

modelling of potassium in the burner of a biomass...
21
Thermodynamic modelling of potassium in the after‐burner of a biomass gasifier S. Vakalis, U. Sénéchal, R. Schneider, B. Solomo, M. Kurz, K. Moustakas, A. Sotiropoulos, D. Malamis, M. Baratieri, T. Zschunke Limassol, June 24 th 2016 1
Transcript of modelling of potassium in the burner of a biomass...
Thermodynamic modelling of potassium in the after‐burner of a biomass gasifier
S. Vakalis, U. Sénéchal, R. Schneider, B. Solomo, M. Kurz, K. Moustakas, A. Sotiropoulos, D. Malamis, M. Baratieri, T. Zschunke
Limassol, June 24th 2016
1
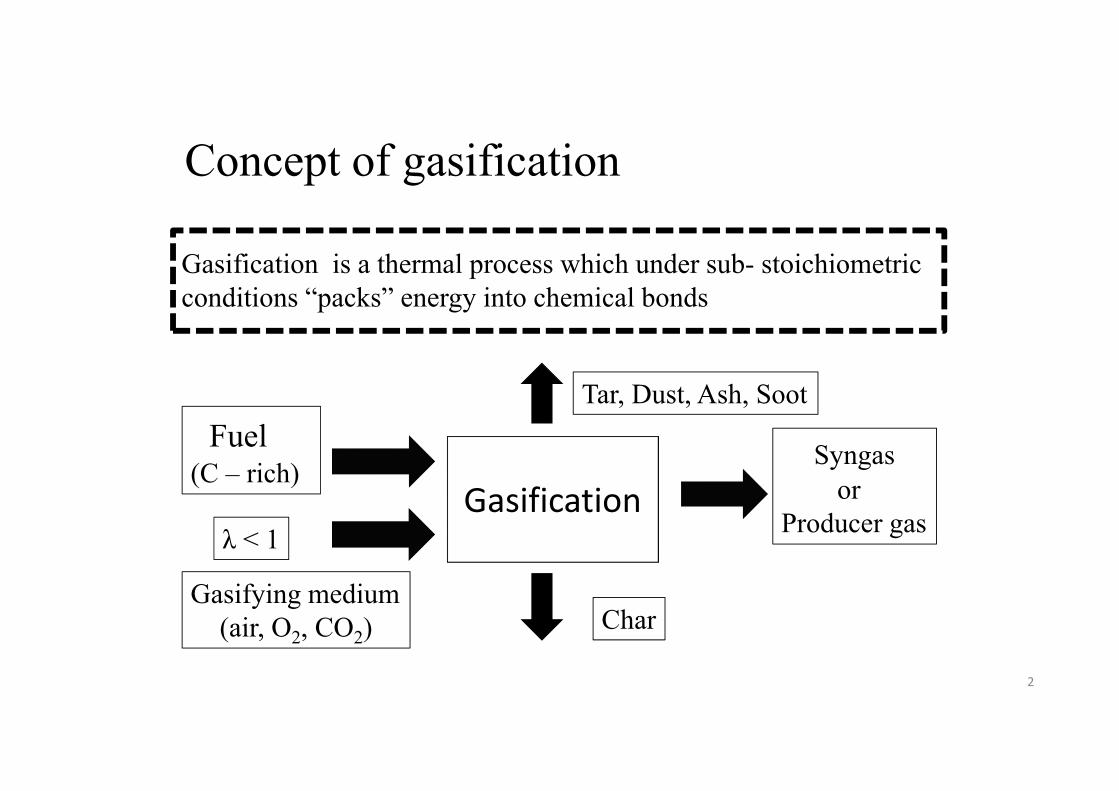
Gasification
Fuel(C – rich)
Gasifying medium(air, O2, CO2)
Tar, Dust, Ash, Soot
Char
Syngasor
Producer gas
Concept of gasification
λ < 1
Gasification is a thermal process which under sub- stoichiometric conditions “packs” energy into chemical bonds
2
3
Syngas - Producer gas
Syngas
CO, H2
Producer gas
CO , H2 , CO2, CH4
but also N2

4
Other by-products
Dust - Soot
Char – high in carbonAsh – inert minerals
Tar - heavy organic compounds

Char characteristics and management
Management of the residue char remains an imporantproblem in the small scale gasification sector.
