
MODULARYZACJA KONSTRUKCJI W TECHNOLOGII … · W technologii głębokiego wiercenia otworów...
5
Technologia i Automatyzacja Montażu 2/2011 51 MODULARYZACJA KONSTRUKCJI W TECHNOLOGII GŁĘBOKIEGO WIERCENIA OTWORÓW WIERTŁAMI LUFOWYMI Kazimierz RYCHLIK, Maciej JASTRZĘBSKI, Mirosław BRAMOWICZ Jednostki obróbkowe stosowane do głębokiego wier- cenia otworów wiertłami lufowymi posiadają charaktery- styczną budowę. Mimo że konfiguracja jednostki może się zmieniać zależnie od zadania technologicznego, to główne zespoły występujące w jednostce mają zbliżo- ną budowę, pełniąc podobne zadania. W tradycyjnej konstrukcji jednostki do głębokiego wiercenia otworów (rys. 1) można wyróżnić: – zespół wrzecionowy (wrzeciennik), – zespół posuwowy, – wiertnik (studzienka), – zestaw narzędziowy (wiertło, oprawka narzędziowa), – podtrzymka, – zestaw uszczelniająco-prowadzący. Rys. 1. Jednostka obróbkowa do głębokiego wiercenia otworów wiertłami lufowymi: 1 – zespół wrzecionowy (wrzeciennik), 2 – zespół posuwowy, 3 – wiertnik (studzienka), 4 – zestaw narzę- dziowy (wiertło, oprawka narzędziowa), 5 – podtrzymka, 6 – ze- staw uszczelniająco-prowadzący [4] Zespół wrzecionowy (rys. 1 poz. 1) w jednostce do głębokiego wiercenia otworów służy do nadania ruchu obrotowego narzędzia. Konstrukcja zespołu wrzecio- nowego przewiduje zwykle możliwość doprowadzenia czynnika chłodząco-smarującego przez oś wrzeciona za pomocą specjalnego złącza obrotowego. W niektórych przypadkach dla doprowadzenia czynnika chłodząco- -smarującego wykorzystuje się także przystawki mon- towane na czole wrzeciona, co znajduje zastosowanie w rozwiązaniach wrzecion z automatyczną wymianą na- rzędzi. Rozwiązanie to niestety obniża sztywność układu wrzeciennik-narzędzie. Przykładem wrzeciennika speł- niającego wymagania dla wiercenia głębokich otworów są wrzecienniki wiertarskie JUT SK40 i JUT SK50 opra- cowane i wykonywane przez Zakład Obrabiarek i Tech- nologii Montażu IMBiGS. Zespół posuwowy (rys. 1 poz. 2) służy do nadania narzędziu ruchu posuwistego. Zależnie od zastosowa- nej kinematyki obrabiarki w niektórych przypadkach ze- spół posuwowy może także służyć do przemieszczania obrabianego przedmiotu. Głównym zadaniem zespołu posuwowego jest przemieszczanie wrzeciennika wraz z narzędziem z określonymi parametrami ruchu. Praca zespołu posuwowego (rys. 2) odbywa się ze zmienny- mi parametrami w odpowiednich fazach pracy jednostki zmiennych w punktach granicznych: – faza I – droga technologiczna ustawienia i wymiany narzędzia, – faza II – wolne wejście narzędzia w przedmiot (po- czątek obróbki), – faza III – praca właściwa narzędzia (dla otworów przelotowych w pkt 4 następuje zmiana parametrów pracy i powolne wyjście narzędzia z obrabianego przedmiotu), – faza IV – szybkie wycofanie narzędzia na pozycję wyjściową. Punkty graniczne: 1 – pozycja jednostki do wymiany narzędzia, 2 – pozycja gotowości jednostki do pracy, 3 i 4 – pozycja zmiany parametrów pracy, 5 – pozycja krańcowa. Rys. 2. Fazy i punkty graniczne cyklu obróbkowego dla techno- logii głębokiego wiercenia otworów wiertłami lufowymi [3] W związku z tym zespół posuwowy musi charaktery- zować się możliwością zmiany parametrów pracy oraz stabilnością zadanej wartości posuwu. Wiertnik (rys. 1 poz. 3) jest zespołem jednostki do głębokiego wiercenia otworów wykonywanym w postaci specjalnej skrzynki i spełniającym następujące zadania [8]: – prowadzenie ostrza wiertła w początkowej fazie ob- róbki, – skuteczne odprowadzenie czynnika chłodząco-sma- rującego oraz wiórów na zewnątrz obrabiarki. W korpusie wiertnika następuje rozładowanie wysokie-
Transcript of MODULARYZACJA KONSTRUKCJI W TECHNOLOGII … · W technologii głębokiego wiercenia otworów...
