
Manual Alineamiento Equipo Rotativo
125
7/17/2019 Manual Alineamiento Equipo Rotativo http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 1/125 1. LA IMPORTANCIA DEL ALINEAMIENTO DE MAQUINAS • Está comprobado que el desalineamiento es la causa de más del 50% de las averías en las máquinas rotativas, le sigue el desbalance con más del 45% y otros problemas como el de lubricación, montaje, etc. • Estas fallas producen grandes pérdidas financieras debido al daño prematuro de la maquinaria, las pérdidas de producción y el consumo excesivo de energía. • Estadísticamente, más del 50% de las máquinas existentes están excesivamente desalineadas. • Las causas de este problema son: falta de entrenamiento, de instrumentos y del tiempo suficiente. • La responsabilidad del alineamiento debe recaer en todo consciente gerente, ingeniero, supervisor, capataz y mecánico. • La capacidad de realizar un buen alineamiento está directamente ligado al conocimiento, la habilidad y el deseo de hacerlo bien. • Existen importantes avances en el diagnóstico de problemas en maquinarias, como son el análisis vibraciona l, el análisis de aceite y la termografía, pero persiste la gran diferencia entre encontrar un problema en una máquina y corregir el problema. • También existen significativos avances en el instrumental para correcciones mecánicas (desalineamiento, desbalance y otros). 1.1 INCREMENTAR LA VIDA UTIL DE LA MAQUINA ROTATIVA Un buen alineamiento consigue: • Reducir las fuerzas excesivas radiales y axiales en los rodamientos prolongando su vida útil. Un aumento de la carga en un 20% en un rodamiento debido al desalineamiento disminuye su vida útil en un 50%. • Eliminar la posibilidad de falla del eje por fatiga cíclica. • Minimizar el desgaste de los componentes del acoplamiento. • Reducir el consumo de energía (ahorros del 2 a 17%). • Tener bajos niveles de vibración y ruido. 1
-
Upload
daniel-gonzalo-murillo-pardo -
Category
Documents
-
view
117 -
download
13
description
Manual Alineamiento Equipo Rotativo
Transcript of Manual Alineamiento Equipo Rotativo

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 1/125
1. LA IMPORTANCIA DEL ALINEAMIENTO DE MAQUINAS
• Está comprobado que el desalineamiento es la causa de más del 50% de las averías en las máquinas rotativas, le sigue el desbalance con más del 45% y otros problemascomo el de lubricación, montaje, etc.
• Estas fallas producen grandes pérdidas financieras debido al daño prematuro de lamaquinaria, las pérdidas de producción y el consumo excesivo de energía.
• Estadísticamente, más del 50% de las máquinas existentes están excesivamentedesalineadas.
• Las causas de este problema son: falta de entrenamiento, de instrumentos y deltiempo suficiente.
• La responsabilidad del alineamiento debe recaer en todo consciente gerente,ingeniero, supervisor, capataz y mecánico.
• La capacidad de realizar un buen alineamiento está directamente ligado alconocimiento, la habilidad y el deseo de hacerlo bien.
• Existen importantes avances en el diagnóstico de problemas en maquinarias, comoson el análisis vibracional, el análisis de aceite y la termografía, pero persiste la grandiferencia entre encontrar un problema en una máquina y corregir el problema.
• También existen significativos avances en el instrumental para correccionesmecánicas (desalineamiento, desbalance y otros).
1.1 INCREMENTAR LA VIDA UTIL DE LA MAQUINA ROTATIVA
Un buen alineamiento consigue:
• Reducir las fuerzas excesivas radiales y axiales en los rodamientos prolongando suvida útil. Un aumento de la carga en un 20% en un rodamiento debido aldesalineamiento disminuye su vida útil en un 50%.
• Eliminar la posibilidad de falla del eje por fatiga cíclica.
• Minimizar el desgaste de los componentes del acoplamiento.
• Reducir el consumo de energía (ahorros del 2 a 17%).
• Tener bajos niveles de vibración y ruido.
1

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 2/125
• Minimizar la flexión del eje desde el punto de transmisión de potencia en el acoplamiento, al rodamiento lado acoplamiento. Mantener la tolerancia internaapropiada del rotor.
• Evitar sobrecalentamientos de la maquinaria.
• Evitar daños en sellos y obturaciones.
1.2 TRES COSAS QUE SE NECESITAN SABER PARA ALINEAR MAQUINASROTATIVAS
1. ¿Dónde están las máquinas cuando no están funcionando?
2. ¿Qué posición adquirirán o tomarán las máquinas cuando f uncionen?
3. Sí las máquinas se mueven desde una posición cuando están paradas a otra cuandotrabajan, ¿a qué rango de posición aceptable deben estar cuando las máquinas sealinean fuera de servicio, para que cuando funcionen mantengan tolerancias dealineamiento aceptables? O simplemente,
¿Dónde están éstas? ¿Dónde deben éstas ir?
¿Dónde deben estar?
1.3 LOS COSTOS DEL DESALINEAMIENTO
Incurren continuamente en:
• Pérdida de producción.
• Degradación mecánica.
• Consumo de energía.
Medidos contra sus costos para:
• Medir el desalineamiento.
• Analizar la situación y determinar la precisión del alineamiento. • Corregir el desalineamiento existente.
2

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 3/125
Daño potencial sevrodamientos y a
Potencial for severotors-bearings
Metal machinery c
Deterioro in icial de loscomponentes de la
maquinaria
Figura 1. Vida útil de una máquina rotativa sujeta a desalineamiento
1000
100
Meses de 10
funcionamientocontinuo
1
0
0.2 50
3

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 4/125
4
1.4 SINTOMAS DEL DESALINEAMIENTO
• Fallas prematuras de rodamientos, sellos, acoplamiento o ejes.
• Vibración radial y axial excesiva.
• Altas temperaturas en la carcasa cerca de los rodamientos o altas temperaturas delaceite de lubricación.
• Excesiva fuga de aceite lubricante por los sellos de los rodamientos.
• Soltura de los pernos de anclaje (problemas de ''pie flojo'').
• Soltura o rotura de los pernos del acoplamiento.
• Calentamiento del acoplamiento mientras esta f uncionando.
• Alto e inusual número de fallas del acoplamiento o desgaste rápido del mismo.
• Los defectos del eje y acoplamiento (''runout'') pueden tender a incrementarsedespués de algún tiempo de funcionamiento del equipo.
• Rotura de los ejes (o agrietamiento) en o cerca a los asientos de los rodamientos o de las masas del acoplamiento.
• Consumo de energía más alto del normal.
1.5 LOS PASOS COMPLETOS DE UN TRABAJO DE ALINEAMIENTO
• Adquirir instrumental y dispositivos de medición adecuados, así como, contar conpersonal entrenado.
• Obtener información relevante sobre el equipo que se está alineado.
• Tomar las medidas necesarias de seguridad y puesta fuera de servicio de lamaquinaria.
• Realizar las inspecciones preliminares.
• Realizar un alineamiento grueso del equipo, para luego medir con precisión la posición de los ejes.
• Realizar los cálculos y determinar los movimientos.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 5/125
5
• Reposicionar la Maquinaria.
• Ponerla en operación y monitorear a las condiciones normales de funcionamiento.
1.6 FRECUENCIA DE VERIFICACION DEL ALINEAMIENTO
• Aproximadamente dos horas como promedio puede durar el movimiento desde que lamaquinaria está parada hasta que alcanza sus condiciones térmicas de operación.
• A un equipo recién instalado se recomienda verificar el alineamiento dentro de los 3 a 6 meses del inicio de la operación.
• Basado en lo que se halle durante la primera o segunda ''verificación del alineamiento''
se orientará la inspección y las correcciones. En promedio, el alineamiento de todoequipo debe ser verificado con una rutina anual.
1.7 MISALIGNMENT & ENERGY COMSUMPTION
If alignment practices are “hir or miss” in your facility, then improved alignment, may have
a substantial impact on your energy bill. Precision alignment, and typically can reduce yourenergy loss by 5% - 12%.
TO CALCULATE SAVINGS:
1.Measure before and after alignment amperage. 2.Find the difference 3.Get motor data: voltage, power factor 4.Find the cost of energy for your plant.
kW = (vol ts x amps x pf x 1.732)
1000
annual savings = 8400 x kW x cost
Example:
30 hp motor 460 volts .92 pf Before: 36 amps After: 32 ampsDifference: 4 amps
kW = (460 x 4 x .92 x 1.732)
1000 kW = 2.931
annual savings = 8400 x 2.931 x 0.065 = $ 1600.32

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 6/125
6
1.8 MISALIGNMENT AND BEARING LIFE
Misalignment generates unnecessary forces. Anti-friction bearing life is decreased at thecube of increased force.
• BEARING LIFE EQUATION
3
= 16,700 ⎡ ⎤
L10 dynamic capacity x load rating ⎢ ⎥
= hours of life rpm ⎣ force ⎦
• SIMPLIFIED CALCULATION OF REDUCED LIFE
- Twice the misalignment: 2³ = 2 x 2 x 2 = 8 One eighth the life
- Three times the misalignment: 3³ = 3 x 3 x 3 = 27
One twenty seventh the life

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 7/125
7
2. CIMENTACIONES, PLATOS – SOPORTES Y TUBERIAS
• Muchos problemas de desalineamiento se deben al diseño de la instalación, deterioro de los platos – soportes o a la misma carcasa de la máquina y las condiciones delsuelo donde están asentadas las máquinas y cimentaciones.
• La vibración (o ruido) tolerable que puede transmitirse a través de la estructura alentorno.
• El tiempo que una máquina permanecerá alineada con precisión, depende de posiblesmovimientos por su peso y vibración, así como por el calor transmitido por conducción y radiación por la máquina al plato – soporte, concreto y estructura.
2.1 CIMENTACIONES
Tipos:
• Cimentaciones Rígidas.
• Cimentaciones Flexibles.
2.1.1 Cimentaciones Rígidas
Ventajas
• Brinda una plataforma estable para la sujeción de la maquinaria.
• Más fáciles de construir que las cimentaciones f lexibles.
• Absorben el movimiento o vibración.
• Pueden aislar el movimiento residual mediante la adición al bloque de cimentación dematerial absorbente de vibración.
Desventajas
• Degradación eventual por si se localizan fuera de las edificaciones y las condicionesclimáticas cambian radicalmente durante el año.
• En maquinarias con tuberías sin soportes, pueden producirse fuerzas externas.
• Posibilidad de absorber vibración de otras máquinas vecinas.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 8/125
8
2.1.2 Cimentaciones Flexibles
Ventajas
• Plataforma estable para la sujeción de la maquinaria rotativa, permitiendo que lainstalación completa se mueva en el caso de f uerzas externas tales como esfuerzospor tuberías.
• Habilidad para aislar cualquier vibración de las máquinas instaladas en ellas a lasestructuras vecinas y aislar a la unidad de la transmisión de vibración de otrasmáquinas cercanas.
Desventajas
• Más difíciles de construir y mantener que las cimentaciones r ígidas. • Si existe excesiva vibración en la maquinaria por períodos largos pueden producirsedaños potenciales. • Degradación potencial de los resortes – soportes.
2.2 PLATOS – SOPORTES (BASEPLATES)
Tipos:
• De fundición.
• Prefabricados.
2.2.1 El Concreto, el Cemento y la Lechada de Cemento (grout)
• El concreto es una mezcla de material inerte y cemento.
• La lechada de cemento (Grout) puede tener una base de cemento o una de epoxy.
• El cemento, comúnmente piedra caliza y arcilla, mezclado con agua actúa comocohesionador del material inerte.
2.2.1.1 El Concreto
Cantidades de mezcla de Concreto
Material Baja rigidez Al ta rigidez Agua
Cemento
Agregados
15%
7%
78%
20%
14%
66%

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 9/125
9
• Esfuerzo de comprensión típica del concreto: de 1000 a 10000 psi • Esfuerzo de comprensión del concreto de cimentaciones: de 3000 a 4000 psi
• Se obtiene una resistencia a la compresión del concreto normalmente de 70 – 80% de su valor final a los 6 - 8 días después del vaciado inicial.
Tipos de Cementos según la ASTM
TIPOS NOMBRE DESCRIPCION 01 Normal Propósito general 02 Modificado Cuando se requiere bajo calor de hidratación. 03 Rápido alta Resistencia Cuando se requiere una alta resistencia en poco
tiempo. 04 Bajo Calor de HidrataciónTípicamente usado en represas para reducir
agrietamientos y contracciones.
05 Resistencia al
Sulfato Usado
cuando
está
expuesto
a
suelos
con
altocontenido de alcalinos. 06 Aire Retenido Usado cuando está presente una acción severa de
congelamiento
Concreto Reforzado
El concreto es diez veces más fuerte en compresión que en tensión.
2.2.1.2 Enlechado (Grouting)
• Utilizado como ligazón f inal entre la estructura base y el concreto de la cimentación. • Hay dos clases de lechada (grout) con base de cemento y con base epóxica.
2.2.2 Consejos para diseñar buenas cimentaciones
• Asegúrese que la frecuencia natural del sistema cimentación-estructura-suelo nocoincida con cualquiera de las frecuencias o armónicas de la máquina rotativa enfuncionamiento.
• Diseñe la cimentación y la estructura, propiciando el espacio suficiente para el tendido
de las tuberías y para la ejecución de los trabajos de mantenimiento en el equipo, asícomo dotar de las previsiones necesarias para el alineamiento de las máquinas.
• Provea de juntas vibratorias o espacios de aire entre la cimentación de la maquinaria y la estructura vecina del edificio para prevenir la transmisión de vibración.
• Asegúrese de que haya suficiente espacio en los agujeros de los pernos de anclaje de la carcasa que permitan su expansión.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 10/125
10
• Minimice la altura de la línea central de rotación desde el plato – soporte.
• Proteja la cimentación de cualquier calor radiante generado por la maquinaria, delvapor o de cualquier línea caliente de proceso aislándola donde sea posible.
2.2.3 Consejos para la instalación de cimentaciones y de máquinas rotativas
• Use vibradores de concreto para eliminar las bolsas de aire del encofrado durante elproceso de vaciado.
• Revise el plato – soporte por si está distorsionado. Los métodos ópticos y láser puedenutilizarse para este fin.
• Refiérase a las especificaciones API 610 para más instrucciones sobre el enlechado. Permita una cura mínima de 48 horas, antes de montar el equipo rotativo en la base.
• Instale pernos de empuje para conseguir el movimiento del equipo en tres direcciones,vertical, lateral y axial. Si no se usa pernos de empuje, proporcione suficiente espacioentre el plato – soporte y el equipo rotativo para insertar una gata hidráulica y poderlevantar el equipo para enlainarlo.
2.3 ESFUERZOS DEBIDO A TUBERIAS
Se producen por:
• La expansión o contracción de las tuberías debido a los cambios de temperatura.
• Instalaciones de tuberías con mecanismos defectuosos de soporte.
2.3.1 Verificación de Esfuerzos en Tuberías de Equipos Rotativos
Hay dos métodos básicos utilizando indicadores diales:
• Controlando el movimiento vertical y horizontal de los extremos de la carcasa.
• Controlando el movimiento del eje de la unidad motriz o impulsada.
2.3.2 Las Fuerzas Excesivas por las Tuberías
Ocasionan:
• Distorsión de la carcasa variando las tolerancias internas de la máquina.
• Movimiento de carcasa a corto (o largo) plazo, produciendo desalineamiento. • Soltura o rotura de los pernos de anclaje.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 11/125
11
2.3.3 Lista de Puntos a Verificar por Inspección Visual
• Posición apropiada de los soportes colgantes de tuberías. • El movimiento libre de las juntas de expansión.
• El ajuste de los pernos de bridas.
• El agrietamiento de las bases de concreto.
• Soltura de los pernos de anclaje en la cimentación.
• Paquetes de lainas trabajando sueltas y pines guías dañados. • Lainas oxidadas o con pintura.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 12/125
12
3. ACOPLAMIENTOS FLEXIBLES Y RIGIDOS
Diseñados para soportar un desalineamiento de ejes cuando el equipo está parado o enoperación.
Tolerancias de desalineamiento en acoplamientos y ejes:
• Desalineamiento admisible en el acoplamiento, tolerancia del acoplamiento.
• Desalineamiento admisible en el eje acoplamiento tolerancia de alineamiento.
El Rol de un Acoplamiento:
• Admitir cantidades limitadas de desalineamiento angular y paralelo.
• Transmitir la potencia. • Asegura que no haya pérdida de lubricante de la caja de grasa del acoplamiento a
pesar del desalineamiento.
• Fácil de instalar y desmontar.
• Aceptar choque torsional y amortiguar la vibración torsional.
• Minimizar las cargas laterales en los cojinetes debido al desalineamiento.
• Admitir el movimiento axial de los ejes (extremos flotantes).
• Permanecer rígidamente sujeto al eje sin ocasionar daños o ''frotación'' al eje.
• Mantener temperaturas estables. • Capacidad de funcionar bajo condiciones de desalineamiento (algunas veces severas)
cuando el equipo inicialmente se pone en funcionamiento para permitir que el equipoeventualmente asuma su posición normal de operación.
• Proporcionar aviso de falla y protección contra sobrecarga para prevenir una roturatemprana del acoplamiento.
3.1 ESPECIFICACIONES DE UN ACOPLAMIENTO FLEXIBLE
• Velocidad y potencia nominal. • La potencia-torque máximo, a la máxima velocidad (expresado en HP/ R.P.M.).
• Capacidad de desalineamiento: paralelo, angular, y las combinaciones.
• ¿Puede el acoplamiento aceptar la cantidad requerida de desalineamiento cuando losejes están fríos durante el arranque sin que falle?
• Flexibilidad torsional.
• Límites del rango de temperatura. • ¿Cómo se sujeta el acoplamiento a los ejes?
• El tamaño y cantidad de lubricante de los sellos.
• Admisibilidad de flotación axial de ejes.
• Admisibilidad de expansión o contracción térmica axial de los rotores.
• Tipo de ambiente de acoplamiento al que será expuesto. • ¿Estará el acoplamiento sometido a vibración radial o axial por el equipo?

