Malakhov Vladimir. Nuclear Expert. Journal №5-2014
80
– Лицензия для ТОИ – Лекция А. Шадрина – Индустриальные 3D-принтеры – Areva до и после – Новые подходы к НИОКР СТОИМОСТЬ АЭС ИЮНЬ 2014 № 5–6 Тема номера: (26 – 27)
-
Upload
- -
Category
Engineering
-
view
504 -
download
6
Transcript of Malakhov Vladimir. Nuclear Expert. Journal №5-2014

Редкоземельные металлыМирный атом Южной КореиГде найти специалистовдля науки?
Тема номера:
ИТОГИ ГОДА№01
М А Р Т- А П РЕ Л Ь 2 0 1 2 – Лицензия для ТОИ– Лекция А. Шадрина– Индустриальные 3D-принтеры– Areva до и после– Новые подходы к НИОКР
СТОИМОСТЬ АЭС
И Ю Н Ь 2 0 14
№ 5–6Тема номера:
(26 – 27)

2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
С О Д Е Р Ж А Н И Е
4 – 7
8 – 9
10 – 15
16 – 23
24 – 29
30 – 37
38 – 41
42 – 45
46 – 55
56 – 61
62 – 63
64 – 73
74 – 75
76 – 77
78
Атомный эксперт, № 5 – 6 (26 – 27), июнь 2014 г. Журнал выходит с октября 2011 г.Информационно-аналитическое издание «Атомный эксперт», приложение к журналу «Атомная энергия»Учредители: Некоммерческая организация – фонд «Центр корпоративной информации» (НО-Фонд «ЦКИ»), Некоммерческое парт-нерство содействия экспертному сообществу в развитии атомной отрасли «Эксперт» (НП «Эксперт»)И. о. главного редактора: Ю. А. ГилеваШеф-редактор: Екатерина ТрипотеньВыпускающий редактор: Никита БарейАвторы: Светлана Романова, Ингард Шульга, Татьяна Данилова, Александр Южанин, Михаил Романов, Ольга Ганжур, Екатерина ВершининаДизайн-макет: Даниил РассадинЖурнал зарегистрирован в Федеральной службе по надзору в сфере связи, информа-ционных технологий и массовых коммуника-ций. Свидетельство о регистрации средства массовой информации ПИ № ФС77-53618 от 10.04.2013. Распространяется по подписке среди предприятий атомной отрасли России. Цена свободнаяАдрес редакции и издателя: 119017, г. Москва, Большой Толмачевский переулок, д. 5, стр. 7а, 2 этаж, тел.: +7 (499) 391-64-00. Номер подписан в печать 26 мая 2014 г.Отпечатано в типографии: ОАО «ТПК», 170024, г. Тверь, пр-т Ленина, д. 5Тираж 3000 экз. По вопросам распространения и размещения рекламы:+7 (499) 394-13-12,[email protected]Электронный портал журнала:atomexpert.org
Новости. Россия и Индия договорились по 2-й очереди «Куданку-лам»; Росатом готовится затянуть пояса; проект СВБР испытывает сложности с финансированием; мнение о предпосылках ЧП в хра-нилище ядерных отходов в США.
Точка зрения. Академик РАН Виктор Ивантер – об оценке инвести-ций в атомную отрасль.
Тема номера. Из чего складывается стоимость 1 кВт . ч АЭС.
Тема номера. Сравнение современной удельной стоимости строи-тельства АЭС в разных странах; как оптимизировать этот показа-тель – российский подход.
Тема номера. Интервью с советником главы ОЦКС Росатома Влади-миром Малаховым о контрактных стратегиях.
Тема номера. Бережливое производство в мире; интервью с дирек-тором по развитию ПСР Сергеем Обозовым.
Тема номера. Как сравнить стоимость разных видов генерации на всем жизненном цикле, включая изготовление деталей энергоуста-новки?
Нормы и правила. Ход лицензирования ВВЭР-ТОИ.
Технологии. Лекция заместителя директора Центра по обращению с ОЯТ, РАО и ВЭ ЯРОО ВНИИНМ Андрея Шадрина.
Технологии. Применение 3D-принтеров в промышленности.
Технологии. Интервью с начальником департамента научно-тех-нического обоснования проектов «ОКБМ Африкантов» Михаилом Большухиным.
В мире. История компании Areva в период управления Анн Ловер-жон и после.
Наука. Новые подходы к финансированию НИОКР.
Точка зрения. Леонид Карпюк из ВНИИНМ – о единстве метрологи-ческих измерений в Росатоме.
Курьезы. Маленькие медузы мешают нормальной работе ряда АЭС.
В НОМЕРЕ:

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3
О Т Р Е Д А К Ц И И
Тема стоимости АЭС на всем жизненном цикле чрезвычайно популярна в по-следнее время. Такое пристальное внимание совершенно закономерно, ведь атомным станциям нынче приходится конкурировать с другими видами ге-нерации. Нам нравится быть в тренде, поэтому в рубрике «Тема номера» но-вого выпуска вы найдете целую подборку материалов об экономике атомных станций. Во-первых, это исследование, авторы которого разложили стои-мость АЭС на всем жизненном цикле по составляющим. Во-вторых, статья о самой большой статье расходов в экономике АЭС со сравнительным ана-лизом удельной стоимости современных строек, а также с комментариями российских экспертов о рецептах, как можно на эту величину влиять. О том, какой самый популярный нынче способ оптимизировать себестоимость производства, – еще одна статья и интервью с директором по развитию ПСР Сергеем Обозовым. А завершает рубрику переводной материал о сравнении разных видов генерации на всем жизненном цикле, включая расходы энергии на изготовление деталей.
Один из способов удешевить строительство АЭС – выйти на серийность. Эта задача, в частности, решается в рамках проекта ВВЭР-ТОИ. Мы решили вы-яснить, на какой стадии находится согласование этого проекта у российского и международных регуляторов.
Рубрику «Технологии» открывает уже ставший традиционным пересказ од-ного из выступлений, прозвучавших в рамках Молодежной школы по бы-стрым реакторам, – в этот раз лектором является замдиректора Центра по обращению с ОЯТ, РАО и ВЭ ЯРОО ВНИИНМ Андрей Шадрин. Еще один мате-риал – интервью с Михаилом Большухиным из ОКБМ о CFD-кодах. Заверша-ет рубрику статья о перспективах применения 3D-печати в промышленности. Напомним, что в последний раз мы писали о 3D-принтерах в рубрике «Курье-зы». Кто бы мог подумать, что развитие этих технологий шагнет так далеко?
Французскую группу Areva качает как на волнах: позитивный новостной по-ток о новых контрактах сменяется сообщениями об ухудшении финансо-вых показателей и новых списаниях по убыточным контрактам. Мы решили разобраться, откуда растут ноги, и детально изучить историю компании в пе-риод до ухода «атомной Ани» – Анн Ловержон – и после. Так получилось, что параллельно расследованием деятельности группы занималась Счетная пала-та Франции. Совпадают ли наши выводы – читайте в рубрике «В мире».
Завершают июньский номер материалы о новых подходах Росатома к двум сферам: к финансированию НИОКР и к организации метрологических измерений.
УВАЖАЕМЫЙ ЧИТАТЕЛЬ!

4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Н О В О С Т И
СТРАХОВОЙ ПРЕЦЕДЕНТ
Россия и Индия наконец договорились о строительстве второй очереди АЭС «Куданку-лам» и определились со схемой страхования ответственности за ядерный ущерб, которая была главным препятствием для подписания соглашения. Тем не менее остается много вопросов. Как именно будет работать схема, ограничена ли ответственность за ядерный ущерб, каковы риски Росатома? «Атомный эксперт» обратился за ответами к эксперту по рынку ядерного страхования.
на себя риски возмещения ущерба, исчисляющиеся десятками миллиар-дов долларов. Подписание соглаше-ния о строительстве второй очереди откладывалось, пока наконец сторо-ны не пришли к согласию.
Детали соглашения не разглашаются. Однако некоторые подробности все же просочились в индийские СМИ. Так, стоимость строительства второй очереди, то есть третьего и четверто-го энергоблоков, выросла в 2,5 раза по сравнению с первоначально обсу-ждавшейся суммой, до $ 5 млрд. Цена контракта увеличилась с учетом за-держек и финансовой ответствен-ности, которую будет страховать ин-дийская General Insurance Company. Получается, что на эту компанию в итоге и лягут все расходы на по-крытие ущерба в случае наступления аварии.
Предположениями, как именно мо-жет работать эта схема страхования, поделилась советник гендиректо-ра ОАО «Атомный страховой брокер» Марина Амелина. «Теоретически можно предположить, что россий-
Россия и Индия подписали генераль-ное рамочное соглашение о строи-тельстве второй очереди АЭС «Ку-данкулам» в штате Тамил-Наду (событие случилось еще в середи-не апреля, но официально Росатом подтвердил факт подписания лишь спустя месяц). Как ожидается, соот-ветствующий контракт может быть подписан в ближайшее время. Это означает, что сторонам удалось най-ти компромисс по схеме страхова-ния гражданской ответственности за ядерный ущерб, ведь именно расхо-ждение по этому вопросу стало глав-ным препятствием для начала строи-тельства второй очереди.
Проблему создал принятый Индией в 2010 году закон, противоречащий международным конвенциям и пе-рекладывающий ответственность за потенциальный ядерный ущерб с оператора АЭС на поставщика обо-рудования. Первые два блока «Ку-данкулам» России удалось вывести из-под действия этого закона. А вот со строительством следующих воз-никли трудности. Естественно, что российская сторона не хотела брать
ская сторона в лице российских под-рядчиков должна будет застраховать свою гражданскую ответственность за ядерный ущерб. При этом рос-сийской стороне придется взять на себя, помимо материального ущер-ба за риски поставляемого обору-дования или выполненных работ по строительству АЭС – что логич-но и происходит всегда, – еще и от-ветственность за ядерные риски, ко-торые могут возникнуть в результате поломки поставляемого оборудова-ния или в результате некачествен-но выполненных работ, – рассу-ждает она. – А это уже существенно большие возможные объемы рисков и компенсаций». «Например, поми-мо стоимости некачественного кот-ла, нам надо будет платить и за все ядерные ущербы жизни и здоровью, имуществу физических лиц, имуще-ству юридических лиц», – перечисля-ет эксперт.
Обычно ответственность и выпла-ты за ядерный ущерб лежат исклю-чительно на операторе ядерной уста-новки, а поставщик оборудования или строительный подрядчик не не-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) — 5
Н О В О С Т И
сет ответственности за ядерные рис-ки, напоминает М. Амелина. Это по-зволяет подрядчикам вкладывать деньги в отрасль без катастрофиче-ских рисков для них и способству-ет развитию самой атомной отрас-ли. «Конечно, дополнительные риски теоретически можно застраховать. И они, конечно, стоят денег. Сколь-ко – сложно сказать, так как подоб-ных прецедентов нет. Думаю, что 3 млрд – это расходы не только на страхование, а еще и на другие ну-жды», – предполагает она.
Эксперт также считает, что выплата стоимости страхования будет осуще-ствляться в период ведения строи-тельства. Гипотетически для подряд-чика ответственность за возможный ядерный ущерб может распростра-ниться и на период эксплуатации, если он, например, поставил обо-рудование. «Например, котел нахо-дится в эксплуатации. Происходит поломка котла с последующей радиа-ционной аварией. В этот период от-ветственность будет страховать сам оператор, но если произойдет ава-рия, то страховая компания, которая покроет расходы за ядерный ущерб, или сам оператор могут прийти с ис-ком к подрядчику и взыскать с него эти деньги», – объясняет она. Поэто-му, по ее мнению, скорее всего, и по-ставщику котла придется застра-ховать ответственность за ядерные риски на весь период эксплуатации этого оборудования. «В противном случае, если он не застрахуется, при наступлении аварии поставщик ока-жется банкротом», – предупрежда-ет эксперт.
Еще одной проблемой, по мнению М. Амелиной, могут стать сложности с перестрахованием. «Предполагаю, что при перестраховании поставщи-ка котла на зарубежных страховых рынках могут возникнуть проблемы. Думаю, что для перестрахования он
НОВЫЕ РЕАЛИИ – НОВЫЕ ЦЕЛИ
Росатом готовится затянуть пояса. В связи с нехваткой инвестресурса ключевые показатели эффективности, установленные менеджментом госкорпорации на 2014 год, предписывают расходы – как эксплуатационные, так и инве-стиционные – сократить, дохо-ды и портфель заказов – увели-чить. Реально ли выполнение этой цели в условиях негатив-ной ситуации на урановом рын-ке и украинских рисков, а также что для этого нужно сделать, рассказывают топ-менеджеры Росатома.
Руководство Росатома утвердило ключевые показатели эффективно-сти на 2014 год. Выручка должна вы-расти до 529 млрд рублей, портфель заказов на 10-летний период – до $ 98 млрд (рост к уровню 2013 года на 30 %). При этом внешнеэкономиче-ская ситуация к таким амбициозным задачам вроде бы не располагает: по-мимо того, что негативные тренды на урановом рынке сохраняются, по-явился дополнительный риск потери топливного рынка Украины. Своими сомнениями мы поделились с топ-менеджерами госкорпорации.
Первый замгендиректора Росато-ма Николай Соломон признал, что 2014 год будет сложным для отрасли, но менеджеры компании видят, как достичь поставленных целей. «Прин-ципиальное отличие от предыдуще-го года в том, что мы отказались от так называемых неуправляемых фак-торов при определении целевых по-казателей. Это то, что должен делать любой бизнес. Ведь владельца бизне-са не интересует, по каким причинам ты принес не ту прибыль, которую
сможет привлекать только россий-ских и индийских страховщиков», – отмечает она, оговаривая, что пока это лишь гипотетические рассужде-ния, а точнее комментировать мож-но будет при наличии подписанного российско-индийского соглашения.
Эксперт также прокомментирова-ла наше предположение о том, что раз все риски страхуются в индий-ской госкомпании, а российская сто-рона заложила расходы на страховку в стоимость контракта на сооруже-ние, то в конечном счете Индия сама оплачивает ответственность за ядер-ный ущерб.
«Все будет зависеть от конкретных договоренностей в рамках соглаше-ния и в рамках договора страхова-ния. Очень важным будет являть-ся размер ответственности и вопрос о размере финансовых гарантий (страховой сумме) поставщика за ядерный ущерб, будет ли ответствен-ность ограничена юридически и фи-нансово, – предупреждает советник гендиректора «Атомного страхового брокера». – От размера финансовых гарантий будут зависеть расходы на страхование. Если ответственность любого поставщика и подрядчи-ка будет неограниченной или очень большой – это риск банкротства дан-ных участников и возможного от-каза от выполнения работ по этим условиям».
М. Амелина подчеркивает, что со-гласие России на строительство бло-ков в Индии в соответствии с требо-ваниями индийского измененного национального законодательства по ответственности противоречит об-щепринятым нормам и принципам системы международного законода-тельства, в том числе конвенций по ответственности за ядерный ущерб. Аналогичных прецедентов в мире еще не было.

6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Н О В О С Т И
должен зарабатывать. Так что теперь все факторы, которые влияют на ди-намику развития, связаны они с кур-сом валют или с ценами на рынке, даже с тарифами на электроэнергию в России, с последствиями Крыма или Фукусимы, – все это факторы, за ко-торые мы отвечаем», – комментирует он. «В этой связи будем делать боль-ше акцент на управление рисками, которые относятся к волатильности перечисленных факторов, – продол-жает он. – С учетом дефицита инве-стиционного ресурса мы вынуждены искать дополнительные возможности для экономии. Показатели амбициоз-ные, и ответственность ужесточается. Но именно благодаря этим факторам и надо подталкивать всех и каждого к оптимизации всего вокруг себя, от производства до офиса».
Именно в связи с нехваткой инвест-ресурса Росатом в 2014 году решил ориентироваться не на показатель EBITDA, как раньше, а на скорректи-рованный свободный денежный по-ток. «Сам по себе дефицит инвестре-сурса ни о чем не говорит. Ведь дело не в том, на какую сумму вы прине-сете проекты. Вопрос в том, на что и с какой рентабельностью будут по-трачены деньги. И как инициаторы проектов аргументируют их необхо-димость. В конкуренции за инвести-ционный ресурс будут побеждать те, кто эту аргументацию предста-вит наиболее четко», – объясняет Н. Соломон.
Кроме того, необходимо оптимизи-ровать сам портфель инвестпроек-тов. «На сегодняшний момент у нас не самое лучшее соотношение эф-фективных и неэффективных про-ектов. Примерно 40 – 45 % проек-тов мы называем невозвратными: то есть это инвестиции в поддержа-ние ресурса в модернизацию, от ко-торых не появляется дополнитель-ных денег», – рассказывает куратор
финансового направления в Рос-атоме. «Сейчас наша задача номер один – завершить подготовку обнов-ленной стратегии до конца июня, определив в первом приближении все наши основные направления ин-вестиций. Потом нам предстоит за-ново перетряхнуть всю инвестици-онную программу по определенным критериям, с тем чтобы оставить до-статочный минимум обязательных инвестиций в поддержание ресурсов с учетом требований безопасности и больше внимания обратить на про-екты с наиболее высокой доходно-стью», – отмечает он.
«С учетом сложных задач, которые стоят перед нами сегодня, важно правильно и максимально эффектив-но расставлять приоритеты», – рассу-ждает в свою очередь глава ЗАО «Рус-атом Оверсиз» Джомарт Алиев. «Мы будем продолжать все начатые про-екты – это безусловный приоритет, даже если появится что-то более эко-номически привлекательное, при-дется перераспределять силы. Мы будем добиваться проектной мотива-ции, о которой давно говорим, – для людей это важно», – говорит он.
«Надеюсь, что сможем перей-ти к практической реализации схе-мы партнерств и альянсов. Потому что на рынке все меньше остается борцов за чистую идею и все боль-ше возможностей получить интерес-ных партнеров. Пример Финляндии в этом смысле показателен – если есть бизнес-интересы, то партнеры не перекрашиваются во взглядах под влиянием политических факторов. Ну и конечно, предстоит продвигать на рынок новые продукты», – заклю-чает глава «Русатом Оверсиз».
Комментируя цели по выручке на бо-лее отдаленную перспективу, Н. Соло-мон отметил: «Общая выручка точно уменьшится (по сравнению с прежней
версией стратегии, в которой заложен рост до $ 75 млрд. – Прим. ред.). Но надо иметь в виду, что это прогноз-ный, оценочный показатель. С дру-гой стороны, посмотрите, как растет портфель заказов. Если мы справимся со всеми рисками и вызовами, пока-затели могут быть и выше».
Причем, оказывается, в такие жест-кие рамки Росатом загнал сам ме-неджмент, а не государство как ак-ционер. «В данный момент мы являемся гораздо более активны-ми целеполагателями для самих себя с точки зрения амбиций. Потеряем заказы на Украине, если вдруг ситуа-ция будет развиваться таким обра-зом, – значит, должны будем компен-сировать чем-то другим. Государство в первую очередь ждет от нас вы-полнения гособоронзаказа, с чем мы должны справляться и всегда справ-ляемся», – говорит Н. Соломон.
ТРЕТЬИМ БУДЕШЬ?Реализация проекта СВБР-100, который, казалось, был наибо-лее близок к коммерческому внедрению из перспективных разработок по «быстрой темати-ке», тормозится из-за проблем с финансированием. По итогам подготовки проектно-сметной документации реактор оказался дороже, чем предполагалось изначально. Росатом и структу-ры Олега Дерипаски пока взяли паузу для поиска собственных средств или нового партнера.
ОАО «АКМЭ-инжиниринг», совмест-ное предприятие Росатома и «Ир-кутскэнерго», подконтрольного En+ предпринимателя Олега Дерипаски, откладывает начало строительства реактора СВБР-100. «Сложно сказать о перспективах внедрения этого про-екта, потому что на сегодняшний

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) — 7
Н О В О С Т И
день у нас есть проблемы негосудар-ственного финансирования. Замед-ляется этот проект», – пояснил ген-директор ЗАО «Наука и инновации» Алексей Дуб.
По итогам подготовки проектно-сметной документации установка оказалась дороже, чем партнеры рас-считывали на старте и чем было за-ложено в соответствующей ФЦП. Как пишут СМИ, проект подорожал при-мерно вдвое, до $ 1 млрд. Строитель-ство возобновится после решения финансовых проблем. В частно-сти, для этого Росатом и En+ рассма-тривают возможность привлечения третьего партнера. По нашим дан-ным, для продолжения проекта необ-ходима оптимизация его стоимости примерно на 25 %.
Эту новость мы попросили проком-ментировать главу ЗАО «Русатом Оверсиз» Джомарта Алиева. «На мой взгляд, в проекте был допущен ряд ошибок, как инвестиционных, так и технических, – отметил он. – Но это не делает плохой идею иннова-ционного реактора на 100 МВт чет-вертого поколения». Д. Алиев видит несколько вариантов решения про-блемы: «Можно разбавить СП треть-им акционером. Также есть воз-можность перепроектировать». Что касается сроков, по его мнению, ре-шение, очевидно, должно быть при-нято в течение ближайших 3 – 4 меся-цев. «А до конца года оно должно уже начать исполняться», – сказал глава «Русатом Оверсиз».
Шансы найти партнера, на наш взгляд, неплохие: СВБР-100 – малый модульный реактор, да еще и бы-стрый. Аналитики и эксперты рын-ка отмечают всплеск интереса к уста-новкам этой ниши и предрекают бурный рост спроса на малые ре-акторы: по прогнозам, к 2030 году их мощность в мире достигнет
40 – 50 ГВт. Кстати, сам Д. Алиев про-шлым летом рассказывал, что у «Рус-атом Оверсиз» уже есть 3 – 4 запроса от потребителей на малые модуль-ные реакторы. Впрочем, он не уточ-нял, идет речь о малых реакторах на быстрых нейтронах или тепловых.
В свое время проект СВБР-100 по-лучил лестные отзывы от «гуру» по «быстрой тематике» Алана Уолте-ра. «Нам очень интересно работать с «АКМЭ-инжиниринг» по проекту СВБР-100. Если мы сможем постро-ить такой реактор в США, а NRC его сертифицирует, то от этого выиграют все», – отмечал он в интервью наше-му журналу. Причем, по его данным, возможность строительства СВБР-100 в США всерьез рассматривалась, однако в «АКМЭ-инжиниринг» тогда эту информацию не подтверждали.
ЗА ЛУЧШИЙ КОНТРОЛЬФевральского чрезвычайного происшествия на единственном в США подземном хранилище ядерных отходов могло бы не быть, не распусти правитель-ство ключевой независимый научный орган, отвечающий за надзор за безопасностью на этом объекте, свидетельствует расследование, проведенное Nature.
Экспериментальное подземное хра-нилище ядерных отходов WIPP (Waste Isolation Pilot Plant), располо-женное в соляных пещерах на глу-бине 655 метров близ Карлсбада (Нью-Мексико), находится в веде-нии Министерства энергетики США (DOE). В нем хранятся средне- и низ-коактивные отходы военных объ-ектов, содержащие такие долгожи-вущие техногенные элементы, как плутоний и америций. Специалисты
по ядерным отходам полагают, что ЧП, в ходе которого контейнер с от-ходами то ли разрушился, то ли взо-рвался, указывает на ошибки в управ-лении и отсутствие надзора на WIPP.
Объект был открыт в 1999 году и предназначался для работы в те-чение нескольких десятилетий, по-сле чего его предполагалось закрыть и запечатать. Однако чрезвычайное происшествие 14 февраля спровоци-ровало умеренный выброс радиации в хранилище и небольшого объема радиоактивных веществ в окружаю-щую среду. Согласно предваритель-ному докладу по итогам расследо-вания, основная ответственность за ЧП возлагается на местное отделе-ние DOE и подрядчика – оператора хранилища Nuclear Waste Partnership. Авторы доклада утверждают, что эти организации не смогли определить радиологические риски и выстроить планы по их контролю.
Выводы доклада резко противоре-чат предыдущей характеристике WIPP как образца безопасного про-ектирования и эксплуатации глубо-кого геологического хранилища РАО. Эту характеристику многие ученые приписывают результатам строгого надзора, который до 2004 года вела Группа оценки состояния окружаю-щей среды (Environmental Evaluation Group, EEG, научная организация, об-разованная в 1978 году и отвечаю-щая за защиту здоровья населения и окружающей среды). EEG была су-губо независима от DOE, а ее тех-нические знания и авторитет рас-сматривались как ключевые для общественного и политического до-верия, которое завоевало хранили-ще WIPP. Но в 2004 году, когда WIPP было полностью введено в эксплуа-тацию, финансирование группы пре-кратилось и она была расформирова-на (полную версию перевода статьи читайте на нашем сайте).

8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т О Ч К А З Р Е Н И Я
Три отрасли будут обеспечивать должный технологический уровень нашей экономики: оборонно-про-мышленный комплекс, авиакосми-ческая и атомная промышленность. Сегодня у нас появился шанс, кото-рого не было за всю историю России: долгосрочный прогноз, сделанный в нашем институте, показывает, что в период до 2020 года Россия может иметь уровень экономического ро-ста порядка 6–7 % в год, и роль атом-ной промышленности в этом – одна из ключевых. Прежде всего это свя-зано с тем, что сегодняшняя атомная отрасль является катализатором вы-сокотехнологического развития. Зна-чит, необходимо должным образом отнестись к инвестициям в нее. Если мы будем экономить на капиталь-ных вложениях в атомную промыш-ленность, то потеряем необходимые темпы.
Чтобы понять, как та или иная эко-номическая политика скажется на темпах роста, нужно все посчи-тать. Именно этим я и занимаюсь, будучи членом различных комис-сий, президиумов и советов, именно этим занимаются ведущие подраз-деления нашего института. В част-ности, мы предлагаем при оценке роли инвестиций в отрасль разрабо-тать систему технологических муль-типликаторов. Потребность оце-
ИНВЕСТИЦИИ – НЕ БЛАГОТВОРИТЕЛЬНОСТЬВИКТОР ИВАНТЕР,академик РАН, директор Института народно-хозяйственного прогно-зирования
нивать эффективность инвестиций в атомную отрасль связана не толь-ко с сиюминутными потребностя-ми Росатома. Росатом – компания высокотехнологичная, работает эф-фективно не только в России, но и во всем мире, где занимает, к слову ска-зать, не последнее место. Поэтому я не считаю, что проблема поиска инвестиций для Росатома является острой. Существует такой очень важ-ный фактор, как безопасность. На безопасности ни одна цивилизован-ная и здравомыслящая страна денег не экономит.
Необходимость оценивать эффектив-ность инвестиций в атомную энерге-тику связана с другими обстоятель-ствами, и это не проблема Росатома, а проблема всей российской эконо-мики. Нам нужно наверняка знать, где деньги тратятся эффективно, а где нет. Масса экономических экс-пертов полагает, что инвестиции в Росатом связаны исключитель-но с нашими оборонными потреб-ностями, а сама атомная энергети-ка – следствие тех затрат, которые мы направляем на ВПК. Поэтому в какой-то мере эти затраты рассма-триваются как налог на экономи-ку. В этой связи предполагается, что электрическую энергию, которую производит атомная отрасль, можно получить другими, менее затратны-
ми способами. Это распространенное мнение. Но наш замысел в другом. Мы хотели показать, что Росатом – особая структура, у которой весьма неплохие экспортные ниши. И это факт – госкорпорация конкуренто-способна и уверенно себя чувствует на внешних рынках.
Атомная отрасль обеспечивает тех-нологические прорывы. Давайте вспомним о том, что происходило в стране в 1940–1950-е годы: так на-зываемый атомный проект обеспе-чил мощный технологический ры-вок СССР. И этот рывок произошел не только в атомной, но и в десятке дру-гих отраслей экономики. Состоял-ся бы полет в космос Юрия Гагарина, если бы ранее не было атомного про-екта? Сомневаюсь. Собственно гово-ря, весь наш ракетно-космический потенциал в те годы рассматривал-ся через призму работы атомщиков. Важно также понимать, что в те годы случился не только технологический, но и экономический прорыв. Фак-тически, было построено все то, чем гордится сейчас страна. Возникает вопрос: а сейчас, когда мы инвести-руем в атомную отрасль, что в ито-ге мы хотим получить? Какова цель? Получить доходы? Более дешевую энергию? Безусловно, и это тоже. Но все-таки основная задача инвести-ций в атомную промышленность – технологический прорыв. Необходим рывок, который атомной отрасли сделать вполне по силам.
Парадокс: атомная промышлен-ность по своим масштабам – эко-номическим, денежным – не при-носит безусловной и сиюминутной прибыли, в отличие, скажем, от та-кой отрасли хозяйства, как торгов-ля. Но мы-то должны понимать, что атомная промышленность – это, пре-жде всего, обеспечение нашей с вами безопасности. Одновременно атом-ная промышленность обеспечива-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) — 9
Т О Ч К А З Р Е Н И Я
ет нас энергией там, где другие ис-точники энергии невозможно или трудно применить. Росатом занима-ется еще и проблемами, которые не имеют прямого отношения к отрас-ли. Например, развитие ледокольно-го флота: в последнее время уже не только специалисты, но и обывате-ли начали понимать важность освое-ния Арктики. Масштаб, сумма, вало-вый продукт отрасли, исчисляемый триллионами, заметны, но важно за-мечать и вклад Росатома в техноло-гическую составляющую. И когда мы посмотрим на итоговый результат предпринятых действий, то потра-ченные средства покажутся не таки-ми большими.
Если мы вкладываем средства в стан-дартные бизнес-проекты, то и отдача будет стандартной. Однако масштаб-ные вложения инвестиций в тех-нологии атомной промышленно-сти обеспечат мультипликативный технологический эффект для всей экономики страны! Все эти цепоч-ки даже проследить трудно. Но они есть, и мы исследованиями, в том числе и в нашем институте, доказы-ваем это. Говоря о замерах эффек-тивности инвестиций, мы ничего но-вого не придумываем. Опираемся на известную модель создателя тео-рии межотраслевого анализа, лауреа-та Нобелевской премии по экономи-ке Василия Леонтьева. Согласно его модели, построенной на технологи-ческих коэффициентах, мы можем при помощи формализованных ма-тематических действий рассчитать как денежные, так и натуральные мультипликаторы.
Поэтому проблема больше в каче-стве исходной информации, чем в качестве математического аппара-та. Нужно учитывать, что оценка тех-нологий – задача, которая стоит пе-ред экономической наукой десятки лет. Крупных прорывов в этой обла-
сти нет ни у нас, ни за рубежом. Вся соль – в классической междисципли-нарной задаче, когда плечом к пле-чу должны работать и экономисты, и технологи. Но реальный результат может возникнуть, если будет к нему проявлен интерес со стороны заказ-чика – государства, отрасли и так далее.
Господдержка атомной отрасли за последние 10 лет возросла более чем в 14 раз, говорят иные экспер-ты. Я думаю, есть принципиальная ошибка в использовании термина «господдержка». Я бы эти действия назвал более адекватным словом – инвестиции. Расчет технологических мультипликаторов даст более вы-сокую оценку эффективности этих инвестиций, более высокую и бо-лее аргументированную. Чисто де-нежный эффект в атомной промыш-ленности может оказаться довольно скромным. С этой точки зрения, вся-ко эффективнее будет заниматься продажей пива с сосисками, но инве-стиции в атомную промышленность в будущем обеспечат стратегически важный для всей национальной эко-номики эффект. И эта косвенная оку-паемость зачастую существенно важ-ней прямой эффективности, ведь речь идет о перспективе. Росатом может и должен стать локомотивом инновационной экономики России, который обеспечит столь необходи-мый нам прорыв.
Косвенные эффекты от инвести-ций, конечно, можно оценить и в де-нежном выражении. Но прежде все-го косвенные эффекты заключаются в том, что технологии выведут эко-номику на другой уровень. Ясно, на-пример, что медицина также многим обязана ядерным технологиям. Есть и такие несомненные направления, от финансирования которых не про-играет никто и никогда, прежде все-го это образование и наука. Нужно
вкладывать деньги в МИФИ, в Физ-тех, в научные институты.
Правда, заранее предсказать, где произойдет исследовательский про-рыв – сложно. В любых вложениях в науку есть элемент безадресности. И это правильно: мы же не зна-ем, в какой именной узкой области «рванет»? Если мы будем методич-но и адресно расписывать затраты на науку, то, боюсь, останемся сидеть на старом багаже. В этом смысле руко-водство Росатома, вкладывая капита-лы в образование, в будущее, пресле-дует благую цель, выгода от которой вернется в отрасль.
Результаты нашей комплексной ис-следовательской работы ориенти-рованы на людей, принимающих решение. Такие люди есть и в Росато-ме, и в органах власти, ответствен-ных за оборонный заказ, и Мини-стерстве экономического развития. Главное же учреждение – Министер-ство финансов. Я надеюсь, что ре-зультаты наших исследований могут стать важнейшим аргументом в дис-куссиях с этим ведомством. Оцен-ка результативности от ведущих экс-пертов страны – все-таки важный показатель для Минфина.
Также надеюсь, что с итогами на-шей работы ознакомятся некоторые сотрудники Администрации прези-дента России и сам Владимир Пу-тин. Я вхожу в состав комиссии при президенте РФ по вопросам страте-гии развития ТЭК, председателем ко-торой он является. Это не оператив-ная комиссия, мы скорее занимаемся стратегическим планированием. Наши исследования, патронируемые президиумом НТС Росатома, также рассматриваются в целом ряде ве-домств. Это особенно актуально сего-дня, когда правительство готовится принять новую энергетическую стра-тегию страны до 2035 года.

1 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Последний тренд на рынке реакторостроения – смещение фокуса с удельной стоимости строительства АЭС на цену 1 кВт · ч электроэнергии буду-щей станции. Пока фиксация стоимости киловатт-часа служит страховкой либо для заказчика строительства, либо для инвестора. Но не исключено, что следующий виток тренда – отбор постав-щика реакторной технологии по такому критерию. Все это заставляет как самих вендоров, так и аналитиков рынка больше внимания уделять всем состав-ляющим стоимости АЭС на ее жизненном цикле.
Четыре главных элемента, которые следует принять в расчет при вычис-лении общей стоимости АЭС, таковы (вклад каждой статьи в конечные за-траты см. на рисунке):• инвестиционные расходы: капитал, необходимый для строительства;
• эксплуатационные издержки: за-траты, связанные с эксплуатацией атомной станции;
• стоимость топлива: затраты, свя-занные с топливом (производство топливных сборок, транспорт, об-служивание, хранение и управление остаточными отходами);
• стоимость вывода из эксплуатации: затраты на создание фонда вывода из эксплуатации.
ИНВЕСТИЦИИИнвестиционные расходы, или так называемые капитальные затраты, – самый важный элемент конечной стоимости АЭС. Величина этого по-
Стоимость киловатт-часа постепен-но становится основным критерием при принятии решения о строитель-стве АЭС. И это уже не просто тезисы топ-менеджмента Росатома о трен-дах, а конкретные примеры Турции, Великобритании, Финляндии. На этом фоне поставщику важно не про-сто иметь модель оценки экономики атомной станции на всем жизненном цикле, но и видеть, как можно опти-мизировать основные статьи расхо-дов, – с тем, чтобы полноценно кон-курировать. Экономику современных атомных станций на составляющие разложил один из авторов издания NucNet: в статье, основанной на не-давнем исследовании бельгийского Католического университета Левена, объясняется, как рассчитываются за-траты, отчего они достигают астроно-мических величин и каковы различия между разными бизнес-моделями. Мы публикуем перевод этой работы.
казателя может варьироваться в за-висимости от типа инвестора про-екта. Как правило, государственные инвесторы, то есть правительства или госкомпании (примеры госком-паний Европы, которые могут инве-стировать в создание новых ядерных мощностей, – шведская Vattenfall или французская EDF), обладают досту-пом к дешевому капиталу, поскольку могут занимать деньги через выпуск государственных ценных бумаг, про-цент по которым обычно ниже, чем тот, что предлагается по обязатель-ствам частным инвесторам. Частные же инвесторы, как правило, финан-сируют проект за счет сочетания за-емных и собственных средств. Если они работают на регулируемом рын-ке (подобном, к примеру, рынкам не-которых штатов США), их инвести-ционный риск относительно низок, так как ставки процента удержива-ются на искусственно низком уровне.
ЭКОНОМИКА АЭС ФОКУС НА КВТ · ЧТекст: Татьяна Данилова

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 1 1
Т Е М А Н О М Е Р А
А если они работают в условиях ли-берализованного рынка, к приме-ру в ЕС, то они сталкиваются с высо-кой степенью неопределенности, что приводит к высоким процентным ставкам, которые рассчитываются на основании кредитного рейтинга компании и типа проекта. Но и здесь есть исключения, например Финлян-дия, где крупные потребители энер-гии выступают как соинвесторы. Так, компания Fennovoima, которая пла-нирует строительство АЭС «Ханхики-ви-1», состоит из 46 компаний, и это обстоятельство существенно снижает процент по кредиту.
Общие инвестиционные расходы на АЭС равны стоимости одномомент-ного возведения объекта строитель-ства (этот показатель называется так, потому что рассчитывается, как если бы объект возводился за один кон-кретный момент времени) плюс про-центы на капитал за период соору-жения. Стоимость одномоментного возведения равна затратам заказчи-ка плюс затраты на проектирование, поставки и строительство плюс ре-зерв на непредвиденные расходы.
Затраты заказчика трудно оценить точно, но этот показатель включа-
ет такие статьи расходов, как общее управление, запасные части, выбор участка и приобретение земли, нало-ги и предварительные технико-эко-номические исследования. Итоговая сумма у каждого проекта своя и мо-жет различаться от страны к стране, но обычно доля затрат заказчика со-ставляет 15 – 20 % расходов на проек-тирование и материально-техниче-ское снабжение, или 15 – 20 % общей стоимости строительства АЭС, или 15 – 20 % одномоментной стоимости строительства.
К расходам на проектирование, по-ставки и строительство относятся за-траты на подготовку площадки, ма-териалы, оборудование и рабочую силу, а также на средства обеспече-ния строительства, проектирова-ния и надзора и оплату лицензии. Как правило, эта статья расходов со-ставляет около 70 % одномомент-ной стоимости возведения объекта. Из этой доли 70 – 80 % приходится на материалы и оборудование, а осталь-ные 20 – 30 % – на стоимость труда.
К перечисленному выше добавля-ется резерв непредвиденных затрат для покрытия расходов, которые мо-гут возникнуть в ходе строительства
(например, требования каких-либо регулирующих органов что-то изме-нить по ходу строительства). Обычно на непредвиденные затраты резер-вируется 15 %. Кроме того, рассчи-тывается погрешность оценки не-предвиденных затрат. Она связана с фактором страны, где возводит-ся АЭС, ее опытом работы с атом-ной энергетикой и с особенностя-ми выбранного проекта, а также с тем, является ли площадка новой или на ней уже имеются атомные установки.
Для проекта полностью нового, ко-торый не был ранее реализован ни-где в мире, погрешность оценки затрат высока, что приводит к веро-ятности увеличения общей сметы на 30 – 50 %. Для проекта АЭС, кото-рый уже был реализован в какой-то другой стране, погрешность для уве-личения непредвиденных затрат составляет 15 – 30 % (этот расчет, на-пример, будет действительным для проекта «Хинкли-Пойнт С», где EPR будет строиться впервые в Велико-британии). А если реализуемый про-ект уже широко используется в дан-ной стране (и построено пять или больше таких блоков), то погреш-ность может составить 10 – 15 %. Если строительство не добавляет блок к уже имеющейся АЭС, а ведется на новой площадке, то к одномомент-ной стоимости возведения добавля-ется еще 10 %.
При этом издержки на строительство в Китае значительно ниже, чем где-либо в мире. Например, площадка, выбранная для финской АЭС «Хан-хикиви-1» в Пюхяйоки, новая, по-этому следует резервировать 10 % на непредвиденные ситуации. На пло-щадке, выбранной под строительство EPR на АЭС «Хинкли-Пойнт С», уже есть два выведенных из эксплуата-ции реакторных блока, А и В, и этот резерв в расчет не входит.
ОСНОВНЫЕ ЭЛЕМЕНТЫ СТОИМОСТИ АЭС
от 60 до 85 %СТРОИТЕЛЬСТВО
от 7 до 15 %ТОПЛИВО
1 % и вышеВЫВОД ИЗ ЭКСПЛУАТАЦИИ
от 10 до 25 %ЭКСПЛУАТАЦИЯ
И СОДЕРЖАНИЕ

1 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
6,934 тыс. евро за 1 кВт (здесь и да-лее все оценки приведены в евро, на 2012 год).
Стоимость сооружения двухблочной АЭС по проекту, впервые осущест-вляемому в стране, но уже реализо-ванному в других странах и строя-щемуся на существующей площадке, исследование оценивает (с учетом по-грешности) в 3,91 тыс. евро за 1 кВт, причем отклонение может составлять от – 20 до + 30 %. Оценочно стоимость строительства двух реакторных бло-ков по 1 тыс. МВт составляет 7,8 млрд евро. Если строится только один блок в 1 тыс. МВт, то стоимость увеличива-ется до 4,25 млрд евро, или 4,25 тыс. евро за 1 кВт.
Строительство АЭС из двух блоков по проекту, который уже был осущест-влен в стране и реализуется на суще-ствующей площадке, может обойтись примерно в 3,4 тыс. евро за 1 кВт при отклонениях от сметной стоимости от –10 до +15 %. Эта оценка предпо-лагает стоимость сооружения АЭС из двух блоков по 1 тыс. МВт каждый в 6,8 млрд евро. Если строится один тысячемегаваттный блок, то он обой-дется в 3,57 тыс. евро за 1 кВт, или 3,6 млрд евро.
ЭКСПЛУАТАЦИОННЫЕ ИЗДЕРЖКИКак правило, стоимость эксплуата-ции и содержания АЭС состоит из
Если реализуемый проект еще не был построен нигде в мире, то с учетом погрешности сметы общие издержки могут вырасти на целых 60 % (так рассчитали погрешность для обоих EPR строящейся китайской АЭС «Тай-шань», а также для АР1000 компании Westinghouse, строящегося на китай-ской АЭС «Саньмэнь»). А если реак-тор еще не строился в данной стра-не – то примерно на 30 %. Если же проект хорошо известен и широко используется, то непредвиденные за-траты составят примерно 15 %.
Процент, начисляемый в ходе строи-тельства объекта, – это так называе-мая стоимость финансирования. Этот показатель представляет собой про-центы по кредиту, уплаченные за время строительства, или – для част-ных инвестиций – норму доходности на вложенные средства для инвестора в капитал. Обычно эта статья затрат составляет около 20 % одномоментно-го возведения объекта строительства.
ОЦЕНОЧНАЯ СТОИМОСТЬ ОДНОМОМЕНТНОГО ВОЗВЕДЕНИЯАвторы недавнего исследования Ка-толического университета Леве-на обнаружили 137 оценок стоимо-сти одномоментного строительства АЭС в 28 различных источниках. Ре-зультаты исследования показыва-ют, что издержки могут варьиро-ваться от 1,316 тыс. евро за 1 кВт до
постоянной и переменной частей. У разных стран разные методы рас-чета этой стоимости, так как они включают различные аспекты. К при-меру, одни страны включают цену топлива в стоимость эксплуатации и содержания, а другие нет. Поэтому в любом обзоре общего плана суще-ствует неопределенность. Исследо-вание Левенского университета оце-нивает эксплуатационные издержки в приблизительно 10 евро на МВт · ч с погрешностью ± 3,5 евро на МВт · ч.
СТОИМОСТЬ ТОПЛИВАСтоимость топлива складывается из затрат на начальную и конечную ста-дии его производства и использо-вания. Начальная стадия включа-ет в себя действия от добычи урана до загрузки топливных сборок. Ко-нечная стадия охватывает выгрузку сборок, временное хранение, пере-возку, переработку и долговремен-ное хранение отходов. Предполагает-ся, что стоимость топлива занимает долю от 7 до 15 % в затратах на про-изводство электроэнергии АЭС. При-мерно 75 % этого значения прихо-дится на конечную стадию и только 25 % – на начальную.
Исследования показывают, что за-траты на топливный цикл, в котором ОЯТ не перерабатывается, и тот, в ко-тором использованные сборки пере-рабатываются и снова используются,
ПРИМЕРЫНа третьем блоке АЭС «Фла-манвилль» возводится реак-тор EPR, впервые во Франции, но не в мире. Этот блок стро-ится на площадке, на которой уже работают два реактор-ных блока. Мощность ново-го EPR составит 1,65 тыс. МВт. По изложенному выше мето-ду оценки сметной стоимо-сти, блок обойдется в при-
близительно 7 млрд евро с погрешностью от –20 до +30 %. По оценке EDF на де-кабрь 2012 года, ориентиро-вочная стоимость составля-ла 8,5 млрд евро. Заметим, что строительство третьего блока АЭС «Фламанвилль» ведет го-сударственная компания EDF, которая пользуется приви-легией финансирования под низкий процент.
На площадке словацкой АЭС «Моховце», где действуют два реакторных блока, добавля-ют третий и четвертый блоки мощностью по 440 МВт. Такие реакторы уже строились. Если исходить из сметной оценки проекта, его полная стоимость составит 2,8 млрд евро с по-грешностью от –10 до +15 %. В августе 2013 года назван-ная правительством Словакии
ориентировочная стоимость с учетом затянувшегося вре-мени строительства состави-ла 3,8 млрд евро. Проект реа-лизуется энергокомпанией Slovenske Elektrarne AS, в кото-рой государству принадлежит лишь 34 %. А это означает фи-нансирование строительства сочетанием заемных и соб-ственных средств, что и за-труднило оценку издержек.

