Laser Thickness Measurement
37
First Slide will go here First Slide will go here Laser Thickness Laser Thickness A worldwide leader in precision measurement solutions
-
Upload
nirav-desai -
Category
Documents
-
view
21 -
download
2
description
Laser Thickness Measurement
Transcript of Laser Thickness Measurement

First Slide will go hereFirst Slide will go here
Laser ThicknessLaser Thickness
A worldwide leader in precision measurement solutions

Why make thickness measurementsWhy make thickness measurements
Process monitoringW d t f th i tProcess monitoring
W d t f th i tWare and tare of the process equipmentChanges in feed stockWare and tare of the process equipmentChanges in feed stock If you don’t monitor, your scrap cost will go upGlobal competition requires QC and cost control to remain
titi
If you don’t monitor, your scrap cost will go upGlobal competition requires QC and cost control to remain
titicompetitiveAutomation helps keep you competitive
competitiveAutomation helps keep you competitive
A worldwide leader in precision measurement solutions

Typical Laser head measurement configurationsTypical Laser head measurement configurations
Continuous feedPiece partsA worldwide leader in precision measurement solutions
Continuous feedPiece parts

Why use laser sensorsWhy use laser sensors
Improved accuracy Reduced cost Improved accuracy Reduced costReduced cost High speed Can be synchronized
L t d ff id d
Reduced cost High speed Can be synchronized
L t d ff id d Large standoff avoids sensor damage Large measurement ranges Large standoff avoids sensor damage Large measurement ranges
A worldwide leader in precision measurement solutions

Why use lasersWhy use lasers
Immunity to target characteristics Edd t b t lk d ti h th
Immunity to target characteristics Edd t b t lk d ti h th – Eddy current probes can crosstalk and sense magnetic changes they are also subject to material composition
– Cap probes require a conductive target
– Eddy current probes can crosstalk and sense magnetic changes they are also subject to material composition
– Cap probes require a conductive targetp p q g– Contact probes snag– Ultrasonic affected by humidity , heat air currents
p p q g– Contact probes snag– Ultrasonic affected by humidity , heat air currents– Beta gauges emit dangerous radiation– Beta gauges emit dangerous radiation
A worldwide leader in precision measurement solutions

Laser Sensors Laser Sensors
MTI’s laser sensors have have a totally integrated CMOS sensor within the head and a built in processor for data averaging and MTI’s laser sensors have have a totally integrated CMOS sensor
within the head and a built in processor for data averaging and within the head and a built-in processor for data averaging and filtering that virtually allows off-the-shelf installation. Both sensors communicate with each other to synchronize their
within the head and a built-in processor for data averaging and filtering that virtually allows off-the-shelf installation. Both sensors communicate with each other to synchronize their Both sensors communicate with each other to synchronize their
data sampling which ensures the correct thickness reading and eliminates the need for a separate controller.
Both sensors communicate with each other to synchronize their data sampling which ensures the correct thickness reading and eliminates the need for a separate controller. pp
A worldwide leader in precision measurement solutions

Laser SensorsLaser Sensors
The system provides both analog (0-10V), (4-20 ma) and digital outputs (RS-485 binary format). Either can be used to determine thickness, but analog would The system provides both analog (0-10V), (4-20 ma) and digital outputs (RS-
485 binary format). Either can be used to determine thickness, but analog would y ) , gbe the choice if very high frequency (>100Hz) response is anticipated. High sample rate -40kHz which allows up to 20KHz analog output Visible spot
y ) , gbe the choice if very high frequency (>100Hz) response is anticipated. High sample rate -40kHz which allows up to 20KHz analog output Visible spotVisible spot Low power Eye safe
Visible spot Low power Eye safe Cut out bridge Set up with lap top computer Cut out bridge Set up with lap top computer
A worldwide leader in precision measurement solutions

