
Lean 6 Sigma
31
Lean Six Sigma Growth thru Process Improvement Jim Peterson 8*229-2487
-
Upload
aakashtrivedi -
Category
Documents
-
view
224 -
download
0
Transcript of Lean 6 Sigma
Lean Six Sigma
Growth thru Process Improvement
Jim Peterson8*229-2487

2 /
Growth is the GE initiative
Execute forgrowth Great
technology
Customers
Globalization
InnovationGrowth leaders
Commercial excellence

3 /
Process Improvement Focus
… measuring our success by…
…by applying Lean Six Sigma Methods and
Tools…
…to improve the speed & quality of our key customer facing processes…
Net Promoter Score (NPS)
Quality & Speed
NPI
ITO
OTR
4
GROWTH

4 /
Work Out
Change Acceleration Process
Project focused Six Sigma
Career focused Six Sigma
Lean Six Sigma ….wing to wing process focused
Employee Voice
X-functional involvement
Productivity
Leadership
Customer impact
1989 1992 1996 1999 2005
Evolution of GE Change Processes

5 /
Evolution of Six Sigma
Eng. SC Sales Svc
Six Sigma Lean Six Sigma
Mrktg. Eng. SC Sales Svc
NPI
Customer
OTR
ITO
NPI = 24 months
NPI = 18 months
NPI = 12 months
• Discrete projects for specific problems• Reduce defects to deliver quality & productivity• Individual project approach
• End-to-end processes… value stream map• Reduce waste to deliver speed & quality• Cross functional team AWO approach
Mrktg.
= Six Sigma Project= Action workouts

6 /
VSM AWO VSM Implementation
1 wk 1 wk 6-9 MonthsNew ProcessLaunch
StriveForPerfection
Achieve Future State … Repeat The Process
Lean WorkOut
•Value Stream Map•Current State•Future State •6-9 Month Plan
•3-5 Cross FunctionalTeams
•Make Change•Attack Top VSM Priorities
•Ongoing Awo’s Following VSM Implementation Plan
•Six Sigma Projects•Turn VSM Future State Vision
Into Reality
The Lean Work-Out Approach

7 /
Lean & Six Sigma … working together to improve processes
Start by mapping the entire Value Stream
Wait / Waste . . .Non Value Add TimeWait / Waste . . .Non Value Add Time
Value Add Time Work . . . Value Add Time
Lead Time / Cycle Time
Diagnose causes of long waits and or waste- Lack of coordination, lack of flow- Rework due to poor quality

8 /
Lean & Six Sigma … working together to improve processes
Wait / Waste . . .Non Value Add TimeWait / Waste . . .Non Value Add Time
Value Add Time Work . . . Value Add Time
Lead Time / Cycle Time
Use Lean to attack lack of coordination, lack of flow, waste
Use Six Sigma to attack rework due to poor quality
Use Lean and Six Sigma to attack process inefficiency

9 /
Lean & Six Sigma … working together to improve processes
Result is always faster Cycle Time and Better Quality
Wait / Waste . . .Non Value Add TimeWait / Waste . . .Non Value Add Time
Value Add Time Work . . . Value Add Time
Lead Time / Cycle Time
Before
Need a Balanced Approach to Improve Processes
After
After

10 /
What Is Lean?

11 /
What is Lean?
“All we are doing is looking at a time line from the moment the customer gives us an order to the point when we collect the cash. And we are reducing that time line by removing the non-value added wastes”
Taiichi OhnoFounder, TPS
• A Strategy For Maximizing Value to Customers
• The relentless pursuit of the perfect process through waste elimination

12 /
Lean is a System…Not Just a Set of Tools
Lean Fundamentals
Leveling, Sequencing
JIT Jidoka
Heijunka
TPS
• Stop at an abnormality
• Autonomation
•Pull
•Single PieceFlow (w/feedback)
•Takt Time

13 /
3 types of process inefficiency
• MUDA (waste) – wasted time, motion, material, etc.
• MURA (variability) – inconsistent processes, practices, equipment, etc. which lead to defects
• MURI (unreasonableness) – requiring a process to do that which it is not capable of doing

14 /
Lean Showcases

15 /
Applying Lean to ITO and NPI
Products
Minimize Time for Information to Flow from Start to Finished Process
Minimize Time for Material to Flow from Start to Finished Goods
Knowledge

16 /
2005-2006 Initiative: Lean Showcases
Demonstrate that• Customer facing cycle time reduction drives growth• “Lean Work-Out” perfect tool for driving significant cycle
time reduction• Wing to Wing• Multifunctional• Action Oriented
• Approach totally compatible with GE culture

