
NEW New inserts for the machining of steel, cast iron and ...
44
New New products for cutting tool engineers WNT (UK) Ltd. • Sheffield Business Park • S9 1XU Sheffield • Tel. 0800 073 2 073 • [email protected] • www.wnt.com January 2016 New inserts for the machining of steel, cast iron and heat resistant alloys Turning Drilling Milling
Transcript of NEW New inserts for the machining of steel, cast iron and ...

New New products for cutting tool engineers
WNT (UK) Ltd. • Sheffield Business Park • S9 1XU Sheffield • Tel. 0800 073 2 073 • [email protected] • www.wnt.com
January 2016
New inserts for the machining of steel, cast iron and heat resistant alloys
Turning
Drilling
Milling

2 www.wnt.com
Dragonskin - the next generation of coating technology
Legendary Performance
Decades of experience and consistent and continuous development of new and unique coating processes are behind the development of the new Dragonskin coating technology. Above all, and through our innovation and expertise in powder metallurgy, we can achieve an unprecedented level of performance in machining. As with the invulnerability of Dragonskin, the new WNT Dragonskin coating technology offers maximum protection against wear, and has been developed with an almost impenetrable layer for the toughest requirements. Emerging from this is an elegant, satin coating with an extremely hard and indestructible surface that sets new standards. The perfect combination of ultra modern high performance substrates and novel coating structures allow high cutting speeds and increased process security. Unlimited application possibilities puts everything that has gone before in the shade! A proven - up to 80% - increase in performance with the new Dragonskin coating technology offers a significant competitive advantage.
the first choice for machining non, low and high alloyed steels
The first choice for machining austenitic, ferritic and martensitic stainless steels
The first choice for machining all abrasive non-ferrous metals
The first choice for the machining of gray, ductile and malleable irons and sintered steels
The first choice for machining heat resistant alloys based on nickel, chromium, cobalt and titanium
New Dragonskin CoatingDragonskin - the correct Dragon for every material type
Introduction

www.wnt.com 3
Turning InsertsCermet grade -DCC1110 4
Information on the program extension -NM19 / -NM15 5
Chip breakers and application information 6
CNMG 7+8
DNMG 9+10
SNMG 11+12
TNMG 13+14
VNMG 15
WNMG 16+17
CCGT/CCMT 18
DCGT/DCMT 19
SCGT/SCMT 20
TCGT/TCMT 21
VCGT/VCMT 22
Cutting data for turning inserts 23
Milling InsertsIntroduction Milling Inserts 24
System 2740 -04/-09 – OFHT/SFHT/SFKT 25
System 2710 – SAKU 26
System 2730 – OAKU/XAHT 27
System HEC – LNHX 28
System HFC – XPLX/XDLX/XOLX 29
System 2011 -11/ -15 – XDKT 30
System 4900 -12 – SDMT 31
Cutting data for milling inserts 32
Indexable Insert DrillsIntroduction Indexable Insert Drills 33
HighFeedDrill – C900 Indexable Insert Drill 34+35
SONT 36
XOMT 37
Material examples referring to the WNT cutting data tables 38
Cutting Data HighFeedDrill – C900 Indexable Insert Drill 39–42
Cutting Data PolyDrill – Indexable Insert Drill 43
Table of contents
Premium quality tools for high performance. The premium quality tools from the WNT Mastertool Performance product line have been designed for specific applications and are distinguished by their outstanding performance. If you make high demands on the performance of your production and want to achieve the very best results, we recommend the Premium tools in this product line.
Introduction

4 www.wnt.com
Cermet grade -DCC1110
The new, more powerful DCC1110 grade replaces the TWC410 and TWC10 grades in our cermet range. The combination of the latest CVD coating technology and proven cermet substrate produces a very high wear resistance with unprecedented toughness. This offers significant advantages in terms of performance and service life of the inserts compared to the TWC410 and TWC10 grades.
Advantages/Benefits ĉ Combination of the proven cermet
substrate and the latest PVD coating technology
ĉ Unique multilayer nano coating ĉ Combines very high wear resistance and
unprecedented toughness ĉ Optimized chip breakers
Unique multilayer coating ensures tremendous process safety
Micro cracks
Single layer (Al2O3)
Base layer Ti(C,N)
Substrate (Cermet)
Mono-Layer Technology (TWC410)
New Multi-Layer Technology (DCC1110)
The monolayer structure allows cracks to penetrate to the base substrate.
Due to the multilayer coating structure, the formation of cracks between the layers is stopped.
Multilayer (Al2O3)
Base layer Ti(C,N)
Substrate (Cermet)
Micro cracks
Turning Inserts

www.wnt.com 5
Program Extension of -NM19 and -NM15 chip breakers for the medium machining of steel
-NM19 Is the new universal geometry from WNT for medium to light roughing. Developed from the proven -WMR chip breaker, it offers significant advantages. The generously proportioned and ground surface leads to uniform distribution of the cutting forces. The flat surface around the center hole allows a more effective clamping of the insert with XpressClamp toolholders and permits higher clamping forces. The -NM19 can be used on all steels, stainless steels and cast iron and the optimized chip breaker guarantees improved material removal rate and uniform chip flow even at large depths of cut.
Advantages/Benefits ĉ Excellent process reliability by
absorption of high cutting forces ĉ Reduction in manufacturing costs thanks
to high material removal rate ĉ Stable cutting edge for demanding
applications ĉ Optimized geometry for uniform chip flow
Application ĉ Light to medium rough machining ĉ Steels, cast iron and stainless steels ĉ Cast crust and forging skin ĉ Raw materials and forgings ĉ Interrupted cut
-NM15 chip breakerThe -NM15 chip breaker covers the medium area of machining steel covered by the -WM and -TRM chip breakers.
Large flat-ground contact surface for accommodating high cutting forces
-WMR -NM19
Post-treated surface for perfect chip flow
Stable cutting edge
-WM
-TMR
-NM15
Application ĉ First choice for the medium machining
of steel ĉ Universal application ĉ Wide application range
Turning Inserts

6 www.wnt.com
ModelContinuous cut Irregular cutting depth Interrupted cut Cutting data
Geom
etry
ap mm
f mm
Negative – Fine-CF / -NF12 (Cermet) DCC1110
12°
CN..DN..TN..WN..
ĉ Fine finishing ĉ Sharp cutting edge for low
cutting forces ĉ Good chip control even at small
depths of cut
DCC1110
DCC1110
0,30–1,50 0,07–0,25
Negative – Medium-NM15 HCX1115 / HCX1125 HCX1115 / HCX1125 HCR1135
20° 0,25 CN..
DN..SN..TN..VN..WN..
ĉ Medium machining ĉ First choice for steel machining ĉ Universal application ĉ Wide range of applications
HCX1115 HCX1125 HCR1135
HCX1115 HCX1125
0,50–5,00 0,12–0,40HCR1135
-NM19 HCX1115 HCX1125 / HXC1115 HCX1125 / HCR1135
15,7
° 0,3CN..DN..SN..TN..WN..
ĉ Light to medium rough machining
ĉ Cast crust and forging skin ĉ Stable cutting edge ĉ Interrupted cut ĉ Raw materials and forgings
HCX1115 HCX1125 CWN2135
HCF3110 HCF3120
1,50–4,50 0,20–0,80HCX1125 CWN2135
Chip breakers and application information
Sectional drawings and models correspond to CCMT 09T304
Sectional drawings and models correspond to CNMG 120408
Positive – Fine-ZF / -PF14 (Cermet) DCC1110
15°
CC..DC..SC..TC..VC..
ĉ Fine finishing ĉ For all common steel materials,
stainless steels and GGG ĉ Good swarf control ĉ High surface quality
DCC1110
DCC1110
0,20–1,30 0,06–0,25
-SMF / -PF15 (Cermet) DCC1110
13°
CC..DC..SC..TC..VC..
ĉ Finishing to medium machining ĉ Suitable for general and
stainless steels ĉ Low cutting forces ĉ Good swarf control ĉ High surface quality
DCC1110
DCC1110
0,20–1,30 0,06–0,25
Turning Inserts

www.wnt.com 7
CNMGDesignation l s d1 d
mm mm mm mmCNMG 1204.. 12.9 4.76 5.16 12.70CNMG 1606.. 16.1 6.35 6.35 15.87CNMG 1906.. 19.3 6.35 7.94 19.05
d 1
lr
d
80°
s
CNMGF M R
-NF12DCC 1110
CERMETCNMG
PG 1AArticle no.
ISO r 76 101 ...mm £
120404EN 0.4 8.20 76101028120408EN 0.8 8.20 76101030
Steel ●Stainless steel ○Cast iron ○Non ferrous metals Heat resistant alloys
CNMGF M R
-NM15 -NM15 -NM15HCX 1115
HCX 1125
HCR 1135
CNMG CNMG CNMGPG 1A PG 1A PG 1AArticle no. Article no. Article no.
ISO r 76 135 ... 76 135 ... 76 135 ...mm £ £ £
120404EN 0.4 9.26 76135328 9.26 76135528 9.26 76135728120408EN 0.8 9.26 76135330 9.26 76135530 9.26 76135730120412EN 1.2 9.26 76135320 9.26 76135532 9.26 76135732120416EN 1.6 9.26 76135334 9.26 76135534 9.26 76135734
160608EN 0.8 14.98 76135342 14.98 76135542 14.98 76135742160612EN 1.2 14.98 76135344 14.98 76135544 14.98 76135744160616EN 1.6 14.98 76135346 14.98 76135546 14.98 76135746
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
Vc Page 23
Turning Inserts

8 www.wnt.com
CNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
CNMG CNMG CNMG CNMG CNMG CNMGPG 1A PG 1A PG 1A PG 1A PG 1A PG 1AArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 76 119 ... 76 119 ... 76 119 ... 70 119 ... 70 119 ... 70 119 ...mm £ £ £ £ £ £
120408EN 0.8 9.26 76119330 9.26 76119530 9.26 76119730 8.31 70119430 8.31 70119100 9.26 70119530120412EN 1.2 9.26 76119320 9.26 76119532 9.26 76119732 8.31 70119432 8.31 70119102 9.26 70119532120416EN 1.6 9.26 76119334 9.26 76119534 9.26 76119734 8.31 70119134 9.26 70119534
160608EN 0.8 14.98 76119342 14.98 76119542160612EN 1.2 14.98 76119344 14.98 76119544 14.98 76119744 14.98 70119442 14.98 70119144160616EN 1.6 14.98 76119346 14.98 76119546 14.98 76119746 14.98 70119146160624EN 2.4 14.98 76119348 14.98 76119548 14.98 76119748
190608EN 0.8 21.16 76119354 21.16 76119554 21.16 76119754190612EN 1.2 21.16 76119356 21.16 76119556 21.16 76119756 21.16 70119456190616EN 1.6 21.16 76119358 21.16 76119558 21.16 76119758 21.16 70119458190624EN 2.4 21.16 76119360 21.16 76119560 21.16 76119760
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
Vc Page 23
Turning Inserts

www.wnt.com 9
DNMGDesignation l s d1 d
mm mm mm mmDNMG 1104.. 11.6 4.76 3.81 9.52DNMG 1506.. 15.5 6.35 5.16 12.70DNMG 1504.. 15.5 4.76 5.16 12.70
d
l
r
d 1
s
55°
DNMGF M R
-NF12DCC 1110
CERMETDNMG
PG 1AArticle no.
ISO r 76 102 ...mm £
110404EN 0.4 9.89 76102004110408EN 0.8 9.89 76102006
150604EN 0.4 12.98 76102028150608EN 0.8 12.98 76102030150612EN 1.2 12.98 76102032
Steel ●Stainless steel ○Cast iron ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