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 1 3
Т Е М А Н О М Е Р А
примерно одни и те же. Это объясня-ется тем, что дополнительные расхо-ды по переработке снижают общие затраты на начальную стадию, при-мерно половина которых приходится на добычу и поставку урана. Исследо-вание Левенского университета по-казывает, что стоимость топлива со-ставляет приблизительно 6 евро на 1 МВт · ч с погрешностью ± 0,75 евро на МВт · ч.
ПОЛНАЯ ПРИВЕДЕННАЯ СТОИМОСТЬ ЭЛЕКТРОЭНЕРГИИПолная приведенная стоимость элек-троэнергии – это долгосрочная цена, по которой должна продаваться элек-троэнергия, произведенная на АЭС, чтобы инвестор покрыл все свои за-траты. Для расчета этого показате-ля важными являются следующие статьи:• полная стоимость одномоментного возведения объекта строительства;
• стоимость эксплуатации и содержания;
• стоимость топлива;• коэффициент загрузки станции;• длительность строительства;• стоимость финансирования (ставка дисконтирования).
Коэффициент загрузки определяет-ся как отношение фактической вы-работки АЭС к ее полной мощности. Снижение КИУМ означает уменьше-ние производства электроэнергии
и, как следствие, снижение доходов. Как правило, загрузка АЭС составляет примерно 85 %.
С увеличением длительности строи-тельства растет полная приведенная стоимость электроэнергии и суммы процентов, которые обязан уплатить инвестор перед тем, как начнут по-ступать доходы от продаж произво-димой электроэнергии. Обычно вре-мя строительства одного реакторного блока составляет пять лет, а если воз-водятся сразу два реакторных блока, на это уходит шесть лет.
Ставка дисконтирования – это так называемая альтернативная стои-мость капитала. Этот показатель от-ражает уровень прибыли, который мог бы быть получен при осущест-влении другого рода инвестиций. Иными словами, это норма прибы-ли инвестора, которую можно зара-ботать на финансовом рынке. Или то значение, которое капитал приобрел бы в какой-то момент будущего, если бы на него начислялись проценты, а также с учетом инфляции. Ставка дисконтирования позволяет инвесто-рам принять решение о предоставле-нии средств для реализации проек-та, показывая, сколько будет стоить их капитал по завершении проекта. Обычно ставка дисконтирования для проектов по строительству АЭС со-ставляет 10 %.
СПРАВКАЛевенский католический университет был основан в 1425 году папой Марти-ном V. В настоящее время в университете обучается бо-лее чем 31 тыс. человек, около 12 % которых – студенты из-за рубежа.
Научно-педагогический пер-сонал насчитывает 5,3 тыс. че-
ловек. Университет состоит из 14 факультетов: богословский, канонического права, фило-софский, юридический, эконо-мический, общественных наук, искусств, психологии и педа-гогических наук, естествен-но-научный, инженерный, биотехнологический, меди-цинский, фармацевтический, кинесиологии и реабилита-ции. В сети библиотек уни-
верситета хранится 4,3 млн томов, 14,5 тыс. периодиче-ских изданий и 7,5 тыс. пол-ных текстовых электронных журналов.
В университете могут обу-чаться как атеисты, так и представители других кон-фессий, однако преподава-тели университета являют-ся католиками, многие из
них – священнослужители ка-толической церкви. Исто-рия деятельности универси-тета связана с именами таких ученых, как картограф Герард Меркатор, основатель совре-менной анатомии Андреас Ве-залий, астрофизик Жорж Ле-метр, математик Шарль Жан де ла Валле Пуссен, биохимик Кристиан де Дюв (Нобелев-ская премия по медицине).
ОЦЕНОЧНАЯ ПОЛНАЯ ПРИВЕДЕННАЯ СТОИМОСТЬ ЭЛЕКТРОЭНЕРГИИНа основе описанных выше предпо-ложений авторы исследования Ле-венского университета рассчитывают приведенную стоимость электро-энергии следующим образом. Для эксплуатируемой в данный момент АЭС проект ее расширения путем по-стройки двух дополнительных реак-торов того типа, который уже реали-зован в другой стране, но в данной стране еще не строился, при стоимо-сти одномоментного возведения объ-екта 3,91 тыс. евро за 1 кВт этот по-казатель равен 84 евро за 1 МВт · ч. Для единичного реактора со стоимо-стью возведения при тех же условиях 4,25 тыс. евро за кВт этот показатель увеличивается до 89 евро за 1 МВт · ч.
Если речь идет о расширении суще-ствующей АЭС путем постройки од-ного блока с реактором, проект ко-торого уже был реализован в данной стране, при стоимости одномомент-ного возведения объекта 3,4 тыс. евро за 1 кВт, то полная приведен-ная стоимость электроэнергии соста-вит 75 евро за 1 МВт · ч. Авторы ого-варивают, что каждая оценка имеет погрешность в ± 4,25 евро за 1 МВт · ч в связи с неопределенностью за-трат на эксплуатацию и содержание (± 0,75 евро за 1 МВт · ч) и топливных затрат (± 3,5 евро за 1 МВт · ч).

1 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
КОММЕНТАРИЙ ЭКСПЕРТА
СТИВ КИДД, старший партнер East Cliff Consulting, имеет 18-лет-ний опыт работы на руко-водящих должностях WNA и предшествовавшего ей Ура-нового института (перевод статьи из Nuclear Engineering International):
«Часто звучат жалобы атом-ной отрасли на то, что она предлагает замечательные проекты реакторов, а денег на их строительство не находит-ся. Финансовый сектор часто винят в неготовности финан-сировать атомные стройки, а банки развития (например, Всемирный банк) наложили мораторий на финансирова-ние атомной энергетики в раз-вивающихся странах.
Одно из возможных объяс-нений состоит в том, что фи-нансовые учреждения попро-сту не разбираются в атомной энергетике и даже, вероятно, находятся в оппозиции к ней. Эта жалоба часто звучит в связи с банками развития, но она мало связана с реально-стью. Верно, что в финансовых учреждениях люди с анти-ядерной программой в голо-вах весьма влиятельны, но это не вполне объясняет проти-
водействие этих учреждений атомной энергетике.
Реальная проблема куда глуб-же. Банки развития отошли от финансирования всех мас-штабных энергетических про-ектов – хорошим примером тут будут большие плоти-ны ГЭС, – потому что они, как правило, стоят гораздо боль-ше, чем предполагалось пер-воначально, и тем самым ограничивают другие проекты банков и, можно утверждать, часто искажают баланс эко-номики относительно бедных развивающихся стран.
Поэтому сегодня банки бла-говолят не гигантским инфра-структурным схемам, а менее масштабным энергетическим проектам, которых, как они полагают, должно быть боль-ше, в соответствии с потреб-ностями развития таких стран. Поэтому схемы с возобнов-ляемыми источниками энер-гии (ВИЭ) рассматривают-ся как особо целесообразные с точки зрения финансиро-вания. Если и когда атомная промышленность разработа-ет реакторы поменьше, банки развития, возможно, пересмо-трят свое отношение, но вряд ли они станут финансировать ядерные проекты стоимостью $ 5 млрд.
Возражения других финан-совых учреждений тоже об-условлены не идеологией, а скорее рисками и доходно-стью. Новая атомная стройка, как правило, связана с силь-ным запаздыванием возвра-та капитала и влечет за собой длинный ряд рисков, кото-рые трудно распределить ме-
жду всеми заинтересованны-ми сторонами. Существует и политический риск – опа-сения того, что правитель-ства изменят или даже отме-нят проект до его завершения. А если учесть задержки в со-оружении множества атомных объектов, неудивительно, что финансистам снятся кошма-ры еще более широких строи-тельных рисков. Таким ум-ным и креативным людям, как финансисты, нужны хорошие проекты, рисками которых ак-куратно управляют все участ-ники и которые в конечном счете подразумевают разум-ный уровень доходности.
По сути, недостатка денег для инвестиций нет – нет правиль-ных проектов. И это пробле-ма не только атомной сферы. Процентные ставки сейчас от-носительно низки, что бла-гоприятствует инвестициям с долгим циклом реализа-ции, но главная проблема вся-кой отрасли – выбор верного проекта.
В условиях эскалации стоимо-сти возведения возникла тен-денция возлагать риски не-завершения строительства больше на поставщиков АЭС. Классический тому пример – проект «Олкилуото-3» в Фин-ляндии, на который Areva за-ключила с компанией TVO контракт по фиксированной цене.
Тем не менее эта модель не является устойчивой. Пре-жде всего, в мире не так мно-го поставщиков АЭС, которые могут рассматривать приня-тие на себя таких рисков, да и особого смысла эта модель
не имеет. Можно утверждать, что контракт с фиксирован-ной ценой защищает TVO от необходимости платить за до-полнительные работы, ко-гда проект выбился из графи-ка, но контракт не защищает TVO от последствий приоста-новки проекта: компания ну-ждалась в дешевой атомной электроэнергии к ожидаемо-му сроку и пострадала, когда ее не оказалось.
Контракт с гораздо лучшей структурой распространя-ет риски более справедли-вым образом, предоставляя гарантию, что все сторо-ны полностью мотивированы на то, чтобы завершить про-ект в соответствии с графиком и бюджетом. Хотя поставщи-ки АЭС и могут, в свою оче-редь, возложить некоторые риски превышения бюдже-та на собственных ключевых поставщиков и подрядчиков, подписав с ними контракты по фиксированной цене, в идеа-ле этот большой риск должен быть общим.
Еще один крупный риск мо-жет угрожать доходной части проекта, особенно при либе-рализованных рынках. Самый предпочтительный подход для его нивелирования – про-дажа электроэнергии по цене, гарантированной на момент принятия инвестиционных решений, как это случилось с британской «Хинкли-Пойнт С». Без этой гарантии финан-сирование проекта было бы невозможно, особенно для EDF, убедить других инвесто-ров проекта (Areva и китай-цев) принять в нем участие. Предполагая, что этот про-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 1 5
Т Е М А Н О М Е Р А
ект пройдет регуляторов ЕС в качестве соответствующе-го ответа на «сбой рыночного механизма» в условиях либе-рализации рынка, можно ожи-дать, что эту схему примут и в других странах. И даже в таком случае остается ог-ромный риск того, что проект выйдет из сроков и бюджета.
Помимо того чтобы убедить поставщика АЭС подписать контракт с фиксированной це-ной, есть и другой вариант – пойти дальше и отдать по-ставщику все доли проекта. Именно эту модель исполь-зуют русские при маркетин-ге своих АЭС во множестве стран. Так называемая модель BOO означает, что поставщик АЭС строит станцию, прини-мает ее и выплачивает инве-стиции из продаж энергии местным энергокомпаниям по оговоренной цене.
Примером проекта с примене-нием такого подхода являет-ся турецкая АЭС «Аккую», но эта же схема может быть при-менена и в других странах, где финансирование встре-тило бы затруднения, – таких как Вьетнам и Бангладеш. Еще один вариант – схема BOOT, в которой имущество проек-та в конечном счете перехо-дит в руки местного инвесто-ра, каковым может быть либо государственное учреждение, либо частный инвестор.
С точки зрения страны модель финансирования BOO обес-печивает АЭС, которая в ином случае едва ли была бы по-строена, а если и да, то вряд ли быстрее. С другой сторо-ны, поставщик АЭС, он же ин-
вестор, будет ожидать оплаты электроэнергии, которая мо-жет оказаться слишком доро-гой для развивающихся стран, даже если поставщик ее в не-которой степени субсидирует.
Еще одна большая пробле-ма возникает из-за чрезмер-ной зависимости от иностран-ной компании. Фактически страна в этом случае просит поставщика АЭС о том, что-бы он взял на себя полную от-ветственность за ее атомную программу, что едва ли це-лесообразно в условиях, ко-гда с эксплуатацией АЭС свя-зана сложная инфраструктура и вопросы безопасности.
Решающее значение для обес-печения того, чтобы прави-тельства не уклонялись от ответственности перед сво-ими гражданами в деле атом-ной энергетики своей страны, имеет сильный местный регу-лятор. Хотя поставщик и ин-вестор АЭС и будет обещать помочь развитию компетен-ций местных кадров в атом-ной энергетике, страна на-долго попадает в сильную зависимость от иностранной компании. Вопрос в том, целе-сообразно ли отдавать в залог иностранцам огромную долю местных энергопоставок.
С точки зрения поставщика АЭС, проект ВОО поможет за-грузить заказом атомную про-мышленность его собственной страны (предполагается низ-кая степень локализации про-екта), но есть опасения, что за предложением такой мо-дели финансирования скры-ваются более обширные на-мерения. Россию обвиняют
в том, что она пытается до-стичь геополитических целей и одновременно фактически «скидывает» свои АЭС стра-нам-клиентам по менее спра-ведливым ценам. В услови-ях доминирования Росатома в российской атомной отрас-ли цены внутри страны, похо-же, завышаются с целью суб-сидирования зарубежных реакторов.
Схема ВОО также может вы-звать возражения конкури-рующих поставщиков АЭС, ко-торые ограничены правилами экспортного финансирования. По нормам ОЭСР, за счет экс-портных кредитов можно фи-нансировать лишь 80 % стои-мости проектов вроде АЭС при максимальном сроке оку-паемости 18 лет с начала экс-плуатации станции.
В реальности для самого по-ставщика-инвестора АЭС куда большую проблему мо-жет представлять получение необходимого финансирова-ния. Росатом ищет дополни-тельных инвесторов для «Ак-кую» даже при том, что это лишь первый из его зарубеж-ных проектов по схеме ВОО. Вне зависимости от явного стремления российского пра-вительства видеть свою атом-ную отрасль строящей АЭС по всему миру такой проект ри-скует оказаться слишком до-рогостоящим, особенно для бедных стран-клиентов, кото-рые могут быть не в состоя-нии оплачивать генерируемую на АЭС электроэнергию.
В конечном счете модель BOO не предлагает волшебной па-лочки для финансирования
атомных проектов. Если на-циональное правительство (например, России, Кореи или Франции) считает свою про-грамму атомного экспорта на-столько важной, что готово поставить на нее миллиарды долларов, схемы ВОО могут стать многочисленными. Но это кажется маловероятным и к тому же, возможно, поро-дит серьезные проблемы ме-ждународной конкуренции.
Хорошая идея – привлекать к инвестированию долгосроч-ные суверенные фонды с уче-том их долгосрочных вре-менных горизонтов, если они удовлетворятся тем, что про-екты будут готовы в срок и не выйдут за рамки бюдже-та. Однако чтобы убедить су-веренные фонды в этом, при-дется поработать.
Еще большую проблему со-ставляет то, что в основе фи-нансирования лежит стои-мость АЭС и риск выхода атомной стройки за рамки бюджета. Пока атомная от-расль не справится с этой не-стабильностью, едва ли она получит финансирование для множества проектов. Хотя ки-тайские компании, возмож-но, вступили в полосу везения и массового строительства реакторов, обеспечивая низ-кие затраты и получая боль-шие прибыли, едва ли они будут инвестировать в строи-тельство АЭС по всему миру, если не смогут рассчитывать на достойную отдачу от сво-их средств. В этом случае они предпочтут развивать еще больше проектов у себя дома, где больше предсказуемости и уверенности в отдаче».

1 6 — А Т О М Н Ы Й Э К С П Е Р Т 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Мало того что расходы на строительство формируют основную часть стоимости АЭС на всем жизненном цикле, так еще и уровень капвложений в мире на единицу мощности год от года только растет. Од-нако наш анализ современных атомных строек показывает, что стремительный рост стоимости наблюдается не везде и удель-ная цена строительства АЭС в разных странах мира варьи-руется от $ 1,5 тыс. за 1 кВт до $ 7 тыс. Мы решили разобрать-ся, с чем связан такой разброс и какие подходы используют игроки рынка для оптимизации стоимости сооружения.
Вокруг удельной стоимости строи-тельства АЭС сломано немало ко-пий. Спорят о том, что именно учи-тывать в этом показателе, говорят о необходимости делать поправку на существенные отличия одной пло-щадки от другой… Однако, если аб-страгироваться от этих споров и при-нять стоимость в долларах за 1 кВт как основу при сравнительном ана-лизе, можно выявить ряд интересных закономерностей.
Хотя стоимость атомных электро-станций, включающая капвложе-ния и расходы на эксплуатацию, пока остается конкурентоспособ-ной по сравнению с альтернативны-ми низкоуглеродными технология-ми, капитальные затраты атомной отрасли за предшествовавшее деся-тилетие значительно выросли. Если в начале 2000-х годов этот показа-тель в среднем по миру оценивался
в $ 1,5 – 2 тыс. за 1 кВт, то сейчас сред-нее значение по современным строй-кам, рассмотренным нами для этой статьи, составляет $ 3,5 тыс. за 1 кВт.
По мнению аналитиков, у роста стои-мости строительства атомных стан-ций есть объективные причины: в по-следние десятилетия конкуренция за ресурсы, товары и производственные мощности, необходимые для проек-тирования и сооружения, существен-но возросла. Эта конкуренция при-вела к двузначному годовому росту стоимости ключевых для АЭС ма-териалов, таких как сталь, медь, бе-тон и так далее. Мировой спрос также превышает ограниченные мощности EPC-контракторов и производителей оборудования. Не лучшим образом на ценах сказывается и консолидация в отрасли: за последние два десятиле-тия число поставщиков компонентов АЭС сократилось в разы.
КАК СТРОИТЬ ЭКОНОМНОТекст: Екатерина Трипотень, Светлана Романова, Ингард Шульга
ФРАНЦИЯАЭС «ФЛАМАНВИЛЛЬ»
$ 6710 / КВТ*

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 1 7
Т Е М А Н О М Е Р А
Однако при ближайшем рассмо-трении оказывается, что величи-на капвложений растет высоки-ми темпами не везде. Усредненная удельная стоимость строительства АЭС включает в себя цифры по та-ким рекордсменам, как француз-ская АЭС «Фламанвилль» и фин-ская АЭС «Олкилуото» с порядка $ 7 тыс. за 1 кВт, а также американ-ские АЭС «Вогтль» и АЭС «Саммер» с почти $ 6 тыс. и $ 4 тыс. за 1 кВт со-ответственно. В то же время в Ин-дии, Южной Корее и Китае, если смо-треть в основном на их собственные стройки, этот показатель находит-ся на уровне $ 1,5 – 2,2 тыс. за 1 кВт. Примечательно, что китайцы умуд-ряются строить дешево как собствен-ные реакторы линейки CPR-1000, так и те же самые американские AP1000
и французские EPR, которые на ро-дине обходятся в разы дороже. А вот при экспорте и китайская (АЭС «Чаш-ма» в Пакистане), и южнокорейская реакторная технология (АЭС «Бара-ка» в Объединенных Арабских Эми-ратах) увеличивается в стоимости бо-лее чем в 1,5 раза.
Тезис о том, что обычно строитель-ство первого в своем роде реактора обходится дороже, чем сооружение тех, которые строятся в серии и воз-водились в прошлом, объясняет, по-чему новые EPR во Франции и Фин-ляндии и новые AP1000 в США так дороги, но не отвечает на вопрос, по-чему у китайцев и корейцев в прин-ципе получается дешевле строить. Дело в том, что немаловажный вклад в стоимость строительства вносят его сроки. Сроки реализации проек-тов в атомной отрасли традицион-но больше, чем в других подсекторах
энергетики. Обычно строительство блока АЭС большой мощности за-нимает пять – семь лет (не включая срок, требуемый для планирования и лицензирования). В таких странах, как Южная Корея и Китай, типич-ное время строительства составля-ет от четырех до шести лет, а в евро-пейских странах сооружение может занимать шесть – восемь лет (для сравнения: строительство мощной угольной станции занимает четыре года, газовой – около трех лет).
Значительное различие капитальных затрат по странам также объясняет-ся разницей в оплате труда, в опыте строительства реакторов, эффектом масштаба при строительстве не-скольких блоков, более сжатым и ор-ганизованным лицензированием. Основными факторами перерасхода средств в мире в целом являются из-менения нормативных требований, в том числе влекущие конструктив-ную модификацию, задержки лицен-зирования, проблемы c управлени-ем проектом и неправильная оценка затрат и спроса. И правда, если по-смотреть на конкретные примеры, то можно обнаружить, что причины за-держек на проекте «Олкилуото-3», по признанию Areva, – напряжен-ные отношения с клиентом, особен-ности финской нормативно-право-вой базы и недоработанная цепочка поставок (французская ядерная груп-па впервые выступает в качестве руководителя строительства, а не только поставщика реакторной тех-нологии). Американские энергоком-пании объясняют задержки необхо-димостью обучения персонала и все теми же нормативными сложностя-ми: усилением надзора над площад-кой и более жесткими регуляторны-ми требованиями.
Кроме того, строительство АЭС об-ходится дешевле в развивающих-ся государствах с индустриальной
* Удельная стоимость мощно-сти брутто.
КИТАЙАЭС «ФАНЧЕНГАН»
$ 1925 / КВТ*

1 8 — А Т О М Н Ы Й Э К С П Е Р Т 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
КОММЕНТАРИЙ ЭКСПЕРТА
ЕЛЕНА КОЛОСОВА, директор по развитию компании К4:
«Источников оптимизации стоимости много, причем ин-струменты зависят от стадии жизненного цикла проекта. На предынвестиционной ста-дии на конечную стоимость строительства существенно влияет выбор основной тех-нологии и параметров буду-
щего объекта, принятие реше-ния о площадке размещения объекта и корректный под-бор объектов-аналогов, на ос-новании которых оценивается стоимость.
При разработке проектной документации резервы со-кращения стоимости лежат в плоскости оптимизации как проектных решений (оптими-зация компоновочных реше-ний, сокращение строитель-ных объемов и прочее), так и организационно-техноло-гических. Опыт работы нашей компании на разных объектах в течение последних трех лет показал, что резервы сокра-щения стоимости только за счет оптимизации технологии строительства могут дости-гать 20 % от исходной оценки. Другое дело, что сегодня от-сутствует мотивация проект-
ных организаций на сокраще-ние стоимости строительства, поскольку цена контракта проектировщика напрямую от нее зависит.
К сожалению, качество проек-тов организации строитель-ства часто оставляет желать лучшего. Тогда последним шансом оптимизировать за-траты на строительство яв-ляется использование сквоз-ной системы планирования и управления строительством, основанной на глубоком про-думывании технологии выпол-нения работ и включающей обеспечение долгосрочно-го планирования и миними-зацию рисков возникновения изменений.
Этого можно добиться за счет жесткого соблюдения после-довательности: выбор обору-
дования, выпуск рабочей до-кументации, разработка ППР, производство работ. Запа-раллеливание вышеперечис-ленных работ приводит к не-возможности долгосрочного планирования и прогнозиро-вания (как следствие, подряд-чик не имеет возможности оп-тимизировать свои затраты, например, с точки зрения при-менения многократной строи-тельной оснастки, оптимиза-ции потоков работ и другого), необходимости изменения оставленных проемов, обвяз-ки и прочему, что существен-но увеличивает как стоимость, так и продолжительность строительства.
Таким образом, механизмы оп-тимизации затрат существуют. Главное, чтобы при принятии решений именно эта задача имела наивысший приоритет».
или что они получат разрешения ре-гуляторов в нескольких юрисдик-циях. В результате новые атомные станции часто строятся по уникаль-ным проектам, что несет существен-ные риски по срокам строительства и цене.
Каким же образом можно оптими-зировать стоимость строительства АЭС и застраховаться от перерасхо-да средств? Например, World Nuclear Association видит решение в разра-ботке международной цепи поставок, которая обеспечила бы качество, на-дежность и приемлемую цену ком-плектующих. А Агентство по ядерной энергетике при ОЭСР еще в 2000 году подготовило всеобъемлющий доклад о потенциале снижения капитальных затрат. В нем определено несколько областей, где можно добиться улуч-шений с тем, чтобы снизить затраты
экономикой, где существует ра-стущий спрос на электроэнергию и полным ходом реализуются спон-сируемые государством ядерно-энер-гетические программы. Когда АЭС строятся серией как часть стабиль-ной многолетней программы, мож-но достичь существенной экономии. В частности, в той же Южной Корее или Китае стандартизованные проек-ты и повторяющиеся заказы умень-шили время строительства.
При этом в промышленно развитых странах, где спрос на энергию рас-тет медленно, инвестиции в новое строительство возрастают постепен-но, что оказывает заметное влияние на бизнес-планирование атомных строек. АЭС заказывают не сериями, а по одной, и атомные поставщики не могут быть уверены, что в следую-щий раз будет заказана та же модель
до уровня, обеспечивающего конку-рентоспособность атомной энерге-тики. Большинство этих рецептов по-прежнему актуально. Например:• бóльшая мощность реакторных блоков обеспечивает экономию на масштабе;
• копирование нескольких реакторов одного и того же проекта на одной и той же площадке может сильно снизить стоимость основного узла;
• стандартизация реакторов и серий-ное строительство дают существен-ную экономию в рамках серии;
• обучение в процессе работы рас-сматривается как потенциально значимый путь сокращения капи-тальных затрат;
• более простые проекты, в некото-рых случаях включающие системы пассивной безопасности, наряду с усовершенствованными метода-ми строительства могут также спо-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 1 9
Т Е М А Н О М Е Р А
КОММЕНТАРИЙ ЭКСПЕРТА
АНДРЕЙ ВАГНЕР, заместитель генерально-го директора корпора-ции «ЭСКМ», исполнитель-ный директор ассоциации «Союзэлектромонтаж»:
«Основная проблема – этап проектирования. Это второй этап после геодезии, но он са-мый важный. Проблема здесь кроется в том, что квалифи-кация проектировщиков про-мышленных энергетических объектов нынче часто не со-
ответствует современным тре-бованиям. Грамотной молоде-жи в профильных институтах мало. Соответственно, и за-кладываемые в проект техни-ческие и технологические ре-шения, решения о применении того или иного оборудования и материалов порой не взве-шены с точки зрения стоимо-сти приобретения, стоимости монтажа и стоимости обслу-живания в процессе эксплуа-тации. Сами проекты очень сырые. Это результат необду-манного стремления заказчи-ка построить объект как мож-но быстрее.
Это приводит к тому, что про-ектирование идет по факту, что влечет переделки в про-цессе строительства. Что каса-ется именно атомной отрасли, то здесь беда с проектами из-вестная. У нас до сих пор нет типового проекта. Но осозна-ние есть, и он, полагаю, скоро
появится. Это не углубляясь в детали. Далее – квалифика-ция самих строителей порой просто не выдерживает ника-кой критики. Если руководя-щий состав и инженерно-тех-нические работники еще более или менее соответствуют тре-бованиям, то линейный состав и рабочие совершенно вне критики. Система профессио-нального образования де-фак-то разрушена. И здесь как по-ложительный пример надо отметить стремление Росато-ма и главы СРО атомной от-расли Виктора Опекунова ис-править печальное положение путем создания НОУ «УЦПР».
Еще одна большая беда – от-сутствие отраслевой системы стандартизации. Мало сказать: «Сделай!» Нужно еще ска-зать на техническом языке, как именно нужно сделать, каковы требования к тому или иному технологическому узлу, соеди-
нению, применяемому мате-риалу и прочее. Здесь тоже есть и положительные момен-ты – под эгидой СРО атомной отрасли эта система начинает восстанавливаться.
Нельзя не отметить отсут-ствие современной, понятной и транспарентной отрасле-вой системы ценообразова-ния. Здесь вообще целина не-паханая. Расценки совершенно устарели. Устарели и подхо-ды к формированию наклад-ных расходов в процессе строительства. Надо сказать, ОЦКС пытается решить эту проблему.
Есть проблемы и в организа-ции самого строительства, что приводит к сбоям в поставках и, соответственно, к увеличе-нию сроков строительства, что также отрицательно влияет на окончательную стоимость объекта».
ключением здесь являются Китай и Индия, которые параллельно с раз-витием своей технологии привлека-ют всевозможных альтернативных поставщиков). Кроме того, на выбор той или иной технологии существен-ным образом влияют представле-ния заказчика о необходимом уровне безопасности.
Но это мировой подход, а каковы российские реалии? Удельные кап-затраты на строительство ВВЭР-1200 варьируются от $ 2,6 тыс. за 1 кВт до $ 3,1 тыс. за 1 кВт, что лучше, чем у западных аналогов, но выше, чем у южнокорейцев и китайцев. Поэто-му одна из задач, которая стояла пе-ред авторами проекта ВВЭР-ТОИ, заключалась именно в снижении удельной стоимости строительства.
собствовать экономии средств;• существенную экономию даст предсказуемый процесс лицензи-рования.
Cправедливости ради стоит отме-тить, что выбор того или иного по-ставщика реакторной технологии во многих случаях обусловлен не толь-ко и не столько низкими удельными капзатратами. Каждая страна, кото-рая стремится играть хоть сколько-нибудь значимую роль на мировом рынке, будет строить АЭС на вну-треннем рынке по собственной ре-акторной технологии, даже если конкуренты способны предложить технологию дешевле. Эксперт даже с самой богатой фантазией не пред-ставит себе AP1000 во Франции или в России, а также ВВЭР в США (ис-
Однако проект оказался все рав-но несколько дороже, чем образцы в Южной Корее и Китае. При этом ни одного ВВЭР-ТОИ в России еще не построено, и весьма вероятно, что при фактическом воплощении пере-довой реактор Росатома еще подо-рожает (о том, какие факторы вно-сят наибольший вклад в удорожание проекта при строительстве АЭС вну-три страны, читайте ниже). Пони-мая это, а также учитывая дефицит инвестиционного ресурса, руковод-ство госкорпорации усложняет зада-чу: ВВЭР-ТОИ необходимо удешевить еще на 15 %, до $ 2,2 тыс. за 1 кВт. Наш опрос экспертов и строитель-ных подрядчиков показывает, что при всей амбициозности этой цели ресурс для снижения стоимости рос-сийских строек есть.

2 0 — А Т О М Н Ы Й Э К С П Е Р Т 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
УДЕЛЬНАЯ СТОИМОСТЬ МОЩНОСТИ НОВЫХ И СТРОЯЩИХСЯ СТАЦИОНАРНЫХ ЯДЕРНЫХ ЭНЕРГОБЛОКОВ*
Страна Площадка / блоки СтатусТип, серия или модель реак-тора / поставщик реакторн. технологии
Удельная стоимость мощности брутто, $ / кВт
Аргентина
АЭС «Атуча» / блок № 2 Предпусковая подготовка Тяжеловодный PHWR / KWU 5100
Площадка «Атуча» / блок CAREM Строится С водой под давлением / CAREM-25, CNEA-INVAP 16 200
Бразилия АЭС «Ангра» / блок №3 Строится С водой под давлением / KWU и Areva 5400
Белоруссия Белорусская АЭС / блоки №№ 1, 2 Строятся С водой под давлением, ВВЭР-1200 / Росатом
4090
Индия
АЭС «Какрапар» / блоки №№ 3, 4 Строятся Тяжеловодный PHWR, 700 МВт / NPCIL 1345
АЭС «Калпаккам» / блок №1 Строится На быстрых нейтронах, PFBR / BHAVINI 1860
АЭС «Куданкулам» / блоки №№ 1, 2
Блок № 1 – в эксплуата-ции; блок № 2 построен
С водой под давлением, ВВЭР-1000 / Росатом 3000
АЭС «Раджастан» / блоки №№ 7, 8 Строятся Тяжеловодный PHWR, 700 МВт / NPCIL 1440
Китай
АЭС «Ниндэ» / блоки №№ 1, 2, 3, 4Блоки №№ 1, 2 – в экс-плуатации; блоки №№ 3, 4 строятся
С водой под давлением, CPR-1000 / CGNPC 1930
АЭС «Саньмэнь» / блоки №№ 1, 2 Строятся С водой под давлением, AP1000 / Westinghouse 2560
АЭС «Тайшань» / блоки №№ 1, 2 Строятся С водой под давлением, EPR / Areva 2280
АЭС «Тяньвань» / блоки №№ 3, 4 Строятся С водой под давлением, ВВЭР-1000 / Росатом 1790
АЭС «Хайян» / блоки №№ 1, 2 Строятся С водой под давлением, AP1000 / Westinghouse 2010
АЭС «Хуньяньхэ» / блоки №№ 1, 2, 3, 4
Блоки №№ 1, 2 – в экс-плуатации; блоки №№ 3, 4 строятся
С водой под давлением, CPR-1000 / CGNPC 1820
АЭС «Фанченган» / блоки №№ 1, 2 В эксплуатации С водой под давлением, CPR-1000 / CGNPC 1925
АЭС «Фаньяшан» / блоки №№ 1, 2 Строятся С водой под давлением, CPR-1000 / CGNPC 1925
АЭС «Чанцзян» / блоки №№ 1, 2 Строятся С водой под давлением, CNP-600 / СNNC 2460
АЭС «Шидаовань» / блок № 1 СтроитсяВысокотемпературный га-зоохлаждаемый HTR-PM / INET-CNEC
3790

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 2 1
Т Е М А Н О М Е Р А
Страна Площадка / блоки СтатусТип, серия или модель реак-тора / поставщик реакторн. технологии
Удельная стоимость мощности брутто, $ / кВт
ОАЭ АЭС «Барака» / блоки №№ 1, 2 Строятся С водой под давлением, APR-1400 / KEPCO 3505
Пакистан АЭС «Чашма» / блоки №№ 3, 4 Строятся С водой под давлением, CNP-300 / СNNC 3485
Республика Корея
АЭС «Ханбит» / блоки №№ 5, 6 В эксплуатации С водой под давлением, OPR-1000 / KEPCO 1700
АЭС «Ханул» / блоки №№ 3, 4 В эксплуатации С водой под давлением, OPR-1000 / KEPCO 1930
АЭС «Шин-Кори» / блоки №№ 5, 6 Подготовка к строительству
С водой под давлением, APR-1400 / KEPCO 2510
АЭС «Шин-Ханул» / блоки №№ 1, 2 Строятся С водой под давлением, APR-1400, KEPCO 2310
Россия
Белоярская АЭС / блок №4 Построен На быстрых нейтронах, БН-800 / Росатом 4000
Ленинградская АЭС-2 / блоки №№ 1, 2 Строятся С водой под давлением, ВВЭР-1200 / Росатом 2560
Нововоронежская АЭС-2 / блоки №№ 1, 2
Строятся С водой под давлением, ВВЭР-1200 / Росатом 2715
Ростовская АЭС / блоки №№ 3, 4 Строятся С водой под давлением, ВВЭР-1000 / Росатом 2260
США
АЭС «Вогтль» / блоки №№ 3, 4 Строятся С водой под давлением, AP1000 / Westinghouse 5830
АЭС «В. С. Саммер» / блоки №№ 2, 3 Строятся С водой под давлением, AP1000 / Westinghouse 3830
Тайвань (Китай) АЭС «Ланьмень» / блоки №№ 1, 2 Строятся Кипящий, ABWR / GE 3000
Финляндия АЭС «Олкилуото» / блок № 3 Строится С водой под давлением, EPR / Areva 6830
Франция АЭС «Фламанвилль» / блок № 3 Строится С водой под давлением, EPR / Areva 6710
* Ряд данных включает процентные расходы (стоимость финансирования, инфляционные издержки), затраты на обеспечивающую инфраструктуру, стоимость первых загрузок топлива и т. п. Удельная стоимость мощности усреднена по блокам одной очереди.

