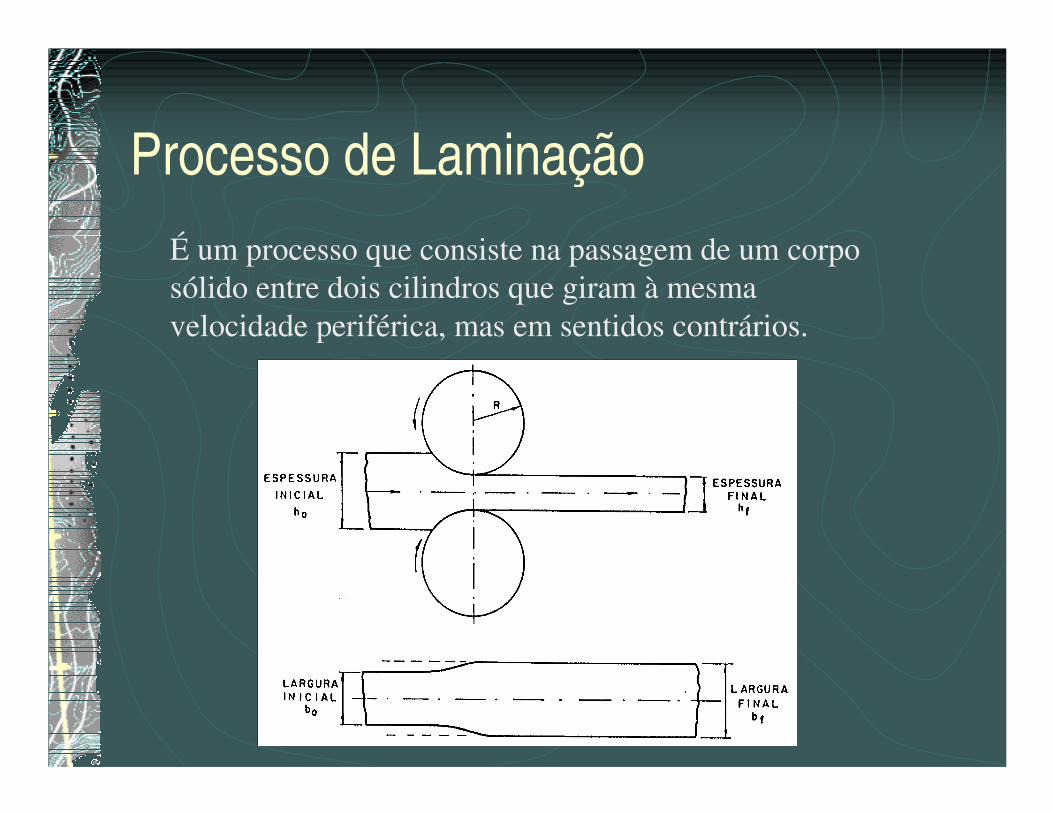
Processo de LaminaçãoÉ um processo que consiste na passagem de um corpo sólido entre dois cilindros que giram à mesma velocidade periférica, mas em sentidos contrários.
Classificação dos LaminadoresPelas condições de trabalho: em laminadores a quente e a frio.Pela função: em primários e acabadores.Pelo tipo de produto.Pelo diâmetro dos cilindros.Pela disposição das diversas cadeiras de laminação.
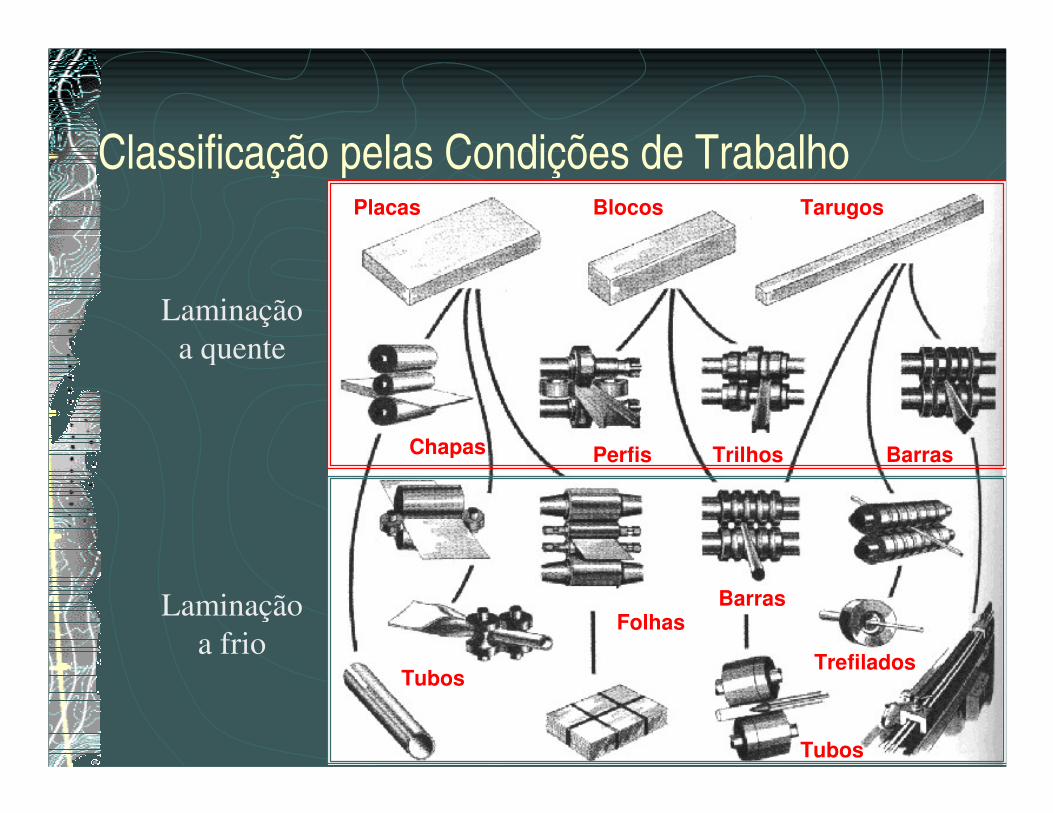
Placas Blocos Tarugos
Chapas
Folhas
Tubos
Perfis Trilhos Barras
Barras
Trefilados
Tubos
Laminação a quente
Laminação a frio
Classificação pelas Condições de Trabalho
•• preparação, “desbaste”preparação, “desbaste”•• grandes deformaçõesgrandes deformações•• grandes dimensõesgrandes dimensões•• geometrias complexasgeometrias complexas•• produtos semiprodutos semi--acabadosacabados
•• Matér iaMatér ia--pr ima:pr ima: lingotes fundidos, placas e tarugos lingotes fundidos, placas e tarugos lingotadoslingotados, laminados, laminados