TechnologiaiAutomatyzacjaMontażu2/2011
51
MODULARYZACJA KONSTRUKCJI W TECHNOLOGII GŁĘBOKIEGO WIERCENIA
OTWORÓW WIERTŁAMI LUFOWYMI Kazimierz RYCHLIK, Maciej JASTRZĘBSKI, Mirosław BRAMOWICZ
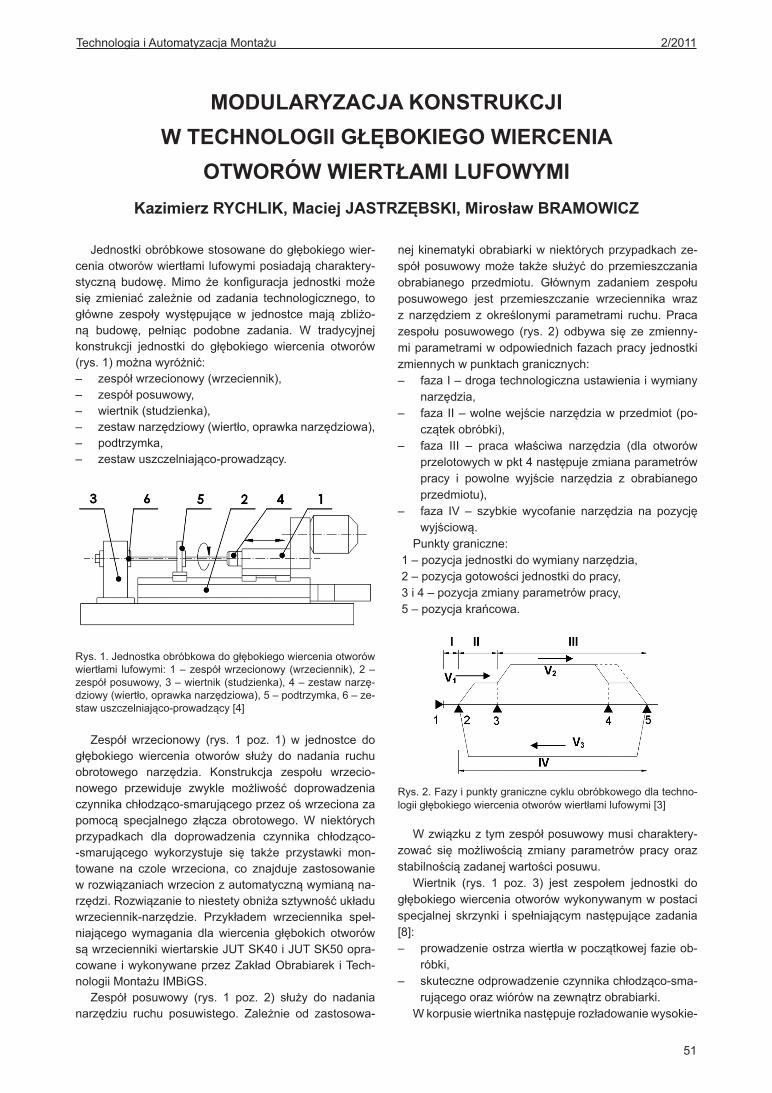
Jednostkiobróbkowestosowanedogłębokiegowier-ceniaotworówwiertłamilufowymiposiadającharaktery-styczną budowę.Mimo że konfiguracja jednostkimożesię zmieniać zależnie od zadania technologicznego, togłówne zespoły występujące w jednostce mają zbliżo-ną budowę, pełniąc podobne zadania. W tradycyjnejkonstrukcji jednostki do głębokiego wiercenia otworów (rys.1)możnawyróżnić: – zespółwrzecionowy(wrzeciennik), – zespółposuwowy, – wiertnik(studzienka), – zestawnarzędziowy(wiertło,oprawkanarzędziowa), – podtrzymka, – zestawuszczelniająco-prowadzący.
Rys.1.Jednostkaobróbkowadogłębokiegowierceniaotworówwiertłami lufowymi:1–zespółwrzecionowy(wrzeciennik),2–zespółposuwowy,3–wiertnik(studzienka),4–zestawnarzę-dziowy(wiertło,oprawkanarzędziowa),5–podtrzymka,6–ze-stawuszczelniająco-prowadzący[4]
Zespół wrzecionowy (rys. 1 poz. 1) w jednostce dogłębokiego wiercenia otworów służy do nadania ruchuobrotowego narzędzia. Konstrukcja zespołu wrzecio-nowego przewiduje zwykle możliwość doprowadzeniaczynnikachłodząco-smarującegoprzezośwrzecionazapomocą specjalnego złącza obrotowego.W niektórychprzypadkach dla doprowadzenia czynnika chłodząco--smarującego wykorzystuje się także przystawki mon-towane na czole wrzeciona, co znajduje zastosowanie wrozwiązaniachwrzecionzautomatycznąwymianąna-rzędzi.Rozwiązanietoniestetyobniżasztywnośćukładuwrzeciennik-narzędzie. Przykładem wrzeciennika speł-niającegowymagania dlawiercenia głębokich otworówsąwrzeciennikiwiertarskieJUTSK40iJUTSK50opra-cowaneiwykonywaneprzezZakładObrabiarek iTech-nologiiMontażuIMBiGS.