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 13/125
13
• El diámetro de los ejes y la distancia entre ambos ejes. • Tipos de extremos de eje (agujero recto, ahusado o cónico, roscado, etc.).
• El torque requerido de arranque y de funcionamiento. • ¿Son los torques de funcionamiento cíclicos o permanecen estables?
• ¿Dónde puede producirse la falla y qué ocurrirá?
• El ruido y la fricción con el aire que será generado por el acoplamiento.
• El costo y la disponibilidad de repuestos.
• Las resonancias lateral y axial del acoplamiento. • Especificaciones de protección del acoplamiento: tamaño, control del ruido y de la
fricción con el aire. • Procedimiento de instalación.
• Momentos de inercia.
• El calor generado por el desalineamiento, fricción del aire.
3.1.1 Tipos de Acoplamientos Flexibles
Hay cinco categorías amplias de acoplamientos flexibles:
• Miniatura.
• Flexible mecánicamente.
• Elastomérico.
• De membrana - disco metálico.
• Varios
3.1.2 Diseños de Acoplamiento Mecánicamente Flexibles
3.1.2.1 Acoplamientos de Cadena
• Capacidad: hasta 1000 HP, a 1800 R.P.M. (rodillos), 3000 HP a 1800 R.P.M. (silent).
• Máxima Velocidad: hasta 5000 R.P.M.
• Agujeros de ejes: hasta las 8'' (200 mm aprox.).
• Espacios entre ejes: determinado por el ancho de la cadena, generalmente de 1/8'' a 1/ 4'' (3 a 6 mm aprox.).
Ventajas:
• Fácil de desmontar y montar.
• Poco número de partes.
Desventajas:
• Velocidad limitada debido a la dificultad de mantener los requerimientos de balanceo.
• Requerimientos de lubricación. • Admite desplazamiento axial limitado.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 14/125
14
3.1.2.2 Acoplamientos de Engranajes
• Capacidad: hasta 70000 HP
• Máxima Velocidad: hasta 50000 RPM
• Agujeros de ejes: hasta 30'' (75 cm aprox.).
• Espacio de ejes: hasta 200'' (500 cm aprox.).
Ventajas
• Admite libre movimiento axial.
• Capaz de trabajar a velocidades altas.
• Bajo peso en voladizo.
• Buenas características de balance con ajustes apropiados y con la curvatura del perfil en la punta del diente.
• Largo historial de aplicaciones exitosas.
Desventajas
• Requiere lubricación.
• Temperatura de operación limitada debido al lubricante.
• Dificultad para calcular las fuerzas y momentos de reacción de rotores de maquinaria, ya que los valores del coeficiente de fricción entre los dientes del engranaje varíanconsiderablemente.
3.1.2.3 Acoplamientos de Cinta Metálica (Metal ribbon)
• Capacidad: hasta 70000 HP / 100 R.P.M.
• Máxima velocidad: hasta 6000 R.P.M.
• Agujeros de eje: hasta 20'' (50 cm aprox.).
• Espaciado entre ejes: hasta 12'' (30 cm aprox.).
Ventajas:
• Fácil de montar y desmontar.
• Larga historia de aplicaciones exitosas.
• Torsionalmente suave.
Desventajas
• Requiere lubricación.
• Limitación de temperatura. • Limitación de velocidad.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 15/125
15
3.1.2.4 Acoplamientos de Junta Universal
Si se usa una junta universal para conectar dos ejes, en ésta solo puede haberdesalineamiento angular , donde las líneas centrales de rotación intersecan el centro decruceta. Para que un acoplamiento f lexible acepte ambos desalineamientos, el angular y el paralelo, debe haber por lo menos dos puntos flexibles. Es por ello que casi todos losacoplamientos de junta universal tienen dos ensambles crucetas - yugos.
3.1.2.5 Acoplamientos Elastoméricos
• Capacidad: hasta 67000 HP / 100 R.P.M. pero varía ampliamente con el diseño.
• Máxima velocidad: aproximadamente 5000 R.P.M. (varía ampliamente con el diseño).
• Agujero de eje: hasta 30'' (75 cm aprox.).
• Espaciado de ejes: hasta 100'' (254 cm) varía ampliamente.
Ventajas
• Desgaste mínimo del acoplamiento. • Actúa como un amortiguador y aislador de la vibración.
• Actúa como un aislador de la electricidad en algunos diseños.
• Es torsionalmente suave.
• Acepta algún movimiento axial y amortigua la vibración axial.
• No requiere de lubricación.
Desventajas:
• Velocidad limitada debido a la distorsión del elastómero por las altas fuerzascentrífugas, causando desbalance.
• Deterioro del elastómero por: temperatura, oxidación del caucho, corrosión por ataque
de ambientes inadecuados. • Peligro potencial de la seguridad si la parte elastomérica se suelta de los elementos
motrices. • Se genera calor por el flexionamiento cíclico del elastómero.
3.1.2.6 Acoplamientos de Diafragma
• Capacidad: hasta 30000 HP
• Máxima velocidad: hasta 30000 R.P.M.
• Agujeros de eje: hasta 7'' (18 cm aprox.).
• Espaciamiento entre ejes: 2 a 200'' (5 a 500 cm aprox.).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 16/125
16
Ventajas:
• Características de balance excelentes. • No requiere de lubricación.
• Bajo peso del acoplamiento y fuerzas de flexión sobre el eje cuando opera entre loslímites de alineamiento.
• Acepta altas temperaturas ambientales.
Desventajas:
• Limitado en desplazamiento axial y oscilación. • Los requerimientos del espaciamiento entre ejes son generalmente más estrictos que
otros tipos de acoplamientos.
• El desalineamiento excesivo transmitirá altas cargas a los ejes.
3.1.2.7 Acoplamientos de Disco Flexible
• Capacidad: hasta 65000 HP / 100 RPM
• Velocidad máxima: hasta 30000 RPM
• Agujeros de ejes: hasta 12'' (30 cm aprox.).
• Espaciado de ejes: hasta 200'' (500 cm aprox.).
Ventajas y Desventajas:
• Los mismos que los acoplamientos de diafragma.
3.1.2.8 Acoplamiento de Eslabón Flexible
• Capacidad: hasta 1100 HP / 100 RPM
• Máxima velocidad: hasta 1800 RPM
• Agujeros de eje: hasta 20'' (50 cm aprox.).
• Espaciamiento entre ejes: acoplado junto o espaciado 100 mm para ciertos diseños.
Ventajas:
• No requiere de lubricación.
Desventajas:
• Movimiento axial limitado. • Capacidad de desalineamiento limitado (puede aceptar solo desalineamiento angular).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 17/125
17
3.1.2.9 Acoplamiento de Ballesta o Resorte de Hojas
• Capacidad: hasta 15000 HP / 100 R.P.M. • Máxima velocidad: 3600 RPM
• Agujeros de eje: hasta 12'' (30 cm aprox.).
• Espaciado de ejes: hasta 40 pulgadas.
Ventajas:
• Características torsionales suaves con buena amortiguación.
• Movimientos axiales del eje libre.
Desventajas:
• Requiere de lubricación para la amortiguación. • Temperatura limitada debido a la lubricación.
• Las características torsionales cambian drásticamente con la pérdida de aceite.
3.1.2.10 Acoplamiento de Transmisión con Pines
• Capacidad: hasta 3800 HP / 100 RPM • Velocidad máxima: hasta 4000 RPM • Espaciado entre ejes: acoplamiento cerrado (1/8'' a 1/ 2'' o 3 a 13 mm).
Ventajas:
• Pueden adaptarse para desplazamientos axiales hasta 0.5 pulgada. • No requieren lubricación.
Desventajas
• Capacidad de desalineamiento limitada.
3.1.3 Lubricación de Acoplamientos Flexibles
Dos métodos utilizados para la lubricación de acoplamiento:
• De una sola carga. • De alimentación continua.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 18/125
18
Los problemas que pueden producirse en los acoplamientos engrasados por cargas son:
• Pérdida de lubricante debido a fugas en: los sellos de lubricación, los canales de laschavetas, las caras de las bridas hermanadas, o los tapones de llenado.
• Calor excesivo generado en el acoplamiento por la lubricación deficiente,desalineamiento excesivo o por la pobre disipación del calor dentro de la guarda del acoplamiento el cual reduce la viscosidad y acelera la oxidación.
• Lubricación inadecuada. • Las fuerzas centrífugas generadas en el acoplamiento puede ser lo suficiente altas
como para separar la grasa en aceite y jabón.
3.2 ACOPLAMIENTOS RIGIDOS
Utilizados en los sistemas con pequeños desalineamientos y en situaciones donde laspotencias altas se transmiten de eje a eje o en aplicaciones de bombas verticales dondeuno de los cojinetes del tren motriz soporta el peso (empuje) de la armadura y de losrotores de la bomba. Las tolerancias de desalineamiento para los acoplamientos rígidosson las mismas que las aplicadas para las condiciones de ''r unout'' en ejes individuales.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 19/125
19
Figura 2. Acoplamiento flexibles - miniatura
Figura 3. Acoplamiento flexible tipo cadena – marca Browing

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 20/125
20
Figura 4. Diversos tipos de acoplamientos mecanicos

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 21/125
21
Figura 5. Acoplamientos flexibles elastoméricos de diversos fabricantes
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 22/125
22
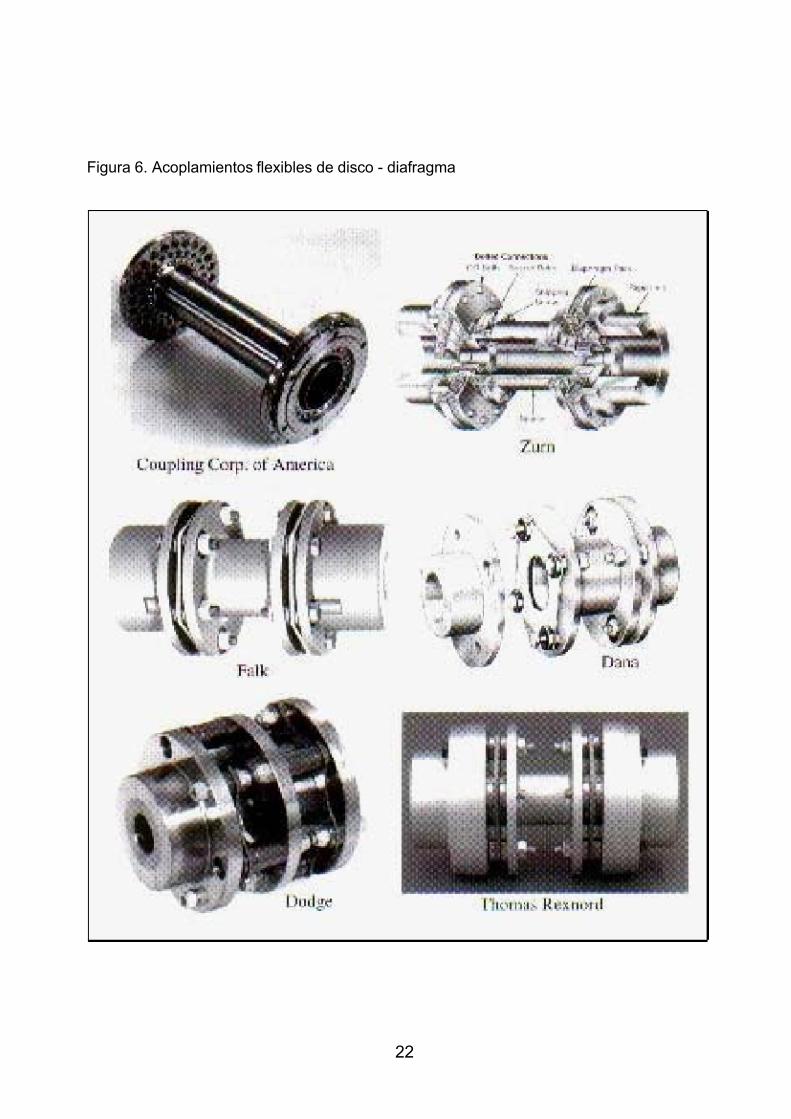
Figura 6. Acoplamientos flexibles de disco - diaf ragma

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 23/125
23
Figura 7. Acoplamientos flexibles diversos

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 24/125
24
Figura 8. Acoplamiento flexible tipo engranaje – marca Falk
Figura 9. Piroteo de dientes en un acoplamiento tipo engranaje

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 25/125
25
Figura 10. Patrón – Huella de un acoplamiento tipo engranaje en condiciones de desalineamiento
.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 26/125
26
Figura 11. Acoplamiento tipo cinta metálica – marca Falk
Figura 12. Junta universal cardánica

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 27/125
27
Figura 13. Juntas universales básicas
Figura 14. Acoplamiento tipo diafragma

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 28/125
28
Figura 15. Acoplamientos elastoméricos

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 29/125
29
Figura 16. Acoplamientos tipo disco f lexible