The main reason is the concentration of heavy metals.
Solutions to the problem should be developed on alocal level or even better onsite, since the amount ofproduced char from small scale gasifiers is notsufficient in order to provide incentives for morecentralized projects.
Char is a carbon richmaterial and its structure issimilar to graphite
5
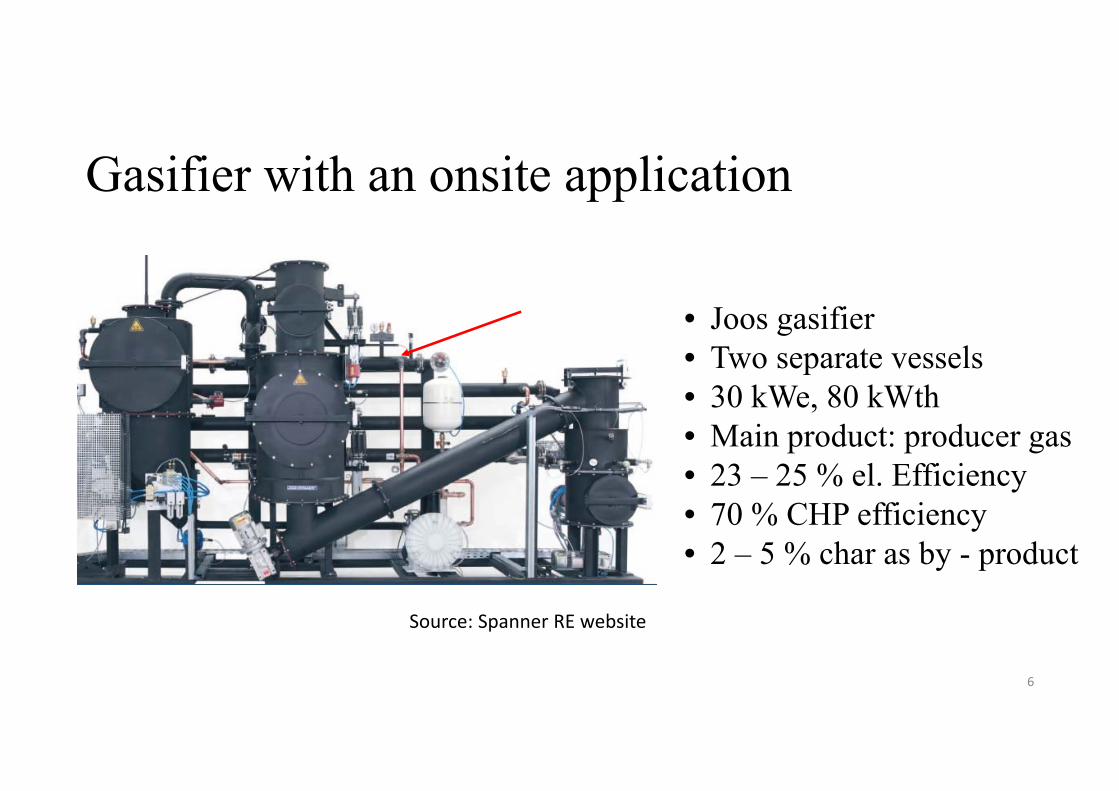
Gasifier with an onsite application
Source: Spanner RE website
• Joos gasifier• Two separate vessels• 30 kWe, 80 kWth• Main product: producer gas• 23 – 25 % el. Efficiency• 70 % CHP efficiency• 2 – 5 % char as by - product
6
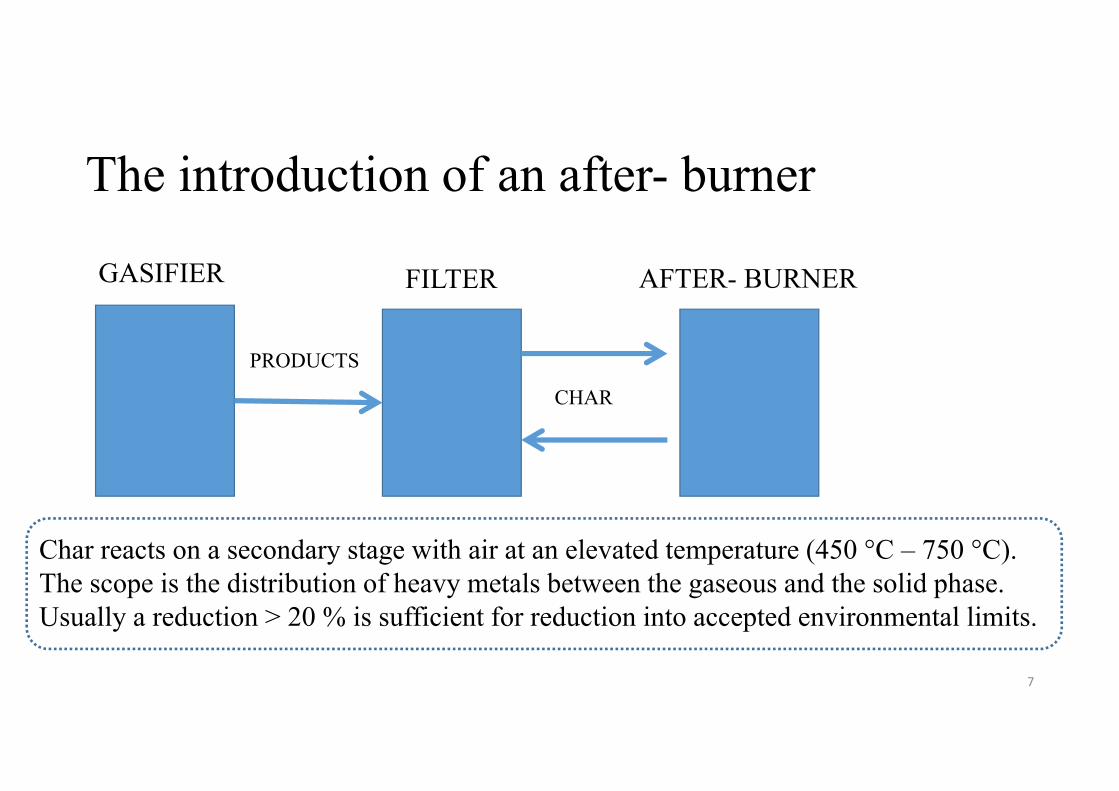
The introduction of an after- burner
GASIFIER FILTER AFTER- BURNER
CHAR
PRODUCTS
Char reacts on a secondary stage with air at an elevated temperature (450 °C – 750 °C).The scope is the distribution of heavy metals between the gaseous and the solid phase.Usually a reduction > 20 % is sufficient for reduction into accepted environmental limits.
7
Benefits of after-burner integrationThe content of heavy metals is correlated to the quality of the input.After gasification their concentration increases by orders of magnitude.As a result, char may be potentially treated as hazardous waste. Theintegration of an after-burner assists:
• Reduction of char volume• Reduction of heavy metals and alkali metals content• Reduction of tar compounds trapped in the solid residue
8

Modelling the after - burner
• Optimization of the after – burner has the scope to minimize simultaneously char -
tar – metals contents
• A commercial software was utilized for modelling the equilibriums of heavy and
alkali metals. (Master Thesis of Barbora Zezulova)
• The commercial software provided very interesting results concerning the
thermodynamic equilibriums of all the investigated heavy and alkali metals.