Computing the thicknessComputing the thickness
Total gap G = Target thickness T + (Gap A + Gap B) or Total gap G = Target thickness T + (Gap A + Gap B) or Thi k G Thi k G (A B) (R f Fi 2)(A B) (R f Fi 2)Total gap G = Target thickness T + (Gap A + Gap B) or Total gap G = Target thickness T + (Gap A + Gap B) or
Thi k G Thi k G (A B) (R f Fi 2)(A B) (R f Fi 2)Thickness = Gap Thickness = Gap –– (A+B) (Ref Fig 2)(A+B) (Ref Fig 2)Easy to do when sensors are absolute (ie 0Easy to do when sensors are absolute (ie 0--10V)10V)Thickness = Gap Thickness = Gap –– (A+B) (Ref Fig 2)(A+B) (Ref Fig 2)Easy to do when sensors are absolute (ie 0Easy to do when sensors are absolute (ie 0--10V)10V)Tougher when sensors have a 0 point in the middle of the range Tougher when sensors have a 0 point in the middle of the range
and vary from and vary from -- to + voltagesto + voltagesIt b t t 2 th t h th iti it f t if It b t t 2 th t h th iti it f t if
Tougher when sensors have a 0 point in the middle of the range Tougher when sensors have a 0 point in the middle of the range and vary from and vary from -- to + voltagesto + voltagesIt b t t 2 th t h th iti it f t if It b t t 2 th t h th iti it f t if Its best to use 2 sensors that have the same sensitivity factor if Its best to use 2 sensors that have the same sensitivity factor if you’re going to use a summer and simple voltmeter for thicknessyou’re going to use a summer and simple voltmeter for thickness Its best to use 2 sensors that have the same sensitivity factor if Its best to use 2 sensors that have the same sensitivity factor if
you’re going to use a summer and simple voltmeter for thicknessyou’re going to use a summer and simple voltmeter for thickness
A worldwide leader in precision measurement solutions

Computing the ThicknessComputing the Thickness
Fig 2
A worldwide leader in precision measurement solutions

Computing the ThicknessComputing the Thickness
Fig 3
A worldwide leader in precision measurement solutions

Computing the ThicknessComputing the Thickness
For example MTI’s Microtrak II controller outputs a bipolar voltage (For example MTI’s Microtrak II controller outputs a bipolar voltage (±± 5V) 5V) centered about the specified standoff distance. You can’t simply run the analog centered about the specified standoff distance. You can’t simply run the analog For example MTI’s Microtrak II controller outputs a bipolar voltage (For example MTI’s Microtrak II controller outputs a bipolar voltage (±± 5V) 5V)
centered about the specified standoff distance. You can’t simply run the analog centered about the specified standoff distance. You can’t simply run the analog p p y gp p y goutputs into an inverting summing amplifier because the Microtrak’s output outputs into an inverting summing amplifier because the Microtrak’s output voltage polarity changes. (Ref fig 3)voltage polarity changes. (Ref fig 3) You’ll get errors if you try to use a simple summerYou’ll get errors if you try to use a simple summer
p p y gp p y goutputs into an inverting summing amplifier because the Microtrak’s output outputs into an inverting summing amplifier because the Microtrak’s output voltage polarity changes. (Ref fig 3)voltage polarity changes. (Ref fig 3) You’ll get errors if you try to use a simple summerYou’ll get errors if you try to use a simple summerg y y pg y y p Easy solution Easy solution –– add an offset to the heads to get 0add an offset to the heads to get 0--10V output then sum the 10V output then sum the
outputs outputs -- To calibrate the display output put a target of known thickness between the To calibrate the display output put a target of known thickness between the
g y y pg y y p Easy solution Easy solution –– add an offset to the heads to get 0add an offset to the heads to get 0--10V output then sum the 10V output then sum the
outputs outputs -- To calibrate the display output put a target of known thickness between the To calibrate the display output put a target of known thickness between the To calibrate the display output put a target of known thickness between the To calibrate the display output put a target of known thickness between the
heads and zero the summer output. 0 = golden target thickness. All subsequent heads and zero the summer output. 0 = golden target thickness. All subsequent measurements are relative to golden target measurements are relative to golden target
To calibrate the display output put a target of known thickness between the To calibrate the display output put a target of known thickness between the heads and zero the summer output. 0 = golden target thickness. All subsequent heads and zero the summer output. 0 = golden target thickness. All subsequent measurements are relative to golden target measurements are relative to golden target
A worldwide leader in precision measurement solutions

Computing the thicknessComputing the thickness
To get the thickness multiply the summer output by the To get the thickness multiply the summer output by the To get the thickness multiply the summer output by the To get the thickness multiply the summer output by the sensitivity factor of the head sensitivity factor of the head sensitivity factor of the head sensitivity factor of the head
Negative readings are thinner, positive thickerNegative readings are thinner, positive thickerNegative readings are thinner, positive thickerNegative readings are thinner, positive thicker
A worldwide leader in precision measurement solutions