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 30/125
30
Figura 17. Acoplamientos tipo eslabón flexible
Figura 18. Acoplamiento tipo “Leaf Spring”, máquinas reciprocantes – resistente al torque

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 31/125
31
Figura 19. Acoplamiento tipo pin – acepta hasta ½” de desplazamiento axial
Figura 20. Acoplamiento rígido

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 32/125
32
4. EL DESALINEAMIENTO – ALINEAMIENTO Y TOLERANCIAS
Se produce cuando las líneas centrales de rotación de dos (o más) ejes de máquinas no se encuentran en línea.
Nivelación Vs. Alineamiento?
La nivelación esta relacionada a la fuerza de gravedad de la tierra, ésta se producecuando la superficie del objeto es perpendicular a las líneas de fuerza gravitacionales o los puntos del lado más largo del objeto están a la misma altitud.
Niveles recomendados para máquinas rotativas montadas horizontalmente.
TIPO DE MAQUINAS DESNIVEL MÍNIMORECOMENDADO
DESNIVEL MÁXIMORECOMENDADO
Máquinas soportadas en cojinetes antifricción
10 mils/pie (0.84 mm/m) 30 mils/pie (2.5 mm/m)
Máquinas cojinetes planos hasta 500 HP
5 mils/pie (0.42 mm/m) 15 mils/pie (1.26 mm/m)
Máquinas soportados en cojinetes antifricción + 500 HP
5 mils/pie (0.42 mm/m) 20 mils/pie (1.67 mm/m)
Máquinas soportadas en cojinetes planos + 500 HP
2 mils/pie (0.17 mm/m) 8 mils/pie (0.67 mm/m)
Máquinas herramientas 1 mils/pie (0.83 mm/m) 5 mils/pie (0.42 mm/m) 1 mils = 0.001'' = 0.025 mm
Tipos de desalineamiento: se presenta en dos f ormas básicas:
• El paralelo.
• El angular.
4.1 DEFINICION DEL DESALINEAMIENTO DE EJES
En términos más precisos, el desalineamiento de ejes es la desviación de posición relativa del eje desde una línea central de rotación colineal, medido en los puntos de transmisión de potencia cuando el equipo esta f uncionando a sus condiciones normales de operación.
• Para que un acoplamiento flexible acepte ambos desalineamientos paralelo y angulardebe haber por lo menos dos puntos donde el acoplamiento pueda ''flexionarse'' opueda acomodarse a las condiciones de desalineamiento.
• Proyectando las líneas centrales de rotación de las máquinas acopladas, puedehallarse la desviación máxima y los puntos de transmisión de potencia.
• Los dos tipos de desalineamiento se observan en dos planos (vertical y lateral) por loque se tiene cuatro valores en total.
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 33/125
33
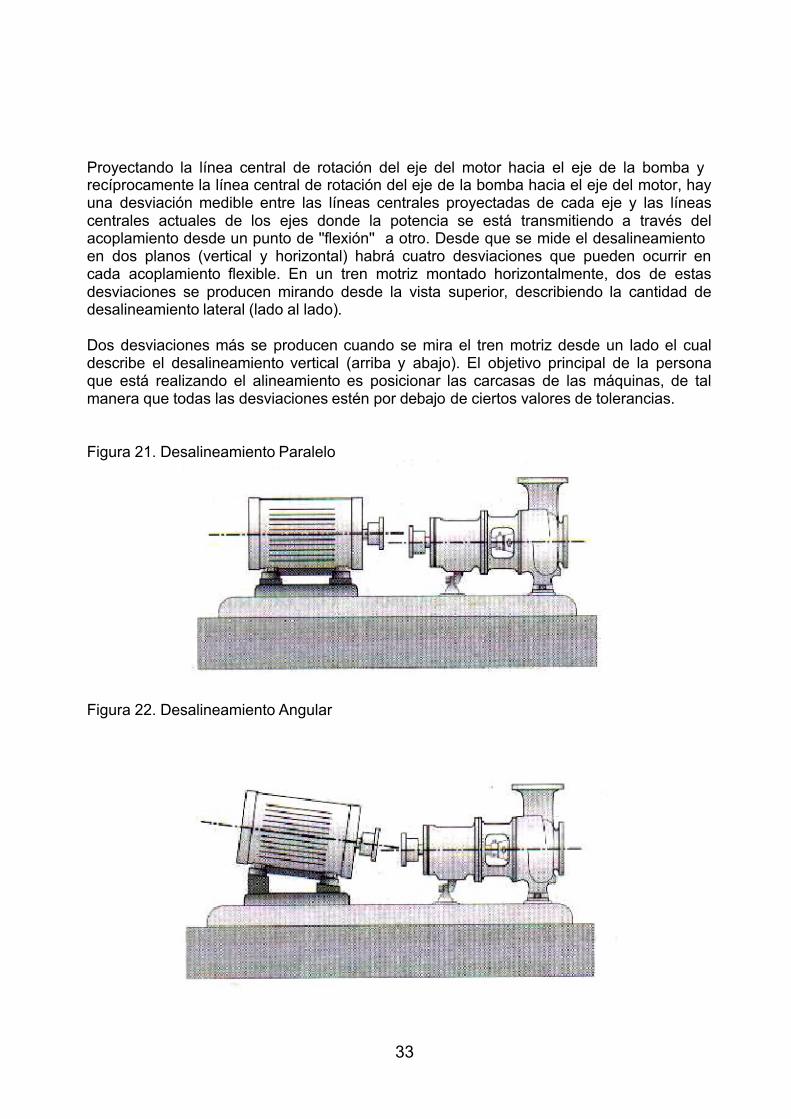
Proyectando la línea central de rotación del eje del motor hacia el eje de la bomba y recíprocamente la línea central de rotación del eje de la bomba hacia el eje del motor, hayuna desviación medible entre las líneas centrales proyectadas de cada eje y las líneascentrales actuales de los ejes donde la potencia se está transmitiendo a través delacoplamiento desde un punto de ''flexión'' a otro. Desde que se mide el desalineamiento en dos planos (vertical y horizontal) habrá cuatro desviaciones que pueden ocurrir encada acoplamiento flexible. En un tren motriz montado horizontalmente, dos de estasdesviaciones se producen mirando desde la vista superior , describiendo la cantidad dedesalineamiento lateral (lado al lado).
Dos desviaciones más se producen cuando se mira el tren motriz desde un lado el cualdescribe el desalineamiento vertical (arriba y abajo). El objetivo principal de la personaque está realizando el alineamiento es posicionar las carcasas de las máquinas, de talmanera que todas las desviaciones estén por debajo de ciertos valores de tolerancias.
Figura 21. Desalineamiento Paralelo
Figura 22. Desalineamiento Angular

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 34/125
34
En la vida real normalmente se presenta una combinación de ambos desalineamientos
Figura 23. Cómo los ejes pueden estar desalineados

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 35/125

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 36/125
Figura 24. Tiempo que debe durar un proceso de alineamiento
36

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 37/125
37
Figura 25. Tabla de tolerancias
TABLA DE TOLERANCIAS

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 38/125
38
Figura 26. Misalignment Tolerance Guide

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 39/125
39
• CENTROS DE ROTACION
- Todos los ejes, ya sean perfectamente rectos o doblados, rotan sobre una línea decentros, llamada centro de rotación.
- El centro de rotación forma una línea recta.
• COLINEALIDAD
- Se dice que dos ejes son colineales, cuando sus centros de rotación forman una
línea recta continua.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 40/125
40
• DESALINEAMIENTOS
- Se define como ejes desalineados, aquellos ejes que no son colineales.
• MEDICION DEL DESALINEAMIENTO
- El desalineamiento de un eje se define por la posición relativa existente entre sulínea de centro de rotación comparada con una línea recta del otro eje estacionariovisto desde dos planos (Horizontal y Vertical).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 41/125
41
4.1.1 Factores que afectan el alineamiento de la máquina rotativa
• La velocidad del tren motriz.
• La máxima desviación en los puntos flexibles o de transmisión de potencia - recepción de potencia.
• La distancia entre los puntos flexibles o puntos de transmisión de potencia.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 42/125
42
4.1.2 Al ineamiento de acoplamiento Vs. alineamiento de ejes
Cuando las masas de los acoplamientos no están correctamente maquinadas los centros
de las líneas centrales de ambos no coinciden originando el denominado ''runout''.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 43/125
43
Figura 27. Vistas de desalineamientos en los planos horizontal y vertical
Note en la Figura 28 que cuando el eje rota, su línea central de rotación está recta pero eleje por si solo no. En esta situación qué trataremos de alinear: ¿el eje de la derecha a lalínea central del agujero del semicople, o a la línea central de la rotación?. La respuestacorrecta debe ser, por qué se deberá tratar de alinear maquinaria que tiene ejesflexionados o un semicople con un agujero mal maquinado.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 44/125
44
Figura 28. Alineando un eje combado
4.1.3 ¿Qué tan rectos son los ejes de la maquinaria rotativa?
La presunción que mucha gente se hace es que las líneas centrales de rotación en lasmáquinas son líneas perfectamente rectas. En ejes orientados verticalmente esto puedeser cierto, pero la vasta mayoría de máquinas rotativas tienen sus ejes montadoshorizontalmente y los pesos de sus ejes y componentes a ellos sujetos originan que losejes se flexionen debido a su propio peso. Esta curvatura que ocurre naturalmente en elrotor de las máquinas se le refiere usualmente como la curva catenaria.
Definiciones:
Catenaria: la curva asumida por una cuerda perfectamente flexible, inextendible dedensidad uniforme suspendida en dos puntos fijos.
Catenoide: la superficie descrita por la rotación en la línea central de rotación de unacatenaria.
La cantidad de deflexión depende de varios factores tales como la rigidez del eje, lacantidad de peso entre los puntos de soporte, el diseño de los cojinetes y la distanciaentre los puntos de soporte. Para la vasta mayoría de máquinas rotativas en existencia,esta flexión o curva es despreciable, y para todo propósito práctico es ignorada.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 45/125
45
5. INSPECCIONES PRELIMINARES DE ALINEAMIENTO
Encontrar y corregir el problema en las siguientes áreas:
• Inestabilidad o deterioro de las cimentaciones y soportes – base. • Daños o desgastes de los componentes de las máquinas rotativas (Ej. cojinetes, ejes,
sellos, acoplamientos, etc.). • Condiciones defectuosas excesivas ''runout' (Ej. flexión de ejes, maquinado defectuoso
de los agujeros de los semiacoples).• Problemas de interferencia entre la carcasa de la máquina y su plato – soporte. (Ej. pie
flojo). • Fuerzas excesivas producidas por las tuberías o ductos instalados.
5.1 CONDICIONES DEFECTUOSAS (RUNOUT)
Se refiere a condiciones de falta de redondez que existen en los ejes de las máquinasrotativas.
• La falta de redondez radial cuantifica la excentricidad de la superficie exterior del eje, ocomponente rígidamente montado en el eje con respecto a la línea central de rotacióndel eje.
• Los defectos en el sentido axial ''face'' cuantifica la falta de perpendicularidad quepuede existir entre un extremo del eje o en las superficies de los componentesrígidamente montados en él.
Los problemas de falta de redondez o perpendicularidad ''runout'' tienen tres categorías:
• El semicople tiene agujero descentrado.
• El eje está combado.
• El semicople tiene el agujero inclinado.
Figura 29. Tabla guía recomendada de runout
VELOCIDAD DE LAMAQUINA (R.P.M.)
MAXIMO PERMISIBLE
RUNOUT TOTAL INDICADO (R.T.I.)
0 - 1800 5 mils (0.13 mm) 1800 - 3600 2 mils (0.05 mm)
3600 y más Menos de 2 mils (0.05 mm)
La medición del runout puede ser difícil algunas veces. Los ''puntos altos'' y las ''cuestas'' no son la misma cosa. Los ''puntos bajos'' y los ''valles'' tampoco son lo mismos. Lospuntos altos y los puntos bajos deben producirse con un desfase de 180 grados. Lascuestas o picos y los valles pueden producirse en cualquier punto, o tal vez en variospuntos alrededor de la superficie exterior del semicople por ejemplo.
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 46/125
46
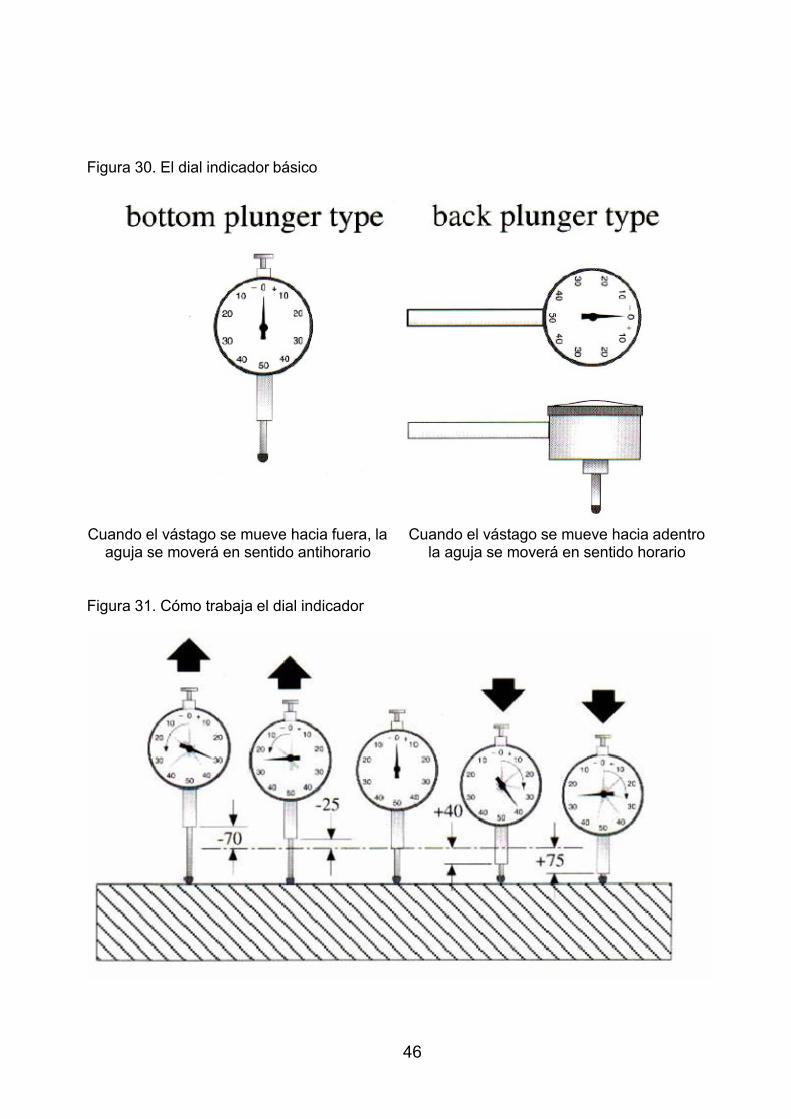
Figura 30. El dial indicador básico
Cuando el vástago se mueve hacia fuera, laaguja se moverá en sentido antihorario
Cuando el vástago se mueve hacia adentrola aguja se moverá en sentido horario
Figura 31. Cómo trabaja el dial indicador

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 47/125
47
Figura 32. Verificación de defectos en el eje y/o semicople

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 48/125
48
Los problemas de falta de redondez o perpendicularidad ''runout'' de los componentes frecuentemente están dentro de estas tres categorías:
Figura 33. El semicople tiene el agujero descentrado
Figura 34. El eje esta combado

