Modelling Vacuum Infusion

of 72
-
Upload
grantstephens2 -
Category
Documents
-
view
216 -
download
0
Transcript of Modelling Vacuum Infusion
-
7/29/2019 Modelling Vacuum Infusion
1/72
University of Pretoria
School of Engineering, the Built Environment and
Information Technology
Department of Mechanical and Aeronautical Engineering
MSC 422
2011
Modelling the Vacuum Infusion Process
Final Report
Grant Stephens
Student Number 27040713
Supervisor: Dr N Wilke
-
7/29/2019 Modelling Vacuum Infusion
2/72
Modelling the Vacuum Infusion Process Abstract
University of Pretoria - MSC 422 Page i
Abstract
The purpose of this project was to model the vacuum infusion process mathematically and compare
this to the real world solution. The process is derived for one and a half dimensions, thus it shows the flow as well
as height from which other factors like fibre volume fraction can be found. This is needed to determine the strength
of a composite.
The presented model uses the finite element method with a backwards difference approximation for
time to calculate the height in the preform. This has been implemented in a mathematical solver and the height is
then compared to the actual results obtained in experiments.
The comparison shows some difference in the results gained experimentally and from the model.
These differences are explained and possible changes to the experiments are suggested to gain better results.
-
7/29/2019 Modelling Vacuum Infusion
3/72
Modelling the Vacuum Infusion Process Abstract
University of Pretoria - MSC 422 Page ii
Table of Contents
Abstract .................................................................................................................................................... i
List of Tables .......................................................................................................................................... v
List of Figures ........................................................................................................................................ vi
List of Code Extracts ........................................................................................................................... vii
List of Symbols .................................................................................................................................... viii
Glossary of Terminologies .................................................................................................................... x
1. Introduction .................................................................................................................................. 1
2. Scope of Work .............................................................................................................................. 2
2.1. Theoretical Aspect ............................................................................................................... 2
2.2. Practical Aspect ................................................................................................................... 2
3. Literature Study ............................................................................................................................ 3
3.1. Background .......................................................................................................................... 3
3.2. Process Description ............................................................................................................. 3
3.3. History .................................................................................................................................. 4
3.4. Model Constants .................................................................................................................. 5
3.4.1.Permeability ............................................................................................................... 5
3.4.2.Viscosity ..................................................................................................................... 6
3.4.3.Fibre Compaction ...................................................................................................... 6
3.4.4.Relaxation .................................................................................................................. 7
3.4.5.Resin .......................................................................................................................... 7
3.5. Boundary Conditions............................................................................................................ 8
3.6. Part Thickness ..................................................................................................................... 8
3.7. Finite Element Methods ....................................................................................................... 8
3.8. Other Models ....................................................................................................................... 9
3.9. CFD Software Research .................................................................................................... 10
3.10. General Notes on Available Literature ............................................................................... 10
4. Theoretical Investigation ........................................................................................................... 11
4.1. Compaction Behaviour....................................................................................................... 11
4.2. Permeability ....................................................................................................................... 11
4.3. Flow Modelling ................................................................................................................... 12
-
7/29/2019 Modelling Vacuum Infusion
4/72
Modelling the Vacuum Infusion Process Abstract
University of Pretoria - MSC 422 Page iii
4.3.1.Prefilling ................................................................................................................... 12
4.3.2.Filling Model............................................................................................................. 13
4.3.2.1. Continuity Equation ........................................................................ 13
4.3.2.2. Implementing Galerkin ................................................................... 14
4.3.2.3. Flow Front Velocity Derivation ....................................................... 16
4.3.2.4. Smaller Derivations ........................................................................ 18
4.3.2.5. Variable Naming ............................................................................ 194.3.2.6. Program Flow Chart ....................................................................... 20
4.3.2.7. Filling Program Code Extracts ....................................................... 21
4.3.2.8. Boundary Conditions ...................................................................... 27
4.3.3.Post-filling ................................................................................................................ 27
4.3.3.1. Model ............................................................................................. 27
4.3.3.2. Boundary Conditions ...................................................................... 28
5. Program ....................................................................................................................................... 29
5.1. Verification ......................................................................................................................... 29
5.2. Validation ........................................................................................................................... 30
5.3. General Program Notes ..................................................................................................... 31
6. Practical Investigation ............................................................................................................... 35
6.1. General Practical Information ............................................................................................ 35
6.1.1.Composite Laboratory Setup ................................................................................... 35
6.1.2.General Experimental Constants ............................................................................. 36
6.1.3.Stereophotogrammetry ............................................................................................ 37
6.2. Model Parameter Tests...................................................................................................... 38
6.2.1.Compaction Tests .................................................................................................... 38
6.2.1.1. Compaction Test Method ............................................................... 38
6.2.1.2. Compaction Test Results ............................................................... 40
6.2.2.Permeability Tests ................................................................................................... 41
6.2.2.1. Permeability Test Method .............................................................. 41
6.2.2.2. Permeability Test Results .............................................................. 43
6.3. Infusion Experiments ......................................................................................................... 45
6.3.1.Infusion Test Procedure .......................................................................................... 45
6.3.2.Infusion Test Parameters ........................................................................................ 46
6.3.3.Infusion Results ....................................................................................................... 47
7. Comparison of Experiments and Model .................................................................................. 50
7.1. Comparison Using Exact Experimental Values ................................................................. 50
7.2. Fitting Model to Improve Results ....................................................................................... 50
8. Conclusion and Future Work .................................................................................................... 53
-
7/29/2019 Modelling Vacuum Infusion
5/72
Modelling the Vacuum Infusion Process Abstract
University of Pretoria - MSC 422 Page iv
8.1. Conclusion ......................................................................................................................... 538.2. Future Work ....................................................................................................................... 53
9. Bibliography ............................................................................................................................... 54
Appendix A- Protocol ........................................................................................................................... 56
Appendix B- Progress Report 1 .......................................................................................................... 57
Appendix C- Progress Report 2 .......................................................................................................... 58
Appendix D- Report Card .................................................................................................................... 59
Appendix E- Plaigarism Sheet ............................................................................................................ 60
Appendix F- Least Squares Fit Code.................................................................................................. 61
-
7/29/2019 Modelling Vacuum Infusion
6/72
Modelling the Vacuum Infusion Process List of Tables
University of Pretoria - MSC 422 Page v
List of Tables
Table 4.1. Variable Naming ............................................................................................................................. 19
Table 6.1. Material Constants. ........................................................................................................................ 36
Table 6.2. Compaction Factors ........................................................................................................................ 40
Table 6.3. Modified Carman-Korzeny Constants ............................................................................................. 44
Table 6.4. Infusion Experiemental Parameters ................................................................................................ 46
Table 7.1. Fitted Constants ............................................................................................................................. 51
-
7/29/2019 Modelling Vacuum Infusion
7/72
Modelling the Vacuum Infusion Process List of Figures
University of Pretoria - MSC 422 Page vi
List of Figures
Figure 4.1. Program Flow Chart ....................................................................................................................... 20