2 2 — А Т О М Н Ы Й Э К С П Е Р Т 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
КОММЕНТАРИЙ ЭКСПЕРТА
СТАНИСЛАВ ЧУЙ, врио начальника ФГУП «Спец-стройконтракт при Спецстрое России»:
«В 2012 году в проектных ин-ститутах ОАО «Атомэнер-гопроект», ОАО «СПбАЭП», ОАО «НИАЭП» была прове-дена работа по выявлению причин, влияющих на откло-нение от директивных сро-ков сооружения АЭС. По дан-ным проведенного анализа, одной из основных причин срыва сроков сооружения яв-ляются проблемы с выбором оборудования.
В советское время государ-ственные стандарты подразу-мевали открытость и обяза-тельность, все предприятия, которые хотели произво-дить определенную продук-цию, осваивали изготовление изделия. А проектировщи-ки пользовались справочни-ками, в которых были указаны наименования оборудования и завод-изготовитель. С вве-дением в стране закона о тех-регулировании и переходом на рыночную модель эконо-мики в стандартизации про-изошли серьезные изменения. Все производители конку-рентно защищают свои новые
изделия, выпуская их по тех-ническим условиям (ТУ). То есть сегодня практически лю-бые ТУ принадлежат конкрет-ному производителю. Снача-ла при проектировании любой системы на стадии рабочей документации проектиров-щик собирает ее на основе ре-ально существующих изделий и материалов, используя кон-кретные сборники, каталоги продукции изготовителей, от-туда уже вытекает специфика-ция на количество и качество оборудования. А в сборни-ках на 90 % продукция вся вы-пускается по ТУ, собствен-ником которых и является изготовитель.
Однако на основании требо-ваний единого отраслевого стандарта закупок конкурент-ные процедуры должны про-водиться без четкого указа-ния на производителя. Уже в ходе подготовки тендера выясняется, что единственным владельцем определенных ТУ является, например, завод «Красный Октябрь». Тогда мы убираем из требований кон-курсной процедуры ссылку на ТУ и заменяем ее магической аббревиатурой ИТТ (исход-ные технические требования). И тем самым расширяем, как то и требуется, круг произво-дителей. Но по ИТТ на кон-курсе мы не можем проверить изделие на соответствие, про-верить производство на воз-можность его выпуска. По-лучается, что мы работаем вслепую.
В конечном счете выиграет не «Красный Октябрь», а, ска-жем, «Красный Сентябрь». Его изделие хорошее, оно бу-
дет работать, но посадочные гнезда, к примеру, не те, диа-метры чуть другие, шток чуть наклонен. Когда изделие при-езжает на станцию, все пони-мают, что оно не вставляется, «папа» с «мамой» не сходят-ся. Рабочая документация вся рассыпается – приходится за-ново переделывать. В такой ситуации у заказчика только два выхода: либо отправить некондиционную продукцию назад, расторгнуть договор и провести торги заново (без всякой гарантии более удач-ного варианта как по качеству, так и по срокам), либо внести поставленное оборудование в рабочую и проектную доку-ментацию. Поскольку первый вариант может повторяться вечно, почти всегда выбирает-ся второй, тоже затратный, но зато имеющий хоть какое-то прогнозируемое окончание. Так, тепломеханическая (глав-ная!) часть проекта строящей-ся АЭС переделывается на 90 – 98 % по 20 – 30 раз. Вот и получается, что все обору-дование четырех блоков, на-пример, Ростовской АЭС типо-вое, но не одинаковое. А это значит, что только запасных инструментов и приборов они должны иметь в четыре раза больше. И подобная ситуация типична для любого проекта по сооружению объектов ка-питального строительства.
Чтобы прекратить подоб-ную практику в принципе, не-обходимо на законодатель-ном уровне учесть различия в зонах ответственности из-готовителя и поставщика, а также закрепить проведе-ние торгов в два этапа. Сей-час на конкурсной процедуре
мы одновременно разыгры-ваем эксплуатационные и це-новые характеристики. Мы совмещаем понятия «постав-щик» и «изготовитель». Но в мировой практике «постав-щик» и «изготовитель» – да-леко не родственные понятия. Когда поставщик и произво-дитель в одном лице отвеча-ет за все – это неправильно. Поставщик отвечает за цену изделия, а изготовитель – за свои эксплуатационные ха-рактеристики. Думаю, надо разработать механизм, ко-гда изготовителя мы выби-раем на стадии проектирова-ния или даже на стадии РД. А когда уже выбран изготови-тель, конкурентная процеду-ра произведена, мы можем де-лать конкурс на поставщика. Задачи у поставщика такие: закупить уже зафиксирован-ное в проекте оборудование и привезти. У поставщиков главный инструмент – логи-стика. Они работают на ско-рость, рассчитывают транс-портные потоки, могут внести 100 %-ную предоплату заво-ду и тем самым снизить его нагрузки на кредиты и сде-лать дешевле изделия, могут и материалы свои привезти – там масса у них механизмов действия.
Принятие описанного подхо-да позволит сократить сроки проектирования и выдачи РД, повысить качество выпускае-мой проектной документации, сократить сроки и стоимость строительства, обеспечить изготовителю достаточное время на подготовку произ-водства, а также сократить эксплуатационные расходы самой станции».

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 2 3
Т Е М А Н О М Е Р А
ГЕННАДИЙ САХАРОВ, директор Отраслевого центра капитального строительства Росатома:
«Самый удачный механизм влияния на стоимость АЭС на всем жизненном цикле – это снижение капзатрат. На дан-ный момент это одна из глав-ных задач: создание новой системы управления стоимо-стью, развитие стоимостно-го инжиниринга, механизмов, которые позволяют достичь снижения стоимости на эта-пе реализации проекта в ста-дии сооружения. Перед нами поставлена целевая зада-ча снизить стоимость проек-тов на 30 %. Это та цель, к ко-торой мы будем стремиться. А в ближайшее время мы дол-жны сократить эту стоимость на 15 – 20 % – просто для того, чтобы оставаться в зоне конкурентоспособности.
Основные составляющие кап-затрат – это стоимость обо-рудования, строительно-монтажные работы (СМР), проектирование. Если взять для примера ВВЭР-ТОИ, то стоимость оборудования в этом современном проек-те достигает 50 %, проектиро-вание – порядка 5 %, прочие затраты и СМР – 40 %. По-
следняя статья – легкоуправ-ляемая, в нее входит зарплата людей, стоимость машин и ме-ханизмов, накладные расхо-ды, все это можно контроли-ровать. И мы управляем этими расходами, меняя зарплаты и регулируя стоимость ма-шин и механизмов в соответ-ствии с рынком. Но экономия на СМР в связи с тем, что ры-ночная составляющая – стои-мость материалов – не такая значительная, не дает боль-шого эффекта. Самый боль-шой эффект, конечно, дает за-купка оборудования. И в этой сфере сейчас есть много пред-ложений, мы закупаем обо-рудование комплектно, на несколько лет вперед. Но и здесь все несколько слож-нее, чем кажется. Нельзя так просто сказать: «Мы будем экономить на оборудовании и добьемся снижения». По-этому мы организуем рабо-ту так, чтобы достигать эко-номии по всем возможным направлениям, в том числе и по проектированию. В част-ности, мы приняли новую си-стему мотивации проектиров-щиков: мы снижаем стоимость услуг по проектированию, но позволяем им больше зара-ботать, если они добивают-ся снижения стоимости все-го проекта.
Если во всех компаниях, ко-торые вышли в бизнес и стре-мятся к повышению эффек-тивности, стоимость проектов снижается – и на примере теп-лоэлектростанций это вид-но, энергетики за два-три года добились снижения в два раза, – то в атомной отрасли наоборот: мы добились уве-личения стоимости проек-
тирования в три раза. И это недопустимо, в нашем по-нимании стоимость проек-тирования станции должна быть не более 3 %, а не как сегодня – 7 – 9 %.
Кроме того, мы предлагаем уйти от сегодняшней ситуа-ции, когда закупка оборудо-вания осуществляется уже по-сле проектирования. Из-за этого зачастую после покуп-ки оборудования приходится проект менять. Во всем мире делается так: выбор оборудо-вания и его закупка осущест-вляются на стадии подготовки проекта. Эту проблему пони-мают все, но почему-то ни-кто не проводит закупочные процедуры на стадии проек-тирования. Чтобы решить эту проблему, нужно создать си-стему управления проектами. Поэтому наша задача на этот год – доформировать мето-дологию, правильно в нее за-ложить механизмы, которые заставят закупать оборудова-ние на стадии проектирова-ния. Здесь проблема именно в отсутствии системы управ-ления всеми проектами, са-мого принципа проектного управления, который требу-ет расписать роли и этапы на всем жизненном цикле проек-та. Это большой вопрос, но он легко решается.
В чем еще проблема, из-за которой не совпадают фак-тические сроки реализации проекта с первоначальными и увеличивается стоимость? У нас строительные компа-нии не являются инжинирин-говыми, хоть и называются таковыми. У нас в атомной от-расли нет ни одного инжини-
рингового договора, у нас нет понятия «инжиниринг». Мы делали опрос по разным ком-паниям – не из любопытства, а чтобы посчитать стоимость проектов, – спрашивали, что такое инжиниринг, и получи-ли совершенно разные ответы. А инжиниринг – это создание конечного продукта. И те-перь мы пытаемся описать, ка-кие стандарты применяются в контракте, как распределя-ются роли всех участников».
СЕРГЕЙ КУЛЕШОВ, заместитель главного инже-нера по САПР Киевского на-учно-исследовательского и проектно-конструкторского института «Энергопроект»:
«Снизить стоимость строи-тельства атомных объектов можно за счет использования современных Multi-D-техноло-гий. В России в этом направ-лении работает НИАЭП и мо-сковский «Атомэнергопроект». В части проектирования Киев тоже пытается не отставать. Наличие комплексных 3D-мо-делей уменьшает риск возник-новения коллизий на монтаже, получение автоматически на-строенных отчетов сокращает сроки выпуска документации и исключает риски, связанные с человеческим фактором».

2 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Чтобы сократить капитальные расходы, оказывается, надо для начала просто навести порядок в системе управления проек-тами. Об этом, а также о том, какие контрактные стратегии существуют и что является оп-тимальным вариантом для Рос-атома при строительстве АЭС как в России, так и за рубежом, в интервью Екатерине Трипо-тень рассказывает советник гендиректора ОЦКС Росатома Владимир Малахов.
подход. Программный. Он, естествен-но, резко снизит цену. У нас его нет, к сожалению: мы каждую новую стан-цию рассматриваем как новый кон-тракт с поставщиком оборудования. И поставщик все накладные расходы, все издержки, всю свою неэффектив-ность вкладывает в каждый проект, и его цена, естественно, становится выше. Поэтому 30 – 40 % – это реально организационная несостоятельность.
– А еще какие факторы влияют?
– Например, фактор неожиданной кастомизации. Это когда появляется заказчик с особыми требованиями, и исполнители волей-неволей на-чинают эти требования превращать в новые проектные решения. Или, иными словами, перепроектировать станцию под требования заказчика. А если у нас есть опыт проектирова-ния референтной станции, то подо-гнать референтную станцию под тре-бования заказчика стоит дороже, чем просто создать заново. Это первая проблема.
Вторая проблема – это финансиро-вание. По крайней мере, если в Рос-сии гарантом финансирования всех строек является правительство, то за рубежом гарантом финансирования никто не является – и ни одно прави-тельство тоже, хоть и обещает, не яв-ляется. Поэтому любую стройку надо начинать с поиска резерва финанси-рования – с тем, чтобы она не оста-новилась из-за действий заказчиков. Остановленный проект по строитель-ству АЭС – гораздо более опасный объект, чем достроенная станция. И понятное дело, что самофинанси-рование – это опять проценты, опять деньги и опять отвлечение средств на различные потребности.
Третий фактор – это однозначно бю-рократия при согласовании наших инжиниринговых решений в органах надзора других стран. Если в стра-не существует институт атомно-го инжиниринга, если страна имеет компетентных специалистов, отра-ботанные документы, четко работа-ет надзор, то процесс может пройти
«ПОЙМИТЕ, ЧТО КОНКРЕТНО ВАМ НАДО»
– Какой фактор, по вашим оцен-кам, вносит наибольший вклад в фактическую стоимость строительства?
– По моей оценке и по оценкам различных экспертов, например McKinsey, наибольший вклад – от 20 до 30 % – в увеличение стоимо-сти строительства вносит неоргани-зованность процесса, неорганизо-ванность взаимодействия заказчика как с исполнителями, так и с постав-щиками оборудования. Почему это происходит? Потому что наши про-изводители атомного оборудова-ния, естественно, ориентированы на одного потребителя. Конечно, у ка-ких-то предприятий есть заказы из-вне, но все-таки критическая масса поставок идет в Росатом. Оборудова-ние у нас длительного производства. Естественно, что в таких условиях на-кладные расходы на долгосрочную программу производства будут гораз-до ниже, чем на единичное оборудо-вание. Поэтому в производстве обо-рудования надо делать программный

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 2 5
Т Е М А Н О М Е Р А
ся единым функциональным доку-ментом. Тем, как они работают, какие требования предъявляются к их ква-лификации, какие отношения и ка-кая система взаимодействия суще-ствуют у строителей как таковых, повышением квалификации, подго-товкой кадров и перемещением вну-три проектов – всем этим должна за-ниматься служба.
Третий момент – формирование вто-рого уровня документов. Однозначно должна быть единая политика в об-ласти управления проектами, лю-бой новый проект должен начинаться с прочтения этой политики. Полити-ка в отношении управления стоимо-стью, политика в отношении управ-ления поставками оборудования и всего остального – и так далее, дол-жен учитываться практически любой аспект. Проект не может начинать-ся без ведома департамента кап-строительства, как это сейчас, быва-ет, происходит в Росатоме. И уж тем более не могут появляться откуда ни возьмись затраты, о которых никто не знает.
Как только будет выстроена авто-матизация управления проектами, многие вопросы снимутся. Что ка-сается работы на еще более низком уровне, то, во-первых, должны быть сформированы стандартные кон-трактные модели под всевозможные ситуации – и для работы за рубежом, и для работы в России; финансиру-ется объект из бюджета или коммер-ческим потребителем; имеет ли объ-ект референтные аналоги либо нет. Следующий момент – это однознач-но система управления контрактами. Не должно быть контрактов, которые каждый сам по себе делает. Контракт должен быть единый, стандартный, шаблонный. Он, кстати, в Росатоме утвержден, но не выполняется, все время пишутся допсоглашения. Все соисполнители должны знать, что на
сайте компании есть контракт и этот контракт никем не отменяется, толь-ко решением директора Росатома. Все, другого быть не может.
Третье – это единая, естественно, для Росатома, система автоматиза-ции проектирования, которая позво-ляет не просто управлять проектами, но и формировать область знаний по уже построенным объектам. К со-жалению, у нас каждая новая строй-ка – как открытие Америки, то есть собираем отовсюду, считаем ресурс-ными или нересурсными базисно-индексными методами вероятную стоимость станции, вместо того что-бы просто в библиотеку сходить, по-смотреть, сколько мы уже тратили на такой же объект, провести какие-то аналогии, сделать индексы перехода из прошлых строек в будущую и мак-симально эту цену представить. Та-кого инструмента тоже нет.
Ну и, наконец, надо прекратить все-таки конкуренцию внутри проектных организаций, а сделать вместо это-го их специализацию. Скажем, дол-жна быть проектная организация, ко-торая хорошо умеет конструировать ядерный остров, организация, кото-рая умеет хорошо проектировать бу-дущие мощности, то есть генерацию, и организация, которая может про-ектировать рабочую документацию, уже максимально построенную по требованиям заказчика на его пло-щадке. То есть у нас в Росатоме дол-жен быть EPC-подрядчик, который с точки зрения инжиниринга делает рабочую документацию и подгонку зарубежного оборудования под наши стандарты, либо, наоборот, он дол-жен поставлять не основное, а второ-степенное оборудование и стройма-териалы, должен довести монтаж до конца. Все остальное делает заказчик уже по отдельным контрактам. Вот такая модель оптимальная, она впол-не может существовать.
довольно быстро. Но если всего этого там нет или институты атомного ин-жиниринга находятся в зачаточном состоянии, тогда комплексному по-ставщику нужно не только построить атомную станцию, но и обучить пра-вилам приемки этой станции буду-щего заказчика. То есть подготовить не только персонал, который будет эксплуатировать, но еще и персонал, который будет принимать и компе-тенция которого должна быть доста-точно высока. И при этом, что самое неприятное, персонал должен знать не только российские стандарты, но и международные. Получается, что уровень компетенции будущего за-казчика надо делать самому испол-нителю. Вот в этом и состоит проти-воречивость всей ситуации.
– А какие существуют рецепты для решения перечисленных проблем?
– Давайте я рецепты распишу свер-ху, со стратегических уровней, до низа. Прежде всего, надо принимать единую политику управления кап-строительством или капитальны-ми вложениями в Росатоме. Тот до-кумент, который есть сегодня, – это не больше чем декларация. А полити-ка должна быть как устав: четко опи-сывать, что мы можем делать, что не можем делать. И понятное дело, что все капвложения должны прохо-дить под эгидой этой политики, все заказчики внутри Росатома – а у нас практически каждое предприятие яв-ляется заказчиком – должны этой по-литике следовать.
Во-вторых, необходимо формирова-ние не просто дирекции по капиталь-ным вложениям, а целой сквозной службы капитального строительства. Под службой я подразумеваю сово-купность людей, структур, организа-ций и привлеченных экспертов, за-нятых только капстроительством. Это значит, что все люди руководствуют-
2 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
– Вы упомянули, в частности, что кастомизация – одна из проблем. А как избавляться от этой пробле-мы – через серийность?
– Да. Но надо понимать, какой эле-мент в проекте может быть серий-ным. Например, серийность ядерно-го острова может быть повышена до 90 %. Другой элемент – это тепловые контуры генерации мощности, выда-ча мощности, его серийность может достигать 50 %.
– А риски прерывания финансиро-вания как можно нивелировать?
– Без привязки к Росатому, с точки зрения управления проектами в це-лом: желательно всегда иметь два-три дополнительных источника фи-нансирования. Один из них, грубо говоря, «горячий», основной, дру-гой – «теплый», это источник, кото-рый может закрыть кассовые раз-рывы в случае каких-то остановок. Ну и «холодный резерв» – это про-сто договоренности с банками, кото-рые могут поддержать при тех или иных ситуациях вне зависимости от того, что произойдет. Это нормаль-ная практика.
Остановка строительства ядерно-го объекта – это просто кошмар. Во-первых, это удорожание проекта, дорогая консервация. Во-вторых, вы-вод персонала с площадки влечет по-терю его компетенций. В-третьих, закупленное оборудование просто лежит, иногда годами, и к тому мо-менту, когда стройка возобновляет-ся, выясняется, что оно уже устарело. Что делать? По сути дела, надо начи-нать заново. Поэтому резервирова-ние средств – я считаю, это ключевая стратегия, в том числе контрактная.
– Расскажите, пожалуйста, по-дробнее про контрактные стратегии.
– Начну с того, что контрактные стратегии реализации инвестици-онно-строительных проектов нужно выбирать в зависимости от класси-фикации заказчика, от его стремле-ния эксплуатировать или не эксплуа-тировать объект и так далее.
– ОЦКС Росатома планирует эти контрактные стратегии внедрить или перейти на них?
– Эту систему внедрить невозможно, ее можно только использовать как один из элементов. Все, например, знают, что такое устав или правила дорожного движения, все их изуча-ют, но не все их выполняют, но при этом ездят довольно хорошо. То есть это некий тренд, который надо учи-тывать при появлении нового про-екта. Проект появился, проанализи-ровали, какая контрактная стратегия для его реализации лучше, почему это она лучше, и приняли ее за осно-ву. После этого начинают работать остальные факторы – политические, финансовые, административные, ка-кие-то нормативы местной админи-страции, государства, подотчетные акты, новые международные тре-бования. И вся эта модель рано или поздно из теоретического прототипа превратится в какую-то фактическую структуру.
– Какие контрактные стратегии существуют?
– Например, Росатом реализует про-ект по строительству в РФ объекта генерации, который затем предпо-лагает и эксплуатировать. Понятно, что и отношение к такому контрак-ту будет совершенно привычным. Бу-дут детально просматриваться ком-петенции исполнителей, качество проекта, качество поставляемого оборудования и компетенции техни-ческого заказчика – Росатома. И ком-петенции технического заказчика
должны при этом быть максимально высоки, потому что ему же этот объ-ем и эксплуатировать. Подрядчик-то что – пришел, ушел и забыл. А заказ-чику-застройщику по закону отве-чать за результат эксплуатации про-мышленно опасного объекта.
Если же, например, Росатом строит объект за рубежом по заказу третьего лица, то в данной ситуации мы уже не продаем электроэнергию, мы про-даем услуги инжиниринга, и понят-ное дело, что отношение к управле-нию стоимостью будет отличаться.
Третья ситуация – совершенно дру-гая. Например, мы строим за гра-ницей, но при этом и финансируем проект. Мы должны выполнять все российские требования безопасно-сти, с другой стороны, должны учесть все требования местного атомно-го надзора и международных стан-дартов, а это катастрофически влия-ет на цену. Но при этом мы же будем получать доход от продажи элек-троэнергии. И механизм управле-ния контрактной моделью стано-вится совершенно другой. С одной стороны, мы должны экономить, по-тому что это наше финансирование, с другой стороны, мы должны полу-чать доход от продажи электроэнер-гии и, естественно, «ущемлять» на-ших исполнителей в стоимости их инжиниринга.
Получается, что одна и та же инжи-ниринговая компания в разных ча-стях мира должна одновременно строить проекты с минимизацией стоимости и максимизацией стоимо-сти. Конечно, ситуация довольно не-однозначная. И здесь ответ один – правильная контрактная модель эти конфликты должна сглаживать.
– То есть смысл в том, чтобы пе-ред началом реализации проек-та расставить все точки над i,

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 2 7
Т Е М А Н О М Е Р А
ком». И я говорю: «То есть вы хоти-те сказать, что, по сути дела, у нас нет в стране EPCM-подрядчика?» В дан-ный момент все обычно замолкают, потому что за рубежом действитель-но нет технического заказчика.
У нас с советских времен сохранилась парадигма, что технический заказ-чик – это такой агент заказчика, кото-рый как бы подрядчиком не является, это вообще просто такой же исполни-тель. Просто он заключает контракт на предоставление услуг управления, а не на строительство как таковое, вот в этом вся разница. То есть, по сути дела, все российские технические за-казчики являются и подрядчиками. Для западной философии управления это полный абсурд.
Вторая проблема – что EPC-подряд, когда инжиниринг, поставки и строи-тельство (engineering, procurement и construction) объединяются, в чи-стом виде в России вы не найдете во-обще. И мы сами себя обманываем в этом вопросе: если взять каждый из этих элементов и разложить по со-ставляющим, то обнаружится, что инжиниринг у нас есть, но это кон-цептуальный инжиниринг, то есть подготовка технико-экономическо-го обоснования проекта. И на Запа-де это обычно делает консалтинговая компания инвестиционного профиля. Потом у нас есть базовое технологи-ческое проектирование – это делают системные инженерные компании, различные проектные институты. У нас есть рабочее проектирование и выдача документации на площад-ке – это делают уже, скажем так, «по-луполевые» инжиниринговые компа-нии. И чаще всего даже поставщики оборудования это делают, и монтаж-ные организации это делают, и дела-ют компании, которые осуществля-ют комплексные мини-EPC-поставки. Спрашивается – о каком проектиро-вании в букве Е вы говорите?
выбрать модель и только потом строить?
– Да. Из этой модели выйдет и поли-тика управления стоимостью, и по-литика управления исполнителя-ми, и политика управления рисками, и политика работы с поставщиками.
– Какова история появления кон-трактных моделей?
– Когда я начинал работать в ком-пании «Стройтрансгаз» 15 лет назад, в России приступали к освоению EPC- и EPCM-контрактов, в то время только начинали получать распространение модели BOT, BTL, BOO-модели и так далее. И я все время задавался вопро-сом: а как же они должны объединять-ся между собой? Все-таки не может такого быть, чтобы такой набор кон-трактных моделей – их на сегодня-шний день около 30 – не объединял-ся какой-то базой. И эту базу я нашел, я ее назвал инвестиционно-строи-тельным процессом, все контракты к ней привязываются идеально. Сле-дующее, что я сделал, – привязал эти контракты к возможным договорам. И сегодня я могу с уверенностью ска-зать, что раньше не понимали значи-мость этих проектов.
Я приведу простой пример. Сего-дня идет тренд на активное внедре-ние EPC- и EPCM-контрактов в рос-сийскую экономику. А что такое EPCM-контракт? Коротко – это кон-тракт на управление поставками, проектированием и строительством. Я обычно задаю при этом один про-стой вопрос: «А что, в России кон-тракты никем не управляются? Никто не управляет проектировани-ем, строительством и поставка-ми?» И мне обычно все грамотные люди говорят: «Конечно, управля-ет». «А кто управляет?» – «Ну, или сам заказчик-застройщик, или техниче-ский заказчик, нанятый застройщи-
Теперь возьмем поставки (procure-ment). Есть закупки первой очереди, то есть поставка комплектации обо-рудования первой очереди: это обо-рудование, которое влияет на про-ектирование. До того как вы дали техническое задание на проект, у вас должен быть некий комплекс обору-дования, основного оборудования, то есть генераторы, турбины, техноло-гические установки, описания, кото-рые гарантируют получение продук-та. Потом на основании уже базового проекта идет вторая закупка, то есть поставка второстепенного обору-дования, конструкций широкой но-менклатуры: трубы, кабели, просто стройматериалы. И в конце мы рас-сматриваем закупки с точки зрения логистики.
Я вам честно скажу: в Росатоме боль-шинство EPC-контрактов, которые называются EPC-контрактами, та-ковыми не являются. Во-первых, проектирование чаще всего делает конкретный институт, прямо по кон-тракту с заказчиком, поставку ос-новного оборудования делает сам заказчик и, наконец, пусконалад-ку делает сам заказчик. А все осталь-ное объединяется в некий такой ква-зи EPC-контракт.
– Если так все запутано в атом-ной отрасли, то, может быть, пока не переходить на контрактные стратегии?
– Ни в коем случае! Контрактные стратегии как раз для того и нуж-ны, чтобы не замыкаться в каких-то шаблонных наименованиях, а четко сказать: в этом контракте будем по-ступать по инжиниринговым услугам так-то, с управляющей компанией по поставкам – так-то, с управляю-щей компанией по строительству – так-то. Условно говоря, мы заранее решаем, что строительство, техно-логии отдаем специализированному

2 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
подрядчику, общестрой делаем раз-личным субподрядом, пусконалад-ку поручаем отдельному подрядчику, который заключает договор с заказ-чиком и застройщиком напрямую.
Почему это надо? Да потому что риск нужно минимизировать, на атомной станции это очень важный аспект. Если вы EPC-подрядчику отдадите пусконаладку, то он, по идее, должен потом объект передать эксплуатаци-онному персоналу. Вы представляе-те, что произойдет? Подрядчик, ко-торый запустил станцию атомную без эксплуатационного персонала, – такого быть не может! Поэтому она и не работает, эта схема. Но эта схема может работать за рубежом, на дру-гих видах строительства.
Как только мы перестанем делать ка-кие-то шаблонные модели – EPC, EPCM, – а будем понимать цель каж-дой функции в контракте, мы сможем эти компетенции превращать в муль-тикомпетентные контракты. Муль-тикомпетенция предполагает, что мы берем из области закупок вот эту компетенцию, из строительства – вот эту компетенцию, из управления про-ектом – вот эту компетенцию и объ-единяем в контракт. Но это не обяза-тельно EPC, это может быть PCN, это может быть PCN-монтаж и так далее. И вот эта модель и представляет со-бой стратегию. И тогда все получит-ся. Кстати, в западных бизнес-школах и не говорят о какой-то конкретной модели. Они прежде всего говорят: «Поймите, что конкретно вам надо».
– То есть это как кубики складывать?
– Да, или как пазлы. Как только вы поняли, на какие составляющие про-ект можно разделить и какой аспект строительства для вас является более важным, вы поймете, что можно за-крывать конкретными контрактами,
а что можно объединять в комплекс-ные контракты. Причем этот ком-плексный контракт, например, мо-жет быть сквозным инжиниринговым контрактом. В идеале это должно вы-глядеть так. Вы нанимаете инжини-ринговую компанию, которая сначала делает концептуальный инжиниринг. Пока это только заключение о том, что так можно осуществить проект. После того как вы объявили тендер на ноу-хау, например, и комплекс-ное оборудование, у вас появляется уже что-то типа сердца этой будущей установки. Его можно производить и так, и эдак, и вот эдак.
После этого той же самой инжини-ринговой компанией заключается договор на поставку оборудования. Почему оно должно быть законтрак-товано? Потому что есть габаритные характеристики установки, которые уже могут быть учтены при проекти-ровании. Проектировщик не начнет работать, пока он не увидит обору-дования. Задача инжиниринговой компании – привязать технологиче-ский проект к нормам и стандартам, происходит некая адаптация. Это третий этап. После того как третий этап прошел, идет этап поставки, на-чинается строительство и, наконец, начинается монтаж оборудования. Здесь идет чистый шеф-монтаж, то есть сопровождение монтажа, про-верка всех подключений, испыта-ния на холодные, тестовые прого-ны и так далее, и так далее. Это уже четвертый этап комплексного ин-жинирингового контракта. Нако-нец, пуск в эксплуатацию – пятый этап. И шестой этап – это сопрово-ждение при гарантийном периоде в ходе эксплуатации уже работающе-го предприятия.
Получается такой вот комплексный инжиниринговый контракт: вроде бы он разорван по времени на всем жиз-ненном цикле, но при этом он оста-
ется единым. Почему он должен быть единым – да потому что тот, кто за-вершает проект, должен помнить, что было в начале. Люди, которые выби-рали технологию при старте, должны понимать, как эта технология будет работать на практике.
– Разве в России сейчас не так? Ведь какой-либо «Атомэнергопроект» как генподрядчик ведет проект от начала и до конца.
– Да. Но при этом называть это EPC-контрактом в чистом, классическом виде нельзя, потому что пускона-ладкой застройщик, то есть концерн «Росэнергоатом», занимается сам, причем с существующим эксплуата-ционным персоналом. Это означает, что заказчик уже сам несет расходы на будущую эксплуатацию, сам заку-пает необходимый оборотный фонд запчастей и расходных материалов. То есть подрядчик уже выпал из этой сферы.
Классический EPC-подряд – это lump sum turnkey, то есть контракт с фик-сированной ценой под ключ. По идее, «под ключ» – это значит, что за-казчик должен прийти на площад-ку в тот момент, когда уже работает атомная станция. Понятное дело, мы себе такого позволить не можем. Это-го не могут позволить себе практиче-ски 99 % серьезных, профессиональ-ных заказчиков атомной отрасли.
– В России сложилась уникальная структура отрасли: всего один за-казчик и три подрядчика – «Атом-энергопроекты». Насколько эф-фективно применять стратегии, которые были придуманы на За-паде или применены в более конку-рентных отраслях, в атомной ин-дустрии РФ?
– Этот вопрос нужно разделить на две части. Первая часть – это строи-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 2 9
Т Е М А Н О М Е Р А
– Я правильно поняла, что рабо-та по изменению этой парадигмы в Росатоме уже началась?
– Работа по изменению парадигмы состоит из нескольких этапов. Нужно сформулировать эту парадигму и до-нести ее до понимания руководства. И третий шаг – получить от руковод-ства распоряжение на превращение парадигмы в документы. Мы сейчас находимся на этапе донесения идеи до руководства.
– Есть какой-то прогноз по срокам?
– Если существующий сейчас энер-гичный порыв по внедрению этих из-менений сохранится, то, думаю, это вопрос ближайшего года, не боль-ше. Самое главное, что энергия изме-нений, запущенная директором по капитальным вложениям Росатома и Отраслевым центром капстроитель-ства, уже привела к серьезным сдви-гам. Важно, что это сдвиги не просто в самой работе, это серьезный пово-рот в понимании того, как это дол-жно работать, какими инструментами этот процесс должен регулировать-ся. Объяснить всем, что проектное управление – это не шутка, а рабочий механизм, гораздо более трудная за-дача, чем просто рассказывать, как правильно заливать бетон или кон-тролировать график строительства.
– А какой контракт выгоднее под-рядчику, EPC или EPCM?
– В целом чем более комплексный контракт, тем он дороже для заказ-чика – это главное. На Западе у EPC-контрактов средняя рентабельность составляет 20 – 25%, по EPCM-кон-трактам – 50%.
– Как вы считаете, для Росатома с имеющимися компетенциями ка-кая формула оптимальна?
тельство атомной станции для Рос-сии, а вторая часть – это строитель-ство атомной станции за рубежом. Если мы за рубежом строим атомные станции для себя, для собственной эксплуатации, по модели BOO, то это как бы почти как в России, толь-ко с учетом требований другой стра-ны (речь идет о проекте в Турции. – Прим. ред.). А вот если мы строим атомные станции под заказчика, то это немного другая сфера, и она тре-бует совершенно иных подходов.
В чем проблема? Проблема в том, что три атомных проектных институ-та, работающих на одного заказчика в лице государства, на Росатом, фор-мируют, если говорить экономиче-ским языком, монопсонный рынок. Монопсонный рынок – рынок одно-го заказчика. А рынок одного заказ-чика обычно заканчивается потерей компетенций, потому что идет борь-ба за снижение цены, которая, кстати, приветствуется. Но поскольку иногда это снижение цены больше заключа-ется в сокрытии каких-то важных ве-щей, компетенции все время теря-ются. Поэтому монопсонный рынок всегда стремится к монопольному, то есть желательно, чтобы был один за-казчик и один квалифицированный исполнитель. А вот проверка стоимо-сти его работ – это просто вторая за-дача. И ей надо заниматься все вре-мя, вот и все.
Что касается работы на внешнем рынке с третьими лицами, то про-ектный институт не может там вы-ступать в качестве EPC-подрядчика, у него просто не хватит объема само-финансирования для того, чтобы от-вечать по обязательствам. Должна быть структура корпораций, кото-рая занимается только зарубежными проектами и привлекает проектные институты в виде одного из соучаст-ников-партнеров. Тогда это будет бо-лее квалифицированный подход.
– Для России однозначно не надо за-ключать EPC-контрактов, можно сде-лать расширенный контракт генпод-ряда. Расширенный генподряд – это, к примеру, контракт концерна «Рос-энергоатом» с любым АЭПом, ко-торый подразумевает, естественно, как проектирование, так и управле-ние строительством. Без пускона-ладки называть это EPC-контрактом нельзя, а расширенным генподря-дом – можно, это тоже комплексный контракт.
Что касается контрактов за рубежом, здесь возможны два варианта. Если это контракты, которые финанси-руются за наш счет, то цель – мини-мизация затрат. Там контракт дол-жен быть, естественно, EPCM. При этом любая наша отраслевая ком-пания может выступать в качестве управляющей компании, которая заключает договоры с российски-ми соисполнителями – проектиров-щиком, строителем и поставщиком оборудования – и при этом привле-кает локальных экспертов в обла-сти местных требований. И нако-нец, контракты за рубежом, которые финансируются третьим лицом, то есть коммерческие, – это чистый EPC-контракт. Он может заключать-ся с любым нашим АЭПом, с полным проектированием, с полной постав-кой, практически под ключ, с фикси-рованной ценой.
– Вы сейчас защищаете свои пред-ложения перед руководством Рос-атома. Какие целевые цифры по оптимизации стоимости строи-тельства вы озвучиваете?
– Мы говорим о прогнозных цифрах. Организацией эффективного про-ектного управления в капитальном строительстве можно снизить срок сооружения АЭС с шести-семи лет до пяти-шести лет, а стоимость снизить, как я говорил, на 20 – 30 %.