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 49/125
49
Figura 35. El semicople tiene el agujero inclinado
Figura 36. Cómo medir el runout en el sentido axial
5.2 PIE FLOJO (SOFT FOOT)
Una de los problemas más prevalecientes en el alineamiento de la maquinaria rotativapuede atribuirse al problema de interferencia de la carcasa de la máquina con el plato –soporte. Cuando una máquina rotativa se monta en su base – estructura - plato de asiento y una o más de una de sus patas no está haciendo buen contacto en los puntos deasiento en la estructura. Esto puede atribuirse a estructuras alabeadas o combadas, adefectos similares en la carcasa, al maquinado defectuoso de las patas del equipo, almaquinado defectuoso del plato-soporte o a una combinación de un alabeado y unaestructura irregular y alabeado y una carcasa dispareja. A este problema comúnmente se

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 50/125
50
le refiere como ''pie flojo''. El pie flojo generalmente describe cualquier condición en la que exista un contacto deficiente entre las partes exteriores de las patas de la carcasa de lamáquina y el lugar de contacto con el plato – soporte o estructura. Los problemas de pieflojo parecen ser peores en los platos – soportes prefabricados que en los platos –soportes fundidos. Un plato – soporte prefabricado está normalmente hecho de secciones de canal, ángulos de acero, de tubería estructural o de vigas en I. Estas piezas sesueldan para construir la estructura. La posibilidad de cortar las piezas a 45 ó 90 gradoscon exactitud y luego soldarlas es muy escasa, sin embargo, tampoco los platos – soportefundidos están exentos de estos problemas. Incluso en los platos – soporte que hayansido fundidos en arena y que las patas de las máquinas han sido maquinadas, es posibleque durante el proceso de instalación la estructura haya sido distorsionada cuando seestaba posicionando en el pedestal de concreto introduciendo un problema de soft foot.
Hay dos razones importantes por las que esto debe ser corregido:
• Dependiendo en qué secuencia los pernos de anclaje se ajusten, la línea central derotación puede cambiar a distintas posiciones provocando una frustración cuando seesté tratando de alinear la maquinaria.
• El ajuste de cualquier perno de anclaje que no esté haciendo buen contacto provocará en la carcasa de máquina una distorsión de las luces y tolerancias pre-fijadas encomponentes críticos.
Variedad de condiciones que pueden existir:
• La maquinaria puede cabecear a través de las dos diagonales entre esquinas o puedecabecear de extremo a extremo.
• Es común ver tres de las patas asentar bien y la cuarta no.
• Es posible que se tenga ''filos de contacto'' en el parte interior de la pata y que la parteexterior de esa pata presente una luz.
En cualquier mecanismo que se use, hay seis problemas que se necesitan tratar:
• La mayoría de los problemas de pie flojo son situaciones de espacios no paralelos. • Una o más de una pata de la máquina puede no estar haciendo contacto si está o no
paralela la pata al plato – soporte.
• Es posible que se introduzca un ligero problema de pie flojo cuando se intente corregir el alineamiento añadiendo más lainas en un extremo de la carcasa de la máquina que en el otro.
• Puede producirse un alabeado térmico de la base o de la estructura de la máquinadurante el f uncionamiento que puede alterar los problemas de pie flojo observados
cuando la máquina estuvo parada.
Métodos de verificación de eliminación de pie flojo:
• Método de pernos múltiples – indicadores múltiples (método preferido). • Método de pernos múltiples – un sólo indicador (segunda elección).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 51/125
51
• Método del movimiento del eje (tercera elección). • Método de un solo perno – un sólo indicador (ultima elección).
5.2.1 Verificación del pie flojo
Paso 1: Alivie o descargue cualquier esfuerzo en la carcasa de la máquina y plato – soporte.
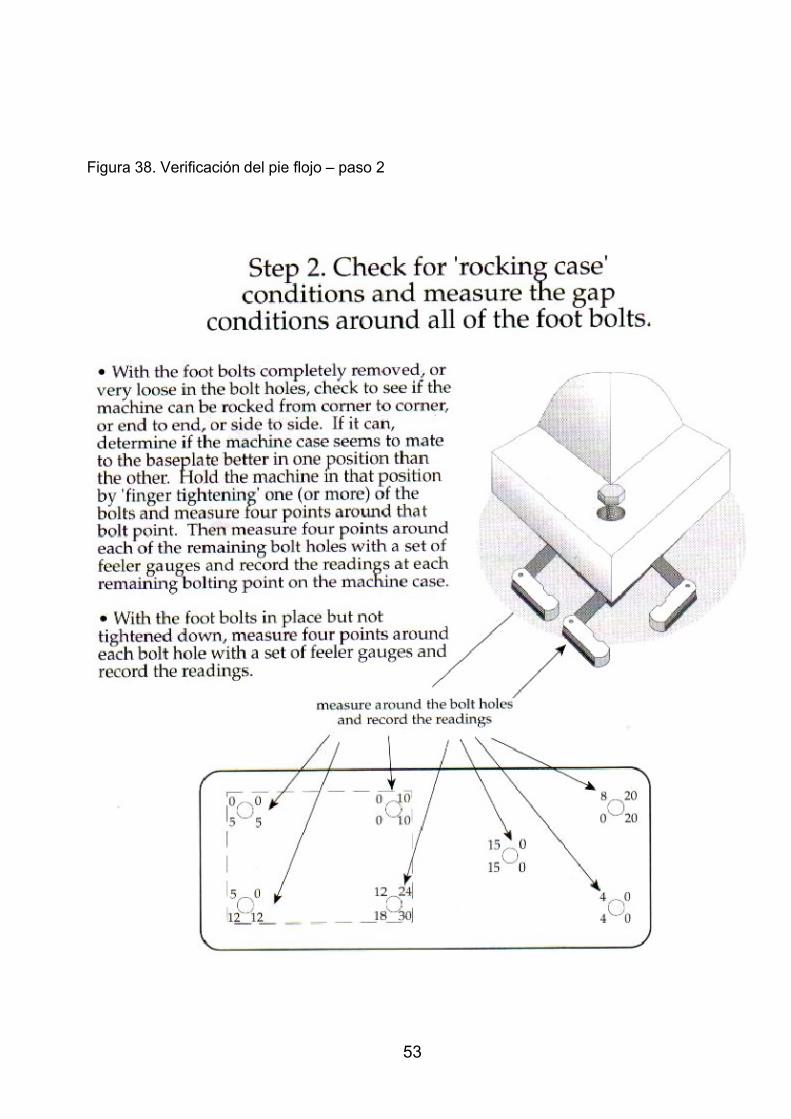
Paso 2: Verificación del cabeceo de la carcasa y medición de la luz alrededor de lospernos de anclaje.
Paso 3: Corrección del pie flojo.
Paso 4: Verificar si el pie flojo ha sido corregido.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 52/125
52
Figura 37. Verificación del pie flojo – paso 1
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 53/125
53
Figura 38. Verificación del pie flojo – paso 2

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 54/125
54
Figura 39. Corrección del pie flojo – paso 3

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 55/125
55
Figura 40. Verificación del pie flojo – paso 4

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 56/125
56
6. TECNICAS DE ALINEAMIENTO DE EJES E INSTRUMENTOS DE MEDICION
No hay un método o dispositivo de medición que pueda resolver todos los problemas queposiblemente existan en los diversos tipos de sistemas de transmisión de máquinasrotativas. El saber cómo ejecutar la medición de la posición del eje de una maneradiferente permite verificar si los datos de la técnica inicial son válidos.
Es importante comprender cada una de estas técnicas básicas de medición dado quetodos los sistemas de medición del alineamiento existentes utilizan uno o más de estosmétodos prescindiendo de los sensores de medición utilizados para obtener lainformación de la posición del eje. Esta Unidad cubre una parte importante delalineamiento de ejes (medición de la posición relativa de los ejes de dos máquinasrotativas).
Instrumentos básicos:
• Indicadores dial. • Reglas y cintas estándares de medición.
• Calibradores de láminas y ahusados. • Calibrador deslizante (vernier).
• Micrómetros.
El uso de estos instrumentos es casi de ''carácter obligatorio'' para una persona querealice un trabajo de alineamiento.
• Los Indicadores Dial
- Tipo con vástago inferior - Tipo con vástago posterior
El vástago se mueve hacia afuera – la aguja rota en sentido antihorario. El vástago se mueve hacia adentro – la aguja se mueve en sentido horario.
• Medición Dimensional
Es importante para nosotros comprender cómo todos estos instrumentos o herramientas de medición trabajan, dado que los nuevos instrumentos raramente reemplazan a lasantiguos, ellos sólo potencian éstos. No obstante, a pesar de la introducción de lossistemas de alineamiento de ejes láser en la mitad de la década del 80, virtualmente todos los fabricantes de estos sistemas insisten en incluir o incluyen una cinta de mediciónestándar para la tarea de medir las distancias entre los pernos de anclaje de la carcasa de la maquinaria y los puntos de medición en los ejes.
Los dos sistemas de medición comúnmente utilizados hoy en día en el mundo son lossistemas métrico e inglés. Sin ir a una larga disertación sobre conversiones del sistemamétrico, lo más fácil que las personas pueden recordar es:

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 57/125
57
25.4 mm = 1.00 pulgada
Por un simple movimiento del punto decimal tres espacios a la izquierda es obvio quetengamos:
0.0254 mm = 0.001'' = 1 mil (una milésima de pulgada)
• Reglas y cintas estándares de medición
Probablemente una de las herramientas más comunes utilizadas en alineamiento sean lasreglas o las cintas de medición estándares. La cinta de medición es usada comúnmentepara medir la distancia entre los pernos de anclaje de la maquinaria (referidoscomúnmente como las patas de la máquina) y los puntos de medición en los ejes o mazas de los acoplamientos.
Figura 41. Alineamiento grueso con calibradores de lámina y cuña

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 58/125
58
• Instrumentos de alineamiento óptico
El instrumento de alineamiento óptico consiste en dispositivos que combinan lostelescopios de bajo poder con los niveles de burbuja precisos, y los micrómetros ópticosusados en la determinación precisa de elevaciones (gradas horizontales a través delespacio) líneas a plomo (gradas verticales a través del espacio).
• Sensores de proximidad
Los sensores de proximidad (llamados también probetas Eddy o pick-up) sonbásicamente indicadores dial electrónicos, de no contacto y por ello son dispositivosutilizados para medir la distancia o el desplazamiento.
• Los láser y detectores
Utilizan los chips microprocesadores, los semiconductores en unión con el láser, losfotodiodos de silicón. Términos utilizados:
LASER: iniciales de la descripción técnica del proceso denominado ''Light Amplified byStimulated Emission of Radiation'' (Luz Amplificada por la Emisión Estimulada de laRadiación).
¿Cómo trabajan los detectores láser?
Los detectores láser son fotodiodos semiconductores, capaces de detectar radiaciónelectromagnética (luz) de 350 a 1100 nm. Cuando la luz incide en la superficie delfotodiodo, se produce una corriente eléctrica.
Cuando la luz incide en el centro del detector , la salida de corriente de cada celda esigual. Cuando el rayo se mueve a través de la superficie del fotodiodo, se produce undesbalance de corriente indicando la posición descentrada del rayo.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 59/125
Figura 42. Espectro electromagnético
58

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 60/125
59
6.1 MEDICION DE LA POSICION DE LAS LINEAS CENTRALES CON INDICADORES DIAL
Beneficios:
• Inspecciones preliminares de alineamiento runout y pie flojo: instrumentos que elexperto de alineamiento deberá llevar a un trabajo de alineamiento.
• El rango de operación de los indicadores dial en mucho exceden el rango de otros tipos
de sensores utilizados para alineamiento. • El costo de un indicador dial es más cómodo que muchos otros instrumentos. • Tiene indicación visual directa de la medición que se observa al girar la aguja.
• Su operación es muy fácil de chequear.
• Son más fáciles de encontrar y reemplazar en el caso de que se dañen o pierdan.
• No incluye baterías.
• Su precisión de medición es equivalente al nivel de capacidad de corrección.
Rotación de ambos ejes para superar cualquier defecto ''runout''
Si usted rota sólo un eje, alineará la línea central de rotación con la línea central delagujero mal maquinado de la maza del acoplamiento y no con la línea central de rotacióndel otro eje.
Para alinear las líneas centrales de rotación (alineamiento real de ejes) si existenimperfecciones ''runout'' en el acoplamiento o ejes, deberán de rotarse ambos ejes. Si noexistieran imperfecciones ''runout'' no se tendrá que rotar ambos ejes. Ver Figura 43.
6.2 METODO AXIAL – RADIAL (FACE – RIM)
Ver Figura 44, técnicas axial – radial (face – rim)
Procedimiento:
1. Sujete el soporte de lo(s) indicador(es) firmemente a un eje y posicione el indicador en la cara y/o periferia del otro eje.
2. Ponga a cero el indicador (es) en la posición horaria de las 12 en punto.3. Lentamente rote el eje y el soporte montado, a intervalos de arco de 90° parando en las
posiciones horarias de las 3, 6 y 9 en punto.
4. Retorne a la posición 12 en punto para ver si el indicador está en cero. 5. Repita los pasos de 2 al 4 para verificar el conjunto de primeras lecturas.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 61/125
60
Figura 43. Por qué deben rotarse ambos ejes para superar un defecto de runout

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 62/125
61
Figura 44. Técnica axial – radial (face - rim)

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 63/125
62
Ventajas:
• Este es un buen método a usarse en situaciones donde uno de los ejes de la máquina no puede rotarse, o es difícil la rotación de uno de los ejes de la maquinaria. Nota: lalectura axial puede tomarse en el lado frontal o posterior del acoplamiento.
• Muchas personas que utilizan este método comprenden que la lectura radial delindicador dial muestra el desalineamiento paralelo (''offset'' de la línea central) y que el axial el desalineamiento angular.
• Un buen método para utilizar cuando las lecturas se toman en ejes de diámetros muygrandes (ejemplo: 200 mm ó más).
Figura 45. Las lecturas axiales a dif erentes diámetros van a dar como resultado lecturasdiferentes así el eje este en la misma posición angular
Desventajas:
• No es tan preciso como el método del indicador dial invertido, si ambos ejes puedenrotarse y particularmente si las mediciones axiales se toman en diámetros menores a
200 mm.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 64/125
63
• Si los ejes de las máquinas están soportados en cojinetes planos (deslizantes o de manguito), es muy fácil que los ejes floten axialmente hacia adentro o fuera uno delotro cuando se roten los ejes resultando lecturas axiales erradas e inexactas (vea laregla válida).
• La flecha (o pandeo) del sujetador debe medirse y compensarse.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 65/125
64
6.3 METODOS DEL INDICADOR INVERTIDO
También llamado método del dial doble
Procedimiento:
1. Sujete los soportes e indicador(es) firmemente en un (o ambos) eje(s) y posicione elindicador(es) en el perímetro del otro eje.
2. Ponga a cero el indicador(es) a las 12 en punto.
3. Lentamente rote el eje y el soporte-indicador parando a intervalos de arco de 90° en las posiciones 3, 6 y 9 en punto. Registre cada lectura (con sus signos más o menos).
4. Retorne a la posición 12 en punto para ver se el indicador(es) está(n) en cero. 5. Repita los pasos del 2 al 4 para verificar el conjunto de primeras lecturas.6. Si se ha usado un solo soporte-indicador, instale éste en el otro eje y repita los pasos
del 1 al 5. 7. El método del indicador invertido puede usarse en el 60 – 70 % de la maquinaria
rotativa existente, y es el método del indicador dial preferido para la medición de losejes de las máquinas rotativas.
8. Es el que mejor se acomoda cuando la distancia entre los puntos de medición en cadaeje está en un rango de 75 a 750 mm.
Ver Figura 46