10 www.wnt.com
DNMGF M R
-NM15 -NM15 -NM15HCX 1115
HCX 1125
HCR 1135
DNMG DNMG DNMGPG 1A PG 1A PG 1AArticle no. Article no. Article no.
ISO r 76 136 ... 76 136 ... 76 136 ...mm £ £ £
110404EN 0.4 9.89 76136304 9.89 76136504 9.89 76136704110408EN 0.8 9.89 76136306 9.89 76136506 9.89 76136706110412EN 1.2 9.89 76136308 9.89 76136508 9.89 76136708
150404EN 0.4 11.98 76136316 11.98 76136514 11.98 76136716150408EN 0.8 11.98 76136318 11.98 76136518 11.98 76136718150412EN 1.2 11.98 76136320 11.98 76136516 11.98 76136720150416EN 1.6 11.98 76136322 11.98 76136522 11.98 76136722150604EN 0.4 12.98 76136328 12.98 76136528 12.98 76136728150608EN 0.8 12.98 76136330 12.98 76136530 12.98 76136730150612EN 1.2 12.98 76136332 12.98 76136532 12.98 76136732150616EN 1.6 12.98 76136334 12.98 76136534 12.98 76136734
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
DNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
DNMG DNMG DNMG DNMG DNMG DNMGPG 1A PG 1A PG 1A PG 1A PG 1A PG 1AArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 76 263 ... 76 263 ... 76 263 ... 70 263 ... 70 263 ... 70 263 ...mm £ £ £ £ £ £
110408EN 0.8 9.89 76263306 9.89 76263506 9.89 76263706 9.89 70263406110412EN 1.2 9.89 76263308 9.89 76263508 9.89 76263708
150408EN 0.8 11.98 76263318 11.98 76263518 11.98 76263718150412EN 1.2 11.98 76263320 11.98 76263520 11.98 76263720150416EN 1.6 11.98 76263322 11.98 76263522 11.98 76263722150608EN 0.8 12.98 76263330 12.98 76263530 12.98 76263730 12.98 70263130150612EN 1.2 12.98 76263332 12.98 76263532 12.98 76263732 12.98 70263132 12.98 70263532150616EN 1.6 12.98 76263334 12.98 76263534 12.98 76263734 12.98 70263534
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
Vc Page 23
Turning Inserts

www.wnt.com 11
SNMGDesignation l s d1 d
mm mm mm mmSNMG 1204.. 12.70 4.76 5.16 12.70SNMG 1506.. 15.87 6.35 6.35 15.87SNMG 1906.. 19.05 6.35 7.94 19.05
d 1
l s
d
r
SNMGF M R
-NM15 -NM15 -NM15HCX 1115
HCX 1125
HCR 1135
SNMG SNMG SNMGPG 1A PG 1A PG 1AArticle no. Article no. Article no.
ISO r 76 137 ... 76 137 ... 76 137 ...mm £ £ £
120408EN 0.8 9.44 76137318 9.44 76137518 9.44 76137718120412EN 1.2 9.44 76137320 9.44 76137520 9.44 76137720120416EN 1.6 9.44 76137322 9.44 76137522 9.44 76137722
150608EN 0.8 14.98 76137330 14.98 76137530 14.98 76137730150612EN 1.2 14.98 76137332 14.98 76137532 14.98 76137732150616EN 1.6 14.98 76137334 14.98 76137534 14.98 76137734
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
Vc Page 23
Turning Inserts

12 www.wnt.com
SNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
SNMG SNMG SNMG SNMG SNMGPG 1A PG 1A PG 1A PG 1A PG 1AArticle no. Article no. Article no. Article no. Article no.
ISO r 76 225 ... 76 225 ... 76 225 ... 70 225 ... 70 225 ...mm £ £ £ £ £
120408EN 0.8 9.44 76225318 9.44 76225518 9.44 76225718 9.44 70225418 9.44 70225118120412EN 1.2 9.44 76225320 9.44 76225520 9.44 76225720 9.44 70225420 9.44 70225122120416EN 1.6 9.44 76225322 9.44 76225522 9.44 76225722 9.44 70225123
150612EN 1.2 14.98 76225332 14.98 76225532 14.98 76225732150616EN 1.6 14.98 76225334 14.98 76225534 14.98 76225734
190612EN 1.2 21.16 76225344 21.16 76225544 21.16 76225744190616EN 1.6 21.16 76225346 21.16 76225546 21.16 76225746 21.16 70225446190624EN 2.4 21.16 76225348 21.16 76225548 21.16 76225748
Steel ● ● ● ○ Stainless steel ○ ○ ○ ● Cast iron ○ ○ ●Non ferrous metals Heat resistant alloys ○ ●
Vc Page 23
Turning Inserts

www.wnt.com 13
TNMGDesignation l s d1 d
mm mm mm mmTNMG 1604.. 16.5 4.76 3.81 9.52TNMG 2204.. 22.0 4.76 5.16 12.70
d 1d
r
l s
60°
TNMGF M R
-NF12DCC 1110
CERMETTNMG
PG 1AArticle no.
ISO r 76 149 ...mm £
160404EN 0.4 8.20 76149016160408EN 0.8 8.20 76149018160412EN 1.2 8.20 76149020
Steel ●Stainless steel ○Cast iron ○Non ferrous metals Heat resistant alloys
TNMGF M R
-NM15 -NM15 -NM15HCX 1115
HCX 1125
HCR 1135
TNMG TNMG TNMGPG 1A PG 1A PG 1AArticle no. Article no. Article no.
ISO r 76 138 ... 76 138 ... 76 138 ...mm £ £ £
160404EN 0.4 8.28 76138316 8.28 76138516 8.28 76138716160408EN 0.8 8.28 76138318 8.28 76138518 8.28 76138718160412EN 1.2 8.28 76138320 8.28 76138520 8.28 76138720
220408EN 0.8 11.17 76138330 11.17 76138530 11.17 76138730220412EN 1.2 11.17 76138332 11.17 76138532 11.17 76138732
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
Vc Page 23
Turning Inserts

14 www.wnt.com
TNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
TNMG TNMG TNMG TNMG TNMG TNMGPG 1A PG 1A PG 1A PG 1A PG 1A PG 1AArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 76 155 ... 76 155 ... 76 155 ... 70 155 ... 70 155 ... 70 155 ...mm £ £ £ £ £ £
160408EN 0.8 8.28 76155318 8.28 76155518 8.28 76155718 8.20 70155418 8.20 70155100 8.28 70155518160412EN 1.2 8.28 76155320 8.28 76155520 8.28 76155720 8.20 70155102
220404EN 0.4 11.17 76155528220408EN 0.8 11.17 76155330 11.17 76155530 11.17 76155730 11.17 70155530220412EN 1.2 11.17 76155332 11.17 76155532 11.17 76155732 11.17 70155532220416EN 1.6 11.17 76155334 11.17 76155534 11.17 76155734 11.17 70155534
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
Vc Page 23
Turning Inserts

www.wnt.com 15
VNMGDesignation l s d1 d
mm mm mm mmVNMG 1604.. 16.6 4.76 3.81 9.52
d 1d
l s
35°
VNMGF M R
-NM15 -NM15HCX 1115
HCX 1125
VNMG VNMGPG 1A PG 1AArticle no. Article no.
ISO r 76 131 ... 76 131 ...mm £ £
160404EN 0.4 16.70 76131316 16.70 76131516160408EN 0.8 16.70 76131318 16.70 76131518160412EN 1.2 16.70 76131320 16.70 76131520
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts
16 www.wnt.com
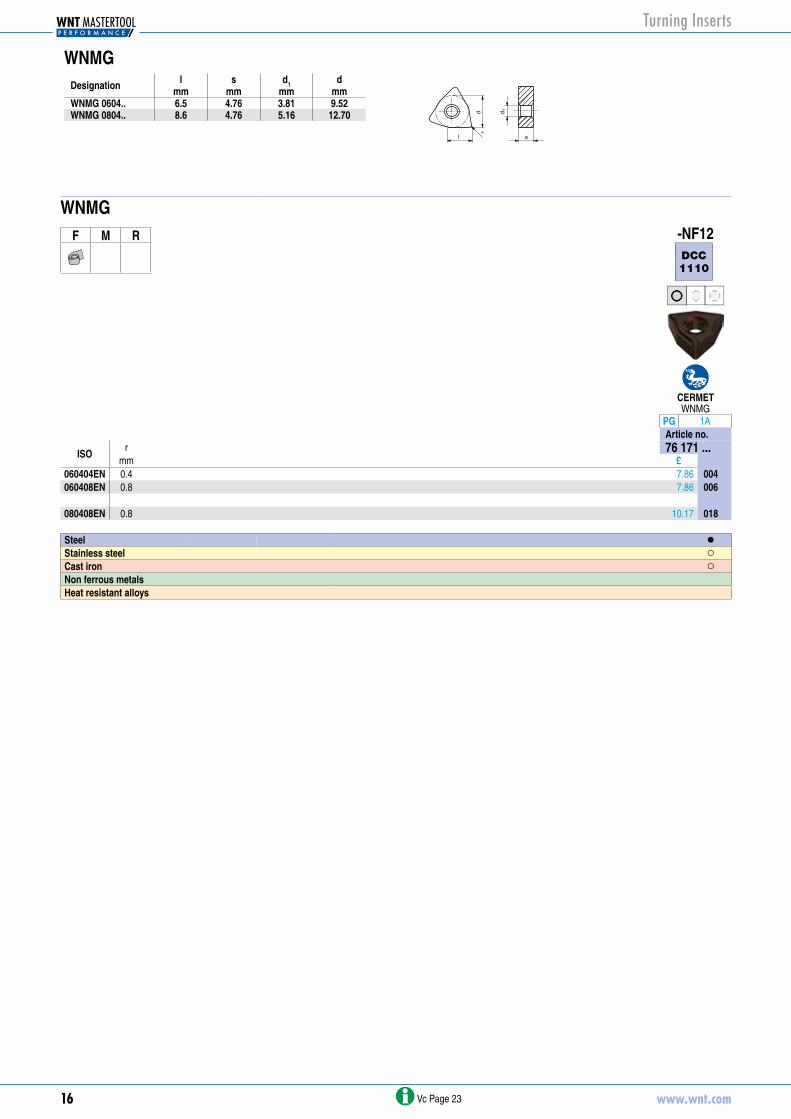
WNMGDesignation l s d1 d
mm mm mm mmWNMG 0604.. 6.5 4.76 3.81 9.52WNMG 0804.. 8.6 4.76 5.16 12.70 d 1
l
d
sr
WNMGF M R
-NF12DCC 1110
CERMETWNMG
PG 1AArticle no.
ISO r 76 171 ...mm £
060404EN 0.4 7.86 76171004060408EN 0.8 7.86 76171006
080408EN 0.8 10.17 76171018
Steel ●Stainless steel ○Cast iron ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

www.wnt.com 17
WNMGF M R
-NM15 -NM15 -NM15HCX 1115
HCX 1125
HCR 1135
WNMG WNMG WNMGPG 1A PG 1A PG 1AArticle no. Article no. Article no.
ISO r 76 139 ... 76 139 ... 76 139 ...mm £ £ £
060404EN 0.4 8.08 76139304 8.08 76139504 8.08 76139704060408EN 0.8 8.08 76139306 8.08 76139506 8.08 76139706060412EN 1.2 8.08 76139308 8.08 76139508 8.08 76139708
080404EN 0.4 10.17 76139316 10.17 76139516 10.17 76139716080408EN 0.8 10.17 76139318 10.17 76139518 10.17 76139718080412EN 1.2 10.17 76139320 10.17 76139520 10.17 76139720080416EN 1.6 10.17 76139322 10.17 76139522 10.17 76139722
Steel ● ● ●Stainless steel ○ ○ ○Cast iron ○ ○ Non ferrous metals Heat resistant alloys ○
WNMGF M R
-NM19 -NM19 -NM19 -NM19 -NM19 -NM19HCX 1115
HCX 1125
HCR 1135
CWN 2135
HCF 3110
HCF 3120
WNMG WNMG WNMG WNMG WNMG WNMGPG 1A PG 1A PG 1A PG 1A PG 1A PG 1AArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 76 273 ... 76 273 ... 76 273 ... 70 273 ... 70 273 ... 70 273 ...mm £ £ £ £ £ £
060408EN 0.8 8.08 76273306 8.08 76273506 8.08 76273706060412EN 1.2 8.08 76273308 8.08 76273508
080408EN 0.8 10.17 76273318 10.17 76273518 10.17 76273718 10.17 70273418 10.17 70273118 10.17 70273518080412EN 1.2 10.17 76273320 10.17 76273520 10.17 76273720 10.17 70273120 10.17 70273520080416EN 1.6 10.17 76273322 10.17 76273522 10.17 76273722 10.17 70273104 10.17 70273522
Steel ● ● ● ○ ○Stainless steel ○ ○ ○ ● Cast iron ○ ○ ● ●Non ferrous metals Heat resistant alloys ○ ●
Vc Page 23
Turning Inserts

