
Membrane Reactor for Hydrogen Production - Pall · Membrane Reactor for Hydrogen Production Ashok...
27
Membrane Reactor for Hydrogen Production Ashok Damle Jim Acquaviva Pall Corporation November 17, 2008 This presentation does not contain any proprietary or confidential information AIChE 2008 Annual Meeting, Philadelphia, PA Photo courtesy of Pall Corporation
Transcript of Membrane Reactor for Hydrogen Production - Pall · Membrane Reactor for Hydrogen Production Ashok...

Membrane Reactor forHydrogen Production
Ashok DamleJim Acquaviva
Pall CorporationNovember 17, 2008
This presentation does not contain any proprietary or confidential information
AIChE 2008 Annual Meeting, Philadelphia, PA
Photo courtesy of Pall Corporation

2
Contributors & Acknowledgments
• Pall Corporation– Scott Hopkins– Daniel Henkel– Rick Kleiner– Rajinder P. Singh– Hongbin Zhao– Keith Rekczis– Chuck Love– Kevin Stark
• Colorado School of Mines– J. Douglas Way– Oyvind Hatlevik
• RTI International– Carrie Richardson
• DOE (EERE)– Sara Dillich

3
Presentation Outline
• Drivers for Hydrogen Production and CO2 capture
• Process intensification / Membrane reactor concept
• Status of Pd-alloy composite membrane at Pall• Inorganic substrate development
• Composite Pd-alloy membrane development
• Membrane reactor model simulations• WGS Membrane reactor experimental studies
• Pall’s capabilities and future activities

4
Hydrogen Economy and Production
Two major drivers for hydrogen production• Hydrogen as energy carrier – Transportation,
Power/heat generation, and Chemical production
• Pre-combustion CO2 capture and hydrogen production has potential to reduce GHG emissions
Hydrogen Production
• Can be produced from multiple pathways – natural gas, coal, biomass and renewables
• Near term hydrogen production from Natural Gas
• Longer term hydrogen production from Coal and renewable energy sources (biomass, solar, wind)

5
Conventional Hydrogen ProductionExhaust
NaturalGas
Air SyngasGenerator
WGS PSA
HydrogenProduct
800 oC400 oC
WaterResidual Gas
Current State:
> 90 % of H2 is produced from NG by this process
Very efficient on large scale
Future State: Combining hydrogen generation and separation (process intensification) can potentially reduce capital and operating cost of hydrogen production at various scales

6
WGS Membrane Reactor Process
WGS MembraneReactor
800 oC400 oC
HydrogenProduct
Water
Exhaust
NaturalGas
AirSyngas
Generator
Residual Gas
• Increased conversion due to equilibrium shift• Compact system, smaller footprint• Simpler operation and lower operating/energy costs• Need compressor for high pressure hydrogen product

7
Membrane Reformer Process
NaturalGas
Air MembraneReformer
HydrogenProduct
Water
ExhaustCO2
600 oC
Steam
ResidualGas
� Compact unit, smaller footprint � Lower capital cost Milder conditions
� Increased hydrogen yield � Greater energy efficiency, Less steam Lower cost of H2 production
� Need high temperature inorganic membrane for H2 separation
Efficiency improvement through process intensification

8
1. Lee, D., Zhang, L., Oyama, S. T., Niu, S., and R. F. Saraf, J. Membr. Sci., 231, 117(2004).
2. Kajiwara, M., Uemiya, S., Kojima, T., and E. Kikuchi, Catal. Today, 56, 65(2000).
3. DeVos, R. M. and H. Verweij, Science, 279, 1710(1998).
4. Hassan, M. H., J. D. Way, P. M. Thoen, and A. C. Dillon, J. Membr. Sci. , 104, 27(1995).
5. Polymer line from :Robeson, L. M., J. Membr. Sci., 62, 165(1991).
6. Wu, J. C. S. et al., J. Membr. Sci., 77, 85(1993).
7. Hatlevik, Ø., Gade, S. K., Keeling, M. K., Thoen, P. M. and J. D.Way, "Palladium and Palladium Alloy Membranes for Hydrogen Separation and Production: History, Fabrication Strategies, and Current Performance," submitted to Separation and Purification Technology, Sept. 2008.
Why Palladium Membrane ?
1
10
100
1000
104
105
10-9 10-8 10-7 10-6 10-5 0.0001
10-9 10-8 10-7 10-6 10-5 0.0001
Polymeric Membrane MaterialsInorganic Membrane MaterialsH
2/N2
Idea
l Sep
arat
ion
Fac
tor
H2
Permeance (mol/m2.s.Pa)
CSM PdAu
(1)
(2)
(3)
(4)
(6)
CSM Pd
(7)
(7)
Graph courtesy of Prof. Doug Way and CSM group