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 66/125
65
Figura 46. Técnica del indicador invertido

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 67/125
66
6.4 METODO RADIAL DOBLE
Sólo puede usarse si por lo menos hay unos 75 mm (3 pulgadas aproximado) o más deseparación entre los puntos de medición.
Procedimiento:
1. Sujete el soporte-indicadores firmemente a uno de los ejes y localice los dosindicadores en posiciones axiales diferentes en el perímetro del otro eje.
2. Ponga a cero los indicadores en la posición de las 12 en punto. 3. Lentamente rote el eje y el sopor te-indicadores parando a intervalos de arco de 90
grados en las posiciones 3, 6 y 9 en punto. Registre cada lectura (con su signo más omenos).
4. Retorne a la posición 12 en punto para ver si el indicador(es) está(n) en cero. 5. Repita los pasos del 2 al 4 para verificar el conjunto de primeras lecturas.
6. Si se ha usado un solo soporte-indicador, instale este en el otro eje y repita los pasosdel 1 al 5.
Ver Figura 47

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 68/125
67
Figura 47. Técnica radial doble
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 69/125
68
Ventajas:
• Esta es una buena técnica para usarse en situaciones donde uno de los ejes de lasmáquinas no puede ser rotado o es difícil de rotar.
• Puede disponerse o instalarse para medir superficies circulares internas como elagujero de un barril.
• Un buen método para utilizarse cuando las mediciones del indicador dial puedenobtenerse a través de un espacio largo (ejemplo 200 mm o más).
Desventajas
• No se tiene suficiente superficie expuesta en el eje para extender la medición losuficiente para una aceptable precisión.
• Si las máquinas están soportadas en cojinetes deslizantes y los ejes están ''flotando''
hacia atrás axialmente cuando se rote el eje para obtener la medición, virtualmente no se tiene precisión en las lecturas que se están tomando. • La luz del soporte debe medirse y componerse.
6.5 METODO DEL EJE A CARRETE DE ACOPLAMIENTO
Cuando la distancia entre los extremos de los ejes empieza a exceder 750 a 1000 mm (30 - 40 pulgadas), esta técnica es la recomendada para medir las posiciones de los ejes.
Ejemplos de aplicación: sistemas de transmisión en ventiladores de torres de
enfriamiento, transmisiones con juntas universales, en rodillos de presión de la industriapapelera, secciones de transmisión de tambores de secado, sistemas de ejes detransmisión en vehículos, turbinas a gas de generación de electricidad.
Procedimiento:
1. Instale los soportes e indicador(es) firmemente en un (ambos) eje(s) y localice elindicador(es) en algún punto a lo largo del carrete con el indicador tocando el diámetroexterior del carrete.
2. Ponga a cero el indicador(es) a las 12 en punto. 3. Lentamente rote el eje y el soporte(s)-indicador(es) parando a intervalos de arco de 90
grados en las posiciones 3, 6 y 9 en punto. Registre cada lectura (más o menos). 4. Retorne a la posición 12 en punto para ver si el indicador(es) está(n) en cero. 5. Repita los pasos del 2 al 4 para verificar el conjunto de primeras lecturas. 6. Si se ha usado un solo soporte-indicador, instale éste en el otro eje y repita los pasos
del 1 al 5.
Ver Figura 48

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 70/125
69
Figura 48. Técnica eje a carrete de acoplamiento

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 71/125
70
Ventajas:
• Probablemente la técnica más precisa de medición cuando hay distancias extremasentre los extremos de ejes.
• Relativamente fácil de instalar y obtener la medición.
Desventajas:
• Dado que el acoplamiento de carrete (por ejemplo el eje intermedio) debe mantenerse en su lugar, ambos ejes deben girar juntos.
6.6 METODO AXIAL – AXIAL CARRETE DE ACOPLAMIENTO
Típicamente para grandes espacios entre los extremos de los ejes, aunque no es tanpreciso como el método del eje al carrete de acoplamiento.
Procedimiento:
1. Instale los soportes e indicador(es) firmemente al carrete de acoplamiento y posicione el indicador(es) en algún punto de la cara de la masa del acoplamiento rígidamentesujeta al eje(s).
2. Ponga a cero el indicador(es) a las 12 en punto.3. Lentamente rote el eje y el soporte(s)-indicador(es) parando a intervalos de arco de
90° en las posiciones 3, 6 y 9 en punto. Registre cada lectura (más o menos). 4. Retorne a la posición 12 en punto para ver si el indicador(es) está(n) en cero. 5. Repita los pasos del 2 al 4 para verificar el conjunto de primeras lecturas.6. Si se ha usado un solo soporte-indicador, instale éste en el otro eje y repita los pasos
del 1 al 5.
Ver Figura 49

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 72/125
71
Figura 49. Técnica axial-axial del carrete de acoplamiento

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 73/125
72
Ventajas:
• Mejor instalación si los soportes no pueden sujetarse a los ejes de la maquinaria (como en el método del eje al carrete de acoplamiento), pero pueden sujetarse al carrete.
Desventajas:
• No tan preciso como el método del eje a carrete de acoplamiento, asumiendo que laslecturas se están tomando a diámetro relativamente pequeño.
6.7 TECNICAS DE ALINEAMIENTO DE ACOPLAMIENTO RIGIDOS
6.7.1 Método de los Dieciséis Puntos
El método de los 16 puntos es utilizado frecuentemente en la maquinaria rotativaconectada con acoplamientos rígidos en lugar de los flexibles.
Ventajas:
• Más exacto que el método axial – radial desde que la distancia de los puntos demontaje del sujetador al punto donde los indicadores toman las lecturas en el eje, seausualmente mayor que la distancia en que la lectura axial se puede tomar.
• Si la maquinaria está soportada en cojinetes tipo deslizante y el eje esta ''flotando''hacia adelante o hacia atrás cuando se rota el eje para tomar las lecturas, no hayvirtualmente un efecto en la exactitud de las lecturas que se están tomando.
• Puede ser ejecutado con el acoplamiento en su sitio.
Se utiliza comúnmente cuando ambos ejes están soportados en dos chumaceras, sinembargo también es aplicable a máquinas, donde una de ellas está soportada por 2cojinetes y la otra solo en uno.
Se aflojan los pernos de las bridas, se separa ligeramente los ejes, y se toman una serie de mediciones axiales a cuatro puntos alrededor de las caras de la brida a las posicioneshorarias 12, 3, 6 y 9 en punto.
La presunción que se hace cuando se ejecuta esta técnica es que sólo existedesalineamiento angular (no desalineamiento paralelo), y que las caras de la brida sonperpendiculares a las líneas centrales de rotación.
También utilizado donde uno de los ejes esta soportado en dos chumaceras y el otro ejeestá soportado por su extremo exterior en una chumacera.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 74/125
73
Figura 50. Técnica de los 16 puntos

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 75/125
74
Procedimiento:
1. Asegúrese que los pernos del acoplamiento estén sueltos y que exista una separaciónpequeña (unos 0.5mm) entre las caras de las mazas del acoplamiento para prevenircualquier esfuerzo o fuerza de interacción que apriete un eje y al otro.
2. Haga una marca referencial en uno (o ambos) eje(s), usualmente a las 12 en punto. 3. Con precisión marque a 90° de incremento las mazas del acoplamiento desde la
referencia de las 12 en punto. 4. Use un feeler o un calibrador de cuña capaz de medir centésimas para medir las
''luces'' entre las caras de las mazas del acoplamiento a intervalos de 90° (a amboslados, arriba y abajo).
5. Mida el diámetro de las masas del acoplamiento, donde las luces se midieron. 6. Registre cada lectura de luces obtenidas y rote ambos ejes 90°. 7. Tome otro conjunto de lecturas y rote 90° ambos ejes nuevamente. 8. Repita el paso 6 hasta que la marca haya retornado a su posición original de las 12 en
punto.
Regla valida:
La regla establece que cuando las dos mediciones se toman a 90 grados a cada lado delpunto definido como ''cero'', sumados éstos, serán igual a la medición tomada 180 gradosdesde el punto ''cero''. La validez de regla es aplicable a ambas mediciones radial y axial.
La suma de las dos lecturas a los costados del cero debe ser igual a la lectura opuesta alcero (+/- 10% del valor más alto del conjunto de lecturas).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 76/125
75
6.8 LAS MEDICIONES SE TOMAN A INTERVALOS DE 90 GRADOS
• En los equipos rotativos montados horizontalmente los ajustes se hacen a la carcasa de la maquinaria para alinear los ejes en dos planos, el plano de arriba a abajo
(ejemplo el movimiento vertical) y el plano lado a lado (ejemplo movimiento lateral). • Los ajustes verticales que se hacen a las carcasas de la maquinaria rotativa están
basadas en las mediciones hechas a las 12 y 6 en punto. Los ajustes laterales que sehacen a las carcasas de la maquinaria rotativa están basadas en las medicioneshechas a las 3 y 9 en punto.
• En las máquinas orientadas verticalmente, sin embargo, es obvio que no hay partesuperior e inferior. En este caso, debe determinarse cuales serán los planos demovimiento-traslación en la carcasa de las máquinas y obtener las medidas en esosplanos.
6.9 FLECHA DE LA BARRA-SOPORTE (SAG)
Siempre que se use soportes mecánicos e indicadores dial para medir las posiciones de los ejes, la f echa del ''soporte-barra'' debe de medirse y compensarse.
La fecha del soporte de sujeción es un fenómeno que no solo afecta a las medicionesradiales-circunferenciales, sino que también a las mediciones axiales.
Factores que afectan la cantidad de luz:
• La cantidad de peso en voladizo (el peso del indicador dial en el extremo de la luz de labarra y el peso de la misma barra).
• El largo de la barra.
• La rigidez del largo de la barra.
• La fuerza de la abrazadera del soporte al eje.
Cuando tome mediciones de alineamiento siga el siguiente procedimiento para medir ycompensar la fecha del soporte.
• Instale el soporte, barra espaciadora y indicador en la maquinaria que se estáalineando.
• Tome una serie de mediciones de eje a eje y registre los datos. Estos están referidoscomo las mediciones de ''campo''.
• Desmonte el conjunto sujetador, barra espaciadora, indicador; hacerlo cuidadosamente
para no alterar la longitud de la luz de la barra, la configuración de la barra y distribución del sujetador. Use el mismo indicador que usó para medir las lecturas.
• Busque un tramo de tubo rígido conduit y una barra de longitud suficiente para poner elsujetador. Trate de seleccionar un pedazo de tubo rígido con un diámetro cercano aldel eje donde el sujetador ha sido instalado cuando midió las posiciones ejes a eje. VerFigura 51.
• Ponga el indicador en la posición superior y asegúrese de que el vástago tengaprecarga de parte de su carrera y ponga a cero el indicador.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 77/125
76
• Sujete el conjunto en la posición horizontal y rote todo el tubo-soporte-barra-indicador dial a través de arcos de 90 grados y anote las lecturas en cada posición(particularmente la de la parte inferior) y registre lo que observa. Estas son referidascomo las lecturas de ''flecha''. Usualmente las lecturas en cada uno de los lados son lamitad de las lecturas en la parte inferior y todas las lecturas tienen un valor negativo (comúnmente pero no siempre). Ver Figura 51.
• Calcule que lecturas hubieran sido registradas, si usted hubiera usado un soporte que no tuviera flecha o pandeo. Estas están referidas como lecturas compensadas.Refiérase al ejemplo mostrado en la Figura 52.
Figura 51. Cómo se mide la flecha del soporte

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 78/125
77
Figura 52. Ejemplo de cómo compensar la flecha sag del soporte

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 79/125
78
6.10 LAS LECTURAS CIRCUNFERENCIALES (RADIALES) SON EL DOBLE DE LA CANTIDAD DE DESPLAZAMIENTO O DESCENTRADO (OFFSET)
Siempre que las mediciones se tomen a 180° alrededor del perímetro de un eje o cubo delacoplamiento, el valor medido es el doble de la cantidad del desplazamiento entre líneascentrales.
Figura 53. Por qué las lecturas radiales o circunferenciales son el doble del descentradoentre las líneas centrales de rotación de los ejes

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 80/125
79
7. TECNICAS GRAFICAS – ESQUEMATIZACION DEL ALINEAMIENTO
7.1 METODO MATEMATICO AXIAL – RADIAL
Figura 54. Método matemático axial – radial
Donde:
A, B, C, D, E = distancias mostradas en la Figura 54 H = diámetro de las lecturas axiales F = diferencia de la lectura axial (desde la parte superior a la inferior o de lado a lado) Y = diferencia de la lectura radial (desde la parte superior a la inferior o de lado a lado)
MAQUINA MOTRIZ MAQUINA MOVIDA
patas interiores =F( B + C)
H2 +
F
2
− (Y ) patas interiores =F * D
H2 +
F
2
+ (Y )
patas exteriores = F ( A + B + C )
− (Y )
H 2 + F 2
patas exteriores = F ( D + E )
H 2 + F
2
+ (Y )

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 81/125
80
7.2 METODO MATEMATICO INDICADOR INVERTIDO
Figura 55. Método matemático indicador dial invertido
Donde:
A, B, C, D, E = distancias mostradas en la Figura 55 X = diferencia de la lectura radial en máquina motriz (desde la parte superior a la inferior o de lado a lado). Y = diferencia de la lectura radial en máquina movida (desde la parte superior a la inferior o de lado a lado).
MAQUINA MOTRIZ MAQUINA MOVIDA
patas interiores = ( B + C)( X + Y )
− (Y ) C
patas exteriores = ( A+ B + C)( X + Y )
− (Y ) C
patas interiores = (C + D) * ( X + Y )
− ( X ) C
patas exteriores = (C + D + E )( X + Y )
− ( X ) C
Las técnicas de esquematización del alineamiento de ejes usan dos factores de escala diferentes. Un factor de escala proporciona las dimensiones totales del tren de máquinas
de forma que el dibujo entre dentro de los limites impuestos por el papel para graficar, yotro factor de escala diferente utilizado para exagerar el desalineamiento entre los ejes de las máquinas. Si nos referimos a trenes motrices de maquinaria rotativa horizontales,habrá dos gráficos que tendremos que dibujar. Como se muestra en la Figura 56, ungráfico mostrará la posición exagerada de cada eje VISTA LATERAL, ilustrando laposición vertical o arriba y abajo de la maquinaria. El otro gráfico se construirá en la
VISTA SUPERIOR mostrando la posición lateral o lado a lado de la máquina.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 82/125
81
Figura 56. Partición del desalineamiento en el tren motriz en dos vistas diferentes

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 83/125
82
Una vez que las posiciones relativas de los ejes de la maquinaria han sido graficadas, una amplia variedad de soluciones diferentes puede determinarse para hacer coincidir laslíneas centrales de rotación entre ellas. Como se pudo observar hay que tener en cuentadistintas medidas como:
• La distancia desde donde el indicador dial toma las lecturas radiales en la primeramáquina al punto donde el indicador dial toma las lecturas radiales en la segundamáquina.
• La distancia desde donde el indicador dial toma las lecturas radiales en la segundamáquina al punto donde los soportes están instalados. Note que esta distancia puedeser cero si se utiliza una disposición simétrica en la que se sujete y lea en los mismospuntos en cada eje.
• La distancia desde donde los soportes están instalados al plano anterior del perno deanclaje de la segunda máquina.
• La distancia desde las patas anteriores y posteriores (planos de anclaje) de la segundamáquina. • Las ocho lecturas del indicador dial tomadas en la parte superior, inferior y las de los
dos lados en ambos ejes después de compensar la luz o pandeo.
Desde el punto de vista de la geometría, el método del indicador invertido mide ladesviación de las líneas centrales de rotación de los ejes en dos tajadas en el espacio auna distancia conocida.
Con precisión grafique a escala las distancias de las líneas centrales del tren motriz como se muestra en Figura 57. Prepare dos gráficos, uno de la vista lateral y otro de la vistasuperior.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 84/125
83
Figura 57. Gráfico vista lateral y superior de las líneas centrales de rotación

