
Manu Supp Syst
93
MANUFACTURING SUPPORT SYSTEMS The set of procedures and systems used by a company to solve the technical and logistics problems encountered in Planning the processes Ordering materials Controlling production and inventory Ensuring that the company’s products meet required quality specifications ©2013 John Wiley & Sons, Inc. M P Groover , Principles of Modern Man ufacturing 5/e
-
Upload
nelly-seftiani -
Category
Documents
-
view
226 -
download
0
Transcript of Manu Supp Syst

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 1/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 2/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 3/93
PROCESS PLANNING AND
PRODUCTION CONTROL
1. Process Planning
2. Other Manufacturing Engineering Functions
3. Production Planning and Control
4. Just-In-Time Delivery Systems
5. Lean Production
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 4/93
Process Planning Defined
Technical staff function concerned with planning themanufacturing processes for economical production
of high quality products Deciding appropriate processes and their
sequence
Determining tooling requirements
Selecting equipment Estimating costs
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 5/93
Process Planning and
Manufacturing Engineering
Process planning is usually the principal function withinthe Manufacturing Engineering Department of a
company In addition to process planning, the scope of
manufacturing engineering also includes:
Problem solving and continuous improvement - staff
support to operating departments Design for manufacturability - manufacturability
advisors to product designers
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 6/93
Traditional Process Planning
Traditionally, process planning is accomplished bymanufacturing engineers who are familiar with the
particular processes in the factory and are able to readengineering drawings
Based on their knowledge, skill, and experience, theydevelop the processing steps in the most logical
sequence required to make each part Some details are often delegated to specialists, such as
tool designers
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 7/93
Details in Process Planning
Processes and sequence - process plan should brieflydescribe all processing steps used on the work unit in
the order they are performed Select equipment to be used - try to develop process
plans that utilize existing plant equipment
Otherwise, part must be purchased, or new
equipment must be installed in the plant Specify what tools, dies, molds, fixtures, and gages are
needed
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 8/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 9/93
Process Planning for Parts
Processes needed to manufacture a given part aredetermined largely by the material out of which the
part is made and the part design itself The material is selected by the product designer
based on functional requirements
Once the material has been selected, the
choice of possible processes is narrowedconsiderably
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 10/93
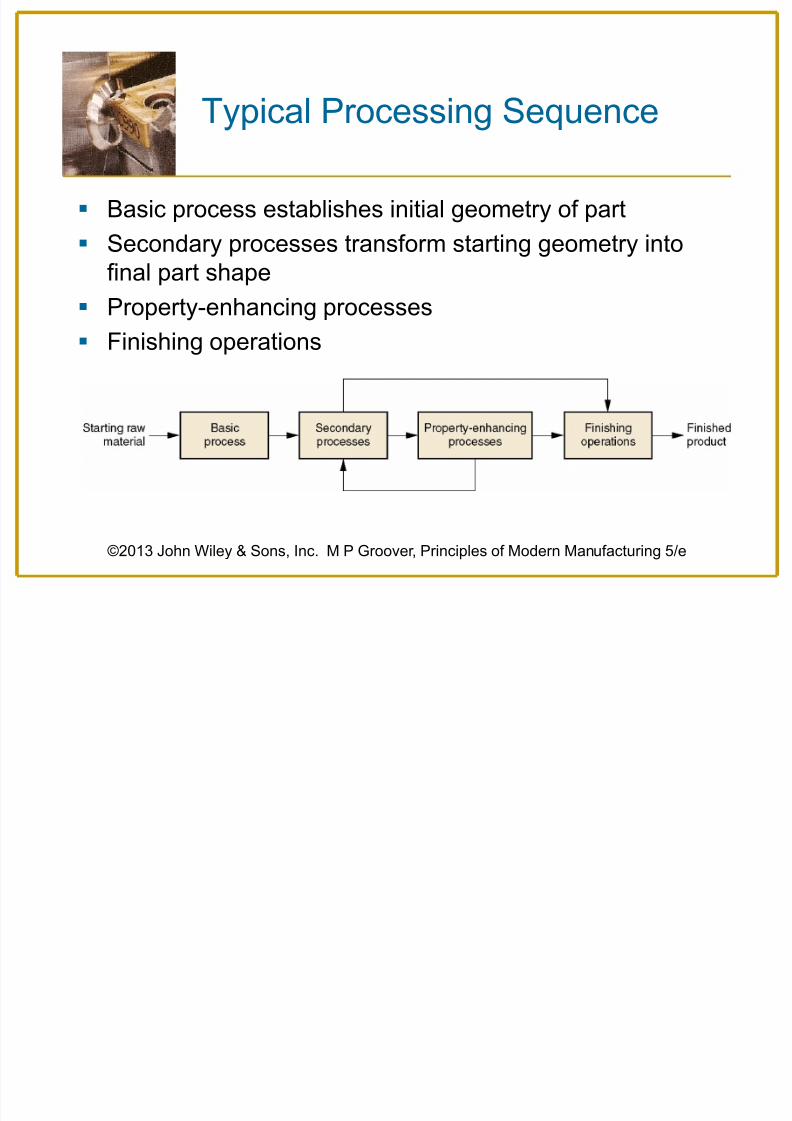
Typical Processing Sequence
A typical processing sequence to fabricate a discretepart consists of:
1. A basic process2. One or more secondary processes
3. Operations to enhance physical properties
4. Finishing operations
