Oxycombustion Project Integration Considerations - CSLF · Proprietary and Confidential •Capture,...
28
Kevin J. McCauley Director Strategic Planning, Global Technology Global CCS Institute / CSLF Meeting on Project Integration 2011 November 3, 2011; London , England “We are passionate about innovation and technology leadership” Oxycombustion Project Integration Considerations
Transcript of Oxycombustion Project Integration Considerations - CSLF · Proprietary and Confidential •Capture,...

Kevin J. McCauley
Director Strategic Planning, Global Technology
Global CCS Institute / CSLF Meeting on Project Integration 2011
November 3, 2011; London , England
“We are passionate about innovation and technology leadership”
Oxycombustion Project Integration Considerations

Proprietary and Confidential
Introduction
2© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Proprietary and Confidential
• Capture, transport, storage integration
• Overall plant and site integration
• Steam cycle integration
• Combustion/Environmental integration
Project Integration

Proprietary and Confidential
Global Reach Product Line Portfolio
• Traditional Power• Steam Generation (eg: USC-PC)
• Service and O&M
(Operation & Maintenance)
• Construction and EPC
(Engineer-Procure-Construct)
• Boiler Cleaning and Material Handling
• Clean Coal
• Environmental Systems and Service
• SO2, NOx, Mercury, PM
• CO2 RSAT Scrubber, Oxycombustion
• Renewables
• Biomass
• Solar
• Energy-from-Waste
Total Employees: ~ 8,700
Including JV employees
• Installed 38% of boilers in North American
coal-fired power plants
• Supplied worldwide capacity of more
than 300,000 MW in 800+ utilities
in 90+ countries
• Manage operations and maintenance
of North America power facilities
Major locations
B&W – Power Generation Group
© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved. 4

Proprietary and Confidential
Oxygen
Nitrogen
CO2
Nitrogen
+ Coal
Air0
25
50
75
100
Perc
en
t b
y V
olu
me
N2
Flue Gas
after WFGD
O2
N2
CO2
H2O
Oxygen CO2
+ Coal
CO2
CO2
CO2
0
25
50
75
100
Perc
en
t b
y V
olu
me
Synthetic
Air
CO2
Flue
Gas to CPU
O2
H2OH2O 70-80%
reduction in
flow rate to
CO2
compression
process Lb/hr
Typical Air Fired Combustion Oxy-Coal Combustion
Proprietary and Confidential
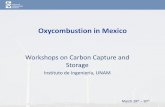
Modern Pulverized Coal
Power Plant
6
Coal
Pulverizer
Supercritical
Boiler
Electrostatic
Precipitator (Ash)
Wet FGD
Scrubber (SO2)
Dry FGD
Scrubber (SO2)
Fabric Filter
Baghouse (Ash)
Additional Systems Dry sorbent injection (DSI) for Hg/SO3 Ash management systems Boiler cleaning and auxiliaries Instrumentation and Controls Operation and maintenance
Stack
© 2011 The Babcock & Wilcox Company. All rights reserved.
Selective Catalytic
Reduction (NOX )