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 85/125
84
7.3 LAS LECTURAS RADIALES SON SIEMPRE EL DOBLE DE LA CANTIDAD DEL DESPLAZAMIENTO
En todo momento la lectura radial o circunferencial medida de un lado a otro del eje (180grados de rotación), es el doble de la cantidad de la distancia actual entre las líneascentrales de rotación en ese punto. La Figura 58, muestra por qué se produce esto.
Figura 58. Las lecturas radiales o circunferenciales son siempre el doble de la distanciaentre líneas centrales de rotación

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 86/125
85
7.4 PROCEDIMIENTO PARA GRAFICAR LA TECNICA DEL INDICADOR INVERTIDO PUNTO A PUNTO
1. Con precisión a escala prepare dos gráficos para las dos vistas (lateral y superior),teniendo en cuenta las distancias entre las patas anteriores y posteriores de las dosmáquinas, las distancias de las patas interiores de las dos máquinas al punto donde losvástagos de los indicadores dial tocan (toman lecturas) a ambos ejes, y la distanciaentre los puntos de lectura a lo largo de la línea central graficada de izquierda aderecha. Ver Figura 59.
Figura 59. Paso 1- confección del gráfico vista lateral

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 87/125
86
2. Para seleccionar la escala más apropiada comience a graficar las lecturas del indicador dial superior – inferior o lado a lado en el eje que tengan los mayores valoressuperior – inferior a lado a lado. En el ejemplo, la del eje de la bomba. Ver Figura 60
3. En la intersección de la línea central graficada y el punto donde el indicador dial tomó la más grande de las dos lecturas inferior (o al lado), grafique un punto sobre o debajo de esta intersección, la mitad de la lectura superior a inferior o lado a lado delindicador dial. Si la lectura inferior (o de lado) f ue negativa, ubique un punto a la mitad
de la lectura inferior (o lado) desde la línea central graficada hacia la parte superior delgráfico. Si la lectura de la parte inferior (o lado) f ue positiva, ubique un punto a la mitad de la lectura inferior (o lado) desde la línea central graficada hacia la parte inferior delgráfico. Dibuje una línea desde donde el soporte fue instalado en el eje opuesto en lalínea central graficada al punto antes graficado a escala. Recuerde, sea como fuera eleje en el que el indicador dial ha tomado la lectura, ese es el eje que se dibujará en papel gráfico. Ver Figura 61
Figura 60. Paso 2 – dibujo del primer eje en el gráfico vista lateral
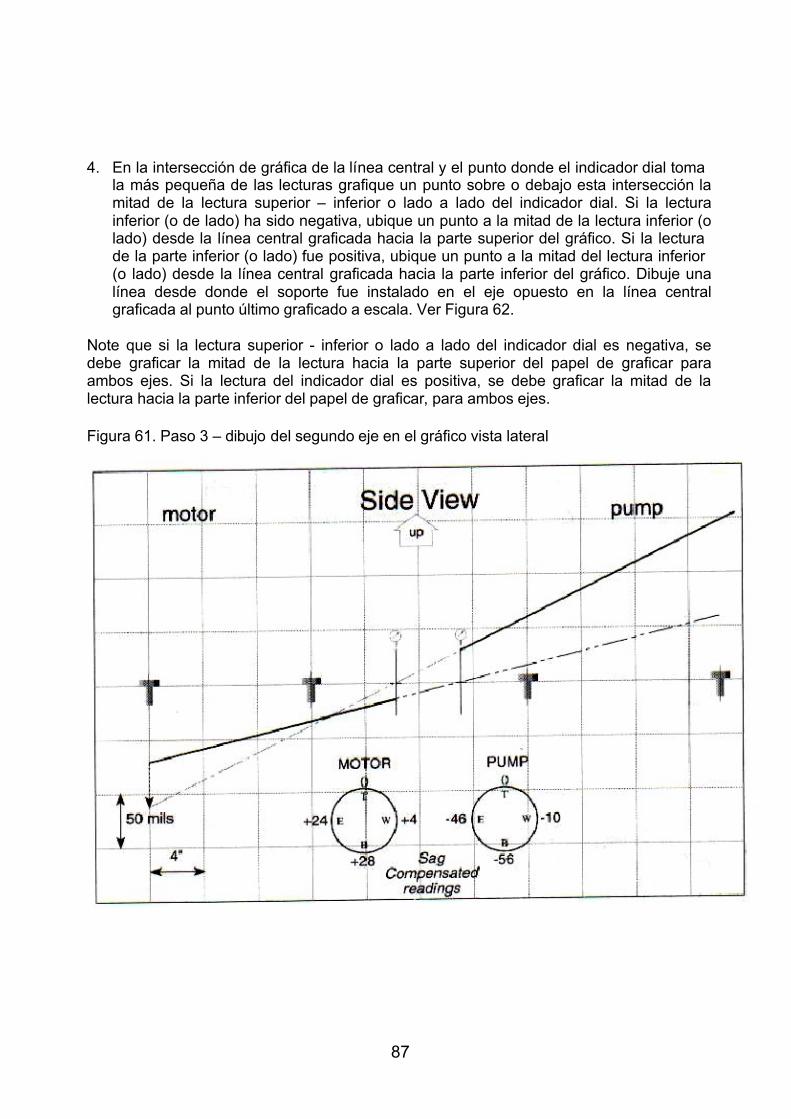
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 88/125
87
4. En la intersección de gráfica de la línea central y el punto donde el indicador dial toma la más pequeña de las lecturas grafique un punto sobre o debajo esta intersección lamitad de la lectura superior – inferior o lado a lado del indicador dial. Si la lecturainferior (o de lado) ha sido negativa, ubique un punto a la mitad de la lectura inferior (olado) desde la línea central graficada hacia la parte superior del gráfico. Si la lectura de la parte inferior (o lado) fue positiva, ubique un punto a la mitad del lectura inferior (o lado) desde la línea central graficada hacia la parte inferior del gráfico. Dibuje unalínea desde donde el soporte fue instalado en el eje opuesto en la línea centralgraficada al punto último graficado a escala. Ver Figura 62.
Note que si la lectura superior - inferior o lado a lado del indicador dial es negativa, sedebe graficar la mitad de la lectura hacia la parte superior del papel de graficar paraambos ejes. Si la lectura del indicador dial es positiva, se debe graficar la mitad de lalectura hacia la parte inferior del papel de graficar , para ambos ejes.
Figura 61. Paso 3 – dibujo del segundo eje en el gráfico vista lateral

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 89/125
88
Figura 62. Técnicas de modelado punto a punto del indicador invertido mostrando las posiciones exageradas de las líneas centrales en la vista superior

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 90/125
89
Las cuatro posibles configuraciones de gráficos de alineamiento son:
Figura 63. Ejemplos de la técnica de modelado punto a punto del indicador invertidomostrando las posiciones de los ejes basándose en los valores (+/-) de las lecturasinferiores

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 91/125
90
7.5 MODELADO DEL METODO DEL INDICADOR INVERTIDO UTILIZANDO LA TECNICA DE LA LINEA A PUNTOS
Hay un método alternativo para modelar las lecturas del indicador invertido. Hay dosventajas en esta técnica como opuesto al método de punto a punto:
• Es más fácil para modelar trenes motrices de elementos múltiples donde las lecturasdel indicador invertido han sido tomadas en dos o más acoplamientos flexibles.
• Prescindiendo de si se tiene una disposición asimétrica o simétrica de los soportes, lospuntos donde los soportes están instalados al eje no son relevantes; solo se requieren los puntos donde el indicador dial toma las lecturas.
Los siguientes datos son necesarios para construir apropiadamente las posiciones de losejes utilizando esta técnica:
1. La distancia desde las patas posteriores y anteriores (planos de anclaje) de la primeramáquina.
2. La distancia del plano de anclaje anterior de la primera máquina al punto en el eje
donde el indicador dial toma las lecturas radiales en la primera máquina. 3. La distancia desde donde el indicador dial toma las lecturas radiales en la segunda
máquina al plano de anclaje anterior de la segunda máquina. 4. La distancia desde las patas anteriores a las posteriores (planos de anclaje) de la
segunda máquina. 5. Las ocho lecturas del indicador dial tomados en la parte superior, inferior y a ambos
lados de los dos ejes después de compensar la flecha.
A escala y con precisión grafique el tren motriz como se muestra en la Figura 64 y 65
Procedimiento para graficar la técnica de la línea a punto de indicador invertido:
1. Seleccione uno de los dos ejes de la maquinaria y dibuje uno de estos ejes sobre lalínea central graficada.
2. Comience con las lecturas superior-inferior o lado a lado en el otro eje (el que no hasido dibujado sobre la línea central graficada).
3. Grafique la otra línea central de eje comenzando en la intersección de la línea centralgraficada y el punto donde el indicador dial tomó las lecturas en el otro eje. Si lalectura inferior (o de lado) fue negativa, ubique el punto a la mitad de la lectura inferior (o de lado) desde la línea central graficada hacia la parte superior de gráfico. Si lalectura inferior (o de lado) fue positiva, ubique el punto a la mitad de la lectura inferior (o de lado) desde la línea central graficada hacia la parte inferior del gráfico (lo mismo que en la técnica de modelado punto a punto). No dibuje ninguna línea todavía.
4. Luego, comience en la intersección de la línea central graficada y el punto donde elindicador dial tomó las lecturas en el eje que fue dibujado sobre la línea centralgraficada. Si la lectura inferior (o de lado) fuera negativa, ubique el punto a la mitad de
la lectura inferior del gráfico. Si la lectura inferior (o de lado) fue positiva, ubique el

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 92/125
91
punto a la mitad de lectura inferior (o de lado) desde la línea central graficada a la parte superior del gráfico (opuesto a la técnica de modelado punto a punto)
5. Estos dos puntos marcados en la gráfica donde el indicador dial tomó las lecturasdefine la vista de la línea (la línea central de rotación) del otro eje. Dibuje una línearecta a través de estos dos puntos desde el extremo del acoplamiento al extremoexterior del otro eje.
Figura 64. Técnica de modelado línea a punto del indicador invertido, ejemplo en que elmotor es directamente ubicado sobre la línea central graficada

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 93/125
92
Figura 65. Técnica de modelado línea a punto del indicador invertido, ejemplo en que el eje de la bomba es directamente ubicado sobre la línea central graficada
7.6 CHEQUEO DE LA TOLERANCIA DE DESALINEAMIENTO
Las técnicas de modelado permiten visualizar con precisión las posiciones relativas de laslíneas centrales de dos ejes. Una vez que las posiciones de los ejes han sidodeterminadas, el primer paso es determinar si la cantidad de desalineamiento está dentro de las tolerancias. (Revisar Capítulo 4). En cualquier punto en el tiempo, los ejes de la

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 94/125
93
maquinaria están algo desalineados lado a lado y desalineados arriba y abajo (o en cualquier otra coordenada). La clave es encontrar la mayor de las cuatro desviaciones (lospuntos de deflexión) y dividida ésta por la distancia entre los puntos de la transmisión depotencia. Dos de estas desviaciones se producen en la vista superior, la cual mostrará lacantidad de desalineamiento lateral lado a lado (ver Figura 66) y las otras dosdesviaciones se producirán en la vista lateral, la cual mostrará la cantidad dedesalineamiento vertical (arriba-abajo) como se ilustra en la Figura 67.
Figura 66. Vista superior (muestra el desalineamiento lado a lado)

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 95/125
94
Figura 67. Vista lateral (muestra el desalineamiento arriba-abajo)
Para determinar gráficamente las posiciones de los ejes, el primer paso es determinar si la cantidad de desalineamiento está dentro de las tolerancias.
7.6.1 Restricciones de movimiento y el movimiento permisible
• Impuestas por las carcasas de la máquinas en los puntos de ajustes y control. Lasrestricciones del movimiento definen la cantidad admisible de movimiento ''fácil'' en lamaquinaria.
• Cuando se observa la maquinaria en la dirección arriba-abajo (vista lateral), lasrestricciones del movimiento están definidas por la cantidad de movimiento que puederealizarse con la maquinaria en la direcciones hacia arriba y hacia abajo.
• Igualmente importante es, qué tanto se puede mover las carcasas hacia abajo. Lascarcasas normalmente se mueven hacia abajo quitando las lainas instaladas entre laspatas de la maquinaria y el plato-soporte.
• Así, si se quiere mover la maquinaria hacia abajo y no hay lainas debajo de las patas de la maquinaria, se denomina esto como restricciones de movimientos vertical. Si hay
10, 20, o tal vez 50 mils (0.2, 0.4, o 1.0 mm) debajo de la maquinaria que puedenquitarse, se define como movimiento permisible.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 96/125
95
• La maquinaria se alinea lado a lado desplazando lateralmente la carcasa de la máquina. Este movimiento a los lados se monitorea instalando los indicadores dial a lolargo del lado la carcasa de la máquina, en la zona de los pernos de anclaje.
• Aquí es cuando uno puede encontrar limitaciones en el movimiento lado a lado al noexistir espacio suficiente de desplazamiento entre los pernos de anclaje y los agujeros en las patas de la carcasa.
• El problema cuando se mueve lateralmente la maquinaria es que hay una cantidadlímite admisible de movimiento a ambos lados.
• La cantidad de movimiento total lado a lado a cada extremo de la carcasa de máquina se denomina como el movimiento lateral permisible.
Es muy importante reconocer que una corrección del alineamiento sin problemas sóloserá posible lograrlo cuando el movimiento permisible se conoce. Probablemente uno de los enunciados más importantes existentes es:
Cuando se considera que las dos carcasas de máquinas son móviles, hay un númeroinfinito de maneras posibles de alinear los ejes, algunas de las cuales son losmovimientos permisibles determinados.
Reglas para evitar pérdida tiempo cuando se corrige desalineamiento:
1. Encuentre las posiciones de cada eje en el tren motriz con las técnicas gráficas ymodelado que se muestran en esta unidad.
2. Determine el movimiento permisible total de toda la carcasa en ambas direcciones. 3. Grafique las restricciones en el gráfico-modelo. 4. Seleccione una línea final de alineamiento deseada que encaje dentro de lo permisible
y mueva la máquina a esta línea.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 97/125
96