Figure 5.1. Thickness Comparison (Govignon on left, student on right) .......................................................... 29
Figure 5.2. Pressure Comparison (Govignon on left, student on right) ............................................................ 30
Figure 5.3. Experimental and Theoretical Comparison .................................................................................... 31
Figure 5.4. Newton-Raphson Iterations .......................................................................................................... 32
Figure 5.5. Change in dt as flow progresses .................................................................................................... 32
Figure 5.6. Newton-Raphson Iterations- Post Filling ....................................................................................... 33
Figure 5.7. Cumulative Time Passed per Time Step ......................................................................................... 34
Figure 6.1. New Composite Laboratory ........................................................................................................... 35
Figure 6.2. Vacuum Gauge Pressure Correction .............................................................................................. 36
Figure 6.3. Typical Stereophotogrammetry Image- Left Camera ..................................................................... 37
Figure 6.4. Typical Stereophotogrammetry Image- Right camera .................................................................... 37
Figure 6.5. Stereophotogrammetry setup ....................................................................................................... 38
Figure 6.6. Stereophotogrammtry model of compaction ................................................................................ 39
Figure 6.7. Compaction Response. .................................................................................................................. 40
Figure 6.8. Compaction Comparison ............................................................................................................... 40
Figure 6.9. Permeability Test Setup................................................................................................................. 42
Figure 6.10. Experimental Permeability .......................................................................................................... 43
Figure 6.11. Modified Carman-Korzeny Permeability ...................................................................................... 44
Figure 6.12. Resin Inlet.................................................................................................................................... 45
Figure 6.13. Typical Stereophotogrammetry Layup Image .............................................................................. 46
Figure 6.14. Infusion Calculated Solution Example .......................................................................................... 47
Figure 6.15. Effect of Data smoothing ............................................................................................................. 47
Figure 6.16. Change in Height over Preform with Time ................................................................................... 48
Figure 6.17. Point Heights with Time .............................................................................................................. 48
Figure 6.18. Point Heights with Time- Single Point .......................................................................................... 49
Figure 7.1. Exact Experimental Values Comparison ......................................................................................... 50
Figure 7.2. Fitted Comparison ......................................................................................................................... 51
Figure 7.3. Full Field of Model ......................................................................................................................... 52
-
7/29/2019 Modelling Vacuum Infusion
8/72
Modelling the Vacuum Infusion Process List of Code Extracts
University of Pretoria - MSC 422 Page vii
List of Code Extracts
Code Extract 4.1. Variable Initialization .......................................................................................................... 21
Code Extract 4.2. Function Declarations .......................................................................................................... 23
Code Extract 4.3. Meshing Domain ................................................................................................................. 23
Code Extract 4.4. Full Vacuum Initialization .................................................................................................... 23
Code Extract 4.5. Conditions for full first element ........................................................................................... 23
Code Extract 4.6. Time to fill first element iterating loop. ............................................................................... 24
Code Extract 4.7. Time Step Loop .................................................................................................................... 25
Code Extract 4.8. Newton-Raphson Do-Untill Loop ......................................................................................... 26
Code Extract 4.9. vi_solve.m Procedure .......................................................................................................... 26
Code Extract 4.10. Changes in Boundary Conditions ....................................................................................... 28
-
7/29/2019 Modelling Vacuum Infusion
9/72
Modelling the Vacuum Infusion Process List of Symbols
University of Pretoria - MSC 422 Page viii
List of Symbols
Symbol Name Unit Unit
Symbol
Capacitance matrix Meters m Tangent of stiffness matrix
New iterated height vector Meters m
Previous height vector Meters m Mass flow rate Kilograms per second kg/s
() Stiffness matrix Complex Volumetric Flow Rate (Area due to 1D) Meters squared per
second
m /s
Residual matrix Volume of an element Meters cubed m
Fibre volume fraction Unit less Volume of the fibre present in element Meters cubed m Volume fraction of the compaction test piece Unit less
Fibre volume fraction under zero compactionstress
Unit less
The fibre volume fraction of the layup Unit less The volume of 10% of the fibre being modelled Meters cubed m
The volume of 10% of the layup Meters cubed m Thickness of the element Meters m The height of the fibre being modelled Meters m
Preform height under zero compaction stress Unit less Length of an element Meters m The length of the part being modelled Meters m
Mass of the fibre in an element Kilograms kg Distance between two markers on test setup Meters m Time taken for flow between two markers Time s
Volume averaged flow velocity in x direction Meters per second m/s Speed of flow in permeability test Meters per second m/s Velocity of flow in preform Meters per second m/s
The width of the part being modelled Meters m Width of the compaction test piece Meters m
Value about which Taylor series is cantered Meters m Change in preform height vector Meters m Oil Density Kilgrams per meters
cubed
kg/ m
Area density of the fibre Kilograms per metercubed
kg/ m
-
7/29/2019 Modelling Vacuum Infusion
10/72
Modelling the Vacuum Infusion Process List of Symbols
University of Pretoria - MSC 422 Page ix
Symbol Name Unit Unit
Symbol
Density of the material from which the fibre ismade
Kilograms per meter
cubed
kg/ m
Compaction stress Pascal Pa
Porosity Unit less
Change in porous volume Meters cubed m Permeability Meters squared m Carman-Kozeny Constant Unit less Carman-Kozeny Constant Meters squared m Length of element in preform Meters m Pressure Pascal Pa Number of layers Unit less Function used in calculation of
Complex
Local layup thickness Meters m Time Seconds s Cartesian position of length Meters m Cartesian position of width Meters m Cartesian position of height Meters m Resin Viscosity Pa per second Pa/s
-
7/29/2019 Modelling Vacuum Infusion
11/72
Modelling the Vacuum Infusion Process Glossary of Terminologies
University of Pretoria - MSC 422 Page x
Glossary of Terminologies
CSM Chopped Strand Mat
RIFT Resin Infusion under flexible tooling
RTM Resin Transfer moulding
SCRIMP Seeman Composites Resin Infusion Process
VI Vacuum Infusion
VM Vacuum Moulding
CFD Computational Fluid Dynamics
C-K Carman-Kozeny
N-R Newton-Raphson
-
7/29/2019 Modelling Vacuum Infusion
12/72
Modelling the Vacuum Infusion Process Introduction
University of Pretoria - MSC 422 Page 1
1. INTRODUCTION
Vacuum infusion (VI) is a process by which composites can be manufactured. A vacuum is drawn over
the mould and this is the driving force for the resin that is drawn through the mould to the vacuum point. Critical to
the success of the mould is deciding the inlet points for the resin and outlet point where the vacuum is drawn. This
process is difficult to model as there are many changes, such as part thickness variations, compaction and
relaxation, as infusion takes place. The strength of the composite depends largely on the fibre volume fraction in
the part and thus a critical outcome of the model is the volume fraction of the part after infusion.
There have been numerous other studies and investigations into this field. These studies include
specific ones relating only to the resin properties or fibre compaction. There are a number of studies that develop
the governing equations for the flow through the preform. This report will show how these equations are
implemented in a finite element method to solve the flow and volume fraction in the vacuum infusion process. The
model will then be verified using the physical process that is being modelled to determine the accuracy thereof.
The purpose of this process is to accurately determine the final part thickness of the mould as this
directly influences the strength of the product. With accurate data for the part thickness and an exact flow model,
the strength can be calculated and repeatability can be ensured. The report also aims to show that the student hasindependently learnt about the process and has been able to make decisions using this knowledge about the
planned method of solving the problem.
Appendix A to E contains all the administrative aspects of the project including the plagiarism form,
protocol and progress reports. The attached compact disc contains a PDF version of this report as well as all the
other data obtained that has been used in this report.
-
7/29/2019 Modelling Vacuum Infusion
13/72
Modelling the Vacuum Infusion Process Scope of Work
University of Pretoria - MSC 422 Page 2
2. SCOPE OF WORK
2.1. Theoretical Aspect
The theoretical aspect of this project is to develop and implement a numerical model of the vacuum
infusion process. This has been done using a combination of models developed in previous studies that are then
be derived into analytical equations that are programmed into a mathematical solver in this case Octave. Existing
CFD software has not been used. The program solves for the part thickness and other variables such as volumefraction are then obtained from the height. The program only works for flow in one direction, essentially making the
problem 1D, even though the part thickness is perpendicular to this. In literature, this is known as 1D.
2.2. Practical Aspect
The practical aspect of the project can be divided into two parts. The first is to determine the constants
that will be needed by the theoretical part. These include the permeability, viscosity and any other variables needed
to determine them. Other information was also needed such as information on how the fibres compact under the
vacuum as well as how much they then expand when the resin flows through them. Using data obtained from the
experiments or data found in previous studies relationships between these variables have been set up.The second part of the practical aspect is to validate the program that has been written. This consisted
of setting up the process that is being modelled and comparing the results of the theoretical solution to these
practical results.
-
7/29/2019 Modelling Vacuum Infusion
14/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 3
3. LITERATURE STUDY
3.1. Background
Composite structures are manufactured in various ways, one of these being the vacuum infusion
process. Vacuum infusion (VI) uses a vacuum to draw the resin through the laminate; however, it is described in
more detail in 3.2 below. Vacuum infusion is known by various names, these include vacuum assisted resin
transfer moulding (VARTM), resin infusion under flexible tooling (RIFT), vacuum moulding (VM), vacuum bagmoulding and SCRIMP (Seeman Composites Resin Infusion Process) (Correia et al., 2004). RTM (Resin
Transfer moulding) is the process whereby the resin is driven through the mould by pressure that is applied to the
resin. RTM uses a solid mould on both sides of the part whereas vacuum infusion uses a flexible bag over one side
of the mould that is pulled onto the fibres because of the vacuum.