Laminação a Quente
•• operações de acabamentooperações de acabamento•• pequenas deformaçõespequenas deformações•• superfícies regularessuperfícies regulares•• produtos acabadosprodutos acabados
•• Matér iaMatér ia--pr ima:pr ima: chapas e barras laminadas a quentechapas e barras laminadas a quente
Laminação a Frio
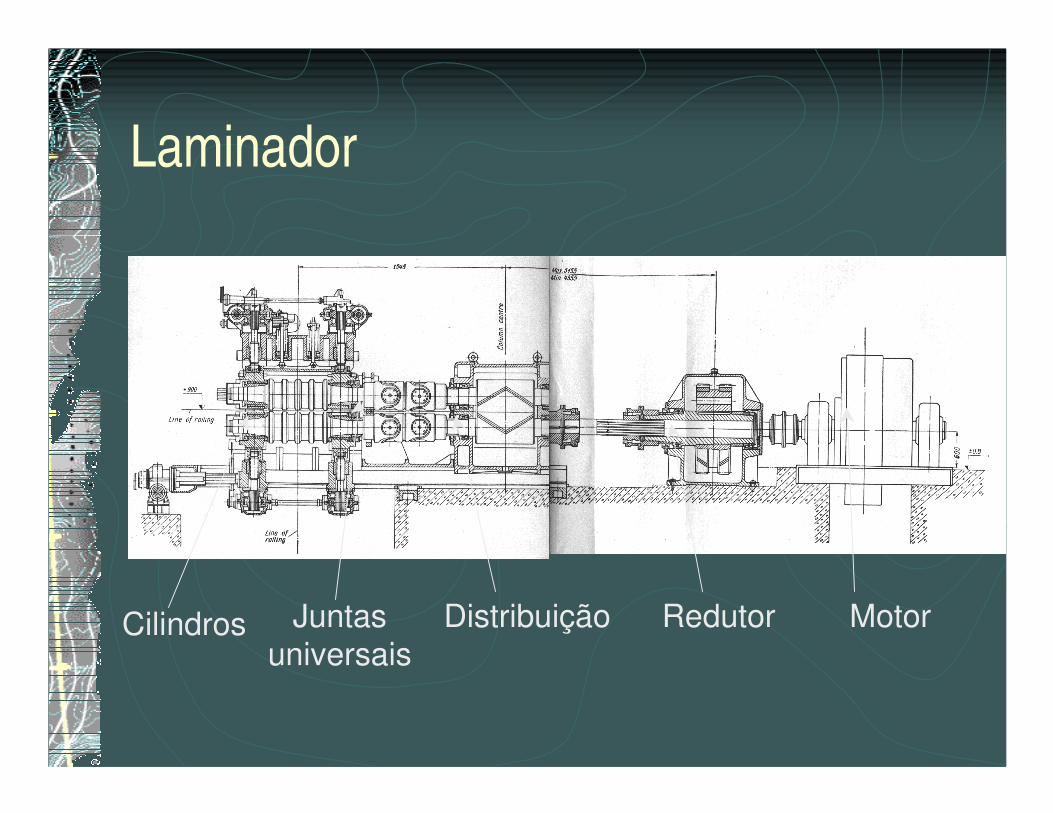
Cilindros Juntas universais
Distribuição Redutor
Laminador
Motor
Definição
A trefilação é um processo mecânico que confere ao material precisão dimensional e melhores propriedades mecânicas
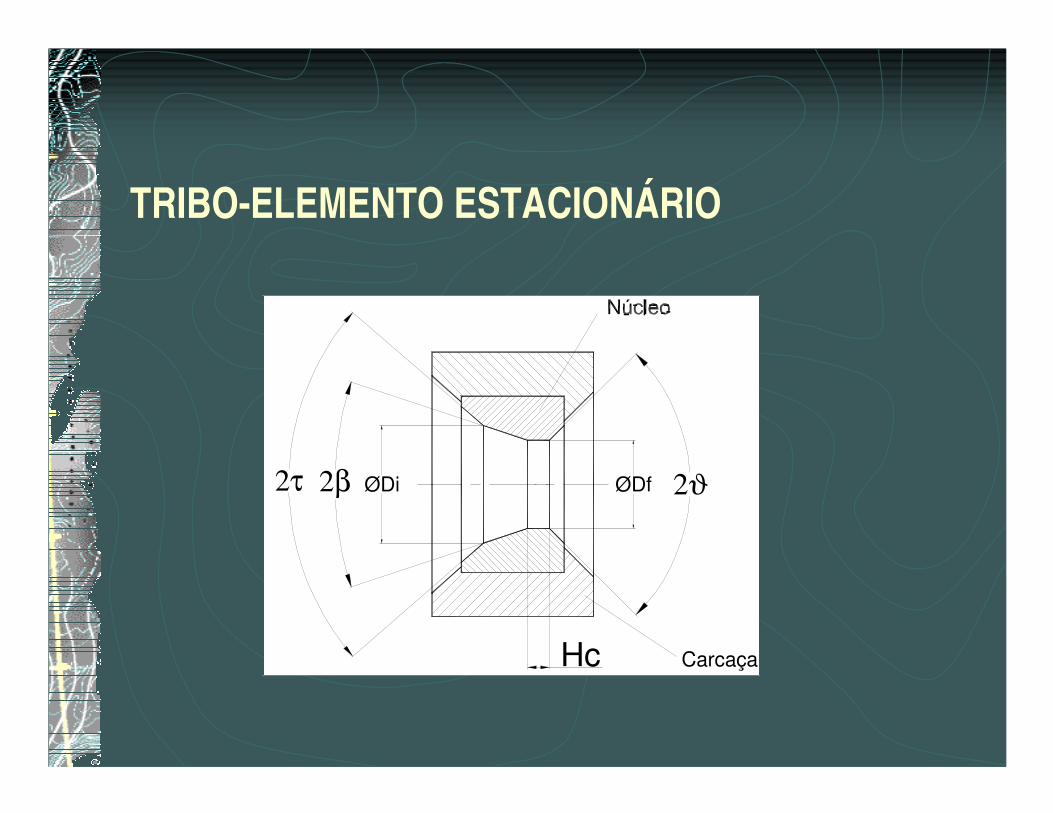
TRIBO-ELEMENTO ESTACIONÁRIO
2β2τ 2ϑ
Hc
ØDi ØDf
Carcaça
GeometriaA geometria da fieira tem grande influência sobre a força de trefilação, onde para qualquer passe de redução dado no material existe uma geometria de trabalho ideal que produza um esforço de tração mínima em relação ao limite de escoamento do material.