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 98/125
97

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 99/125
98

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 100/125
99
8. MEDICION Y COMPENSACION DEL MOVIMIENTO PRODUCIDO POR EL FUNCIONAMIENTO DE LAS MAQUINAS
Virtualmente todos los equipos rotativos experimentarán cambios de posición durante suarranque y mientras funcionan, los mismos que afectarán el alineamiento de sus ejes.
En un 60% de los sistemas motrices existentes la cantidad de movimiento esinsignificante y se puede ignorar, en los casos restantes, esto puede establecer ladiferencia entre un sistema motriz de transmisión que funciona suavemente y uno queestá plagado de problemas.
8.1 MAQUINARI AS PROPENSAS A MOVERSE CUANDO SE PONEN ENFUNCIONAMIENTO
1. Sistemas de maquinaria rotativa que funcionan a/o sobre los 200 HP y velocidades de 1200 R.P.M. o mayores.
2. Maquinaria que soporta cambios de temperatura en la carcasa por ejemplo:
• Motores eléctricos y generadores.
• Turbinas de vapor.
• Turbina a gas.
• Motores de combustión interna (diesel, etc.).
3. Variadores de velocidad.
4. Maquinaria que bombea o comprime fluidos o gases, donde el fluido tiene cambios en su temperatura de 50° C o más desde su ingreso hasta su descarga (esto puede ser un incremento o una caída de temperatura). Por ejemplo:
• Compresores centrífugos o reciprocantes. • Bombas centrífugas.
• Ventiladores de hornos.
5. Equipos con soportes deficientes de tuberías sujetas a las carcasas de las máquinasdonde la expansión o contracción de la tubería induce fuerzas en la carcasa demáquina o donde el flujo de los fluidos puede causar un movimiento de reacción en lastuberías.
Causas del Movimiento:
• La temperatura es la causa más común, conocida como crecimiento térmico. • No solo el movimiento térmico de la carcasa, sino también el de las tuberías que
conducen los fluidos.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 101/125
100
• Los pernos de anclaje sueltos. • Fuertes variaciones climáticas soportadas por los equipos ubicados a la intemperie.
• Cambios en las condiciones de operación de los equipos sin carga y con carga. • Las retenciones de las carcasas o soportes ante las f uerzas centrífugas de los rotores
cuando éstos estén rotando.
En la mayoría de los casos, el equipo se someterá a su mayor rango de cambio demovimiento al poco tiempo después del arranque. Este poco tiempo puede significardesde 5 minutos a 1 hora para casi todos los tipos de equipos y puede establecerse aalguna posición final muchas horas o incluso días más tarde.
Medición del movimiento de fuera de servicio al de funcionamiento:
Esta es la comparación entre la posición de las líneas centrales de rotación cuando lasmáquinas están fuera de servicio con la posición de las líneas centrales de rotacióncuando las máquinas están operando.
Verificación del alineamiento en caliente inmediatamente después de parar elequipo:
Por muchos años, las personas han intentado tomar lecturas de alineamiento rápidas encaliente, esto es verificar el alineamiento inmediatamente después de parar el equipo. Aunque es una tarea bastante dificultosa de ejecutar, es mejor a no hacer nada, aunque no sea el método más recomendable.
Categoría de mediciones del movimiento desde la condición fuera de servicio a la de funcionamiento:
Las técnicas de medición se pueden clasificar así:
• Movimiento de las líneas centrales de las carcasas de las máquinas con respecto a susplatos-soportes o estructuras soportes.
• Movimiento de las líneas centrales de las carcasas de las máquinas con respecto aalguna referencia remota o punto de observación.
• Movimiento de una carcasa de máquina con respecto a otra carcasa de máquina. • Movimiento de un eje con respecto a otro eje.
Cada una de estas técnicas tiene sus ventajas y desventajas. Todas ellas comparan laposición de la maquinaria rotativa del tren motriz cuando está el equipo fuera de servicio,con la posición de la maquinaria cuando está funcionando.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 102/125
101
Instrumentos y las técnicas usadas:
• Para el movimiento de la carcasa de la máquina con respecto a un punto remoto dereferencia.
- Niveles basculantes ópticos y teodolitos. - Instrumentos láser.
• Para el movimiento de la carcasa de la máquina con respecto a otra carcasa.
- Barras de alineamiento con sensores de proximidad. - Sistemas láser – detector. - Montaje láser-target-plug in-back zeroing. - Sistema conector entubado-varilla-bola.
• Para el movimiento de la carcasa de la máquina con respecto al plato-soporte o lacimentación.
- La expansión térmica de la carcasa utilizando la ecuación de deformación. - Micrómetros interiores y/o dispositivos de medición de ángulos, instrumentos de
bolas. - Sensores de proximidad con soportes enfriados con agua.
• Para el movimiento de un eje con respecto a otro eje.
- Sistemas de acoplamiento instrumentado.
El coeficiente de expansión térmica para la mayoría de materiales utilizados en lascarcasas de maquinaria y cimentaciones se muestran en la tabla de la Figura 68. Estoscoeficientes pueden ser utilizados para temperaturas entre 32 y 212 °F. Hay una ligeravariación en el valor de los coeficientes para temperaturas mayores o menores debido a la no linealidad de la vibración molecular en los materiales.
Figura 68. Tabla de coeficientes de expansión térmica de materiales usados en carcasas
de maquinaria y cimentaciones
Material Coeficiente de Expansión Térmica
(pulgada / pulgada - °F) Aluminio 12.5 X 10-6
Bronce 11.0 X 10 -6
Acero al carbono (AISI 1040) 6.3 X 10-6
Fierro fundido (gris) 5.9 X 10-6
Concreto 7.2 X 10-6
Invar 0.68 X 10-6

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 103/125
102
Material Coeficiente de Expansión Térmica
(pulgada / pulgada - °F)
Acero al Níquel 7.3 X 10-6 Acero inoxidable 9.8 X 10-6
Caucho vulcanizado 45.0 X 10-6
Nylon 55.0 X 10-6
8.2 TECNICAS DE TERMOGRAFIA INFRARROJA PARA DETERMINAR LOS PERFILES TÉRMICOS DE LOS EQUIPOS ROTATIVOS
Las carcasas de la maquinaria rotativa cuando están funcionando transfieren al ambiente el calor generado por la fricción de sus diversos componentes, así como el calor generado por el proceso de comprensión de gases, flujos de vapor o el devanado del motor estator. La temperatura superficial de la carcasa varía ampliamente según las distintas partes deésta.
Virtualmente, ningún equipo rotativo mantiene constante su gradiente de temperatura através de la carcasa entera. Las turbinas a gas, por ejemplo, pueden tener a la entrada de la carcasa temperaturas por debajo de las temperaturas del aire ambiental y 6 pies másallá tener temperaturas de carcasa de 1200 °F (650 °C aprox.) en la sección decombustión. Desde que nuestra vista esta limitada solo al espectro visible (veainformación sobre el espectro magnético mencionado anteriormente), no estamos en laposibilidad de ver los perfiles de gradientes de temperatura de las carcasas de lasmáquinas ya que éstas emiten radiación infrarroja.
8.2.1 Crecimiento Termico
Aplicable en máquinas acopladas que operan a diferentes temperaturas. Tener en cuenta las siguientes recomendaciones:
• Considerar las recomendaciones del fabricante. • Tomar en cuenta la experiencia de alineamientos anteriores (como se encontró en
caliente y como fue posteriormente en frío). • Cálculos basados en manuales (coeficientes de expansión térmica, dimensiones de la
máquina, temperatura, etc.). • Cálculos basados en recomendaciones prácticas de diversos autores.
• Métodos de error y prueba que incluyen evaluación vibracional.
8.2.2 Recomendaciones Prácticas
• Bombeo de líquidos <200 °F – considerar el alineamiento cero – cero (sin crecimientotérmico).
• Bombeo de líquidos >200 °F – dejar el eje de la bomba, 0.001'' por debajo del eje delmotor, por cada 100°F sobre el diferencial (T-200) y por cada pulgada de distancia
entre la base de la bomba y la línea de centros al eje.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 104/125
103
Cálculo de la expansión térmica de la carcasa de la máquina utilizando la ecuación de la deformación (categoría carcasa de la maquina a plato–soporte)
El fenómeno de la dilatación térmica produce los cambios en las dimensiones que puedencalcularse por la siguiente ecuación:
Δ L = L(α )(ΔT )
∆L = Cambio de dimensión-longitud (pulgadas o mm) L = Longitud del objeto (pulgadas o mm)
α = Coeficiente de expansión-contracción térmica (pulg/pulg -°F o mm/mm - °C) ∆T = Cambio de temperatura (°F ó °C)
Figura 69. Gráfico con tolerancias de desalineamiento

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 105/125
104
9. ALINEAMIENTO DE POLEAS – TRANSMISIONES POR FAJAS V
• El alineamiento de equipos con transmisiones por fajas ''V'' no es tan crítico como el de las máquinas rotativas acopladas directamente.
• El método de alineamiento de fajas V, que es ''grueso'' en comparación con elalineamiento de ejes acoplados directamente, se consigue utilizando una regla ocuerda.
• El objetivo de este alineamiento es asegurar que las líneas centrales de los ejes esténparalelos.
• Método gráf ico-modelado que utiliza la barra ''T'' sobrepuesta para mostrar lasposiciones relativas de los ejes y esquema de reposición aceptable.
• Actualmente existen equipos de alineamiento láser especialmente aplicados a poleas.
9.1 INSPECCION PRELIMINAR ANTES DE PROCEDER AL ALINEAMIENTO
• Asegúrese de que los rodamientos de ambas máquinas no estén dañados. • Inspeccione el estado de las fajas asegurándose que no están cuarteadas, vidriadas,
estiradas, etc. • Buscar cualquier condición de ''pie flojo'' entre las patas de la máquina y el plato
soporte en todos los pernos de anclaje. • Inspeccione el desgaste de los canales en V de las poleas con un indicador o patrón
apropiado (no más de 0.8 mm ver Figura 70).
• Asegúrese que el ''runout'' axial (def ecto axial) no exceda 1 mil por cada seis pulgadas de diámetro de la polea (0.01 mm / 70mm de diámetro de polea). Ver Figura 71
• Asegúrese de que el ''runout'' radial (defecto radial) no exceda las 5 mils (0.12 mm).
Ver Figura 71.
Figura 70. Chequeo preliminar de poleas

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 106/125
105
Figura 71. Verificación de runout axial y radial en poleas
9.2 MODELADO DE LOS PROBLEMAS DE ALINEAMIENTO DE FAJAS V
• Se recomienda papel para gráficos para dibujar el modelo.
• Use dos barras ''T'' sobrepuestas (para representar cada eje-polea).
• Seleccione un factor de escala apropiado para encajar la maquinaria dentro del papelpara graficar .
Procedimiento:
• Comience por dibujar a escala uno de los dos ejes en el gráfico (en este ejemplo, elventilador se dibujo primero).
• Dibuje una línea de referencia para representar la distancia entre las dos líneascentrales de los ejes.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 107/125
106
Figura 72. Mediciones necesarias para graficar alineamiento de fajas
• Use una regla recta para dibujar una línea comenzando en un punto en el primer eje dibujado en el gráfico (en este caso, el eje del ventilador), para ir a través del punto en el filo exterior de la polea, donde la regla recta toque, y un punto que represente elintersticio ''gap'' que fue medido en el otro lado de la polea (en este caso, 20 mils degap fue medido a través de la polea del motor).
• Use la barra ''T'' sobrepuesta para representar el eje del motor y su posición, parareflejar el gap que fue medido a través de la polea en el motor (en este caso, 30 mils
de gap, fue medido en la polea del motor en el lado del ventilador). • Recepcionar la barra ''T'' sobre cada eje hasta que se tenga la posición deseada en
ambos ejes. • Mida la distancia entre los pernos de anclaje parte exterior e interior, en ambas
máquinas. • Mida la distancia desde las patas interiores a donde la regla recta o la cuerda se va a
ubicar para tomar las lecturas del gap en las poleas.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 108/125
107
• Mida el diámetro de las poleas (ejemplo la distancia a través de las poleas donde la lectura del gap se tomará).
• Mida la distancia entre las líneas centrales de los ejes.
Figura 73. Ejemplo gráfico de alineamiento de fajas en V

