JJ104 Workshop Technology Chapter8 Brazing
16
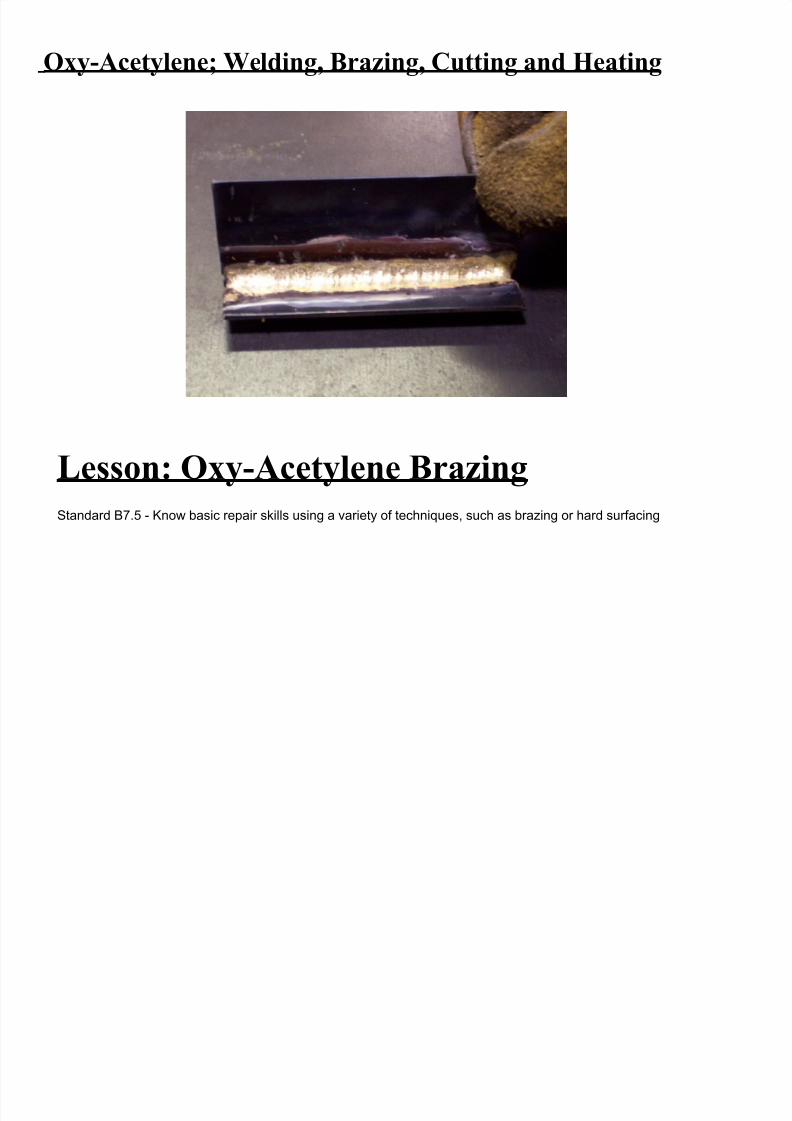
Oxy-Acetylene; We lding, Brazing, Cutting and Heating Lesson: Oxy-Acetylene Brazing Standard B7.5 - Know basic repair skills using a variety of techniques, such as braing or hard surfacing
Transcript of JJ104 Workshop Technology Chapter8 Brazing
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 1/16
Oxy-Acetylene; Welding, Brazing, Cutting and Heating
Lesson: Oxy-Acetylene Brazing
Standard B7.5 - Know basic repair skills using a variety of techniques, such as braing or hard surfacing
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 2/16
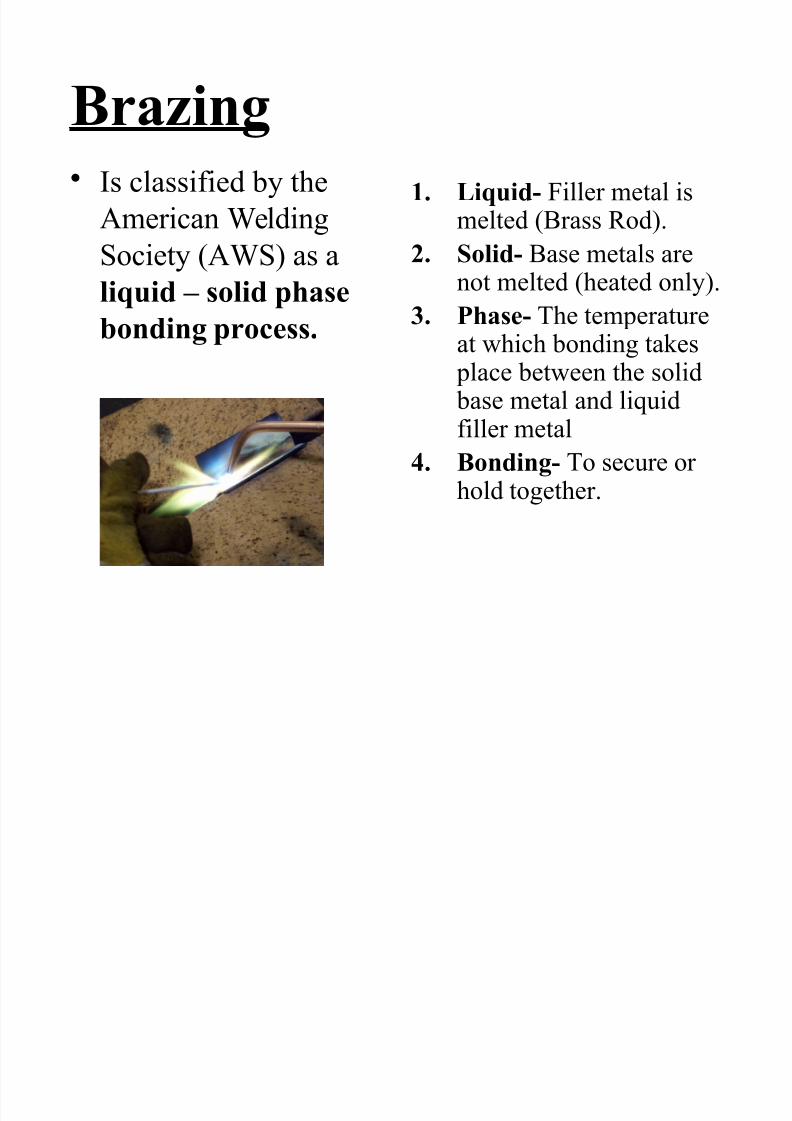
Brazing• Is classified by the
American Welding
Society (AWS) as a
liquid – solid pase
!onding process"
#" Liquid- Filler metal ismelted (Brass Rod).
$" %olid- Base metals are
not melted (heated only).
&" 'ase- The temperatureat hich bonding ta!es
place beteen the solid
base metal and li"uidfiller metal
(" Bonding- To secure orhold together.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 3/16
Brazing• A form of elding characteri#ed by the use
of base metal temperatures abo$e %&°rees but belo the melting point of the
base metal.• Bra#ing Temperature' ccurs around )(*+
degrees
• ost metals can be *oined by bra#ing butthe proper filler rod and flu+ must be used.
• Flu+ is re"uired to prepare the metals for *oining and the filler rod bonds the base
metals together.• ,A-TI/ All bra#ing processes should be
preformed in a ell'$entilated area. To+icfumes may be generated by the bra#ing
process.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 4/16
Adantages o Brazing
#" Lo. /e0perature' since the base metal does not
ha$e to melt0 a lo temperature heat source can
be used.
$" 1ay !e per0anently or te0porarily 2oined'
since the base metal is not damaged0 parts may be
disassembled at a later time by simply reapplying
heat.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 5/16
Adantages o Brazing Cont"
&" 3issi0ilar 0etals can !e
2oined- bra#ing can *oin
dissimilar metals0 such as copper
to steel0 aluminum to brass0 and
cast iron to stainless steel.