Computing the ThicknessComputing the Thickness
Of course you can also use the digital outputs of the heads. (Ref Of course you can also use the digital outputs of the heads. (Ref Of course you can also use the digital outputs of the heads. (Ref Of course you can also use the digital outputs of the heads. (Ref fig 5)fig 5)fig 5)fig 5)
Read the digital displacement and implement the thickness Read the digital displacement and implement the thickness algorithm in your computer or PLCalgorithm in your computer or PLCRead the digital displacement and implement the thickness Read the digital displacement and implement the thickness
algorithm in your computer or PLCalgorithm in your computer or PLC
A worldwide leader in precision measurement solutions

Displaying the Thickness DataDisplaying the Thickness Data
Many possible ways depending on budgetMany possible ways depending on budgetMany possible ways depending on budgetMany possible ways depending on budget
The simplest is a digital voltmeter (Ref fig 4)The simplest is a digital voltmeter (Ref fig 4)The simplest is a digital voltmeter (Ref fig 4)The simplest is a digital voltmeter (Ref fig 4)–– Manually convert the reading to thickness Manually convert the reading to thickness –– Use a multiplying voltmeter to correct the reading to actual engineering unitsUse a multiplying voltmeter to correct the reading to actual engineering units–– Manually convert the reading to thickness Manually convert the reading to thickness –– Use a multiplying voltmeter to correct the reading to actual engineering unitsUse a multiplying voltmeter to correct the reading to actual engineering units
A worldwide leader in precision measurement solutions

Displaying the ThicknessDisplaying the Thickness
Fig 4
A worldwide leader in precision measurement solutions

Displaying the thicknessDisplaying the thicknessUSB connectionUSB connection
Digitally connecting MTI h d t l tMTI head to laptop via USB port
Fig 5
A worldwide leader in precision measurement solutions

Displaying the Thickness Displaying the Thickness
Laptop display of digitally connected headsheads with MTI remoteremote program
Fig 6A worldwide leader in precision measurement solutions
Fig 6

Displaying the ThicknessDisplaying the Thickness
The MTI program can display speeds up to about 100Hz (Fig 6)The MTI program can display speeds up to about 100Hz (Fig 6)The MTI program can display speeds up to about 100Hz (Fig 6)The MTI program can display speeds up to about 100Hz (Fig 6)
You can select filters and cut time to bridge holes or gaps in the You can select filters and cut time to bridge holes or gaps in the target with the program No programming skills are requiredtarget with the program No programming skills are requiredYou can select filters and cut time to bridge holes or gaps in the You can select filters and cut time to bridge holes or gaps in the
target with the program No programming skills are requiredtarget with the program No programming skills are requiredtarget with the program. No programming skills are requiredtarget with the program. No programming skills are required
It d f l t d i iti ll tti tIt d f l t d i iti ll tti t
target with the program. No programming skills are requiredtarget with the program. No programming skills are required
It d f l t d i iti ll tti tIt d f l t d i iti ll tti t Its good for slow systems and initially setting up systemsIts good for slow systems and initially setting up systems Its good for slow systems and initially setting up systemsIts good for slow systems and initially setting up systems
A worldwide leader in precision measurement solutions

Displaying the Thickness DataDisplaying the Thickness Data
High speed systems that are used for industrial control and High speed systems that are used for industrial control and High speed systems that are used for industrial control and High speed systems that are used for industrial control and High speed systems that are used for industrial control and High speed systems that are used for industrial control and alarming require higher speed communications. Ethernet alarming require higher speed communications. Ethernet connections allow upwards of 100mega bits/ sec communications connections allow upwards of 100mega bits/ sec communications
High speed systems that are used for industrial control and High speed systems that are used for industrial control and alarming require higher speed communications. Ethernet alarming require higher speed communications. Ethernet connections allow upwards of 100mega bits/ sec communications connections allow upwards of 100mega bits/ sec communications and there are a number of off the shelf data acquisition and there are a number of off the shelf data acquisition components available to build such a systemcomponents available to build such a systemand there are a number of off the shelf data acquisition and there are a number of off the shelf data acquisition components available to build such a systemcomponents available to build such a system
A worldwide leader in precision measurement solutions