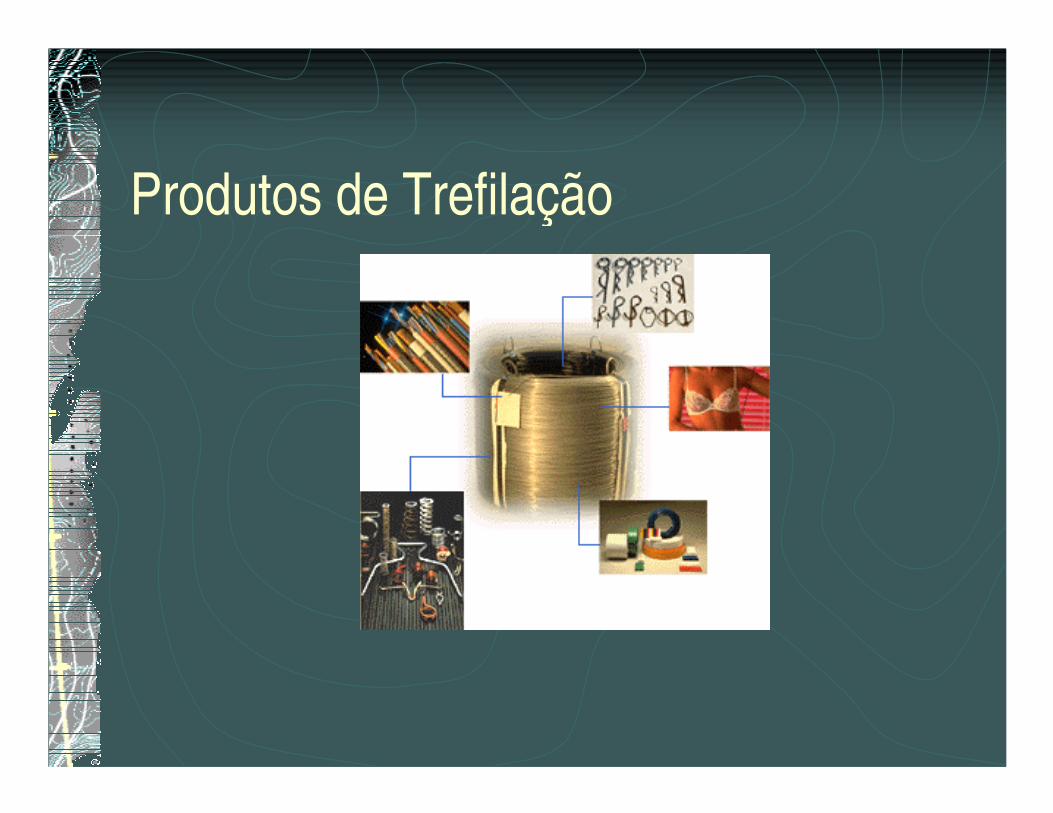
Produtos de Trefilação
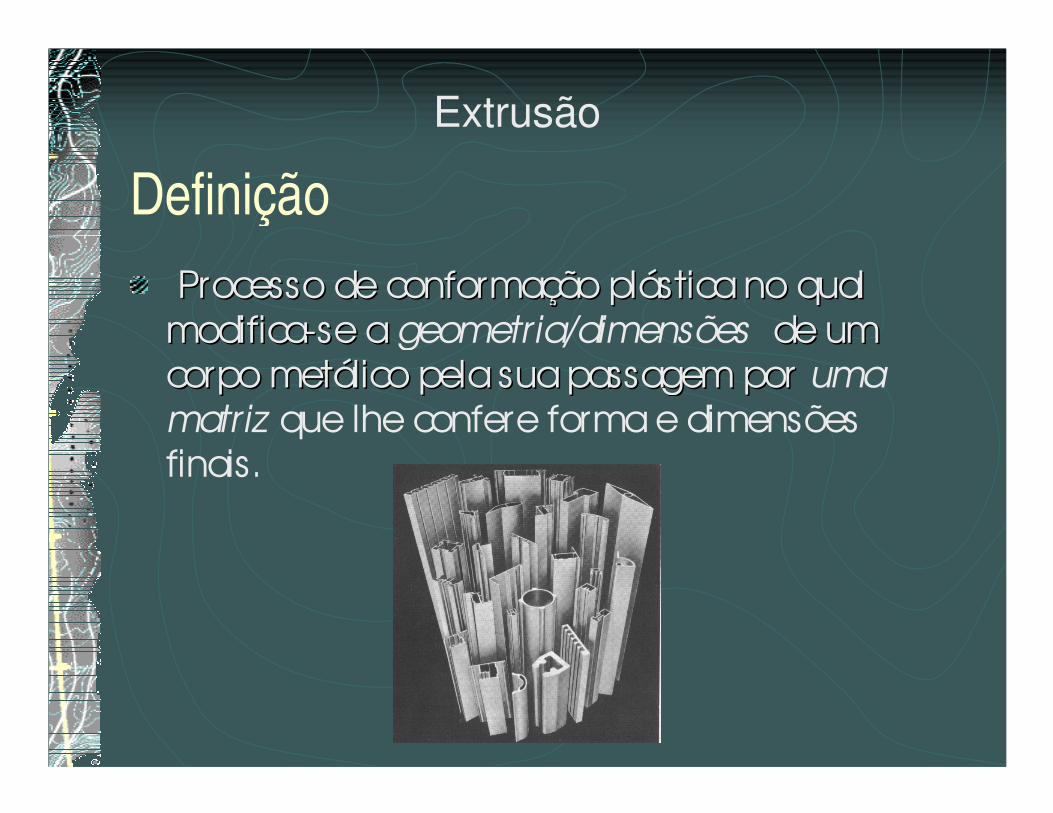
DefiniçãoProcesso de conformação plástica no qual Processo de conformação plástica no qual
modificamodifica--se a se a geometria/dimensões de um de um corpo metálico pela sua passagem por corpo metálico pela sua passagem por umamatriz que lhe confere forma e dimensões finais.