• Nonetheless, several issues had to be taken into cosideration for the case of the
after-burner.9

Issue 1 - Yield of carbon
0%10%20%30%40%50%60%70%80%90%
100%
mol
es p
er m
ole
fuel
C
Predicted elements gas/liquid/solid phase650 °C
SolidLiquidGas
10

Issue 2 – Gas composition
00,05
0,10,15
0,20,25
0,30,35
0,40,45
600 700 800 900 1000 1100 1200
Mol
e fr
actio
n, d
ry b
asis
Temperature, C
Equilibrium concentrations of gas species
CO2(g) N2(g) O2(g) H2(g) CO(g) CH4(g)
11
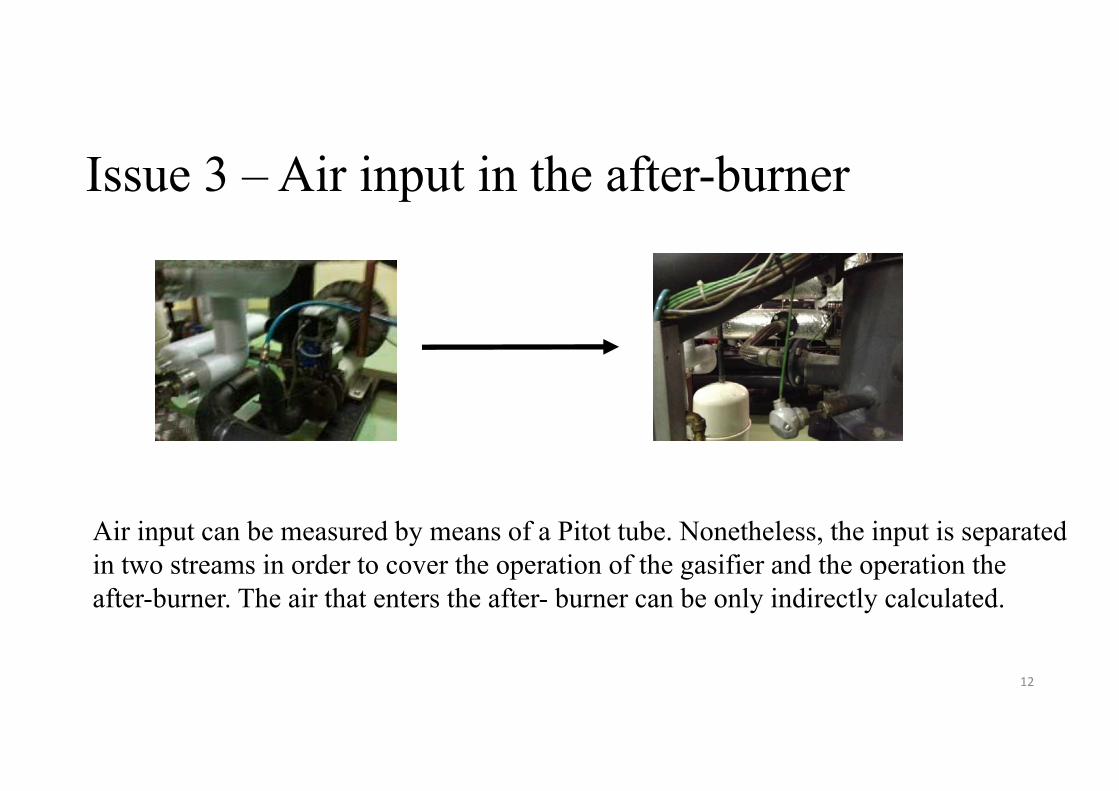
Issue 3 – Air input in the after-burner
Air input can be measured by means of a Pitot tube. Nonetheless, the input is separated in two streams in order to cover the operation of the gasifier and the operation the after-burner. The air that enters the after- burner can be only indirectly calculated.