18 www.wnt.com
CCGT / CCMTDesignation l s d1 d
mm mm mm mmCC.T 0602.. 6.4 2.38 2.8 6.35CC.T 09T3.. 9.7 3.97 4.4 9.52CCMT 1204.. 12.9 4.76 5.5 12.70
d 1
lr
d
80°
s
7°
CCGT / CCMTF M R
-PF14 -PF15DCC 1110
DCC 1110
CERMET CERMETCCGT CCMT
PG 1A PG 1AArticle no. Article no.
ISO r 76 247 ... 76 248 ...mm £ £
060202EN 0.2 11.25 76247002060204EN 0.4 11.25 76247004 6.12 76248004
09T302EN 0.2 11.98 7624701409T304EN 0.4 11.98 76247016 7.86 7624801609T308EN 0.8 11.98 76247018 7.86 76248018
120404EN 0.4 11.08 76248028
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

www.wnt.com 19
DCGT / DCMTDesignation l s d1 d
mm mm mm mmDC.T 0702.. 7.75 2.38 2.8 6.35DC.T 11T3.. 11.60 3.97 4.4 9.52 d
l
r
d 1
s
55° 7°
DCGT / DCMTF M R
-PF14 -PF15DCC 1110
DCC 1110
CERMET CERMETDCGT DCMT
PG 1A PG 1AArticle no. Article no.
ISO r 76 245 ... 76 246 ...mm £ £
070202EN 0.2 11.25 76245002 6.39 76246002070204EN 0.4 11.25 76245004 6.39 76246004
11T302EN 0.2 14.89 7624501411T304EN 0.4 14.89 76245016 8.85 7624601611T308EN 0.8 14.89 76245018 8.85 76246018
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

20 www.wnt.com
SCGT / SCMTDesignation l s d1 d
mm mm mm mmSC.T 09T3.. 9.525 3.97 4.4 9.52
7°
d
l
r
d 1
s
SCGT / SCMTF M R
-PF14 -PF15DCC 1110
DCC 1110
CERMET CERMETSCGT SCMT
PG 1A PG 1AArticle no. Article no.
ISO r 76 261 ... 76 260 ...mm £ £
09T304EN 0.4 12.25 76261004 7.86 7626000409T308EN 0.8 12.25 76261006 7.86 76260006
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

www.wnt.com 21
TCGT / TCMTDesignation l s d1 d
mm mm mm mmTC.T 1102.. 11.0 2.38 2.8 6.35TC.T 16T3.. 16.5 3.97 4.4 9.52
d
l s
7°
r
60°
d 1
TCGT / TCMTF M R
-PF14 -PF15DCC 1110
DCC 1110
CERMET CERMETTCGT TCMT
PG 1A PG 1AArticle no. Article no.
ISO r 76 272 ... 76 266 ...mm £ £
110202EN 0.2 10.98 76272014110204EN 0.4 10.98 76272016 6.25 76266016110208EN 0.8 10.98 76272018
16T304EN 0.4 13.93 7627202816T308EN 0.8 8.68 76266030
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

22 www.wnt.com
VCGT / VCMTDesignation l s d1 d
mm mm mm mmVC.T 1103.. 11.1 3.18 2.9 6.35VC.T 1604.. 16.6 4.76 4.4 9.52
l s
7°
d
35°
d 1
VCGT / VCMTF M R
-PF14 -PF15DCC 1110
DCC 1110
CERMET CERMETVCGT VCMT
PG 1A PG 1AArticle no. Article no.
ISO r 76 276 ... 76 292 ...mm £ £
110302EN 0.2 13.62 76276014110304EN 0.4 13.62 76276016 10.58 76292016
160404EN 0.4 16.25 76276028 12.98 76292028160408EN 0.8 16.25 76276030 12.98 76292030
Steel ● ●Stainless steel ○ ○Cast iron ○ ○Non ferrous metals Heat resistant alloys
Vc Page 23
Turning Inserts

www.wnt.com 23
Machining strategy F M
Index MaterialStrength DCC1110 HCX1115 HCX1125 HCR1135 HCF3110 HCF3120 CWN2135
vc in m/min.N/mm² – HB – HRc
P
1.1 General construction steel < 800 N/mm2 300–370 250–340 200–260 170–210 220–270 170–2101.2 Free cutting steel < 800 N/mm2 400–520 270–350 230–280 180–230 220–300 180–2301.3 Hardened steel, non alloyed < 800 N/mm2 350–400 220–350 240–290 160–200 190–260 150–2201.4 Alloyed hardened steel < 1000 N/mm2 300–370 240–310 200–250 170–210 200–250 170–2101.5 Tempering steel, unalloyed < 850 N/mm2 400–440 230–300 210–250 150–200 190–250 150–2001.6 Tempering steel, unalloyed < 1000 N/mm2 350–410 210–270 190–240 160–220 180–260 150–2101.7 Tempering steel, alloyed < 800 N/mm2 250–300 240–300 200–270 160–200 150–210 150–2001.8 Tempering steel, alloyed < 1300 N/mm2 300–360 190–270 180–230 140–180 150–200 130–1701.9 Steel castings < 850 N/mm2 200–320 190–280 160–220 160–190 170–240 160–1901.10 Nitriding steel < 1000 N/mm2 250–320 200–260 180–230 140–190 170–220 130–1701.11 Nitriding steel < 1200 N/mm2 240–310 180–260 170–240 130–170 170–230 130–1701.12 Roller bearing steel < 1200 N/mm2 240–310 200–280 190–260 150–200 190–240 150–1901.13 Spring steel < 1200 N/mm2 180–250 170–230 130–180 150–210 120–1801.14 High-speed steel < 1300 N/mm2 170–230 170–210 120–160 170–220 120–1701.15 Cold working tool steel < 1300 N/mm2 260–310 150–240 130–220 110–150 150–220 100–1501.16 Hot working tool steel < 1300 N/mm2 260–310 130–220 130–220 110–150 150–210 100–150
M
2.1 Cast steel and sulphured stainless steel < 850 N/mm2 250–320 200–280 200–280 150–210 150–2302.2 Stainless steel, ferritic < 750 N/mm2 250–320 200–280 200–280 150–200 170–2502.3 Stainless steel, martensitic < 900 N/mm2 300–350 190–260 190–260 120–200 140–2202.4 Stainless steel, ferritic / martensitic <1100 N/mm2 210–250 190 –240 190–240 110–190 140–2102.5 Stainless steel, austenitic / ferritic < 850 N/mm2 90–150 120–2102.6 Stainless steel, austenitic < 750 N/mm2 210–250 60–80 100–1402.7 Heat resistant steel < 1100 N/mm2 210–250 60–80 100–140
K
3.1 Grey cast iron with lamellar graphite 100–350 N/mm2 340–480 140–240 120–210 210–270 170–2403.2 Grey cast iron with lamellar graphite 300–500 N/mm2 260–360 160–250 160–200 200–260 170–2303.3 Gray cast iron with spheroidal graphite 300–500 N/mm2 360–520 150–220 150–200 290–340 260–3103.4 Gray cast iron with spheroidal graphite 500–900 N/mm2 300–400 140–200 130–190 260–320 230–3203.5 White malleable cast iron 270–450 N/mm2 330–500 200–260 160–230 280–360 250–3303.6 White malleable cast iron 500–650 N/mm2 180–320 180–240 150–210 240–300 210–2703.7 Black malleable cast iron 300–450 N/mm2 330–500 180–280 160–230 280–360 250–3303.8 Black malleable cast iron 500–800 N/mm2 180–320 160–260 150–210 240–360 210–330
N
4.1 Aluminium (non alloyed, low alloyed) < 350 N/mm2
4.2 Aluminium alloys < 0.5% Si < 500 N/mm2
4.3 Aluminium alloys 0.5-10% Si < 400 N/mm2
4.4 Aluminium alloys 10–15% Si < 400 N/mm2
4.5 Aluminum alloys > 15% Si < 400 N/mm2
4.6 Copper (non alloyed, low alloyed) < 350 N/mm2
4.7 Copper wrought alloys < 700 N/mm2
4.8 Special copper alloys < 200 HB
4.9 Special copper alloys < 300 HB
4.10 Special copper alloys > 300 HB
4.11 Short-chipping brass, bronze, red bronze < 600 N/mm2
4.12 Long-chipping brass < 600 N/mm2
4.13 Thermoplastics
4.14 Duroplastics
4.15 Fibre-reinforced plastics
4.16 Magnesium and magnesium alloys < 850 N/mm2
4.17 Graphite
4.18 Tungsten and tungsten alloys
4.19 Molybdenum and molybdenum alloys
S
5.1 Pure nickel 20–40 20–405.2 Nickel alloys 20–40 20–405.3 Nickel alloys < 850 N/mm2 8–25 15–355.4 Nickel molybdenum alloys 8–25 15–355.5 Nickel-chromium alloys < 1300 N/mm2 4–15 8–255.6 Cobalt Chrome Alloys < 1300 N/mm2 4–15 4–155.7 Heat resistant alloys < 1300 N/mm2 4–15 4–155.8 Nickel-cobalt-chromium alloys < 1400 N/mm2 4–12 4–155.9 Pure titanium < 900 N/mm2 80–130 80–1305.10 Titanium alloys < 700 N/mm2 15–35 15–355.11 Titanium alloys < 1200 N/mm2 15–35 15–35
H
6.1
Tempered steel
< 45 HRc
6.2 46–55HRc
6.3 56–60 HRc 6.4 61–65 HRc 6.5 65–70 HRc
Cutting data appoximate values
The cutting data depends extremely on the external conditions, e.g. stability of the tool and tool clamping, material and machine type. The indicated values are possible cutting data which have to be increased or reduced according to the application conditions.
Turning Inserts

