Mechanisms of Micro Structure Control in Conventional Sintering[1]
4
Mechanisms of microstructure control in conventional sintering Chinelatto, A. S. A.; Pallone, E. M. J. A.; Souza, A. M. and Chinelatto, A. L. The manner and mechanisms involved on the process of sintering is an essential investigation to achieve the required microstructure and final properties in solids. During the conventional sintering of a compacted powder, the densification and grain growth occur simultaneously through the mechanisms of atomic diffusion. Many researchers have been working on reducing the grain size below 1 m, aiming at improve some properties, such as the strength, toughness and wear resistance in ceramics [1-3]. In order to obtain ultra-fine ceramic microstructures, nanocrystalline powders can be used. Although the sinterability of nanoparticles is superior to fine particles due to higher sintering stress, the densification of these powders is often accompanied by grain growth [4]. Hot pressing sintering [5,6], spark plasma sintering [7,8], or pulse electric current sintering [9] are typical techniques employed to produce nanostructured ceramics. However, many of these techniques are not economically viable, depending on the application of the final product. Thus, conventional pressureless sintering is still a sintering method more attractive to produce ceramic products, mainly due to its simplicity and cost compared to other methods. In the conventional pressureless sintering, a controlled grain size with a high densification could be achieved by adequate control procedures of the heating curve — herein defined as the maximization of the final density with minimum grain growth. One hypothesis to control the heating curve can be achieved by improving the narrowing of grain size distribution in a pre-densification sintering stage, followed of a final densification stage, namely at a maximum densification rate temperature [12-15]. In a thermodynamics point-of-view, another hypothesis is regarded to control the heating schedule at temperature ranging the active grain boundary diffusion. Note, however, that the grain boundary migration is sufficiently sluggish, and the densification could occur without grain growth. This mentioned hypothesis was proposed by Chen and Wang [16] and has been successfully applied to different types of materials [17-23]. A second phase can be added to preserve fine grains. In this case, the inhibition of grain boundary can be due to the pinning effect, which is associated with the locations of particles at grain boundaries or triple junctions [22,24]. This drag pinning effect associated to control of heating curve can be more effective to suppress the grain growth. In this book chapter, the investigation is focused in how to manage efficiently the heating curve for microstructure control in conventional sintering of ceramics. Various considerations for setting the heating curves are approached, tested and discussed. Aluminum oxide (Al 2 O 3 or alumina) is the main material investigated in this study, due the fact that it is widely studied in science and technology, presenting large industrial applications. In addition, zirconium oxide (ZrO 2 or zirconia) in nano-sized particles is a supplementary material used to determine the effect of inclusions in the heating curves. The raw materials used in the experimental are following described: commercial Al 2 O 3 powder with a medium diameter of particle of 0.2 m (purity of 99.995%, AKP-53, Source: Sumitomo Chemical Co., Japan), and a commercial nanometric ZrO 2 powder with particles sized from 60 to 100 nm (purity of 99.9%, monoclinic, Source: Nanostructured Materials Inc.) were used in the experiments. Initially, the alumina powder was processed to remove the hard agglomerates. The following procedure was used: the powder was dispersed in isopropyl alcohol with 0.2 w% of PABA (4- aminobenzoic acid) and 0.5 w% of oleic acid. The suspension was submitted to a ball mill during 10 h, using zirconia balls (relation between ball/powder in a mass ratio of 2:1) in a polypropylene vial. The suspension was dried at 75ºC, and then pulverized and sieved. Prior to sintering experiments, samples of pure alumina were uniaxially pressed under 80 MPa into cylindrical compacts (ø=10 mm, and height of about 5 mm), and isostatically cold-pressed under 200 MPa. The samples were heat-treated at 600 o C in air for 1 h to eliminate organic materials. The green density of the samples was about 59% of the theoretical density (%TD). The conventional sintering experiments were carried out at temperature ranging 900-1500 o C in air with a dwell time of 2 h. This sample also was sintered in a Netzsch – DIL 402C dilatometer at a constant heating rate of 15 o C.min -1 , in air atmosphere. Based on these results, the steps for the sintering were defined. The sintering process was performed in an electric furnace Lindberg, in air. Besides the thermal analysis by dilatometry, the sintered samples were further characterized by the apparent density taken the Archimedes method as reference, grain size measurements using an image analysis program, and the microstructure was analyzed by scanning electronic microscopy (SEM).