3 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Разработанные педантичными японцами методы оптимизации производства и повышения эффективности, доведенные до совершенства и возведенные в ранг философии, были по до-стоинству оценены во многих странах и со временем широко распространились по всему миру. Как работает эта система, можно узнать на примере Рос-атома, который является одним из лидеров по применению технологий бережливого про-изводства в России. Впрочем, вопрос о том, насколько эффек-тивно внедрение ПСР, остается открытым.
РЕЛИГИЯ ИЛИ НАУКА?В той или иной мере этой темой за-нимались разные страны. В СССР была разработана система науч-ной организации труда (НОТ), кото-рую и по сей день эксперты считают хорошим образцом… Одним из со-временных первопроходцев в сфе-ре производственной эффективно-сти стал японский концерн Toyota, воспользовавшийся в том числе под-ходами НОТ и со временем превра-тивший науку бережливости в фи-лософию и придавший методам повышения эффективности привкус религиозных ритуалов. Что, впрочем, неудивительно. Ведь Япония за тыся-чу лет относительно изолированного существования на небольших вулка-нических островах создала уникаль-ную культуру, способную превратить в философию и довести до совершен-ства все что угодно – от дзен-буддиз-ма, ставшего вершиной эволюции учения индуса Будды Гаутамы, до ри-туальных самоубийств, совершаемых самураями по приказу своего госпо-дина. Не избежала этой участи и на-ука о бережливости.
В основе японской системы оптими-зации производственных процессов лежит метод хошин-канри (hoshin kanri). В этом словосочетании «хо-шин» означает «компас» или «поли-тика», а «канри» – «управление» или «контроль», а все вместе это перево-дится как «показывать направление» или «управлять политикой». Соб-ственно, оба этих варианта довольно точно передают суть метода, особен-но если понятие «политика» рассма-тривать в интерпретации Отто фон Бисмарка, определившего его как ис-кусство возможного. На практике хо-шин-канри – это стратегия снижения издержек и управление ее реализа-цией на всех уровнях, начиная от ге-нерального директора и заканчивая токарем. Суть метода состоит в том, чтобы создать условия, при кото-
Как сделать производство более эф-фективным? Казалось бы, что здесь сложного. Ответ на этот вопрос зна-ет даже студент-первокурсник эко-номического вуза. Повысить про-изводительность труда и сократить издержки производства. Но когда речь идет о компаниях, где количе-ство сотрудников исчисляется десят-ками тысяч, оборот – сотнями мил-лиардов, а продукция представляет собой сложнейшие механизмы, во-бравшие в себя все достижения на-учно-технического прогресса, задача перестает казаться такой уж про-стой. И здесь на помощь бережли-вому руководителю приходят мето-ды, разработанные в разных странах, отличных географически, культур-но и ментально, но объединенных решением одной задачи – повыше-ния эффективности производства. Пожалуй, самым распространенным в мире методом является бережливое производство.
рых персонал компании двигается в одном направлении, а цели и пла-ны компании согласуются с рабо-той, выполняемой всеми сотрудни-ками. Иначе говоря, в идеале, следуя xошин-канри, компания должна пре-вратиться в единый организм, где ра-бота каждого органа максимально рациональна и согласованна с дру-гими. При этом у всех сотрудников должно быть четкое представление о собственных задачах.
Для достижения этой цели исполь-зуется система «планируй – делай – проверяй – действуй», позволяющая связать в единое целое стратегию и контроль за ее реализацией на всех уровнях производства. Так, на эта-пе «планируй» ставятся цели и раз-рабатывается стратегия их достиже-ния. Следующий шаг, «делай», – это начало практической реализации разработанного плана. Этап «прове-ряй» включает в себя мониторинг ис-полнения и создание обратной связи, позволяющей корректировать перво-начальный замысел в соответствии с полученным практическим опытом. И наконец, «действуй» – это оконча-тельная реализация скорректирован-ного плана. Таким образом система хошин-канри обеспечивает взаимо-связь между всеми участниками про-цесса и позволяет отслеживать ис-полнение плана на каждом этапе его реализации. В США, а затем и в Евро-пе идеи и методы хошин-канри полу-чили распространение в виде систе-мы Lean production, или просто Lean, что в переводе с английского означа-ет «стройный», «рачительный». Адап-тированная под европейский склад мышления японская система изна-чально применялась в автомобиле-строении. Однако постепенно метод Lean получил широкое распростра-нение и сейчас успешно использует-ся в строительстве, оборонной про-мышленности, торговле, сфере услуг и других отраслях.
ФИЛОСОФИЯ БЕРЕЖЛИВОСТИТекст: Александр Южанин

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3 1
Т Е М А Н О М Е Р А
РАСПРОСТРАНЕНИЕ LEANВ мире Lean является самой популяр-ной методикой повышения произво-дительности труда. Например, в США более 2/3 компаний с успехом приме-няют эти методы. По словам Алексея Баранова, гендиректора компании «Оргпром», специализирующей-ся на обучении бережливым техно-логиям, одна из причин такого ши-рокого использования бережливых технологий – содействие государ-ства в их распространении. Государ-ство может оказывать значительное влияние и стимулировать повсемест-ное внедрение методов бережливого производства.
С 1988 года в США действует про-грамма, созданная под эгидой На-ционального института стандар-тов и технологий при Министерстве торговли США. Программа включа-ет не только Lean и бережливое про-изводство, тем не менее от 60 до 80 % деятельности, осуществляемой в ее рамках, – это внедрение бережли-вых технологий. Государство и част-ный бизнес взаимодействуют в рам-ках программы по следующей схеме. Практически в каждом штате есть несколько точек в разных городах с офисами, бюджеты которых форми-руются из трех частей. Как правило, они финансируются на паритетных началах из федерального бюджета, бюджета штата и за счет получате-ля консалтинговых услуг. В итоге для предприятия такие услуги обходят-ся в три раза дешевле. Характерно, что эта программа принята для пред-приятий малого и среднего бизнеса.
Другой пример. В 1991 году в аэро-космической отрасли США была со-здана отраслевая частно-государ-ственная ассоциация, в которую от правительства вошли департаменты Минобороны, представляющие авиа-цию и военно-морские силы. Ассо-циация осуществляет деятельность
так же, как и в предыдущем примере. Отличие – в отсутствии финансиро-вания из регионального бюджета, ос-новные средства поступают из феде-рального бюджета.
В Великобритании также существу-ет созданное под эгидой Министер-ства промышленности партнерство по поддержке внедрения lean-ме-тодов с участием бюджетного фи-нансирования. Эта структура ранее специализировалась на развитии по-ставщиков автокомпонентов, так как пришедшие в Великобританию Mazda, Toyota и другие компании не были удовлетворены качеством местных производителей. В настоя-щее время 90 % деятельности этой ас-социации направлено на поддержку lean-программ.
Подобные системы есть и в разви-вающихся странах, например в Ин-дии. В Казахстане такая программа действует с 2009 года. В этой стране, по словам А. Баранова, на начальном этапе реализации программы было сделано много ошибок, которые, од-нако, были учтены, и действующий на сегодняшний день механизм чет-ко привязывает оплату из бюдже-та к полученным результатам. Боль-шинство примеров lean-технологий очень похожи, как и результаты их внедрения. «Это всегда повышение производительности труда, экономи-ческий эффект, улучшение качества продукции», – резюмирует эксперт.
РОССИЙСКИЙ СРЕЗРоссийская культура (по крайней мере до 1917 года) служила благодат-ной почвой для развития философии, однако, в отличие от Японии, в Рос-сии существовало довольно четкое разделение между инженерной и фи-лософской мыслью. Данная особен-ность сохранилась и до наших дней. Складывается ощущение, что идеи Lean в современных российских про-
мышленных компаниях нашли выра-жение скорее в исключительно прак-тическом, утилитарном применении.
Алгоритм использования Lean, вне зависимости от отрасли, более-ме-нее идентичен и представляет со-бой цепочку последовательных дей-ствий. Сначала проводится анализ возможностей для снижения потерь, а также повышения эффективности и устанавливаются стандарты, кото-рым должно соответствовать произ-водство. Затем выбирается локаль-ный участок, стройплощадка или цех, где на практике отрабатывают-ся конкретные методы оптимиза-ции для достижения требуемых по-казателей эффективности. После этого технические решения и требо-вания закрепляются в отраслевых ре-гламентах, а опыт эталонного участ-ка тиражируется на все аналогичные производства.
Однако в целом по России мето-ды Lean не имеют широкого распро-странения. Ряд российских компа-ний, таких как Росатом, РЖД, КАМАЗ, «Иркут», добились значительных ре-зультатов при внедрении бережли-вого производства, однако в масшта-бах страны это больше исключение, чем правило. По словам А. Барано-ва, менее 10 % отечественных компа-ний применяют в своей ежедневной работе принципы метода Lean. А со-всем недавно порядка 80 % топ-мене-джеров и не знали об этих методах. В результате Россия отстает от разви-тых стран в пять-шесть раз в приме-нении методик бережливых преобра-зований. И примерно на столько же в российском обрабатывающем сек-торе ниже производительность труда.
Тем не менее ситуация постепенно меняется. Сейчас число руководите-лей, не знающих о методах Lean, со-кратилось и составляет чуть менее половины. «За 10 лет мы вышли на

3 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
планку от нуля до 10 %, и сейчас по-рядка 10 % отечественных компаний уже применяют эту систему на раз-ных стадиях, кто-то только начал, кто-то уже добился успехов. Но этот показатель все равно далек от разви-тых стран», – сетует А. Баранов.
РОСАТОМ И ЕГО ПРОИЗВОДСТВЕННАЯ СИСТЕМАОдним из активистов в применении методов оптимизации производства в России стал Росатом, создавший на основе методов Lean Производствен-ную систему Росатома (ПСР) и по-следовательно внедряющий ее на своих предприятиях. Например, мо-сковский «Атомэнергопроект» на-чал внедрение ПСР в 2008 году и реа-лизовал за пять лет 168 проектов. По словам замдиректора компании по инжинирингу Дмитрия Шепеле-ва, все проекты были довольно слож-ные. Для иллюстрации он привел примеры внедрения ПСР на строй-площадках. Так, если на заводе ра-бочие места стационарны и про-дукт движется по рабочим местам, то на стройке все ровно наоборот. Сам продукт статичен, а рабочие ме-ста находятся в непрерывном дви-жении. Это существенное отличие, и в этом же заключается основная сложность реализации ПСР на строй-площадке. Кроме того, дополнитель-ные сложности создает постоянная смена персонала. Бетонщиков сменя-ют монтажники, на смену монтажни-кам приходят маляры, и этот процесс продолжается вплоть до окончатель-ной сдачи объекта. «Но тем задача становится и интереснее для тех, кто занимается реализацией бережливо-го производства на стройке», – отме-чает замдиректора.
Следующий пример – реализация проекта по сокращению сроков свар-ки трубопроводов при строитель-стве четвертого энергоблока Кали-нинской АЭС. За базовые значения
были взяты сроки проведения анало-гичных работ на Ростовской АЭС, где все было выполнено за 255 дней. За-дача – сварить стыки четырех тру-бопроводов. «Задумались, за счет чего можно сократить сроки работ. Было два предложения. Одно тео-ретически сокращало сроки работ до 210 дней и заключалось в свар-ке трех-четырех стыков одновремен-но. Другое сокращало процесс до 182 дней, что достигалось путем выноса из зоны монтажа и укрупнения бло-ков в зоне подготовки», – рассказы-вает Д. Шепелев. Был выбран вто-рой вариант. В ходе его реализации поступило 29 рацпредложений, ко-торые в итоге позволили сократить сроки проведения работ всего до 127 дней. Причем такой результат был достигнут при полном сохранении требуемого качества работ, а каждый стык проходил трехступенчатую си-стему контроля.
Другой пример внедрения мето-дов ПСР – сокращение сроков мон-тажа защитной системы преднапря-жения защитной оболочки. Подобная работа на Ростовской АЭС была вы-полнена за 333 дня, на Калининской станции после проведения оптими-зации – уже за 143 дня. А при соору-жении следующего блока Ростовской станции с учетом полученного опыта и новых рацпредложений удалось до-биться сокращения сроков работ еще на 12 дней. В результате время, необ-ходимое на данную операцию, сокра-тилось в 2,5 раза, вся работа была за-вершена за 131 день.
Еще один пример – сооружение гра-дирни на Нововоронежской АЭС. Это долговременное сооружение, про-ектный срок службы конструкции со-ставляет 100 лет. Благодаря опти-мизации были внесены изменения в технологию строительства, сокра-тившие продолжительность монта-жа колонн нижнего опорного кольца.
В частности, было принято решение монтировать на заводе в колонны за-кладные детали, чтобы при монтаже оставалось закрепить только гайки. В результате сроки работ были сокра-щены в четыре раза – с 45 до 11 дней.
Работы по оптимизации необхо-димо провести и в проектном бло-ке компании. После анализа причин задержек документации был сде-лан простой вывод: нужно проводить конкурсы на стадии проектирова-ния, что позволит сразу заклады-вать в проект конкретное обору-дование. Но для этого необходимо изменить отраслевые регламенты. «Мы озвучили эту проблему в СРО атомной отрасли, у которой есть пол-номочия по изменению регламента, и они нас поддержали. Соответствен-но, они заключили с нами договор, и мы отраслевые регламенты пере-делываем. После того как регламент будет рассмотрен и одобрен все-ми участниками процесса, мы смо-жем его утвердить в СРО, а затем вве-сти его приказом по отрасли, как это обычно и делается», – резюмировал Д. Шепелев.
«ЗиО-Подольск» в рамках ПСР провел комплексную оптимизацию произ-водства парогенераторов. На начало реализации проекта завод произ-водил шесть парогенераторов в год, а после внедрения технологии и под-ходов ПСР производительность вы-росла до восьми. На сегодняшний день выпускают девять, а в пер-спективе планируется производ-ство 12 парогенераторов в год. И это не предел, цель – увеличить выпуск до 14 парогенераторов ежегодно. Чтобы процесс внедрения ПСР про-ходил успешно, в него должны быть вовлечены все сотрудники. «Мы за-нимаемся обучением как топ-ме-неджмента, так и рядовых сотрудни-ков, вплоть до площадки: до рабочих, бригадиров, линейного персонала.

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3 3
Т Е М А Н О М Е Р А
При повышении квалификации со-трудники получают знания еще и по ПСР», – рассказывает замдиректора. «Довести до сознания каждого, что-бы ПСР стала образом жизни, – это наша глобальная цель», – подчеркнул Д. Шепелев.
Ковровский механический за-вод перешел в структуру Росатома в 2006 году. По словам гендиректо-ра КМЗ Юрия Мамина, сравнитель-ный анализ существующего положе-ния газоцентрифужного комплекса с практикой компаний – мировых лидеров показал отставание рос-сийского производства по ряду клю-чевых моментов, таких как себе-стоимость, степень автоматизации и механизации, загрузка оборудова-ния, издержки производства. Были поставлены задачи по увеличению производственной программы в два раза с теми же ресурсами – по освое-нию производства новой центрифуги в течение года (раньше этот процесс занимал более трех лет), по миними-зации затрат на ее изготовление.
Основными проблемами, пре-пятствовавшими реализации по-ставленных задач, на старте ста-ло многократное резервирование, численность персонала завода бо-лее 4,5 тыс. человек, избыточная площадь, низкая производитель-ность труда, необходимость сокра-щения непроизводственной деятель-ности. Была составлена дорожная карта внедрения ПСР, согласно кото-рой в 2010 году осуществлялось об-учение философии бережливого про-изводства, в 2011 году был создан эталонный участок, в 2012 году осу-ществлена комплексная организация производства, в 2013 году завершено проектное управление. В 2014 году Ковровский механический завод уже должен работать по новым принци-пам, опираясь на применение полу-ченного опыта.
Был проведен анализ эффективно-сти производственных процессов, выявлены проблемы, полученный опыт закреплен в виде стандар-тов, затем проведено обучение этим стандартам и разработаны регла-менты, которые теперь тиражиру-ются на все аналогичные производ-ственные процессы, рассказывает Ю. Мамин. Все проблемы возника-ют там, где создается продукт. Эти слабые места выявляет производ-ственный анализ. Среди основных выявленных проблем оказались та-кие, как низкая полезная нагруз-ка персонала, лишние перемеще-ния сотрудников, избыточный объем оборудования, не задействованно-го в производстве, отсутствие си-стемы оперативного выявления проблем, вопросы, связанные с ка-чеством. Была собрана статистика и поставлена цель – снижение бра-ка. После этого рабочая группа при-ступила к формированию плана. Проводился хронометраж, позво-ляющий выявить отклонения, выяв-ленные проблемы решались по воз-можности тут же. «Если не решить проблему сейчас, она просто замы-ливается, и дальше, как снежный ком, накатываются следующие про-блемы», – констатирует гендиректор. Проблемы, требующие конструктор-ского или технологического вмеша-тельства, брались на контроль, по ним составлялся план мероприятий со сроками, назначались персональ-но ответственные за его исполнение. Таким образом КМЗ перешел к целе-вому состоянию на производствен-ной площадке. В процессе улучше-ния приходят и новые решения по оптимизации и повышению эффек-тивности производственных про-цессов. Так, было принято решение по объединению нескольких ячеек по производству деталей в одну. Это дало возможность повышать загруз-ку операторов и добиваться даль-нейшего снижения себестоимости.
КМЗ удалось наладить организацию всех обеспечивающих процессов, по-ставки материалов, заготовок, обес-печение инструментом, сервисное обслуживание. В итоге время произ-водства изделия (центрифуги) было сокращено на 55 %, с 1,124 тыс. часов до 502 часов, незавершенное произ-водство снижено на 51 %, с 192 млн рублей до 99 млн рублей. «Благода-ря внедрению методов ПСР влия-ем на площадь, состав оборудования, производительность, что в конечном итоге дает возможность снижать се-бестоимость продукции», – говорит Ю. Мамин.
К слову, именно «ЗиО-Подольск» и КМЗ являются одними из пионеров Росатома, продвинувшимися даль-ше остальных в усовершенствова-нии ПСР путем перехода на так назы-ваемое тянущее производство. Суть этой системы, объединяющей сра-зу несколько элементов ПСР, в орга-низации непрерывного производства с постоянно работающим оборудова-нием. Но переход на тянущую систе-му не самоцель. Важно то, что ее вне-дрение провоцирует возникновение разных проблем: появляется брак, происходят остановы производ-ственных линий. И тут главное – бы-стро решать возникающие сложно-сти, в результате этого и вырастет эффективность, утверждают идеоло-ги системы.
Однако в бочке меда под названи-ем ПСР есть одна ложка дегтя. Несмо-тря на наличие разнородных цифр по отдельным предприятиям, Росатом, в отличие, например, от генерирую-щих компаний «Мосэнерго» или ТГК-1, данные об экономии, кото-рой удалось достичь после перехода на бережливое производство, не рас-крывает. А значит, оценить, стоило ли переходить на ПСР и какова ее ре-альная эффективность, пока доста-точно сложно.

3 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
ты и отлаженности производствен-ной системы как общей для всех системы.
Татарстан вообще выделяется в Рос-сии в целом тем, что очень систем-но и комплексно как минимум по-следние 5 лет внедряет бережливое производство практически на всех предприятиях республики. Премь-ер-министр республики привел такие данные: 163 предприятия внедряют бережливое производство. К сожале-нию, ни в одном другом регионе на-шей страны не сложилось такого глу-бокого понимания важности этой тематики.
Начали в КАМАЗе чуть раньше, чем мы в Росатоме, – в 2006 году. Через год получили первые результаты, а в 2008 году создали четыре эталон-ных участка. Спустя еще год случил-ся, по сути, подарок – германский концерн Daimler купил пакет ак-
ций КАМАЗа, и началась интеграция производственных систем этих двух компаний. Сотни людей прошли об-учение в Германии, после чего стар-товало объединение российской и за-падногерманской систем, последняя впитала в себя опыт европейской, американской и японской бережли-вой культур. Помогала КАМАЗу бри-танская компания Lean Coaching, где работают 30 бывших сотрудников Toyota. Так что переход на бережли-вые технологии пошел одновремен-но и снизу вверх – по-восточному, как учат японцы, то есть через во-влечение людей от бригады, рабо-ту с операторами, стандартизацию рабочих мест; и сверху вниз – через развертывание бережливого управ-ления от генерального директора, его заместителей, через весь централь-ный аппарат. Эти два условных по-тока встретились в 2011 – 2012 годах, что и обеспечило сразу серьезный эффект.
«ЭТОТ ПРОЦЕСС МЕНЯЕТ СОЗНАНИЕ»
– Каково положение Росатома сре-ди компаний, внедряющих береж-ливые технологии? Есть ли компа-нии, на которые Росатом может равняться, или госкорпорация сама служит примером для подражания?
– Понятно, что мы равняемся на луч-ших: TPS Toyota – это признание, но-мер один в мире. Много интересного мы видим в производственной систе-ме Boeing, у западногерманских кол-лег по производству топлива и ком-плектующих, у Siemens и так далее.
В России те компании, которые нача-ли внедрять производственную си-стему пять-десять лет назад, движут-ся примерно в одном направлении, но с разными скоростями. По мо-ему мнению, их нельзя сравнивать с точки зрения амбиций, это все рав-но ничего не даст. Однако, побывав на КАМАЗе, я убедился, что сегодня это номер один с точки зрения рабо-
Как догнать и перегнать КАМАЗ по эффективности организа-ции производства? Для начала необходимо большее вовле-чение в процесс топ-менедж-мента центральных аппаратов как самой госкорпорации, так и ее дивизионов, считает директор по развитию Произ-водственной системы Росатома Сергей Обозов. В интервью Александру Южанину он также рассказывает об особенностях оптимизации деятельности научно-технического ком-плекса и планах по улучшению управления строительством.

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3 5
Т Е М А Н О М Е Р А
зобравшись. И лучше брать пробле-му на два-три уровня ниже, чтобы разглядеть поле деятельности сво-их подчиненных, увидеть их сни-зу вверх.
– То есть каждый менеджер в идеа-ле должен брать какой-то проект и его курировать?
– Точно. Я убежден, что если чело-век сам, лично, не сделал чего-то своими руками, не совершил побе-ду, прежде всего – над собой, не из-менил свое сознание, то он не смо-жет почувствовать и вкус к работе. На площадке иногда приходится ломать сознание, потому что там доволь-но жесткие условия, как в реальном бою. Но в условиях офисной работы можно действовать постепенно, в та-ком штабном режиме работы. Взять «больной процесс», не торопясь все просчитать, и затем спокойно реа-лизовывать. В процессе работы у че-ловека неизбежно возникнет необ-ходимость почитать литературу на эту тему, съездить на завод, посмо-треть, как это делают другие, и в ито-ге у него начнет просыпаться вкус к работе по упорядочиванию, совер-шенствованию и стандартизации процессов.
Но главное, что очень важно для ру-ководителей, этот процесс будет ме-нять их сознание. Человек стано-вится другим, более сильным, более устойчивым, и эти качества начина-ют помогать ему не только в работе, но и в жизни. Ему захочется навести порядок у себя дома, в гараже, в саду, оптимизировать какие-то свои лич-ные, бытовые дела. И примеры мо-гут быть самые неожиданные. Вот случай из моей жизни. Я начал заме-чать, что опаздываю и сажусь в ма-шину на 15 – 20 минут позже плана. Просто за одно утро провел экспресс-стандартизированную работу и сра-зу увидел свои потери. В результате
я достаточно легко нашел двадцать минут, и сейчас спокойно сажусь в машину вовремя, и у меня еще 5 – 10 минут остается в запасе.
– А что еще нужно сделать, чтобы Росатом стал лидером в сфере при-менения бережливых технологий, помимо вовлечения в этот процесс топ-менеджмента? Какие еще вы видите задачи и возможности для совершенствования?
– Надо оживить стратегию. От ви-дения высшего руководства, через ценности – к каждодневной работе в цехах. В Toyota и наших западных компаниях это называют «хосин кан-ри» – развертывание политики.
Возьмем, например, тот же КАМАЗ. Это 12 заводов, семь из которых на-ходятся на одной площадке в Набе-режных Челнах, а пять разбросаны по России и производят другую продук-цию: автобусы, прицепы, бетоносме-сители, – и это 41 тыс. человек персо-нала. И на всех заводах введен один стандарт, состоящий из пяти стра-тегических направлений: безопас-ность, качество, производственный контроль, затраты и корпоративная культура. И соответствующие стен-ды находятся на всех участках, в каж-дом цеху. Например, в каждом цеху есть стенд, где любой рабочий может ознакомиться с конкретными пара-метрами по этим пяти направлени-ям. Все системно и все декомпози-руется до каждого участка. Вот этим подходам научила их производствен-ная система Daimler.
У нас нет такой визуализации, сводя-щей воедино стратегию отрасли, ди-визиона до целей завода и участка и делающей их понятными любому сотруднику. Когда стратегия визуа-лизирована, декомпозируема в кон-кретные цели, тогда работник по-на-стоящему начинает чувствовать себя
Мы пока серьезно занимались вне-дрением ПСР «снизу вверх». Но дол-жен честно сказать, что сегодня у нас персонал еще не так сильно вовле-чен в эту работу, как у КАМАЗа. Вот только две цифры: у них ежегод-но поступает 200 тыс. предложе-ний по улучшению производствен-ных процессов, а у нас пока только 40 тыс. У них при этом еще 1853 лич-ных проекта руководства. И первый заместитель гендиректора по опера-ционной деятельности два раза в не-делю проводит совещания по произ-водственной системе, одно – в офисе, а второе – на площадке. Такую же ло-гику вовлечения – сверху вниз – ис-пользует и «Северсталь». Начиная со второго полугодия 2013 года они погрузили в проекты 50 топ-мене-джеров (аналог нашим топ-30), а се-годня внедрением бережливых си-стем занимаются уже 300 ведущих топ-менеджеров, реализующих более 400 проектов.
– Получается, Росатому для того чтобы стать первым, нуж-но вовлекать высшее руководство, топ-менеджеров?
– Да, не секрет, что в реализацию ПСР пока недостаточно вовлечены центральные аппараты дивизионов, находящиеся в Москве, и самой гос-корпорации. Мы работаем напрямую с представителями предприятий, а «московская бюрократия» зачастую продолжает жить своей жизнью.
Все руководители до уровня началь-ника отдела должны быть вовлечены в эту работу. Это не значит, что они будут брошены один на один с опти-мизацией процессов, им есть кому помочь, среди них уже много об-ученных людей. Нет спешки и в реа-лизации проектов – их не надо де-лать, скажем, за три месяца. Можно взять проект на целый год и сделать его спокойно, не спеша, во всем ра-

3 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
частью общей цели, элементом боль-шой системы. Когда все понимают, что они делают, что все связаны друг с другом, все, от генерального дирек-тора до оператора, вот тогда и возни-кает система.
– А как сделать это, например, на стройке? Что делается для того, чтобы там усовершенствовать си-стему планирования?
– На стройке – тяжелее. Вот недав-но мы с первым заместителем ген-директора Росатома были на строя-щейся Нововоронежской станции. Основная проблема на стройке свя-зана с несовершенством системы планирования. Важно, чтобы каж-дый понимал, насколько он встро-ен в этот процесс, отстает ли от гра-фика или опережает, и если отстает, то насколько, и что конкретно нуж-но сделать, чтобы это отставание наверстать. Однако этого нет. Или генеральный подрядчик дает про-изводственное задание бригаде по монтажу трубопроводов, а оказы-вается, что часть из них не прошла входной контроль, или вообще их по-ставка не была осуществлена. Мы по-стоянно видим на стройке незавер-шенные работы, временные схемы, потому что строители переходят на другие объекты, не закончив преж-ние, к которым потом опять будут возвращаться – и это носит массовый характер.
В западной практике бережливо-го строительства есть принцип по-следнего планировщика. Это самый низовой и самый важный уровень планирования на уровне бригады и участка. Именно на нем должен со-здаваться запас фронтов работ: «дол-жно быть сделано – должно подтвер-диться – можно сделать».
Сейчас мы договорились реализо-вать пилотный проект «Образцо-
во-показательное производственное планирование и контроль» в компа-нии, выполняющей работы на чет-вертом блоке Ростовской АЭС. И вто-рой такой же пилотный проект будет реализован на Нововоронежской АЭС. Надо сделать хотя бы два хо-роших образца, чтобы потом тира-жировать полученный опыт на дру-гие стройплощадки. Я думаю, что до конца года оба этих проекта будут реализованы.
Контроль и взаимодействие с под-рядными организациями должны быть одной из первоочередных задач перед инжиниринговым дивизионом Росатома. Большая проблема в том, что мы обучаем людей, а потом они увольняются, или новому руковод-ству подрядчиков наши подходы ста-новятся чужды, что называется «не в коня корм». Приходится начинать работу сначала, с новыми людьми, организациями.
– А если взять зарубежные строй-ки, возможно ли там применять эту систему? Тот же самый пи-лотный проект на Ростовской АЭС – его можно тиражировать на проекты по строительству АЭС в других странах?
– Несомненно. Но сначала нам надо достичь тех параметров, которые за-ложены в проект ВВЭР-ТОИ, что-бы мы могли строить не за 75 ме-сяцев, как сейчас, а за 48 месяцев. Самая главная, базовая сложность реализации методов ПСР на стройке в том, что по сравнению с производ-ством там все происходит с точно-стью до наоборот. Так, на производ-стве есть линия, поток, который мы выстраиваем, продукт в нем движет-ся, а человек статичен и находит-ся на рабочем месте. Мы смотрим на эргономику, обеспечиваем своевре-менное поступление комплектую-щих. Наша цель – оптимизация тру-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3 7
Т Е М А Н О М Е Р А
с работы. Вот, реальная жизнь, рядом с нами – «Боинг-Россия».
Мы начали хорошие пилотные про-екты в этой области на «Гидропрес-се», в нижегородском и московском «Атомэнергопроектах».
– Вы уже подсчитывали, как вне-дрение бережливых технологий ска-зывается на финансовых результа-тах Росатома?
– Смотрите. Понятно, что сразу оце-нить результаты в финансовом вы-ражении весьма соблазнительно. Тем не менее, согласно японской мето-дологии, когда речь идет о произ-водстве, ставить цели и оценивать итоги необходимо в физических па-раметрах. Так людям на площад-ке понятно, что именно нужно де-лать. Например, в концерне Toshiba, где мы недавно были, сократили вре-мя изготовления турбины в 1,5 раза, и как следствие, посчитали, насколь-ко снизилась себестоимость этого агрегата.
Но если бы изначальной целью ста-вилось снижение себестоимости, лю-дям на площадке было бы непонят-но, что по физике конкретно надо делать. Поэтому необходимо бо-роться за сокращение времени про-текания производственного про-цесса, уменьшая запасы в потоке, уменьшая потери, выравнивая по-ток, уменьшая брак, проводить ба-лансировку загрузки операторов, стимулировать их, подавать предло-жения по улучшениям – иными сло-вами, делать то, что можно измерить в физических параметрах. И уже как следствие будут улучшаться эконо-мические показатели, снижаться за-траты и себестоимость, и соответ-ственно – повышаться прибыль. Но если для рабочего поставить целью рост прибыли или снижение себе-стоимости, он просто растеряется.
да и рабочего места. А на стройке все наоборот: продукт стоит, а человек движется постоянно. Причем из-за плохого планирования движется хао-тично. И в этом смысле возможности оптимизации процесса или выстраи-вания потоков на стройке на порядок сложнее, чем на заводе.
– В чем заключается специ-фика применения бережли-вых систем в проектировании и конструировании?
– В этой связи очень интересен опыт конструкторского бюро «Боинг-Рос-сия». Я дважды возил туда руководи-телей наших проектных компаний, и они могли убедиться, как мож-но организовать производственный контроль при проектировании на уровне современных мировых стан-дартов. Например, девушка, испол-няющая заказ по проектированию самолета, четко знает сроки отведен-ные на эту работу. И когда я задаю вопрос на второй или на третьей не-деле движения этого проекта, отста-ет работа от графика или опережает, девушка включает соответствующую программу и видит, на сколько про-центов у нее должна была быть го-товность по плану и на сколько – по факту. Причем это делается даже то-гда, когда проектируется новый про-дукт. Я заинтересовался, как можно отнормировать процесс производ-ства нового продукта. Мне ответили, что, по большому счету, любая новая работа состоит из отдельных элемен-тов, которые уже делали раньше. На-чальник отдела обязан держать эти элементы в голове и любую, даже но-вую работу по проектированию он моделирует с большой точностью. Я спросил, с какими требования-ми по точности попадания делают-ся новые проекты. Оказалось, что если у руководителя проекта откло-нение составит 10 % и это повторит-ся трижды, то он может быть уволен
– Готовятся ли какие-то отчет-ные цифры для вас, чтобы вы как руководитель могли видеть эффект от этой работы именно в цифрах, в рублях?
– Нет. Логично, когда генерально-му директору, например, – не мне, кстати, как руководителю производ-ственной системы, а генеральному директору завода – спускается план по снижению себестоимости про-дукции. Директор завода подключа-ет производственную систему. При этом задача делится на две части – мы ищем резервы на производствен-ной площадке, а директор смотрит, как можно добиться сокращения за-трат непосредственно в производ-ственном процессе. Например, улуч-шить энергоэффективность, снизить накладные расходы, обеспечить ка-чественный инструментарий и так далее.
Мы сделали такое аналитическое ис-следование. На площадке через фи-зику можно управлять до порядка 70 – 75 % себестоимости продукции, а оставшиеся 25 – 30 % надо искать вне площадки.
Однажды мы были на нашем заво-де с консультантами, они увидели плакат: «Надо увеличить произво-дительность труда на 27 %». Уди-вились: «Вам, русским, наверное, это о чем-то говорит». Но такой ло-зунг действительно не имеет смыс-ла в рамках философии бережливо-го производства. Есть смысл, когда написано: «На этом участке четырь-мя операторами мы должны произ-водить в смену не 13, а 18 изделий, это наша цель», – это каждому будет понятно.
Собственно, суть производственной системы – это самый обычный здра-вый смысл, когда все просто и для всех понятно.

3 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Сравнение разных видов элек-тростанций между собой можно вполне эффективно проводить по LCOE. Но как учесть абсо-лютно все затраты на полном жизненном цикле установки, включая расходы на изготовле-ние деталей, а также эффекты воздействия на окружающую среду и здоровье человека? Оказалось, что подобные исследования в разное время проводились академическими институтами и коммерческими компаниями. И результаты этих работ решительно свидетель-ствуют в пользу атомной энер-гетики и против угольной.
Исследование энергетического ба-ланса между энергией вложенной и полученной затруднено. Входящие данные разнообразны, и не всегда ясно, до какой степени их необходи-мо учитывать в анализе. Например, нефть, расходуемую при перевоз-ке угля на электростанцию, или элек-тричество, потребляемое при обо-гащении урана, как правило, берут в расчет. А как быть с энергией, не-обходимой для производства желез-нодорожного состава или обогати-тельной фабрики? И может ли быть электричество, потребленное в ходе обогащения урана, сравнимо с иско-паемым топливом, необходимым для движения поезда? Для ответа на эти вопросы исследователи в работах, где содержатся предположения о теп-ловой эффективности производства электроэнергии, конвертируют кило-ватт-часы в килоджоули и наоборот.
ЧТО УЧИТЫВАЕТСЯЕсли затраты на строительство и экс-плуатацию электростанции не оку-паются продажами электроэнергии, они не оправданы экономически. Но в энергодефицитном мире энер-гия порой отбирает у денег роль все-общего эквивалента. Поэтому важно знать, какие системы производ-ства электроэнергии обладают наи-высшей отдачей от вложенной в них энергии. Для этого часто использу-ется показатель «энергоотдача от энергозатрат» (EROI) – отношение энергии, полученной конкретным способом, к энергии, прямо и косвен-но затраченной в этом процессе. Этот показатель стал частью целого ряда исследований, посвященных жиз-ненному циклу разных источников энергии и аккумулированных World Nuclear Association. Мы публикуем перевод этого обзора.
Но этим проблемы не исчерпыва-ются. Некоторые входящие данные, например объем энергии, необхо-димой для производства тонны за-киси-окиси урана на конкретном ме-сторождении или для производства тонны гексафторида урана на обога-тительном заводе, легко определить количественно. Точно так же можно определить энергию, необходимую для перевозки тонны угля водным или железнодорожным транспор-том, хотя цифры будут существен-но различаться в зависимости от рас-положения шахты и электростанции. Транспортировка газа на большие расстояния по трубопроводу требу-ет на удивление много энергии (в не-которых исследованиях за норму принимается отгрузка сжиженного газа в Японию). Однако другие виды энергозатрат определить не так про-сто – например, сколько энергии не-
СКОЛЬКО ЭНЕРГИИ СТОИТ ЭНЕРГИЯ?Текст: Татьяна Данилова

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 3 9
Т Е М А Н О М Е Р А
обходимо для строительства электро-станции мощностью 1 тыс. МВт или для возведения ветрогенератора? Тем не менее все эти факторы, так же как и капитальные расходы, необхо-димо учитывать при оценке жизнен-ного цикла электростанции вместе с эксплуатационными издержками. Кроме того, в расчет надо включать и постэксплуатационные требова-ния по утилизации отходов и выводу станции из эксплуатации.
WNA обобщила разные расчеты (см. таблицу 1), которые основаны, на-сколько это возможно, на текущих допущениях и данных по обогаще-нию, добыче, переработке и тому по-добному. Когда текущие данные были недоступны, исследователи брали данные более ранних периодов. Для
атомной энергетики обогащение – ключевой расход энергии. Прежде для этого применялись устаревшие диффузионные технологии. Однако теперь, когда повсеместно применя-ется центрифужная технология, рас-ход энергии на обогащение куда ме-нее значителен, чем расход энергии на строительство АЭС. EROЕI между этими двумя вариантами ядерного топливного цикла – прошлым и ны-нешним – разнится втрое. В резуль-тате авторы обзора пришли к сле-дующим результатам: соотношение входящих энергозатрат к выработ-ке энергии в течение всего срока жизни АЭС составляет 1,7 %, а теп-ловое EROI – 59. Для сравнения – данные, полученные компанией Vattenfall для своих станций («Описа-ние влияния продукции на окружаю-
щую среду», 2010 год) таковы: энер-гозатраты на всем жизненном цикле АЭС «Форсмарк» составили 2,5 % от выработанной электроэнергии, АЭС «Рингхальс» – 2,7 %.
Данные из таблицы 2 показывают, что энергетические коэффициен-ты зависят не только от объема ис-пользованной энергии, но и от КПД станции, особенно там, где существу-ют значительные эксплуатационные энергозатраты. По аналогии с денеж-ным вкладом в строительство АЭС – чем выше расходы на входе, тем выше должен быть выход энергии для амортизации вложений. Для та-ких технологий, как ветрогенерация, эта закономерность из-за снижения КПД неизбежно предполагает более долгий период амортизации.
Статья энергозатрат и источник данных ГВт Тераджоулей (тер-мальных) в год
Петаджоулей (тер-мальных) за 40 лет
Добыча (230 т U3O8 в год на мест. Рейнджер) 50 2
Конверсия (данные ConverDyn) 9,24
Начальное обогащение (Urenco, центрифуги) 10 0,11
Обогащение при перегрузке (Urenco, центрифуги) 5,8 62 2,48
Производство топлива (ERDA 76/1) 5,76
Строительство и эксплуатация АЭС (ERDA 76/1) 24,69
Хранение топлива, утилизация отходов, транспорт (ERDA 76/1, Perry 1977, Sweden 2002) 1,5
Вывод из эксплуатации, дезактивация (данные АЭС Онтарио) 6
ВСЕГО (при центрифужном обогащении) 51
Выход энергии: 7 ТВт · ч в год 7000 75 600 3024
Основные предположения, заложенные в расчет Топливный цикл: мощность блока – 1 тыс. МВт, срок службы – 40 лет, КИУМ – 80 %, центрифужное обогащение – 50 кВт·ч/ЕРР с 0,25 %-ными хвостами, выгорание – 45 тыс. МВт·сут. / т урана, температурный КПД – 33 %. Добыча: содержание урана в руде при добыче – 0,26 % (по итогам 2008 года для месторождения Рейнджер). Цифры по подземному выщелачиванию: 187 ГДж/т закиси-окиси урана и 221 ГДж/т урана (месторождение Беверли за 2004 – 2005 годы), 441 ГДж/т закиси-окиси урана и 520 ГДж/т урана при рудном содержании 0,027 % урана (месторождение Россинг в 2008 году). Расчеты: затраты электроэнергии, переведенные в термальную энергию при КПД 33 % (х 10 800, кВт·ч в кДж).
ПОТРЕБНОСТЬ В ЭНЕРГИИ ДЛЯ ЖИЗНЕННОГО ЦИКЛА АЭС

4 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е М А Н О М Е Р А
Уточнения Источник данных EROI Энергозатраты к выработке,%
ГЭС
Uchiyama 1996 50 2
Held et al 1977 43 2,3
Квебек Gagnon et al 2002 205 0,5
АЭС (центрифужное обогащение)
См. таблицу 1 59 1,7
PWR/BWR Kivisto 2000 59 1,7
PWR Inst. Policy Science 1977* 46 2,2
BWR Inst. Policy Science 1977* 43 2,3
BWR Uchiyama et al 1991* 47 2,1
АЭС (диффузионное обогащение)
См. таблицу 1 21 4,8
PWR/BWR Held et al 1977 20 5
PWR/BWR Kivisto 2000 17 5,8
Uchiyama 1996 24 4,2
PWR Oak Ridge Assoc. Univ. 1976* 15,4 6,5
BWR Oak Ridge Assoc. Univ. 1976* 16,4 6,1
BWR Uchiyama et al 1991* 10,5 9,5
ТЭС (уголь)
Kivisto 2000 29 3,5
Uchiyama 1996 17 5,9
Uchiyama et al 1991* 16,8 6
Неочищенный Gagnon et al 2002 7 14
Kivisto 2000 34 2,9
ТЭС (газ) Доставка по трубе Kivisto 2000 26 3,8
ТЭС (газ)
Доставка по трубе 2 тыс. км Gagnon et al 2002 5 20
СПГ Uchiyama et al 1991* 5,6 17,9
СПГ (загрузка 57 %) Uchiyama 1996 6 16,7
СЭС (термодинамическая) Held et al 1997 10,6 9,4
СЭС (фотовольтаика)
На крышах Alsema 2003 12 – 10 8 – 10
На земле Alsema 2003 7,5 13
Аморфный кремний Kivisto 2000 3,7 27
ВЭС
Resource Research Inst. 1983* 12 8,3
Uchiyama 1996 6 16,7
Kivisto 2000 34 2,9
Gagnon et al 2002 80 1,3
Aust Wind Energy Assn 2004 50 2
Nalukowe et al 2006 20,24 4,9Vestas 2006 35,3 2,8
* Источник: МАГАТЭ. Приведенные цифры по СПГ – это данные по природному газу, сжатому криогенным методом, отгруженному в Японию и используе-мому в основном для пиковых нагрузок. Цифры по солнечной и ветрогенерации проистекают из уровня вложений первичных энерго-ресурсов на входе при неизбежно низкой загрузке мощностей и относительно высоких энергозатратах на строительство (на про-изводство кремния для солнечных панелей, а также стали и бетона для ветротурбин).
СООТНОШЕНИЯ ЗАТРАЧЕННОЙ И ПОЛУЧЕННОЙ ЭНЕРГИИ НА ВСЕМ ЖИЗНЕННОМ ЦИКЛЕ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОСТАНЦИЙ

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 4 1
Т Е М А Н О М Е Р А
Schneider и другие компании прове-ли детальную оценку использования энергии в горнодобывающей про-мышленности (2013) и пришли к вы-воду, что энергозатраты при произ-водстве урана составляют менее 1 % от энергии, вырабатываемой за один топливный цикл. И даже если ориен-тироваться на самые пессимистич-ные сценарии развития атомной энергетики, в 2100 году этот показа-тель останется на уровне менее 3 %. EROI, в отличие от других, обеспечи-вает пересчет между электро- и теп-лоэнергией, включая температурный КПД. Тем не менее обратная величи-на, выраженная в процентах, пред-ставляется более значимой.
ВНЕШНИЕ ИЗДЕРЖКИ И ПАРНИКОВЫЕ ГАЗЫДумаете, это все? Нет. Помимо вы-шеперечисленных факторов необ-ходимо учитывать и внешние из-держки – последствия производства энергии, которые не проявляются в финансовых отчетах, но влияют на окружающую среду и здоровье че-ловека. В исследованиях жизненно-го цикла энергетических систем осо-бое внимание сегодня обращают на их возможный вклад в глобальное потепление – именно этот показа-тель и определяет основные внешние издержки. Если предположить, что все входные энергозатраты покры-ваются угольными электростанция-ми при выбросах примерно в 1 тонну двуокиси углерода на 1 МВт · ч, то из энергокоэффициента (cоотношения полученной и затраченной энергии) можно вывести их вклад в парнико-вый эффект.
Например, обогащение урана в США до недавнего времени велось диффу-зионным способом, часть этих мощ-ностей была обеспечена угольными электростанциями. Если в среднем по стране используются различные источники энергии, то этот вклад
оценивается примерно в 650 кг СО2 на 1 МВт · ч. Отсюда получается вклад атомной энергетики в парниковый эффект на уровне примерно 40 кг СО2 на 1 МВт · ч. Однако во Франции са-мый большой в мире обогатительный завод, применяющий диффузионный метод, электричеством в прошлом обеспечивали расположенные тут же АЭС (которые поставляют электро-энергию и в общую сеть). Исходя из этого вклад в парниковый эффект ре-актора, работающего на уране, обо-гащенном во Франции, был близок к вкладу урана, полученного центри-фужным методом, то есть составлял менее 1 кг на 1 МВт · ч по энергоза-тратам на обогащение и менее 20 кг на 1 МВт · ч в целом.
Rashad & Hammad заключает, что фактор эмиссии СО2 в жизненном цикле АЭС, топливо для которой из-готовлено по центрифужной тех-нологии, составляет 2,7 % от этого показателя для угольных ТЭС. Это со-гласуется с другими цифрами по ис-копаемому топливу. Так, в исследо-вании Norgate (2013) оцениваются выбросы парниковых газов в течение жизненного цикла АЭС примерно в 34 г СО2 на 1 кВт·ч для руды с содер-жанием закиси-окиси урана 0,15 %. Эти цифры увеличиваются до 60 г на 1 кВт · ч для руды с содержанием за-киси-окиси урана 0,01 %.
Кроме того, существуют издержки, не встроенные в стоимость киловатт-ча-са для потребителей, но фактически понесенные ими. К таким издерж-кам, в частности, относится воздей-ствие загрязнения воздуха на здо-ровье человека, на урожайность и на строения, а также профзаболевания и несчастные случаи. Исследование ExternE исключает воздействие на экосистемы и влияние глобального потепления, которые нельзя оценить количественно и экономически, но измеряет выбросы, их рассеивание
и конечное воздействие. Для атомной энергетики принимается в расчет низкий риск аварий наряду с высоки-ми рисками радиационных влияний хвостохранилищ и выбросов углеро-да-14 при переработке (утилизация отходов и вывод из эксплуатации уже включены в стоимость энергии для потребителя). Доклад ExternE (пер-вый доклад был выпущен в 1995 году, обновления – в 2001 – 2005 годах) по-казывает, что в чисто денежном вы-ражении атомная энергия несет примерно одну десятую издержек угольной энергетики. В частности, внешние издержки угольных станций имеют очень высокое соотношение (50 – 70 %) с внутренними, тогда как внешние издержки АЭС составляют очень малую долю внутренних, даже с учетом гипотетической ядерной ка-тастрофы. Так происходит потому, что в ЯТЦ интернализованы все за-траты по отходам, что снижает кон-курентоспособность ядерной энер-гетики в случае учета одних лишь внутренних издержек.
По данным ExternE за 2003 год, вне-шние издержки атомной энергетики в среднем составляют 0,4 евроцента на 1 кВт · ч, как и в гидроэнергетике, тогда как в угольной энергетике они выше 4 евроцентов (4,1 – 7,3 евроцен-та в среднем в разных странах), в га-зовой – 1,3 – 2,3 евроцента, и лишь у ветроэнергетики этот показатель лучше, чем у атомной, и составля-ет в среднем 0,1 – 0,2 евроцента на 1 кВт · ч. Без этих внешних издер-жек стоимость производства элек-троэнергии в ЕС в среднем составля-ет 4 евроцента за 1 кВт · ч (данные за 2012 год). Если эти издержки вклю-чить в цену электроэнергии в ЕС, для угольной энергетики цена фактиче-ски удвоится, а для газовой вырастет на 30 %. Именно эти оценки не вклю-чали в расчет возможных послед-ствий влияния ископаемого топлива на глобальное потепление.