The advantages of vacuum infusion are numerous and include; high fibre content (up to 70% (by
weight) compared to hand-layup of 45%), low void content, increased mechanical strength, fume free, cheaper and
complicated structures can be manufactured (Hammami and Gebart, 2000).
A number of disadvantages also exist for vacuum infusion moulding. Yenilmez et al (2009) states
disadvantages as being thickness variation due to non-uniform compaction pressure and limited ability to achieve
high fibre content. The problem of certain sections of the mould being un-wetted or only partially wetted is very
prominent, especially in new products where the process is not fully optimized yet.
At this point in time, many vacuum infusion processes are set up via trial and error. The resin inlets
and vacuum points are often selected by a person with experience in the field. A number of software tools exist to
model this flow and thus most of the guesswork has been eliminated. Most components that are manufactured
using VI are purely cosmetic due to the variations in part thickness and volume fractions. This results in the
properties such as strength not being constant over a number of parts. A model that could accurately represent the
VI process would thus make it possible to fully define all the part variables and thus make the process repeatable
and possibly usable in structurally significant components.
The accuracy of the model is dependent on a number of factors. Each of these is discussed in more
detail in sections 3.4-3.4.4 A simple model of the flow through the fibre layup could easily be created; however,
accurately defining the process requires these factors must be included in the model.
There have been a number of attempts at developing models for the vacuum infusion process, each of
these with varying degrees of success. Some of these attempts are discussed in section 3.7. The focus of these
models often varies greatly; this is intentional as the model developed in this project hopes to include all the
different phenomenon associated with the process.
3.2. Process Description
Vacuum infusion processes start with laying the fibre on the mould that will form the part. Unlike
process such as RTM, VI uses a single sided mould instead of a positive and a negative mould. A large portion of
the cost saving occurs because of this fact. Once the fibre has been laid on the mould, it is covered with a layer of
peel ply. The peel ply is then covered by a flexible vacuum bag. The peel ply ensures that the reusable parts are
easily separated from the consumable ones. The inlet and outlet are selected in such a way that the entire mould
will be fully permeated by the resin. They are often made into a line inlet or outlet by a pipe with holes drilled along
the length or using a highly permeable substance such as resin distribution tape. The entire layup us surrounded
by tacky tape to ensure a good seal with the mould. The outlet usually contains a resin trap before the vacuum
pump to ensure that excess resin that goes through the entire mould does not enter the vacuum pump.
-
7/29/2019 Modelling Vacuum Infusion
15/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 4
The inlet is then closed and the vacuum switched on. The part of the process will be called pre-filling
from hereon. This is to check for leaks in the system before the mould is affected by the resin. An effect of this
vacuum being applied to the layup is that it is compressed. This compression is an important factor that affects the
permeability of the system. The compression during the pre-filling will be called dry compression from hereon. The
compression of the fibres is discussed in section 3.4.3.
Once all the leaks have been found and attended to the resin can be allowed to enter the system. This
process will be called filling. The resin flows through the layup and is allowed to permeate all the fibres. A number
of other processes occur during filling. There is a change in the compaction pressure (3.4.3) as well as a
phenomenon called relaxation, which is detailed in section 3.4.4. The flow is modelled successfully by a number of
studies (Govignon et al (2010) and Correia et al (2004) for example) using a combination DArcy law and the
continuity equation. A number of other variations on this method are used (Walsh and Freese, 2005); however, the
fundamentals behind the model remain the same.
The second last step of the process, which will be called post-filling, is when the resin is once again
closed and the vacuum is still applied. The point at which the resin is closed depends on many factors. The resin
can be closed before the infusion is complete, the idea being that no resin will be wasted and the resin already in
the mould will permeate the entire mould. The other option is to leave the resin on until the entire mould has been
permeated before closing the inlet. These two methods are easily solved using the same model as shown by
Govignon (2010) and resultant parts vary slightly in thickness. During the post-filling process the compaction stress
changes once again (3.4.3) as the excess resin is sucked out of the layup and the final part thickness is
established.
The final part of the process is waiting for the resin to cure (solidify). To ensure that the part thickness
does not change again the vacuum is usually left on the preform. This step is essentially an extension of post filling
and all details are covered in post filling. It must however be noted that it is very important that the resin curing time
is not shorter than the port filling process as the viscosity of the resin is assumed to be constant throughout theprocess.
3.3. History
Williams et al (1996) states that VI has been around since the 1950s, however a recent interest due to
new environmental, health and safety restraints has prompted a renewed interest in the process (Williams,
Summerscalest and Grove, 1996). The Marco method (Patented) is considered the first clearly defined method for
manufacturing composited by vacuum. The Marco method was initially developed for use in the boat manufacturing
process; however, the Group Lotus Car Ltd patented a similar method in 1972. Over time, the process has been
renamed and patents have been applied for, however the general principle behind the process has remained the
same.
In 1994, a slightly different method was developed by DSM Brittles (Williams, Summerscalest and
Grove, 1996). This method used two bags on top of each other. The outer bag used a vacuum to apply a
compaction pressure to the fibres and the inner bag was used to pull the resin through the layup. This resulted in
the ability to compact the layup by different amounts. A number of companies have used female moulds; however,
this is dependent on the geometry of the part. Despite this advancements are slow in this process when compared
RTM and other resin transfer moulding (Williams, Summerscalest and Grove, 1996).
-
7/29/2019 Modelling Vacuum Infusion
16/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 5
There have also been a number of patent applications for parts associated with the process (Williams,
Summerscalest and Grove, 1996). These include piping for the resin into and out of the bag, the bag as well as
materials to enhance flow through the layup. A number of patented parts that are available to ensure line infusion
at the inlet of the system; however, most of the studies simply use pipes with holes drilled along the length or coil
wire holders.
3.4. Model Constants
3.4.1. Permeability
A major factor affecting the numerical model is the permeability medium in which there is transfusion.
Permeability measurement in the vacuum infusion process is not the same as other processes such as the resin
transfer process; in fact, it is even more of a problem as opposed to other processes (Hammami, 2002).
The obvious factors that affect the permeability are the type of fibre being used, the number of layers
in the mould as well as the edge conditions. The permeability of a substance can be defined as the ability of the
fibres to transmit fluids.
Research into different fibre architectures is another project altogether. There are many differenttypes, ranging from weaves to mats that are made of many different materials. Most of the studies that are
referenced in this project use any readily available fibre and do experiments on it to determine constants for that
fibre. It is envisaged that eventually standard characteristics for standard fibres would exist, however standards still
need to be defined and agreed upon by relevant authorities.
Hammami (2002) also notes that a big factor in the permeability measurements is whether it is a point
or line infusion. Point infusion means that the resin is introduced via a single point in the mould while line infusion
process makes use of a spiral tubing or similar device to introduce resin into the mould along a line across an edge
of a mould.
Usually the permeability of a substance is determined experimentally. There are a number of problems
with this method. The one problem is that the permeability does not vary linearly with the number of layers in the
preform as the resin pressure separates the layers slightly and pushes the plastic bag up creating thickness
variations. These are discussed in 3.6. The other problem is that the permeability of the resin changes once it is
wetted (Hammami, 2002). This would result in a step function for the permeability dependent on whether it is wetter
or not. To account for the change in the permeability certain studies (Li et al., 2008) proposed that the change in
the permeability was due to a pressure change and hence their relationship was related to the pressure acting on
the fibres at different time intervals. Other studies (Govignon, Bickerton and Kelly, 2010) developed equations
which accounted for the change in the permeability once the fibre had been wetted by arguing that the volumefraction of fibre had changed hence a change in the permeability. The change in the volume fraction is once again
related to the compaction (3.4.3) and thickness variations (3.6).