Fig 7
A worldwide leader in precision measurement solutions

Displaying the ThicknessDisplaying the Thickness
The system above (Fig 7) uses a precision MTI thickness module to combine The system above (Fig 7) uses a precision MTI thickness module to combine the analog outputs from the laser heads providing a high speed real time analog the analog outputs from the laser heads providing a high speed real time analog The system above (Fig 7) uses a precision MTI thickness module to combine The system above (Fig 7) uses a precision MTI thickness module to combine
the analog outputs from the laser heads providing a high speed real time analog the analog outputs from the laser heads providing a high speed real time analog g p p g g p gg p p g g p gthickness signal. thickness signal. Various off the shelf data acquisition modules can be used to convert the Various off the shelf data acquisition modules can be used to convert the
thickness signal to a digital value for process control. We used analog summing thickness signal to a digital value for process control. We used analog summing
g p p g g p gg p p g g p gthickness signal. thickness signal. Various off the shelf data acquisition modules can be used to convert the Various off the shelf data acquisition modules can be used to convert the
thickness signal to a digital value for process control. We used analog summing thickness signal to a digital value for process control. We used analog summing g g p g gg g p g gmodules to avoid digital sampling and permit the use of slower data acquisition modules to avoid digital sampling and permit the use of slower data acquisition modules as DAQ latency that can add errors to the thickness reading. modules as DAQ latency that can add errors to the thickness reading. Using very high speed data acquisition can eliminate the need for the analog Using very high speed data acquisition can eliminate the need for the analog
g g p g gg g p g gmodules to avoid digital sampling and permit the use of slower data acquisition modules to avoid digital sampling and permit the use of slower data acquisition modules as DAQ latency that can add errors to the thickness reading. modules as DAQ latency that can add errors to the thickness reading. Using very high speed data acquisition can eliminate the need for the analog Using very high speed data acquisition can eliminate the need for the analog Using very high speed data acquisition can eliminate the need for the analog Using very high speed data acquisition can eliminate the need for the analog
summing modules.summing modules. 100 x sampling speed of heads needed or head synchronization is required 100 x sampling speed of heads needed or head synchronization is required
Using very high speed data acquisition can eliminate the need for the analog Using very high speed data acquisition can eliminate the need for the analog summing modules.summing modules. 100 x sampling speed of heads needed or head synchronization is required 100 x sampling speed of heads needed or head synchronization is required
A worldwide leader in precision measurement solutions

Displaying the thickness Displaying the thickness
Industrial computer working through a dedicated Ethernet network can monitor Industrial computer working through a dedicated Ethernet network can monitor the 3 thickness points and provide process feed back to control the target the 3 thickness points and provide process feed back to control the target Industrial computer working through a dedicated Ethernet network can monitor Industrial computer working through a dedicated Ethernet network can monitor
the 3 thickness points and provide process feed back to control the target the 3 thickness points and provide process feed back to control the target the 3 thickness points and provide process feed back to control the target the 3 thickness points and provide process feed back to control the target thickness. thickness. Industrial computer is especially needed when the parts being monitored are Industrial computer is especially needed when the parts being monitored are
di t t ti h tdi t t ti h t
the 3 thickness points and provide process feed back to control the target the 3 thickness points and provide process feed back to control the target thickness. thickness. Industrial computer is especially needed when the parts being monitored are Industrial computer is especially needed when the parts being monitored are
di t t ti h tdi t t ti h tdiscreet not continuous sheet.discreet not continuous sheet. Make sure the network is dedicated and not a plant shared network as the Make sure the network is dedicated and not a plant shared network as the
thickness reading typically need high throughputthickness reading typically need high throughput
discreet not continuous sheet.discreet not continuous sheet. Make sure the network is dedicated and not a plant shared network as the Make sure the network is dedicated and not a plant shared network as the
thickness reading typically need high throughputthickness reading typically need high throughputg yp y g g pg yp y g g p There are many great industrial process control programs available to simplify There are many great industrial process control programs available to simplify
this taskthis task
g yp y g g pg yp y g g p There are many great industrial process control programs available to simplify There are many great industrial process control programs available to simplify
this taskthis task
A worldwide leader in precision measurement solutions