Zespół posuwowy (rys. 1 poz. 2) służy do nadanianarzędziu ruchu posuwistego. Zależnie od zastosowa-
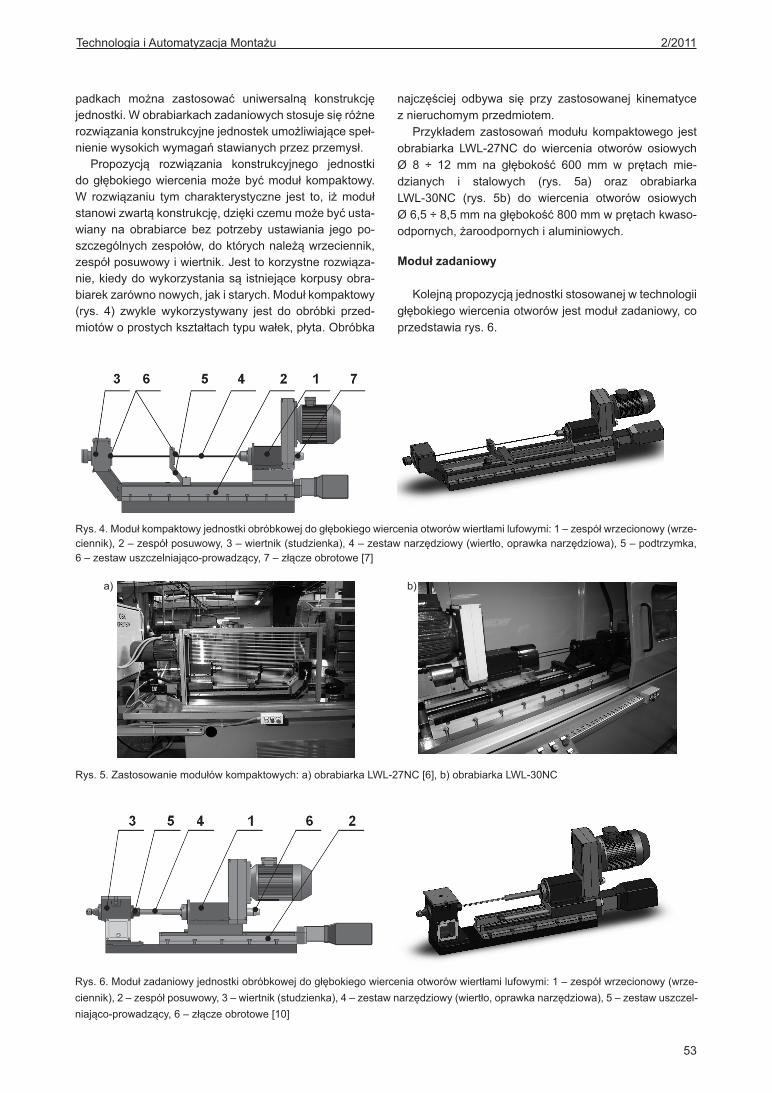
nejkinematykiobrabiarkiwniektórychprzypadkachze-spółposuwowymoże takżesłużyćdoprzemieszczaniaobrabianego przedmiotu. Głównym zadaniem zespołuposuwowego jest przemieszczanie wrzeciennika wrazz narzędziem z określonymi parametrami ruchu.Pracazespołu posuwowego (rys. 2) odbywa się ze zmienny-miparametramiwodpowiednichfazachpracyjednostkizmiennychwpunktachgranicznych: – fazaI–drogatechnologicznaustawieniaiwymiany
narzędzia, – fazaII–wolnewejścienarzędziawprzedmiot (po-
czątekobróbki), – faza III – praca właściwa narzędzia (dla otworów
przelotowychwpkt4następujezmianaparametrówpracy i powolne wyjście narzędzia z obrabianegoprzedmiotu),
– faza IV – szybkie wycofanie narzędzia na pozycjęwyjściową.
Punktygraniczne:1–pozycjajednostkidowymianynarzędzia,2–pozycjagotowościjednostkidopracy,3i4–pozycjazmianyparametrówpracy,5–pozycjakrańcowa.
Rys.2.Fazyipunktygranicznecykluobróbkowegodlatechno-logiigłębokiegowierceniaotworówwiertłamilufowymi[3]
Wzwiązkuztymzespółposuwowymusicharaktery-zować sięmożliwością zmiany parametrów pracy orazstabilnościązadanejwartościposuwu.