Many studies use the modified Carman-Kozeny (C-K) equation, which is actually for the permeability
of a spherical cluster, to establish a relationship between the volume fraction and permeability. DArcy is used to
relate the flow velocity to the permeability and pressure. The pressure is related to the fibre volume fraction using
the compaction model and thus the volume fraction determines the permeability. This derivation and method is
described in detail in section 4.2.
-
7/29/2019 Modelling Vacuum Infusion
17/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 6
A completely different approach (Chohra et al., 2006) used micro models of the fibre to determine the
permeability. Most fibre arrangements are very complex and thus method would be very expensive in terms of
computing time for such models. There is also always an unknown in the system, as two layers of fibre are never
perfectly aligned when placed on top of each other so a certain amount of variability is inherent for multiple layer
layups. This method could however be very effective in the future when computing power is no longer a limiting
factor. This method is also limited to fibre arrangements that are repetitive and not random such as chopped stand
mat (CSM)
Research into methods of determining the permeability of dry composite layups has increased during
recent years however, in some cases results were conflicting (Hammami, 2002). Studies directly contradict each
other on whether or not the fluid used to determine the permeability has an influence on the results obtained. It
would seem that the acceptable method is to use the actual resin in the permeability test or a substance with a
similar viscosity to resin such as corn syrup or certain motor oils (Ma and Shishoo, 1999) as this is what various
studies have done and achieved good results.
3.4.2. Viscosity
Viscosity is a quantitative measure of a fluids resistance to flow (White, 2008). It determines the
generated strain rate by applying a shear stress. Simply put it is the ability of a liquid to resist flow. The viscosity of
the resin is an important factor in the VI process, as a higher viscosity will result in a slower rate of infusion.
Viscosities of fluids vary by large amounts if one compares air and molasses. The Brookfield viscometer was used
previously (Ma and Shishoo, 1999) to determine the viscosity of the resin. It is important to note that the resin must
not start curing during infusion as this means that the viscosity will start to change. This would complicate the
model and ideally, the filling stage should be completed before curing starts to ensure the entire preform is wet and
then the resin can start curing.
Many resins have the Brookfield viscosity listed in their specifications sheets and thus no viscosityexperiments need to be done on the resin, however the gelation time must be accurately determined to ensure the
viscosity does not change before the infusion has been completed.
3.4.3. Fibre Compaction
Dry moulds under vacuum are essentially being compressed and thus they compact. The amount by
which it compacts is dependent on the fibre being used. A number of different models have been developed for this
phenomenon, for example, Anderson et al (2003) related the compaction stress to the volume fraction. The
compaction of the fibres influences the permeability of the layup. It was also found by Govignon (2010) and others
that the compaction varies depending on the fibre state, being dry, wetted or even undergoing a couple of
compaction cycles. The compaction of the layup also influences the final part thickness. One study focussed purely
on the compressibility of the fabric (Pearce and Summerscales, 1995) and found that compaction only occurs in the
thickness and does not result in lateral spreading. It also found that reloading of the compaction force could result
in higher volume fraction rates. This study also found that the compression of the fibres could be described by a
viscoelastic deformation; however, Govignon et al (2010) stated that because of the relatively slow deformation this
effect could be neglected.
Williams et al (1998) presented experimental results that give a very clear indication of the
compression response and part thickness in the VI process. This study also provided all the important constantsand experimental data that could be used as verification of this project at a later stage. Both Song (2009) and
Govignon (2010) develop equations that describe the compaction and part thickness variables.
-
7/29/2019 Modelling Vacuum Infusion
18/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 7
3.4.4. Relaxation
A study (Walsh and Freese, 2005) provides a numerical model for the variation in part thickness in the
post infusion process; however, it includes a relaxation factor. During the VI process, some of the fibres can
experience some level of relaxation, which this study accounts for. The study then offers an implicit formulation of
the model that includes the relaxation phenomenon. After more investigation it was found that this study does not
account for any compaction effects in whole process; however to account for the increase in the part thickness the
decrease in the compaction described by other models is modelled as relaxation in this one.
3.4.5. Resin
Resin has developed over the years to satisfy the needs that have arisen because of VI in this case.
Environmental and health regulations have been tightened significantly over the last few years. Restrictions have
been imposed on worker exposure to volatile organic compounds (Hammami and Gebart, 2000). Hammami (2000)
also stated that most widely used process is still open moulding such as hand layup. Open moulding use resins
that contain 30-45% styrene that is identified as the main harmful substance (Hammami and Gebart, 2000). By
using a vacuum infusion process the exposure to these harmful substances can be avoided as the process canoperate on a closed system, thus exposure to the harmful substances are very limited.
Another development that has taken place in resins is that the gelation times and viscosities have
been reduced. This enables manufacturers to produce larger and more complicated parts. According to Williams et
al. (1996) the ideal viscosity for an injection resin is between and . In comparison, the viscosity ofwater is around 1mPa.s, thus the resins are generally more viscous than water.
The US Navy has also been investigating the use of UV lights to cure the resin. This enables certain
areas to be cured first or faster. The used of the UV light is not easy to control and expensive to operate. A special
bag was also developed to allow the UV light through so that it can be cured (Williams, Summerscalest and Grove,
1996).
A problem that can be encountered when using resins containing styrenes is that the vacuum can
cause them to boil off the mould while curing. Williams et al. (1996) however showed that this is unlikely due to the
boiling point of the styrenes increasing under vacuum. It was however found (Govignon, Bickerton and Kelly, 2010)
that this only happens if the decrease in pressure to a very low level is sudden such as when the inlet is clamped
early. The styrenes boiling off create gasses in the mould, which can influence the porosity of the final product.
The two main types of resins used in composite manufacturing are epoxies and polyester. Both resins
exist for use in VI; however, epoxy resin does not work well with CSM. This is because the epoxy reacts with the
binding agent in the CSM and causes it to disintegrate. The choice of resin is very dependent on the type ofapplication for which the part is intended. Previous studies have not placed a lot of emphasis on the resin choice;
they did however have exact specifications for the resin. The model developed in this project is not specifically
designed for one resin.
-
7/29/2019 Modelling Vacuum Infusion
19/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 8
3.5. Boundary Conditions
There are a number of ways to deal with the boundary conditions and the effects thereof. Most studies
however try to solve the problem with little influence from the boundaries as this simplifies the problem greatly. The
layup is simplified by making it wide enough so that the edge does not play a part in the infusion process, thus
ensuring a 1D model. The resin is introduced by line infusion (Mathur et al., 2001) and the vacuum is applied along
a whole edge of the mould as this means that the flow is kept in the two dimensional plane, being from inlet to
outlet and in the thickness of the part direction. Some studies (Govignon, Bickerton and Kelly, 2010) use resin
distribution tape at the inlet and outlet to ensure that the resin is evenly distributed at these points.
The bag surface has been modelled as a free surface (Li et al., 2008) and as a fixed surface (Correia
et al., 2004). The boundary condition for the bag depends on what the desired output of the problem is. If it is part
thickness then the bag should be modelled as a free surface, however if the output must just be the flow path or to
determine the permeability of the preform it can be modelled as a wall. The bottom surface is always a ridged wall
boundary condition.
3.6. Part Thickness
The vacuum bag being the top surface of the mould the makes it possible for the final part to have
variations in the thickness. This in turn affects the strength of the part and thus certain parts could be rejected due
to them not being strong enough. There are also two possible variations. The first is during infusion where one part
will receive more resin than another is, thus resulting in a possibility of certain parts not being fully wetter while
others are. The second variation is when the resin inlet is closed and the part is said to be in post infusion where
the vacuum is merely removing excess resin from the mould. Li et al (2008) noted that the part is generally thickest
at the resin inlet and thinnest at the resin outlet.
The variation in the part thickness and the compaction pressure are closely related and a number of
studies solve the part thickness variation by using the data obtained from the compaction pressure. Relating the
part thickness directly to the strength is however not advisable as there are a number of different scenarios
whereby a thick part could actually be quite strong. This could be because of all the fibre being at the bottom and
the thickness of the part is merely a resin pool on top of the fibres. This would cause endless modelling problems
as well as unknown strengths for similar parts. It is therefore desirable to keep the part thickness to a minimum to
ensure constant and reliable part strength.