24 www.wnt.com
Expansion of Dragonskin milling inserts in the steel milling field ISO-P
DCX1220 – P20
The two "hard" grades for steel machining.
The Dragonskin milling grades in the ISO-P operating range will be expanded further. All steel machining applications are now covered with the addition of the two new DCX1220 and DPX1225 grades! This addition covers all applications, whether face, corner or high feed milling. Ideal for use in stable and vibration-free machining, at the highest possible cutting speeds.
Dragonskin now with cermet
The new Dragonskin coating technology is now available in cermet milling grades!
DCC1210
Again, the coating surface is extremely smooth and brings the associated benefits of higher wear resistance and process security.
DCC1210 Cermet
DCX1220 P20
DPX1225 P25
ISO P/M/K/N/S
GradeCoolant
1st choiceISO
Application range
stable conditions unstable conditions
10 15 20 25 30 35 40 45
Grade Description
TWC410
DPX1225 – P25
Advantages/Benefits ĉ Unbeatable in terms of tool life and
process reliability ĉ Highest cutting speeds possible ĉ Reduced built-up edge ĉ Maximum performance in the ISO P20
and P25 range of steel machining ĉ Highest efficiency
Advantages/Benefits ĉ Combination of the proven cermet
substrate and the latest Dragonskin CVD coating technology
ĉ Unique multilayer nano coating ĉ Very high wear resistance
Milling Inserts

www.wnt.com 25
OFHT / SFHT / SFKTDesignation d d1 l l1 s α°
mm mm mm mm mm OFHT 0403.. 9.52 3.35 3.94 - 3.18 25SF.T 0903.. 9.80 3.35 9.00 2.25 3.50 25
OF..
42
3
1
s
d 1
l 1
l
r
d
α
SF.T
OFHT / SFHT / SFKT-F50 -F50 -F50 -F50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
DCX 1220
DPX 1225
OFHT OFHT SFHT SFHT SFKT SFKTPG 1B PG 1B PG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 51 002 ... 51 002 ... 51 012 ... 51 012 ... 51 013 ... 51 013 ...mm £ £ £ £ £ £
040305SN 0.5 12.46 51002255 12.46 51002055
0903AFSR 1.0 12.46 51012270 12.46 51012070 9.19 51013270 9.19 51013070
Steel ● ● ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 16+17.
Milling Inserts

26 www.wnt.com
SAKUDesignation d d1 l l1 s α°
mm mm mm mm mm SAKU 1706.. 17 5.8 17 3.7 6.35 3 13
4
2
s
d1
l 1
l
r
d
α
SAKU
SAKU-F50 -F50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
SAKU SAKU SAKU SAKUPG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no.
ISO r 51 004 ... 51 004 ... 51 005 ... 51 005 ...mm £ £ £ £
1706ABSR 0.8 23.06 51004270 23.06 51004070 23.06 51005270 23.06 51005070
Steel ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Page 24.
Milling Inserts

www.wnt.com 27
OAKU / XAHTDesignation d d1 l l1 s α°
mm mm mm mm mm XAHT 0605.. 17.08 6.0 11.95 6 5.56 3OAKU 0605.. 17.10 5.8 6.00 2 5.66 3
OAKU
XAHT
OAKU / XAHT-F50 -F50 -M50 -M50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
DCX 1220
DPX 1225
OAKU OAKU OAKU OAKU XAHT XAHTPG 1B PG 1B PG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 51 000 ... 51 000 ... 51 001 ... 51 001 ... 51 014 ... 51 014 ...mm £ £ £ £ £ £
060508SR 0.8 19.46 51000258 19.46 51000058 19.46 51001258 19.46 51001058060525SR 2.5 24.08 51014275 24.08 51014075
Steel ● ● ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Page 27.
Milling Inserts

28 www.wnt.com
LNHXDesignation d d1 l s
mm mm mm mmLNHX 1106.. 10 4.27 11 6.35
r
LNHX
LNHX
DCC 1210
CERMETLNHX
PG 1BArticle no.
ISO 51 046 ...£
1106PNER 23.77 51046820
Steel ●Stainless steel Cast iron ●Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 42+43.
Milling Inserts

www.wnt.com 29
XPLX / XDLX / XOLXDesignation d d1 l l1 s α°
mm mm mm mm mm XPLX 0603.. 6.35 2.8 6 1.0 2.75 11XDLX 09T3.. 9.52 4.4 9 1.9 3.97 -XOLX 1204.. 12.70 5.5 12 1.3 4.76 -
d
l
l1 s
r
d 1
R
XDLX-XOLX
α°
d
l
l1 s
r
d 1
XPLX
XPLX / XDLX / XOLX-M50 -M50 -M50 -M50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
DCX 1220
DPX 1225
XPLX XPLX XDLX XDLX XOLX XOLXPG 1B PG 1B PG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no. Article no. Article no.
ISO r 51 019 ... 51 019 ... 51 016 ... 51 016 ... 51 017 ... 51 017 ...mm £ £ £ £ £ £
060305SR 0.5 9.77 51019255 9.77 51019055
09T308SR 0.8 10.07 51016258 10.07 51016058
120410SR 1.0 12.08 51017260 12.08 51017060
Steel ● ● ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 45+46.
Milling Inserts

30 www.wnt.com
XDKTDesignation d d1 l l1 s
mm mm mm mm mmXDKT 11T3.. 6.8 2.8 10.6 1.4 3.80XDKT 1505.. 9.3 4.4 14.8 1.6 5.56
r
s
d 1
15°
l
l 1
d
XDKT
XDKT-F50 -F50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
XDKT XDKT XDKT XDKTPG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no.
ISO r 51 034 ... 51 034 ... 51 037 ... 51 037 ...mm £ £ £ £
11T308SR 0.8 11.12 51034258 11.12 51034058 11.12 51037258 11.12 51037058
Steel ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
XDKT-F50 -F50 -M50 -M50DCX 1220
DPX 1225
DCX 1220
DPX 1225
XDKT XDKT XDKT XDKTPG 1B PG 1B PG 1B PG 1BArticle no. Article no. Article no. Article no.
ISO r 51 035 ... 51 035 ... 51 038 ... 51 038 ...mm £ £ £ £
150508SR 0.8 14.85 51035258 14.85 51035058 14.85 51038258 14.85 51038058
Steel ● ● ● ●Stainless steel Cast iron Non ferrous metals Heat resistant alloys hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 52-54.
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 58-60.
Milling Inserts
www.wnt.com 31
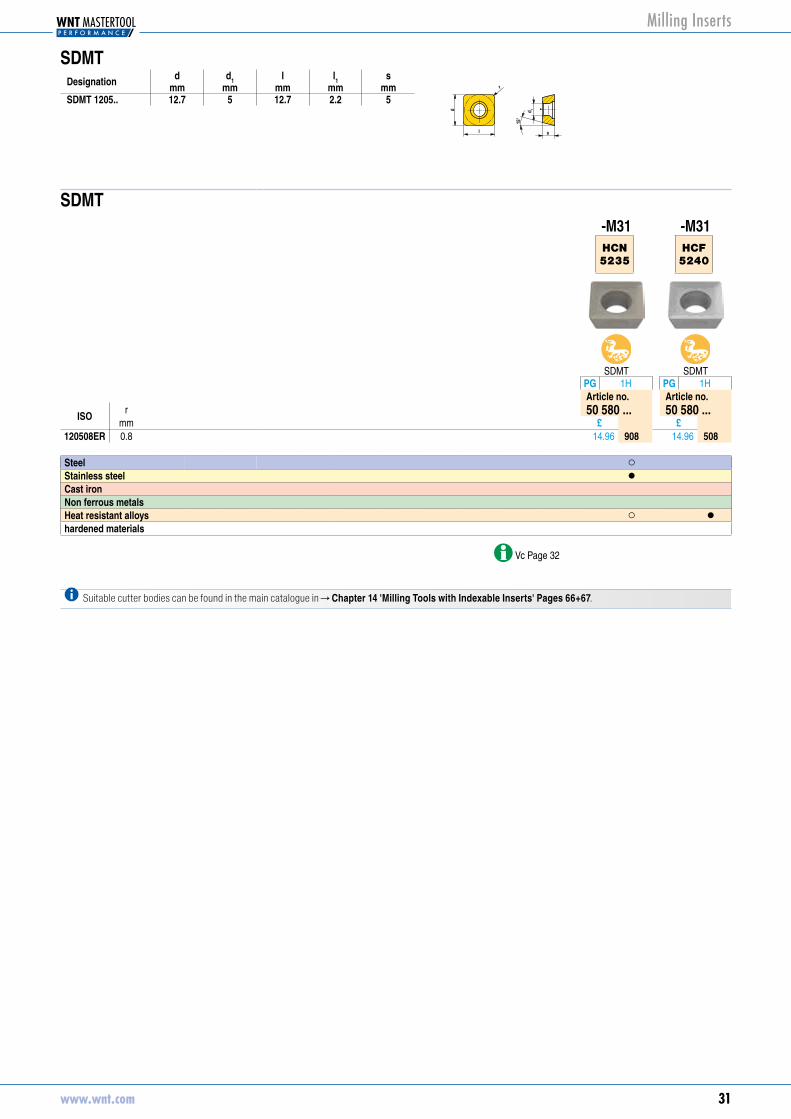
SDMTDesignation d d1 l l1 s
mm mm mm mm mmSDMT 1205.. 12.7 5 12.7 2.2 5
d
l
d 1
r
s
15°
SDMT-M31 -M31HCN 5235
HCF 5240
SDMT SDMTPG 1H PG 1HArticle no. Article no.
ISO r 50 580 ... 50 580 ...mm £ £
120508ER 0.8 14.96 50580908 14.96 50580508
Steel ○ Stainless steel ● Cast iron Non ferrous metals Heat resistant alloys ○ ●hardened materials
Vc Page 32
Suitable cutter bodies can be found in the main catalogue in → Chapter 14 'Milling Tools with Indexable Inserts' Pages 66+67.
Milling Inserts