(" 1etals o arious tic4ness can
!e 2oined- $ery thin metal can
be *oined to thic! metal ithout burning0 arping0 and
o$erheating them.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 6/16
Adantages o Brazing Cont"
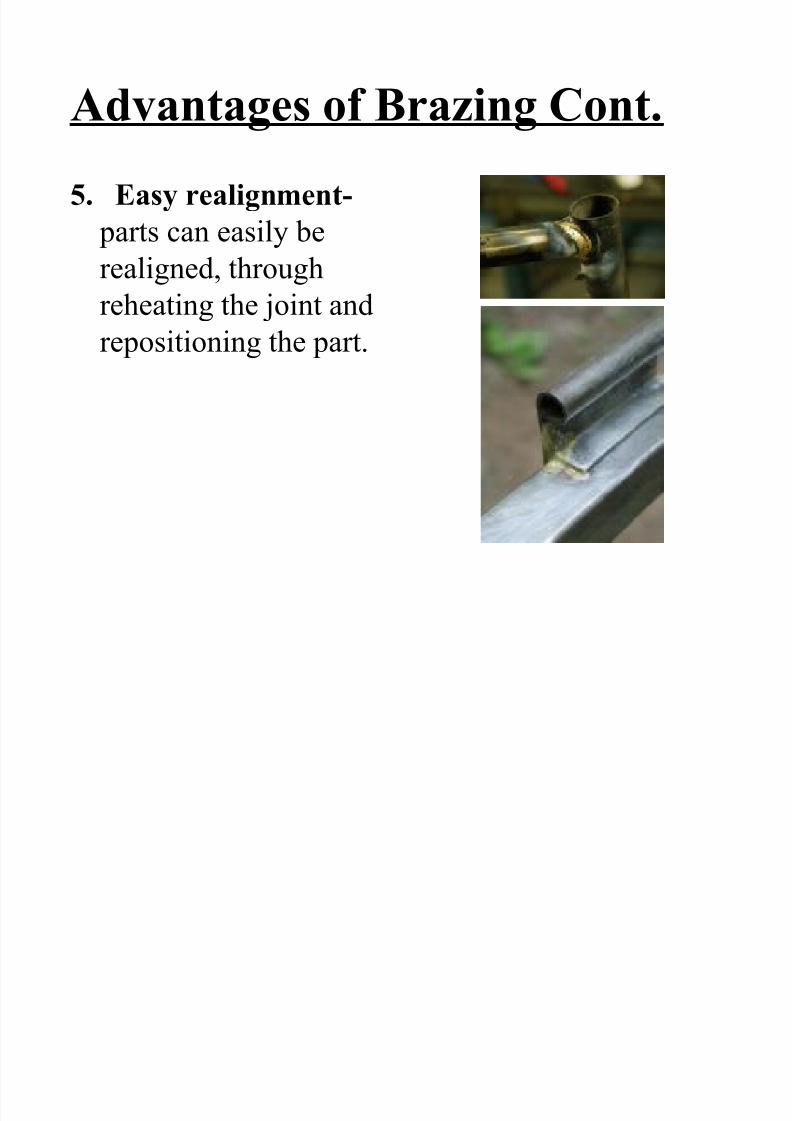
5" 6asy realign0ent-
parts can easily be
realigned0 throughreheating the *oint and
repositioning the part.

7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 7/16
7L896% <OL<63 B=A>?
/ree 0a2or unctions1. To remo$e any o+ides that form as
a result of heating the metal.
2. To promote etting.
3. Aid in capillary action.
•. Wetting is te peno0enon .ere!y a
liquid iller 0etal or lux spreads and
aderes in a tin, continuous layer on a
solid !ase 0etal"
•. Capillary action is te orce tat pulls iller
0etal @!rass troug te 2oint"
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 8/16
'reparing te 1etals to !e Brazed
• All paint0 rust0 grease0dirt must be remo$ed
from the surface area prior to beginning to bra#e.