9
Pd-alloy membrane development
Self supporting membrane structures• Need membrane of sufficient thickness for
structural integrity and strength e.g. tubes or flat sheets > 25 µm
• Expensive, Niche applications – small H2 purifiers
Composite membrane structures• Thin films on substrates• Substrate provides structural integrity and strength • Deposition of thin Pd-alloy films by various
techniques ~ 1 – 5 µm• Better seals for High T – High P applications• Lower cost – thin Pd layer, less membrane area

10
Components of a Composite Membrane3) Pd alloy membrane
– Functional layer provides for gas separation
– Critical features: thickness, alloy composition, durability and number of defects
1) Porous stainless steel– Provides mechanical support that
can withstand the operating conditions of the process
– Critical features: permeability, weld configuration, mechanical, thermal and chemical compatibility
2) Diffusion barrier– Enables formation of functional
layer– Critical features: surface
properties, material, gas permeability, number of defects
Pd-alloy membrane development at Pall
3
2
1
Excellent adhesion to zirconia layer, uniform thickness, and surface contour following of Pd-alloy metal film

11
Ceramic / PSS composite substrate for Pd alloy membranes
PSS Medium
Ceramic Coating
It’s all about the substratePorous stainless steel tube with ZrO2 ceramic coating: Extensive development work done to optimize the composite structure and surface properties to enable formation of a high quality Pd alloy or other functional layer.
Pd-alloy membrane development at Pall
• All welded designNo polymer seals, Higher temp. capabilities
• Thermal expansionUniform thermal expansion with the housing and module components
• CostAll metal design with welded fittings, allows for direct welding to a tube sheet. This eliminates the need for intricate sealing mechanism and reduces overall module cost

12
Durability : Pall Gas/Gas separation supports have been exposed to multiple thermal cycles with no detrimental effects to the composite structure– Ceramic layer stable and maintains adhesion to metallic
substrate through thermal cycles
– Composite tube with 310SC can be used up to 550 oC in pure H2 and up to 400oC in air or inert gases
Characterization Data of Composite Support�First bubble in IPA is > 30 psi
�Air permeability @ 1000 cc/min ~ 7 psi
�Zirconia coating pore structure is 70 nm
�Base metallic tube pore structure is 2 microns in average
Pd-alloy membrane development at Pall

13
���������� ����������
� �� ���������������������
� ����������� ����! �� ���
"�#���$��� �#��� �$
� ���%�$������� �
� &�� �
� �#�����'(
� �������� $�)���15 cm2 active surface area
75 cm2 active surface area
Pd-alloy membrane development at Pall

14
Membrane Durability in Thermal Cycling
Thermal Cycle: Air � Air � Argon � Hydrogen � AirTemperature (C): 25 � 400 � 400 � 400 � 25Pressure (psig): 0 � 20 � 20 � 20 � 0

15
Components of a Gas/Gas Separation Module
Pressure vessel with fittings
Internal hardware
Non-porous end fitting
Porous substrate
Weld
Membrane tube sub-assembly*
* Pd alloy membrane not shown, typically on the OD of the tube
Welds

1616
Membrane Reactor Model Simulations
Model Assumptions
• Temperature and total pressure constant on both sides
• Reaction kinetics faster than hydrogen permeation
• Feed side is in dynamic equilibrium
• Hydrogen flux determined by local driving force
Permeate HydrogenMembrane
Fuel Gaswith Steam Residual Gas
Fuel Reforming/WGS Catalyst
H2 H2

17
WGS Membrane Reactor Experimental Results
Demonstrated > 80% Net Recovery of Hydrogen with >80% CO conversion
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Net Hydrogen Recovery, %
CO
Con
vers
ion,
%
Methane Reformate Feed Gas (Dry)H2 - 75.2%CO - 15.6%CO2 - 7.1%CH4 - 2.1%
Steam:CO = 1.2:1Temperature - 375 oCFeed Pressure - 100, 150 psigHigh Temp. Fe-Cr WGS Catalyst(Sud-Chemie - Shiftmax 120)
Model Prediction (Fast Kinetics)
Experimental DataEquilibrium CO Conversionat Feed Gas Conditions 100 psig
150 psig
Experiments conducted by Damle at RTI International – Fuel Cell Seminar 2007