-
Upload
ana-maria-souza -
Category
Documents
-
view
30 -
download
0
description
É apenas um resumo do capitulo de livro da Dissertação do meu mestrado. Sinterização, alumina, sinterização em dois patamares
Transcript of Mechanisms of Micro Structure Control in Conventional Sintering[1]
![Page 1: Mechanisms of Micro Structure Control in Conventional Sintering[1]](https://reader034.fdocuments.net/reader034/viewer/2022051314/55353c5d550346eb168b4660/html5/thumbnails/1.jpg)
Mechanisms of microstructure control in conventional sintering Chinelatto, A. S. A.; Pallone, E. M. J. A.; Souza, A. M. and Chinelatto, A. L.
The manner and mechanisms involved on the process of sintering is an essential investigation to
achieve the required microstructure and final properties in solids. During the conventional sintering of a compacted powder, the densification and grain growth occur simultaneously through the mechanisms of atomic diffusion. Many researchers have been working on reducing the grain size below 1 m, aiming at improve some properties, such as the strength, toughness and wear resistance in ceramics [1-3]. In order to obtain ultra-fine ceramic microstructures, nanocrystalline powders can be used. Although the sinterability of nanoparticles is superior to fine particles due to higher sintering stress, the densification of these powders is often accompanied by grain growth [4].
Hot pressing sintering [5,6], spark plasma sintering [7,8], or pulse electric current sintering [9] are typical techniques employed to produce nanostructured ceramics. However, many of these techniques are not economically viable, depending on the application of the final product. Thus, conventional pressureless sintering is still a sintering method more attractive to produce ceramic products, mainly due to its simplicity and cost compared to other methods. In the conventional pressureless sintering, a controlled grain size with a high densification could be achieved by adequate control procedures of the heating curve — herein defined as the maximization of the final density with minimum grain growth.
One hypothesis to control the heating curve can be achieved by improving the narrowing of grain size distribution in a pre-densification sintering stage, followed of a final densification stage, namely at a maximum densification rate temperature [12-15]. In a thermodynamics point-of-view, another hypothesis is regarded to control the heating schedule at temperature ranging the active grain boundary diffusion. Note, however, that the grain boundary migration is sufficiently sluggish, and the densification could occur without grain growth. This mentioned hypothesis was proposed by Chen and Wang [16] and has been successfully applied to different types of materials [17-23]. A second phase can be added to preserve fine grains. In this case, the inhibition of grain boundary can be due to the pinning effect, which is associated with the locations of particles at grain boundaries or triple junctions [22,24]. This drag pinning effect associated to control of heating curve can be more effective to suppress the grain growth.
In this book chapter, the investigation is focused in how to manage efficiently the heating curve for microstructure control in conventional sintering of ceramics. Various considerations for setting the heating curves are approached, tested and discussed. Aluminum oxide (Al2O3 or alumina) is the main material investigated in this study, due the fact that it is widely studied in science and technology, presenting large industrial applications. In addition, zirconium oxide (ZrO2 or zirconia) in nano-sized particles is a supplementary material used to determine the effect of inclusions in the heating curves.
The raw materials used in the experimental are following described: commercial Al2O3 powder with a medium diameter of particle of 0.2 m (purity of 99.995%, AKP-53, Source: Sumitomo Chemical Co., Japan), and a commercial nanometric ZrO2 powder with particles sized from 60 to 100 nm (purity of 99.9%, monoclinic, Source: Nanostructured Materials Inc.) were used in the experiments.
Initially, the alumina powder was processed to remove the hard agglomerates. The following procedure was used: the powder was dispersed in isopropyl alcohol with 0.2 w% of PABA (4-aminobenzoic acid) and 0.5 w% of oleic acid. The suspension was submitted to a ball mill during 10 h, using zirconia balls (relation between ball/powder in a mass ratio of 2:1) in a polypropylene vial. The suspension was dried at 75ºC, and then pulverized and sieved.
Prior to sintering experiments, samples of pure alumina were uniaxially pressed under 80 MPa into cylindrical compacts (ø=10 mm, and height of about 5 mm), and isostatically cold-pressed under 200 MPa. The samples were heat-treated at 600oC in air for 1 h to eliminate organic materials. The green density of the samples was about 59% of the theoretical density (%TD).
The conventional sintering experiments were carried out at temperature ranging 900-1500oC in air with a dwell time of 2 h. This sample also was sintered in a Netzsch – DIL 402C dilatometer at a constant heating rate of 15oC.min-1, in air atmosphere. Based on these results, the steps for the sintering were defined. The sintering process was performed in an electric furnace Lindberg, in air. Besides the thermal analysis by dilatometry, the sintered samples were further characterized by the apparent density taken the Archimedes method as reference, grain size measurements using an image analysis program, and the microstructure was analyzed by scanning electronic microscopy (SEM).