Wiertnik (rys. 1 poz. 3) jest zespołem jednostki dogłębokiegowierceniaotworówwykonywanymwpostacispecjalnej skrzynki i spełniającymnastępujące zadania[8]: – prowadzenieostrzawiertławpoczątkowejfazieob-
róbki, – skuteczneodprowadzenieczynnikachłodząco-sma-
rującegoorazwiórównazewnątrzobrabiarki.Wkorpusiewiertnikanastępujerozładowaniewysokie-

2/2011TechnologiaiAutomatyzacjaMontażu
52
gociśnieniaczynnikachłodząco-smarującegoorazsku-mulowanie wiórów odprowadzanych ze strefy obróbki,któredalejspłukiwanesądorynnyodpływowej.Zwykledo spłukiwaniawiórówwykorzystywany jest dodatkowystrumień czynnika chłodząco-smarującegoumożliwiają-cyciągłąpracęniezależnieod fazypracy jednostki lubzestawujednostek.
Wiertnik zawszeumieszczany jestpomiędzyuchwy-temmocującymobrabianyprzedmiotawrzeciennikiem.W korpusie wrzeciennika mocowane są zawsze dwaspecjalne zestawy spełniające określone zadania tech-nologiczne: – specjalnyzestawztulejkąprowadząco-uszczelniają-
cąwiertłolufoweodstronyprzedmiotuobrabianego, – zestawzpierścieniemprowadząco-uszczelniającym
wiertłoodstronywrzecionajednostkiwiertarskiej.Zestaw z tulejką prowadząco-uszczelniającą wiertło
lufoweodstronyprzedmiotuobrabianegojestzestawemzłożonymkonstrukcyjnie,gdyżwjegoskładwchodzipre-cyzyjnatulejkaprowadzącawiertło.Zależnieodzastoso-wanejkinematykiobrabiarkiobsadatulejkimożebyćsta-łalubruchoma.Ruchomaobsadatulejki(rys.3)posiadabardziejzłożonąkonstrukcję.
Rys. 3.Ruchomaobsada tulejkiwiertarskiej: 1 – tulejkawier-tarska, 2 – pokrywa zamykająca, 3 – tuleja centrująco-do-ciskająca, 4 – sprężyna dociskowa, 5 – tuleja łożyskowa, 6–pierścieńdystansowy,7–łożysko,8–nakrętka,9–korpusobsady
Dodatkowymwyposażeniemjednostkidogłębokiegowierceniaotworówjestpodtrzymkawiertła(rys.1poz.5).Zespółtenstosowanyjesttylkowtedy,kiedywiertłowy-magadodatkowegopodparciadlauzyskaniaokreślonejsztywnościwiertła.Wniektórychprzypadkachspecjalnakonstrukcjaoprawkinarzędziowejumożliwiazastąpieniefunkcjipodtrzymki.Przypadektenjednakjestograniczo-nygabarytamiwiertnika.
Tradycyjnakonstrukcjapodtrzymkiumożliwiajejprze-mieszczaniesięwrazzruchemwrzeciennika.Specjalnymechanizmumożliwianastawienieskokupodtrzymkiijejautomatycznypowrótpowywierceniuotworu.Ruchpod-trzymkizwyklerealizowanyjestnatychsamychprowad-nicach,poktórychporuszasięwrzeciennik.Zależnieodkonstrukcjiorazdługościiśrednicyzastosowanegowier-tłamożebyćzastosowanychnawetkilkapodtrzymek[1].
Modularyzacja konstrukcji w technologii głębokiego wiercenia otworów
WZakładzieObrabiarekiTechnologiiMontażuInsty-tutuMechanizacjiBudownictwaiGórnictwaSkalnegoodwielulatrealizowanajestgrupaprojektówbadawczo-roz-wojowych ukierunkowanych na zastosowania praktycz-ne w przemyśle.W ramach współpracy z przemysłem i w odpowiedzi nawyraźne zapotrzebowanie na grupęobrabiarekzadaniowychprzeznaczonychdogłębokiegowierceniaotworówzostałyopracowaneiwdrożonespe-cjalne konstrukcje obrabiarek zadaniowych. Obrabiarkidogłębokiegowierceniaotworówmogąbyćbudowanew różnych konfiguracjach zależnie od przedstawionychzałożeń konstrukcyjnych i wymagań technologicznych.Podstawowakonfiguracjaobrabiarkizakładazastosowa-niegłównychzespołówcharakterystycznychdlatechno-logiigłębokiegowiercenia,doktórychnależą: – jednostkaobróbkowa, – układchłodzeniaiodwiórowania.Obrabiarki do głębokiego wiercenia otworów zwykle
mająbardzozłożonąbudowę,aichwykonaniejestkosz-towne.Ichuniwersalnośćpowoduje,żesąwyposażonewjednąjednostkęobróbkową.Umożliwiatołatwezapro-gramowanie cyklu pracy obrabiarki, jednak wydajnośćobróbki jestwyłącznie zależnaod liczbywrzecionorazzastosowanych parametrów technologicznych. Para-metry technologicznedlawierteł lufowychokreślanesą wzależności od średnicwierconychotworóworazma-teriału przedmiotu obrabianego. Prędkości skrawaniadlaprzedmiotówwykonanychzestaliwynosząVc =40÷ 120m/min,zaśposuwnaobrótfn=0,003÷0,1mm[1].