17 /
Lean Showcases: Criteria
• Passionate business leader• Representative segment of business• Address at least two of three processes customers care
about: • New Product Introduction (NPI), • Selling (ITO), • Fulfilling (OTR)
• Growth impact exceeding $50 million in revenue

18 /
Process Improvement
LEAN Showcase Case Studies

19 /
Electrical Distribution – Business Overview
2003 2004 2005 2006 2007E
SalesOp Profit
Business Turning Around …
Serving Multiple MarketsResi
SmallComml
OEM
Industrial/Lg Comml
Other
SchoolsRetail FacilitiesOffices
Oil & GasData CtrsUtilitiesHospitals

20 /
LargeSmall
Electrical Distribution Small Projects - Selling
Fast Appeals Pricing Results
Additional Activities• Launched Integrated Switchboard NPI
• 70% installation cycle reduction; increased incremental sales run rate YTD
• Launching “Small Projects Same Day” – Distributors serve from stock• Currently in pilot stage; targeting incremental Sales
PriceMediumVolume Capacity
Sales VptsCM Vpts
Job Size
Sales CM
Sales/Margin Vpts – Last 10 months36 hours
19 minutes
Old Process Now
National Launch

21 /
Electrical Distribution – Business Overview
2003 2004 2005 2006 2007E
SalesOp Profit
Business Turning Around …
Serving Multiple MarketsResi
SmallComml
OEM
Industrial/Lg Comml
Other
SchoolsRetail FacilitiesOffices
Oil & GasData CtrsUtilitiesHospitals

22 /
Electrical Distribution Complex ProjectsBefore After
• Specification work with consultants
• Coordination left to the customer
• Internal processes too slow• 53% on-time quotes• 8.6 avg days to quote • 19 screen shots for project status
• System designed by the end customer, the consultant and GE
• GE takes on system coordination• Composite bids & drawings = standard
• Lean Tools applied to process• 93% on-time quotes• 4.4 avg days to quote• 1 screen for project status
Factory Teams Customer/Sales
Transformers
SwitchgearMotor Control Centers
Multilin
23 /
Examples of Success …
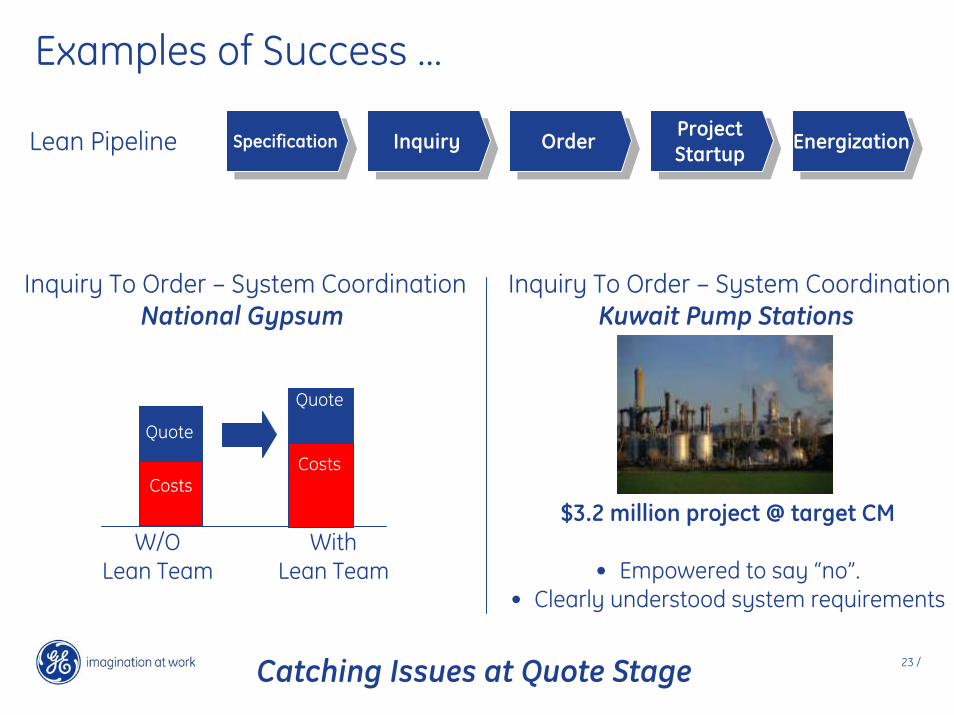
SpecificationSpecification InquiryInquiry OrderOrder ProjectStartup
ProjectStartup EnergizationEnergizationLean Pipeline
Costs
Quote
Costs
WithLean Team
W/OLean Team
$3.2 million project @ target CM
• Empowered to say “no”.• Clearly understood system requirements
Inquiry To Order – System CoordinationNational Gypsum
Quote
Inquiry To Order – System CoordinationKuwait Pump Stations
Catching Issues at Quote Stage