4 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Н О Р М Ы И П Р А В И Л А
Работа над проектом ВВЭР-ТОИ, российским реактором нового поколения, была иницииро-вана еще в 2009 году. Однако после того как проект был сдан заказчику и с помпой представ-лен экспертному сообществу, наступило затишье, о ходе лицензирования в Ростехнадзо-ре не сообщалось ни слова. Мы решили разобраться, с чем это связано, и обратились с вопро-сами к тем, кто так или иначе вовлечен в процесс. Оказалось, что эта работа, как и согласова-ние проекта в международных организациях, идет своим чере-дом, хотя есть заминка.
В РОССИИНапомним, что автором проекта ВВЭР-ТОИ был московский «Атом-энергопроект». Этот институт и сей-час осуществляет сопровождение проекта для «Росэнергоатома». Как рассказал директор московского «Атомэнергопроекта» по перспектив-ному проектированию Андрей Ку-чумов, в 2013 году Ростехнадзор по-ручил рассмотрение документов, обосновывающих обеспечение ядер-ной и радиационной безопасности базового проекта ВВЭР-ТОИ, уполно-моченной организации – ФБУ НТЦ ЯРБ. И сейчас эксперты этой органи-зации и «Росэнергоатома» завершают процесс взаимодействия по замеча-ниям, выявленным при рассмотре-нии базового проекта ВВЭР-ТОИ.
Почему же процесс лицензирования, который, казалось бы, должен быть доведен у «Росэнергоатома» и Рос-
технадзора до автоматизма, так затя-нулся (документы были поданы еще в конце 2012 года. – Прим. ред.)? Не-допонимание Ростехнадзора вызвал тот факт, что в этот раз ему принес-ли для проведения лицензирования проект ВВЭР-ТОИ без привязки к ка-кой-либо площадке. А разрешение на строительство конкретного объ-екта планировали получать потом. Дело в том, что одна из целей проек-та ВВЭР-ТОИ – обеспечить серийное строительство и, как следствие, сни-жение стоимости сооружения (на это также указывает буква «т» в аббре-виатуре, которая означает «типи-зированный»). Для этого в проекте выделили базовую, неизменяемую часть – главный корпус и сооруже-ния, ответственные за безопас-ность, – которую без существенных изменений предполагается реализо-вывать на совершенно разных пло-щадках. А вспомогательные здания
ВВЭРТОИ: НА ФИНИШНОЙ ПРЯМОЙТекст: Екатерина Трипотень, Александр Южанин

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 4 3
Н О Р М Ы И П Р А В И Л А
и сооружения, схема выдачи мощно-сти и так далее – уникальны для каж-дой площадки. Но Ростехнадзор – ор-ганизация прагматичная, она выдает лицензии на сооружение и контро-лирует ход исполнения этой лицен-зии. Поэтому получение базового проекта на рассмотрение без привяз-ки к стройке регулятору было слож-но воспринять как самостоятельный процесс.
«Ключевая проблема связана с нали-чием так называемого базового про-екта, который потом привязывается к конкретной площадке. Там суще-ствует целый ряд достаточно фило-софских вопросов – а может ли такой проект быть в принципе? С учетом того, что площадки обладают разны-ми климатическими, горно-геологи-ческими характеристиками, – рассу-ждает гендиректор «Росэнергоатома» Евгений Романов. – Мы должны сде-лать некий базовый проект, допу-стим, привязанный к средней полосе России. Но даже при наличии такого типового проекта в условиях сейсми-ки Турции, к примеру, он может до-статочно сильно меняться».
Детали процесса описал замгенди-ректора по системной инженерии ЗАО «Русатом Оверсиз» Сергей Его-ров, который прежде в «Росэнерго-атоме» отвечал в том числе за раз-работку ВВЭР-ТОИ. «Руководящий документ Ростехнадзора предусма-тривает несколько иной порядок рас-смотрения базовой части. Раньше делался проект под конкретную пло-щадку, из которого впоследствии выделялась неизменяемая базовая часть, которая затем могла быть по-вторена. То есть вы берете целое, из него при рассмотрении выделяе-те часть, и в следующий раз эта часть может являться неизменной. А в слу-чае с ВВЭР-ТОИ порядок получился другой: мы сразу предоставили толь-ко вот эту самую часть. Это стало не-
которым отклонением от того, что было в практике предыдущего». «Так как и сама эта базовая часть содер-жит новации, и опыта в этой части, в общем, еще не накопилось, я счи-таю естественными эти заминки на большом пути», – заключает он.
В результате все заминки преодолеть удалось, и лицензия по базовой части уже не за горами. «Завершить про-цесс рассмотрения и получить экс-пертное заключение НТЦ ЯРБ пла-нируется в апреле 2014 года, после чего Ростехнадзор примет решение о допущении в установленном по-рядке к многократному применению данного решения при лицензирова-нии сооружения серии энергоблоков атомных станций, проекты которых будут основаны на базовом проекте ВВЭР-ТОИ», – сообщил А. Кучумов из «Атомэнергопроекта».
По словам С. Егорова, Ростехнадзор сразу предупредил, что получение площадочных лицензий, к примеру, на Курскую станцию, на неопреде-ленные сроки не растянется, а прой-дет по регламенту, установленно-му законодательством. Конкретные же сроки прокомментировал А. Кучу-мов. «Росэнергоатом», как предпола-гается, подаст заявку в Ростехнадзор для проведения рассмотрения доку-ментов, обосновывающих обеспече-ние ядерной и радиационной без-опасности по Курской АЭС-2 в июле 2015 года, а получение лицензии на сооружение ожидается в февра-ле-марте 2016 года. Подача анало-гичной заявки по Смоленской АЭС-2 запланирована на второй квартал 2015 года, а получение лицензии – в конце 2016 года.
МЕЖДУНАРОДНЫЕ ОРГАНИЗАЦИИПараллельно с лицензированием в России ВВЭР-ТОИ должен пройти сертификацию в международных ор-ганизациях – МАГАТЭ и EUR. «Рос-
энергоатом» еще в начале 2012 года подписал соглашение с МАГАТЭ о проведении экспертизы мате-риалов проектов Нововоронежской АЭС-2 и ВВЭР-ТОИ на соответствие международным требованиям, и кон-церн в декабре 2013 года направил специалистам агентства комплект соответствующей документации, рассказал А. Кучумов. Этот комплект документов включает предваритель-ный отчет по обоснованию безопас-ности ВВЭР-ТОИ в полном объеме и ВАБ 1 уровня, уточнил он.
«На первом этапе эксперты МАГАТЭ рассматривали референтные ма-териалы Нововоронежской АЭС-2 и возможные отличия этого проекта от ВВЭР-ТОИ. То есть как бы опорный материал. И с начала 2014 года экс-перты приступили к рассмотрению материалов предварительного отчета обоснования безопасности по проек-ту ВВЭР-ТОИ, и, собственно, вот сей-час идет эта стадия рассмотрения», – вторит ему С. Егоров.
В то же время в оценках сроков окон-чания работы экспертов МАГАТЭ со-беседники журнала разошлись. А. Ку-чумов ожидает, что окончательное заключение на соответствие базо-вого проекта ВВЭР-ТОИ требовани-ям стандартов МАГАТЭ может быть получено уже в первом полугодии 2014 года, а С. Егоров – до конца года. «Если МАГАТЭ получит удовлетво-рительные ответы на свои вопро-сы, то тогда эксперты агентства мо-гут вынести позитивное суждение о том, что они поняли проект, прин-ципиальные решения в нем приняты, и, соответственно, могут завершить свою работу выдачей экспертного за-ключения», – пояснил замглавы «Рус-атом Оверсиз».
В клуб EUR с просьбой принять к рассмотрению технические ре-шения проекта ВВЭР-ТОИ на соот-

4 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Н О Р М Ы И П Р А В И Л А
успешное прохождении всех этапов анализа и выдает сертификат на со-ответствие своим требованиям.
С. Егоров прогнозировать точные сроки получения сертификации в EUR затрудняется: «Там пробле-ма в том, что экспертные мощно-сти просто перегружены. Эксперты в атомной энергетике не столь мно-гочисленны, их нужно собрать, сфор-мировать команду, должно быть на-личие свободного времени. А это люди, которые и так перегружены своей текущей деятельностью, по-этому процесс будет небыстрый. То есть это не проблема проек-
ветствие требованиям Европейских эксплуатирующих организаций, вы-двигаемых к проектам нового поко-ления АЭС с легководными реактора-ми в редакции «D», «Росэнергоатом», по словам А. Кучумова, обратил-ся в 2014 году. «Завершение анали-за проекта ВВЭР-ТОИ на предмет об-щих требований к ядерному острову и требований к электрогенерирую-щей установке ожидается в ноябре 2014 года. А рассмотрение «разде-ла для проекта ВВЭР-ТОИ» может быть завершено в первой половине 2015 года», – уточнил он. Стоит отме-тить, что EUR не лицензирует проект, клуб его рассматривает, удостоверяет
та, это просто проблема вот такая, организационная».
По словам А. Кучумова, основной особенностью рассмотрения доку-ментов в МАГАТЭ и EUR является различие нормативной базы, исполь-зуемой при проектировании. «Одна-ко, как показывает практика, в ре-зультате взаимодействия экспертов и представителей проектировщи-ка все вопросы проясняются, а заме-чания снимаются после предостав-ления дополнительных разъяснений и материалов НИОКР, выполнен-ных в обоснование проектных реше-ний», – оптимистично заключает он.
КОММЕНТАРИЙ ЭКСПЕРТА
ВИКТОР КОСТАРЕВ, президент «ЦКТИ-Вибро-сейсм», член комитета между-народных ядерных стандар-тов ASME:
«Основные подходы РФ для лицензирования новых реак-торов и АЭС соответствуют зарубежным, которые в свою очередь в большей степени ос-новываются на пунктуально расписанных процедурах, при-нятых US NRC. Если обратить-ся к примеру США, как наибо-лее развитой страны с атомной энергетикой, то необходимо отметить, что практически все 100 АЭС получили свои лицен-
зии в 1960-х и 1970-х годах. Тогда регулятор давал разре-шения на строительство бло-ка АЭС на основании предва-рительного проекта станции. Причем на этой стадии, как правило, не были разреше-ны многие вопросы обеспече-ния безопасности и процесс окончательного лицензиро-вания растягивался на годы до окончания строитель-ства, требуя больших финан-совых вложений и пересмо-тра многих концептуальных решений. В 1989 году US NRC создало новую, более эффек-тивную процедуру лицензи-рования новых АЭС, которая включает в себя три главных этапа. Во-первых, это серти-фикация проекта реактора. Прохождение данного эта-па позволяет иметь разреше-ние от регулятора на исполь-зование проекта АЭС, который впоследствии может быть при-вязан к конкретной площадке с прохождением дополнитель-ных этапов лицензирования. Во-вторых, это предваритель-ное принятие площадки АЭС.
Наконец, оператору необхо-димо получить комбиниро-ванную лицензию на строи-тельство и эксплуатацию АЭС (COL–Combined Construction and Operating License). Этот этап охватывает лицензирова-ние всех вопросов, связанных с безопасностью АЭС, от при-нятых проектных решений по реакторному оборудованию и особенностей выбранной площадки АЭС до обеспече-ния безопасной эксплуатации АЭС. Для процесса лицензи-рования АЭС в США установ-лены ориентировочные сро-ки, которые могут меняться в достаточно широких пре-делах в зависимости от кон-кретных особенностей проек-та АЭС. Вместе с тем обычно предварительное рассмотре-ние заявки на лицензирование АЭС занимает 60 дней. Про-цедура лицензирования АЭС для сертифицированных про-ектов реакторной установки занимает в среднем 30 меся-цев, а для несертифициро-ванных – от 40 до 60 месяцев. В этом плане процедура ли-
цензирования проекта ВВЭР-ТОИ соответствует междуна-родной практике и по срокам не сильно выбивается из об-щего ряда. Основная пробле-ма, на мой взгляд, связана с тем, что процесс происходит без привязки проекта к кон-кретной площадке, что во мно-гих случаях является опреде-ляющим для успеха проекта строительства АЭС в целом. Неоднократно предпринятые попытки создать некий унифи-цированный стандартный блок для всех площадок заканчива-лись, как правило, неудачей, прежде всего из-за сильной зависимости проекта от уров-ня сейсмичности площадки АЭС и неуклонно повышающе-гося уровня пикового ускоре-ния грунта для уже выбранных площадок. В этой связи созда-ние сейсмоизолированного блока АЭС позволило бы суще-ственно продвинуться в ре-шении проблемы унификации и стандартизации блоков АЭС, одновременно снизив затраты на строительство при повыше-нии общей безопасности».

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 4 5
Н О Р М Ы И П Р А В И Л А
ЗАРУБЕЖНЫЕ СТРАНЫРосатом собрался лицензировать ВВЭР-ТОИ и в Великобритании, для этого в сентябре 2013 года госкорпо-рация подписала с Министерством энергетики и изменения клима-та Соединенного Королевства мемо-рандум. Работа поручена «Русатом Оверсиз», но в ней участвуют и дру-гие компании Росатома, например, «Атомэнергопроект». Главной зада-чей является последовательная под-готовка полного пакета технических документов по проекту ВВЭР-ТОИ, состоящего из свода принципов обеспечения безопасности, предва-рительных технических и проектных требований и предварительного от-чета по безопасности, рассказыва-ет А. Кучумов. По его данным, подго-товка пакета может быть завершена к концу I квартала 2015 года.
Правда, уже после начала перво-го этапа лицензирования Минэнерго заявило, что поставило соглашение с Росатомом из-за российско-укра-инского политического кризиса на пересмотр – и это были последние новости на эту тему. Но даже россий-ские эксперты тогда отмечали, что это была максимально корректная формулировка британского мини-стерства. Вот и собеседники журна-ла оптимистичны. «Мы продолжа-ем работу по подготовке для участия в процедуре предварительного рас-смотрения проекта. Кроме того, это же не быстрый процесс, это не про-изойдет моментально. Вполне ве-роятно, что в будущем политиче-ские эксцессы будут урегулированы, и мы получим зеленый свет», – гово-рит С. Егоров. «Если этого не случит-ся в Великобритании – ну, мир велик, это может быть полезно в какой-ни-будь другой стране», – философски настроен он.
«Сейчас ведем обсуждение, что бу-дем проект ВВЭР-ТОИ лицензировать
в Великобритании как базовый, – отметил в свою очередь гендиректор «Росэнергоатома». – И параллельно будут идти работы для средней поло-сы России. Мы надеемся, что к этому времени ВВЭР-ТОИ будет привязан к Курской площадке и к площадке «Аккую».
Мы также попросили экспертов про-комментировать специфику полу-чения лицензии у британского ре-гулятора. «Уникальность процедуры лицензирования в Великобритании заключается в том, что там не суще-ствует четкого определенного набора норм, которым должен соответство-вать технический проект, – рас-сказывает А. Кучумов. – Изначаль-но заявитель должен согласовывать с британским регулирующим орга-ном применяемые в проекте ВВЭР-ТОИ принципы безопасности и за-щиты окружающей среды, проверить их полноту и соответствие наборам предлагаемых всевозможных сцена-риев, а далее доказать, что данные принципы обеспечивают достаточ-ный уровень безопасности и лучшую из возможных практик по защите окружающей среды».
Процедура Generic design assessment (GDA) в Великобритании устроена иначе, чем в России, комментиру-ет в свою очередь С. Егоров. «Вы мо-жете предварительно подать не при-вязанный к площадке проект, его станут рассматривать, будут выда-вать замечания, вы его будете дора-батывать, и потом, когда вы наду-маете где-нибудь уже на какой-то площадке локализоваться, то сэко-номите много времени, потому что у вас будет большой задел. Причем насколько большой этот задел бу-дет – зависит только от вас: вы може-те представить проект к подробному рассмотрению либо к поверхност-ному – просто затем вам потребует-ся больше времени, и это тогда будет
уже влиять на ваш бизнес», – объяс-нил замглавы «Русатом Оверсиз».
По словам С. Егорова, проект ВВЭР-ТОИ, помимо Великобрита-нии, планируется лицензировать и в других странах. «У Росатома есть глобальная программа экспансии в мире, мы ей следуем. Поэтому в ча-сти подготовки к «посевной», то есть процессов лицензирования, рассмо-трения предварительных проектов, эта работа будет вестись постоянно, просто с акцентами в тех краях, где нас ждут уже завтра или с фоновым режимом присутствия там, где нас ждут послезавтра», – сказал он.
А директор «Атомэнергопроекта» по перспективному проектирова-нию расписал преимущества ВВЭР-ТОИ перед проектами реакторов дру-гих вендоров. «Среди плюсов можно назвать референтность принятых в проекте решений, а также концеп-цию безопасности, основанную на системах, имеющих разные принци-пы действия. Помимо этого, поло-жительную роль играет тот факт, что проект разработан не только с уче-том российских норм, но и учитывает рекомендации МАГАТЭ, требования EUR и другие международные нор-мы, – перечисляет А. Кучумов. – Еще одним немаловажным фактором яв-ляется то, что проект выполнен с уче-том опыта фукусимских событий и учитывает широкий спектр вне-шних экстремальных воздействий, среди которых девятибалльное зем-летрясение, падение самолета весом 400 тонн, воздушная ударная вол-на, а также другие возможные при-родные и физические факторы воз-действия». «Среди минусов можно назвать возможное наличие в проек-те «белых пятен» с точки зрения об-основания отдельных проектных ре-шений, так как НИОКР по некоторым направлениям еще не завершены», – заключает эксперт.

4 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е Х Н О Л О Г И И
ЗЯТЦ И ОБРАЩЕНИЕ С РАОМы продолжаем публикацию серии лекций, прочитанных в рамках молодежной школы «Быстрые реакторы». Замести-тель директора Центра по обра-щению с ОЯТ, РАО и ВЭ ЯРОО ОАО «ВНИИНМ» Андрей Шадрин рассказывает о техно-логиях замкнутого ядерного топливного цикла и обращении с радиоактивными отходами.
Объективная реальность для России сегодня – отсутствие возможности замкнуть топливный цикл. Не толь-ко научно-технический блок с БУИ, но и блоки ЯРБ прекрасно понима-ют, что в экономике данного процес-са есть большая неопределенность: окончательное захоронение топли-ва либо переработка и захоронение отходов. Стоимость захоронения од-ной тонны топлива (с учетом того, что его выдержали в мокром или су-хом хранилище 50 – 100 лет до тех пор, пока оно не остыло, и убрали под землю) будет составлять порядка $ 1 – 1,4 тыс. / кг тяжелого металла.
В варианте с переработкой, когда по-мимо хранения и выдержки при-сутствуют процессы переработки – выделение плутония и нептуния, отдельное захоронение отвержденных высокоактивных отходов, итоговая стоимость составит $ 1,2 – 1,6 тыс. / кг тяжелого металла, или приблизитель-но на $ 200 с килограмма дороже. Но ни подземное захоронение ВАО, то есть самих отходов, ни подземное за-
хоронение топлива пока не было реа-лизовано на практике. То есть сколь-ко это будет стоить на самом деле – не знает никто. Реальность может не со-впасть с оценками.
Некоторые страны, например Шве-ция, выбрали для себя совершен-но четкий путь – работа в откры-том топливном цикле, захоронение и полный отказ от переработки топ-лива. Другие, например Франция, выбрали последовательное движение в сторону переработки и вовлече-ния плутония в замкнутый топлив-ный цикл. Но большинство придер-живается выжидательной позиции. При этом топливный цикл частично замкнут по плутонию во Франции, Японии и Великобритании, где его извлекают и отправляют в составе MOX-топлива в тепловые реакторы. Частично топливный цикл замкнут и в России – по урану-235. Извлечен-ный уран-235 из ВВЭР-440 использу-ется для производства топлива для РБМК, но ни то, ни другое решение не являются «полным» замыканием

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 4 7
Т Е Х Н О Л О Г И И
ПЕРЕХОД К ЗЯТЦ С БР ПОЗВОЛЯЕТ РЕШИТЬ ОСНОВНЫЕ ЗАДАЧИ АЭ
ДОБЫЧА
ПЕРЕРАБОТКА
ПЕРЕРАБОТКА ОЯТВАО
КОНВЕРСИЯ ОБОГАЩЕНИЕ
ФАБРИКАЦИЯ
АЭС
ХРАНИЛИЩЕ ОЯТ
РЕГЕ
НЕР
ИРО
ВАН
НЫ
Й U, P
u
ТОПЛИВО ДЛЯ ТЯЖЕЛОВОДНЫХ РЕАКТОРОВ
топливного цикла. Это лишь проме-жуточные варианты.
Количество накопленного ОЯТ в Рос-сии достаточно велико: более 20 тыс. тонн тяжелого металла (т. м). Кроме того, на ПО «Маяк» складируется бо-лее 40 тонн плутония, выделенного из переработанного ОЯТ. Стоимость хранения энергетического плуто-ния точно не известна. Известны ци-фры по оружейному плутонию для США и России: хранение 1 кг обхо-дится в около $ 1 тыс. в год! Возмож-но, в случае с оружейным плутонием меры безопасности немного другие, и по ядерным характеристикам из-за большего содержания четных изото-пов стоимость хранения энергети-ческого плутония окажется немного меньше, но цифра все равно впечат-ляет. Это огромная сумма. Предпо-ложим, что она сильно преувеличе-на и отличается от реалий, потому что весь мир старается не экономить
на программах по нераспростране-нию ядерного оружия. Но даже если по энергетическому плутонию расхо-ды окажутся ниже на порядок, у нас все равно очень заметная сумма ухо-дит на хранение выделенного плу-тония. Получается, что существует два пути: либо перерабатывать и во-влекать плутоний в топливный цикл, либо производить захоронение ОЯТ, окончательно и бесповоротно, и пе-реработкой не заниматься.
К этому достаточно очевидному вы-воду пришли уже очень многие стра-ны. В России есть еще один момент, который подталкивает к быстро-му принятию решения, – это закон, по которому ОЯТ делится на две ча-сти: то, что накоплено до августа 2008 года, – это ответственность го-сударства, а вновь образуемое, на-копленное позже этой даты, – это уже ответственность производителя, то есть концерна «Росэнергоатом».
Это деньги, которые «Росэнерго-атом» должен платить за оконча-тельное обращение с ОЯТ нацио-нальному оператору. Закон об ОЯТ находится в стадии разработки: на-циональный оператор не опреде-лен и тарифы не установлены, но уже примерно понятно, во что это бу-дет обходиться, и для «Росэнерго-атома» это представляет серьезную проблему.
Переход к замкнутому ядерному топ-ливному циклу (ЗЯТЦ) с быстрыми реакторами позволяет решить основ-ные задачи атомной энергетики:• переход на использование ура-на-238 и плутония-239 с необходи-мым коэффициентом воспроизвод-ства без накопления ОЯТ;
• прекращение накопления и воз-можное использование ОЯТ легко-водных реакторов;
• снижение токсичности РАО за счет трансмутации младших актинидов.
Также возможна утилизация уже на-копленного ОЯТ в тех же самых бы-стрых реакторах как стартовая загрузка, и еще можно снизить ток-сичность РАО, если вовлечь амери-ций и решить проблему кюрия.
Для кюрия само собой напрашива-ется отложенное решение, то есть отделение америция от кюрия, на-правление америция на сжигание в быстром реакторе и хранение кю-рия примерно 70 – 80 лет для того, чтобы короткоживущий изотоп рас-пался с образованием того само-го плутония-241, который прекрасно сгорит в реакторе, и выделение этого плутония для дожигания. Оставшие-ся изотопы все равно, скорее всего, придется захоронить или трансмути-ровать, их значительно меньше, но необходимо слишком долго ждать, прежде чем с ними что-то можно бу-дет сделать. Таким образом, реше-ние для снижения токсичности РАО существует.

4 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Основные требования к технологиям переработки ОЯТ реакторов на бы-стрых нейтронах:• императивные:• безопасность;• экологическая приемлемость;• экономическая эффективность.
• технические:• возможность переработки ОЯТ с низким временем выдержки и высоким выгоранием;
• устойчивость к нераспространению;
• потери Pu ≤ 0,1 %;• конечные продукты пригодны для фабрикации топлива;
• низкие объемы ВАО;• фракционирование.
Основные требования к технологиям переработки ОЯТ сформулировать достаточно легко. Прежде всего, им-ператив. Мы хотим, чтобы это было безопасно, не влияло на экологиче-скую обстановку и было экономиче-ски эффективно. Есть и требования технические, которые тоже достаточ-но простые и понятные: переработ-ка ОЯТ с низким временем выдерж-ки и высоким выгоранием.
На сегодняшний день в мире суще-ствуют промышленно только гидро-металлургические технологии, ко-торые предполагают переработку выгоревшего до 53 ГВт · сут. / тонну ОЯТ. У такого порога две причины: первая – химическая, вторая – эконо-мическая. Концентрация накоплен-
ных продуктов деления становится уже достаточно высокой. Поэтому при переработке либо получаются очень разбавленные растворы по урану, и тогда образуется огромный поток отходов и огромная производитель-ность всех аппаратов, либо начинают выпадать осадки. Эта граница про-ходит примерно на уровне 53 – 57 ГВт · сут. / тонну. А с точки зрения эко-номики, дообогащать уран из ОЯТ с выгоранием более 53 ГВт · сут. / тон-ну ОЯТ уже дорого. Промышленные технологии эту черту не переходят. Для высоковыгоревшего ОЯТ нужны отдельные новые технологии.
Низкое время выдержки – это эле-ментарно. Конечно, если мы говорим об одном аппарате, это не принци-пиально. Можно очень легко по-считать, взяв за основу любой бы-стрый реактор, например, БН-1200. Итак, два года выдержки внутри ре-актора, ежегодная выгрузка – поряд-ка 12 тонн топлива. При содержании плутония в одной тонне ОЯТ более 10 % мы имеем полторы тонны – для простоты расчетов – плутония в год выгрузки с одного аппарата. И если мы перерабатываем его и возвраща-ем в цикл в течение одного года, то запас на один реактор – две загруз-ки – порядка двух тонн плутония. Де-сять реакторов – 20 тонн, это при-мерно при 100 ГВт. При 50 ГВт мы получим 10 тонн плутония в обороте. И это – при годичном внешнем топ-
ливном цикле! Цифра сама по себе уже впечатляет, вдумайтесь – это не-мало. Если же мы предположим, что работаем с существующими гидро-металлургическими технологиями, где нужно выдержать топливо три года после реактора и плюс год на переработку, и получаем уже 40 тонн, становится ясно, что короткий цикл реально нужен, если мы хотим обес-печить ядерной энергетике в ком-плексе ту самую экономическую эф-фективность. Вдумайтесь сами, насколько мы омертвляем доста-точно ценный продукт. Поэтому это, можно сказать, железное требование.
Основной смысл требования по низ-ким объемам ВАО требует разъясне-ния. Во-первых, само по себе количе-ство ВАО зависит исключительно от выгорания, то есть насколько выжгли топливо – такой объем радионукли-дов и получили. Вовлекли или не во-влекли америций – это единственное, что серьезно влияет на отходы ВАО. В остальном – никаких чудес нет. По какой технологии ни перерабаты-вай, все равно объем ВАО будет огра-ничен тепловыделением при отвер-ждении на этот момент. Поэтому под низкими объемами как раз и имеется в виду, что за счет выделения и транс-мутации долгоживущих альфа-ак-тивных нуклидов, америция и кюрия, повышается возможность снизить объем отходов, так как помимо теп-ловыделения есть и еще один огра-
МАЯК ГХК СХК
РТ-1 УПП* МФР**ТОПЛИВО
ОЧИЩЕННЫЙПЛУТОНИЙ
ЭНЕРГЕТИЧЕСКИЙПЛУТОНИЙ
БРЕСТ-ОД-300
ПРИНЦИПЫ И ЭТАПЫ СОЗДАНИЯ ПЯТЦ
На схеме изображен начальный этап топливообеспечения БРЕСТ-ОД-300. После выхода в стационарный режим уже не потребует-ся подпитка плутонием со стороны. * Установка по переочистке плутония. ** Модуль фабрикации/рефабрикации.
Т Е Х Н О Л О Г И И

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 4 9
ничивающий фактор – радиационная нагрузка на матрицу хранения ВАО, которая сильно зависит от содержа-ния долгоживущих альфа-нуклидов. Потому что они будут облучать из-нутри материал в течение всего сро-ка хранения, а матрица должна до-жить до 50 лет в той самой форме, в которой отвердили. Потом, конечно, с точки зрения геологии, это неваж-но, заложили под землю оксиды или залили раствор, потому что реальной защитой является не матрица, а гео-логический барьер. Но пока выдержи-ваем до окончательного захоронения, матрица или инженерные барьеры должны гарантировать безопасное сохранение и транспортировку.
Интересно отметить, что основные требования к технологии перера-ботки ОЯТ, которые записаны в тех-задании проекта «Прорыв», во мно-гом совпадают с международными. Вот, например, индийский вари-ант. Есть, конечно, отдельные раз-личия, но по большому счету, тре-бования совпадают практически до буквы. Ответ на вопрос «можно ли прямо сейчас перерабатывать MOX-топливо?» – есть. «Да, можно!» Пе-реработать нитрид или металл будет сложнее, но, в принципе, тоже воз-можно. На ПО «Маяк» сегодня суще-ствует специальная технология пере-работки MOX-топлива. И в 2012 году
ТЕПЛОВЫДЕЛЕНИЕ И АКТИВНОСТЬ 1 Т ОЯТ
Выдержка, годы Тепловыделение, кВт
Активность, МКи
ВВЭР-1000, 50 ГВт · сут. / т, 2 года 4,7 1,3
БН-1200 активная зона, 100 ГВт · сут. / т, 2 года 13,8 3,4
Смешение активной и экранной зон БН-1200 (с учетом ежегодной выдержки) приве-дет к усредненному выгоранию 52 ГВт · сут. / т. Удельная активность смешанного ОЯТ в 1,4 – 1,5 раза превышает активность ОЯТ ВВЭР-400 (3 года), перерабатываемого на ПО «Маяк», и в 2,5 раза больше, чем у ВВЭР-1000 (7 лет), принятого для ОДЦ ГХК.
ПО «Маяк» промышленно перерабо-тало четыре ТВС–MOX БН-600 – это был первый опыт. Подобных ТВС–МOX в России всего 30 штук, и они отложены и задержаны для того, чтобы в 2014 и 2015 годах провести НИОКР. Не просто переработать с це-лью вернуть плутоний и сложить на склад, но и изучить новые подходы к переработке топлива. То есть пере-работать ОЯТ БР можно, технических проблем нет, но есть вопросы по эко-номической эффективности.
В ближайшее время должен появить-ся второй радиохимический объект – фактически промежуточный завод мощностью порядка 200 – 250 тонн топлива ВВЭР в год, который заду-ман как прототип третьего поко-ления в рамках комплекса РТ-2, но французские специалисты оцени-вают его скорее как четвертое поко-ление. Особенностью проекта явля-ется отсутствие на выходе жидких радиоактивных отходов. То есть, ко-нечно, вода есть, отходы образу-ются, но технология построена так, что водооборот замкнут и на выхо-де жидких радиоактивных отходов нет в принципе. В теории сделать это было непросто, посмотрим, насколь-ко это будет реализовано на практи-ке. Но проведем элементарный рас-чет: 250 тонн топлива при 1 %-ном содержании, то есть 2,5 тонны плу-
тония в год проходит через этот объ-ект. При переработке топлива от од-ного БН-1200 мы должны получить 1,2 – 1,5 тонны плутония. То есть при постоянной переработке ОЯТ от од-ного БН-1200 мы будем использовать половину мощности завода. Полу-чается, что необходимо переделы-вать проект, ведь, замыкая его толь-ко на БН, мы фактически используем больше половины производитель-ности завода по окончательной це-почке. Да, существуют варианты со-вместить: подстроить, достроить, расширить, но, как бы там ни было, сейчас это не предусмотрено, и для реализации потребуются затраты.
В рамках проекта «Прорыв» воз-никли три отдельных направления (подпроекта): разработка пирохи-мических технологий для пристан-ционного модуля; разработка гид-рометаллургических технологий для комбинированной технологии при-станционного модуля и резервного гидрометаллургического централи-зованного завода и разработка тех-нологий обращения с ВАО.
Главное в решении вопроса выбо-ра технологии переработки – это раз-работать и проверить оборудование. С технологиями более-менее понят-но, но большого опыта переработ-ки MOX-топлива быстрых реакто-ров, за исключением четырех сборок на «Маяке», в России нет, опыт рабо-ты с нитридом отсутствует, а так как именно он принят за основу, то это накладывает определенные ограни-чения. Поэтому для работы с обору-дованием в НИИАР создается поли-функциональный радиохимический комплекс (ПРК), который будет за-пущен в 2017 году. И есть все шан-сы, что оборудование, которое потом уйдет на опытно-демонстрацион-ный энергокомплекс с РУ БРЕСТ-300, может быть обкатано и проверено в ПРК.
Т Е Х Н О Л О Г И И