Displaying the Thickness Displaying the Thickness
The HMI display can pick off samples every second or so for The HMI display can pick off samples every second or so for The HMI display can pick off samples every second or so for The HMI display can pick off samples every second or so for p y p p yp y p p ydisplay while the process control software can operate at a much display while the process control software can operate at a much higher speed monitoring the thickness and adjusting the process higher speed monitoring the thickness and adjusting the process t id t id
p y p p yp y p p ydisplay while the process control software can operate at a much display while the process control software can operate at a much higher speed monitoring the thickness and adjusting the process higher speed monitoring the thickness and adjusting the process t id t id to avoid scrap to avoid scrap to avoid scrap to avoid scrap
A worldwide leader in precision measurement solutions

Why use synchronized lasers Why use synchronized lasers
If the laser sampling speed is slow with respect to the process speed head If the laser sampling speed is slow with respect to the process speed head synchronization is neededsynchronization is needed If the laser sampling speed is slow with respect to the process speed head If the laser sampling speed is slow with respect to the process speed head
synchronization is neededsynchronization is neededsynchronization is neededsynchronization is needed Synchronization avoids errors by ensuring the lasers are looking at the same Synchronization avoids errors by ensuring the lasers are looking at the same
spot top and bottom not spots skewed from each other.spot top and bottom not spots skewed from each other.
synchronization is neededsynchronization is needed Synchronization avoids errors by ensuring the lasers are looking at the same Synchronization avoids errors by ensuring the lasers are looking at the same
spot top and bottom not spots skewed from each other.spot top and bottom not spots skewed from each other. This is especially important when target vibration is present This is especially important when target vibration is present If the vibration was .002 inch and the laser heads sampling was delayed by If the vibration was .002 inch and the laser heads sampling was delayed by
.008 sec (125 Hz sampling) then you could see a thickness variation of up to .008 sec (125 Hz sampling) then you could see a thickness variation of up to
This is especially important when target vibration is present This is especially important when target vibration is present If the vibration was .002 inch and the laser heads sampling was delayed by If the vibration was .002 inch and the laser heads sampling was delayed by
.008 sec (125 Hz sampling) then you could see a thickness variation of up to .008 sec (125 Hz sampling) then you could see a thickness variation of up to .008 sec (125 Hz sampling) then you could see a thickness variation of up to .008 sec (125 Hz sampling) then you could see a thickness variation of up to
.004 inch. .004 inch. Analog summing can get around the synchronization requirementAnalog summing can get around the synchronization requirement
.008 sec (125 Hz sampling) then you could see a thickness variation of up to .008 sec (125 Hz sampling) then you could see a thickness variation of up to
.004 inch. .004 inch. Analog summing can get around the synchronization requirementAnalog summing can get around the synchronization requirement
A worldwide leader in precision measurement solutions

Thickness FixtureThickness Fixture
This is where most applications go wrongThis is where most applications go wrongI ffi i t tiff i d h l i d b ildi fi tI ffi i t tiff i d h l i d b ildi fi tThis is where most applications go wrongThis is where most applications go wrong
I ffi i t tiff i d h l i d b ildi fi tI ffi i t tiff i d h l i d b ildi fi t Insufficient stiffness is used when planning and building fixturesInsufficient stiffness is used when planning and building fixtures first order error due to tilt is cosine error where your error is the first order error due to tilt is cosine error where your error is the
standoff minus (standoff divided by the Cosine of the tilt angle) standoff minus (standoff divided by the Cosine of the tilt angle)
Insufficient stiffness is used when planning and building fixturesInsufficient stiffness is used when planning and building fixtures first order error due to tilt is cosine error where your error is the first order error due to tilt is cosine error where your error is the
standoff minus (standoff divided by the Cosine of the tilt angle) standoff minus (standoff divided by the Cosine of the tilt angle) standoff minus (standoff divided by the Cosine of the tilt angle). standoff minus (standoff divided by the Cosine of the tilt angle). A 3 degree tilt at 25 mm standoff is already a 34 micron error. A 3 degree tilt at 25 mm standoff is already a 34 micron error.
Th i th di d t b th i th Th i th di d t b th i th
standoff minus (standoff divided by the Cosine of the tilt angle). standoff minus (standoff divided by the Cosine of the tilt angle). A 3 degree tilt at 25 mm standoff is already a 34 micron error. A 3 degree tilt at 25 mm standoff is already a 34 micron error.
Th i th di d t b th i th Th i th di d t b th i th The more precise the reading needs to be, the more precise the The more precise the reading needs to be, the more precise the laser fixture required. laser fixture required. The more precise the reading needs to be, the more precise the The more precise the reading needs to be, the more precise the
laser fixture required. laser fixture required.
A worldwide leader in precision measurement solutions