32 www.wnt.com
Cutting Material hard (vc↑) → tough (vc↓)
Index MaterialStrength DCC1210 DCX1220 DPX1225 HCN5235 HCF5240
N/mm² – HB – HRc
P
1.1 General construction steel < 800 N/mm2 320 320 170 300 1601.2 Free cutting steel < 800 N/mm2 400 280 150 250 1301.3 Hardened steel, non alloyed < 800 N/mm2 350 320 170 300 1601.4 Alloyed hardened steel < 1000 N/mm2 330 300 150 280 1401.5 Tempering steel, unalloyed < 850 N/mm2 400 300 150 280 1401.6 Tempering steel, unalloyed < 1000 N/mm2 350 300 150 280 1401.7 Tempering steel, alloyed < 800 N/mm2 280 300 150 280 1401.8 Tempering steel, alloyed < 1300 N/mm2 320 250 120 220 1101.9 Steel castings < 850 N/mm2 250 280 140 250 1301.10 Nitriding steel < 1000 N/mm2 280 300 150 280 1401.11 Nitriding steel < 1200 N/mm2 300 190 100 170 901.12 Roller bearing steel < 1200 N/mm2 300 300 150 280 1401.13 Spring steel < 1200 N/mm2 300 150 280 1401.14 High-speed steel < 1300 N/mm2 150 70 130 701.15 Cold working tool steel < 1300 N/mm2 280 180 90 150 90 1201.16 Hot working tool steel < 1300 N/mm2 280 180 90 150 90 120
M
2.1 Cast steel and sulphured stainless steel < 850 N/mm2 280 1502.2 Stainless steel, ferritic < 750 N/mm2 280 1502.3 Stainless steel, martensitic < 900 N/mm2 280 1502.4 Stainless steel, ferritic / martensitic <1100 N/mm2 280 1102.5 Stainless steel, austenitic / ferritic < 850 N/mm2 200 1102.6 Stainless steel, austenitic < 750 N/mm2 200 1802.7 Heat resistant steel < 1100 N/mm2 110
K
3.1 Grey cast iron with lamellar graphite 100–350 N/mm2 3803.2 Grey cast iron with lamellar graphite 300–500 N/mm2 3003.3 Gray cast iron with spheroidal graphite 300–500 N/mm2 4003.4 Gray cast iron with spheroidal graphite 500–900 N/mm2 3503.5 White malleable cast iron 270–450 N/mm2 3803.6 White malleable cast iron 500–650 N/mm2 2503.7 Black malleable cast iron 300–450 N/mm2 3503.8 Black malleable cast iron 500–800 N/mm2 280
N
4.1 Aluminium (non alloyed, low alloyed) < 350 N/mm2
4.2 Aluminium alloys < 0.5% Si < 500 N/mm2
4.3 Aluminium alloys 0.5-10% Si < 400 N/mm2
4.4 Aluminium alloys 10–15% Si < 400 N/mm2
4.5 Aluminum alloys > 15% Si < 400 N/mm2
4.6 Copper (non alloyed, low alloyed) < 350 N/mm2
4.7 Copper wrought alloys < 700 N/mm2
4.8 Special copper alloys < 200 HB
4.9 Special copper alloys < 300 HB
4.10 Special copper alloys > 300 HB
4.11 Short-chipping brass, bronze, red bronze < 600 N/mm2
4.12 Long-chipping brass < 600 N/mm2
4.13 Thermoplastics
4.14 Duroplastics
4.15 Fibre-reinforced plastics
4.16 Magnesium and magnesium alloys < 850 N/mm2
4.17 Graphite
4.18 Tungsten and tungsten alloys
4.19 Molybdenum and molybdenum alloys
S
5.1 Pure nickel 50 505.2 Nickel alloys 40 505.3 Nickel alloys < 850 N/mm2 40 505.4 Nickel molybdenum alloys 30 405.5 Nickel-chromium alloys < 1300 N/mm2 30 405.6 Cobalt Chrome Alloys < 1300 N/mm2 30 405.7 Heat resistant alloys < 1300 N/mm2 30 405.8 Nickel-cobalt-chromium alloys < 1400 N/mm2 30 405.9 Pure titanium < 900 N/mm2 905.10 Titanium alloys < 700 N/mm2 605.11 Titanium alloys < 1200 N/mm2 60
H
6.1
Tempered steel
< 45 HRc
6.2 46–55HRc
6.3 56–60 HRc 6.4 61–65 HRc 6.5 65–70 HRc
Cutting data appoximate values
Milling Inserts

www.wnt.com 33
existing grades
Stee
l
Stai
nles
s
Cast
iron
Non
ferr
ous
met
als
Heat
resi
stan
t
Stee
l
Stai
nles
s
Cast
iron
Non
ferr
ous
met
als
Heat
resi
stan
t
● ○ ●
● ● ○ ● ○
● ● ●
● ○ ●
● ●
HighFeedDrill C900
The C900 HighFeedDrill has already set new standards in hole machining on a wide range of applications. With the Dragonskin DCX1420 grade there is now a high performance grade of the latest generation, which further increases the performance of the drilling system. With the introduction of the high performance CVD grade DCX1420 it is possible when used in conjunction with the existing PVD grade CCN1430 to combine the advantages of both types of coatings. The combination of tough PVD layer in the center and more wear resistant CVD coating on the peripheral geometry the service life is improved and allows an increase in the cutting speed by up to 30%!
CCN1430
DCX1420
One for all! - CCN1430 universal broadband grade, now available for the Polydrill
CWN1435
CWP40
CWN40
CWX25
CCN1430
WUX4415
Advantages/Benefits ĉ No more confusion! ĉ Optimized high feed geometry ĉ Universal application for maximum flexibility and
ease of use ĉ Optimum combination of toughness and wear resistance ĉ Identical insert for the center & peripheral cutting edge
C900 - small diameter Available now in Ø
ĉ 12 mm ĉ 12.5 mm ĉ 13 mm ĉ 13.5 mm
Indexable insert drilling

34 www.wnt.com
HighFeedDrill – Indexable insert drill C900
≤ 2xD
d1
l3
l1
d2
d3
l4
PG 2BArticle no.
d1 d3 d2 h6 l1 l3 l4 10 852 ...Designation mm mm mm mm mm mm Insert £
C900.2D.120.R.03 12.0 28 20 90 24 40 SONT 031804 201.75 10852120C900.2D.125.R.03 12.5 28 20 91 25 41 SONT 031804 201.75 10852125C900.2D.130.R.03 13.0 28 20 92 26 42 SONT 031804 201.75 10852130C900.2D.135.R.03 13.5 28 20 93 27 43 SONT 031804 201.75 10852135
HighFeedDrill – Indexable insert drill C900
≤ 3xD
d1
l3
l1
d2
d3
l4
PG 2BArticle no.
d1 d3 d2 h6 l1 l3 l4 10 853 ...Designation mm mm mm mm mm mm Insert £
C900.3D.120.R.03 12.0 28 20 102 36.0 52 SONT 031804 214.91 10853120C900.3D.125.R.03 12.5 28 20 104 37.5 54 SONT 031804 214.91 10853125C900.3D.130.R.03 13.0 28 20 105 39.0 55 SONT 031804 214.91 10853130C900.3D.135.R.03 13.5 28 20 107 40.5 57 SONT 031804 214.91 10853135
PG Y7 PG 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...d1 £ £12 - 13,5 T06 - IP 11.73 80950123 M1,8x3,6 - IP 3.08 70950862
Additional diameters can be found in the main catalogue→ Chapter 03 'Indexable insert drilling'.
Indexable insert drilling

www.wnt.com 35
HighFeedDrill – Indexable insert drill C900
≤ 4xD
d1
l3
l1
d2
d3
l4
PG 2BArticle no.
d1 d3 d2 h6 l1 l3 l4 10 854 ...Designation mm mm mm mm mm mm Insert £
C900.4D.120.R.03 12 28 20 114 48 64 SONT 031804 296.49 10854120C900.4D.130.R.03 13 28 20 118 52 68 SONT 031804 296.49 10854130
HighFeedDrill – Indexable insert drill C900
≤ 5xD
d1
l3
l1
d2
d3
l4
PG 2BArticle no.
d1 d3 d2 h6 l1 l3 l4 10 855 ...Designation mm mm mm mm mm mm Insert £
C900.5D.120.R.03 12 28 20 126 60 76 SONT 031804 354.39 10855120C900.5D.130.R.03 13 28 20 131 65 81 SONT 031804 354.39 10855130
PG Y7 PG 2A
Key D Clamping screw
Article no. Article no.Spare parts 80 950 ... 70 950 ...d1 £ £12 - 13 T06 - IP 11.73 80950123 M1,8x3,6 - IP 3.08 70950862
Additional diameters can be found in the main catalogue→ Chapter 03 'Indexable insert drilling'.
Indexable insert drilling

36 www.wnt.com
SONTDesignation l s d1 d
mm mm mm mmSONT 0421.. 4.2 2.1 2.25 4.6SONT 0318.. 4.3 1.8 2.10 5.4SONT 0523.. 4.8 2.3 2.25 5.3SONT 0625.. 5.5 2.5 2.50 5.9SONT 0729.. 6.1 2.9 2.50 6.5SONT 0833.. 7.3 3.3 2.90 7.7SONT 0938.. 8.5 3.8 3.50 8.9SONT 1044.. 9.6 4.4 4.10 10.1SONT 1248.. 11.0 4.8 4.10 11.6SONT 1350.. 12.2 5.0 5.30 13.0SONT 1553.. 14.4 5.3 5.30 15.2SONT 1756.. 16.7 5.6 5.30 17.5
s
8°
d1
l
r
d
SONT-M30 -M30DCX 1420
CCN 1430
SONT SONTPG 1A PG 1AArticle no. Article no.
ISO r 10 830 ... 10 830 ...mm £ £
031804 0.4 9.82 10830703 1) 9.82 10830103 1)
042105 0.5 11.27 10830704052306 0.6 11.41 10830705062506 0.6 11.61 10830706072907 0.7 11.86 10830707083308 0.8 12.13 10830708093808 0.8 12.41 10830709104408 0.8 13.01 10830710124810 1.0 13.78 10830712135012 1.2 14.59 10830713155312 1.2 16.55 10830715175612 1.2 17.54 10830717
Steel ● ●Stainless steel ○ ●Cast iron ● ○Non ferrous metals ○Heat resistant alloys ○hardened materials
Vc Page 38–42
1) two usable cutting edges
DCX 1420 is recommended for use only on the peripheral cutting edge!
Indexable insert drilling

www.wnt.com 37
XOMT / WCGTDesignation l s d1 d
mm mm mm mmXOMT 0202.. 3.37 2.3 2.25 5.5XOMT 0302.. 3.97 2.5 2.50 6.0WCGT 0302.. 3.97 2.5 2.50 6.0XOMT 0503.. 5.29 3.0 2.80 8.0WCGT 0503.. 5.29 3.0 2.80 8.0XOMT 0603.. 6.62 3.0 4.00 10.0WCGT 0603.. 6.62 3.0 4.00 10.0XOMT 07T3.. 7.94 3.8 4.40 12.0WCGT 07T3.. 7.94 3.8 4.40 12.0
d 1
l
d
sr
84°
8°
XOMT / WCGT
CCN 1430
WUX 4415
XOMT WCGTPG 1A PG 1AArticle no. Article no.
ISO r 10 814 ... 10 812 ...mm £ £
020204SN 0.4 9.73 10814098030204FN 0.4 11.95 10812650030204SN 0.4 9.73 10814100050304FN 0.4 12.41 10812652050304SN 0.4 10.10 10814102060304FN 0.4 12.50 10812654060304SN 0.4 10.75 1081410407T304FN 0.4 14.18 1081265607T304SN 0.4 11.30 10814106
Steel ● Stainless steel ● Cast iron ○ Non ferrous metals ○ ●Heat resistant alloys ○ ○hardened materials
Vc Page 43
Suitable drill bodies can be found in the main catalogue → Chapter 03 'Indexable insert drilling' Pages 13-15.
Indexable insert drilling