5 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
ХАРАКТЕРИСТИКИ ПРОИЗВОДСТВА
Характеристика (операция) Значение
Выдержка ОЯТ перед переработкой 1 год
Степень возврата ДМ в топливный цикл 99,9 %
Вид перерабатываемого топлива Смешанный нитрид урана и плутония, сме-шанный оксид урана и плутония (опция)
Разделение U, Pu, Np* Не предусматривается технологией
Коэффициент очистки U-Pu-Np-го продук-та от ПД
Обеспечивается в двух вариантах – Коч 106 («чистое» топливо) – Коч 103 («грязное» топливо)
Обращение с МАДва варианта: – гомогенное дожигание в смеси U-Pu-Np-Am – гетерогенное дожигание
Мощность перерабатывающего модуля ПЯТЦ ОДК ПЯТЦ 5 т ОЯТ в год
* На первом этапе допускается получение смесей с содержанием урана не более 50 %.
Характеристики производства де-монстрационного объекта: выдерж-ка – год, топливо – нитрид и оксид, разделение урана и плутония техно-логией не предусмотрено. Требова-ния к очистке возвращаемых в цикл урана, плутония и нептуния уста-новлены «двойные», коэффициент очистки –103 и 106, в зависимости от того, какая технология рефабри-кации топлива будет реализована. Здесь существует определенное про-изводственно-экономическое про-тиворечие. Известно, что в фарма-цевтической промышленности или в промышленности чистых материа-лов, если принять затраты, которые необходимы для получения вещества с чистотой 99,9, то каждая следующая девятка удваивает стоимость полу-чения продукта. Поэтому для любого переработчика совершенно понятно: выдать полуочищенный продукт про-ще, чем довести его до требуемых чи-стых кондиций, но зато потом слож-нее рефабрикация топлива. Осталась развилка и по малым актинидам, предусмотрено два варианта – гомо-генное либо гетерогенное дожигание. Мощность составит пять тонн – это годовая выгрузка БРЕСТ-300 плюс от-ходы от производств по фабрикации и рефабрикации топлива.
Реализация проекта предполага-ет, что существующая на сегодня-шний день аппаратурно-техноло-гическая схема за 2013 год должна быть дополнена обращением с РАО, до конца 2014 года должны быть по-лучены эскизные проекты обору-дования, в 2015 году – техпроекты, в 2016 году – проект модуля перера-ботки. Далее строим, в 2020 году сда-ем госкомиссии, а в 2022 году прини-маем первую выгрузку из реактора БРЕСТ-300.
Централизованный завод или при-станционный цикл? Рассмотрим ос-новные требования к ЗЯТЦ:
• технологическое усиление режима нераспространения;
• исключение из топливного цикла ядерной энергетики:• разделения изотопов урана (обогащение);
• бланкета для наработки чисто-го Pu;
• выделения плутония и / или ура-на-233, урана-235 из облученно-го топлива;
• долговременных хранилищ облу-ченного топлива;
• хранилищ выделенного плутония;• основных потоков транспорта ядерных материалов.
Особое внимание стоит уделить че-тырем главным требованиям к ЗЯТЦ: выделение плутония и урана-235 из облученного топлива, наличие дол-говременного хранилища облучен-ного топлива (как такового его не существует), наличие хранилища вы-деленного плутония (не существует) и наличие потока транспортных ма-териалов (не существует). Это дол-жно быть в случае существования централизованного завода. И это за-ставляет нас прийти к короткому
времени выдержки и к пристанци-онному циклу. Вопрос совершенно открытый: нужен пристанцион-ный цикл или централизованный за-вод? Сейчас окончательного ответа нет, так как нет экономического об-основания. Можно перевести выгру-женное топливо из реактора БРЕСТ и БН сразу же после небольшой вы-держки на централизованный завод. Вот только по причине тепловыделе-ния в нормальный контейнер встает лишь около восьми сборок от ВВЭР, уже выдержанных три года в хра-нилище на станции, а в случае с бы-стрыми реакторами – встанет одна. И можно представить, сколько раз придется перегонять вагоны и как это скажется на финансовой состав-ляющей процесса.
Еще одно требование к ЗЯТЦ – ра-диационно-эквивалентное обраще-ние ЯМ в топливном цикле. Условия достижения естественной безопас-ности ЯТЦ таковы:• переработка ОЯТ тепловых реак-торов для передачи плутония, ми-норных актинидов и долгоживущих
Т Е Х Н О Л О Г И И

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 5 1
продуктов деления в топливный цикл быстрых реакторов;
• работающие в замкнутом топлив-ном цикле быстрые реакторы, сжи-гающие основную массу актинидов (U, Pu, Am, Np, Cm) и трансмути-рующие долгоживущие продукты деления (Tc, I);
• промежуточное хранение высоко-активных отходов перед оконча-тельным захоронением в течение примерно 150 – 300 лет для сниже-ния их биологической опасности примерно в 100 раз;
• совместное извлечение из недр с природным ураном сопутствую-щих радия и тория для последую-щей трансмутации в топливе бы-стрых реакторов.
Еще в начале 2011 года с целью выбо-ра технологии был рассмотрен целый набор технологий переработки ОЯТ. Сухие: пирохимическая, газофторид-ная, плазменная; водные: PUREX-процесс, кристаллизационная, флю-идная; а также комбинированные: газофторидная плюс PUREX-процесс, пирохимическая плюс кристаллиза-ционная, пирохимическая плюс га-зофторидная. На сегодняшний день существует пирохимия, которая по-тенциально может работать с низко-выдержанным топливом, но не может пока получить гарантированно тре-буемый высокий коэффициент очист-
ки, где извлечение составляет 99,9 % всех делящихся материалов (в том числе и плутония), и гидрометаллур-гия, которая может гарантированно получить требуемые степени очист-ки, глубину извлечения делящихся материалов, но не может принять на переработку годичное топливо. Соот-ветственно, напрашивается идеаль-ный вариант – необходимо дорабо-тать пирохимическую технологию.
Принципиальная теоретическая схе-ма процесса чистой пирохимии за-ключается в следующем: снятие (разрез, фрагментирование) оболоч-ки, растворение ее в цинке, прове-дение электрорафинирования. В ре-зультате происходит выделение урана, плутония, нептуния и неболь-шого количества америция в жид-кий кадмиевый катод с постоянным составом, после чего необходима чистка электролита – удаление от-туда делящихся материалов, кото-рые отправляются обратно на элек-трорафинирование, что, в принципе, возможно, но не просто. Затем осу-ществляется выделение амери-ция и кюрия, их разделение, до-очистка электролита и возврат его в цикл. Далее происходит отверде-ние того количества электролитов, которое выводится вместе с цези-ем и стронцием, и отправка продук-
та на фабрикацию топлива и тепло-выделяющих сборок. Это идеальный вариант, который трудно реализо-вать к 2020 году.
Более реальная схема – комбиниро-ванная технология, пиро- плюс гид-ро-, которая сегодня заложена под переработку нитрида. Начальный этап не меняется – это электрора-финирование, но выделенный здесь катодный продукт отправляется на гидрометаллургический аффинаж. После аффинажа в рафинате оста-ется америций и продукты деления, которые присутствуют изначаль-но в катодном остатке. При очист-ке электролита получают делящийся материал, остатки урана и плутония. Этот делящийся материал возвраща-ют сюда на гидрометаллургический аффинаж. Америций, кюрий и ред-коземельные элементы после того, как очистили электролиты, опять же возвращают на гидрометаллургию, где и разделяют америций и кюрий. Затем проводят доочистку электро-лита, возвращают часть его в голо-ву процесса, а часть отправляют на отверждение. А выделенные уран, плутоний, нептуний и америций от-правляют на фабрикацию топлива. Соответственно, это достаточно чи-стые переделы, где легко получить коэффициенты очистки даже 107.
ОСНОВНЫЕ КЛЮЧЕВЫЕ СОБЫТИЯ
Аппаратурно-техноло-гическая схема Модуля П (переработка ОЯТ)
Аппаратурно-техноло-гическая схема Модуля П (переработка ОЯТ)
Тех. проекты на обору-довании Модуля П
Начало сооружения Модуля П
Вывод Модуля П (переработка ОЯТ и обращения РАО) на про-ектную мощность
ОБИН, ОВОС, ТЗ Эскизные проекты оборудова-ния Модуля П в части перера-ботки ОЯТ
Приемка гос. комиссией Модуля П (переработка ОЯТ и обращение с РАО)Проект Модуля П
Декабрь 2012 Сентябрь 2013 Декабрь 2013 Июль 20172015 2016 2020 2022
Т Е Х Н О Л О Г И И
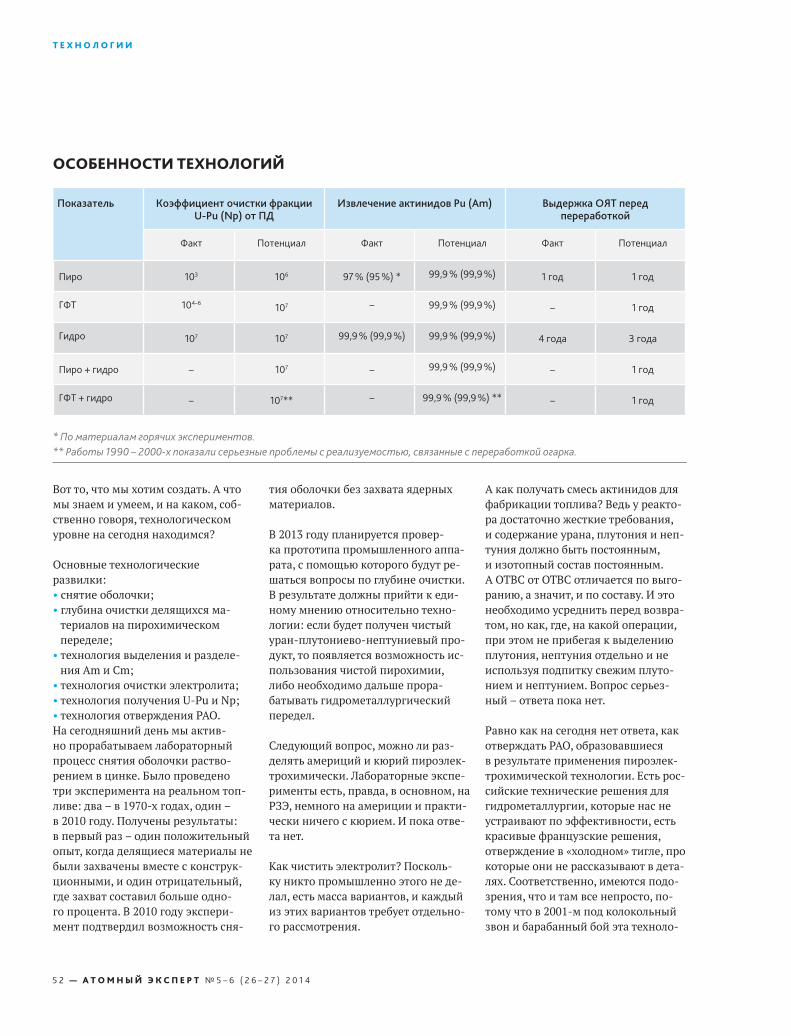
5 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Вот то, что мы хотим создать. А что мы знаем и умеем, и на каком, соб-ственно говоря, технологическом уровне на сегодня находимся?
Основные технологические развилки:• снятие оболочки;• глубина очистки делящихся ма-териалов на пирохимическом переделе;
• технология выделения и разделе-ния Am и Cm;
• технология очистки электролита;• технология получения U-Pu и Np;• технология отверждения РАО.На сегодняшний день мы актив-но прорабатываем лабораторный процесс снятия оболочки раство-рением в цинке. Было проведено три эксперимента на реальном топ-ливе: два – в 1970-х годах, один – в 2010 году. Получены результаты: в первый раз – один положительный опыт, когда делящиеся материалы не были захвачены вместе с конструк-ционными, и один отрицательный, где захват составил больше одно-го процента. В 2010 году экспери-мент подтвердил возможность сня-
тия оболочки без захвата ядерных материалов.
В 2013 году планируется провер-ка прототипа промышленного аппа-рата, с помощью которого будут ре-шаться вопросы по глубине очистки. В результате должны прийти к еди-ному мнению относительно техно-логии: если будет получен чистый уран-плутониево-нептуниевый про-дукт, то появляется возможность ис-пользования чистой пирохимии, либо необходимо дальше прора-батывать гидрометаллургический передел.
Следующий вопрос, можно ли раз-делять америций и кюрий пироэлек-трохимически. Лабораторные экспе-рименты есть, правда, в основном, на РЗЭ, немного на америции и практи-чески ничего с кюрием. И пока отве-та нет.
Как чистить электролит? Посколь-ку никто промышленно этого не де-лал, есть масса вариантов, и каждый из этих вариантов требует отдельно-го рассмотрения.
А как получать смесь актинидов для фабрикации топлива? Ведь у реакто-ра достаточно жесткие требования, и содержание урана, плутония и неп-туния должно быть постоянным, и изотопный состав постоянным. А ОТВС от ОТВС отличается по выго-ранию, а значит, и по составу. И это необходимо усреднить перед возвра-том, но как, где, на какой операции, при этом не прибегая к выделению плутония, нептуния отдельно и не используя подпитку свежим плуто-нием и нептунием. Вопрос серьез-ный – ответа пока нет.
Равно как на сегодня нет ответа, как отверждать РАО, образовавшиеся в результате применения пироэлек-трохимической технологии. Есть рос-сийские технические решения для гидрометаллургии, которые нас не устраивают по эффективности, есть красивые французские решения, отверждение в «холодном» тигле, про которые они не рассказывают в дета-лях. Соответственно, имеются подо-зрения, что и там все непросто, по-тому что в 2001-м под колокольный звон и барабанный бой эта техноло-
ОСОБЕННОСТИ ТЕХНОЛОГИЙ
Показатель Коэффициент очистки фракции U-Pu (Np) от ПД
Извлечение актинидов Pu (Am) Выдержка ОЯТ перед переработкой
Факт Потенциал Факт Потенциал Факт Потенциал
Пиро 103 106 97 % (95 %) * 99,9 % (99,9 %) 1 год 1 год
ГФТ 104–6 107 – 99,9 % (99,9 %) – 1 год
Гидро 107 107 99,9 % (99,9 %) 99,9 % (99,9 %) 4 года 3 года
Пиро + гидро – 107 – 99,9 % (99,9 %) – 1 год
ГФТ + гидро – 107** – 99,9 % (99,9 %) ** – 1 год
* По материалам горячих экспериментов. ** Работы 1990 – 2000-х показали серьезные проблемы с реализуемостью, связанные с переработкой огарка.
Т Е Х Н О Л О Г И И

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 5 3
гия была запущена в промышленном масштабе, но до сих пор нигде не со-общили о результатах, хотя с тех пор прошло уже достаточно много ме-ждународных конференций высокого уровня, две из которых во Франции. Скорее всего, коллеги столкнулись с какими-то проблемами, о которых пока не хотят говорить.
Россия сегодня остается в рам-ках комбинированной схемы, ко-торая удовлетворяет всем техниче-ским требованиям. С ее помощью мы сможем перерабатывать топли-во с высоким выгоранием и с низким временем выдержки и обеспечить безопасность и экологическую при-влекательность. Осталось достичь экономической эффективности.
В данный момент в отработке режи-мов и оборудования готовятся ка-меры для установки прототипов ап-паратов. Что значит – «готовятся камеры», и почему есть такая серьез-ная проблема? Никогда ранее НИИАР не проводил серьезных исследова-ний по нитридам, а работал с MOX-топливом, при котором не требуется поддержание инертной атмосфе-ры. При работе с нитридным топ-ливом инертную атмосферу нужно поддерживать не только в аппара-те, но и в самой камере. Такой каме-ры у НИИАР нет, как нет и горячей камеры с инертной атмосферой. По-этому сейчас создаются достаточно сложные прототипы оборудования, решающие всю проблему – как пере-грузить из одного контейнера в дру-гой, как выгрузить, чтобы не попа-ло в атмосферу камеры и камеры с инертной атмосферой.
Отметим, что технологическая схе-ма даже пирохимической части пред-полагает подробнейшее разветвление каждого процесса и за каждым из них предполагается новый аппарат. Пото-му что, например, на газоочистке не
достигается за одну ступень требуе-мый коэффициент очистки 105 – 107, это просто невозможно, одна ступень способна очистить примерно с ко-эффициентом 1000. И если мы хо-тим иметь очистку глубже, необходи-мо ставить еще одну ступень, и лучше основанную на другом физико-хими-ческом принципе.
По гидрометаллургии в данный мо-мент мы тоже находимся на стадии разработки эскизных проектов и тех-нических проектов лабораторных установок. Здесь лабораторные экс-перименты нужны в меньшей сте-пени, чем по пирохимии, только для уточнения параметров. Посколь-ку нитридное топливо гидрометал-лургией всерьез не перерабатывали, то эксперименты с реальным топли-вом нужны хотя бы для исключения неожиданностей.
Если говорить о РАО, то в данный мо-мент существуют только принципи-альные схемы обращения с отходами и ВАО. При этом рассматривается ва-риант керамических матриц, где про-двинулись достаточно далеко, и ма-триц двухцелевых. Пока производство топлива не готово принять америций и кюрий, и что с ними делать – непо-нятно. У переработчиков есть все ос-нования полагать, что какое-то время придется америций и кюрий хра-нить, прежде чем появится возмож-ность отправить их в реактор в том или ином виде. Поэтому возникла по-становка двухцелевой задачи – по-лучить такую матрицу, чтобы в ней можно было безопасно в течение дли-тельного времени (не геологических времен, не сотни лет) хранить аме-риций и кюрий, а потом, в зависимо-сти от принятого решения, аккуратно извлечь. Теоретически можно взять и сварить в стекло, но потом извлечь будет очень непросто и очень дорого. Можно хранить в растворах или в ок-сидах. Но в оксидах – получим высо-
96 руб. / кг
600 $ / кг
2 тыс. руб. / м3
УДЕЛЬНАЯ СТОИМОСТЬ
ХРАНЕНИЯ ОЯТ
УДЕЛЬНАЯ СТОИМОСТЬ
ПЕРЕРАБОТКИ ОЯТ
УДЕЛЬНАЯ СТОИМОСТЬ
ХРАНЕНИЯ РАО
ЦЕЛИ РОСАТОМА
Т Е Х Н О Л О Г И И

5 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
кие тепловыделение и нейтронный поток, а в растворах – необходимость длительного контроля, чтобы, не дай Бог, не произошло ненужной реак-ции. Плюс радиолитический водо-род, с которым надо бороться. По-этому нужна матрица, при которой извлечение будет осуществляться лег-ко. Но прежде всего, нужно найти та-кую матрицу и экономически при-емлемую технологию ее получения. Основной разработчик технологий обращения с РАО – ВНИИХТ – на сего-дняшний день имеет неплохой, но не полный набор требуемого оборудо-вания, потому что одной из дополни-тельных задач было получение такой лаборатории, распределенной между ВНИИХТ, ВНИИНМ и Радиевым ин-ститутом, установки которой не дуб-лировали бы друг друга, а позволяли бы комплексно обеспечивать все ис-следования на моделях.
Для успешного завершения этого проекта в российской атомной от-расли на данный момент есть: про-мышленные и опытные производ-ства по переработке ОЯТ, основанные на гидрометаллургии (PUREX-про-цессы) и НИОКР в области пироэлек-трохимии. Также рассматривается возможность строительства поли-функционального радиохимического исследовательского комплекса (ПРК). В связи с отсутствием экономическо-го обоснования эффективности сей-час трудно сказать, будет ли построен централизованный завод – ПРК – или пристанционный цикл (ПЯТЦ). Но есть понимание, что для решения по-ставленной задачи и минимизации рисков необходимо строить опыт-но-демонстрационный комплекс, по-лучать на нем данные, необходимые для того, чтобы определиться, какой же из вариантов выгоднее.
Мощность одной пирохимиче-ской цепочки – четыре – шесть ре-акторов с мощностью в один гига-
ватт с учетом ядерно-радиационной безопасности. Для гидрометаллур-гической цепочки это три-четыре аппарата. Единичный модуль заво-да – пристанционного или центра-лизованного – будет всегда рассчи-тан достаточно близко по мощности. Если возникнет необходимость по-строить завод на 100 реакторов, при-дется ставить во главе двадцать примерно одинаковых аппаратов. Модульно они будут размещены или в одном здании – это вопрос второй, но аппараты будут те же самые, по-тому что требования ядерно-радиа-ционной безопасности – это импе-ратив. Сейчас в проекте «Прорыв» фактически идет разработка этого модуля. И нет необходимости прини-мать решение, пристанционный он или централизованный, прямо сей-час. Но поскольку реактор пока один, то, естественно, на данный момент завод будет пристанционный.
Вообще, физики проблему с неопре-деленностью Гейзенберга реши-ли, и в 2012 году эксперименталь-но доказали и померили, что можно и определить положение энергии
в конкретной точке времени, и не вмешаться в существование системы. По большому счету, у атомной энер-гетики на сегодня очень похожая за-дача – доказать, что можно совме-стить безопасность, экологическую привлекательность и экономиче-скую эффективность. Первым ша-гом к этому доказательству и должен стать тот самый комплекс.
Теперь об особенностях обраще-ния с РАО при ПЯТЦ. Существуют РАО разных классов с разными за-тратами. То есть можно построить технологию так, что вообще не бу-дет среднеактивных отходов по на-шей классификации. Примеры: завод «Роккашо Мура» и лучший в мире на сегодняшний день французский завод UP3, где нет среднеактив-ных отходов как класса, есть высо-коактивные и низкоактивные. Низ-коактивные сливаются в океан, их хранить не надо, высокоактивные – хранятся в надежде на то, что их ко-гда-то уберут на окончательное за-хоронение под землю. В ближайшее время появится опытно-демонстра-ционный центр на ГХК, на котором
ПЯТЦ ИЛИ ЦЕНТРАЛИЗОВАННЫЙ ЗАВОД
Параметр ПЯТЦ Централизованный завод
Перевозки ОЯТ Нет Перевозки «горячего» ОЯТ
Перевозки свежего топлива Нет Есть
Перевозки ВАО Перевозки «холодных» ВАО Нет
Объем переработки ОЯТ от 1 – 4 реакторов ОЯТ от 4 – 6 реакторов в одной цепочке
Эффект масштаба Отрицательный Положительный
Эффект обучения Положительный Отрицательный
Данных для обоснованного выбора недостаточно. Разрабатываемый модуль переработки ОДЭК может быть прототипом и ПЯТЦ, и Централизованного завода
Т Е Х Н О Л О Г И И

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 5 5
нет низкоактивных отходов, но есть среднеактивные – это тритий, кото-рый будет убираться в цементную матрицу, капсулированный после сорбции воды на силикагеле.
Но где же тот самый оптимум? Когда и сколько хранить на площадке, ко-гда передавать национальному опе-ратору? Ответы на эти вопросы дол-жны быть найдены в рамках проекта «Прорыв». Потому что хранить от-ходы все равно придется – они бу-дут горячие, их не сможет принять нац. оператор. Как их отверждать: сразу, как только выделили, с годич-ной выдержкой горячими, или через семь-восемь лет? Если сразу – боль-шой объем надо захоронить, если по-сле выдержки – неотвержденные РАО надо хранить. Вопрос абсолютно от-крытый, ответа на него нет, и он на-ходится сейчас в стадии разработки технико-экономических оценок.
Обращение с РАО при ПЯТЦ должно быть безопасным. Это императив. Но как добиться естественной безопас-ности? Хранилище ВАО необходимо охлаждать, это тоже определенная проблема. И если безопасность есте-ственная – значит, охлаждение дол-жно быть естественное. Значит, если мы не можем гарантировать, что ма-трица не будет при высоких темпе-ратурах взаимодействовать с водой, значит, она хранилище с газовой сре-дой и с естественной циркуляци-ей, а значит, контейнер – это тон-кий стержень с большими ребрами. И объем хранилища начинает расти. Опять возникает тот же вопрос: где проходит та граница экономической целесообразности, за которую ухо-дить нельзя?
Главное, чтобы общество было со-гласно с нашими оценками, потому что мы продаем электричество насе-лению, и если оно отрицательно от-носится к атомной энергетике и не
будет покупать у нас электричество, то не надо делать никаких реакторов и никаких топливных циклов. Есть наглядный пример: обратите внима-ние, сколько стоит система безопас-ности современного автомобиля. Это уже порядка 30 % от его стоимости. И все согласны заплатить эту цену, потому что безопасность превыше всего. Соответственно, вопрос обра-щения с отходами упирается не толь-ко в технические и экономические оценки, но еще и в то, воспримет это потребитель или нет.
Все специалисты согласны с идеей радиоэкологической эквивалентно-сти, но только у всех очень разный подход к тому, что это такое и как это оценивать. Расчет должен произво-диться не только исходя из активно-сти, но и с учетом поведения в геоло-гической среде. И нет необходимости в выделении малых актинидов и их трансмутации. Значит, получается, что и в данной концепции также не поставлена точка. Если дожигать, то как? Или вообще не дожигать?
Приведу простой пример по объе-мам стекла в зависимости от того, перерабатывается америций или нет, с точки зрения захоронения отходов. Объем радиоактивных отходов, со-держащих минорные актиниды, при рециклировании ОЯТ БН-1200 пре-небрежимо мал по сравнению с РАО от переработки ОЯТ реакторов на тепловых нейтронах. Это расчеты для стекла. Но аналогичные расчеты можно выполнить для керамики: об-щий объем снизится примерно в три раза, но пропорции все сохранятся практически те же. Это потому, что за 50 лет хранения, если мы не выде-ляем америций и кюрий, мы имеем сильные радиационные поврежде-ния в стекле и в керамике. Поэто-му, если есть сильно активные дол-гоживущие альфа-нуклиды, имеет смысл их выделять в любом случае.
Тогда можно рассматривать то реше-ние, которое было предложено Сер-геем Юдинцевым из ИГЕМ РАН: це-зий-стронций захоронить отдельно, а америций и кюрий – отдельно.
В любом случае, выделения амери-ция и кюрия не избежать. Существует большое количество технологических схем выделения и разделения амери-ция и кюрия, большинство из кото-рых были хотя бы раз проверены на реальном растворе в лабораторном масштабе. Но путь от лабораторной наработки до реального внедрения непростой, мы его еще не прошли, а очень многие технологии застрева-ют на середине этого пути.
ПРК изначально был задуман и со-здается для отработки всех техноло-гий применительно к ПЯТЦ, то есть для решения не только чисто хи-мических и технологических задач, но и для решения задач проекти-рования. Это набор универсаль-ных модулей, в которых размещено оборудование. У самого модуля био-логической защиты нет, он полно-стью съемный, заменяемый и уда-ляемый. Минусов, естественно, может быть много, например, доста-точно большой объем первой зоны. Есть и плюсы. Первое: каждый та-кой модуль и все оборудование в нем могут быть собраны и установлены в промышленных условиях – не на стройплощадке, а непосредственно на машиностроительном заводе. Вто-рое: замена оборудования возможна без дезактивации.
Таким образом, в процесс исследо-ваний и внедрения проекта по за-мыканию топливного цикла удалось вовлечь большое количество специа-листов – практически всех, кто может работать на сегодняшний день в этой области, и у нас нет другого выбора, как закончить его с положительным результатом.
Т Е Х Н О Л О Г И И

5 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е Х Н О Л О Г И И
Развитие аддитивной инду-стрии, начинавшееся с неболь-ших 3D-принтеров, на кото-рых можно было изготовить пластиковые детали, шагнуло далеко вперед. И сегодня эти технологии экспериментально осваивают такие промыш-ленные гиганты, как General Electric и Siemens, а различные страны мира наперегонки запускают соответствующие госпрограммы и открывают исследовательские центры. В России применение 3D-печа-ти в промышленности находит-ся пока в зачаточном состоя-нии, но и в ОПК, и в атомной отрасли об этом всерьез задумываются.
Казалось бы, что можно распечатать с помощью 3D-принтера? Маленькие сувениры, незатейливые игрушки, различные всевозможные бытовые приспособления – выбор ограничен лишь вашей фантазией и знанием программы CAD. Но немногие зна-ют, что сегодня технология 3D-печа-ти уже перешагнула все немыслимые границы: архитекторы из Шанхая и Амстердама печатают целые жи-лые дома, молодые модельеры экс-периментируют с 3D-принтерами при создании одежды и обуви, а ме-дики уже не только печатают проте-зы и имплантаты, но и работают над созданием искусственных органов и тканей человека. Серьезной заяв-кой на занятие уверенных позиций в промышленности и вызовом тради-ционным методам изготовления де-талей стал тот факт, что такие отрас-левые гиганты, как General Electric
и Siemens, уже применяют аддитив-ные технологии, правда, пока в каче-стве эксперимента.
По данным американской консалтин-говой компании Wohlers Associates, наибольший спрос на аддитивные технологии наблюдается в потре-бительском секторе товаров и элек-троники (22 % выручки индустрии 3D-печати по итогам 2012 года), авто-мобильной промышленности (19 %), медицине и стоматологии (16 %), на производстве (13 %), в авиакосми-ческой отрасли (10 %).
Термин, которым в мировой практи-ке обозначается применение 3D-пе-чати в промышленности, – «ад-дитивные технологии» (Additive manufacturing), что означает изго-товление изделия путем добавления. Аддитивные технологии отличают-
ся друг от друга выбором материа-лов и способа их нанесения, одна-ко во всех случаях создание модели основывается на послойном нара-щивании. Расходными материала-ми может послужить пластик, бетон, гипс, деревянное волокно, поликар-бонат, металл и даже живые клет-ки и шоколад. Способов нанесения существует два: струйный и лазер-ный. К струйному способу относят-ся такие технологии, как моделиро-вание методом наплавления (Fused deposition modeling) и Polyjet, а к ла-зерному – послойное ламинирова-ние (Laminated object manufacturing), селективное лазерное плавление (Selective laser melting), селектив-ное лазерное спекание (Selective la-ser sintering), лазерная наплав-ка металла (Laser metal deposition) и лазерная стереолитография (Laser stereolithography).
ЖЕЛЕЗНЫЕ ПЕРСПЕКТИВЫТекст: Екатерина Вершинина

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 5 7
Т Е Х Н О Л О Г И И
ИСТОРИЯ ИНДУСТРИИНесмотря на то что о 3D-принте-рах стали активно говорить только в последние годы, история развития трехмерной печати насчитывает око-ло 30 лет: первое применение было зафиксировано в 1980-х годах. Родо-начальником аддитивных техноло-гий принято считать Чарльза Халла, который в 1986 году запатентовал та-кой способ, как стереолитография. В этом же году американец основал компанию 3D Systems и разработал первый 3D-принтер Stereolithography Apparatus. А в 1988 году, усовершен-ствовав прежнюю модель, компания начала первое серийное производ-ство 3D-принтеров SLA-250. Второй вехой развития 3D-печати стало от-крытие в 1988 году технологии по-слойного наплавления FDМ Скоттом Крампом и основание им же компа-нии Stratasys.
Изначально термина «3D-печать» не существовало, и инновационные технологии назывались «быстрое прототипирование». Новый термин появился в 1995 году благодаря двум студентам Массачусетского техноло-гического института – Джиму Бред-ту и Тиму Андерсону. Они приду-мали перестроить работу обычного струйного принтера так, чтобы он де-лал объемное изображение в специ-альной емкости, после чего запатен-товали идею и открыли компанию Z Corporation. Эта технология, в осно-ве которой лежит послойное склеива-ние порошка, до сих пор используется для промышленного моделирования.
Неудивительно, что компании, со-зданные прародителями технологии, являются в современном мире лиде-рами индустрии. К числу основных игроков рынка также относятся ком-пании Arcam, ExOne, Voxeljet, SLM Solutions, Shapeways. Их стремит-ся догнать Hewlett-Packard, актив-но работающая на рынке традицион-
ных принтеров. Руководитель HP Мег Уитмен недавно заявила, что компа-ния намерена решить две основные проблемы, сдерживающие развитие 3D-принтеров, увеличив скорость пе-чати и улучшив качество. HP обещает представить свои разработки в июне 2014 года, а пока лишь остается га-дать, что это будет: новая технология или новый 3D-принтер.
КАК И ГДЕ ЭТО РАБОТАЕТНаиболее распространенное приме-нение 3D-печати – это создание про-тотипов изделия. Модели реальных размеров помогают оценить функ-циональность и исключить возмож-ность различных ошибок перед се-рийным производством изделия. Одним из популярных методов про-тотипирования является лазерная стереолитография, в которой в ка-честве исходного материала исполь-зуется жидкий фотополимер. Лазер-ный луч формирует на поверхности жидкости рисунок будущей моде-ли, затем опускается внутрь фотопо-лимера на один слой. Под лазерным излучением исходный материал за-твердевает, а лазер продолжает рисо-вать еще один слой с последующим погружением.
Пластик по-прежнему является са-мым распространенным материа-лом для аддитивной печати. Но су-ществует и масса технологий для металлической 3D-печати. Напри-мер, селективное лазерное плавле-ние. Действуют эти принтеры так: на рабочую поверхность распыляется равномерный слой металлического порошка, после чего включается ла-зер, который плавит области в соот-ветствии с заданной моделью. После этого рабочая поверхность опуска-ется на уровень одного слоя, и опе-рация повторяется вновь. Благодаря тому что процесс происходит в бес-кислородной среде, полученная мо-дель не окисляется. Технология по-
зволяет создавать геометрически сложные предметы из различных ви-дов стали и титана.
На том же принципе основано се-лективное лазерное спекание, толь-ко в качестве расходного материала используются полимерные порош-ки. Еще одна технология – лазер-ная наплавка металла, ее применя-ют как для создания новых деталей, так и для восстановления изношен-ных поверхностей. Например, при ремонте детали с трещиной на место плавления подается порошок, кото-рый плавится под лазерным излуче-нием, а образовавшийся сплав за-полняет промежуток между краями разрыва. Операцию нужно повторять вновь и вновь, пока трещина послой-но не зарастет.
Металлическая 3D-печать привлек-ла внимание промышленных про-изводителей благодаря тому, что по-зволяет создавать сложные изделия из различных материалов без ис-пользования дополнительного обра-батывающего оборудования и с не-большим количеством отходов: это значительно экономит время и де-нежные средства. За счет использо-вания 3D-печати уменьшается вес изделия, а также исключается воз-можность дефектов, которые могут появиться при традиционных ме-тодах изготовления. Уже доказано, что металлические изделия, напе-чатанные на 3D-принтерах, по сво-им свойствам – плотности, остаточ-ному напряжению, механическому поведению, неравновесной микро-структуре, кристаллографической текстуре – в лучшую сторону отлича-ются от изделий, созданных литей-ным и другими деформируемыми методами.
Исходным материалом для промыш-ленной 3D-печати служат компози-ции различных мелкодисперсных

5 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е Х Н О Л О Г И И
металлических порошков на осно-ве титана, алюминия, никеля, кобаль-та и других металлов. Как правило, они должны обладать сферичностью, определенным гранулометрическим составом с высоким выходом годно-го, высокой химической однородно-стью, пониженным содержанием га-зовых примесей – кислорода и азота.
ГЕОГРАФИЯ: ОТ ВАШИНГТОНА ДО ТОКИОПо данным Wohlers Associates, 38 % мировой индустрии аддитив-ных технологий приходится на США, на втором месте Япония с 9,7 %, за ней следует Германия с 9,4 % и Ки-тай с 8,7 %. США никому не хотят уступать свои лидерские позиции в 3D-печати. Для ускорения процесса развития инновационных технологий пять ведомств – Минобороны, Мин-энерго, Министерство торговли, На-учный национальный фонд и NASA – выступили инициаторами создания в 2012 году Национального инсти-тута инновационного производ-ства, который позже был переимено-ван в America Makes. Эта организация способствует сотрудничеству лиде-ров бизнеса и научных учреждений, помогая продвижению инновацион-
ных разработок в аддитивных техно-логиях на мировом рынке. В работе института участвуют около 100 ком-паний, некоммерческих организаций и государственных учреждений.
Вторым серьезным шагом стало на-чало строительства Digital Lab for Manufacturing в Чикаго. На этот про-ект Минобороны уже выделило $ 70 млн, еще $ 250 млн поступлений ожидается от представителей инду-стрии, образовательных учрежде-ний, правительства и общественных партнеров. Digital Lab будет иметь об-щих партнеров с America Makes, это такие промышленные гиганты, как Rolls-Royce, Dow Chemical, Procter & Gamble, General Electric, General Dynamics, Lockheed Martin, Honeywell, Rockwell Collins, Microsoft, Boeing, Autodesk и 3D Systems. В настоящее время Digital Lab запускает откры-тую онлайн-платформу программно-го обеспечения для проектирования и сотрудничества в режиме реально-го времени.
А президент США Барак Обама анон-сировал создание Института про-изводственных инноваций в легких и современных металлах в Детрой-
те – на этот проект Минобороны так-же выделит $ 70 млн.
Европа оказалась «штаб-кварти-рой» для крупнейших производите-лей промышленных 3D-принтеров: Voxeljet, SLM Solutions, EOS GmbH, Concept Laser, Realizes (все пять – Германия), Arcam (Швеция), Phenix Systems (Франция), Renishaw (Вели-кобритания). Европейские страны также понимают перспективность аддитивных технологий и оказыва-ют поддержку развитию отрасли. Так, Минфин Великобритании готов вы-делить около $ 25 млн на создание к 2015 году Центра аддитивных тех-нологий. Новый центр расположит-ся рядом с Центром технологическо-го производства в Ковентри и будет заниматься разработкой изделий для реактивных двигателей, авто-прома и медицины. А вот в Герма-нии инициатива исходит от инду-стрии (при поддержке федеральных земель): Boeing, EOS GmbH, Evonik Industries, MCP HEK Tooling совмест-но с университетом в Падербор-не еще в 2008 году открыли исследо-вательский центр DMRC, в котором в 2012 году было реализовано уже де-вять проектов в этом направлении.
ПРИМЕНЕНИЕ ПРОТОТИПОВТакого рода прототипы поль-зуются спросом у ученых в са-мых разных сферах, в том числе в атомной и ядерной физике. Так, национальная ла-боратория в Ок-Ридже, входя-щая в американскую команду разработчиков ИТЭР, в целях экономии бюджета предложи-ла использовать 3D-печать для проектирования деталей реак-тора. По словам американских инженеров, изучение физиче-ской модели поможет избе-жать ошибок, обнаружить воз-
можность экономии материала и сделать конструкцию более функциональной. В процес-се проектирования крупных деталей реактора, например 60-футового центрального со-леноида, разработчики созда-ют «игрушечные» макеты. Что касается более мелких дета-лей, например быстрого га-зового клапана для системы смягчения последствий сбоев в реакторе, их печатают в мас-штабе один к одному.
Специалисты ЦЕРН в адди-тивных технологиях увиде-
ли решение вопроса о замене вышедших из строя слож-ных и уникальных компонен-тов, которая при традицион-ном производстве является длительным и дорогостоящим процессом.
Лаборатория полимеров ЦЕРН приобрела принтер с техноло-гией стереолитографии, что-бы изучать, как новые смолы на эпоксидной, кремние-вой и полиуретановой осно-ве будут реагировать на раз-личные процессы, такие как склеивание, литье, электри-
ческая изоляция, и вести себя при криогенных температу-рах и радиации. Главным пре-имуществом нового аппарата является возможность произ-водства функциональных ча-стей с жесткими механически-ми свойствами. Лаборатория имеет и другой трехмерный принтер, способный склеивать тонкие слои полимерного по-рошка. Однако такая техноло-гия печати подходит для из-учения формы определенных прототипов, но не для про-изводства функциональных деталей.