3.7. Finite Element Methods
Research into finite element methods for flow in the VI process proved difficult. The student attributes
this to it not having been applied before except in one case (Govignon, Bickerton and Kelly, 2010). This study used
a combination of the Galerkin method, implicit method and the Newton-Raphson algorithm to solve the problem.
Govignon (2010) does not show any working out of the method and merely provides results, making this study very
difficult to apply to the problem.
Two other studies were found (Zabaras and Samanta, 2004) & (Juanes, 2005) which focussed purely
on modelling flow in porous media. These studies were done in the general case, however are slightly more suited
to the flow of groundwater. The mathematics in these reports is often very complex and difficult for the student to
understand.
-
7/29/2019 Modelling Vacuum Infusion
20/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 9
3.8. Other Models
A number of previous studies are outlined below with the focus being on representing a variety of
different models. Anderson et al (2005) showed that it is possible to use software to model the vacuum infusion
process. They modelled a complex 3D geometry with moving boundaries as well as irregularities in the fibres. The
results achieved were positive and showed that the equations are solved in a proper way using the CFD software,
CFX-4. However problems they encountered were variations in part thickness due to the flexible bag as well as
pressure variations, also because of the flexible bag. These problems have yet to be properly investigated and
hence have not been solved yet.
Correia et al. (2004) used a slightly different approach to simulate the flow in the vacuum infusion
process. By using the RTM simulation to predict the flow, saturation and compaction of the vacuum infusion
process they were able to validate their model. They found the flow patterns to be similar and attributed this to the
model having a non-dimensional pressure field. The RTM model must however be modified slightly to account for
fibre compaction as well as permeability. According to them, this model can then be used to estimate the mould
filling time and distribution of the fibre volume fraction.
Song et al (2009) performed and investigation into the laminate thickness variation. They were able toestablish a model, which can analyse the post-infusion process, which ultimately determined the thickness
variation. This variation is due to a number of factors, one of which being the flexible nature of the bag. Their
results show that a stiffer fabric reduces the thickness variation. Li et al (2008) also performed a study into the
thickness variation. Their study included the entire process and not just post-infusion as Song et al did. Li et al.
concluded that a number of potential methods exist to reduce part thickness variations. One of these is to provide
an extra relaxing force close to the vacuum source during infusion as well as pushing resin located near inlets
down (Li et al., 2008). Govignon et al (2010) also did a study into the complete process and developed a numerical
model to describe the flow in both the pre and post infusion times.
Another approach (Chohra et al., 2006) uses micro models of the fibres as discussed in 3.4 above. In
the future, this could well be a very good solution when computing power is no longer a limitation. This model is
however useful for a different reason in that sometimes particles are added to the resin to introduce certain
properties in the composite. The fibres then act as a filtration device and this cannot be modelled in a continuous
method.
Some studies (Mekic, Akhtov and Ulven, 2009) define a model for the radial infusion scenario. This is
particularly useful in large-scale models where resin inlet points are needed in the middle of the part to ensure
complete wetting of the product. Most derivations of the flow equations are in the 1D case for cartesian
coordinates, not cylindrical.
A number of studies merely focus on a single aspect of the process, being permeability (Hammami,
2002) or even the flow front (Mathur et al., 2001). The latter study does in depth measurements on the flow front
and the form thereof. The drawback to many of these studies is that they use a flow enhancement layer to increase
the permeability of the layup. This is a drawback because this study specifically excludes the use of these layers in
the process; however, they may be used at the inlet and outlets to ensure an even distribution of resin and vacuum
along the width of the preform.
-
7/29/2019 Modelling Vacuum Infusion
21/72
Modelling the Vacuum Infusion Process Literature Study
University of Pretoria - MSC 422 Page 10
3.9. CFD Software Research
The initial thought behind the project was to use an existing computational fluid dynamics (CFD)
package such as FLUENT or STAR CCM+ to model the flow process as well as get values for the volume fraction
at different points in the layup. After discussing the problem with representatives of the software, it was found that it
would be possible to model the basic flow through the layup, which would be modelled as a porous medium;
however, this would not include any information about the part thickness or subsequent volume fraction. In other
words it would be possible to model the RTM method.
The difficulty lies in the flexible vacuum bag. This could be modelled as a free surface however then
the driving force behind the infusion is lost, as the vacuum does not act on the resin inlet, but just to atmosphere.
Modelling of the vacuum bag would require a dynamic mesh that results high computing time requirements as the
mesh would change with every time iteration. Modelling of the bag would also require many parameters such as
the stiffness of the bag. This method work for one layer of fibre; however, two or more layers of fibre become
difficult to model, as the amount of resin flowing between the layers is not known. Another difficult is that there is no
information available about the interaction of fibre layers.
There are a number of software packages available on the market that caters specifically to compositemoulding simulations. Polyworx is an example of such software. A little research was done on the Polyworx
software and it was found that it establishes flow paths for the infusion process to eliminate guesswork from parts.
It would seem that the volume fraction required for detailed part specification does not yet exist as most of the
software deals with the resin distribution during infusion and not post-infusion which is essentially the process that
determined the part thickness and subsequent volume fraction.
In many of the existing software packages, it is possible to modify the fundamental equations by which
they operate. It would therefore be possible to use any model that has been developed in the software and solve
the problem using it. The first problem with this is than an extensive knowledge of the working of the program is
needed to modify the equations on which it operates. The second problem is that the model would have to be
derived in 2D and possible even 3D.
3.10. General Notes on Available Literature
Many studies have been done in this subject field, of which most picked a certain aspect and
concentrated solely on that. Very few studies try to combine all the best studies for each individual section of the
process. There are also many different methods for determining values for permeability for example. This creates a
problem as to choosing a method to use. As a result of many studies only focussing on one aspect of the process
the results of studies and methods used are often difficult to compare. An example would be two studies focussing
on the post-filling process and using different data for the filling process which acts as the starting point for their
study.
-
7/29/2019 Modelling Vacuum Infusion
22/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 11
4. THEORETICAL INVESTIGATION
4.1. Compaction Behaviour
The data that will be obtained from the practical experiments for the compaction behaviour, as
described in section 6.2.1 below, will have the compaction stress against fibre volume output, as found in most
studies. The compaction stress is then compared to the pressure being applied to that part of the preform, thus the
stress is another way of saying the pressure applied to the fibres. Using the experimental data a power law modelcan be applied to that is similar to the data. Govignon et al took this a step further by interpolating the data and
applying three overlapping power laws to generate a better fit.
Initially it was thought that this compaction data would be relatively easy to find, however with the
available equipment it was found that this data is very difficult to obtain, especially at the low compaction stresses.
The exact experimental procedure is described in 6.2.1 below. With a full set of accurate data, it was thought that a
different model could be set up using a function such as polyfit in Octave, however with the limited data, this was
not possible and a power law model has been used. The following equation represents the relationship that has
been obtained:
(4.1)Two different functions have been determined for the following cases: Dry compaction and wet
compaction. Dry compaction occurs when the fibres are compacted due to the vacuum without resin being present.
Finally, wet compaction is the process that occurs when the resin inlet is closed and the part thickness decreases
to its final value. The experiments for each of these are defined in section 6.2.1. It was also thought that a wet
unloading factor could be determined but due to time and equipment constraints, this proved very difficult.
Initially it was also thought to investigate the number of layers and the influence they have on the
compaction factor. It was found that with the available equipment, no measurable difference could be detected with
different number of layers and thus the idea was also omitted.
The student also noticed that the current model starts at the origin. This means that the fibre has a
zero volume fraction for no compaction stress whereas in reality the fibre will always have thickness. A slightly
different model is presented in section 7.2 however due to the inaccurate experimental data the model lacks
credibility.
4.2. Permeability
Micro model have been excluded from this project, this leaves one method of defining the permeability
of the layup. Most recent studies have used this method, which is a combination of D Arcy and the modified
Carman-Kozeny (C-K). The modified C-K equation stated by Govignon (2010) and others is represented by
equation 1 below.