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 11/93
Basic process establishes initial geometry of part
Secondary processes transform starting geometry into
final part shape Property-enhancing processes
Finishing operations
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Typical Processing Sequence

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 12/93
Examples of Typical
Process Sequences
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Basic process SecondaryProcess(es)
Propertyenhancing
Finishingoperations
Sand casting Machining Heat treating Painting
Rolling sheet Blanking,bending
(none) Plating
Forging Machining (none) Painting
Extrusion (Al) Cut to length (none) Anodizing
Casting of glass Press, blowing Annealing Chem. etch

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 13/93
Example: Plumbing Fixture
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Left: starting casting(basic process)
Right: after machining(secondary process) tocreate accurate holesand threads (courtesyGeorge E. Kane
ManufacturingTechnology Laboratory,Lehigh University)

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 14/93
Process Planning: Basic Process
Process planning usually begins after the basicprocess has provided initial part shape
Example: machined parts begin as bar stock orcastings or forgings, and these basic processesare often external to the fabricating plant
Example: stampings begin as sheet metal coils
or strips purchased from the mill These are the raw materials from external vendors
for the secondary processes used in the factory
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 15/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 16/93
Typical routesheet for
specifying theprocess plan
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Route Sheet

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 17/93
Process Planning for Assemblies
For single stations, documentation is a list of assemblysteps in the order in which they must be accomplished
For assembly line production, process planningconsists of line balancing - allocating work elements toparticular stations along the line
As with process planning for parts, any tools and
fixtures needed to accomplish a given assembly taskmust be decided, and the workplace must be designed
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 18/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 19/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 20/93
Make or Buy Example
Quoted price from a vendor = $8.00 per part for 1000units. Same part made in the home factory would cost
$9.00. Cost breakdown on the make alternative:Unit material cost = $2.25 per unit
Direct labor = $2.00 per unit
Labor overhead at 150% = $3.00 per unit
Equipment fixed cost = $1.75 per unitTotal = $9.00 per unit
Should the component by bought or made in-house?
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 21/93
Make or Buy Example -
continued
Although the vendor's quote seems to favor the buydecision, consider the possible effect on the factory if
the quote is accepted Equipment fixed cost is based on an investment
that has already been made
If equipment is idled, then the $1.75 fixed cost
continues even if the equipment is not in use Same is true of the $3.00 overhead cost which
consists of factory floor space, indirect labor, etc.