12
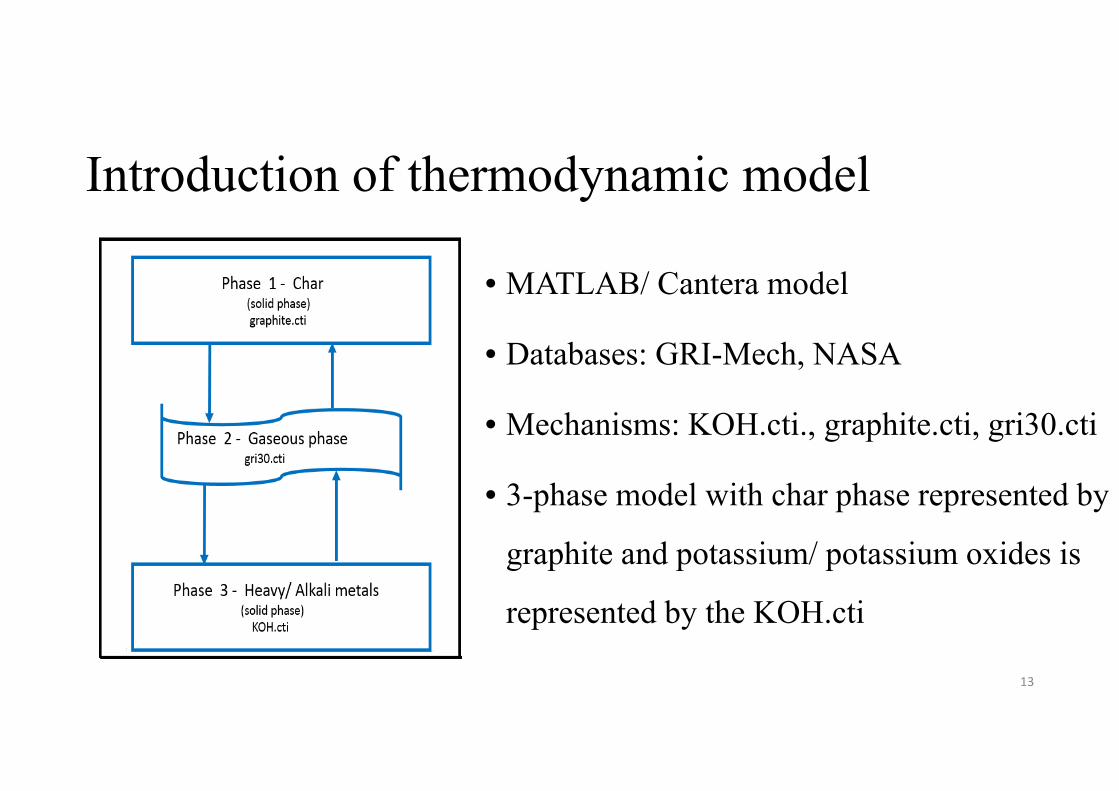
Introduction of thermodynamic model
• MATLAB/ Cantera model
• Databases: GRI-Mech, NASA
• Mechanisms: KOH.cti., graphite.cti, gri30.cti
• 3-phase model with char phase represented by
graphite and potassium/ potassium oxides is
represented by the KOH.cti
13

Solid – Liquid – Gas equilibriums of metals
0%10%20%30%40%50%60%70%80%90%
100%
Al Ba Ca Cl Cr Cu Fe K Mg Mn Na P S Si Sr Ti Znelement i
Predicted elements gas/liquid/solid phase650 °C
SolidLiquidGas
14
Fundamental concept of the model
• The balance of char is used as a control variable in order to assess the amount of reactive oxygen.