Thickness FixtureThickness Fixture
Fig 8
Typical low precision fixture mounts
A worldwide leader in precision measurement solutions

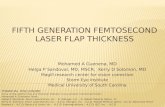
Thickness FixturingThickness Fixturing
High precision thickness requires high precision laser mounts
Fi 9 Two Newport® tilt (Newport #39) and yaw (Newport TSX-1D) adjustable stages are shown with MTI lasers attached.
Fig 9
attached.
A worldwide leader in precision measurement solutions

Thickness mountingThickness mounting
Avoid this
Fig 10
A worldwide leader in precision measurement solutions

Thickness fixtureThickness fixture
Improper design concept The poorly supported Improper design concept The poorly supported Improper design concept The poorly supported Improper design concept The poorly supported Improper design concept. The poorly supported Improper design concept. The poorly supported cantilever arms will vibrate and cause thickness errors. cantilever arms will vibrate and cause thickness errors. (fig 10)(fig 10)
Improper design concept. The poorly supported Improper design concept. The poorly supported cantilever arms will vibrate and cause thickness errors. cantilever arms will vibrate and cause thickness errors. (fig 10)(fig 10)(fig 10)(fig 10)(fig 10)(fig 10)
A worldwide leader in precision measurement solutions

Thickness fixtureThickness fixture
Fig 11
A worldwide leader in precision measurement solutions

Thickness FixtureThickness Fixture
Proper design concept where both sides of the sensor supports Proper design concept where both sides of the sensor supports Proper design concept where both sides of the sensor supports Proper design concept where both sides of the sensor supports are fixed to prevent unwanted vibration. One side can be made are fixed to prevent unwanted vibration. One side can be made removable so the structure is easily disassembled for access or removable so the structure is easily disassembled for access or service (Fig 11)service (Fig 11)
are fixed to prevent unwanted vibration. One side can be made are fixed to prevent unwanted vibration. One side can be made removable so the structure is easily disassembled for access or removable so the structure is easily disassembled for access or service (Fig 11)service (Fig 11)service (Fig 11)service (Fig 11) Ideally the laser mounts should be tied to the target transport so Ideally the laser mounts should be tied to the target transport so
common mode vibration is subtracted outcommon mode vibration is subtracted out
service (Fig 11)service (Fig 11) Ideally the laser mounts should be tied to the target transport so Ideally the laser mounts should be tied to the target transport so
common mode vibration is subtracted outcommon mode vibration is subtracted outcommon mode vibration is subtracted outcommon mode vibration is subtracted outcommon mode vibration is subtracted outcommon mode vibration is subtracted out
A worldwide leader in precision measurement solutions

System CalibrationSystem Calibration
Fig 12
A worldwide leader in precision measurement solutions

System calibrationSystem calibration
Remove the target and replace it with a flat sheet of translucent white paper so Remove the target and replace it with a flat sheet of translucent white paper so the two laser spots may be observed simultaneously. (Fig 12)the two laser spots may be observed simultaneously. (Fig 12) Remove the target and replace it with a flat sheet of translucent white paper so Remove the target and replace it with a flat sheet of translucent white paper so
the two laser spots may be observed simultaneously. (Fig 12)the two laser spots may be observed simultaneously. (Fig 12)p y y ( g )p y y ( g ) Move paper up and down to make sure the spots are concentric upon each Move paper up and down to make sure the spots are concentric upon each
other and don’t separateother and don’t separate As you move the paper back and forth perpendicular to the heads you’ll see one As you move the paper back and forth perpendicular to the heads you’ll see one
p y y ( g )p y y ( g ) Move paper up and down to make sure the spots are concentric upon each Move paper up and down to make sure the spots are concentric upon each
other and don’t separateother and don’t separate As you move the paper back and forth perpendicular to the heads you’ll see one As you move the paper back and forth perpendicular to the heads you’ll see one As you move the paper back and forth perpendicular to the heads you ll see one As you move the paper back and forth perpendicular to the heads you ll see one
spot get larger while the other gets smaller. This is because the laser beams are spot get larger while the other gets smaller. This is because the laser beams are focused at the nominal standoff distance. As you move away from the nominal focused at the nominal standoff distance. As you move away from the nominal standoff the beams expand. standoff the beams expand.
As you move the paper back and forth perpendicular to the heads you ll see one As you move the paper back and forth perpendicular to the heads you ll see one spot get larger while the other gets smaller. This is because the laser beams are spot get larger while the other gets smaller. This is because the laser beams are focused at the nominal standoff distance. As you move away from the nominal focused at the nominal standoff distance. As you move away from the nominal standoff the beams expand. standoff the beams expand. standoff the beams expand. standoff the beams expand. More tricky if the target thickness is large and far out of range of the opposing More tricky if the target thickness is large and far out of range of the opposing
laserlaser
standoff the beams expand. standoff the beams expand. More tricky if the target thickness is large and far out of range of the opposing More tricky if the target thickness is large and far out of range of the opposing
laserlaser
A worldwide leader in precision measurement solutions