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 22/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 23/93
Computer-Aided Process
Planning
During the last several decades, there has beenconsiderable interest in automating the process
planning function using computer systems Shop people knowledgeable in manufacturing
processes are gradually retiring
An alternative approach to process planning is
needed Computer-aided process planning (CAPP)
systems provide this alternative
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 24/93
CAPP Systems
Computer-aided process planning systems aredesigned around either of two approaches:
1. Retrieval systems2. Generative systems
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 25/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 26/93
Operation of a retrieval type computer-aidedprocess planning system
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e
Retrieval CAPP System

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 27/93
Retrieval CAPP Systems -
continued
If the file does not contain a standard process planfor the given code number, the user may search thefile for a similar code number
By editing an existing process plan, or startingfrom scratch, the user develops a new processplan that becomes the standard plan for the newpart code
Process plan formatter may call other applicationprograms: determining cutting conditions,calculating standard times, or computing costs
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 28/93
Generative CAPP Systems
Rather than retrieving and editing an existing plan,the process plan is created using systematicprocedures that might be applied by a human planner
In a fully generative CAPP system, the processsequence is planned without human assistance andwithout predefined standard plans
Designing a generative CAPP system is a problem in
expert systems - computer programs capable ofsolving complex problems that normally require ahuman with years of education and experience
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 29/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 30/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 31/93
Other Manufacturing Engineering
Functions
1. Problem solving and continuous improvement
2. Design for Manufacturing and Assembly
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 32/93
Problem Solving in
Manufacturing
Problems arise in manufacturing that require technicalstaff support beyond what is normally available in the
line organization of the production departments Providing this technical support is one of the
responsibilities of manufacturing engineering
The problems are usually specific to the particular
processes performed in the operating departmentsand expertise is often required to solve them
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 33/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 34/93
Continuous Improvement
Project Areas
Cost reduction
Quality improvement
Productivity improvement Setup time reduction
Cycle time reduction
Manufacturing lead time reduction
Improvement of product design to increaseperformance and customer appeal
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 35/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 36/93
How Design Affects Process
Planning
Example: If the product engineer designs analuminum sand casting with features that can be
achieved only by machining Then the process planner must specify sand
casting followed by the necessary machiningoperations
The manufacturing engineer might advise thedesigner that a plastic molded part might bettersatisfy functional and economic requirements
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 37/93
Design for Manufacturing and
Assembly (DFM/A)
An approach to product design that systematicallyincludes considerations of manufacturability and
assemblability in the design DFM/A includes:
Organizational changes
Design principles and guidelines that should be
implemented during product design
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 38/93
Organizational Changes in
DFM/A
To implement DFM/A, a company must makeorganizational changes to provide closer interaction
between design and manufacturing personnel Often done by forming design project teams
consisting of product designers, manufacturingengineers, and other specialties
In some companies, design engineers must spendsome career time in manufacturing to learn about theproblems encountered in making things
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 39/93
DFM/A Principles and Guidelines
DFM/A includes principles and guidelines thatindicate how to design a given product for
maximum manufacturability Many of these principles and guidelines are
universal
Rules of thumb that can be applied to nearly
any product design situation In addition, DFM/A includes principles that are
specific to given manufacturing process
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 40/93
Benefits Typically Cited for
DFM/A
Shorter time to bring the product to market
Smoother transition into production
Fewer components in the final product Easier assembly
Lower costs of production
Higher product quality
Greater customer satisfaction
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 41/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 42/93
Concurrent Engineering
A modern approach to product design in whichcompanies attempt to reduce elapsed time to bring a
new product to market by integrating design andmanufacturing engineering, and other functions
Manufacturing engineering becomes involved early inthe product development cycle
In addition, other functions are also involved, such asfield service, quality engineering, manufacturingdepartments, vendors, and in some cases customers
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 43/93
Concurrent Engineering
All of these functions can contribute to a productdesign that performs well functionally, and is also
manufacturable, assembleable, inspectable, testable,serviceable, maintainable, free of defects, and safe
All viewpoints have been combined to design aproduct of high quality that will deliver customersatisfaction
Through early involvement of all interested parties,the total product development cycle time is reduced
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 44/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 45/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 46/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 47/93
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 48/93
The Production Planning
Problem