Extrusão

•• Produtos com comprimento limitado ao Produtos com comprimento limitado ao volume do tarugo de partida.volume do tarugo de partida.
Limitação
EXT RUSÃO A QUENT EEXT RUSÃO A QUENT E
•• Maioria dos processos para obter produtos Maioria dos processos para obter produtos contínuos semicontínuos semi--acabados (barras) e acabados acabados (barras) e acabados (perfis e tubos).(perfis e tubos).
•• Grandes reduções de seção numa só etapa.Grandes reduções de seção numa só etapa.
EXT RUSÃO A FRI OEXT RUSÃO A FRI O
•• Obtenção de peças de precisão.Obtenção de peças de precisão.
•• Pequenas reduções de seção em vários estágios.Pequenas reduções de seção em vários estágios.
A Quente ou a Frio?
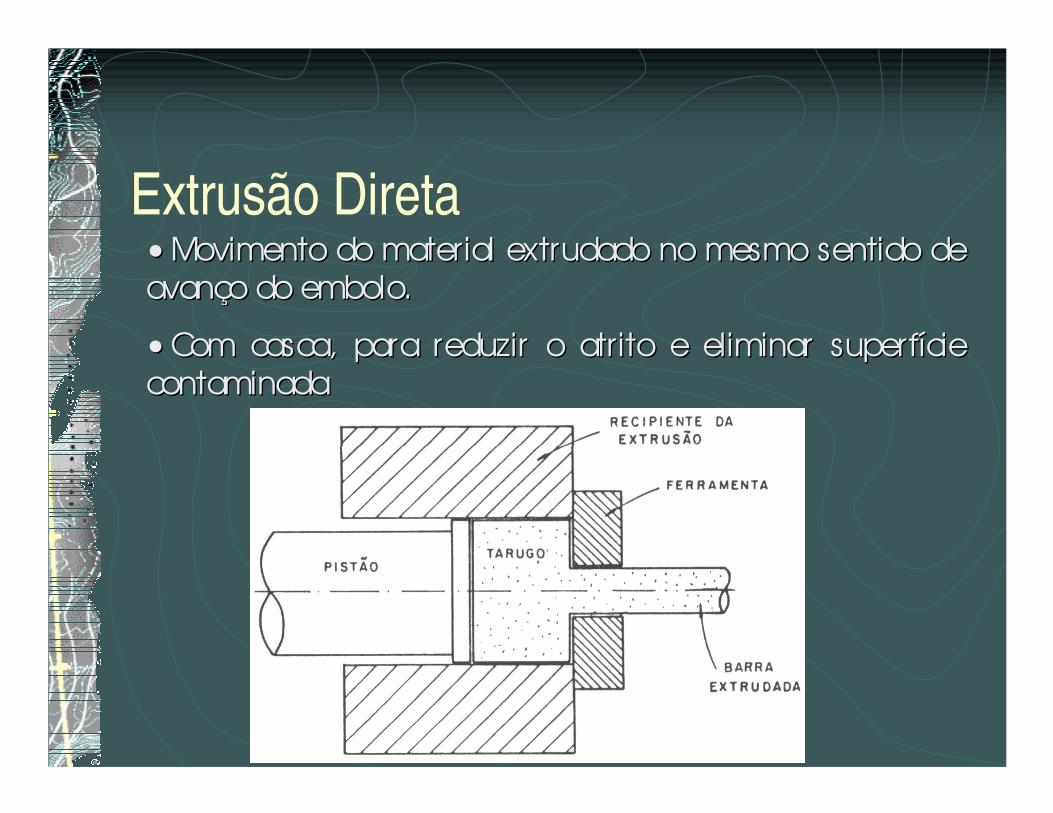
•• Movimento do material Movimento do material extrudado extrudado no mesmo sentido de no mesmo sentido de avanço do embolo.avanço do embolo.
•• Com casca, para reduzir o atrito e eliminar superfície Com casca, para reduzir o atrito e eliminar superfície contaminadacontaminada
Extrusão Direta
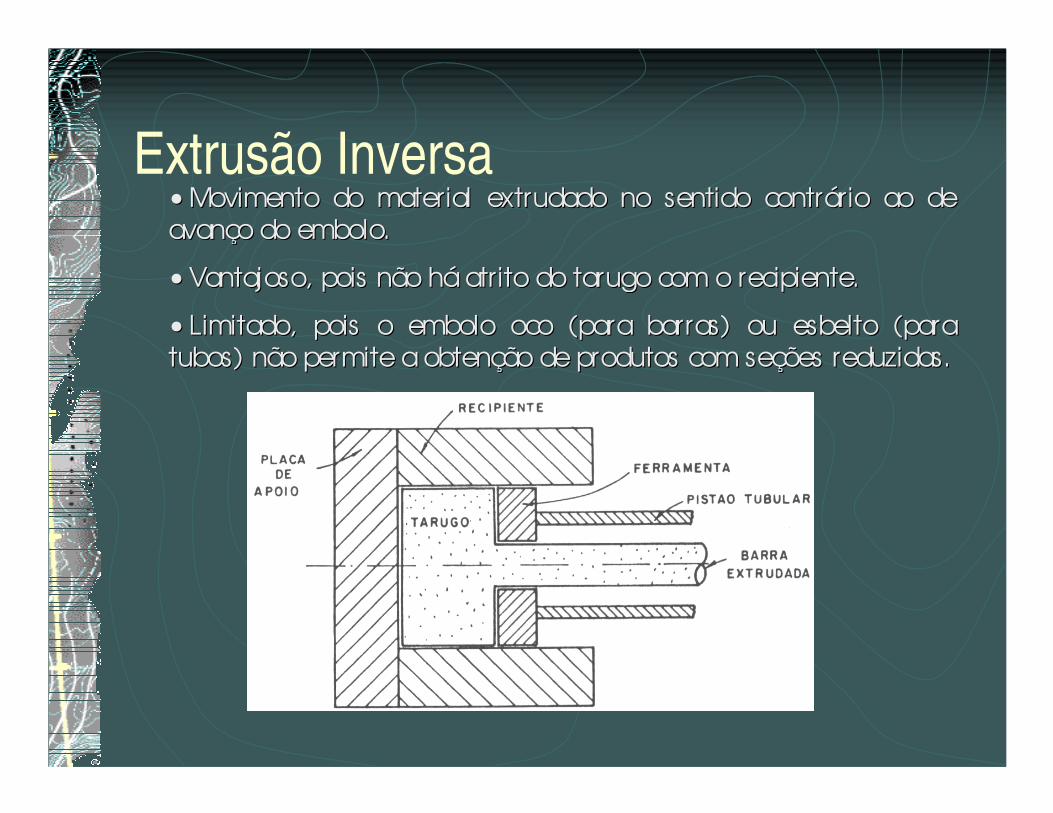
•• Movimento do material Movimento do material extrudado extrudado no sentido contrário ao de no sentido contrário ao de avanço do embolo.avanço do embolo.