W technologii głębokiegowierceniaotworówwiertła-mi lufowymidlaosiągnięciadużychwydajnościproduk-cji stosuje się zwykle modułową budowę obrabiarek.Rozwiązanie to umożliwia konfigurowanie obrabiarkiz równoległych modułów obróbkowych. Każdy modułmożewykonywaćjednakowyzabiegwiercenia,np.wier-cić otwory osiowo na jednakową głębokośćw prętach. Zzastosowaniemodpowiedniegooprzyrządowania(spe-cjalne uchwytymocujące)można natomiast realizowaćróżnezabiegiwierceniadlajednegoprzedmiotu,stosującprzekładanieprzedmiotu(ręcznelubautomatyczne)mię-dzyuchwytami.Modułowabudowaobrabiarekdogłębo-kiegowiercenia stosowana jest głównie dla obrabiarekzadaniowych,wykonującychzałożonezabiegitechnolo-gicznewokreślonychprzedmiotach.Dodatkowouchwytymuszą być przystosowane do szerokiego asortymentuprzedmiotówpodobnych, dla których czasyprzezbroje-niauchwytumusząbyćjaknajkrótsze.Wymaganiatakiepowodują konieczność stosowania specjalnych uchwy-tówmocującychozłożonejbudowie.
Moduł kompaktowy
Jednostki obróbkowe, jak wcześniej wspomniano,mogąbyćkonfigurowanewobrabiarcezależnieodza-daniatechnologicznego.Niewewszystkichjednakprzy-
TechnologiaiAutomatyzacjaMontażu2/2011
53
padkach można zastosować uniwersalną konstrukcjęjednostki.Wobrabiarkachzadaniowychstosujesięróżnerozwiązaniakonstrukcyjnejednostekumożliwiającespeł-nieniewysokichwymagaństawianychprzezprzemysł.
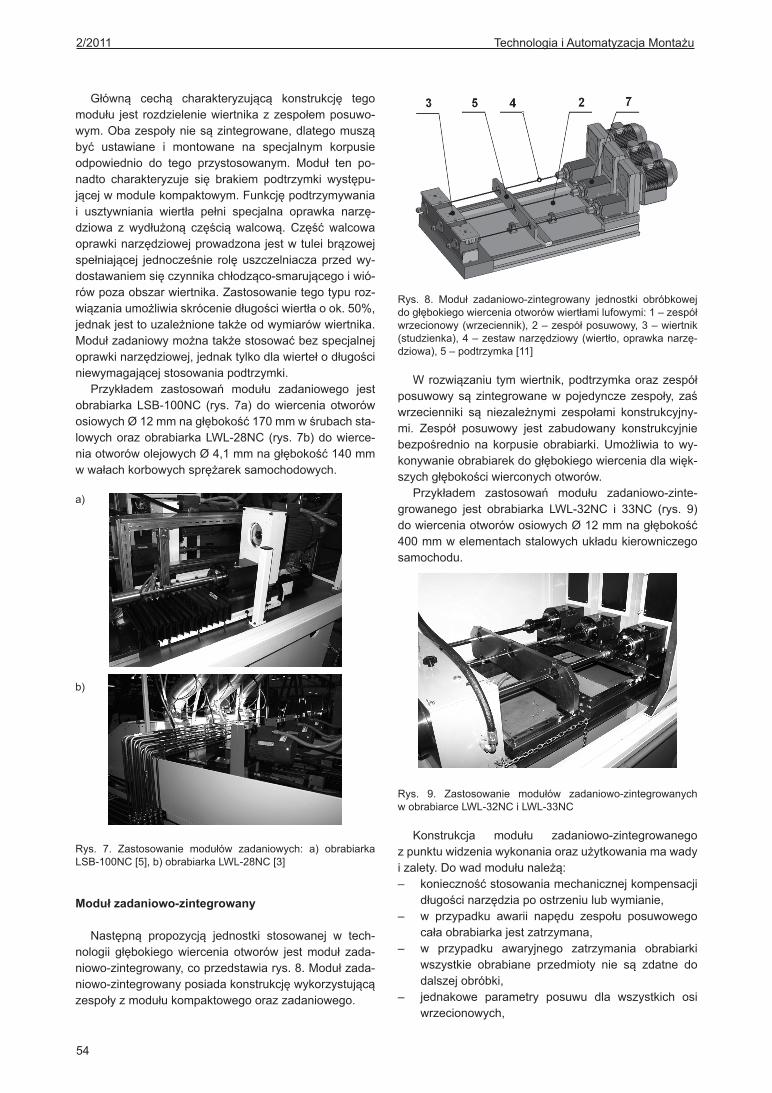
Propozycją rozwiązania konstrukcyjnego jednostkidogłębokiegowierceniamożebyćmodułkompaktowy. W rozwiązaniu tym charakterystyczne jest to, iżmodułstanowizwartąkonstrukcję,dziękiczemumożebyćusta-wiany na obrabiarce bez potrzeby ustawiania jego po-szczególnychzespołów,doktórychnależąwrzeciennik,zespółposuwowyiwiertnik.Jesttokorzystnerozwiąza-nie,kiedydowykorzystaniasą istniejącekorpusyobra-biarekzarównonowych,jakistarych.Modułkompaktowy(rys. 4) zwykle wykorzystywany jest do obróbki przed-miotówoprostychkształtachtypuwałek,płyta.Obróbka
najczęściej odbywa się przy zastosowanej kinematyce znieruchomymprzedmiotem.