(4.2)Here is the permeability, and are constants determined from the experiments and is the fibre
volume fraction. The experiments that will be used to determine and are detailed in section 6.2.2.DArcy isgiven by Correia et al (2004) and others by:
(4.3)
-
7/29/2019 Modelling Vacuum Infusion
23/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 12
Where is the volume averaged velocity of the flow in the direction, is the viscosity of the resinand
is the change in the pressure in the direction direction. Equation (4.3) can be rewritten as follows:
(4.4)
Using equation (4.4) a value for the permeability can be obtained. Using a number of different volume
fractions the constants for equation (4.2) can be defined and thus permeability can be obtained for any fibre volumefraction. The permeability experiments have been performed at a number of different volume fractions and thus a
number of different values for the constants have been obtained.
The change in the permeability for wetted and non-wetted layups is accounted for using the approach
described in the literature study that was implemented by Govignon et al (2010). This study neglected the dry
permeability of the preform stating that the pressure in the preform would be constant when dry. The permeability is
linked to the volume fraction and thus as the resin flows into the preform the permeability in that part of it changes.
A factor that has not been investigated yet is the influence in the number of layers present in the
preform. The student aimed to consider this but found that the experiments were difficult to perform for high
numbers of layers and thus no conclusive data could be obtained. It was thought that the and constants wouldbe adpated to have a factor in them that contained the number of layers, thus changing the permeability of the
preform depending not only on the volume fraction but also on the number of layers. The student feels that this
could influence the flow greatly as the amount of flow between the layers is something that is otherwise not
accounted for.
The experimental procedure and results are given in section 6.2.2 below.
4.3. Flow Modelling
As discussed in 3.2 the flow can be split into three parts. The modelling of each of these three is
discussed in detail in the next three sections.
4.3.1. Prefilling
Prefilling is when the resin inlet is closed and the vacuum is applied. Due to the low viscosity of air
(approximately 50 times less than the resin (White, 2008)) the compaction of the mould is not very time dependant.
This means that the vacuum will be applied to all areas of the layup relatively quickly (within a few seconds
depending on the mould). The result of this is that the layup is compressed in all areas. Another result of the low
viscosity of the air is that there is a negligible pressure difference over the layup. This causes the compaction
pressure over the layup to be uniform and thus the layup has a uniform part thickness during prefilling.
It is important to remember that over larger models the compaction could take a while to be
completed; however it is expected that the vacuum bag will show where it is applying pressure to the mould and
hence if some sections have not been evacuated it would be visible. To be entirely sure the part thickness could be
measured at different sections. For the purpose of this project, the pre-filling stage will be neglected and a uniform
volume fraction will be calculated using the applied pressure and the compaction model developed in section 4.1.
The same approach was taken by a couple of studies such as Govignon et al (2010). It was also found using
experimental measurements that the preform has a constant height when the vacuum has been drawn, making this
assumption valid.
-
7/29/2019 Modelling Vacuum Infusion
24/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 13
4.3.2. Filling Model
The purpose of this project is not to derive a new method of determining the flow in the preform, but
the implementing into a numerical solution is important. For this reason, the flow model that is going to be used is
well defined and has been used successfully in a number of studies. This particular derivation thereof is taken from
Govignon et al (2010) as it is derived in such a way that it can be implemented in a numerical model.
4.3.2.1. Continuity Equation
Porosity is the ratio of the volume of the voids to the total volume and defined as such in equation (4.5)
below.
(4.5)The fibre volume fraction is given by equation (4.6).
(4.6)A relationship can then be obtained for porosity and fibre volume fraction and given in equation (4.7)
below.
(4.7)With the assumption that the fibres in the preform are incompressible and that compaction of the
preform only causes strain in the height direction the following relationship can be obtained.
(4.8)In this equation the
and
are for the preform under a zero compation stress. The
term is the
density of the fibre. Equation (4.8) can then be represented as:
(4.9)
Equation (4.9) represents the conservation of solid mass in the system. The fluid mass in the system
is more difficult to calculate as it changes while the resin is flowing.
The fluid is assumed to be incompressible for the problem. is the DArcy velocity or volume-averaged velocity and is defined as follows:
(4.10)Here is the volume flow rate in the medium, however to the model being 1D the volume flow
rate is actually area volume flow rate obtained by dividing by the width and having units of . This also results inthe factor having the correct units of . Using the incompressibility of the fluid as well as the conservation offluid mass the following relationship can be derived:
(4.11)Where
is the change in the porous volume of the preform.
-
7/29/2019 Modelling Vacuum Infusion
25/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 14
Expanding and taking the limits as and gives the initial continuity equation: (4.12)
This can be further simplified using equation (4.9) and (4.11) to get equation (4.13)
(4.13)
It is worth noting that very few publications take the term into account and generally it is set to zero.
4.3.2.2. Implementing Galerkin
By combining equation (4.13) and DArcys law stated in equation (4.3), equation (4.14) can be
obtained, stated as:
(4.14)This is a very important equation as it is the starting point for the implementation of the Galerkin finite
element method as well as the velocity at the flow front, shown in 4.3.2.3. It should also be noted that using D'Arcy
intrinsically implies that flow is laminar as well as the resin is a Newtonian fluid. Govignon et al (2010) modified the
DArcy equation with an empirical type correction factor to try to get a better fit to the experimental values. The
effect of this factor was not seen to have much effect on the final outputs of the program and good results were
obtained without it, thus it has been omitted. The strong formulation of equation (4.14) gives:
(4.15)
Transforming this to the weak formulation gives:
(4.16)
Using one-dimensional linear elements one would approximate each variable using a linear shape
function over each element. This would mean that each variable is expressed using trial functions as given below
for the height as an example:
(4.17)The trial functions, given in local coordinates, are:
and (4.18)Transformation from local to global coordinates is as follows:
(4.19)The derivative of this is also required for the implementation of the Galerkin method and is given
below.
(4.20)
Here the term is the length of an element and not the complete preform length.
-
7/29/2019 Modelling Vacuum Infusion
26/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 15
Equation (4.14) can now be discretized using these trial functions that give:
(4.21)
Converting this to local coordinates:
j=1:
j=2:
(4.22)
Completing the integration on the left hand side gives:
j=1:
|
j=2:
|
(4.23)
This can then be written in matrix form which is easier to understand and will be used further in the
report. The matrix form is thus:
() () (4.24)The stiffness matrix, () , can then be represented by:
() [
](4.25)
The capacitance matrix, , can be represented as: (4.26)
-
7/29/2019 Modelling Vacuum Infusion
27/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 16
The () term cancels, as the only values that it would represent are those at the inlet and outlethowever, those are replaced by the boundary conditions hence the term falls away. The
term is dealt with by
using a backward difference approximation as follows:
(4.27)
Thus changing equation (4.22) to the following:
(4.28)An iterative approach must thus be used to get the solution due to the height estimates being used
from a previous time step as the initial guess. The error or residual, , is thus required to apply the Newton-Raphson algorithm. It is given by:
( ) (4.29)Applying the Newton-Raphson algorithm:
* + (4.30)
* + (4.31)
(4.32)The matrix is the tangent matrix of the residual and is given below:
* +
[
]
(4.33)
Where
is given as:
(4.34)In all the above equations the subscripts denote the element number in the preform where as the
superscripts, denote the iteration number in the Newton-Raphson algorithm.4.3.2.3. Flow Front Velocity Derivation
The resin flow through the layup is described by DArcys law , which for 1D flow in the x direction is
stated in equation (4.3) and restated here for convenience.
(4.3)
-
7/29/2019 Modelling Vacuum Infusion
28/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 17
It should be noted that the variable names have been changed to follow on from previous ones
defined in the report. It is also assumed that the permeability of the fibre is constant in the direction (length oflayup, direction of flow) and direction (width of the layup) as well as flow in the in plane direction, (thickness oflayup), being neglected due to the in plane flow being neglected. The assumption that the resin and the fibre are
incompressible can be made since the fibre is made of a solid and the compaction of the fibre structure is
described in section 4.1. The resin is also assumed to be incompressible as a condition of applying DArcy however
due to it being a liquid this is a good assumption. The continuity equation for the conservation of mass can then be
stated as:
(4.35)This equation is derived in section 4.3.2.1 above. By combining equations (4.3) and (4.5), equation
(4.36) is found:
(4.36)
The flow needs to be determined at the flow front. This is done using a non-mixed method withconservative elements. By applying linear finite elements, the first derivative of the pressure is constant over an
element. A Taylor series about the centre of the element can then be used and one finds that:
(4.37) is the value value about which the Taylor series is centred. Equation (4.37) would prove difficult
to solve due to the in the expression for . It is simplified as follows. As the thickness and hence, permeability
varies along the layup in the direction, the gradient of can be expressed as: (4.38)
Equation (4.14) can thus be expanded to the following:
(4.39)
By combining Equations (4.38) and (4.39), an expression for
can be obtained.