• Potassium yield is calculated for different temperatures.• Gaseous species are calculated in accordance
Monitoring of a Spanner gasifer was used for verification of results• Spanner HK30• Hochschule Zittau/ Görlitz• Measurements follow the ‘Recommendation CTI 13‘
15
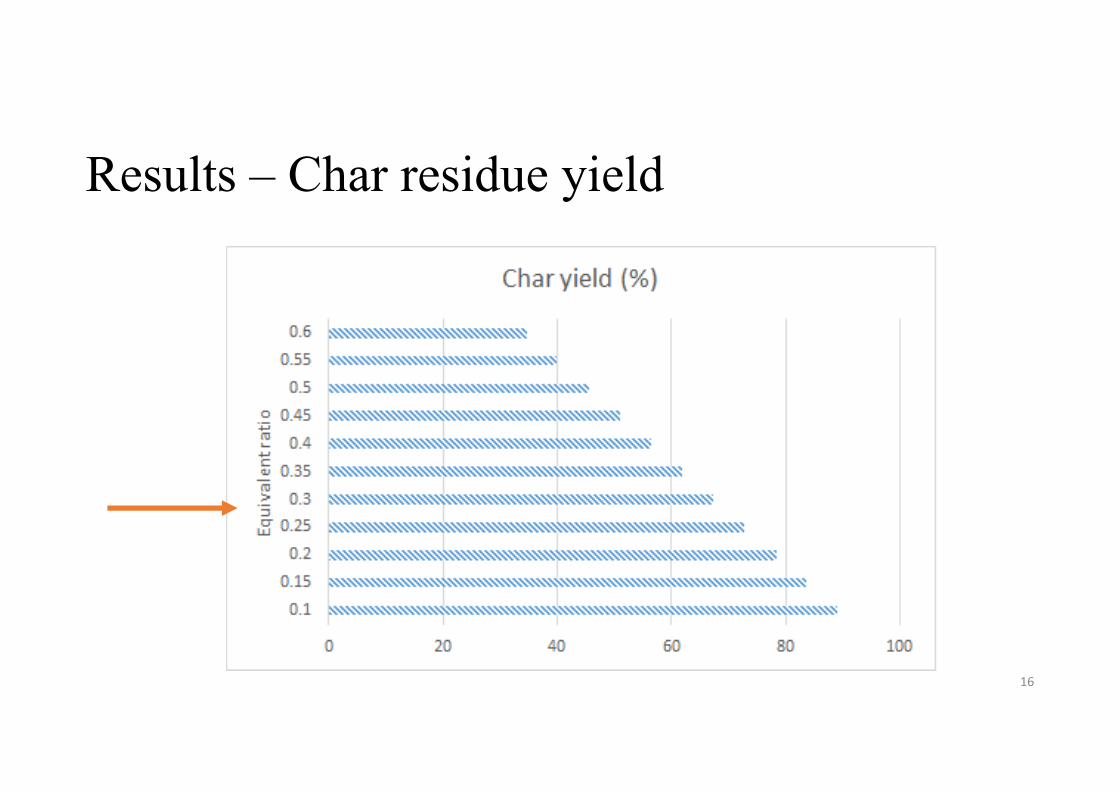
Results – Char residue yield
16
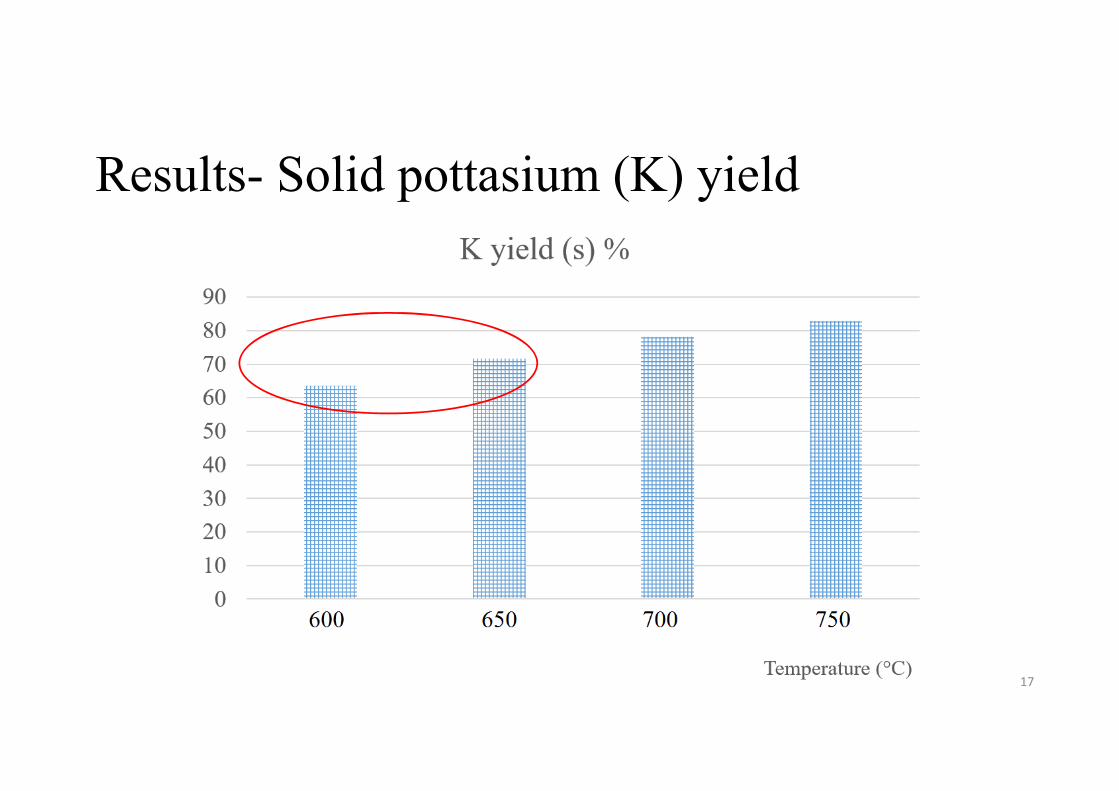
Results- Solid pottasium (K) yield
17
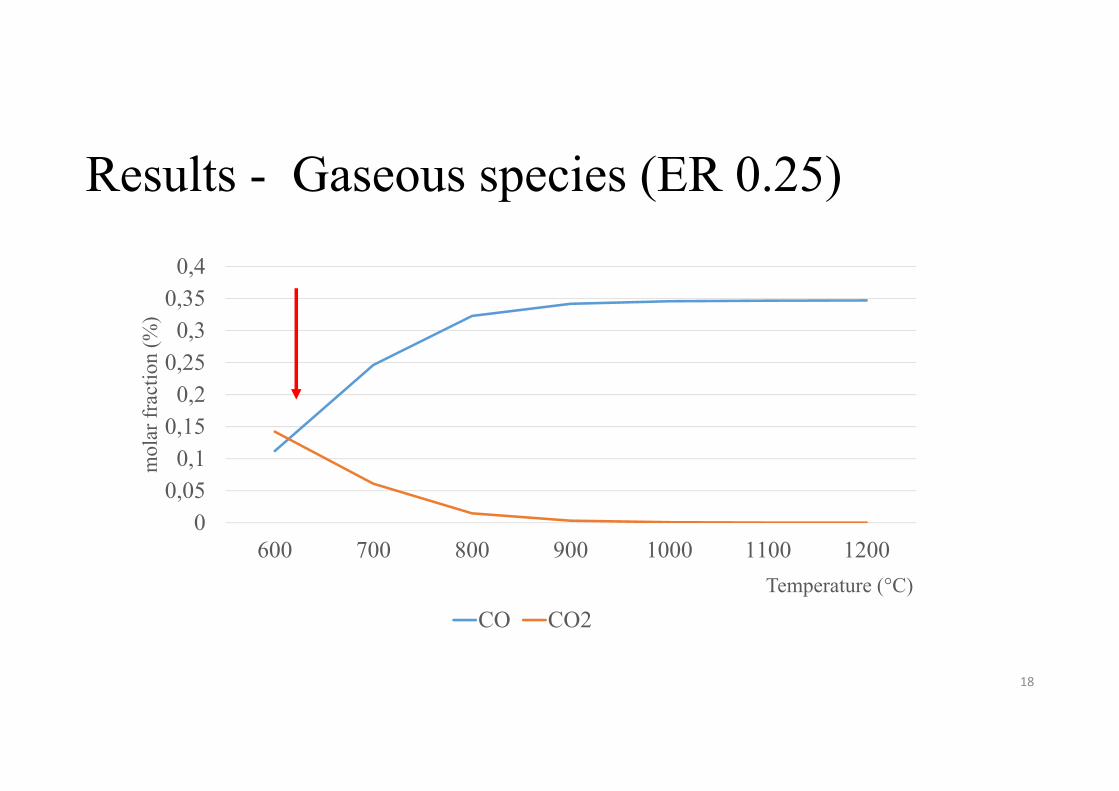