Przykłademzastosowańmodułu kompaktowego jestobrabiarka LWL-27NC do wiercenia otworów osiowych Ø 8 ÷ 12 mm na głębokość 600 mm w prętach mie-dzianych i stalowych (rys. 5a) oraz obrabiarka LWL-30NC (rys. 5b) do wiercenia otworów osiowych Ø6,5÷8,5mmnagłębokość800mmwprętachkwaso-odpornych,żaroodpornychialuminiowych.
Moduł zadaniowy
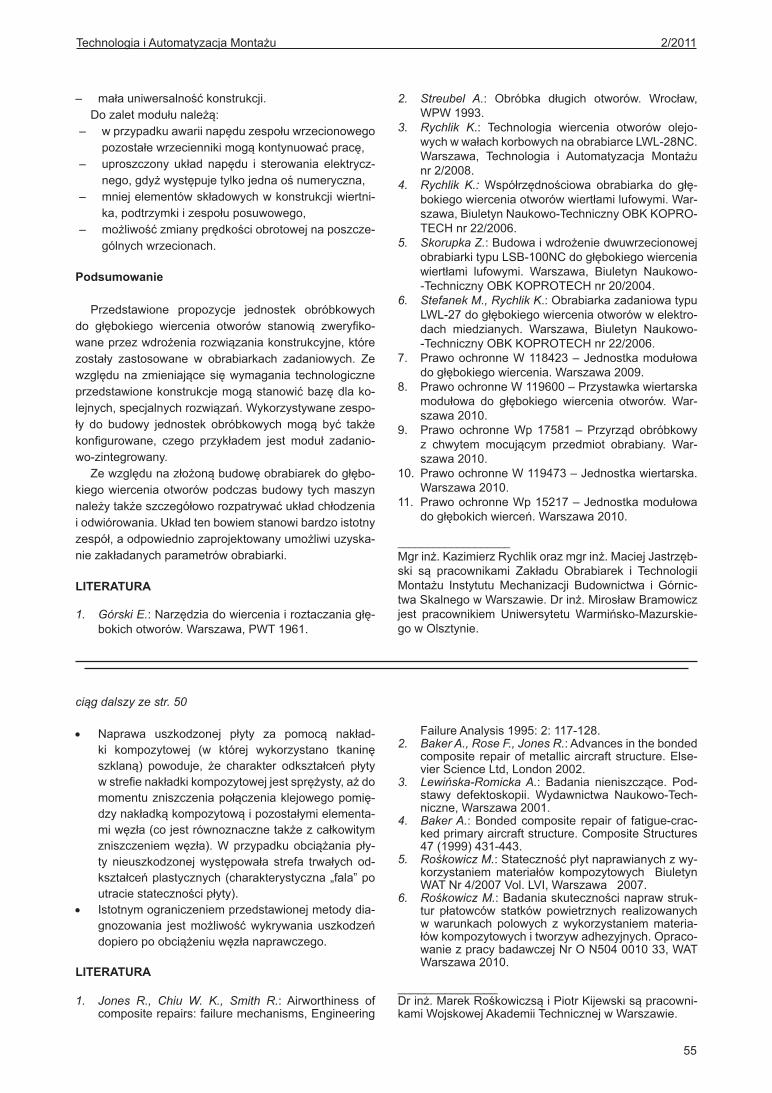
Kolejnąpropozycjąjednostkistosowanejwtechnologiigłębokiegowierceniaotworówjestmodułzadaniowy,coprzedstawiarys.6.