System calibration System calibration
Although the individual laser heads are already calibrated you’ll Although the individual laser heads are already calibrated you’ll have to calibrate the assembled system for thickness Place a have to calibrate the assembled system for thickness Place a Although the individual laser heads are already calibrated you’ll Although the individual laser heads are already calibrated you’ll
have to calibrate the assembled system for thickness Place a have to calibrate the assembled system for thickness Place a have to calibrate the assembled system for thickness. Place a have to calibrate the assembled system for thickness. Place a target of known thickness in between the lasers and tare the target of known thickness in between the lasers and tare the system to zero or set the readout device to read the actual system to zero or set the readout device to read the actual
have to calibrate the assembled system for thickness. Place a have to calibrate the assembled system for thickness. Place a target of known thickness in between the lasers and tare the target of known thickness in between the lasers and tare the system to zero or set the readout device to read the actual system to zero or set the readout device to read the actual system to zero or set the readout device to read the actual system to zero or set the readout device to read the actual thickness of the known target. The system function for thickness thickness of the known target. The system function for thickness is Thickness = Total gap is Thickness = Total gap –– (laser gap 1 + laser gap 2). (laser gap 1 + laser gap 2).
system to zero or set the readout device to read the actual system to zero or set the readout device to read the actual thickness of the known target. The system function for thickness thickness of the known target. The system function for thickness is Thickness = Total gap is Thickness = Total gap –– (laser gap 1 + laser gap 2). (laser gap 1 + laser gap 2).
A worldwide leader in precision measurement solutions

Overall system AccuracyOverall system Accuracy
Assuming you haven’t introduced any additional error with poor Assuming you haven’t introduced any additional error with poor fixturing the overall measurement uncertainty will be 2*max fixturing the overall measurement uncertainty will be 2*max Assuming you haven’t introduced any additional error with poor Assuming you haven’t introduced any additional error with poor
fixturing the overall measurement uncertainty will be 2*max fixturing the overall measurement uncertainty will be 2*max fixturing the overall measurement uncertainty will be 2*max fixturing the overall measurement uncertainty will be 2*max linearity error + ½ the peak to peak noise at the bandwidth linearity error + ½ the peak to peak noise at the bandwidth selected because you’re using two heads. selected because you’re using two heads.
fixturing the overall measurement uncertainty will be 2*max fixturing the overall measurement uncertainty will be 2*max linearity error + ½ the peak to peak noise at the bandwidth linearity error + ½ the peak to peak noise at the bandwidth selected because you’re using two heads. selected because you’re using two heads. selected because you re using two heads. selected because you re using two heads.
So typically the thickness accuracy is always 2X worse than the So typically the thickness accuracy is always 2X worse than the
selected because you re using two heads. selected because you re using two heads.
So typically the thickness accuracy is always 2X worse than the So typically the thickness accuracy is always 2X worse than the So typically the thickness accuracy is always 2X worse than the So typically the thickness accuracy is always 2X worse than the laser head accuracy speclaser head accuracy specSo typically the thickness accuracy is always 2X worse than the So typically the thickness accuracy is always 2X worse than the laser head accuracy speclaser head accuracy spec
A worldwide leader in precision measurement solutions