Results - Gaseous species (ER 0.25)
00,05
0,10,15
0,20,25
0,30,35
0,4
600 700 800 900 1000 1100 1200
mol
ar fr
actio
n (%
)
Temperature (°C)
CO CO2
18
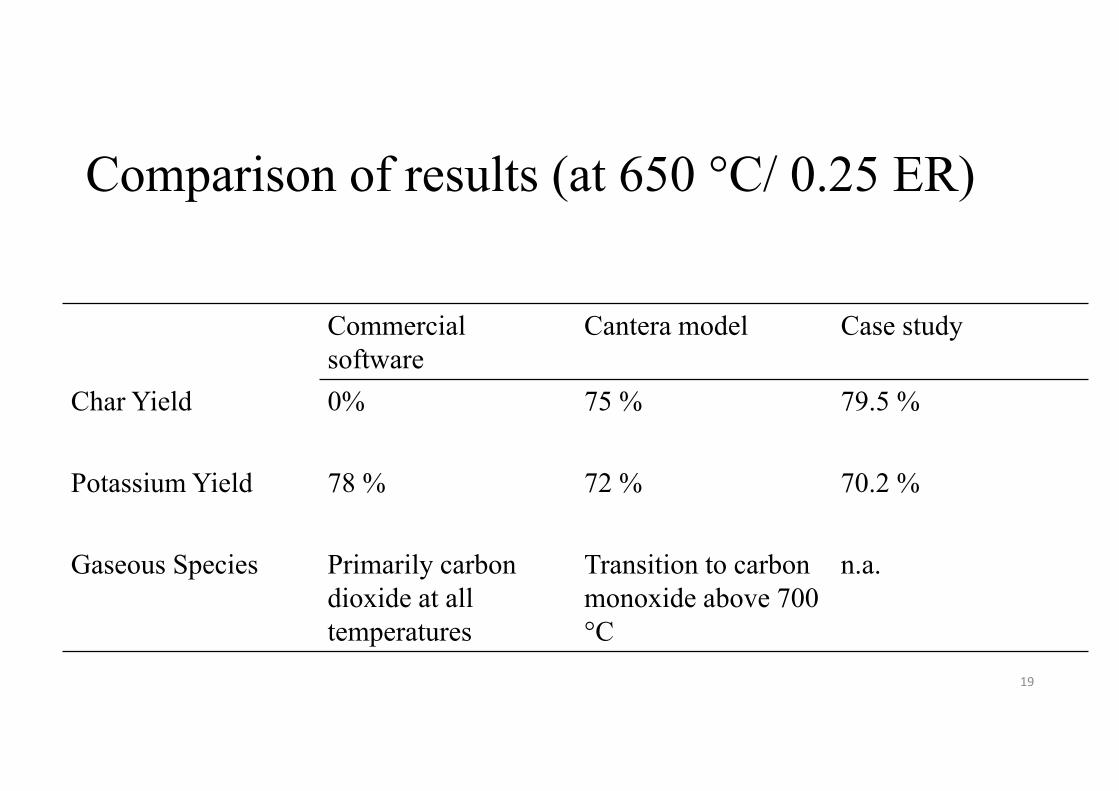
Comparison of results (at 650 °C/ 0.25 ER)
Commercial software
Cantera model Case study
Char Yield 0% 75 % 79.5 %
Potassium Yield 78 % 72 % 70.2 %
Gaseous Species Primarily carbondioxide at all temperatures
Transition to carbonmonoxide above 700 °C
n.a.
19

Conclusions
• The utilization of an after-burner is a unique commercial applicationthat is financially sustainable.
• Modelling the after-burner may result to the optimization of theprocess
• The Cantera model was able to return more reliable results for theestimated char yield, potassium yield and the composition of the maingaseous species in comparison to the commercial software.
• It should be denoted that this model aims only to assist and not toreplace commercial softwares.
20


