•• Vantajoso, pois não há atrito do tarugo com o recipiente.Vantajoso, pois não há atrito do tarugo com o recipiente.
•• Limitado, pois o embolo oco (para barras) ou esbelto (para Limitado, pois o embolo oco (para barras) ou esbelto (para tubos) não permite a obtenção de produtos com seções reduzidas.tubos) não permite a obtenção de produtos com seções reduzidas.
Extrusão Inversa
FORJAMENT OFORJAMENT O•• Processo no qual modificaProcesso no qual modifica--se a se a geometria e as dimensões de um de um corpo metálico pela ação de tensões compressivas diretascorpo metálico pela ação de tensões compressivas diretas
FORJAMENT O A QUENT EFORJAMENT O A QUENT E
•• recristalizaçãorecristalização
•• mais comummais comum
FORJAMENT O A FRI OFORJAMENT O A FRI O
•• encruamentoencruamento•• para peças de geometrias mais simplespara peças de geometrias mais simples
•• Ação das matrizes por meio de golpes (martelos) ou por ação conAção das matrizes por meio de golpes (martelos) ou por ação contínua tínua (prensas hidráulicas, excêntricas e de parafuso)(prensas hidráulicas, excêntricas e de parafuso)
•• para formas complexaspara formas complexas
•• oxidação e contração térmica:oxidação e contração térmica: sobremetaissobremetais
•• tolerâncias mais fechadastolerâncias mais fechadas
FORJAMENT OFORJAMENT O
FORJAMENT O LI VREFORJAMENT O LI VRE
•• baixa produtividadebaixa produtividade
•• formas regulares (anéis, eixos)formas regulares (anéis, eixos)
FORJAMENT O EM MAT RI ZES FECHADASFORJAMENT O EM MAT RI ZES FECHADAS