Any manufacturing firm must have a business plan,and that plan must include:
What products will be produced
How many and when
The manufacturing plan should take into account
Current orders and sales forecasts
Inventory levels
Plant capacity considerations
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 49/93
Aggregate Production Plan
Indicates production output levels for major productlines rather than specific products
Must be coordinated with sales and marketingplan and must consider current inventory levels
Must reconcile marketing plans for currentproducts and new products under development
against the capacity resources available to makethose products
High level corporate planning activity
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 50/93
Master Production Schedule
Converts the aggregate schedule into a very specificschedule of individual products
Lists the products to be manufactured, when theyshould be completed, and in what quantities
Products listed in the master schedule generallydivide into three categories:
1. Firm customer orders2. Forecasted demand
3. Spare parts
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 51/93
Controlling Production andInventory
Two alternative techniques for controlling productionand inventory:
For job shop and mid-range production ofassembled products:
Material requirements planning (MRP) andcapacity requirements planning
For high production: Just-In-Time (JIT) and Lean Production
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 52/93
Material Requirements Planning
(MRP)
Computational procedure to convert masterproduction schedule for end products into a detailed
schedule for raw materials and components used inthe end products
The detailed schedule indicates:
Quantities of each item to be ordered
When the order must be placed
When the order must be delivered to achievethe master schedule
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 53/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 54/93
Common Use Items in MRP
The master production schedule specifies the monthlyquantities of final products
Each product may contain hundreds of parts These parts are made from raw materials, some of
which may be common among the components (e.g.,sheet steel for stampings)
Some of the parts themselves may be common toseveral different products
Called common use items in MRP
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 55/93
Lead Times in MRP
The time that must be allowed to complete the jobfrom start to finish
Two kinds of lead times in MRP: Ordering lead time - time required from
initiation of the purchase requisition to receiptof the item from the vendor
Manufacturing lead time - time required toproduce the item in the company's own plant,from order release to completion
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 56/93
Inputs to the MRP System
For the MRP processor to function properly, it mustreceive inputs from several files:
Master production schedule
Product structure indicating subassemblies,components, and raw materials
Bill of materials file
Inventory records
Capacity requirements planning
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 57/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 58/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 59/93
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 60/93
MRP Output Reports
1. Order releases - authorize placement of orders
2. Planned order releases in future periods
3. Rescheduling notices, indicating changes in duedates for open orders
4. Cancellation notices - indicate that certain orders arecanceled due to changes in the master schedule
5. Inventory status reports6. Exception reports, showing deviations from
schedule, overdue orders, scrap, etc.
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 61/93
Capacity Requirements Planning
Concerned with determining labor and equipmentrequirements needed to meet the master
production schedule Also concerned with identifying the firm's long
term future capacity needs
Also serves to identify production resource
limitations so that a realistic master productionschedule can be planned
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 62/93
Short-Term Capacity
Adjustments
Employment levels – increasing or decreasingnumber of workers
Shift hours – overtime or reduced hours Number of work shifts – authorizing a second shift
Inventory stockpiling – to maintain steadyemployment during slow periods
Order backlogs – delaying deliveries to customers Subcontracting – contracting work to outside shops
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 63/93
Long-Term Capacity
Adjustments
Purchasing new equipment to increase capacity
Additional machines
More productive machines (latest technology) New types of machines to match future product
requirements
Building new plants to increase capacity
Closing plants not needed for future production
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 64/93
Shop Floor Control (SFC)
Concerned with releasing production orders,monitoring and controlling progress of the orders, and
acquiring up-to-date information on order status SFC is concerned with managing WIP in the factory
Most relevant in job shop and batch production,where a variety of orders must be scheduled and
monitored
Purchasing department is responsible for thisfunction among suppliers
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 65/93
Three Modules of a Shop Floor
Control System1. Order release
2. Order scheduling
3. Order progress They are implemented by a combination of computer
systems and human resources
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 66/93
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 67/93
Order Release
Generates the documents needed to process aproduction order through the factory
Documents are sometimes called the shop packet: Requisition to obtain starting materials
Route sheet
Job cards to report direct labor time
Move tickets to transport parts
Parts list for assembly jobs
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 68/93
Order Scheduling
Assigns production orders to work centers in thefactory
A dispatch list is prepared indicating which ordersshould be accomplished at each work center
Also provides relative priorities for the jobs, e.g.,by showing due dates for each job
Dispatch list helps the department foreman assignwork and allocate resources to achieve the masterproduction schedule
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 69/93
Order Progress
Monitors status of orders, WIP, and other parametersin the plant that indicate production performance
Various techniques are available to collect datafrom factory operations