24 /
Lean Six Sigma … Faster, Better
Innovating (NPI) Time to Market
Selling (ITO) Time to Yes
Fulfilling (OTR) Time to Deliver
Cycle Time = Competitive Advantage

25 /
Appendix

26 /
Resources…for More Information
The Toyota Production System T. Ohno• Perspectives by the founder of the TPS
The Toyota Way J. Liker• 14 Principles by a professor & student of TPS
Lean Thinking D. Jones & J. Womack• TPS as a business system approach
Learning to See D. Jones• How-to Value Stream Mapping Guide
Better Thinking, Better Results B. Emiliani• Lean as a total business solution
The DNA of TPS…HBR article S. Spear & K. Bowen• What makes TPS work at Toyota

27 /
Building Blocks for shop floor discipline and control; Sort, Sweep, Standardize, Self Discipline, Sustain.
(Kaizen) A 3-5 day event with the teams focused on taking action and making changes quickly…Solving problems empirically, through physical simulation, observation and iteration.
A visual device, usually a specialized light that operators use to call attention to an abnormality. The use of this is to request immediate attention and action to the problem.
The use of machines working independently of manpower.
The process of separating the work of man and machine characterized by: work not movement; quality built into the process; and visual management. (see Jidoka)
The optimal physical layout or machines and manpower
A method of conducting single-piece flow in which the operator proceeds from machine to machine (in a counter-clockwise fashion), taking a part from the previous operation and loading it in the next machine. Then taking the part just removed from that machine, checking it and loading it into the following machine…etc,…
The total time required for a task to be complete. Cycle time is process specific, and many cycle times will exist within an overall lead time of making a product
Work done simultaneous to or in conjunction with transportation or conveyance. e.g. (1) an assembly is moving down a line while a person is performing work, (2) a person acts as a conveyor carrying a part to the next machine in a Chaku-chaku fashion. The main purpose of flow is to quickly and continuously identify and eliminate waste.
The process of level loading and sequencing the timing of customer demand for products or services.
5S
Action Workout
Andon
Automation
Autonomation
Cell
Chaku-Chaku
Cycle Time
Flow
Heijunka
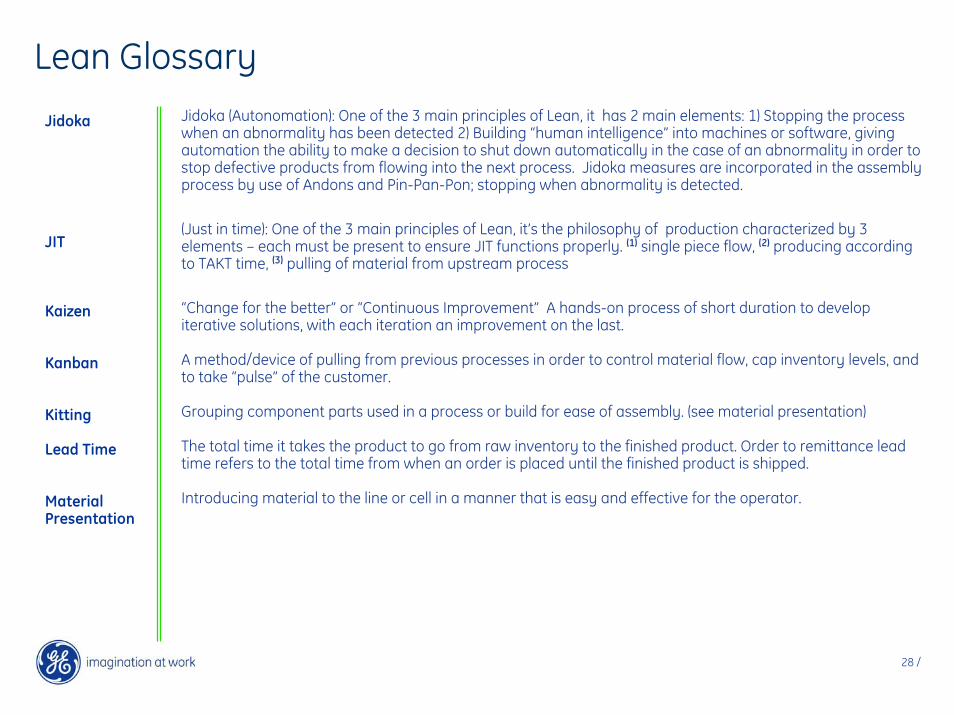
Lean Glossary
28 /
Jidoka (Autonomation): One of the 3 main principles of Lean, it has 2 main elements: 1) Stopping the process when an abnormality has been detected 2) Building “human intelligence” into machines or software, giving automation the ability to make a decision to shut down automatically in the case of an abnormality in order to stop defective products from flowing into the next process. Jidoka measures are incorporated in the assembly process by use of Andons and Pin-Pan-Pon; stopping when abnormality is detected.
(Just in time): One of the 3 main principles of Lean, it’s the philosophy of production characterized by 3 elements – each must be present to ensure JIT functions properly. (1) single piece flow, (2) producing according to TAKT time, (3) pulling of material from upstream process
“Change for the better” or “Continuous Improvement” A hands-on process of short duration to develop iterative solutions, with each iteration an improvement on the last.
A method/device of pulling from previous processes in order to control material flow, cap inventory levels, and to take “pulse” of the customer.
Grouping component parts used in a process or build for ease of assembly. (see material presentation)
The total time it takes the product to go from raw inventory to the finished product. Order to remittance lead time refers to the total time from when an order is placed until the finished product is shipped.
Introducing material to the line or cell in a manner that is easy and effective for the operator.
Jidoka
JIT
Kaizen
Kanban
Kitting
Lead Time
Material Presentation
Lean Glossary