![Page 2: Mechanisms of Micro Structure Control in Conventional Sintering[1]](https://reader034.fdocuments.net/reader034/viewer/2022051314/55353c5d550346eb168b4660/html5/thumbnails/2.jpg)
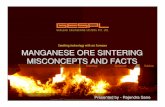
Figure 1 shows the linear shrinkage rate versus temperature during heating in dilatometer, at a constant heating rate of 15°C.min-1. Figure 2 presents the evolution of the mean grain size of Al2O3 compacts with the relative density for alumina.
Figure 1. Linear shrinkage rate versus temperature during heating in dilatometer, at a constant heating rate of 15°C.min-1.
Figure 2. Mean grain size of Al2O3 compacts versus relative density.
Considering the results of the sintering experiments (figures 1 and 2) and to suppress the accelerated grain growth at the final sintering stage, two different heating curves of sintering were applied to produce a densification of Al2O3 compacts. In the first heating curves sintering, one hypothesis was assumed: the maximization of final density with minimum grain growth could be achieved by improving the narrowing of grain size distribution at a pre-densification sintering stage and producing the final densification at a maximum densification. To confirm this hypothesis, a temperature below the onset of the densification process was chosen (1050oC). This effect can be observed in the samples with the first step at 1050ºC. The samples produced by the first step at 1050ºC followed by a second step at 1500°C showed significantly smaller final grain sizes, as showed in figure 3.
These results suggest that the pre-coarsing step is responsible for the more homogeneous evolution of microstructure in subsequent sintering. Some works [12,15] have been demonstrated that the pre-coarsing treatment promotes the elimination of very fine particles, reducing the extent of differential densification and the formation of locally dense regions in the early stages of subsequent sintering, thereby reducing the scale of density fluctuations.
(a) (b)
Figure 3. SEM micrographs of alumina samples sintering: a) T=1500ºC/2 h; and b) T=1050ºC/2 h and T=1500ºC/2 h. Scale bars=1 m.
To inhibit further grain growth, the sintering temperature was decreased to the maximum densification rate temperature, i.e. according to the linear shrinkage rate, in temperature at 1350oC. Figure 4 shows the microstructure obtained with a step at 1050oC for 2 hours followed by sintering temperature at 1350oC for 2 hours. It is observed a significant reduction in the mean grain size. In all of the sintering curves, the relative densities achieved were above 96% TD. In figure 5 is shown that the
200 400 600 800 1000 1200 1400-20
0
T (oC)
L/L
o(%
)
1350oC
1100oC
-1,0
-0,8
-0,6
-0,4
-0,2
0,0
dL/Lodt (%/m
in)
60 80 1000
300
600
900
1200
1500
1800
mea
n gr
ain
size
(nm
)
Relative density (%)
![Page 3: Mechanisms of Micro Structure Control in Conventional Sintering[1]](https://reader034.fdocuments.net/reader034/viewer/2022051314/55353c5d550346eb168b4660/html5/thumbnails/3.jpg)
relative density is increased, while the grain size is decreased as the hold time in temperature before the beginning of the densification process is increased.
Figure 4. SEM micrographs of alumina samples after two-step sintering: T=1050ºC/2h and T=1350ºC/2h. Scale bar=1 m.
Figure 5. Relative densities and mean grain sizes versus time of isothermal treatment at 1050oC.
For a better understanding of the processes that occur during the adoption steps at low temperature, different conditions of time and temperature rates for these steps were studied.
The other heating curve is based in works reported by Chen and Wang [16], in which the samples are firstly heated at higher temperature to achieve an intermediate density, and then cooled down and held at a lower temperature until they are dense. Several sintering conditions were performed based on these considerations and the results have shown that the choice of two-step sintering is essential to promote densification without grain growth. Table 1 describes the two sintering conditions studied in the present work, and describes the relative densities and mean grain size of the samples.
It can be observed that the samples heated at 1450ºC for 10 minutes and cooled at 1350ºC for 2 hours present less grain size and practically the same density than the samples treated at 1500ºC for 10 minutes and 1400ºC for 2 hours. The microstructure of these samples can be seen in figure 6.
Table 1. Results of final density and grain size of sintered alumina samples.
Sintering procedure Relative Density (%)
Mean Grain Size (m)
T1=1450oC/10 min and T2=1350oC/2 h 96.2 0.3 1,07 0,16
T1=1500oC/10 min and T2=1400oC/2 h 96.4 0.3 1,65 0,25
T1=1500oC/1 h 99.2 0.3 1,84 0,63
The heating curve control, through using steps of sintering, associated with control of grain size by addition of nanometric zirconia inclusions is also investigated. SEM micrographs of samples sintered at 1500oC/2 h, 1460oC/5 min and 1350oC/2 h and, 1300oC/2 h and 1460oC/2 h, are shown in figure 7. Finally, it was observed that the step of sintering with additions of inclusions is also efficient in control the grain growth.