18
Predicted Methane Conversion increase@ T – 600 C, Steam:C::2:1, P-100, 250 psig
Effect of Pressure – Greater H2 recovery and yieldin spite of unfavorable equilibrium

19
Membrane Reactor Performance@ T – 600 C, Steam:C::2:1, P-100 psig
Recovery of sensible and combustion heat of Residual Gas Net heat requirement analysis

20
Membrane Reactor Performance@ T – 600 C, Steam:C::2:1, P-250 psig
Effect of Pressure – Greater H2 partial pressureLess Membrane Area requirement
21
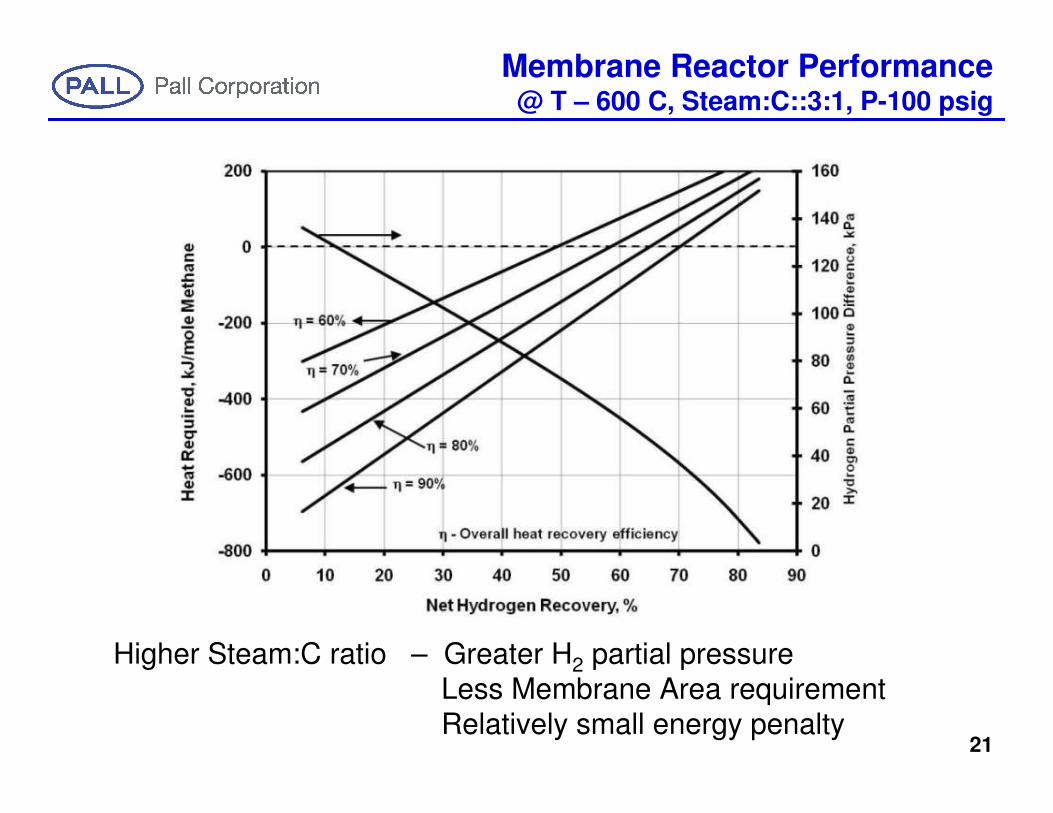
Membrane Reactor Performance@ T – 600 C, Steam:C::3:1, P-100 psig
Higher Steam:C ratio – Greater H2 partial pressureLess Membrane Area requirementRelatively small energy penalty

22
Membrane Reactor Performance@ T – 550 C, Steam:C::2:1, P-100 psig
Lower Temperature – Lower H2 partial pressure – less conversion(strong effect) Low hydrogen recovery