System Accuracy, the detailsSystem Accuracy, the details
Lets say the head linearity is Lets say the head linearity is ±± .05% FSR where FSR = 10mm. If the dynamic noise in .05% FSR where FSR = 10mm. If the dynamic noise in engineering units for the same heads is 3um pkengineering units for the same heads is 3um pk--pk then your total measurement error pk then your total measurement error could be as high as 10um+ 1.5um or 11.5 microns. could be as high as 10um+ 1.5um or 11.5 microns.
Lets say the head linearity is Lets say the head linearity is ±± .05% FSR where FSR = 10mm. If the dynamic noise in .05% FSR where FSR = 10mm. If the dynamic noise in engineering units for the same heads is 3um pkengineering units for the same heads is 3um pk--pk then your total measurement error pk then your total measurement error could be as high as 10um+ 1.5um or 11.5 microns. could be as high as 10um+ 1.5um or 11.5 microns. You should also consider that fixture vibration and surface finish effects will also add to You should also consider that fixture vibration and surface finish effects will also add to
this uncertainty, and could easily add a factor of two where the uncertainty suddenly this uncertainty, and could easily add a factor of two where the uncertainty suddenly leaps to 23ums! Most laser head dynamic noise or uncertainty is given at a specific leaps to 23ums! Most laser head dynamic noise or uncertainty is given at a specific bandwidth and typically when measuring to white paper. Actual targets can easily cause bandwidth and typically when measuring to white paper. Actual targets can easily cause
You should also consider that fixture vibration and surface finish effects will also add to You should also consider that fixture vibration and surface finish effects will also add to this uncertainty, and could easily add a factor of two where the uncertainty suddenly this uncertainty, and could easily add a factor of two where the uncertainty suddenly leaps to 23ums! Most laser head dynamic noise or uncertainty is given at a specific leaps to 23ums! Most laser head dynamic noise or uncertainty is given at a specific bandwidth and typically when measuring to white paper. Actual targets can easily cause bandwidth and typically when measuring to white paper. Actual targets can easily cause bandwidth and typically when measuring to white paper. Actual targets can easily cause bandwidth and typically when measuring to white paper. Actual targets can easily cause larger pklarger pk--pk noise values. pk noise values. You should always use pkYou should always use pk--pk for error calculations. If RMS error is given, the pkpk for error calculations. If RMS error is given, the pk--pk pk
equivalent is typically 5equivalent is typically 5--6 times larger than the RMS value. 6 times larger than the RMS value. T h l d t i t d t f fi i h ff t d h d i it i ft T h l d t i t d t f fi i h ff t d h d i it i ft
bandwidth and typically when measuring to white paper. Actual targets can easily cause bandwidth and typically when measuring to white paper. Actual targets can easily cause larger pklarger pk--pk noise values. pk noise values. You should always use pkYou should always use pk--pk for error calculations. If RMS error is given, the pkpk for error calculations. If RMS error is given, the pk--pk pk
equivalent is typically 5equivalent is typically 5--6 times larger than the RMS value. 6 times larger than the RMS value. T h l d t i t d t f fi i h ff t d h d i it i ft T h l d t i t d t f fi i h ff t d h d i it i ft To help reduce uncertainty due to surface finish effects and head noise it is often To help reduce uncertainty due to surface finish effects and head noise it is often possible to use averaging techniques such as low pass filtering or a digital moving possible to use averaging techniques such as low pass filtering or a digital moving average. It can actually make an impossibly noisy measurement suddenly very possible average. It can actually make an impossibly noisy measurement suddenly very possible and statistically useful. and statistically useful.
To help reduce uncertainty due to surface finish effects and head noise it is often To help reduce uncertainty due to surface finish effects and head noise it is often possible to use averaging techniques such as low pass filtering or a digital moving possible to use averaging techniques such as low pass filtering or a digital moving average. It can actually make an impossibly noisy measurement suddenly very possible average. It can actually make an impossibly noisy measurement suddenly very possible and statistically useful. and statistically useful.
A worldwide leader in precision measurement solutions
yyyy

SummarySummary
The above are just a few ideas to help make your The above are just a few ideas to help make your The above are just a few ideas to help make your The above are just a few ideas to help make your j p yj p ythickness setup as foolproof as possible. Following these thickness setup as foolproof as possible. Following these guidelines will help ensure the highest accuracy and guidelines will help ensure the highest accuracy and
j p yj p ythickness setup as foolproof as possible. Following these thickness setup as foolproof as possible. Following these guidelines will help ensure the highest accuracy and guidelines will help ensure the highest accuracy and g p g yg p g yrepeatability of your thickness data. repeatability of your thickness data. g p g yg p g yrepeatability of your thickness data. repeatability of your thickness data.
A worldwide leader in precision measurement solutions