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 109/125
108
9.2.1 Método de la Cuerda o Recta
• Verifique que los canales de las poleas tengan el mismo paso, así como el mismoespesor de bordes. Tome en cuenta estas diferencias para compensar.
• Extienda la cuerda entre las caras laterales de las dos poleas. La recta obtenidadeberá situarse consecutivamente en tres posiciones: central, superior e inferior.
• En cada posición debe observarse qué puntos entran en contacto primero y cuales nopara determinar la posición de las poleas.
• Debe comprobarse también antes de iniciar el alineamiento, si hay restricciones demovimiento para el componente móvil.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 110/125
109
10. ALINEAMIENTO DE TRANSMISIONES POR ENGRANAJES
Paso 1 - Verificación de runout axial de la corona dentada
1. Un runout máximo de 0.13 mm para aquellos con velocidad menor a 1800 R.P.M.
2. Si la corona dentada es piezada existen métodos establecidos por los fabricantes.
Paso 2 - Verificación de runout radial de engranajes
1. El runout radial permisible depende del paso diametral de engranaje.
Figura 74. Tabla de runout radial permisible en engranajes
Paso Diametral Nominal (Ver Plano del Engranaje)
Runout Radial Permisible
(pulgadas) Al tura aproximada del
Diente (pulgadas) 5/8 0.50 3.60 3/4 0.40 3.00 1 0.30 2.25
1 1/4 0.25 1.80 1 1/2 y mayores 0.20 1.50
2. Ubique el indicador dial en los puntos establecidos y realice la medición.
3. Si el runout total o entre secciones excede las tolerancias permisibles, deben hacersecorrecciones de recentrado del engranaje. Utilizar pernos de empuje, gatos hidráulicosetc. Si el error no puede corregirse verifique la concentricidad de los componentes delequipo.
Paso 3 - Verificación del alineamiento del Piñón
1. Backlash (juego entre dientes) recomendado. El backlash requerido varia con el pasodiametral, la distancia entre centros, la diferencia entre la temperatura de operaciónmás alta del engranaje y la temperatura ambiente.
El backlash final requerido para cada engranaje esta determinado por la adición dedos factores, uno que toma en cuenta la expansión térmica del engranaje y la otra quetoma en cuenta el tamaño de los dientes. A este valor obtenido a partir del la distanciaentre centros y la diferencia de temperaturas, se le suma el backlash adicionalrequerido por su paso diametral mostrado en el dibujo del engranaje. Vea tabla de laFigura 75. El valor del backlash total tiene una tolerancia de +0.010'', -0.000''.
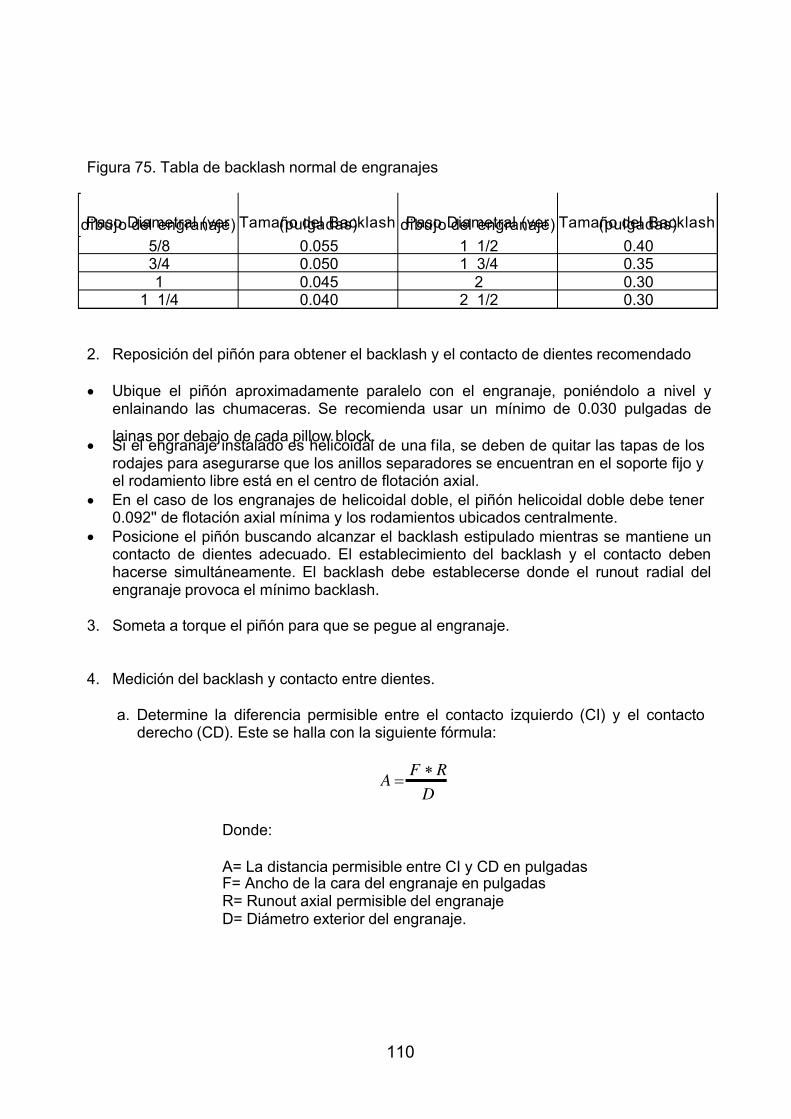
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 111/125
110
Figura 75. Tabla de backlash normal de engranajes
Paso Diametral (verdibujo del engranaje) Tamaño del Backlash(pulgadas) Paso Diametral (verdibujo del engranaje) Tamaño del Backlash(pulgadas)
5/8 0.055 1 1/2 0.40 3/4 0.050 1 3/4 0.35 1 0.045 2 0.30
1 1/4 0.040 2 1/2 0.30
2. Reposición del piñón para obtener el backlash y el contacto de dientes recomendado
• Ubique el piñón aproximadamente paralelo con el engranaje, poniéndolo a nivel yenlainando las chumaceras. Se recomienda usar un mínimo de 0.030 pulgadas de
lainas por debajo de cada pillow block. • Si el engranaje instalado es helicoidal de una f ila, se deben de quitar las tapas de los
rodajes para asegurarse que los anillos separadores se encuentran en el soporte fijo y el rodamiento libre está en el centro de flotación axial.
• En el caso de los engranajes de helicoidal doble, el piñón helicoidal doble debe tener 0.092'' de flotación axial mínima y los rodamientos ubicados centralmente.
• Posicione el piñón buscando alcanzar el backlash estipulado mientras se mantiene uncontacto de dientes adecuado. El establecimiento del backlash y el contacto debenhacerse simultáneamente. El backlash debe establecerse donde el runout radial delengranaje provoca el mínimo backlash.
3. Someta a torque el piñón para que se pegue al engranaje.
4. Medición del backlash y contacto entre dientes.
a. Determine la diferencia permisible entre el contacto izquierdo (CI) y el contactoderecho (CD). Este se halla con la siguiente fórmula:
A = F ∗ R D
Donde:
A= La distancia permisible entre CI y CD en pulgadas F= Ancho de la cara del engranaje en pulgadas R= Runout axial permisible del engranaje
D= Diámetro exterior del engranaje.
7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 112/125
111
b. Con el piñón asentado firmemente contra el engranaje, verifique el contacto y el backlash al costado de los dientes en el punto de engrane por lo menos en cuatroposiciones, espaciadas 90°, en el engranaje. Siempre verifique el contacto y elbacklash lo más cerca a la línea del paso diametral, el cual está marcado en elcostado de los engranajes. Ajuste los soportes hasta que se obtenga en el CI y elCD una medida de feeler cercana a cero, y un backlash igual y cercano dentro delrango recomendado en backlash izquierdo (BI) y el backlash derecho (BD). Elbacklash adecuado puede controlarse comúnmente con unas líneas grabadas enlas caras laterales de los engranajes.
5. Interpretación de las Lecturas con Calibrador de Láminas
• El total de (CI + BI) debe ser igual al total de (CD + BD), si éste no es igual, el lado con el total menor está en una posición más cercana entre centros que el lado con totalmayor.
• Si CI y CD no son iguales, un extremo del piñón está a una elevación diferente al de suotro extremo.
• Debido al runout radial del engranaje, el total (CI + BI) o (CD + BD) puede variar encada posición. Esto no es problema cuando la variación cae del runout radial permisible.
6. Ajuste Secundario del Piñón
Después de establecer cuidadosamente el movimiento a realizar a partir de la evaluación de todos los valores obtenidos en cada posición, es necesario ubicar indicadores dial en el pillow block que moverá para observar el movimiento.
7. Verificación del Contacto entre Dientes
Aplique una capa muy delgada de azul de Prusia a cinco o seis dientes, limpiadospreviamente, asegúrese que las caras de los dientes estén cubiertas completamente.Rote hacia adelante y hacia atrás varias veces el piñón a través del punto de engranepara marcar el patrón de contacto; puede ser disperso pero debe presentarse en por lomenos el 80% de la cara del engranaje.
Después de obtenerse un patrón de contacto satisfactorio para la posición inicial delengranaje, este mismo chequeo debe hacerse en un mínimo de tres o más ubicaciones,espaciadas igualmente en el engranaje.
8. Enclavije todos los soportes o pedestales y verifique el ajuste de los pernos de anclaje
de los soportes para asegurar la instalación del engranaje.
Paso 4 - Verificación Final del Al ineamiento

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 113/125
112
La verificación final del alineamiento y contacto se realizará en condiciones defuncionamiento. Esto es necesario para el caso de determinadas máquinas (como losmolinos), debido al efecto de la temperatura. Las verificaciones iniciales con los feelers eindicadores son importantes y son un buen punto de partida, pero el control del contactodinámico es el que define la distribución de la carga a través de la cara.
1. Chequeo del contacto utilizando tinta de trazado indeleble.
Pinte con tinta indeleble 3 dientes en unas 6 posiciones alrededor del engranaje con tinta de trazado, lubrique los dientes, haga funcionar la máquina unas 6 a 8 horas, quite ellubricante sin quitar la tinta remanente.
2. Verificación del contacto utilizando un pirómetro o termómetro infrarrojo.
El pirómetro requiere que el equipo se pare para medir inmediatamente la temperatura.Mientras que con el termómetro de no contacto infrarrojo la medición se hace con el
equipo funcionando. Las mediciones deben de hacerse en cinco posiciones a través de lacara del piñón.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 114/125
113
11. CONSIDERACIONES PARA EL ALINEAMIENTO DE MAQUINAS ESPECIFICAS
Es importante saber acerca de cada máquina antes, durante y después del proceso dealineamiento, cómo trabaja internamente, qué función operacional ejecuta, cómo elproceso afecta su funcionamiento operacional, y cómo interactúa con la cimentación-estructura o conexiones externas tales como tuberías.
11.1 MOTORES ELECTRICOS
• Los motores eléctricos (de inducción CA, sincrónicos o motores CD) hasta 500 HP semontan hoy en día con cojinetes de tipo antifricción.
• Los motores medianos y grandes están frecuentemente montados con cojinetes deltipo deslizante o planos.
• Cuando el campo electromagnético se aplica (armaduras de los motores soportadas encojinetes del tipo deslizante), querrá centrar el rotor con respecto al campo del centro magnético.
• Si el desalineamiento es bastante severo en los motores eléctricos, la luz entre el rotor y el estator puede salirse de tolerancia (la tolerancia aceptable de diferencial deexcentricidad para el ''air gap'' frecuentemente mostrarán un pico espectral, a dosveces la frecuencia de la línea (120 Hz en el Perú).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 115/125
114
11.2 TURBINA DE VAPOR
• Las turbinas pueden estar en un rango desde 20 HP hasta 100000 HP con velocidadesque van hasta 25000 R.P.M.
• La presión del vapor puede estar en un rango que va desde 200 a 4000 psig y lastemperaturas de 400 a 1100 grados Fº.
• Debido a las altas temperaturas de trabajo se produce un movimiento del equipo desde
su condición fuera de servicio a la de funcionamiento, lo que puede variarconsiderablemente de unidad a unidad.
• Adicionalmente, debe tomarse en consideración la expansión del rotor cuando seseleccione un acoplamiento flexible para prevenir la transferencia de empuje desde un rotor a otro, provocando fallas prematuras de los cojinetes o acoplamiento.
11.3 TURBINA A GAS
• Las turbinas a gas de uso industrial se utilizan en una variedad de aplicaciones quevan desde la comprensión de gases, generación de energía y sistemas de propulsión de barcos.
• Las turbinas de gas producen tremendas cantidades de empuje hacia adelante enreacción a la alta velocidad del gas que escapa por el extremo de la cola de lamáquina.
• Una considerable cantidad de calor se genera en el ciclo y se produce una reaccióncontraria torsional en la estructura durante la operación.
• Todos estos factores contribuyen con algunos de los más radicales movimientos demaquinaria de su condición de parada a la de funcionamiento.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 116/125
115
11.4 MOTORES DE COMBUSTION INTERNA
• Muy pocos estudios se han realizado sobre cómo los motores de combustión interna semueven, desde su condición de parada a la de f uncionamiento.
• Se utilizan frecuentemente para impulsar grupos electrógenos, bombas contraincendios y compresores de aire móviles.
• Los diseños de acoplamientos flexibles son críticos, ya que se produce variación deltorque a medida que cada pistón entrega su fuerza rotacional a intervalos distintos.
11.5 GENERADORES ELECTRICOS
• Como con los motores, el máximo diferencial de excentricidad en el entrehierro debeser +/- 10% del total del entrehierro.
• Cuando las armaduras se soportan en un cojinete, como en los equipos o grupos MG, los juegos del entrehierro pueden también tomarse en cuenta cuando se alinean las carcasas de las máquinas.
• Puede usarse la técnica gráfica-modelado no sólo para alinear los ejes sino tambiénpara centrar la armadura en el agujero del estator.
11.6 BOMBAS CENTRIFUGAS
• La temperatura del f luido bombeado tiene un efecto grande en el movimiento de labomba.
• La tubería sujeta a la bomba puede tener una tremenda influencia en la obtención ymantenimiento de un alineamiento preciso.

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 117/125
116
11.7 SOPLADORES Y VENTILADORES
• La temperatura del gas que esta siendo transportado tiene un gran efecto en elmovimiento del equipo.
• El ducto de trabajo sujeto al ventilador puede tener una tremenda influencia en laobtención y mantenimiento de un preciso alineamiento.
11.8 COMPRESORES
• En los compresores cuando los gases son comprimidos, se genera calor y es por elloque se produce la expansión de la carcasa.
• Desde que un fluido comprensible ingresa al compresor a una temperatura muchomenor que la temperatura de descarga del gas, se produce un movimiento del equipo.
• Dependiendo en cómo las líneas de succión y descarga están sujetas a la carcasa delcompresor, puede producirse un movimiento lateral a medida que se contraigan o
expandan las tuberías sujetas.
11.9 CAJAS DE ENGRANAJES
Rango de movimiento típico de cajas de engranajes
Movimiento Vertical: 5 a 20 mils hacia arriba en la mayoría de los casos ligeramenteasimétrico (los extremos anterior y posterior no se mueven hacia arriba la misma cantidad,pero si muy cercano).
Movimiento lateral (a los lados): 0 a 10 mils

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 118/125
117
12. DETECCION DEL DESALINEAMIENTO EN MAQUINARIA ROTATIVA EN FUNCIONAMIENTO
• El rendimiento del equipo relacionado con sus condiciones de operación y de diseñotales como potencia, presión de descarga, f lujo, velocidad, etc., pueden estar bien,pero si se tienen excesivas cantidades de fuerzas y vibraciones no van a funcionar pormucho tiempo.
• Los programas de mantenimiento preventivo han resurgido con técnicas demantenimiento predictivo y pro–activo que han llevado la operación de los equiposrotativos a un mejor rendimiento por el monitoreo estrecho de los cambios en lavibración, lubricación, temperatura, emisiones acústicas, y cargas en los rodamientos–rotor.
• Es cada vez más frecuente ver el uso de alguna clase de sistema de monitoreo derendimiento en la nueva maquinaria instalada y ver instalados sistemas con sensores de vibración, temperatura y carga para prevenir fallas catastróficas.
• Para las máquinas rotativas más pequeñas y menos costosas, se utilizan vibrómetrosmanuales y colectores de datos para tomar esta información vital a intervalosregulares.
• Esta información del comportamiento mecánico es analizado por períodos paraestablecer la tendencia, hasta que uno o más sensores indiquen que el nivel estácomenzando a aproximarse, ha llegado o excede los límites predeterminados y en esemomento corregir el problema.
Uso del análisis vibracional para la detección del desalineamiento
Síntomas vibracionales del desalineamiento:
• Componentes altas, a uno o dos veces la frecuencia de la velocidad de giro del equipo. • Altos niveles vibracionales axiales.
• Un cambio de fase de 180 grados se produce a través del acoplamiento (ya sea radial y/o axial).

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 119/125
118

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 120/125
119
Tabla de Diagnostico de Vibración según ISO (Ejes Horizontales)
Excesiva Vibración
Excesiva Vibración
Excesiva Vibración
Excesiva Vibración
Horizontal Vertical Axial Estructural
Indica: Indica: Indica: Indica:
Desbalanceo SI NO NO NO H
Desalineamiento NO SI SI NO AxSolturas
Mecánicas SI SI NO SI Ver
FallasEléctricas
medidas comovibración
Para dedesconecmonitoreecae inmeléctrico.
Nota:Sobre una máquina en voladizo, el desbalanceo y el desalineamientopueden mostrar similares características. Use las medidas de fasepara diferenciar entre los dos.
SI = ISO 2372Niveles de Insatisfactorio a InaceptableNO = ISO 2372Niveles de Bueno a Satisfactorio (0.28 a

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 121/125
120
Tabla de Diagnostico de Vibración según ISO (Ejes Verticales)
Excesiva Vibración
Excesiva Vibración
Excesiva Vibración
Excesiva Vibración
Radial 1 Radial 2 Axial Estructural
Indica: Indica: Indica: Indica:
Desbalanceo SI NO NO NO
Desalineamiento SI NO SI NO ASolturas
Mecánicas SI NO NO SI
FallasEléctricas
medidas comovibración
Para detedesconectmonitoreecae inmeeléctrico.
Nota: SI = ISO 2372Niveles de Insatisfactorio a Inaceptable
Las posiciones Radial 1 y Radial 2 difieren 90º NO = ISO 2372Niveles de Bueno a Satisfactorio (0.28 a

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 122/125
120

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 123/125
ISO 1 0 8 1 6 - 3
Están d ar de evalu a c i ón par a su per vi s ió n de vi br aci on e s
El valor eficaz de la velocidad de la vibración se utiliza para determinar la condición dela máquina. Este valor se puede determinar con casi todos los instrumentosconvencionales para la medición de vibración.
DIN ISO 10816-3 clasifica las máquinas en diferentes grupos y toma en cuenta el tipode instalación.
Verde: Zona A
Valores de vibración de máquinas recién puestas en funcionamiento.
Amarillo: Zona B
Máquinas que pueden funcionar en operación continúa sin restricciones.
Naranja: Zona C
Valores de vibración en amarillo indican que la condición de la máquina no es conveniente
para una operación continua, sino solamente para un período de tiempo limitado. Medidas de
corrección deberían ser tomadas en la siguiente oportunidad.
Rojo: Zona D
Valores de vibración peligrosos – la máquina puede sufrir daños.
121

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 124/125
IS
O 10816-3

7/17/2019 Manual Alineamiento Equipo Rotativo
http://slidepdf.com/reader/full/manual-alineamiento-equipo-rotativo 125/125


