23
Components of Economic Analysis
Economic Model
Membrane Reactor Model
Energy Model
H2 Cost($/gge)
Process
Data
ProcessModel
Compression
Cost
Hydrogen Permeate Flow
Surface AreaMembrane Pilot Plant
Performance Measurements
CompressorOPEX & CAPEX
MembraneOPEX & CAPEX
PSAOPEX & CAPEX
NG reformer
24
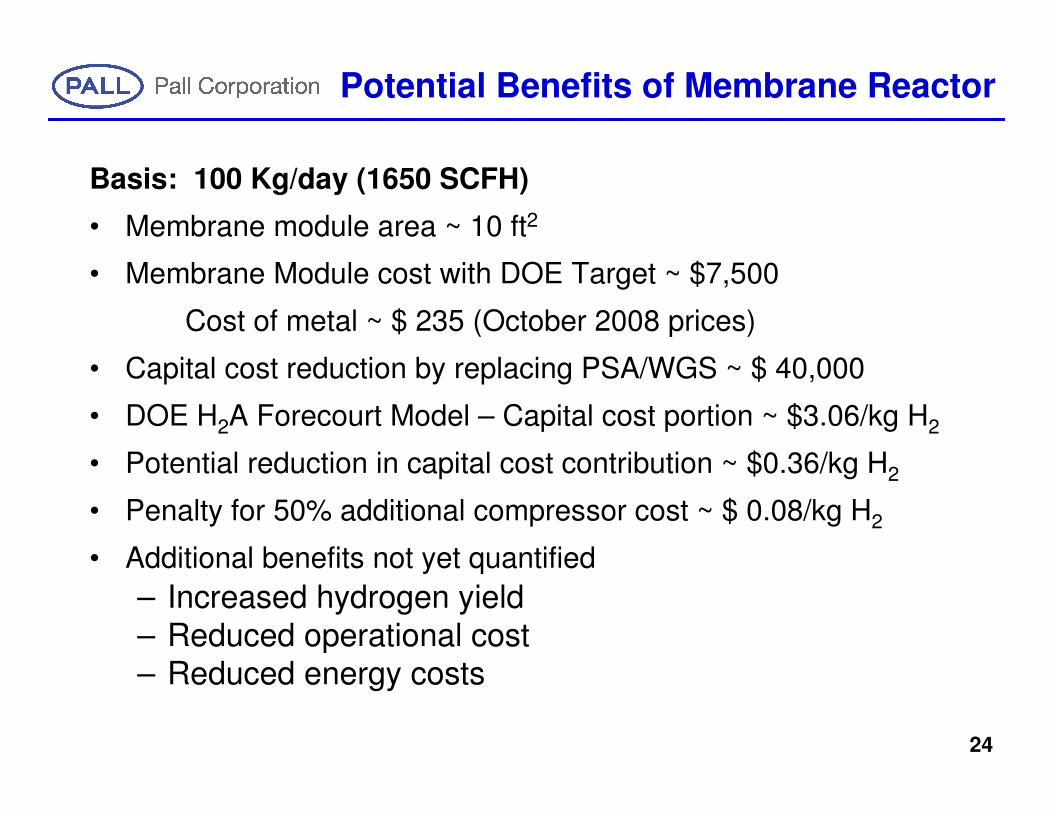
Potential Benefits of Membrane Reactor
Basis: 100 Kg/day (1650 SCFH)
• Membrane module area ~ 10 ft2
• Membrane Module cost with DOE Target ~ $7,500
Cost of metal ~ $ 235 (October 2008 prices)
• Capital cost reduction by replacing PSA/WGS ~ $ 40,000
• DOE H2A Forecourt Model – Capital cost portion ~ $3.06/kg H2
• Potential reduction in capital cost contribution ~ $0.36/kg H2
• Penalty for 50% additional compressor cost ~ $ 0.08/kg H2
• Additional benefits not yet quantified– Increased hydrogen yield– Reduced operational cost– Reduced energy costs

25
Future R&D Needs – Reduce Cost
Capital Cost• High flux membrane to reduce required membrane area and pressure
vessel size• High efficiency modules to maximize use of membrane area• Commercial scale manufacturing process for Pd alloy membranes• Process integration to reduce balance of plant cost• Process intensification (ex: membrane reactors) to minimize catalyst
and hardware cost
Operating Cost• High separation factor membranes that maximize H2 recovery• Process integration to minimize the energy penalty for CO2 capture
Maintenance Cost• Durable palladium alloys that can tolerate severe process conditions,
abrupt startups & shutdowns, and contaminants in feed streams

26
Research Development
Scale-up of Metal Tube Technology
Commercialization
27
Questions ?


