38 www.wnt.com
Index Material Strength Material number Material designation Material
number Material designation Material number Material designation
N/mm² / HB / HRC
P
1.1 General construction steel < 800 N/mm2 1.0402 EN3B
1.2 Free cutting steel < 800 N/mm2 1.0711 EN1A
1.3 Hardened steel, non alloyed < 800 N/mm2 1.0401 EN32C
1.4 Alloyed hardened steel < 1000 N/mm2 1.7325 25 CD4
1.5 Tempering steel, unalloyed < 850 N/mm2 1.5752 EN36 1.0535 EN9
1.6 Tempering steel, unalloyed < 1000 N/mm2 1.6582 EN24
1.7 Tempering steel, alloyed < 800 N/mm2 1.7225 EN19
1.8 Tempering steel, alloyed < 1300 N/mm2 1.8515 EN40B
1.9 Steel castings < 850 N/mm2 0.9650 G-X 260 Cr 27 1.6750 GS-20 NiCrMo 3.7 1.6582 GS-34 CrNiMo 6
1.10 Nitriding steel < 1000 N/mm2 1.8509 EN41B
1.11 Nitriding steel < 1200 N/mm2 1.1186 EN8 1.1160 EN14A
1.12 Roller bearing steel < 1200 N/mm2 1.3505 534A99
1.13 Spring steel < 1200 N/mm2 EN45 EN47 EN43
1.14 High-speed steel < 1300 N/mm2 1.3343 M2 1.3249 M34
1.15 Cold working tool steel < 1300 N/mm2 1.2379 D2 1.2311 P20
1.16 Hot working tool steel < 1300 N/mm2 1.2344 H13
M
2.1 Cast steel and sulphured stainless steel < 850 N/mm2 1.4581 318
2.2 Stainless steel, ferritic < 750 N/mm2 1.4000 403
2.3 Stainless steel, martensitic < 900 N/mm2 1.4057 EN57
2.4 Stainless steel, ferritic / martensitic <1100 N/mm2 1.4028 EN56B
2.5 Stainless steel, austenitic / ferritic < 850 N/mm2 1.4542 17-4PH
2.6 Stainless steel, austenitic < 750 N/mm2 1.4305 303 1.4401 316 1.4301 304
2.7 Heat resistant steel < 1100 N/mm2 1.4876 Incoloy 800
K
3.1 Grey cast iron with lamellar graphite 100–350 N/mm2 0.6015 Grade 150 0.6020 Grade 220 0.6025 Grade 260
3.2 Grey cast iron with lamellar graphite 300–500 N/mm2 0.6030 Grade 300 0.6035 Grade 350 0.6040 Grade 400
3.3 Gray cast iron with spheroidal graphite 300–500 N/mm2 0.7040 SG 400-12 0.7043 SG 370-17 0.7050 SG 500-7
3.4 Gray cast iron with spheroidal graphite 500–900 N/mm2 0.7060 SG 600-3 0.7070 SG 700-2 0.7080 SG 800-2
3.5 White malleable cast iron 270–450 N/mm2 0.8035 GTW-35 0.8045 GTW-45
3.6 White malleable cast iron 500–650 N/mm2 0.8055 GTW-55 0.8065 GTW-65
3.7 Black malleable cast iron 300–450 N/mm2 0.8135 GTS-35 0.8145 GTS-45
3.8 Black malleable cast iron 500–800 N/mm2 0.8155 GTS-55 0.8170 GTS-70
N
4.1 Aluminium (non alloyed, low alloyed) < 350 N/mm2 3.0255 1050 A 3.0275 1070 A 3.0285 1080 A (A8)
4.2 Aluminium alloys < 0.5% Si < 500 N/mm2 3.1325 2017 A (AU4G) 3.4335 7005 (AZ5G) 3.4365 7075 (AZ5GU)
4.3 Aluminium alloy 0,5 - 10% Si < 400 N/mm2 3.2315 A- G S1 3.2373 A-S9 G 3.2151 A-S 6 U4
4.4 Aluminium alloys 10 - 15% Si < 400 N/mm2 3.2581 A-S12 3.2583 A-S12 U
4.5 Aluminum alloys > 15% Si < 400 N/mm2 A-S18 A-S17 U4
4.6 Copper (non alloyed, low alloyed) < 350 N/mm2 2.0040 Cu-c1 2.0060 Cu-a1 2.0090 Cu-b1
4.7 Copper wrought alloys < 700 N/mm2 2.1247 Cub2 (Berylium Copper) 2.0855 CuN2S (Nickel Copper) 2.1310 CU-Fe2P
4.8 Special copper alloys < 200 HB 2.0916 Cu-A5 2.1525 Cu-S3 M Ampco 8 (Cu-A6Fe2)
4.9 Special copper alloys < 300 HB 2.0978 Cu-Al11 Fe5 Ni5) Ampco 18 (Cu- A10 Fe3)
4.10 Special copper alloys > 300 HB 2.1247 Cu Be2 Ampco M4
4.11 Short-chipping brass, bronze, red bronze < 600 N/mm2 2.0331 Cu Zn36 Pb1,5 2.0380 Cu Zn39 Pb2 (Ms 56) 2.0410 Cu Zn44 Pb2
4.12 Long-chipping brass < 600 N/mm2 2.0335 Cu Zn 36 (Ms63) 2.1293 Cu Cr1 Zr
4.13 Thermoplastics PE PVC PS Polystyrene Plexiglas
4.14 Duroplastics PF Bakelite Pertinax
4.15 Fibre-reinforced plastics Carbon Fibre Fibreglass Aramid Fibre (Kevlar)
4.16 Magnesium and magnesium alloys < 850 N/mm2 3.5812 Mg A7 Z1 3.5662 Mg A9 3.5105 Mg Tr3 Z2 Zn 1
4.17 Graphite R8500X R8650 Technograph 15
4.18 Tungsten and tungsten alloys W-Ni Fe (Densimet) W- Ni Cu (Inermet) Denal
4.19 Molybdenum and molybdenum alloys TZM MHQ Mo W
S
5.1 Pure nickel 2.4066 Ni99 (Nickel 200) 2.4068 Lc Ni99 (Nickel 201)
5.2 Nickel alloys 1.3912 Fe-Ni36 (Invar) 1.3917 Fe -Ni42 (N42) 1.3922 Fe-Ni48 (N48)
5.3 Nickel alloys < 850 N/mm2 2.4375 Ni Cu30 Al (Monel K500) 2.4360 Ni Cu30Fe (Monel 400) 2.4668
5.4 Nickel molybdenum alloys 2.4600 Ni Mo30Cr2 (Hastelloy B4) 2.4617 Ni Mo28 (Hastelloy B2) 2.4819 Ni Mo16Cr16 Hastell. C276
5.5 Nickel-chromium alloys < 1300 N/mm2 2.4951 Ni Cr20TiAl (Nimonic 80A) 2.4858 Ni Cr21Mo (Inconel 825) 2.4856 Ni Cr22Mo9Nb Inconel 625
5.6 Cobalt Chrome Alloys < 1300 N/mm2 2.4964 Co Cr20 W15 Ni10 Co Cr20 Ni16 Mo7 Co Cr28 Mo 6
5.7 Heat resistant alloys < 1300 N/mm2 1.4718 Z45 C S 9-3 1.4747 Z80 CSN 20-02 1.4845 Z12 CN 25-20
5.8 Nickel-cobalt-chromium alloys < 1400 N/mm2 2.4851 Ni Cr23Fe (Inconel 601) 2.4668 Ni Cr19NbMo (Inconel 718) 2.4602 Ni Cr21Mo14 Hastelloy C22
5.9 Pure titanium < 900 N/mm2 3.7025 T35 (Titanium Grade 1) 3.7034 T40 (Titanium Grade 2) 3.7064 T60 (Titanium Grade 4)
5.10 Titanium alloys < 700 N/mm2 T-A6-Nb7 (367) T-A5-Sn2-Mo4-Cr4 (Ti17) T-A3-V2,5 (Gr18)
5.11 Titanium alloys < 1200 N/mm2 3.7165 T-A6-V4 (Ta6V) T-A4-3V-Mo2-Fe2 (SP700) T-A5-Sn1-Zr1-V1-Mo (Gr32)
H
6.1
Tempered steel
< 45 HRC
6.2 46–55HRC
6.3 56–60 HRC
6.4 61–65 HRC
6.5
Material examples referring to the WNT cutting data tables
Indexable insert drilling

www.wnt.com 39
2xD
IndexDCX1420 CCN1430 Ø 12–15,5 Ø 16–17,5 Ø 18–20,5 Ø 21–23,5 Ø 24–27,5 Ø 28–32 Ø 32,5–36,5 Ø 37–41 Ø 41,5–46 Ø 46,5–63
mm mm mm mm mm mm mm mm mm mm
vc in m/min. f in (mm/U)1.1 240–390 200–300 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.2 240–390 200–300 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.3 190–310 180–280 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.4 190–310 180–280 0,04–0,13 0,04–0,14 0,05–0,15 0,05–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,21 0,10–0,23 0,10–0,231.5 190–310 180–280 0,04–0,15 0,04–0,15 0,05–0,16 0,05–0,17 0,06–0,19 0,06–0,21 0,06–0,21 0,08–0,22 0,08–0,22 0,09–0,261.6 170–290 160–250 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.7 180–280 150–220 0,04–0,17 0,05–0,18 0,05–0,20 0,06–0,22 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,27 0,10–0,30 0,10–0,321.8 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,291.9 170–280 130–200 0,04–0,17 0,05–0,18 0,05–0,20 0,06–0,22 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,27 0,10–0,30 0,10–0,321.10 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.11 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.12 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.13 170–280 130–200 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.14 170–280 130–200 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.15 120–200 100–160 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.16 120–200 100–160 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,302.1 140–230 100–180 0,04–0,11 0,04–0,12 0,05–0,15 0,06–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,22 0,10–0,22 0,10–0,222.2 140–230 100–180 0,04–0,11 0,04–0,12 0,05–0,15 0,06–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,22 0,10–0,22 0,10–0,222.3 100–180 0,04–0,12 0,04–0,13 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,18 0,06–0,18 0,09–0,23 0,10–0,23 0,10–0,232.4 80–140 0,04–0,12 0,04–0,13 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,18 0,06–0,18 0,09–0,23 0,10–0,23 0,10–0,232.5 80–140 0,04–0,10 0,04–0,11 0,05–0,13 0,05–0,14 0,05–0,15 0,05–0,15 0,05–0,16 0,08–0,20 0,08–0,20 0,08–0,202.6 140–230 100–160 0,04–0,11 0,04–0,12 0,05–0,14 0,05–0,15 0,06–0,15 0,06–0,16 0,06–0,17 0,10–0,22 0,10–0,22 0,10–0,222.7 80–140 0,04–0,10 0,04–0,11 0,05–0,13 0,05–0,14 0,05–0,15 0,05–0,15 0,05–0,16 0,08–0,20 0,08–0,20 0,08–0,203.1 190–310 120–200 0,07–0,20 0,07–0,22 0,08–0,24 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.2 170–290 100–180 0,07–0,19 0,07–0,20 0,08–0,22 0,10–0,24 0,1–0,26 0,1–0,26 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,323.3 190–310 120–200 0,07–0,20 0,07–0,20 0,08–0,22 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,323.4 170–290 100–180 0,07–0,18 0,07–0,18 0,08–0,20 0,10–0,23 0,1–0,25 0,1–0,25 0,1–0,25 0,10–0,27 0,10–0,27 0,10–0,293.5 140–230 80–160 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.6 130–210 70–150 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.7 140–230 80–160 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.8 130–210 70–150 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,344.1 150–500 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.2 150–450 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.3 150–350 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.4 150–300 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.54.6 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.7 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.8 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.9 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.10 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.11 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,25 0,10–0,25 0,10–0,254.12 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,25 0,10–0,25 0,10–0,254.134.14 50–150 0,04–0,09 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,124.15 50–140 0,06–0,14 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,16 0,10–0,16 0,10–0,18 0,10–0,18 0,10–0,184.164.174.184.195.1 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.2 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.3 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.4 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.5 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.6 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.7 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.8 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.9 40–100 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.10 40–80 0,04–0,10 0,04–0,10 0,07–0,10 0,05–0,12 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,16 0,08–0,16 0,08–0,185.11 40–80 0,04–0,10 0,04–0,10 0,07–0,10 0,05–0,12 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,16 0,08–0,16 0,08–0,186.16.26.36.46.5
Cutting data for HighFeedDrill C900 indexable insert drill
During the drilling operation on through holes a sharp disk will be produced. Safety precautions must be observed. A safety guard has to be provided as protection.
In order to ensure efficient chip evacuation, coolant pressure must be at least 5 bar. Optimum pressure is > 15 bar.
Indexable insert drilling