3 4 5 6 7 8 9
93,8
93,9
94,0
94,1
94,2
94,3
94,4
94,5
94,6
94,7
isothermal treatment at 1050oC (h)
rela
tive
dens
ity (%
TD
)
640
660
680
700
720
740
760
780
800
mean grain size (nm
)
![Page 4: Mechanisms of Micro Structure Control in Conventional Sintering[1]](https://reader034.fdocuments.net/reader034/viewer/2022051314/55353c5d550346eb168b4660/html5/thumbnails/4.jpg)
(a) (b)
Figure 6. SEM micrographs of alumina samples after two-step sintering: a) T=1450ºC/10 min and 1350ºC/2 h; b) T1=1500oC/10 min and T2=1400oC/2 h. Scale bars=1 m.
(a) (b) (c)
Figure 7. SEM image of the alumina-zirconia sintered under the following conditions: a) 1500oC/2 h; b) 1460oC/5 min and 1350oC/2 h; c) 1300oC/2 h and 1460oC/2 h. Scale bars=1 m. References [1] R. C. Rice: J. Mater. Sci. Vol. 32 (1997), p. 1673. [2] R. S. Roy, H. Guchhait, A. Chanda, D. Basu and M. K. Mitra: J. Eur. Ceram. Soc. Vol. 27 (2007), p. 4737. [3] A. Krell, P. Blank, H. Ma, T. Hutzler and M. Nebelung: J. Am. Ceram. Soc. Vol. 86 (2003), p. 546. [4] P. Bowen and C. Carry: Pow. Tech. Vol. 128 (2002), p. 248. [5] A. Weibel, R. Bouchet, R. Denoyel and P. Knauth: J. Eur. Ceram. Soc. Vol. 27 (2007), p. 2641. [6] Z. He, J. Ma: Mat. Let. Vol. 44 (2000), p. 14. [7] L. Gao, J. S. Hong, H. Miyamoto and D. D. L. Torre: J. Eur. Ceram. Soc. Vol. 20 (2000), p. 2149. [8] D. Chakravarty, S. Bysakh, K. Muraleedharan, T. N. Rao and R. Sundaresan: J. Am. Ceram. Soc. Vol. 91 (2008), p. 203. [9] Y. Zhou, K. Hirao, Y. Yamauchi and S. Kanzaki: J. Eur. Ceram. Soc. Vol. 24 (2004), p. 3465. [10] F. J. T. Lin and L. C. DeJonghe: J. Am. Ceram. Soc., Vol. 80 (1997), p. 2269. [11] M. Y. Chu, L. C. DeJonghe, M. K. F. Kim and F. J. T. Lin: J. Am. Ceram. Soc., Vol. 74 (1991), p. 2902. [12] F. Lin and L. C. DeJonghe: J. Am. Ceram. Soc. Vol. 80 (1997), p. 2891. [13] A. S. A. Chinelatto, E. M. J. A. Pallone, V. Trombini and R. Tomasi: Ceram. Int. Vol. 34 (2008), p. 2121–2127. [14] I. W. Chen and X. H. Wang: Nature, Vol. 404 (2000), p.168. [15] Z.R. Hesabi, M. Haghighatzadeh, M. Mazaheri, D. Galusek and S. K. Sadrnezhaad: J. Eur. Ceram. Soc. Vol. 29 (2009), p. 1371. [16] X. H. Wang, P. L. Chen and I. W. Chen: J. Am. Ceram. Soc., Vol. 89 (2006), p. 431. [17] X. H. Wang, X. Y. Deng, H. I. Bai, H. Zhou, W. G. Qu, L. T. Li and I. W. Chen: J. Am. Ceram. Soc. Vol. 89 (2006), p. 438. [18] J. Tartaj and P. Tartaj: J. Am. Ceram. Soc. Vol. 92 (2009), p. S103. [19] Z. R. Hesabi, M. Haghighatzadeh, M. Mazaheri, D. Galusek and S. K. Sadrnezhaad: J. Eur. Ceram. Soc. Vol. 29 (2009), p. 1371. [20] C. J. Wang, C. Y. Huang and Y. C. Wu: Ceram. Int. Vol. 35 (2009), p. 1467. [21] M. Mazaheri, Z. Razavi Hesab and S. K. Sadrnezhaad: Scr. Mater. Vol. 59 (2008), p. 139. [22] T. Chen, S. Tekeli, R. P. Dillon and M. L. Mecartney: Ceram. Int. Vol. 34 (2008), p. 365-370.