•• alta produtividadealta produtividade•• para peças de geometrias complexaspara peças de geometrias complexas
•• peças de grandes dimensõespeças de grandes dimensões
•• normalmente realizado em martelosnormalmente realizado em martelos
•• maior homogeneidade estrutural maior homogeneidade estrutural
•• melhor qualidade dimensional melhor qualidade dimensional
•• normalmente realizado em prensas normalmente realizado em prensas
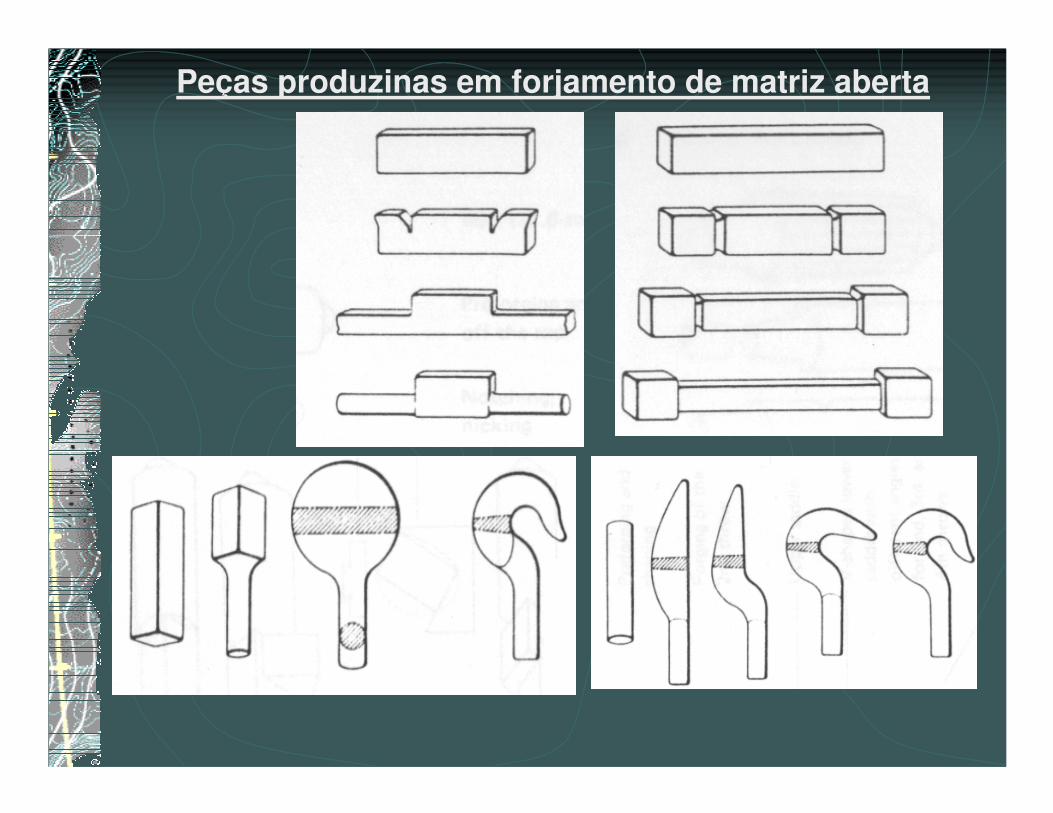
Peças produzinas em forjamento de matriz aberta
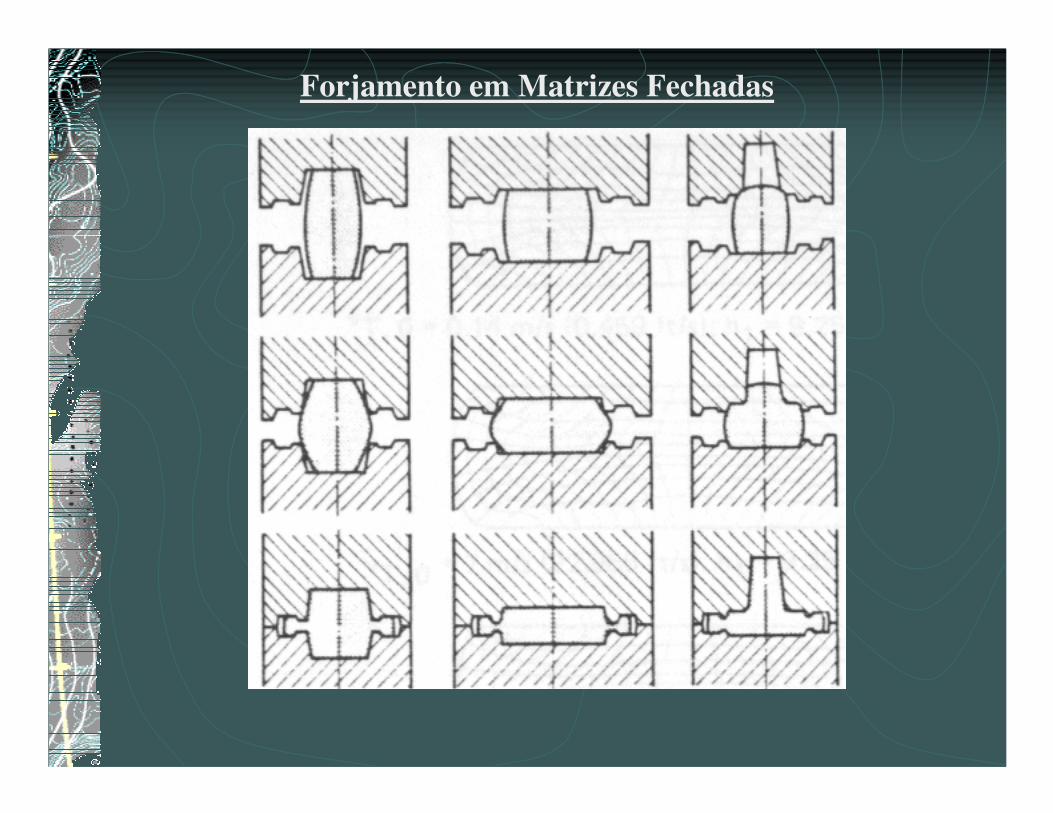
Forjamento em Matrizes Fechadas
EST AMPAGEMEST AMPAGEM
•• Processos para conformação de superfíciesProcessos para conformação de superfícies
Deformações localizadasDeformações localizadas Chapas e folhasChapas e folhas
de acordo com o processo e o produtode acordo com o processo e o produto•• Esforços:Esforços: Flexão, Compressão, Cisalhamento, Estiramento Flexão, Compressão, Cisalhamento, Estiramento
EST AMPAGEM PROFUNDAEST AMPAGEM PROFUNDA
•• Copos e caixas Copos e caixas
•• Estampos Estampos progressivos progressivos
•• Outros processos por estampagemOutros processos por estampagem
Produtos: peças isoladasProdutos: peças isoladas
EST AMPAGEMEST AMPAGEM•• Normalmente realizado a frioNormalmente realizado a frio
•• A quente, somente para chapas espessasA quente, somente para chapas espessas
MAT ÉRI A PRI MAMAT ÉRI A PRI MA•• Laminados a frio delgados de aços, ligas de alumínio e Ligas deLaminados a frio delgados de aços, ligas de alumínio e Ligas de cobrecobre