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 5 9
Т Е Х Н О Л О Г И И
Другой крупной инициативой явля-ется пятилетний проект AMAZE, о за-пуске которого сообщило в 2013 году Европейское космическое агентство. Бюджет проекта, участниками кото-рого являются 28 компаний, в том числе Airbus, Astrium, Norsk Titanium, Университет Кренфилда и EADS, со-ставил около 20 млн евро. Одной из целей проекта является создание металлических изделий высокого ка-чества, способных работать при экс-тремально высокой температуре, ко-торая достигается, например, при термоядерной реакции или в соплах ракет.
Китай, используя всю мощь своей индустрии, намерен пошатнуть ли-дерские позиции США. Профильный промышленный союз КНР прогнози-рует, что к 2016 году китайский ры-нок 3D-печати достигнет $ 1,65 млрд, что в 10 раз больше по сравнению с 2012 годом. Для достижения ам-бициозной цели в конце 2012 года был образован Индустриальный аль-янс Китая по технологиям 3D-печа-ти, состоящий из 30 китайских на-
учно-исследовательских институтов и ведущих компаний отрасли. Эта организация планирует построить 10 инновационных центров и ин-вестировать в каждый по $ 3,3 млн. Тем временем успехи китайских ин-женеров по значимости не уступа-ют европейским и американским. В Китае прошли первые испытания истребителя с несущей конструкци-ей, напечатанной из порошка тита-на. А компания Southern Fan предста-вила крупнейший в мире 3D-принтер (28 метров в длину, 23 метра в шири-ну и 9,5 метра в высоту), способный производить металлические компо-ненты с максимальным диаметром до 6 метров и весом до 300 тонн. Изделия планируется применять в ядерной, нефтехимической, метал-лургической отрасли.
Япония также оценивала перспек-тивы трехмерной печати и в начале 2014 года создала научно-исследова-тельскую ассоциацию по разработ-ке промышленных 3D-принтеров, предназначенных для изготовления сложных деталей из металла с целью
применения в авиации и медицине. Министерство экономики, торговли и промышленности Японии намере-но выделить на реализацию проек-та около $ 37 млн. По ожиданиям вла-стей, первые устройства появятся к 2015 году, а в конце 2019 года стар-тует массовая продажа 3D-принтеров. Членами ассоциации стали нацио-нальные университеты и 27 техно-логических компаний, в том числе Panasonic, Mitsubishi Heavy Industries, IHI, Kawasaki Heavy Industries, Komatsu и Nissan Motor. Ежегодный членский взнос для каждой организа-ции будет равняться $ 5 тыс.
ПЕРСПЕКТИВЫ И ПРОГНОЗЫЕще более активное развитие адди-тивных технологий и применение их в промышленности пока сдержива-ется рядом факторов. Например, до-роговизна материалов не является проблемой при использовании ад-дитивных технологий для производ-ства мелких деталей. Но при выходе изделия на более крупные масшта-бы высокая цена – это не просто про-блема, а непреодолимое препятствие.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИGeneral Electric, судя по все-му, как никто другой близка к запуску в коммерческое про-изводство деталей, изготов-ленных с помощью аддитив-ных технологий. Во-первых, GE Aviation объявила о планах печатать в 3D инжекторы для своей новинки – реактивного двигателя нового поколения LEAP-1A. Первые лаборатор-ные эксперименты GE показа-ли, что если напечатать – слой за слоем – инжектор из ко-бальт-хромового порошка, из-делие будет легче и долговеч-нее. Во-вторых, инженеры GE придумали использовать тех-
нологию лазерного спекания для изготовления кромки ло-пасти двигателя из титано-вого порошка. Обе детали должны были постепенно на-чать применяться в двигате-лях с 2013 года, а интегриро-вать их в полномасштабный производственный цикл пла-нируется в 2016 году. Пере-ход на аддитивные технологии сэкономит компании порядка $ 25 тыс. на каждом двигателе. Вскоре инженеры GE Aviation намерены включить в про-изводство новые материа-лы, такие как титан, алюминий и никель-хромовые сплавы, рассчитывая добиться лучших характеристик деталей, не-
достижимых при использова-нии технологии литья. В-треть-их, другое подразделение GE планирует во второй полови-не 2014 года запустить опыт-ное производство металли-ческих топливных форсунок для газовых турбин. На сего-дня GE производит около 10 % продукции с использованием 3D-печати, и в планах корпо-рации нарастить производство до 25 % и 50 % в течение 10 лет и 20 лет соответственно.
По тому же пути идет немец-кий концерн Siemens, заявив-ший о переходе с традици-онных методов производства деталей для горелок газовых
турбин на технологию селек-тивного лазерного плавления. Единственное но в новом про-изводстве инженеры концер-на видят в скорости работы 3D-принтеров.
Американское космическое ве-домство NASA также объявило об успешном испытании на ог-неупорность инжектора ракет-ного двигателя, изготовлен-ного с помощью селективного лазерного плавления. А в ав-густе 2014 года ведомство на-мерено отправить на МКС 3D-принтер для изучения воз-можности печати инструмен-тов и запасных деталей в усло-виях микрогравитации.

6 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е Х Н О Л О Г И И
КОММЕНТАРИЙ ЭКСПЕРТА
ЕВГЕНИЙ КАБЛОВ, генеральный директор ВИАМ:
«На данный момент предприя-тия авиационной отрасли за-купают и используют порошки сплавов зарубежного произ-
водства, поставляемые фирма-ми – производителями устано-вок. При этом имеется острая потребность в металличе-ских порошках отечественных сплавов. Серийного производ-ства порошковых материалов для данных технологий в Рос-сии нет. Потребность суще-ствующего парка установок для аддитивного производ-ства в РФ в порошковых мате-риалах составляет примерно 20 тонн в год.
Для решения данной пробле-мы в ВИАМ организован за-мкнутый цикл аддитивного производства деталей газо-турбинных двигателей, вклю-
чающий производство расхо-дуемой шихтовой заготовки, получение мелкодисперс-ных металлических порош-ков отечественных сплавов и разработку технологий се-лективного лазерного спека-ния деталей из этих порошков с последующей газостатиче-ской обработкой. Возмож-ность проведения полного цикла исследований и обес-печения выпускаемой про-дукции необходимой научно-технической документацией открывает также перспективу организации в ВИАМ серий-ного производства металли-ческих порошков с последую-щей их сертификацией для
ведущих моторостроительных предприятий.
Создание центра, обеспечи-вающего серийный выпуск по-рошков, отработку техноло-гий аддитивного производства деталей газотурбинных дви-гателей на базе ВИАМ, сокра-тит отставание от зарубежных конкурентов в данной, интен-сивно развивающейся области. Это позволит снизить стои-мость отечественных порош-ков до уровня зарубежных, что обеспечит проведение не толь-ко опытных работ на отече-ственных моторостроительных предприятиях, но и передачу данных технологий в серию».
Например, цена титанового порошка, которая обусловлена единственным пока способом его изготовления – дорогостоящим процессом Кролла, – колеблется от $ 200 до $ 400 за кило-грамм. Здесь ветер перемен подул с Британских островов: компания Metalysis разработала новую, менее затратную технологию производства титанового порошка и ведет перего-воры по постройке фабрики для его изготовления в Йоркшире (Велико-британия). Стоимость проекта оце-нивается в $ 500 млн. Технология за-ключается в получении порошка из рутила (оксида титана) с помощью электролиза. Новый метод позволяет получать порошок разных фракций, разной чистоты, морфологии и на ос-нове разных легирующих элемен-тов. Размеры гранул порошка могут варьироваться от 1 – 2 мм до 100 мкм. По мнению авторов технологии, себе-стоимость производства порошка мо-жет снизиться на 75 %.
Вторым мощным импульсом разви-тия промышленной 3D-печати может стать окончание в мае 2014 года сро-
ка действия патентов на технологию селективного лазерного спекания, принадлежащих Техасскому уни-верситету в Остине. Эксперты про-гнозируют удешевление 3D-принте-ров, печатающих по этой технологии, а вслед за этим – и расходных мате-риалов. Такие ожидания основаны на событиях, имевших место в про-шлом: несколько лет назад закон-чилось действие патентов на тех-нологию моделирования методом наплавления, что сопровождалось резким падением цен на принтеры: с нескольких тысяч долларов до $ 200.
Также ценовая конъюнктура на этом рынке может измениться за счет кон-куренции, которую в перспекти-ве могут составить промышленные принтеры из Китая.
По прогнозам аналитической компа-нии Canalys, объем мирового рынка 3D-печати в 2014 году может вырасти на 50 % по сравнению с 2013 годом – до $ 3,8 млрд, а в 2018 году достиг-нет $ 16,2 млрд. Рост объема будет обусловлен расширением использо-
вания аддитивных технологий в об-ласти архитектуры, медицины, авиа-ционно-космической, оборонной и ядерной отрасли.
WAKE UP, РОССИЯ!У России же цифры, как это часто бы-вает, скромнее. Пока российский ры-нок составляет менее 0,5 % мирового, и в течение следующих пяти лет его темпы роста не увеличатся, отмеча-ют в Research.Techart. Неудивительно, ведь развитие аддитивных техноло-гий в России находится в зачаточном состоянии, основной причиной си-туации, по мнению экспертов, явля-ется отсутствие поддержки со сторо-ны государства.
Чтобы развивать технологию, необ-ходима работа сразу в нескольких направлениях: и подготовка квали-фицированного персонала, и форми-рование новых стандартов, и приня-тие новых нормативных документов. Не менее важной проблемой явля-ется отсутствие в России серийного производства порошков. Тем не ме-нее какие-то точечные действия

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 6 1
Т Е Х Н О Л О Г И И
в этом направлении предпринимают-ся как отдельными чиновниками, так и учеными.
В частности, вице-премьер РФ Дми-трий Рогозин, отвечающий в пра-вительстве за ВПК, предлагает раз-вивать концепцию «цифровой фабрики» с полным циклом произ-водства, от проектирования до по-лучения готового изделия. Такие фабрики могли бы включать в себя аддитивные технологии, высокопро-изводительные автоматизирован-ные линии для быстрого изготов-ления электронной компонентной базы, роботизированное управление производством, национальные CAD-, CAE-, CAM-системы, новые техноло-гии сборочного производства, систе-мы управления жизненным циклом изделия. По его мнению, для внедре-ния концепции «цифровой фабрики», а в частности развития аддитивных технологий, необходимы совмест-ные усилия со стороны Военно-про-мышленной комиссии, Минпром-торга РФ и Фонда перспективных исследований.
Причем в России, по словам Д. Ро-гозина, есть компании и науч-ные центры, за счет которых может происходить развитие аддитив-ных технологий: МЦЛТ, ЗАО «НИИ ЭСТО», ЗАО «НТ-МДТ», ГК «Промтех-нология», МГТУ им. Баумана, МГТУ «СТАНКИН», МИСИС, МАИ. В их ар-сенале есть оборудование высокого уровня, способное провести НИОКР и проконтролировать качество работ на каждом этапе. Также при поддерж-ке федерального бюджета открыва-ются региональные инжиниринговые центры. Помимо этого, в России ра-ботают небольшие компании, пред-лагающие оборудование зарубежных производителей. Однако, по убежде-нию вице-премьера, «слабостью и тех и других является отсутствие ком-плексного подхода и несогласован-
ность действий по освоению и вне-дрению цифровых технологий».
Не исключено, что порошок, получен-ный в стенах ОАО «ВНИИХТ», станет тем самым катализатором, который даст старт серийному производству расходных материалов в России. Ин-ститут разработал новый способ по-лучения ультрадисперсных порошков металлов с помощью металлотерми-ческого восстановления хлоридов ме-таллов в расплаве солей. Как рассказа-ла журналу заведующая лабораторией № 1 отдела ядерно чистых конструк-ционных материалов ВНИИХТ Оксана Аржаткина, этот процесс заключает в себе сразу две операции в одной – получение металла и его диспергиро-вание. «По количеству применяемых операций наш метод значительно ко-роче широко известного и приме-няемого в промышленном масшта-бе метода атомизации (распыливания расплава металла в струе инертного газа) и центробежного распыливания, основанного на получении метал-лов и последующем их диспергирова-нии», – объясняет эксперт.
Эта технология обладает рядом до-стоинств: низкая температура про-цесса, высокий выход годного (не ме-нее 98%), исключительно высокая однородность порошков по содер-жанию примесей (отклонение со-держания примесей не более 0,1 %), малооперационность (благода-ря получению порошка метал-ла непосредственно на операции восстановления).
Новый способ получения поликом-понентных порошков, как ожидают во ВНИИХТ, повлияет на их потре-бительские качества (коррозионную стойкость, высокую прочность, жа-ропрочность и жаростойкость, ра-диационную стойкость и прочие) вследствие увеличения гомогенно-сти химического и фазового состава
порошков в 10 – 50 раз по сравнению с мировым уровнем – отклоне-ние химического состава порошков не превышает 0,1 % вместо 1 – 100 %). А за счет упрощения технологическо-го процесса себестоимость порош-ков может снизиться на 30 %, ожидает О. Аржаткина. По ее мнению, благо-даря этим преимуществам и отсут-ствию подобных технологических решений в России и за рубежом но-вый способ получения порошков мо-жет составить конкуренцию мировым аналогам.
Новая разработка ВНИИХТ уже уви-дела свет, правда, в ограниченном масштабе: институт сотрудничал с предприятиями ядерно-оборон-ного комплекса по проекту получе-ния металлического порошка гаф-ния, а для ОАО «ЧМЗ» разработал способ получения металлическо-го порошка циркония. Теперь же ВНИИХТ рассчитывает на более ши-рокий круг потребителей. Так, инсти-тут уже представил новую технологию Росатому, и, по словам О. Аржатки-ной, в 2014 году топ-менеджеры Рос-атома – руководитель дирекции ЯОК Иван Каменских и глава блока по управлению инновациями Вяче-слав Першуков – в письменной форме пообещали поддержать направления по получению поликомпонентных порошков металлов в расплаве солей. По ее информации, ЗАО «Наука и ин-новации» планирует открыть боль-шой проект по 3D-печати и получе-нию расходных материалов для нее, куда планируется включить соответ-ствующее направление ВНИИХТ.
«В первую очередь мы ориентиру-емся на применение нашей техноло-гии для нужд ЯОК, но рассчитываем и на другие отрасли: атомную энерге-тику, авиационно-космическую про-мышленность, радиоэлектронику и так далее», – заключает завлабора-торией ВНИИХТ.

6 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т Е Х Н О Л О Г И Я
Можно ли спроектировать атомный ледокол нового поколения на компьютере? «ОКБМ Африкантов» совмест-но с РФЯЦ-ВНИИЭФ и Кур-чатовским институтом уже сегодня делает это с помощью CFD-кодов. О проблемах и перспективах компьютерного моделирования Ольге Ганжур рассказал начальник депар-тамента научно-технического обоснования проектов ОКБМ Михаил Большухин.
ную часть насоса, создавали реаль-ную масштабную модель, прототип из оргстекла, затем на воздушных стендах ее продували. Строили спе-циальные стенды, производственные испытания шли от года до полуто-ра лет. Мы заменили модельный экс-перимент для проектирования про-точных частей насоса на численный. Испытания длятся три месяца макси-мум, существенная экономия средств на материалы.
– В чем специфика применения CFD-кодов для проектирования ре-акторных установок?
– При проектировании насосов мы использовали CFD-программы толь-ко для моделирования изотермиче-ских потоков. Новое качество в атом-ной энергетике получается как раз от моделирования неизотермических потоков. Эта технология требует зна-чительно увеличить вычислительные
затраты по сравнению с традицион-ным применением CFD. Вот поэтому актуальность применения CFD-про-грамм в атомной энергетике появи-лась только тогда, когда были внедре-ны суперкомпьютеры.
В 2010 году стартовала президент-ская программа по модернизации и технологическому развитию эконо-мики России, она предполагала в том числе и внедрение суперкомпьюте-ров на предприятиях атомной от-расли. Эта подпрограмма делилась на две части: мирную энергетику и энергетику для атомного корабле-строения. ОКБМ возглавил развитие второго направления, нашими парт-нерами стали РФЯЦ-ВНИИЭФ и Кур-чатовский институт.
За три года мы достигли некоторых успехов. В частности, освоили техно-логию применения CFD-кодов для задач атомной энергетики при мо-
ВИРТУАЛЬНАЯ РЕАЛЬНОСТЬ
– Давайте начнем с определе-ния. Что такое CFD-коды и где они применяются?
– Это трехмерные теплогидравли-ческие коды. Современные CFD-про-граммы позволяют рассчитывать и анализировать все, что течет, гре-ется и химически реагирует. Их на-чали применять в промышленности в 1970-е годы, больших успехов до-стигли, например, в автомобильной отрасли. Допустим, нужно проверить обтекаемость проектируемого авто-мобиля. Вместо того чтобы проводить исследования в аэродинамической трубе, можно создать с помощью CFD-кодов 3D-модель этой трубы и машины. Важно, чтобы этим зани-мался опытный экспериментатор, хо-роший инструмент применял, – вот тогда будет достигнут успех, будут по-лучены точные результаты.
– А в атомной промышленности эти коды сегодня применяются?
– Пример из практики «ОКБМ Афри-кантов» – использование CFD-про-грамм для проектирования насосов. Раньше, чтобы разработать проточ-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 6 3
Т Е Х Н О Л О Г И Я
ресурс, у нее существенное преиму-щество по габаритам, по безопасно-сти. Несмотря на надежность наших парогенераторов, в проекте мы обя-заны рассмотреть возможность воз-никновения межконтурной неплот-ности отдельного модуля. Проще говоря, течи. Заменить парогенера-тор сложно и дорого, Теоретически отдельный модуль мы можем про-сто заглушить, чтобы течь не рас-пространялась из первого контура, и некоторое время дальше эксплуа-тировать реактор. Но в этих условиях в реакторе возникают сложные тем-пературные режимы, которые могут влиять и на управляемость реактора, и на безопасность. А могут и не по-влиять, но, чтобы знать точно, необ-ходимо провести испытания в штат-ных условиях.
Провести модельный эксперимент такой сложности сегодня практи-чески невозможно, для этого надо создавать специальные стенды-прототипы, устанавливать на них температурные датчики и прово-дить экспериментальные исследо-вания в штатных условиях, то есть при высоких давлениях и температу-рах. Во-первых, это очень накладно. Во-вторых, результаты измерений могут быть не слишком точными. Установка термопар искажает все процессы, которые в оборудовании происходят. А код «Логос» позволил бы нам создать виртуальную модель реакторной установки, провести ис-пытания на суперкомпьютере и по-
делировании температурных пульса-ций. Это необходимо для того, чтобы обосновать, например, ресурс тепло-обменников, функционирующих под постоянным воздействием дополни-тельных термоциклических нагрузок. В прошлом году мы начали приме-нять эти расчеты в реальных проек-тах. Второй успех заключается в том, что мы за короткое время созда-ли специально оборудованную гид-родинамическую лабораторию для верификации трехмерных CFD-ко-дов. Верификация – это первостепен-ная задача. Мы доказали, что резуль-татам виртуальных экспериментов можно доверять.
Но есть и проблемы. У нас до сих пор нет доведенного до конца отече-ственного трехмерного CFD-кода вы-сокого уровня. РФЯЦ-ВНИИЭФ при-ступил к разработке кода «Логос», но пока она не завершена. Нужно кон-солидировать усилия компетентных специалистов. Для этого мы предла-гаем создать проектный центр. Мы неоднократно говорили об этом на заседаниях секций научно-техни-ческого совета Росатома, но пока, к сожалению, на практике ничего не изменилось.
– А если проект все же будет реа-лизован, что это даст Росатому?
– Например, сейчас мы в ОКБМ раз-рабатываем реакторную установ-ку для ледокола нового поколения. У нее в три раза повышен проектный
лучить точный результат. Мы могли бы не просто исследовать процессы смешения неизотермических пото-ков, но и оперативно вырабатывать рекомендации, оптимизировать от-дельные конструктивные элементы.
– Сегодня создается новая техноло-гическая платформа атомной от-расли. Могут ли CFD-коды исполь-зоваться в проекте «Прорыв»?
– Могут, и мы в этом ключе рабо-таем. Создаваемый в рамках про-екта реактор БН-1200 имеет очень большие размеры, поле температур на выходе активной зоны неравно-мерное. Необходимо понять, пере-мешаются ли потоки с разной тем-пературой, до какой степени они перемешаются, не вызовет ли это опасных пульсаций в тракте цир-куляции натриевого теплоносите-ля. Это самая масштабная задача, и она может быть решена с исполь-зованием разрабатываемой в ОКБМ технологии применения CFD-ко-дов. Причем эта технология подойдет для всех без исключения проекти-руемых и действующих реакторных установок.
В Европе и в Америке сегодня множе-ство программ по внедрению и адап-тации CFD в практику проектирова-ния и сопровождения эксплуатации реакторных установок. Поэтому, что-бы сохранить конкурентоспособность на мировом рынке, нам нужно не от-ставать от зарубежных коллег.
СПРАВКАСomputational fluid dynamics – вычислительная гидродина-мика – подраздел механики, включающий физические, ма-тематические и численные методы для определения ха-рактеристик потоковых про-цессов. CFD-анализ позволя-
ет предсказывать движения сплошных сред с помощью компьютера, рассчитать поля температур, термическое из-лучение, горение, электромаг-нетизм. CFD изначально раз-вивалась для решения задач аэрокосмической промыш-ленности: расчета камер сго-
рания ракетных двигателей, физико-химических процес-сов при обтекании головных частей боеголовок и обтека-нии сверхзвуковых самолетов. В настоящее время область применения CFD гораздо шире. В энергетике CFD стали использовать не так давно –
около 10 лет назад. CFD-коды уже применяют при расчете горелок для сжигания топлива в котлах ТЭЦ, при расчете вы-бросов оксидов азота котлами ТЭЦ, при определении сопро-тивлений газоходов. Прохо-дит адаптация CFD для задач атомной энергетики.

6 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
ИСТОРИЯ AREVA: ДО И ПОСЛЕ
В М И Р Е
Со времени увольнения в июне 2011 года Анн Ловержон с поста руководителя группы компаний Areva прошло чуть меньше трех лет. Но эхо решений, принятых в предыдущее десятилетие, бу-дет слышаться еще долго. При этом, изучая отчеты Areva как в годы управления А. Ловержон, так и после, трудно отделаться от ощущения, что у стратегиче-ской для французского государ-ства компании отсутствует… стратегия.
ЖИЗНЬ ПРИ ЛОВЕРЖОНА. Ловержон возглавила Areva в 2001 году. Оценивать в настоящем то, что происходило более 10 лет на-зад, довольно непросто. Тем не менее, если судить по архивам СМИ, в то вре-мя реноме у этой бизнес-вумен, пер-вой женщины – руководителя атом-ной корпорации, все же было скорее положительное. А. Ловержон переве-ла Areva на дивизиональную систе-му управления, провела ребрендинг, была последовательным защитни-ком атомной энергетики, путем при-обретений выстроила вертикально интегрированную компанию и нача-ла освоение новых рынков, например альтернативной энергетики. Что уж говорить, если французский премь-ер-министр Франсуа Фийон, объявляя об отставке А. Ловержон и назначении Люка Урселя, похвалил бывшего ди-ректора за то, что та сделала из Areva мирового лидера в ядерном секторе.
Первые осторожные шаги на M & A-рынке Areva стала делать в 2002 году, а пик этой активности, если критерием может служить ве-личина перечня основных собы-тий в годовом отчете, пришелся на 2008 год. Вот неполный список при-обретений: базирующаяся в США Duke Engineering & Services, дивизи-он Transmission & Distribution (ко-торый через несколько лет был пе-репродан), контрольный пакет предприятия «Катко» в Казахстане, 21,1 %-ный пакет немецкого произ-водителя ветротурбин REpower (так-же был впоследствии продан), 50 % в газоцентрифужном проекте ETC, доля во французском производителе сверхбольших поковок SFAR Steel, ка-надская UraMin, контрольный пакет германского производителя ветро-турбин Multibrid, 70 % бразильской Koblitz, поставщика интегрирован-ных решений для теплогенерации
Текст: Татьяна Данилова, Екатерина Трипотень

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 6 5
В М И Р Е
из ВИЭ, работающая в США британ-ская PM Consultants, а также герман-ская PN Rotor.
Отчетные цифры подтверждали пра-вильность выбранного пути развития. Если посмотреть на историческую динамику финансовых результатов Areva (к слову, в них сам черт ногу сломит – компания неоднократно пе-ресчитывала ретроспективно пока-затели и меняла систему отчетно-сти с GAAP на IFRS), то первые семь лет управления А. Ловержон мож-но назвать просто блестящими: крат-ный рост портфеля заказов, увеличе-ние выручки почти в 1,5 раза, почти стабильное приращение EBITDA (хотя оборотной стороной чрезмерной ди-версификации является снижение рентабельности, что и наблюдалось у Areva). Впрочем, и долги компании росли так же стабильно. Но как же ра-стущей компании без долгов? И ин-весторам это нравилось. C 2001 года, когда А. Ловержон возглавила ком-панию, по 2007 год, на который при-шелся пик котировок Areva, капита-лизация компании взлетела на 347 %.
Уже 2011 год Areva закончила с ре-кордным чистым убытком в 2,4 млрд
евро, а в 2012 году котировки компа-нии были на минимальном за пер-вое десятилетие XXI века уровне. И это не следствие действий нового менеджмента, а последствия реше-ний, принятых когда-то А. Ловержон (в Areva, объясняя неутешительную ситуацию, предпочитают формули-ровку «решения прошлого десятиле-тия»). Что и где пошло не так?
ТЯЖКИЕ ГРУЗЫ AREVAГод 2011-й был сложным для атом-ной отрасли всего мира. После ка-тастрофы на «Фукусиме» Герма-ния и еще несколько стран объявили о поэтапном отказе от атомной энер-гетики. В декабре 2011 года ста-ло известно о том, что вскоре Areva объявит о годовом операционном убытке 1,6 млрд евро, вызванном в основном сокрушительным паде-нием цен на уран, которые, помимо прочего, сделали убыточным приоб-ретение в 2007 году горнодобываю-щих предприятий с малой капитали-зацией. В 2007 году, на самом пике урановых цен, когда фунт урана сто-ил $ 138, компания заплатила 1,8 млрд евро за канадскую UraMin с ак-тивами в Намибии, Центральноаф-риканской Республике и в ЮАР. Сдел-
ка по покупке UraMin была частью смелой попытки превратить Areva в универсальную атомную компанию с интересами от строительства реак-торов до управления ядерными от-ходами и с серьезными добывающи-ми активами. Но в конце 2011 года из-за падения спроса уран торго-вался примерно по $ 50. К тому же запасы UraMin оказались меньше ожидаемых.
Французское правительство, санк-ционировавшее приобретение UraMin, оказалось в неловкой ситуа-ции: ему пришлось разделить вину за неудачу, которую до этого сваливали исключительно на А. Ловержон.
Помимо UraMin на финансовые ре-зультаты французского гиганта да-вит ряд других крупных атомных проектов, в первую очередь «Олки-луото-3» – его история отсчитывает-ся с 2003 года, когда Areva и Siemens подписали соответствующее согла-шение с финской Teollisuuden Voima (TVO). «Олкилуото-3» – первый про-ект, в котором Areva стала не толь-ко поставщиком реактора, но и руко-водителем строительства. Финский проект был попыткой А. Ловержон
ОТСТАВКАУвольнение А. Ловержон во-все не было связано с ре-зультатами Areva: тогдашний президент Франции Николя Саркози был той метлой, ко-торая отовсюду выметала на-значенцев правительства со-циалистов. Поговаривали также, что свой вклад внес-ло сопротивление А. Ловер-жон объединению с Alstom, а этот план предложил как раз Н. Саркози, занимавший тогда пост министра финан-сов. Увольнение А. Ловер-жон откладывалось несколь-
ко раз из-за того, что она обладала мощной поддерж-кой в высших кругах политики и бизнеса.
Формальным поводом ста-ло поражение Areva в тендере на строительство АЭС «Бара-ка» в ОАЭ, контракт по ко-торой достался консорциу-му во главе с южнокорейской KEPCO, ранее не поставляв-шей реакторы на экспорт. По-сле этого проигрыша прави-тельство Франции заказало исследование о французской ядерной отрасли Roussely
report, получившее название по имени автора — экс-главы EDF Франсуа Руссели. Одной из рекомендаций отчета было сделать лидером француз-ской команды на международ-ном рынке EDF как компанию, имеющую опыт строительства и эксплуатации АЭС. После этого было объявлено об от-ставке А. Ловержон.
Скандалы, затеянные А. Ло-вержон в связи с увольнени-ем — она обвиняла Н. Саркози в намерениях демонтировать и приватизировать Areva, в пе-
реговорах с Муаммаром Кад-дафи о поставках реакторов и бог знает в чем еще, — за-глохли на удивление быстро. Не слышно и о расследовани-ях против самой А. Ловержон, поводами к которым могла бы стать, в частности, удивитель-ная история покупки UraMin, миллиардные убытки из-за продажи двух EPR еще на ста-дии проектирования, а так-же прозвучавшие из Китая об-винения в подкупе, связанном со сделкой по поставке тех же EPR (глава CNNC Кан Жисинь набрал взяток на $ 260 млн).

6 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
В М И Р Е
0
3000
6000
9000
12 000
15000
5%
0%
10%
15%
20%
25%
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 20132012
0
10000
5000
15000
20000
25000
30000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 20132012
ВЫРУЧКА, МЛН ЕВРО, EBITDA MARGIN, %
выйти из-под крылышка контроли-руемой государством EDF, в строи-тельстве французских АЭС тради-ционно выступавшей в качестве руководителя проекта. По контракту поставщик полностью брал на себя риск незавершения строительства. Строительство началось в 2005 году, а его завершение планировалось на 2009 год. Расходы по «Олкилуото-3» изначально оценивались в 3,2 млрд евро. Поговаривают, что в момент начала строительства проект EPR был готов не более чем на 25 – 30 %. Как следствие, стройка продолжа-ется до сих пор, а в конце 2012 года нынешний глава Areva Люк Урсель оценил общие затраты на проект в 8,5 млрд евро.
Этот контракт стал настоящим кош-маром для Areva: в 2008 году ком-пания сформировала резерв под убытки на более чем 700 млн евро, в 2009 году – на 550 млн евро, а в 2010 году списала еще более 350 млн евро. По итогам 2011 года о списании убытков по «Олкилуо-то-3» не сообщалось (было доста-точно других значимых негативных факторов, о которых мы упомина-ли выше), шли лишь позитивные но-вости: суд встал на сторону Areva в разбирательстве с Siemens и по-становил выплатить ей 648 млн евро штрафа. В 2012 году фиксация убыт-ков по проекту продолжилась – ми-нус 400 млн евро, которые отчасти были покрыты полученными Areva
300 млн евро страхового возмещения в связи с превышением срока строи-тельства и перерасходом средств. В 2013 году – снова списания, на этот раз на 425 млн евро. Причем из-за изменения порядка ведения бухгал-терского учета эти убытки не покры-ваются доходами от проекта во вто-рой половине 2013 года. Нетрудно посчитать, что только в отчете груп-па отразила порядка 2,5 млрд евро убытка по проекту. По оценке Areva, проект «Олкилуото-3» ныне испол-нен на 86 % и будет завершен в дека-бре 2014 года. Крупным этапом стали испытания реактора на герметич-ность. В 2014 году работы будут со-средоточены на критической цепоч-ке финишных работ по реактору.
ПОКУПКА URAMIN И ШПИОНАЖИстория сделки тако-ва. В 2007 году Areva за $ 2,5 млрд (1,8 млрд евро) приобрела UraMin у компа-нии Polo Resources с целью разведки в Намибии урано-вых месторождений. Затем UraMin провела листинг на биржах TSX и Aim. В янва-ре 2012 года появилось осто-рожное высказывание о том, что Polo Resources намерен-но обманула Areva в части ре-альной потенциальной цен-
ности UraMin. Сделку назвали «полнейшей глупостью» со стороны Areva. Остается лишь гадать о причинах та-кого масштабного промаха со стороны одной из мощней-ших в мире ядерных корпо-раций. Публично обсуждав-шиеся подозрения нарастали как снежный ком. (Внутри са-мой Areva подозрения воз-никли еще раньше и привели к тому, что глава горнодобы-вающего подразделения Areva в 2010 году для расследова-ния этой сделки нанял швей-
царскую детективную фир-му, не сообщив об этом самой А. Ловержон.)
Подозрения быстро перерос-ли в обвинения: сделка была явно сомнительной, если не мошеннической. В том же январе 2012 года Reuters и французская Mediapart вы-стрелили сообщениями о шпионаже, контршпиона-же, мошенничестве, лжи, взя-точничестве и соперниче-стве внутри Areva, которые, собственно, и стали причи-
ной безответственной по-купки UraMin, а также приве-ли к увольнению А. Ловержон из Areva. Тем временем Служ-ба африканской геолого-разведки раздобыла доклад швейцарских детективов, ко-торый ставил вопросы по-тенциальной коррумпиро-ванности двух намибийских и одного южноафриканско-го политика, посредничав-ших в поразительной сдел-ке по UraMin, причем один из этих людей трудился в Areva.

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 6 7
В М И Р Е
0
3000
6000
9000
12 000
15000
5%
0%
10%
15%
20%
25%
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 20132012
0
10000
5000
15000
20000
25000
30000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 20132012
КАПИТАЛИЗАЦИЯ, МЛН ЕВРО
Вину за бесконечные задержки в ин-тервью агентству Reuters Л. Урсель возложил на… финских юристов: «Юристы TVO обладают исключи-тельно высоким влиянием на нашего клиента в части того, как следует во-площать проект. Они настаивают на крайне строгом следовании договор-ной базе», – сказал он. Немыслимо! Кто бы мог подумать, что юристы за-казчика станут настаивать на соблю-дении договора!
Перспективы покрыть убытки за счет средств, которые предполагает-ся взыскать с TVO в судебном поряд-ке, весьма невелики. Спор разбира-ет Арбитражный суд Международной палаты третейского суда. В октя-
бре 2013 года консорциум Areva – Siemens повысил свои требования компенсации от TVO до 2,7 млрд евро. Компания TVO, принадлежащая финским фирмам Pohjolan Voima, Fortum, Mankala и EPV Energia, по-дала встречную жалобу с требовани-ем компенсации в размере 1,8 млрд евро. Но даже если конфликт – один из крупнейших в истории отрасли – разрешится в пользу Areva, это де-лам французской компании поможет мало. Ведь претензии Areva против TVO не покрывают расходов компа-нии по проекту «Олкилуото-3». Так что в финансовых показателях фран-цузской группы мы в следующие годы вновь увидим списания гигант-ских убытков.
НЕТ ДЫМА БЕЗ ОГНЯУже в ходе подготовки это-го номера в печать во фран-цузские СМИ просочилась предварительная информация об итогах проверки деятель-ности Areva в 2006 – 2012 го-дах Счетной палатой Фран-ции. По сообщениям прессы, отчет содержит ужасаю-щий список обвинений в ад-рес бывшей главы компании А. Ловержон.
Прежде всего, Счетная палата критикует управление компа-
нией. Имело место чрезмер-ное сосредоточение полномо-чий в руках одного человека, и совет директоров не выпол-нял свою работу должным об-разом. Палата также обвиня-ет топ-менеджеров компании в том, что они слишком бы-стро увеличивали себе зар-платы. В этой связи упомина-ется и имя самой А. Ловержон.
Что еще серьезнее, критике подверглось управление круп-ными проектами. Несколько строительных проектов Areva
не принесли ничего, кроме финансовых убытков, конста-тирует Счетная палата. К числу событий, которые по-мешали росту Areva, помимо пресловутых EPR в Финлян-дии и во Франции, а так-же упомянутой нами сделки по UraMin и провала на тенде-ре в ОАЭ Счетная палата при-числяет трансфер реакторных технологий в Китай, прода-жу рентабельного филиала T & D из-за нехватки финан-сирования, войну с EDF, раз-вод с Siemens. Кроме того,
неудачным для Areva мож-но признать появление отче-та Roussely, в результате ко-торого во главу французской команды на международном рынке была поставлена EDF, а также размещение дополни-тельных акций группы (вместо ожидавшихся 1,5 – 3 млрд евро в конце концов удалось при-влечь 900 млн евро).
Официальная версия полно-го отчета Счетной палаты, как ожидается, будет опубликова-на в июне.
Еще одно списание – убытки от про-екта по модернизации некой не на-зываемой в отчете АЭС в Сканди-навии. Всего списано 141 млн евро, хотя еще в 2012 году убытки оценива-лись суммой 165 млн евро. После дол-гого перерыва в работе и внесения в 2013 году в контракт двух попра-вок завершение проекта намечено на 2014 год. В Areva по просьбе клиен-та не уточняют, что за АЭС модерни-зировалась по этому проекту. По на-шим данным, это может быть проект PLEX по расширению и/или продле-нию срока жизни шведской «Оскарс-хамн-2», который на сайте подраз-деления Areva в Германии назван «одним из самых сложных проектов модернизации АЭС из всех, когда-ли-

6 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
В М И Р Е
бо реализованных», или проект LARA по обновлению электросистемы и АСУТП на финской АЭС «Ловииса».
И наконец, отрицательные послед-ствия контракта по неназванному ис-следовательскому реактору, который «исполняется не без осложнений». Известно лишь то, что купол реактора был установлен в декабре 2013 года. А это уже дает ключ к пониманию си-туации: вероятно, речь о реакторе Жюля Горовица, в котором доля Areva составляет 10 % и купол которого был установлен 16 декабря 2013 года. От-чет за 2013 год не показывает убыт-ков по этому проекту, но в 2012 году потери достигли 54 млн евро. Сей-час идут переговоры по распределе-нию затрат, связанных с изменения-ми в проекте.
ПЯТИЛЕТНИЙ ПЛАН СПАСЕНИЯЛ. Урсель, возглавив Areva, принял-ся за финансовое оздоровление ком-
пании. По результатам 2011 года высшее руководство компании от-казалось от бонусов и объявило о за-мораживании заработных плат с ян-варя 2012 года. Заморожен был также найм административного и обслу-живающего персонала. А 13 дека-бря 2011 года был обнародован план Action 2016, цель которого – восста-новить к названной дате полный по-тенциал одной из крупнейших атом-ных компаний мира.
В основу плана были заложены сле-дующие глобальные тенденции:• удвоение мирового потребления энергии к 2050 году в связи с эконо-мическим ростом развивающихся стран и развитием новых областей энергопотребления (индивидуаль-ного и массового транспорта, а так-же инфотехнологий);
• необходимость достижения энерго-независимости в условиях истоще-ния запасов ископаемого топлива
и геополитических неопределен-ностей, которые благоприятствуют поиску источников энергии по ста-бильным и прогнозируемым ценам;
• разумеется, борьба против клима-тических изменений посредством снижения выбросов парниковых газов.
Стратегическим приоритетом про-мышленной и коммерческой дея-тельности группы сделали ядерную безопасность. Саму же новую стра-тегию отразили в трех директивах. Коммерческий приоритет отдали «со-зданию ценности», то есть строи-тельству реакторов и обслуживанию существующих клиентов-АЭС, вне-дрению постфукусимских усовер-шенствований безопасности в ЯТЦ в целом. Целью поставили нулевое число инцидентов. Не забыли отме-тить, что новый обогатительный за-вод Georges Besse II, применяющий центрифужную технологию, а так-же будущий конверсионный завод
–532 млн евро
–410 млн евро
–525 млн евро
2011
2012
2013
ОПЕРАЦИОННАЯ ПРИБЫЛЬ /УБЫТОК ПОДРАЗДЕЛЕНИЯ РАЗРАБОТКИ, СТРОИТЕЛЬСТВА И ОБСЛУЖИВАНИЯ РЕАКТОРОВ

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 6 9
В М И Р Е
Comurhex II оборудованы так, что обеспечивают высочайший уровень безопасности. Тогда же разработа-ли программу Safety Alliance, в рам-ках которой предложили ряд услуг для повышения безопасности суще-ствующих АЭС.
План упоминает клиентский порт-фель, к которому так или иначе при-числены 95 % атомных предприятий по всему миру и 360 реакторов. Надо сказать, что более 80 % своего обо-рота Areva извлекает из периодиче-ских работ (обслуживания эксплуати-руемых реакторов, ядерного топлива и тому подобного). Портфель заказов к концу 2011 года был заполнен на следующие пять лет.
В плане говорилось и о том, что Areva по-прежнему будет получать выго-ду от производства урана по самой низкой себестоимости на всем добы-вающем рынке и сможет максималь-
но использовать комментарии кли-ентов по проекту EPR. (Некоторых впечатлит этот способ выдать нужду за доблесть.) А в части энергии воз-обновляемых источников, которые Areva – и весь мир – полагает допол-няющими атомную энергетику, груп-па намерена стать ведущим игроком этого сектора (исключая гидроэнер-гетику) и на период до 2035 года на-мечает рост 8 % в год. Мы еще вер-немся к печальным результатам работы подразделения ВИЭ.
Инвестиционные приоритеты пла-на Action 2016 предполагали концен-трировать вложения на повышении безопасности и надежности атом-ных объектов, а также на доведении до финала уже начатых объектов. В 2014 году предполагалось выйти на самофинансирование всех инвести-ций группы Areva. Некоторые проек-ты ввиду царящей на рынках неопре-деленности заморозили.
В число замороженных угодил про-ект по сооружению разделитель-ного завода EREF в США. Также приостановили работы по расшире-нию центрифужного завода Jeorge Besse II. Отменили расширение заво-да MELOX по производству MOX-топ-лива, а также конверсионных заводов Comurhex в Мальвези и Пьерлатте. Временно отказались от разработки уранового месторождения Треккопье в Намибии, приостановили освоение уранового месторождения Руст-Куил в Южной Африке, контроль над кото-рым французы получили после при-обретения UraMin.
Финансовый приоритет получило укрепление финансовой структуры, в основу чего положили рост произ-водительности труда, поддержание ликвидности и внедрение програм-мы ликвидации «лишних», ненуж-ных активов на сумму 1,2 млрд евро. Для усиления финансовой структуры
–39 млн евро
–20 млн евро
–78 млн евро
2011
2012
2013
ОПЕРАЦИОННАЯ ПРИБЫЛЬ /УБЫТОК ПОДРАЗДЕЛЕНИЯ ВИЭ