Rys.4.Modułkompaktowyjednostkiobróbkowejdogłębokiegowierceniaotworówwiertłamilufowymi:1–zespółwrzecionowy(wrze-ciennik),2–zespółposuwowy,3–wiertnik(studzienka),4–zestawnarzędziowy(wiertło,oprawkanarzędziowa),5–podtrzymka,6–zestawuszczelniająco-prowadzący,7–złączeobrotowe[7]
Rys.5.Zastosowaniemodułówkompaktowych:a)obrabiarkaLWL-27NC[6],b)obrabiarkaLWL-30NC
Rys.6.Modułzadaniowyjednostkiobróbkowejdogłębokiegowierceniaotworówwiertłamilufowymi:1–zespółwrzecionowy(wrze-ciennik),2–zespółposuwowy,3–wiertnik(studzienka),4–zestawnarzędziowy(wiertło,oprawkanarzędziowa),5–zestawuszczel-niająco-prowadzący,6–złączeobrotowe[10]
a) b)
2/2011TechnologiaiAutomatyzacjaMontażu
54
Główną cechą charakteryzującą konstrukcję tegomodułu jest rozdzieleniewiertnikazzespołemposuwo-wym.Obazespołyniesązintegrowane,dlategomusząbyć ustawiane i montowane na specjalnym korpusieodpowiednio do tego przystosowanym. Moduł ten po-nadto charakteryzuje się brakiem podtrzymki występu-jącejwmodulekompaktowym.Funkcjępodtrzymywania i usztywniania wiertła pełni specjalna oprawka narzę-dziowa zwydłużoną częściąwalcową. Częśćwalcowaoprawkinarzędziowejprowadzonajestwtuleibrązowejspełniającej jednocześnie rolęuszczelniaczaprzedwy-dostawaniemsięczynnikachłodząco-smarującegoiwió-rówpozaobszarwiertnika.Zastosowanietegotypuroz-wiązaniaumożliwiaskróceniedługościwiertłaook.50%,jednakjesttouzależnionetakżeodwymiarówwiertnika.Modułzadaniowymożnatakżestosowaćbezspecjalnejoprawkinarzędziowej,jednaktylkodlawiertełodługościniewymagającejstosowaniapodtrzymki.
Przykładem zastosowań modułu zadaniowego jestobrabiarka LSB-100NC (rys. 7a) dowiercenia otworówosiowychØ12mmnagłębokość170mmwśrubachsta-lowychorazobrabiarkaLWL-28NC(rys.7b)dowierce-niaotworówolejowychØ4,1mmnagłębokość140mm wwałachkorbowychsprężareksamochodowych.
a)
b)
Rys. 7. Zastosowanie modułów zadaniowych: a) obrabiarkaLSB-100NC[5],b)obrabiarkaLWL-28NC[3]
Moduł zadaniowo-zintegrowany
Następną propozycją jednostki stosowanej w tech-nologii głębokiegowiercenia otworów jestmoduł zada-niowo-zintegrowany,coprzedstawiarys.8.Modułzada-niowo-zintegrowanyposiadakonstrukcjęwykorzystującązespołyzmodułukompaktowegoorazzadaniowego.
Rys. 8. Moduł zadaniowo-zintegrowany jednostki obróbkowejdogłębokiegowierceniaotworówwiertłamilufowymi:1–zespółwrzecionowy(wrzeciennik),2–zespółposuwowy,3–wiertnik(studzienka),4–zestawnarzędziowy(wiertło,oprawkanarzę-dziowa),5–podtrzymka[11]
Wrozwiązaniu tymwiertnik,podtrzymkaorazzespółposuwowysązintegrowanewpojedynczezespoły, zaśwrzecienniki są niezależnymi zespołami konstrukcyjny-mi. Zespół posuwowy jest zabudowany konstrukcyjniebezpośrednio na korpusie obrabiarki.Umożliwia towy-konywanieobrabiarekdogłębokiegowierceniadlawięk-szychgłębokościwierconychotworów.
Przykładem zastosowań modułu zadaniowo-zinte-growanego jest obrabiarka LWL-32NC i 33NC (rys. 9)dowierceniaotworówosiowychØ12mmnagłębokość 400mmwelementachstalowychukładukierowniczegosamochodu.
Rys. 9. Zastosowanie modułów zadaniowo-zintegrowanych wobrabiarceLWL-32NCiLWL-33NC
Konstrukcja modułu zadaniowo-zintegrowanego zpunktuwidzeniawykonaniaorazużytkowaniamawadyizalety.Dowadmodułunależą: – koniecznośćstosowaniamechanicznejkompensacji
długościnarzędziapoostrzeniulubwymianie, – w przypadku awarii napędu zespołu posuwowego
całaobrabiarkajestzatrzymana, – w przypadku awaryjnego zatrzymania obrabiarki
wszystkie obrabiane przedmioty nie są zdatne dodalszejobróbki,
– jednakowe parametry posuwu dla wszystkich osiwrzecionowych,
TechnologiaiAutomatyzacjaMontażu2/2011
55
– małauniwersalnośćkonstrukcji.Dozaletmodułunależą:
– wprzypadkuawariinapęduzespołuwrzecionowegopozostałewrzeciennikimogąkontynuowaćpracę,
– uproszczony układ napędu i sterowania elektrycz-nego,gdyżwystępujetylkojednaośnumeryczna,
– mniejelementówskładowychwkonstrukcjiwiertni-ka,podtrzymkiizespołuposuwowego,
– możliwośćzmianyprędkościobrotowejnaposzcze-gólnych wrzecionach.
Podsumowanie
Przedstawione propozycje jednostek obróbkowychdo głębokiego wiercenia otworów stanowią zweryfiko-waneprzezwdrożeniarozwiązaniakonstrukcyjne,którezostały zastosowane w obrabiarkach zadaniowych. Zewzględunazmieniającesięwymagania technologiczneprzedstawionekonstrukcjemogąstanowićbazędlako-lejnych,specjalnychrozwiązań.Wykorzystywanezespo-ły do budowy jednostek obróbkowychmogą być takżekonfigurowane, czego przykładem jest moduł zadanio-wo-zintegrowany.