EST AMPAGEM PROFUNDAEST AMPAGEM PROFUNDA•• Em vários estágios, dependentes do coeficiente limite de embutiEm vários estágios, dependentes do coeficiente limite de embutimentomento
•• Material de partida na forma de discosMaterial de partida na forma de discos
•• Para peças pequenas: processos contínuos, com Para peças pequenas: processos contínuos, com estampos estampos progressivosprogressivos
CONFORMAÇÃO EM GERALCONFORMAÇÃO EM GERAL
•• Em vários estágios de acordo com a complexidade da geometriaEm vários estágios de acordo com a complexidade da geometria
•• Material de partida: tiras, esboçoMaterial de partida: tiras, esboço
MECÂNI CA DA EST AMPAGEM PROFUNDAMECÂNI CA DA EST AMPAGEM PROFUNDA
ELEMENT OS CONST RUT I VOS:ELEMENT OS CONST RUT I VOS:•• Punção, matriz, Punção, matriz, sujeitadorsujeitador, extrator, extrator
SUJEI T ADOR:SUJEI T ADOR:•• Evita o enrugamento da aba e do copoEvita o enrugamento da aba e do copo
•• Pressões de sujeição entre 5 e 10 kgf/cmPressões de sujeição entre 5 e 10 kgf/cm22
ESFORÇOS PREDOMI NANT ES NAS REGI ÕES DO COPOESFORÇOS PREDOMI NANT ES NAS REGI ÕES DO COPO•• De acordo com a região e a fase do processo, os esforços De acordo com a região e a fase do processo, os esforços podem ser de compressão, tração ou flexãopodem ser de compressão, tração ou flexão
•• Nível dos esforços e afinamento da espessura dependem do Nível dos esforços e afinamento da espessura dependem do atrito entre chapa e ferramentasatrito entre chapa e ferramentas