29 /
Any type of waste elements that add no value to the product: i.e. Waiting, Transporting, Over production, Excess Motion, Inventory Defects, Human Touches.
Mistake proof: usually refers to the use of fail-safe devices in the process in order to prevent defects from occurring and insure quality. When this ingredient is added to automation will yield autonomation. ( see Jidoka )
A study of the process and machine sequence for a group of similar parts. It can be used to standardize product flow for ease of cell implementations.
A study of the quantities demanded of different products produced at a work location. This picture of the volume and variety of products can be used to identify high impact areas to concentrate efforts or identify the need to use process razing to make products more similar.
System of manufacturing in which each process withdraws the parts it needs from the preceding process when they need them, in the exact standardized amount needed.
The time a part sits waiting to be worked on.
Machine changeover steps that are performed while the machine is processing parts or off-line from production time.
Machine changeover steps that are performed while the machine is stopped during production time.
MUDA
Poka-Yoke
Process Router Analysis
Process Quantity Analysis
Pull System
Queue Time
Set-up, External
Set-up, Internal
Lean Glossary

30 /
A company founded by C. Nakao and K. Iwata, former employees of Taiichi Ohno, the creator of the Toyota Production System. The word Shingijutsu translates as “new technology” or “better way”.
Production system in which only one part at a time is processed or assembled and the work is verified before being sent along the production line to follow processes. The 2 elements of SPF are 1) a “Do” and 2) a “Check” or verification that the “Do” was done correctly. This introduces a feedback loop into the system.
Single Minute Exchange Die (i.e., under 10 min) has become a title for the category of improvement devices used in manufacturing to allow for quick change over of machine/fixture set-ups.
The combination of people and machines required to accomplish production in such a way as to minimize waste and variation by establishing only 1 way to perform the process
Minimum and standardized amount of work in process required to perform operations
Sequence of repeatable tasks that an operator performs.
Shows the outline of work for each worker in a cell. Recorded on it are: Takt time, work sequence, standard WIP, quality checks, safety precautions, etc.
A table that clarifies how much time is spent doing manual work and traveling at each production process.
A visual system that has a predetermined amount of inventory and all facets of 5s in order to detect abnormalities.
Shingijutsu
Single Piece Flow
SMED
Standard Operations
Standard WIP
Standard Work
Standard Work Sheet
Standard Work Combination Sheet
Super Market
Lean Glossary

31 /
Lean GlossaryThe pace that is set for the system to operate at. Customers establish Takt Time…the following equation is used to establish it: Available production time / required production (fcst & act demand)..must be like units; e.g.,
1 shift = 1980 min/wk 1980 = 10 mim = Takt Timefcst = 198 units/wk 198
Total Productive Maintenance is the total involvement of all employees in a cell to improve the process.
The specific activities required to design, order, and provide a product from concept to launch –order to delivery – raw materials to finished goods.
The process of detailing the process of converting raw material to finished goods. This is typically mapped with the 7 flows (info, people, equipment, raw material, sub-assembly, assembly,engineering) one at a time, or in a combination.
Refers to the means by which anyone can tell at a glance if production activities are proceeding normally or not. A communication, discipline and pacing tool.
The time that a worker is idle when no work is available.
Work In Process; inventory of materials that has been already started processing.
Rework, set-ups, inspection, repair processing, transportation, unnecessary work to complete the manufacture of a product. Anything that isn’t directly changing the form fit or function of the part.
Only necessary direct work to manufacture a product. Anything that the customer is willing to pay for or an operation that changes the form, fit, or function of the part.
Takt Time
TPM
Value Stream
Value Stream Mapping
Visual Management
Waiting Time
WIP
Work, Non-value added
Work, Value Added


