Zewzględunazłożonąbudowęobrabiarekdogłębo-kiegowierceniaotworówpodczasbudowytychmaszynnależytakżeszczegółoworozpatrywaćukładchłodzeniaiodwiórowania.Układtenbowiemstanowibardzoistotnyzespół,aodpowiedniozaprojektowanyumożliwiuzyska-niezakładanychparametrówobrabiarki.
LITERATURA
1. Górski E.:Narzędziadowierceniairoztaczaniagłę-bokichotworów.Warszawa,PWT1961.
2. Streubel A.: Obróbka długich otworów. Wrocław,WPW1993.
3. Rychlik K.: Technologia wiercenia otworów olejo-wychwwałachkorbowychnaobrabiarceLWL-28NC.Warszawa, Technologia i Automatyzacja Montażu nr2/2008.
4. Rychlik K.:Współrzędnościowa obrabiarka do głę-bokiegowierceniaotworówwiertłamilufowymi.War-szawa,BiuletynNaukowo-TechnicznyOBKKOPRO-TECHnr22/2006.
5. Skorupka Z.:BudowaiwdrożeniedwuwrzecionowejobrabiarkitypuLSB-100NCdogłębokiegowierceniawiertłami lufowymi. Warszawa, Biuletyn Naukowo--TechnicznyOBKKOPROTECHnr20/2004.
6. Stefanek M., Rychlik K.:ObrabiarkazadaniowatypuLWL-27dogłębokiegowierceniaotworówwelektro-dach miedzianych. Warszawa, Biuletyn Naukowo--TechnicznyOBKKOPROTECHnr22/2006.
7. PrawoochronneW118423–Jednostkamodułowadogłębokiegowiercenia.Warszawa2009.
8. PrawoochronneW119600–Przystawkawiertarskamodułowa do głębokiego wiercenia otworów.War-szawa 2010.
9. PrawoochronneWp17581–Przyrządobróbkowy z chwytem mocującym przedmiot obrabiany. War-szawa 2010.
10. PrawoochronneW119473–Jednostkawiertarska.Warszawa2010.
11. PrawoochronneWp15217–Jednostkamodułowadogłębokichwierceń.Warszawa2010.
___________________Mgrinż.KazimierzRychlikorazmgrinż.MaciejJastrzęb-ski są pracownikami Zakładu Obrabiarek i TechnologiiMontażu InstytutuMechanizacji Budownictwa i Górnic-twaSkalnegowWarszawie.Drinż.MirosławBramowiczjest pracownikiem UniwersytetuWarmińsko-Mazurskie-go w Olsztynie.
ciąg dalszy ze str. 50
• Naprawa uszkodzonej płyty za pomocą nakład-ki kompozytowej (w której wykorzystano tkaninęszklaną) powoduje, że charakter odkształceń płyty wstrefienakładkikompozytowejjestsprężysty,ażdomomentuzniszczeniapołączeniaklejowegopomię-dzynakładkąkompozytowąipozostałymielementa-miwęzła(cojestrównoznacznetakżezcałkowitymzniszczeniemwęzła).Wprzypadkuobciążaniapły-ty nieuszkodzonejwystępowała strefa trwałych od-kształceńplastycznych(charakterystyczna„fala”poutraciestatecznościpłyty).
• Istotnymograniczeniemprzedstawionejmetodydia-gnozowania jestmożliwośćwykrywania uszkodzeńdopieropoobciążeniuwęzłanaprawczego.
LITERATURA
1. Jones R., Chiu W. K., Smith R.: Airworthiness ofcompositerepairs:failuremechanisms,Engineering
FailureAnalysis1995:2:117-128.2. Baker A., Rose F., Jones R.:Advancesinthebonded
composite repairofmetallicaircraftstructure.Else-vierScienceLtd,London2002.
3. Lewińska-Romicka A.: Badania nieniszczące. Pod-stawy defektoskopii. Wydawnictwa Naukowo-Tech-niczne,Warszawa2001.
4. Baker A.:Bondedcomposite repairof fatigue-crac-kedprimaryaircraftstructure.CompositeStructures47(1999)431-443.
5. Rośkowicz M.:Statecznośćpłytnaprawianychzwy-korzystaniemmateriałów kompozytowych BiuletynWATNr4/2007Vol.LVI,Warszawa2007.
6. Rośkowicz M.:Badaniaskutecznościnaprawstruk-tur płatowców statków powietrznych realizowanychwwarunkach polowych zwykorzystaniemmateria-łówkompozytowychitworzywadhezyjnych.Opraco-waniezpracybadawczejNrON504001033,WATWarszawa2010.
_______________Drinż.MarekRośkowiczsąiPiotrKijewskisąpracowni-kamiWojskowejAkademiiTechnicznejwWarszawie.


