(4.40)Substituting Equation (4.40) into equation (4.37) yields the volume averaged flow velocity at the flow
front.
(4.41)As is the volume avergae velocity, the velocity of the flow in the preform can then be calculated
using the porosity as follows:
(4.42)
-
7/29/2019 Modelling Vacuum Infusion
29/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 18
4.3.2.4. Smaller Derivations
The two main derivations of the equations have now been completed. It was found that a number of
other equations are needed to implement the code. These derivations are just linking variables.
The first two variables that are linked are the height and the volume fraction. They are linked using the
bulk density of the fibre as well as the area density of the fibre.
(4.43)
(4.44)This is the volume of entire layup.
(4.45)
(4.46)
(4.47)The next linking that has to occur is that of the pressure to the compaction stress. The compaction
stress is defined as follows: (4.48)The compaction model given in section 4.1 above links the volume fraction to the compaction stress
as given in equation (4.1) shown here again:
(4.1)The variables and are determined experimentally in section 6.2.1.The last link that has to occur is that between the permeability and the fibre volume fraction. This has
already been stated in equation (4.2) but is restated here for convenience:
(4.2)The variables and here will also be determined from experiemental values in section 6.2.2.
-
7/29/2019 Modelling Vacuum Infusion
30/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 19
4.3.2.5. Variable Naming
Due to certain variables being Greek characters and other reasons the following table has been added
to draw a comparison between the variable names used in the report and in the program.
Report Name Program Name Short Description
vf Fibre volume fraction
p_glass Area density of fibre
bulkd Bulk Density of fibre of Compaction stress layers Number of layers in the preform poro Porosity dh Change in h per N-R iteration. Ks Stiffness Matrix Kt Tangent Matrix C Capacitance matrix b Compaction factor constant
Table 4.1. Variable Naming
Variables not given in Table 4.1 have the same name in both the report and the program.
-
7/29/2019 Modelling Vacuum Infusion
31/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 20
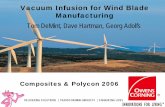
4.3.2.6. Program Flow Chart
Figure 4.1. Program Flow Chart
This program flow chart gives a very basic overview of the procedure which the program follows in the
implementing the model. Each part is explained in more detail in the following section which includes extracts from
the code to show how each part is programmed.
No
No
1. Fill First Element1.1 Fill first element
1.2 Calculate, , , and with 1stelement full.1.3 Iterate to find, and to fill firstelement.
2. Increment time step2.1 Use height profile from previoustime step
3. Newton-Raphson Starts3.1 Calculate,,, for currentiteration.3.2 Set and at flow front to vacuumand respective .3.3 Iterate to get to fill next element.Solve to get new profile.
Is within rnge?
Yes
Has flow reachedend of preform?
Yes
3. Start Post filling phase
0. Start Up0.1 Initialize Variables0.2 Declare functions0.3 Mesh Domain0.4 Initialize domain for full vacuum
-
7/29/2019 Modelling Vacuum Infusion
32/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 21
4.3.2.7. Filling Program Code Extracts
Following the number scheme from the program flow chart above pieces of code will now be shown
and explained briefly.
0.) Initializing Variables. This is done to set all the variables to zero and introduce all the constants into
the problem. The constants values shown in this case are those used by Govignon et al (2010).
Code Extract 4.1. Variable Initialization
width=0.2; %m
l=0.38; %m
visc=0.227; %pa.s
p_inlet=99000; %pa
p_vac=470; %pa
p_atm=101325; %pa- atm
layers=10; %number
inicompvar=[0.14470.1042]; %gov
wetunvar=[0.2865610.046089];%gov
c_perm=9.5e-11;
n_perm=2.6;
bulkd=.45; %bulk fibre density kg/m^2
p_glass=2500; %glass density kg/m^3
ele=100; %Number of elements for mesh
t_max=10;
w=(bulkd*layers)/p_glass;
%Ini Fields
h=zeros(ele+4,1);%Height profile
p=zeros(ele+4,1);%Fluid Pressurevf=zeros(ele+4,1); %Volume fraction
k=zeros(ele+4,1);%Permeability
of=zeros(ele+4,1); %Compaction Stress
fact=1;
newcon=10^-6;%std 10-^-6
t=0;
dtruntime=0;
tsit(3)=0;
ts=3;
saturated=0;
y=0;
dh=0;
-
7/29/2019 Modelling Vacuum Infusion
33/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 22
0.2.) This process declares the functions that will be used in the program, as there are numerous
functions that are used repeatedly.
%vi functions declarations
vf_func=@(vf0,of,b) vf0.*of.^b;
k_func=@(vf) c_perm.*((1-vf).^(n_perm+1)./(vf.^n_perm));
poro=@(vf)1-vf;
h_func=@(vf) bulkd./(p_glass*vf)*layers;
of_func=@(vf,b,vf0)(vf./vf0).^(1./b);
vfh_func=@(h) bulkd./(p_glass.*h).*layers;
h_qfunc=@(h,ts,q,dt,incre)(((q(ts)-q(ts-
1)).*h(ts,ts))+(h(ts,ts).*q(ts))+(h(ts,ts).*incre./dt(ts)))./((in
cre+(q(ts).*dt(ts)))./dt(ts));
kt_func=@(i,h,k,ts,mesh)
(2.*k(i,ts).*h(i,ts)+k(i,ts).*h(i+1,ts)+k(i+1,ts).*h(i,ts)+2.*k(i
+1,ts).*h(i+1,ts))./(6.*visc*(mesh(i+1,2)-mesh(i,2)));
dp=@(i,h,ts,b,vf0,p)(p(i+1,ts)-p(i,ts))/(h(i+1,ts)-h(i,ts));
dk=@(i,h,k,ts) c_perm*(((w/h(i,ts))^n_perm*(1-
w/h(i,ts))^n_perm*(n_perm+1)*(w/h(i,ts)^2))+((1-
w/h(i,ts))^(n_perm+1)*(w^n_perm/h(i,ts)^(n_perm-
1))*n_perm))/(w/h(i,ts))^n_perm;
k_stiffvec=@(z,p,h,k,ts,mesh)[...
(p(z,ts)-p(z+1,ts))*kt_func(z,h,k,ts,mesh);
(p(z+1,ts)-p(z,ts))*kt_func(z,h,k,ts,mesh)];
c_capmat=@(mesh,z)[(mesh(z+1,2)-mesh(z,2))/3(mesh(z+1,2)-
mesh(z,2))/6;(mesh(z+1,2)-mesh(z,2))/6(mesh(z+1,2)-
mesh(z,2))/3];
k_tanmat=@(z,p,h,k,ts,b,vf0,mesh)[...
(((p(z,ts)-p(z+1,ts))./(6.*visc.*(mesh(z+1,2)-
mesh(z,2)))).*(2.*k(z,ts)+2.*h(z,ts).*dk(z,h,k,ts)+h(z+1,ts).*dk(
z,h,k,ts)+k(z+1,ts)))+...
kt_func(z,h,k,ts,mesh).*dp(z,h,ts,b,vf0,p)...
(((p(z,ts)-
p(z+1,ts))./(
6.*visc
.*(mesh
(z+1,2)-
mesh(z,2)))).*(2.*k(z+1,ts)+2.*h(z+1,ts).*dk(z+1,h,k,ts)+h(z,ts).
*dk(z+1,h,k,ts)+k(z,ts)))-...
kt_func(z,h,k,ts,mesh).*dp(z+1,h,ts,b,vf0,p);...