Proprietary and Confidential
OxyCombustion Plant Configuration
Air
Separation
Unit
Boiler CO2
Compression
Air
In
Pure
Oxygen
(O2 )
Nitrogen (N2 )
Out Recycled Flue Gas
CO2 and
Flue Gas
Fuel
In
CO2 Capture
(liquid)
Ash SO2
Other
Captured
Emissions
Environmental
Cleanup
Equipment
H2O
Boiler Island CPUASU
Other gases
(NCGs)
7
Proprietary and Confidential
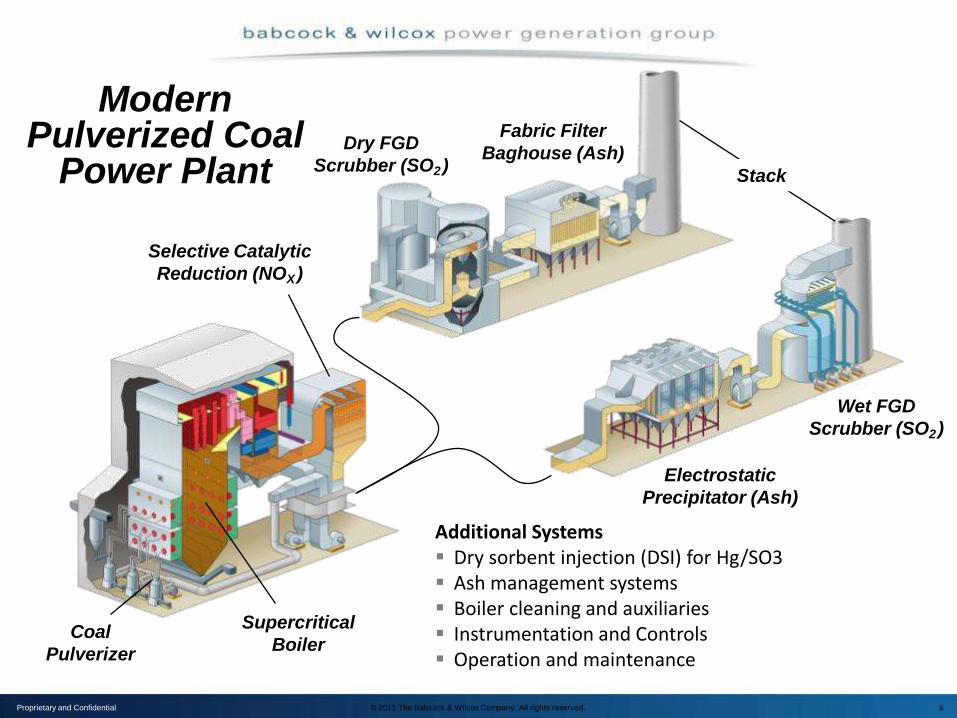
Flue Gas Composition
Warm Recycle
Air Fired Oxy Fired
CO2 21.26% 77.25%
H2O 8.15% 12.49%
SO2 0.07% 0.13%
O2 2.95% 2.80%
N2 67.57% 4.50%
Ar 0.00% 2.83%
100.00% 100.00%
GAS COMPOSITION (mass)

Proprietary and Confidential
Plant size
(MWe)
2003 2005 2007 2013
SBS I – Pilot tests
30 MWth CEDF
Demo
2009 2011 2015
1000
10
1
100
Eng
Studies(25-790MWe)
Integration
Study
200-350 MW Projects
EfficiencyOptimization
650 MWe
Eng Study
700 MWe
Reference
SBS II – Pilot tests
9© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Proprietary and Confidential
Design Considerations
10© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Proprietary and Confidential
• Process Selection
• Gas Quality Control Equipment Selection
• Recycle Quantity
• Corrosion
• Air infiltration

Proprietary and Confidential
• Process Selection
Coal composition
Permissible sulfur level in the boiler
Composition required to compression process
Economics
• Gas Quality Control Equipment Selection
Wet or Dry Scrubber
Permissible sulfur level in the boiler
SO3 control
Economics
Fabric Filter or Precipitator

Proprietary and Confidential
Constituent
Heating Value 10,500 Btu/lb
(24,780 kJ/kg)
Carbon 58.61 %
Sulfur 3.2 %
Hydrogen 4.2 %
Moisture 16.57 %
Nitrogen 1.17 %
Oxygen 7.1 %
Chlorine 0.16 %
Ash 8.99 %

Proprietary and Confidential
Pulverizers
Coal
Boiler
PJFF WFGD
Primary Fan
Secondary (FD) Fan
ID Fan
ASU
Burners
Recycle Heater
Air Intake
Air Intake
Gas Cooler
Cool Recycle Process Wet Scrubber
CPU
To Storage
Gas Htr
DCCPS
Gas Htr
Sorbent for SO3
CPU Vent
Stack Damper
Secondary Recycle Damper
Primary Recycle Damper
Pulverizers
Coal
Boiler
PJFF
Primary Fan
Secondary (FD) Fan
ID FanBurners
Air
he
ate
rAir Fired Plant - Wet Scrubbed
SCR
PAC
WFGD

Proprietary and Confidential
Pulverizers
Coal
Boiler
PJFFSDA
Primary Fan
Secondary (FD) Fan
ID FanBurners
Air
he
ate
r
SCR
PAC
Air Fired Plant - Dry Scrubbed
Pulverizers
Coal
Boiler
PJFFSDA
Primary Fan
Secondary (FD) Fan
ID Fan
ASU
Burners
Recycle Heater
Secondary Recycle Damper
Air Intake
Air Intake
Primary Recycle Damper
Gas Cooler
Cool Recycle ProcessDry Scrubber
CPU
To Storage
Gas Htr
DCCPS
Stack Damper
CPU Vent