40 www.wnt.com
3xD
IndexDCX1420 CCN1430 Ø 12–15,5 Ø 16–17,5 Ø 18–20,5 Ø 21–23,5 Ø 24–27,5 Ø 28–32 Ø 32,5–36,5 Ø 37–41 Ø 41,5–46 Ø 46,5–63
mm mm mm mm mm mm mm mm mm mm
vc in m/min. f in (mm/U)1.1 240–390 200–300 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.2 240–390 200–300 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.3 190–310 180–280 0,04–0,16 0,04–0,17 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.4 190–310 180–280 0,04–0,13 0,04–0,14 0,05–0,15 0,05–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,21 0,10–0,23 0,10–0,231.5 190–310 180–280 0,04–0,15 0,04–0,15 0,05–0,16 0,05–0,17 0,06–0,19 0,06–0,21 0,06–0,21 0,08–0,22 0,08–0,22 0,09–0,241.6 170–290 160–250 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,22 0,07–0,24 0,07–0,24 0,10–0,25 0,10–0,27 0,10–0,291.7 180–280 150–220 0,04–0,17 0,05–0,18 0,05–0,20 0,06–0,22 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,27 0,10–0,30 0,10–0,321.8 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,291.9 170–280 130–200 0,04–0,17 0,05–0,18 0,05–0,20 0,06–0,22 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,27 0,10–0,30 0,10–0,321.10 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.11 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.12 170–280 130–200 0,04–0,15 0,05–0,16 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,08–0,25 0,09–0,27 0,10–0,291.13 170–280 130–200 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.14 170–280 130–200 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.15 120–200 100–160 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,301.16 120–200 100–160 0,04–0,16 0,05–0,17 0,05–0,18 0,06–0,20 0,07–0,23 0,07–0,25 0,07–0,25 0,10–0,25 0,10–0,27 0,10–0,302.1 140–230 100–180 0,04–0,11 0,04–0,12 0,05–0,15 0,06–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,22 0,10–0,22 0,10–0,222.2 140–230 100–180 0,04–0,11 0,04–0,12 0,05–0,15 0,06–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,10–0,22 0,10–0,22 0,10–0,222.3 100–180 0,04–0,12 0,04–0,13 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,18 0,06–0,18 0,09–0,23 0,10–0,23 0,10–0,232.4 80–140 0,04–0,12 0,04–0,13 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,18 0,06–0,18 0,09–0,23 0,10–0,23 0,10–0,232.5 80–140 0,04–0,10 0,04–0,11 0,05–0,13 0,05–0,14 0,05–0,15 0,05–0,15 0,05–0,16 0,08–0,20 0,08–0,20 0,08–0,202.6 140–230 100–160 0,04–0,11 0,04–0,12 0,05–0,14 0,05–0,15 0,06–0,15 0,06–0,16 0,06–0,17 0,10–0,22 0,10–0,22 0,10–0,222.7 80–140 0,04–0,10 0,04–0,11 0,05–0,13 0,05–0,14 0,05–0,15 0,05–0,15 0,05–0,16 0,08–0,20 0,08–0,20 0,08–0,203.1 190–310 120–200 0,07–0,20 0,07–0,22 0,08–0,24 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.2 170–290 100–180 0,07–0,19 0,07–0,20 0,08–0,22 0,10–0,24 0,1–0,26 0,1–0,26 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,323.3 190–310 120–200 0,07–0,20 0,07–0,20 0,08–0,22 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,323.4 170–290 100–180 0,07–0,18 0,07–0,18 0,08–0,20 0,10–0,23 0,1–0,25 0,1–0,25 0,1–0,25 0,10–0,27 0,10–0,27 0,10–0,293.5 140–230 80–160 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.6 130–210 70–150 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.7 140–230 80–160 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,343.8 130–210 70–150 0,07–0,19 0,07–0,20 0,08–0,21 0,10–0,25 0,1–0,28 0,1–0,28 0,1–0,30 0,10–0,32 0,10–0,32 0,10–0,344.1 150–500 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.2 150–450 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.3 150–350 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.4 150–300 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.54.6 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.7 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.8 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.9 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.10 150–300 0,06–0,13 0,07–0,16 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,19 0,10–0,19 0,10–0,194.11 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,25 0,10–0,25 0,10–0,254.12 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,25 0,10–0,25 0,10–0,254.134.14 50–150 0,04–0,09 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,124.15 50–140 0,06–0,14 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,16 0,10–0,16 0,10–0,18 0,10–0,18 0,10–0,184.164.174.184.195.1 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.2 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.3 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.4 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.5 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.6 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.7 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.8 20–80 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.9 40–100 0,03–0,07 0,04–0,08 0,04–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,06–0,155.10 40–80 0,04–0,10 0,04–0,10 0,07–0,10 0,05–0,12 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,16 0,08–0,16 0,08–0,185.11 40–80 0,04–0,10 0,04–0,10 0,07–0,10 0,05–0,12 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,16 0,08–0,16 0,08–0,186.16.26.36.46.5
During the drilling operation on through holes a sharp disk will be produced. Safety precautions must be observed. A safety guard has to be provided as protection.
In order to ensure efficient chip evacuation, coolant pressure must be at least 5 bar. Optimum pressure is > 15 bar.
Cutting data for HighFeedDrill C900 indexable insert drill
Indexable insert drilling

www.wnt.com 41
4xD
IndexDCX1420 CCN1430 Ø 12–15,5 Ø 16–17,5 Ø 18–20 Ø 21–23 Ø 24–27 Ø 28–32 Ø 33–36 Ø 37–41 Ø 41,5–46 Ø 46,5–54
mm mm mm mm mm mm mm mm mm mm
vc in m/min. f in (mm/U)1.1 240–390 200–300 0,04–0,14 0,04–0,15 0,05–0,16 0,06–0,18 0,07–0,20 0,07–0,22 0,07–0,22 0,07–0,23 0,07–0,23 0,08–0,251.2 240–390 200–300 0,04–0,14 0,04–0,15 0,05–0,16 0,06–0,18 0,07–0,20 0,07–0,22 0,07–0,22 0,07–0,23 0,07–0,23 0,08–0,251.3 190–310 180–280 0,04–0,14 0,04–0,15 0,05–0,16 0,06–0,18 0,07–0,20 0,07–0,22 0,07–0,22 0,07–0,23 0,07–0,23 0,08–0,251.4 190–310 180–280 0,04–0,11 0,04–0,12 0,05–0,12 0,05–0,13 0,06–0,15 0,06–0,17 0,06–0,17 0,06–0,17 0,06–0,17 0,07–0,171.5 190–310 180–280 0,04–0,13 0,04–0,14 0,05–0,14 0,05–0,15 0,06–0,17 0,06–0,19 0,06–0,19 0,06–0,20 0,06–0,20 0,07–0,221.6 170–290 160–250 0,04–0,14 0,04–0,15 0,05–0,16 0,06–0,18 0,07–0,20 0,07–0,22 0,07–0,22 0,07–0,23 0,07–0,23 0,08–0,251.7 180–280 150–220 0,04–0,17 0,04–0,18 0,05–0,18 0,06–0,20 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,24 0,07–0,24 0,08–0,261.8 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,17 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.9 170–280 130–200 0,04–0,17 0,04–0,18 0,05–0,18 0,06–0,20 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,24 0,07–0,24 0,08–0,261.10 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,17 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.11 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,17 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.12 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,17 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.13 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,17 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.14 170–280 130–200 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,18 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.15 120–200 100–160 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,18 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,251.16 120–200 100–160 0,04–0,14 0,04–0,15 0,05–0,15 0,06–0,18 0,07–0,20 0,07–0,23 0,07–0,23 0,07–0,23 0,07–0,23 0,08–0,252.1 140–230 100–180 0,04–0,10 0,04–0,10 0,05–0,12 0,06–0,12 0,06–0,15 0,06–0,17 0,06–0,17 0,08–0,20 0,08–0,20 0,08–0,202.2 140–230 100–180 0,04–0,10 0,04–0,10 0,05–0,12 0,06–0,12 0,06–0,15 0,06–0,17 0,06–0,17 0,08–0,20 0,08–0,20 0,08–0,202.3 100–180 0,04–0,12 0,04–0,12 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,16 0,06–0,16 0,08–0,22 0,08–0,22 0,08–0,222.4 80–140 0,04–0,12 0,04–0,12 0,05–0,15 0,05–0,16 0,05–0,18 0,06–0,16 0,06–0,16 0,08–0,22 0,08–0,22 0,08–0,222.5 80–140 0,04–0,10 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,13 0,05–0,13 0,05–0,13 0,07–0,16 0,07–0,16 0,07–0,162.6 140–230 100–160 0,04–0,10 0,04–0,10 0,05–0,12 0,05–0,13 0,06–0,13 0,06–0,14 0,06–0,14 0,08–0,20 0,08–0,20 0,08–0,202.7 80–140 0,04–0,10 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,13 0,05–0,13 0,05–0,13 0,07–0,16 0,07–0,16 0,07–0,163.1 190–310 120–200 0,07–0,18 0,07–0,20 0,08–0,22 0,10–0,24 0,1–0,25 0,1–0,25 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,303.2 170–290 100–180 0,07–0,17 0,07–0,18 0,08–0,20 0,10–0,22 0,1–0,25 0,1–0,25 0,1–0,27 0,10–0,29 0,10–0,29 0,10–0,293.3 190–310 120–200 0,07–0,18 0,07–0,18 0,08–0,20 0,10–0,24 0,1–0,26 0,1–0,26 0,1–0,26 0,10–0,28 0,10–0,28 0,10–0,283.4 170–290 100–180 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,22 0,1–0,22 0,1–0,22 0,1–0,23 0,10–0,25 0,10–0,25 0,10–0,253.5 140–230 80–160 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,22 0,1–0,25 0,1–0,25 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,303.6 130–210 70–150 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,22 0,1–0,25 0,1–0,25 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,303.7 140–230 80–160 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,22 0,1–0,25 0,1–0,25 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,303.8 130–210 70–150 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,22 0,1–0,25 0,1–0,25 0,1–0,28 0,10–0,30 0,10–0,30 0,10–0,304.1 150–500 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,17 0,10–0,17 0,10–0,17 0,10–0,17 0,10–0,174.2 150–450 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.3 150–350 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.4 150–300 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,20 0,10–0,20 0,10–0,204.54.6 150–300 0,06–0,13 0,07–0,14 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.7 150–300 0,06–0,13 0,07–0,14 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.8 150–300 0,06–0,13 0,07–0,14 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.9 150–300 0,06–0,13 0,07–0,14 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.10 150–300 0,06–0,13 0,07–0,14 0,08–0,15 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,18 0,10–0,18 0,10–0,184.11 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,224.12 150–300 0,06–0,15 0,07–0,16 0,08–0,18 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,224.134.14 50–150 0,04–0,09 0,04–0,10 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,12 0,05–0,124.15 50–140 0,06–0,14 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,16 0,10–0,16 0,10–0,16 0,10–0,18 0,10–0,18 0,10–0,184.164.174.184.195.1 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.2 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.3 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.4 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.5 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.6 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.7 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.8 20–80 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.9 40–100 0,03–0,07 0,04–0,07 0,04–0,07 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,105.10 40–80 0,04–0,10 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,06–0,15 0,07–0,15 0,07–0,15 0,07–0,15 0,07–0,155.11 40–80 0,04–0,10 0,04–0,10 0,05–0,10 0,05–0,12 0,05–0,12 0,06–0,15 0,07–0,15 0,07–0,15 0,07–0,15 0,07–0,156.16.26.36.46.5
Cutting data for HighFeedDrill C900 indexable insert drill
When using a fixed tool and rotating workpiece on through holes a sharp disk will be produced. Safety precautions must be observed. A safety guard has to be provided as protection against flying chips.
In order to ensure efficient chip evacuation, coolant pressure must be at least 5 bar. Optimum pressure is > 15 bar.
Indexable insert drilling