(((p(z+1,ts)-p(z,ts))./(6.*visc.*(mesh(z+1,2)-
mesh(z,2)))).*(2.*k(z,ts)+2.*h(z,ts).*dk(z,h,k,ts)+h(z+1,ts).*dk(
z,h,k,ts)+k(z+1,ts)))-...
kt_func(z,h,k,ts,mesh).*dp(z,h,ts,b,vf0,p)...
(((p(z+1,ts)-p(z,ts))./(6.*visc.*(mesh(z+1,2)-
mesh(z,2)))).*(2.*k(z+1,ts)+2.*h(z+1,ts).*dk(z+1,h,k,ts)+h(z,ts).
*dk(z+1,h,k,ts)+k(z,ts)))+...
kt_func(z,h,k,ts,mesh).*dp(z+1,h,ts,b,vf0,p)];
-
7/29/2019 Modelling Vacuum Infusion
34/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 23
Code Extract 4.2. Function Declarations
0.3.) This process of meshing the domain divides the length into the required number of elements and
then calculated the increment to each one and adds the node numbers.
Code Extract 4.3. Meshing Domain
0.4.) Initializing the domain is applying all the conditions that would exists if there was no resin present
and a full vacuum had been drawn.
Code Extract 4.4. Full Vacuum Initialization
In Code Extract 4.4 is can be seen that the compaction constants that are used are that of the dry
preform. In the next piece of code the wet compaction constants are used for the then wet part of the preform.
1.1-2.) Here the first element is filled with resin and properties for the preform in that region are
calculated.
Code Extract 4.5. Conditions for full first element
incre=(l)/ele;
mesh=[[01:ele+2]'[00:incre:l+incre]'[00:incre:l+incre]'];
mesh(2,2:3)=10e-15;
vf0=inicompvar(1); %Initial
for dry
b=inicompvar(2);
of(:,:)=p_atm-p_vac;
vf_dry=vf_func(vf0,of(1,1),b);
h(:,2:3)=h_func(vf_dry);%Initial prop of dry preform from pre
filling
p(:,2:3)=p_vac;
of(:,2:3)=p_atm-p_vac; %No fluid pressure
vf(:,2:3)=vf_dry;
k(:,2:3)=k_func(vf(1,1));
vf0=wetunvar(1);
b=wetunvar(2);
p(1:2,3)=p_inlet;
p(3,3)=p_vac;
of(1:3,3)=p_atm-p(1:3,3);
of(3:end,3)=of(3:end,1);
h(1:3,3)=h_func(vf_func(vf0,of(1:3,3),b));
k(1:3,3)=k_func(vf_func(vf0,of(1:3,3),b));
vf(:,3)=vfh_func(h(:,3));
-
7/29/2019 Modelling Vacuum Infusion
35/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 24
1.3.) This is where a few iterations take place to determine the time required to fill the first element and
then calculate the flow rate and velocity through the first element.
Code Extract 4.6. Time to fill first element iterating loop.
From Code Extract 4.6 the iteration scheme to find the initial time can be seen. The scheme is given
an initial guess and then calculates the distance the flow would travel using the flow speed at the flow front, this is
then compare to the mesh incremental value and the time is then either increased or decreased. A similar code is
used for each time step for the filling procedure. This scheme is accurate to 10-10
for the first element and 10-6
for
the other nodes in the preform. It was found that by running this code for greater accuracies greatly increased the
computing time.
dt(3)=0.21677;%initial guess
do
dtstart=cputime;
if incre>l/ele
dt(ts)=dt(ts)*0.9999;
end
if incredt(ts-1)%Warning
beep
ts
j
y
tsit(ts)
disp("Warning- high dt count")
fflush(stdout)
end
mesh(ts,2)=
incre;
-
7/29/2019 Modelling Vacuum Infusion
36/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 25
2.1.) The setup of the domain is now complete and the filling iterations can be started. The first is the
time step iteration. This is given including the code for using the previous time steps height profile.
Code Extract 4.7. Time Step Loop
From this piece of code, it can be seen that the program goes through the for-loop for each element as
the flow is at a node after every iteration due to the time iteration scheme shown in Code Extract 4.6. It can also be
seen that there are warning systems built into the code to warn the user if a high number of iterations occur whichis usually a good indication that something is not running properly. The increasing and decreasing of the factor is
visible here and is done with an if-statement in both cases.
for ts=4:103 %103 for node of fixed height to reach end+1
and calc incre to last node
%ts++
tsit(ts)=0;
dt(ts)=dt(ts-1);
j=0;
h(1:end,ts)=h(1:end,ts-1);%Using height profile of
previous time
h(2:ts-1,ts)=h(2:ts-1,ts)+1e-16;%Prevent non zero div
if(tsit(ts)>(tsit(ts-1))&&(ts>6)&&(factboo=1)&&
tsit(ts-1)>=(tsit(ts-2)))%rem(ts,5)==0
fact=fact+1;
factboo=2;
end;
do
Newton-Raphson goes here......
until((dh(:,ts,j)-newcon))
|(tsit(ts)>300);
if(tsit(ts)2&& tsit(ts-1)250%Warning
beep
ts
tsit(ts)
disp("Warning- high iterations")
fflush(stdout)
end
ifrem
(ts,10)==
0ts
fflush(stdout);
end;
end
-
7/29/2019 Modelling Vacuum Infusion
37/72
Modelling the Vacuum Infusion Process Theoretical Investigation
University of Pretoria - MSC 422 Page 26
3.) This is where the Newton-Raphson algorithm is looped in a do statement, as shown below:
Code Extract 4.8. Newton-Raphson Do-Untill Loop
The extract does not actually show the implementation of the formulas listed in 4.3.2.2. The
implementation of these formulas is shown in Code Extract 4.9. This piece of code does however show how each
variable is recalculated for the new h value that is obtained in the vi_solve procedure. The dt_func is responsible for
calculating the time to fill an element and is similar to the one given in Code Extract 4.6.
Code Extract 4.9. vi_solve.m Procedure
do
j++;
vf(:,ts)=vfh_func(h(:,ts));
k(1:end,ts)=k_func(vf(1:end,ts));
p(2:ts-1,ts)=p_atm-of_func(vf(2:ts-1,ts),b,vf0);
p(ts:end,ts)=p(ts:end,ts-1);
of(:,ts)=p_atm-p(:,ts);
p(1,ts)=p_inlet;
y=0;
h(ts,ts)=h_func(vf_func(vf0,of(ts,ts),b));
dt_func;%find dt for filling next node and incre
h(ts,ts)=h_func(vf_func(vf0,of(ts,ts),b));
mesh(ts,2)=mesh(ts-1,2)+incre;
vi_solve;
tsit(ts)=j;
until((dh(:,ts,j)-newcon))
|(tsit(ts)>300);
%Construction and solving of VI matrices
C=zeros(ts+3);Ks=zeros(ts+3,1);Kt=zeros(ts+3);
for z=1:ts-1
C(z:z+1,z:z+1)=C(z:z+1,z:z+1)+c_capmat(mesh,z);
Ks(z:z+1)=Ks(z:z+1)+k_stiffvec(z,p,h,k,ts,mesh);
Kt(z:z+1,z:z+1)=Kt(z:z+1,z:z+1)+k_tanmat(z,p,h,k,ts,b,vf0,m
esh);
end
hh=zeros(ts,1);
hh(2:ts-1)=h(2:ts-1,ts)-h(2:ts-1,ts-1);
R=-((C(2:ts-1,2:ts-1)*hh(2:ts-1))+(dt(ts)*Ks(2:ts-1)));
dh(2:ts-1,ts,j)=(Kt(2:ts-1,2:ts-1))\R(1:ts-2);
h(2:ts-1,ts)=h(2:ts-1,ts)+dh(2:ts-1,ts,j)./fact;
return
hh=zeros(ts,1);
hh(1:ts-1)=h(1:ts-1,ts)-h(1:ts-1,ts-1);
R=-((C(1:ts-1,1:ts-1)*hh(1:ts-1))+(dt(ts)*Ks(1:ts-1)));
dh(1:ts-1,ts,j)=(Kt(1:ts-1,1:ts-1))\R(1:ts-1);h(2:ts,ts)=h(2:ts,ts)+dh(1:ts-1,ts,j)./