Proprietary and Confidential
DRY SCRUBBER • Lower capital, higher operating (more economical with
lower sulfur coals)
• Removal is limited by ability to evaporate the water fed with the reagent as slurry
• Limit is set by: Inlet gas temperature and moisture content Desired approach to saturation temperature Saturation temperature (10C-20C higher for
oxycombustion due to moisture in flue gas)
WET SCRUBBER• Higher capital, lower operating (more economical with
higher sulfur coals)
• Removal limited by reagent reactivity and mixing• Unaffected by moisture in flue gas

Proprietary and Confidential 17
Boiler
Coal Bunkers
Ash SiloGypsum
Pile
CPU
ASU
PJFF
Recycle
Heater
(Airheater)
WFGD
DCCPSPR Fans
ID Fans
SR Fans

Proprietary and Confidential
Recycle Rate
Typically 70%-80% of the total flue gas leaving the
boiler
Significant reduction does not reduce cost
Reduced Recycle
Increases flame temperature
Increases furnace heat fluxes
Increases FEGT (flue gas temperature at furnace exit)
Decreases volume flow

Proprietary and Confidential
Recycle Rate
Significant reduction does not reduce cost
Increases constituent concentrations
Increased corrosion potential
More difficult to achieve high removals
Shifts heat transfer the wrong way
Reheat is more difficult
Increasing steam temperatures (efficiency) is more difficult
Increased cost of materials exceeds weight reduction
GQCS cost reduction is to the square root of volume flow
reduction (50% flow reduction ≈ 30% material reduction)

Proprietary and Confidential
Subcritical Boiler Supercritical Boiler
Convection Pass
Furnace
Proprietary and Confidential
• Air infiltration
• Corrosion

Proprietary and Confidential
Coal
Boiler
Steam; 2400psi,
1000F/1000F
PJFF WFGD
Primary Fan
Secondary (FD) Fan
ID Fan
ASU
Burners
Recycle
Damper
Air Intake
Air Intake
Recycle
Damper
Cool Recycle Process
CPU
To Storage
Gas
HtrDCCPS
Gas HtrSorbent for
SO3
Recycle
Heater
FD Fan
VentStack
Damper

Proprietary and Confidential
Coal
Boiler
Steam; 2400psi,
1000F/1000F
PJFF WFGD
Primary Fan
Secondary (FD) Fan
ID Fan
ASU
Burners
Recycle
Damper
Air Intake
Air Intake
Recycle
Damper
Cool Recycle Process
CPU
To Storage
Gas
HtrDCCPS
Gas HtrSorbent for
SO3
Recycle
Heater
FD Fan
VentStack
Damper
Cool Recycle Process
--+ - ++
+
++
+ +
+ Operating pressure above atmospheric
- Operating pressure below atmospheric

Proprietary and Confidential
Coal
Boiler
Steam; 2400psi,
1000F/1000F
PJFF WFGD
Primary Fan
Secondary (FD) Fan
ID Fan
ASU
Burners
Recycle
Damper
Air Intake
Air Intake
Recycle
Damper
Cool Recycle Process
CPU
To Storage
Gas
HtrDCCPS
Gas HtrSorbent for
SO3
Recycle
Heater
FD Fan
VentStack
Damper
S Above sulfuric acid dew point
W Above water saturation temperature
S
W
SW
W
W
W
W
W
S
S
S
W
W

Proprietary and Confidential
Summary
25© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Proprietary and Confidential
• Air In-leakage
Use of CO2 for sealing systems uniquely designed
Pressure profile through the system optimized, balanced draft
• Use of Nearly Pure Oxygen
Standard industry practices for low pressure operational safety
Oxygen distribution system in flues designed for uniform mixing
Oxygen concentrations monitored closely by control system
• Leakage of Flue Gas with High CO2 Concentration
Pressure boundary sealing systems uniquely designed
CO2 monitors in sensitive external confined space areas
Building local ventilation system design, and system internal
purge controls
Special Design Considerations
26© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.

Proprietary and Confidential
Special Design Considerations
27© 2011 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.
• Acid Gases and Corrosion
• Sulfur trioxide removal increased, adjusted minimum temperature
limits used in boiler design and operation, and expanded use of
corrosion resistant materials
• Plant Operability
• Part load operation, daily cycling flexibility, extended air-firing
periods
• Heat Integration: Feedwater, Condensate, Oxygen
• Heat available from ASU, CPU and Flue Gas

Proprietary and Confidential
“We are passionate about innovation
and technology leadership”
Thank-you
WWW.BABCOCK.COM I [email protected]
© 2010 Babcock & Wilcox Power Generation Group, Inc. All rights reserved.