Called the factory data collection system
Techniques range from requiring workers tosubmit paper forms that are later compiled, tofully automated data collection techniques
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 70/93
Enterprise Resource Planning
(ERP) ERP is a computer-based system that organizes and
integrates all of the data and business functions of an
organization through a central database Accomplishes MRP, capacity requirement
planning, and shop floor control
Also accomplishes business functions such as
sales, accounting, distribution, and humanresources
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 71/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 72/93
Just-In-Time (JIT)
Delivery Systems A JIT system produces exactly the right number of
each component to satisfy the next operation justwhen that component is needed
Aimed at reducing factory inventories
Important component of lean production
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 73/93
Where to Apply JIT
Just-in-time procedures have proven most effective inhigh-volume repetitive manufacturing
Example: automobile industry Potential for in-process inventory accumulation
in this type of manufacturing is significantbecause both quantities of products andnumbers of components per product are large
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 74/93
Some Requisites for JIT to Work
Small batch sizes and short setup times
On-time delivery of defect-free components and
materials Reliable production equipment
Pull system of production control
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 75/93
Small Batch Sizes and Setup
Reduction A requirement for minimizing inventories is small
batch sizes and short setup times
Large batch sizes mean longer production runsand higher inventory levels
Long setup times are costly in both labor andlost production time
Long setup times also necessitate longproduction runs in order to justify the setups
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 76/93
On-Time Delivery, Defects, and
Reliability Small lot sizes and parts buffers in JIT require parts
to be delivered on time at downstream stations
Otherwise, downstream stations are starved Defective parts cannot be used in assembly
Promotes zero defects in parts production
Machines that break down cannot be tolerated in JIT
because of low WIP Requires high equipment reliability and preventive
maintenance
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 77/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 78/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 79/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 80/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 81/93
Three Categories of
Activities in Manufacturing1. Actual work activities that add value such as
processing steps that alter the product in a positiveway
2. Auxiliary work activities that support the value-adding work activities, such as loading andunloading a production machine
3. Wasteful activities that do not add value and do notsupport the value-adding activities, such asunnecessary handling of the product
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 82/93
Seven Forms of Waste in the
Toyota Production System1. Production of defective parts
2. Production of more parts than needed
3. Excessive inventories4. Unnecessary processing steps
5. Unnecessary movement of workers
6. Unnecessary handling and transport of materials
7. Workers waiting
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 83/93
Toyota Production System
The principal components of the Toyota ProductionSystems that were designed to reduce or eliminatethe seven forms of waste:
1. Just-in-time delivery system
2. Autonomation (Taiichi Ohno’s word)
3. Worker involvement
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 84/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 85/93
Key Features of Autonomation
Stop the process
Error prevention
Total Productive Maintenance
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 86/93
Stop the Process
Underlying principle: When something goes wrong, theprocess should be stopped so that corrective actioncan be taken
Applies to both automatic machines and manuallyoperated processes
Machines are designed with sensors that detectthe problems
Workers on the assembly line are empowered tostop the line when a problem occurs
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 87/93

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 88/93
Total Productive Maintenance
(TPM) JIT does not provide for inventory buffers when
breakdowns occur
TPM aims to minimize production losses by makingthe machines highly reliable to avoid breakdowns
TPM integrates the following programs:
Workers are responsible for minor maintenance
Emergency maintenance
Preventive maintenance
Predictive maintenance
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 89/93
Worker Involvement
Third component of lean production as practiced inthe Toyota Production System
Three aspects of worker involvement: Continuous improvement
Visual management
Standard work procedures
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 90/93
Continuous Improvement
Identified earlier in the context of manufacturingengineering functions
In lean production, continuous improvement projectsare carried out be worker teams
Projects focus on problems related to productivity,quality, safety, maintenance, and other issues ofinterest
Workers serve the team part-time while theyperform their regular duties
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 91/93
Visual Management
Underlying principle: The status of a work situation isusually obvious just be looking at it
If a machine is stopped, it is obvious thatsomething is not right
The entire interior of a plant should be visible
Obstructions such as work-in-process should
be kept to a minimum Andon boards show plant status
Worker training using pictures and diagrams
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 92/93
Standard Work Procedures
Work procedures and times in the Toyota ProductionSystem are standardized to increase productivity,balance workloads, and minimize work-in-process
Procedures document the work elements and theirelement times for each repetitive task performedby workers
For workers responsible for multiple machines, thesequence of elements is designed to minimize idletimes of workers and machines
©2013 John Wiley & Sons, Inc. M P Groover, Principles of Modern Manufacturing 5/e

8/10/2019 Manu Supp Syst
http://slidepdf.com/reader/full/manu-supp-syst 93/93


