7 0 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
В М И Р Е
группы планировалось в период 2012 – 2016 годов урезать инвестици-онную программу на 34 %, то есть до 7,7 млрд евро. При этом инвестиции в безопасность оставались на преж-нем уровне (2 млрд евро), а стратеги-ческие инвестиционные приоритеты подверглись переориентации.
Все эти меры должны были обеспе-чить к 2015 году сокращение опе-рационных затрат на 1 млрд евро и потребность в оборотных сред-ствах – на 500 млн евро, а с 2014 года предполагалось осуществлять ин-вестирование, как уже говорилось, только за счет собственных средств группы Areva, без привлечения зай-мов и субсидий.
Из замораживания найма работников на второстепенные участки (финансы, работу с персоналом, юридическое обеспечение, связь и тому подобное) вытекали меры по созданию кадрово-го должностного резерва и повыше-нию мобильности работников, кото-рых в любой момент могли перевести на другую должность и даже в другую местность. На зарубежных предприя-тиях Areva прошли массовые сокра-щения: так, в Германии лишились ра-боты сразу 1,2 тыс. человек.
ПРЕДВАРИТЕЛЬНЫЕ РЕЗУЛЬТАТЫПлан планом, а отчет Areva за 2013 год показывает, что компания терпит убытки третий год подряд. Чистый убыток за 2013 год составил 494 млн евро против 99 млн евро го-дом ранее. Консолидированная вы-ручка в 2013 году снизилась на 4 %, до 9,2 млрд евро, а подразделение воз-обновляемых источников энергии оказалось в убытке из-за отсутствия заказов. Реализован план по сни-жению издержек и жесткому управ-лению капитальными расходами.
Инвестиции в 2013 году составили 1,3 млрд евро, но в этом году снизят-ся до 1,1 млрд евро. Чистый долг вы-рос с прошлогодних 4,31 млрд евро до 4,42 млрд евро на конец 2013 года.
Основное же достижение состоит в том, что в прошлом году Areva уда-лось вернуться к реализации целевых показателей и впервые с 2005 года достичь положительного свободно-го операционного денежного по-тока. Это позволило в полной мере финансировать стратегические капи-
ПРИКЛЮЧЕНИЯ В НИГЕРЕДесятилетний контракт Areva на разработку нигерских ура-новых месторождений исте-кал в конце 2013 года, и еще в 2008 году были начаты но-вые переговоры по его про-длению. Переговоры, однако, были прерваны в связи с по-хищением сотрудников Areva. В 2012 году переговоры воз-обновились. Их предметом была величина роялти, кото-рые компания должна выпла-чивать Нигеру, а также ура-новый рудник Имурарен. Этот
рудник считается сравнитель-но бедным (0,8 кг на 1 тыс. кг породы), но запасы урана в нем очень велики, и в разви-тии горнодобывающей про-мышленности Нигера ему от-ведено особое место.
В настоящее время перего-воры идут ни шатко ни вал-ко, ни одна сторона не соби-рается сдавать позиций, а тем временем добыча остановле-на и на рудниках проводят-ся профилактические работы. Однако шахтерский профсоюз
назвал это тактической улов-кой на переговорах.
Правительство Нигера требу-ет от Areva повышения роялти до 12 %. Это выше 5 %, кото-рые выплачиваются Австра-лии, но ниже 13 %, взимаемых в Канаде, и 18,5 %, требуемых Казахстаном. По сообщени-ям дипломатических источ-ников, Areva едва ли пойдет на значительное увеличение выплачиваемых Нигеру ро-ялти: цены на уран по срав-нению с 2007 годом снизи-
лись на 70 %, а финансовые раны от UraMin еще не зажи-ли. «Нигер должен принять в расчет то, что Areva не бле-щет финансовым здоровьем, что цены на уран по-прежне-му низки и едва ли вырас-тут в ближайшей перспек-тиве», – цитирует Reuters неназванный источник. Так что для Areva крупнейшей но-востью прошлого года из Ни-гера пока остается сообщение об освобождении в октябре 2013 года заложников, захва-ченных в 2010 году.
ВЫРУЧКА КОМПАНИИ AREVA С РАЗБИВКОЙ ПО ПОДРАЗДЕЛЕНИЯМ
3324
9240МЛН ЕВРО
8886МЛН ЕВРО
8872МЛН ЕВРО
2013 год 2012 год 2011 год
1756
4091
69117 2973452
1360
3957
3224
1289
4062
-1168
Подразделение разработки, строительства и обслуживания реакторов
Прочее
Подразделение возобновляемых источников энергии
Горнодобывающее подразделение

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 7 1
В М И Р Е
таловложения, необходимые для ро-ста прибылей группы. Но ближай-шие перспективы, по словам главы Areva, довольно туманны, что объяс-няет планируемое снижение объе-мов инвестиций. По этой же причине прогнозная часть отчета тоже неуте-шительна: из-за «проблем на рын-ках» прибыли текущего года будут еще ниже (то есть убытки еще выше). Объясняя сложившуюся ситуацию, Л. Урсель неоднократно ссылался на последствия «решений прошлого десятилетия».
РЕАКТОРЫ И ОБСЛУЖИВАНИЕ: В ТУМАНЕ НЕОПРЕДЕЛЕННОСТИПосле Фукусимы прошло немало времени, но рынок по-прежнему не слишком доверяет атомной энер-гетике, что тоже сказалось на дохо-дах Areva. По словам Л. Урселя, неко-торое снижение оборотов произошло из-за закрытия нескольких реак-торов в США и нескончаемых битв между европейскими энергоком-
паниями. «Из-за всех этих неопре-деленностей мы должны научиться жить сегодняшним днем. Мы не мо-жем утверждать, что в среднесрочной и долгосрочной перспективе атом-ный рынок продолжит свое разви-тие», – сказал он. Тем не менее цель Areva – в следующие два года продать 10 EPR помимо четырех, что строят-ся ныне.
На фоне воцарившегося в отрасли уныния эту цель трудно назвать реа-листичной. К тому же EDF призна-ла трудности со строительством EPR АЭС «Фламанвилль». По словам ис-полнительного директора подразде-ления производства и машинострое-ния EDF Эрве Машено, проект EPR нуждается в доработке. EDF возьмет проект под собственный контроль и глубоко его переработает, чтобы он стал, наконец, конкурентоспособ-ным. (Ходят слухи, что EDF попыта-ется переделать многострадальный EPR так, чтобы он годился не толь-
ко на экспорт, но и для внутренне-го рынка, – в чем вряд ли призна-ются и в EDF, и в Areva.) Сейчас на основе обратной связи с китайски-ми и французскими строителями ре-акторов исследуются различные ва-рианты, которые, впрочем, «не ставят под сомнение» саму конструкцию ре-актора и, следовательно, не потребу-ют новой сертификации. Обещают, что новый реактор будет более без-опасным и в то же время более эф-фективным и экономичным.
Из других позитивных новостей – выигрыш Areva контракта на по-ставку АСУТП для пятого и шестого блоков китайской АЭС «Фуцин» с ре-акторами китайского производства. Запущены две производственные программы: Forward Alliance (по про-длению жизни реакторов) и Value Alliance, которая, как ожидается, по-может предприятиям атомной энер-гетики справиться с экономически-ми проблемами. Портфель заказов
509 млн евро
134 млн евро
–1168 млн евро
ОПЕРАЦИОННАЯ ПРИБЫЛЬ /УБЫТОК ГОРНОДОБЫВАЮЩЕГО ПОДРАЗДЕЛЕНИЯ
2011
2012
2013

7 2 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
В М И Р Е
Areva на конец 2013 года составил 41,5 млрд евро. Он включает, в част-ности, проект по завершению реак-тора «Ангра-3» в Бразилии, контрак-ты на обогащение урана, работы по французским реакторам EDF, иссле-дования по стресс-тестам и постфу-кусимским решениям в области без-опасности по всему миру в рамках бренда Safety Alliance.
Но в портфеле заказов до сих пор не отражены два важных контракта. Первый – контракт с EDF на строи-тельство британской АЭС «Хинкли-Пойнт С», окончательное инвестици-онное решение по которому ожидает среди прочего согласия Еврокомис-сии на оказание господдержки – без нее атомная стройка просто не состо-ится. Второй – пятилетний контракт с той же EDF на переработку ядер-ного топлива, пока что ожидающий одобрения EDF.
Также Areva в консорциуме с Mit-subishi Heavy Industries была отобра-на в качестве поставщика реактора ATMEA-1 для турецкой АЭС «Синоп». Пока что подписан лишь меморан-дум о взаимопонимании по сотруд-
ничеству в реализации энергетиче-ских проектов, а о судьбе проекта пока загадывать сложно.
«ЗЕЛЕНЫЕ ЭНЕРГИИ», КРАСНЫЕ ЦИФРЫ ПОТЕРЬИтак, напомним, что план Action 2016 в части ВИЭ предусматривал, что группа станет ведущим игро-ком этого сектора. Но увы, убытки Areva от проектов в сфере энерге-тики возобновляемых источников удвоились: если в 2012 году «зеле-ные энергии» принесли 14 млн чи-стых убытков, то в 2013 году поте-ри достигли 33 млн. Этот результат отчасти связан с биоэнергетически-ми проектами в Бразилии, которые так и не стали прибыльными. Расхо-ды Areva Renewable в целом выросли с 3 млрд евро в 2012 году до 12 млрд евро в 2013 году, а операционные убытки в 2013 году составили 39 млн евро (в 2012 году – 20 млн).
Зато в этом сегменте Areva предвос-хитила консолидацию, наступившую в ситуации сокращения клиентами капитальных затрат. В компании за-нялись внедрением промышленных партнерств, примером которого мо-
жет служить совместный с Gamesa проект по созданию европейско-го лидера в офшорной ветрогенера-ции. Аналогичные инициативы были предприняты в солнечной энергети-ке и в хранении энергии.
ФРОНТЕНД: РЕАЛЬНОСТЬ И ПЕРСПЕКТИВЫВ 2013 году Areva уменьшила объ-ем производства урана по сравнению с 2012 годом с 9,760 тыс. тонн до 9,330 тыс. тонн. Основная причина – за-морозка проекта Треккопье. Зато до-ходы добывающего подразделения в 2013 году выросли до 1,76 млрд евро, что на 396 млн евро больше соответ-ствующего показателя 2012 года. Это связано с завершением российско-американской программы ВОУ-НОУ (в которой участвовало американ-ское подразделение Areva) и с выво-дом в рабочий режим завода Georges Besse II. Также вскоре заработает кон-версионное предприятие Comhurex II: цеха в Пьерлатте будут запущены уже в этом году, а в 2015 – 2016 годах стар-тует завод в Мальвези.
В части перспектив горнодобываю-щего подразделения отчет Areva за
НЕУДАЧНЫЙ ПОХОД В СШАПродвижение реактора EPR на американском рынке вряд ли можно назвать успеш-ным. Впрочем, основные по-тери здесь несет не Areva, а EDF. Хронология этой ис-тории выглядит, судя по го-довым отчетам и архивам СМИ, следующим образом. В 2005 году Areva создает СП с Constellation Energy для про-движения EPR в США – UniStar Nuclear. И вкладом Areva в бизнес-модель предприя-тия должна была стать сер-тификация французского ре-
актора в NRC. Но в 2007 году Constellation Energy созда-ет новое СП – UniStar Nuclear Energy – уже с EDF (история умалчивает о причинах смены партнера), куда вносит свою долю в UniStar Nuclear и право на разработку новых ядерных проектов на своих площадках. В свою очередь, EDF внесла в СП $ 350 млн, в 2008 году – еще $ 175 млн и подписалась внести еще $ 100 млн (всего в отчете за 2010 год было при-знано $ 617 млн инвестиций). В 2009 году EDF договори-лась о приобретении 49,99 % в Constellation Energy Nuclear
Group (CENG), атомном под-разделении Constellation Energy. Только изначальные расходы на приобретение со-ставили $ 4,7 млрд не счи-тая дополнительных возмож-ных издержек. В 2010 году в рамках урегулирования спо-ра двух компаний EDF выкупи-ла у Constellation Energy 50 % UniStar за $ 140 млн, оставив за собой право строить реак-торы на площадках.
UniStar Nuclear Energy соби-ралась строить новые реакто-ры EPR на АЭС «Найн-Майл-Пойнт» и «Калверт-Клиффс».
И подала заявки в NRC на по-лучение комбинированной ли-цензии, разрешающей строи-тельство и управление АЭС. Однако первый проект был завершен после того, как UniStar не удалось выкупить у Constellation права на зем-лю под новый блок. А на за-явку по второму проекту NRC весной 2013 года выдала от-каз: иностранным компаниям запрещено получать операци-онную лицензию на амери-канские АЭС. EDF было ре-комендовано найти другого соинвестора в проект. Через несколько месяцев EDF объ-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 7 3
В М И Р Е
2013 год звучит настолько туман-но, насколько это допускает финан-совый документ. Предположитель-но, изменение цен на уран «может привести к переоценке количества извлекаемого урана, а также плана производственных работ». Похоже, у компании нет особых стимулов на-ращивать добычу урана. Сохраняет-ся неопределенность и в переговорах с правительством Нигера об измене-ниях в налогообложении проектов компании. Но самой крупной ново-стью года стало сообщение об осво-бождении шахтеров в Нигере.
В этом году на урановом месторожде-нии Сигар-Лейк на севере провинции Саскачеван (Канада), в котором Areva принадлежат 37 %, после нескольких лет отсрочек началась наконец под-земная добыча руды. Сигар-Лейк – второе по величине в мире бога-тое месторождение, с содержанием руды, в сто раз превышающим сред-немировое. Разработка месторожде-ния началась в 2005 году, и первона-чально добычу планировали начать в 2008 году, но в 2006 году в результа-те нескольких аварий был затоплен весь комплекс. На конец 2013 года
общие капитальные затраты на Си-гар-Лейк составили $ 2,6 млрд. Опе-рационные затраты на единицу про-дукции на руднике, по-видимому, не может наверняка оценить и сама компания.
Среди обсуждаемых проектов фрон-тенда – совместное предприятие с китайской CNNC по производ-ству циркониевого сплава, а так-же совместное с Mitsubishi добываю-щее предприятие в Монголии. А на АЭС «Борселе» в Нидерландах была доставлена первая партия МОХ-топ-лива. В то же время из США в марте пришли плохие новости: в рекомен-дациях по бюджету на 2015 год Ми-нистерство энергетики США пред-лагает резко сократить расходы на строительство завода МОХ-топлива в Южной Каролине.
СТРАТЕГИЧЕСКАЯ КОМПАНИЯ БЕЗ СТРАТЕГИИРезультаты правления прежнего и нынешнего руководителей Areva трудно оценить однозначно. Начав-шееся бравурно правление А. Ловер-жон принесло компании расцвет, вы-лившийся затем в убытки и судебные
разбирательства. Но то, что А. Ло-вержон до сих пор состоит в неза-висимых директорах таких глобаль-ных компаний, как American Express, EADS и Rio Tintо, говорит о том, что в мире бизнеса она признанный ав-торитет и не несет ответственности за амбиции французского правитель-ства. А Л. Урселю досталось непро-стое хозяйство, его главной задачей стало оздоровление Areva, и до бле-стящих результатов пока далеко.
Однако при всей непохожести этих двух лидеров, изучая годовые отче-ты компании и ее историю за весь этот более чем десятилетний пери-од, сложно отделаться от ощущения, что у стратегической для француз-ского государства компании и то-гда, и сейчас отсутствует стратегия. Areva действует исходя из сложив-шихся обстоятельств. Но если А. Ло-вержон проводила смелый, если не авантюристический курс, вырабо-танный правительством социалистов и поддержанный высшими кругами политики и бизнеса, то Л. Урсель вы-нужден осторожничать и просто из-бегать резких движений и решений, словом, плыть по течению.
явила, что заключила со вто-рым участником CENG – ком-панией Exelon – пут-опцион на продажу своей доли в СП, который может быть исполнен с января 2016 года по июнь 2022 года. EDF получила $ 400 млн специальных диви-дендов и делегировала Exelon операционное управление пя-тью ядерными реакторами CENG мощностью 3,9 тыс. МВт. О судьбе UniStar в новостях на эту тему не сообщалось, однако, судя по комментари-ям топ-менеджеров EDF, ко-торые назвали сделку с Exelon «эпилогом нашей истории
с Constellation», «послед-ней главой нашего приклю-чения в США с Constellation» и отмечали, что сейчас не са-мое удачное время для ин-вестиций в новые реакторы, от строительства АЭС в США французская группа реши-ла отказаться. «Приключе-ние с Constellation» обошлось EDF в $ 2,7 млрд (списания с 2009 года по 2012 год).
Инвестиции партнеров в UniStar WNN оценивала в $ 817 млн. Обломки UniStar до сих пор существуют: в фев-рале 2014 года компания по-
сле значительного сокраще-ния персонала освободила офис в Балтиморе и перееха-ла в американский офис EDF. UniStar сообщает, что про-должает ожидать лицензию для «Калверт-Клиффс», одна-ко задержки с получением ли-цензии на EPR в целом – а от-ветственность именно за этот процесс лежит на Areva – от-кладывают проект.
Заявку на стандартную серти-фикацию проекта Areva пода-ла в декабре 2007 года, с тех пор в проекте EPR учитыва-ются замечания NRC, воз-
никшие в том числе после Фукусимы, последний объ-явленный комиссией срок выдачи лицензии – конец 2014 года. И если NRC в него уложится, Areva, можно ска-зать, повезет, так как, напри-мер, AP1000 Westinghouse и ABWR General Electric прохо-дили сертификацию примерно 10 лет. Скорее всего, Areva не-сет какие-то расходы, связан-ные с лицензированием, од-нако в отчетах компании нам точных данных обнаружить не удалось. Не исключено, что они сопоставимы со списания-ми EDF.

7 4 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Н А У К А
В атомной отрасли программы НИОКР нацелены на создание уникальной продукции. Рос-атом решил, что накопленные знания должны быть реализова-ны и в других сферах, и изменил подход к финансированию на-учных разработок. Теперь перед отраслевыми НИИ поставлена задача привлекать сторонних бизнес-партнеров для вопло-щения новых идей в жизнь. И у атомных НИИ, входящих в ЗАО «Наука и инновации», есть что им предложить.
Однако в настоящее время подход к финансированию НИОКР меняет-ся: при том, что объем финансиро-вания предполагается сохранить на прежнем уровне, вклад самой гос-корпорации должен снижаться – за счет привлечения из других источни-ков. Получается, что перед атомными научными институтами поставлена нетривиальная задача: поиск при-менения уже имеющихся и будущих разработок в новых сферах и после-дующее их воплощение либо через долгосрочные госпрограммы, либо с помощью бизнес-партнеров. В про-тивном случае придется проводить коренную реконструкцию текущих научных исследований.
Для оптимизации подхода к НИОКР в госкорпорации был создан специ-альный блок по управлению инно-вациями, а также ЗАО «Наука и ин-новации», которое обеспечивает финансово-экономическую дея-тельность предприятий, информа-ционную поддержку научной ин-фраструктуры и технологический маркетинг. В ЗАО «НИИ» существует три основных научных направления: это физико-энергетический блок, электрофизический блок и химико-технологический блок, – в состав ко-торых входят различные атомные НИИ. О том, что могут предложить научные институты другим отраслям, рассказал на конференции Ядерно-го общества России глава ЗАО «НИИ» Алексей Дуб. «Знания, которые были накоплены и в научной, и в техно-логической, и в производственных системах, конечно, должны быть реализованы в других сферах приме-нения», – убежден он. При этом ос-новные направления применения наработок атомных НИИ – это ядер-ная медицина, а именно создание центров облучения как в медицин-ских, так и в технологических целях; досмотровые системы безопасности, системы неразрушающего контро-
НИОКР Росатома направлены как на модернизацию существующих техно-логий, например, завершение работ по ВВЭР ТОИ или развитие ТВС-Ква-драт, так и на разработку новых тех-нологий – для традиционного рын-ка и неэнергетического. Программа инновационного развития госкор-порации до 2020 года предполагает финансирование НИОКР в размере порядка 500 млрд рублей. Для обес-печения этого уровня Росатом еже-годно направляет на НИОКР поряд-ка 4,5 % выручки, и этот показатель вырос за последние годы. Инвести-ций требует и экспериментальная база НИИ. Стоимость рассчитанной до 2016 года программы по повыше-нию безопасности исследовательских ядерных реакторов, стендов и уста-новок до уровня современных тре-бований, а также их модернизации с целью ликвидации физического и морального износа составляет по-рядка 4 млрд рублей. Из этой суммы ежегодно выделяется финансирова-ние для 8 – 10 организаций, в частно-сти, на 2014 год предусмотрено выде-ление порядка 730 млн рублей.
ля и вопросы, связанные с экологи-ей. «Изготовление ложек и мисок на предприятиях госкорпорации «Рос-атом» является, конечно, понятным бизнесом, но не эффективным», – иронизирует А. Дуб.
ХИМИКОТЕХНОЛОГИЧЕСКИЙ БЛОКХимико-технологический блок пре-имущественно сфокусирован на раз-работке технологий, повышающих эффективность добычи урана. Но еще одной серьезной задачей блока явля-ется диверсификация деятельности Росатома в сферу неуранового бизне-са. Причем А. Дуб здесь видит основ-ную роль управляющей компании не в том, чтобы собирать информацию по институтам и передавать ее куда-либо дальше, а в том, чтобы консо-лидировать большие научные задачи и выходить с ними, исключая вну-треннюю конкуренцию организаций внутри госкорпорации, на крупные государственные программы. И та-кой подход, по его словам, уже дает определенные плоды.
«Вот, например, Минпромторг зани-мается программой по редкоземель-ным металлам. Уже консолидирована наша позиция, и мы с Минпром-торгом работаем как с одним кон-тактным лицом; мы уже входим в достаточно большие программы, участвуем в конкурсах, которые од-новременно являются международ-ными, потому что участвуют в этих конкурсах и зарубежные компании. И только потому, что мы там участ-вуем как консолидированная сила, привлекая все институты, которые могут этим заниматься, нам удает-ся создавать конкурентные пред-ложения», – констатирует глава ЗАО «НИИ». Он отмечает, что в даль-нейшем предполагается выходить на производственные площадки Росато-ма, передавая эти технологии либо на заводы ТВЭЛ, либо в ядерно-обо-ронный комплекс.
ИЩУ ПАРТНЕРА!Текст: Екатерина Трипотень, Александр Южанин

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 7 5
Н А У К А
Другая неурановая область, поми-мо РЗМ – это особо чистые газы, тер-моэлектрические преобразователи и новые конструкционные материа-лы, прежде всего для ракетно-косми-ческой техники, рассказывает А. Дуб. И здесь определенных результатов добилось НИФХИ, в котором созданы материалы на основе полиэтиленов для строительного назначения, фтор-полимеров с более высокой проч-ностью и характеристиками. «По-нятно, что мы еще на сегодняшний момент внутри госкорпорации та-кого существенного рынка для при-менения этих материалов не име-ем. А ракетно-космическая отрасль и в какой-то степени строительная индустрия уже готовы подобные ма-териалы использовать. Поэтому было бы глупо отдавать эти рынки кому-то еще, и прежде всего – зарубежным исследователям. Поэтому эти техно-логии необходимо дальше развивать, и мы вот этим и занимаемся», – по-ясняет А. Дуб. Аналогичная ситуа-ция с композитами электроизоляци-онного назначения, говорит он: «Мы понимаем их значимость и для гос-корпорации и работаем с кабельной промышленностью».
Вопросы, которыми занимается «Ги-редмет» в части стандартных образ-цов высокочистых и особо высокочи-стых материалов, также имеют очень важное значение. «Это мы тоже счи-таем одним из достижений, хотя в деньгах это, может быть, не очень много», – отмечает А. Дуб. То же – с получением углеродных материа-лов не только для кладки РБМК, но и для применения в других сферах.
ФИЗИКОЭНЕРГЕТИЧЕСКИЙ БЛОКТрадиционные направления инсти-тутов этого блока – тепловые реакто-ры, быстрые реакторы и неядерная тематика, связанная прежде всего с радиоизотопами. В рамках разви-тия этого блока ЗАО «НИИ» нарисо-
вало своего рода дорожную кар-ту освоения ядерных технологий. Все эти направления научного бло-ка неразрывно связаны с основны-ми производственными дивизиона-ми госкорпорации, поэтому после согласования программ и выявления перспективных работ начнется при-влечение финансирования изо всех возможных источников – не толь-ко госкорпорации, но и министерств. «В данном случае мы очень рассчи-тываем на взаимодействие с Мини-стерством науки и образования. Мы очень активно работаем и с Курча-товским институтом – выходим с со-вместными проектами, – и с нашими ведущими университетами», – рас-сказывает А. Дуб.
Одним из основных достижений бло-ка является начало строительства в Димитровграде МБИР. «Это доста-точно сложная задача, напряженная, в этом году чуть ли не тысяча человек должна уже выйти на стройку, а, соот-ветственно, планы там до 2020 года, по строительству этого уникального экспериментального объекта», – опи-сывает он, отмечая, что теперь пред-стоит сформировать планы научного использования этого оборудования. Приоритетными научными задачами в области топлива являются, в част-ности, изучение уран-молибденового топлива для исследовательских реак-торов, разработка термоэмиссион-ных топливных элементов, разработ-ка керамических оболочек.
ЭЛЕКТРОФИЗИЧЕСКИЙ БЛОКПо электрофизическим технологи-ям, начиная с термоядерной энер-гетики и кончая лазерно-лучевыми технологиями, также построена до-рожная карта. Основными задачами блока является освоение термоядер-ной энергетики – институты блока участвуют в создании супермощных лазерных и электрофизических уста-новок, разработках в области ядер-
ной медицины, радиотехнологий в сфере экологии, создании уникаль-ных систем дистанционной лазер-ной резки металлоконструкций, со-здании производства проводников ВТСП и оборудования с их использо-ванием, разработки новых приборов для атомной промышленности, в том числе с использованием технологий микроэлектроники. «Здесь уже точно можно сказать, что взаимодействие идет и с Курчатовским институтом, и, понятно, с ИТЭР», – отмечает руково-дитель ЗАО «НИИ».
Совсем недавно удалось добиться ре-шения об использовании отечествен-ных, а не зарубежных установок – ци-клотронов, томографов – в центре ядерной медицины на Дальнем Во-стоке. По словам А. Дуба, это даст толчок как развитию технологий, так и снижению стоимости этого обо-рудования. То же с изготовлени-ем изотопов для медицинских и ра-диофармпрепаратов. Что касается высокотемпературной сверхпрово-димости, то здесь главной задачей на данный момент является переход от достигнутых результатов к рабо-те с потенциальными заказчиками. Внедрение идей науки в производ-ство всегда было сложным процес-сом. В ближайшее время исследо-вательская линия может появиться и в Курчатовском институте. «Мы очень активно занимаемся этим, и это направление действительно превратится в сверхпроводниковую индустрию», – прогнозирует А. Дуб.
Еще одно направление – примене-ние электрофизических и радиаци-онных технологий в сфере агро-био. «На сегодняшний момент планирует-ся уже создание трех центров по об-лучению соответствующих биомате-риалов, а также инфраструктуры по доставке сюда разных сельхозпро-дуктов и их обработке», – рассказал глава ЗАО «НИИ».

7 6 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
Т О Ч К А З Р Е Н И Я
Во многих странах мира функцио-нирование системы единства изме-рений, ее работоспособность и уме-ние вовремя откликнуться на вызовы научно-технического прогресса рас-сматривается как государственная задача. Действительно, метроло-гия – это единственная техническая дисциплина, закрепленная законо-дательно. Разработаны законы, ре-гламентирующие деятельность по обеспечению единства измерений. В России в 2008 году был внедрен уже второй закон «Об обеспечении един-ства измерений», такое особое отно-шение вызвано тем, что измерения являются неотъемлемой частью на-шей жизни, а отсутствие единства и точности измерений полностью нивелирует их значимость. Резуль-таты измерений и контроля параме-тров процессов производства, а так-же готовой продукции, являются единственной информацией для га-рантий качества. Всего лишь один недостоверный результат измерения или контроля способен дестабили-зировать работу систем управления технологией, привести к браку или аварии. Поэтому значение точности и достоверности измерений для про-дукции, особенно в таких отраслях как атомная, трудно переоценить.
Понимание необходимости создания единой глобальной системы в обла-
ЕДИНСТВО ИЗМЕРЕНИЙ
ЛЕОНИД КАРПЮК,кандидат химических наук, дирек-тор метрологического отделения ВНИИНМ
сти обеспечения единства измерений появилось еще в XIX веке. В 1875 году была подписана метрическая кон-венция, целью которой было обес-печение единства метрологических стандартов в разных странах. В том же году было учреждено Междуна-родное бюро мер и весов (МБМВ), в котором хранятся международные эталоны основных единиц величин. Основной задачей бюро является обеспечение существования единой системы измерений во всех странах-участницах конвенции. А в 1955 году была подписана межправительствен-ная конвенция, учреждающая Ме-ждународную организацию зако-нодательной метрологии (МОЗМ). В настоящее время в МОЗМ сотруд-ничает 110 государств. В области ме-трологии работают и другие между-народные организации такие, как МАГАТЭ, МЭК, ИСО.
Для современной метрологии инте-грирование, а в ряде случаев и цен-трализация, приобретают еще боль-шее значение. Существует много примеров в международной практи-ке по централизации отдельных ви-дов деятельности в области метроло-гического обеспечения. Так, в Европе функционирует международный Ин-ститут стандартных образцов и из-мерений, который разрабатывает международные стандартные образ-
цы и обеспечивает ими предприятия стран Европы. На постоянной основе проводятся межлабораторные сличи-тельные испытания с привлечением ведущих аналитических лаборато-рий Европы и США, а проведение ме-ждународных интеркалибровок ста-ло широко применяемой практикой. Все это эффективные инструменты обеспечения единства измерений. Формирование единой целостной системы метрологического обес-печения – важная задача не только в мировой практике, но и в рамках страны, а тем более в такой ответ-ственной области деятельности, как использование атомной энергии.
Для атомной отрасли характерна вы-сокая степень автоматизации произ-водства и насыщенность предприя-тий сложными измерительными приборами, контрольными установ-ками, системами, комплексами. От достоверности и состояния контроль-но-измерительных процедур, кото-рые невозможно представить без ат-тестованных методик и стандартных образцов, зависит качество изме-рительной информации, а следова-тельно, и качество продукции. Сей-час качество играет ключевую роль в обеспечении конкурентоспособно-сти и устойчивого развития. Эксплуа-тационная безопасность продукции является составной частью свойств, характеризующих качество продук-ции. Применительно к атомной от-расли, где вопросы безопасности имеют приоритетное значение, соот-ношение между безопасностью и ка-чеством носит такой характер, когда определяющим является безопас-ность, а качество – одним из факто-ров, определяющих ее уровень.
Одна из особенностей атомной от-расли– то, что во многих случаях при контроле параметров процес-сов производства средства измере-ний недоступны для метрологиче-

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 7 7
Т О Ч К А З Р Е Н И Я
ского обслуживания. Это приводит к необходимости создания и разви-тия сложных измерительных систем и разработки специфических мето-дик проверки средств измерений. Та-ких особенностей в атомной отрас-ли достаточно много, и их наличие определяет необходимость разработ-ки специальных подходов к метро-логическому обеспечению в Росато-ме. В частности, такими подходами могут быть: введение приемочных значений при приемочном контро-ле, аттестация не только методик из-мерений, но и методик испытаний, а также контроля. Разработка этих подходов должна проводиться ком-плексно, система метрологическо-го обеспечения должна быть центра-лизованной, функционирующей по единым правилам.По этой причи-не особую угрозу представляют по-пытки выведения метрологических служб на аутсорсинг или формиро-вание индивидуальных подходов к метрологическому обеспечению в структурных единицах корпорации.
Принятый в 2011 году федераль-ный закон определил, что особенно-сти обеспечения единства измерений при осуществлении деятельности в области использования атомной энергии устанавливаются правитель-ством России. Эти особенности были уточнены в соответствующем поло-жении, утвержденном правитель-ством РФ в конце 2012 года.
Метрологические нормы и прави-ла, учитывающие особенности атом-ной отрасли, также разрабатывались и ранее – в ОАО «ВНИИНМ», который на протяжении почти 20 лет выпол-няет функции Центральной головной организации метрологической служ-бы Росатома (ЦГОМС). За это вре-мя под руководством ЦГОМС были разработаны отраслевые подхо-ды к аттестации стандартных образ-цов и методик измерений, аккреди-
тации измерительных лабораторий, к системе оценки состояния изме-рений, системе метрологического обеспечения учета и контроля ядер-ных материалов и так далее. Это на-шло отражение в 25 отраслевых и двух национальных стандартах, ко-торые применяются во всех диви-зионах Росатома и охватывают все виды проводимых измерений. Раз-работанные подходы находят посто-янное применение на практике. Так, ЦГОМС совместно с аналитическими лабораториями предприятий прово-дит совершенствование действую-щих и аттестацию новых методик измерений, разрабатывает стандарт-ные образцы, проводит метрологи-ческую экспертизу документации, ведет отраслевые реестры методик измерений и стандартных образ-цов, обеспечивает научно-методиче-скую помощь предприятиям отрасли, а также проводит информационное обслуживание по вопросам метроло-гического обеспечения. Специали-сты ЦГОМС на базе НОУ ДПО «ЦИПК» проводят курсы повышения квали-фикации сотрудников метрологиче-ских служб предприятий Росатома. Кроме этого, на протяжении многих лет ЦГОМС, в соответствии с Положе-нием о метрологической службе от-расли, осуществляет деятельность по проведению отраслевого метрологи-ческого надзора, что является очень важной и ответственной задачей, так как любая система требует постоян-ного контроля и регулирования. Та-ким образом, в Росатоме создана система высокой достоверности при-нятия решений о качестве продукции и безопасности ее применения.
Принципиально важной задачей яв-ляется сохранение в атомной отрасли единства метрологического обеспе-чения не только с точки зрения на-уки, но и с точки зрения управления с целью формирования единого век-тора развития.
КОММЕНТАРИЙ ЭКСПЕРТА
НИКОЛАЙ МИРОШНИК, начальник Центральной завод-ской лаборатории НЗХК:
«Метрологи ВНИИНМ все-гда знают, чего требовать от нас, обучают наших специали-стов. При этом ко всем предприя-тиям отрасли осуществляется единый подход, предъявляют-ся единые требования. Сейчас имеется угроза дробления ме-трологической службы корпо-рации, вывода метрологиче-ских служб на аутсорсинг. Уже сейчас в Новосибирск приез-жают с проверкой одни спе-циалисты, в Глазов – другие, в Электросталь – третьи… Не-давно с инспекционным контро-лем в НЗХК приехала из Пер-ми сотрудник неизвестной нам структуры «Аналит-комплекта». Проверила трудовые книжки спе-циалистов, запросила множе-ство документов. Это, конечно, тоже важно, но все же это фор-мальный подход. А вот как под-готовлены мои специалисты в об-ласти метрологии – этого она не проверяла. Раз в пять лет меня и специалистов лаборатории ат-тестуют: насколько мы подготов-лены к проведению измерений. Ну представьте, как специалист в области измерения стали бу-дет проверять, как мы работаем с ураном?»

7 8 — А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4
К У Р Ь Е З Ы
Многие крупные АЭС построе-ны возле морей и океанов и используют морскую воду для охлаждения реакторов. Это оправдано технически и экономически. Но оказалось, что у крохотных, безобидных и неприхотливых морских беспозвоночных есть об этом собственное мнение.
ников шведской АЭС ушло несколь-ко дней на очистку труб забора воды и фильтров, и реактор был перезапу-щен лишь через четыре дня. Кроме того, эксплуатирующей организации пришлось укрепить систему очист-ки с тем, чтобы обезопасить стан-цию от последствий будущих втор-жений медуз.
Надо сказать, что АЭС «Оскарсхамн», которая производит приблизитель-но 10 % электричества, используемо-го в Швеции, не первый раз страда-ет от нашествия медуз. Впервые эти животные скопились в системе охла-ждения АЭС «Оскарсхамн» в августе 2005 года. Тогда был отключен ста-рейший шведский реактор, постро-енный в 1972 году.
В июне 2011 года нашествие медуз вызвало остановку сразу двух блоков шотландской АЭС «Торнесс». В чис-ле пострадавших и калифорний-ская АЭС «Дьябло Кэньон»: в июле 2008 года и в августе 2013 года в свя-зи с попаданием в систему охлажде-ния сальпов – похожих на медузу желеобразных беспозвоночных – от-ключались ее первый и второй бло-
Крохотные ушастые медузы (Aurelia aurita) – один из наиболее распро-страненных на планете видов ме-дуз. Они неприхотливы, неопасны для человека, живут в поверхност-ных водах морей и, в общем, при-вычны, как морской песок. Но уже несколько раз эти морские беспозво-ночные стали причиной остановки реакторов.
В последний раз это случилось в ок-тябре 2013 года на АЭС «Оскарсхамн» на юге Швеции, где вода Балтийского моря используется в системе охла-ждения. Медузы попали в резервуар, из которого берется вода для охла-ждения третьего реактора – самого большого в мире кипящего реакто-ра мощностью 1400 МВт – и засори-ли фильтры забора воды.
Фильтры подачи воды на АЭС спро-ектированы таким образом, чтобы предотвращать попадание в охла-ждающий контур водорослей, рыб и морских животных. При засорении фильтров реакторы останавливают-ся автоматически, что и происходит всякий раз, когда в них попадают массы «морской мелочи». У сотруд-
ки. (Руководство компании-опера-тора, изучив вопрос, сделало выводы и решило в дальнейшем забирать воду для систем охлаждения с тех глубин, куда не добираются сальпы.)
Морские биологи говорят, что не-удивительно, если в дальнейшем ме-дузы будут причинять энергетикам все больше забот: ведь многие виды морских беспозвоночных нетребова-тельны к чистоте и солености воды и быстро размножаются.
Лене Моллер, исследователь из Шведского Морского Института, от-метила, что с каждым годом посту-пает все больше сообщений о чрез-вычайно активном размножении медуз. Л. Моллер сетует, что из-за отсутствия постоянного мониторин-га медуз в Балтийском море у уче-ных нет базы данных, на основании которой можно было бы предложить решение этой проблемы.
А вот активисты-экологи считают, что АЭС «виноваты сами»: они сбра-сывают в море нагретую воду, кото-рая привлекает морских животных, как бабочек привлекает свет.
КРОХОТНЫЕ, БЕЗОБИДНЫЕ, ОПАСНЫЕТекст: Татьяна Данилова

А Т О М Н Ы Й Э К С П Е Р Т № 5 – 6 ( 2 6 – 2 7 ) 2 0 1 4 — 7 9
ЧИТАЙТЕ В БЛИЖАЙШЕМ НОМЕРЕ ЖУРНАЛА «АТОМНЫЙ ЭКСПЕРТ»:
ТЕХНОЛОГИИ:Обзор современных спосо-бов реабилитации терри-торий.
ТЕХНОЛОГИИ:Главный технолог проекта «Прорыв» Владимир Тро-янов рассказывает о пер-спективном топливе для быстрых реакторов.
БИЗНЕС:История группы компаний «Остров».
ТЕМА НОМЕРА:Патенты: как регистриру-ются права на изобретения в РФ и за рубежом, обзор патентной активности по атомной тематике.
ТЕХНОЛОГИИ:Ученые ВНИИХТ изобрели новый способ получения тетрафторида кремния.
НОРМЫ И ПРАВИЛА:Интервью с главой ИБРАЭ Леонидом Большовым.