EQUI PAMENT OS DE EST AMPAGEMEQUI PAMENT OS DE EST AMPAGEM
•• Movimento alternativo: prensasMovimento alternativo: prensas
•• Movimento contínuo: laminadores, calandrasMovimento contínuo: laminadores, calandras
EST AMPAGEMEST AMPAGEM
FERRAMENT AS DE EST AMPAGEMFERRAMENT AS DE EST AMPAGEM
•• Elementos construtivosElementos construtivos
•• Faca de avançoFaca de avanço
•• ““T opT op” de passo de avanço” de passo de avanço
•• Punções e matrizes de corte e embutimentoPunções e matrizes de corte e embutimento
•• Extratores e Extratores e sujeitadoressujeitadores
REPUXOREPUXO
•• Processo importante para obtenção de peças de grandes Processo importante para obtenção de peças de grandes dimensões ou de lotes reduzidosdimensões ou de lotes reduzidos
•• Equipamentos rotativos (tornos), ferramenta de Equipamentos rotativos (tornos), ferramenta de conformãção conformãção móvel (bastão) e ferramenta de conformação fixa (matriz única oumóvel (bastão) e ferramenta de conformação fixa (matriz única oudesmontável)desmontável)
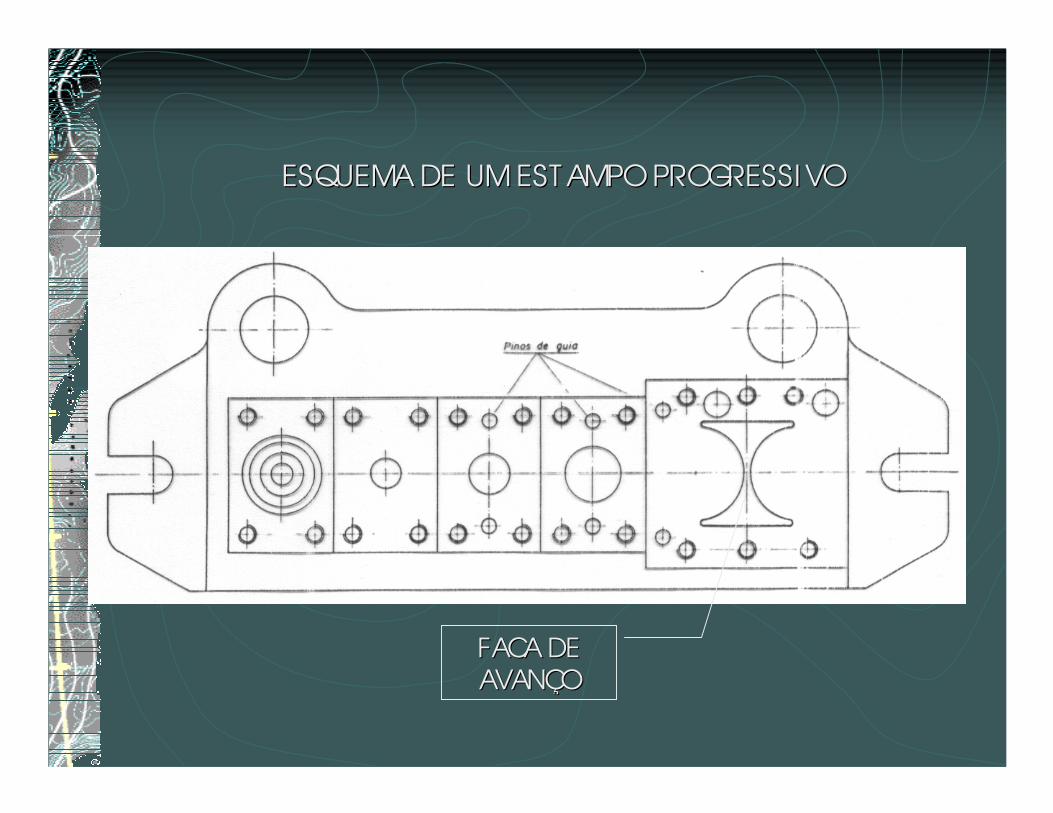
ESQUEMA DE UM EST AMPO PROGRESSI VOESQUEMA DE UM EST AMPO PROGRESSI VO
FACA DE FACA DE AVANÇOAVANÇO
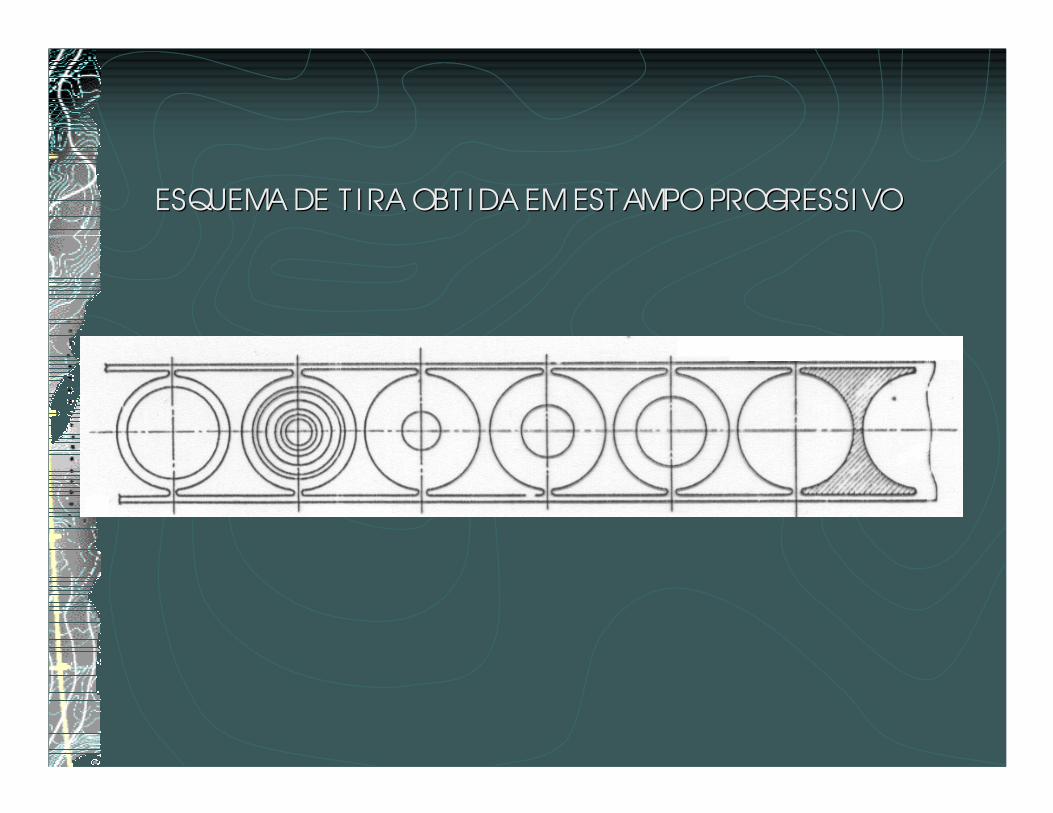
ESQUEMA DE T I RA OBT I DA EM EST AMPO PROGRESSI VOESQUEMA DE T I RA OBT I DA EM EST AMPO PROGRESSI VO
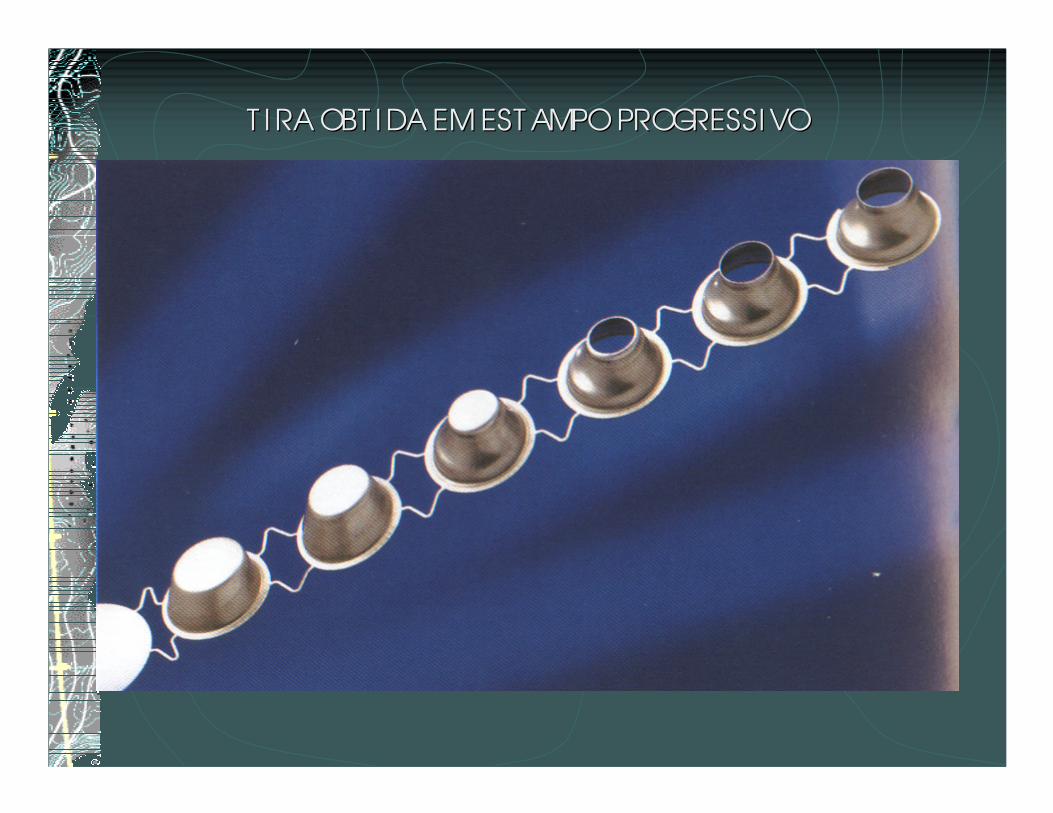
T I RA OBT I DA EM EST AMPO PROGRESSI VOT I RA OBT I DA EM EST AMPO PROGRESSI VO
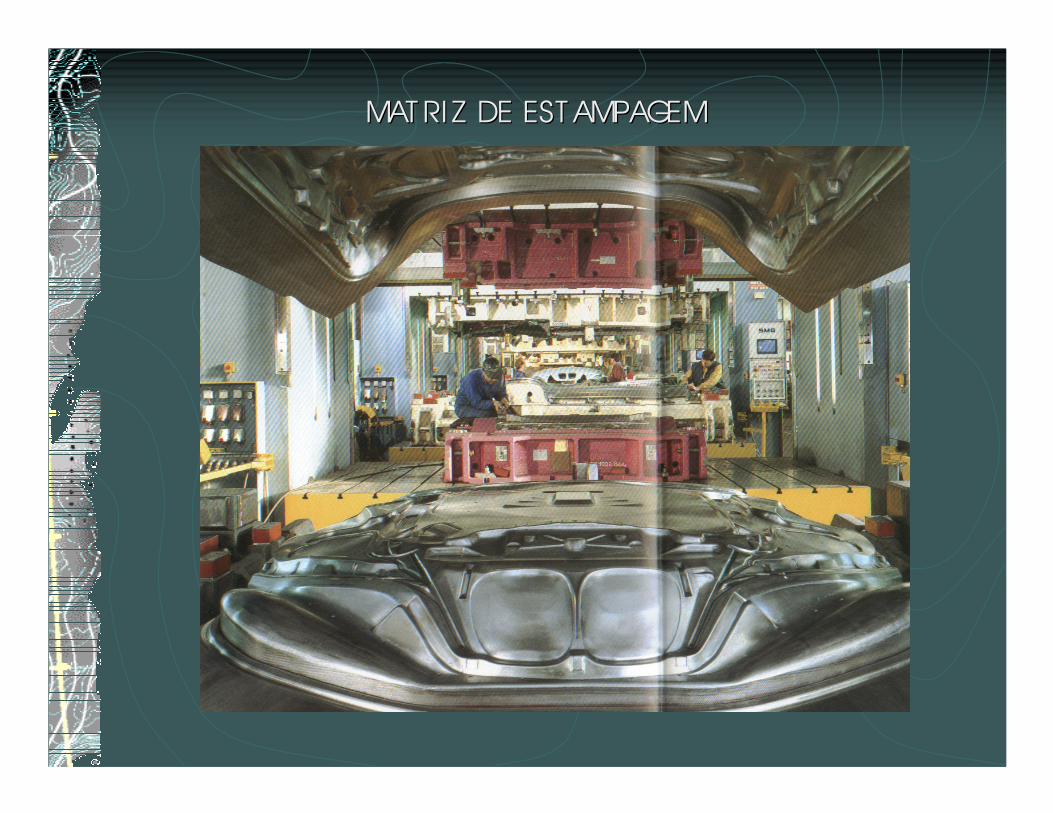
MAT RI Z DE EST AMPAGEMMAT RI Z DE EST AMPAGEM


