42 www.wnt.com
5xD
IndexDCX1420 CCN1430 Ø 12–15,5 Ø 16–17,5 Ø 18–20 Ø 21–23 Ø 24–27 Ø 28–32 Ø 33–36 Ø 37–41
mm mm mm mm mm mm mm mm
vc in m/min. f in (mm/U)1.1 240–390 200–300 0,04–0,12 0,04–0,12 0,05–0,12 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,231.2 240–390 200–300 0,04–0,12 0,04–0,12 0,05–0,12 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,231.3 190–310 180–280 0,04–0,12 0,04–0,12 0,05–0,12 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,231.4 190–310 180–280 0,04–0,09 0,04–0,09 0,04–0,08 0,04–0,10 0,06–0,12 0,06–0,14 0,06–0,14 0,08–0,171.5 190–310 180–280 0,04–0,10 0,04–0,10 0,05–0,10 0,05–0,12 0,06–0,14 0,06–0,16 0,06–0,16 0,08–0,201.6 170–290 160–250 0,04–0,10 0,04–0,12 0,05–0,12 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,231.7 180–280 150–220 0,04–0,15 0,04–0,15 0,05–0,15 0,05–0,17 0,07–0,18 0,08–0,20 0,08–0,20 0,10–0,251.8 170–280 130–200 0,04–0,13 0,04–0,14 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,231.9 170–280 130–200 0,04–0,15 0,04–0,16 0,05–0,15 0,05–0,17 0,07–0,18 0,08–0,20 0,08–0,20 0,10–0,251.10 170–280 130–200 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.11 170–280 130–200 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.12 170–280 130–200 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.13 170–280 130–200 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.14 170–280 130–200 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.15 120–200 100–160 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,251.16 120–200 100–160 0,04–0,12 0,04–0,13 0,05–0,13 0,05–0,15 0,07–0,17 0,08–0,19 0,08–0,19 0,10–0,252.1 140–230 100–180 0,04–0,09 0,04–0,09 0,04–0,08 0,04–0,10 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,182.2 140–230 100–180 0,04–0,09 0,04–0,09 0,04–0,08 0,04–0,10 0,06–0,12 0,07–0,15 0,07–0,15 0,08–0,182.3 100–180 0,04–0,11 0,04–0,11 0,04–0,13 0,05–0,15 0,05–0,16 0,06–0,16 0,06–0,16 0,08–0,202.4 80–140 0,04–0,11 0,04–0,11 0,04–0,13 0,05–0,15 0,05–0,16 0,06–0,16 0,06–0,16 0,08–0,202.5 80–140 0,04–0,08 0,04–0,08 0,04–0,09 0,05–0,11 0,05–0,12 0,05–0,12 0,05–0,12 0,08–0,152.6 140–230 100–160 0,04–0,09 0,04–0,09 0,04–0,09 0,05–0,11 0,05–0,12 0,05–0,12 0,05–0,12 0,08–0,162.7 80–140 0,04–0,08 0,04–0,08 0,04–0,09 0,05–0,11 0,05–0,12 0,05–0,12 0,05–0,12 0,08–0,153.1 190–310 120–200 0,07–0,18 0,07–0,20 0,08–0,22 0,10–0,23 0,10–0,25 0,10–0,25 0,10–0,25 0,10–0,253.2 170–290 100–180 0,07–0,17 0,07–0,18 0,08–0,18 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,223.3 190–310 120–200 0,07–0,18 0,07–0,18 0,08–0,18 0,10–0,23 0,10–0,25 0,10–0,25 0,10–0,25 0,10–0,253.4 170–290 100–180 0,07–0,17 0,07–0,18 0,08–0,16 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,223.5 140–230 80–160 0,07–0,17 0,07–0,18 0,08–0,16 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,223.6 130–210 70–150 0,07–0,17 0,07–0,18 0,08–0,16 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,223.7 140–230 80–160 0,07–0,17 0,07–0,18 0,08–0,16 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,223.8 130–210 70–150 0,07–0,17 0,07–0,18 0,08–0,16 0,10–0,20 0,10–0,22 0,10–0,22 0,10–0,22 0,10–0,224.1 150–500 0,06–0,12 0,07–0,14 0,08–0,15 0,10–0,16 0,10–0,16 0,10–0,17 0,10–0,17 0,10–0,174.2 150–450 0,06–0,12 0,07–0,14 0,08–0,14 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,194.3 150–350 0,06–0,12 0,07–0,14 0,08–0,14 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,194.4 150–300 0,06–0,12 0,07–0,14 0,08–0,14 0,10–0,18 0,10–0,18 0,10–0,19 0,10–0,19 0,10–0,194.54.6 150–300 0,06–0,13 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,174.7 150–300 0,06–0,13 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,174.8 150–300 0,06–0,13 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,174.9 150–300 0,06–0,13 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,174.10 150–300 0,06–0,13 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,17 0,10–0,17 0,10–0,174.11 150–300 0,06–0,15 0,07–0,16 0,08–0,16 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,204.12 150–300 0,06–0,15 0,07–0,16 0,08–0,16 0,10–0,18 0,10–0,18 0,10–0,20 0,10–0,20 0,10–0,204.134.14 50–150 0,04–0,09 0,04–0,10 0,04–0,08 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,10 0,05–0,104.15 50–140 0,06–0,14 0,07–0,14 0,08–0,14 0,10–0,15 0,10–0,15 0,10–0,15 0,10–0,15 0,10–0,154.164.174.184.195.1 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.2 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.3 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.4 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.5 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.6 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.7 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.8 20–80 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.9 40–100 0,03–0,06 0,04–0,06 0,04–0,06 0,04–0,06 0,04–0,07 0,05–0,08 0,05–0,08 0,05–0,095.10 40–80 0,04–0,08 0,04–0,08 0,04–0,08 0,05–0,11 0,05–0,11 0,06–0,12 0,07–0,12 0,07–0,125.11 40–80 0,04–0,08 0,04–0,08 0,04–0,08 0,05–0,11 0,05–0,11 0,06–0,12 0,07–0,12 0,07–0,126.16.26.36.46.5
Cutting data for HighFeedDrill C900 indexable insert drill
When using a fixed tool and rotating workpiece on through holes a sharp disk will be produced. Safety precautions must be observed. A safety guard has to be provided as protection against flying chips.
In order to ensure efficient chip evacuation, coolant pressure must be at least 5 bar. Optimum pressure is > 15 bar.
Indexable insert drilling

www.wnt.com 43
IndexCCN1430 WUX4415 Ø 14–17,5 Ø 18–23,5 Ø 24–29 Ø 30–36 Ø 37–41 Ø 42–53
mm mm mm mm mm mm
vc in m/min. Nominal feed rate f in mm/U in relation to the diameter*1.1 200–300 0,05 0,08 0,10 0,14 0,17 0,231.2 200–300 0,05 0,08 0,10 0,14 0,17 0,231.3 180–280 0,05 0,08 0,10 0,14 0,17 0,231.4 180–280 0,05 0,09 0,12 0,16 0,18 0,201.5 180–280 0,05 0,09 0,12 0,16 0,18 0,201.6 160–250 0,05 0,09 0,12 0,16 0,18 0,201.7 150–220 0,05 0,09 0,12 0,16 0,18 0,201.8 130–200 0,05 0,09 0,12 0,16 0,18 0,201.9 130–200 0,05 0,09 0,12 0,16 0,18 0,201.10 130–200 0,05 0,09 0,12 0,16 0,18 0,201.11 130–200 0,05 0,09 0,12 0,16 0,18 0,201.12 130–200 0,05 0,09 0,12 0,16 0,18 0,201.13 130–200 0,05 0,09 0,12 0,16 0,18 0,201.14 130–200 0,05 0,09 0,12 0,16 0,18 0,201.15 100–160 0,05 0,09 0,12 0,16 0,18 0,201.16 100–160 0,05 0,09 0,12 0,16 0,18 0,202.1 100–180 0,05 0,09 0,12 0,16 0,18 0,182.2 100–180 0,05 0,09 0,12 0,16 0,18 0,182.3 100–180 0,05 0,10 0,14 0,18 0,20 0,212.4 80–140 0,05 0,10 0,14 0,18 0,20 0,212.5 80–140 0,05 0,09 0,12 0,16 0,18 0,182.6 100–160 0,05 0,09 0,12 0,16 0,18 0,182.7 80–140 0,05 0,09 0,12 0,16 0,18 0,183.1 120–200 0,06 0,11 0,16 0,20 0,23 0,253.2 100–180 0,06 0,11 0,16 0,20 0,23 0,253.3 120–200 0,06 0,12 0,16 0,20 0,22 0,233.4 100–180 0,06 0,12 0,16 0,20 0,22 0,233.5 80–160 0,06 0,11 0,16 0,20 0,23 0,253.6 70–150 0,06 0,11 0,16 0,20 0,23 0,253.7 80–160 0,06 0,11 0,16 0,20 0,23 0,253.8 70–150 0,06 0,11 0,16 0,20 0,23 0,254.1 150–500 200–500 0,10 0,15 0,21 0,24 0,264.2 150–450 200–500 0,10 0,15 0,21 0,24 0,264.3 150–350 200–500 0,10 0,15 0,21 0,24 0,264.4 150–300 200–500 0,10 0,15 0,21 0,24 0,264.5 200–500 0,10 0,15 0,21 0,24 0,264.6 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.7 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.8 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.9 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.10 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.11 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.12 150–300 180–240 0,05 0,11 0,16 0,21 0,23 0,254.13 50–180 0,04 0,07 0,10 0,14 0,17 0,194.14 50–150 50–180 0,04 0,07 0,10 0,14 0,17 0,194.15 50–140 50–150 0,04 0,07 0,10 0,14 0,17 0,194.164.174.18 50–80 0,04 0,06 0,09 0,12 0,14 0,184.19 100–140 0,04 0,06 0,09 0,12 0,14 0,185.1 20–80 0,04 0,07 0,09 0,11 0,13 0,145.2 20–80 0,04 0,07 0,09 0,11 0,13 0,145.3 20–80 0,04 0,07 0,09 0,11 0,13 0,145.4 20–80 0,04 0,07 0,09 0,11 0,13 0,145.5 20–80 0,04 0,07 0,09 0,11 0,13 0,145.6 20–80 0,04 0,07 0,09 0,11 0,13 0,145.7 20–80 0,04 0,07 0,09 0,11 0,13 0,145.8 20–80 0,04 0,07 0,09 0,11 0,13 0,145.9 40–100 40–120 0,04 0,08 0,10 0,14 0,16 0,195.10 40–80 40–100 0,04 0,08 0,10 0,14 0,16 0,195.11 40–80 40–100 0,04 0,07 0,09 0,11 0,13 0,146.16.26.36.46.5
* The nominal feed rate applies for tools 2 / 3 / 4 x D and can be adapted according to the conditions by ± 20%.
During the drilling operation on through holes a sharp disk will be produced. Safety precautions must be observed. A safety guard has to be provided as protection.
Cutting data appoximate values for PolyDrill insert drill
Indexable insert drilling

2TOTAL TOOLING = QUALITY x SERVICE
01/2
016
- 99
022
0019
3
www.wnt.com




![Wear of diamond-coated cutting tool inserts upon … 20 03.pdf · 69 Processing and Application of Ceramics 7 [2] (2013) 69–72 Wear of diamond-coated cutting tool inserts upon machining](https://static.fdocuments.net/doc/165x107/5afcc7bd7f8b9a444f8c8fdd/wear-of-diamond-coated-cutting-tool-inserts-upon-20-03pdf69-processing-and.jpg)