• The successful bra#ing
operation depends onclose *oint tolerances0meaning no ma*orgaps.

7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 9/16
Brazing %eet 1etal
• The folloing bra#ing
techni"ues can be
utili#ed in all bra#ingapplications. This
e+ample uses strips of
14 gauge sheet steel in
the Flat T position.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 10/16
Brazing %eet 1etal
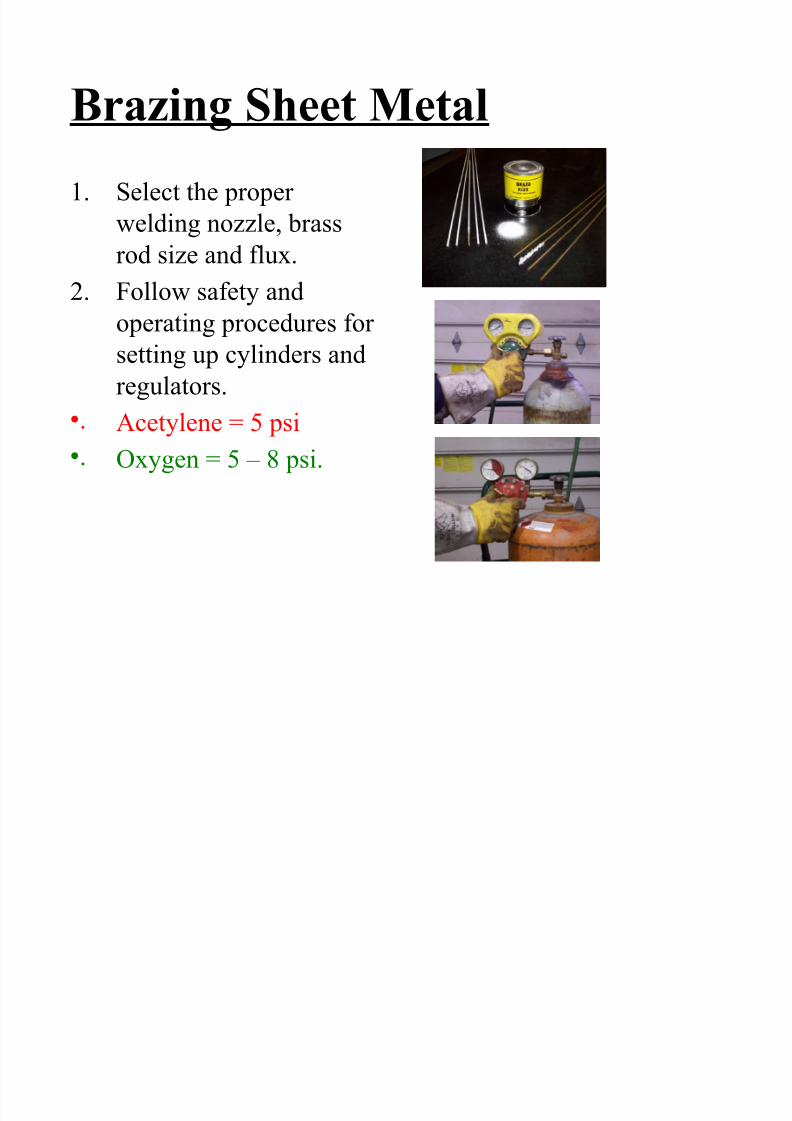
1. Select the proper
elding no##le0 brass
rod si#e and flu+.
2. Follo safety and
operating procedures for
setting up cylinders and
regulators.
•. Acetylene 5 6 psi
•. +ygen 5 6 7 8 psi.

7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 11/16
Brazing %eet 1etal Cont.
3. btain a neutral to
slightly o+idi#ing
flame on torch.4. 9reheat metal only to
a dull red color. If
the base metal is
heated to a highertemperature a porous
deposit ill result.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 12/16
Brazing %eet 1etal Cont"
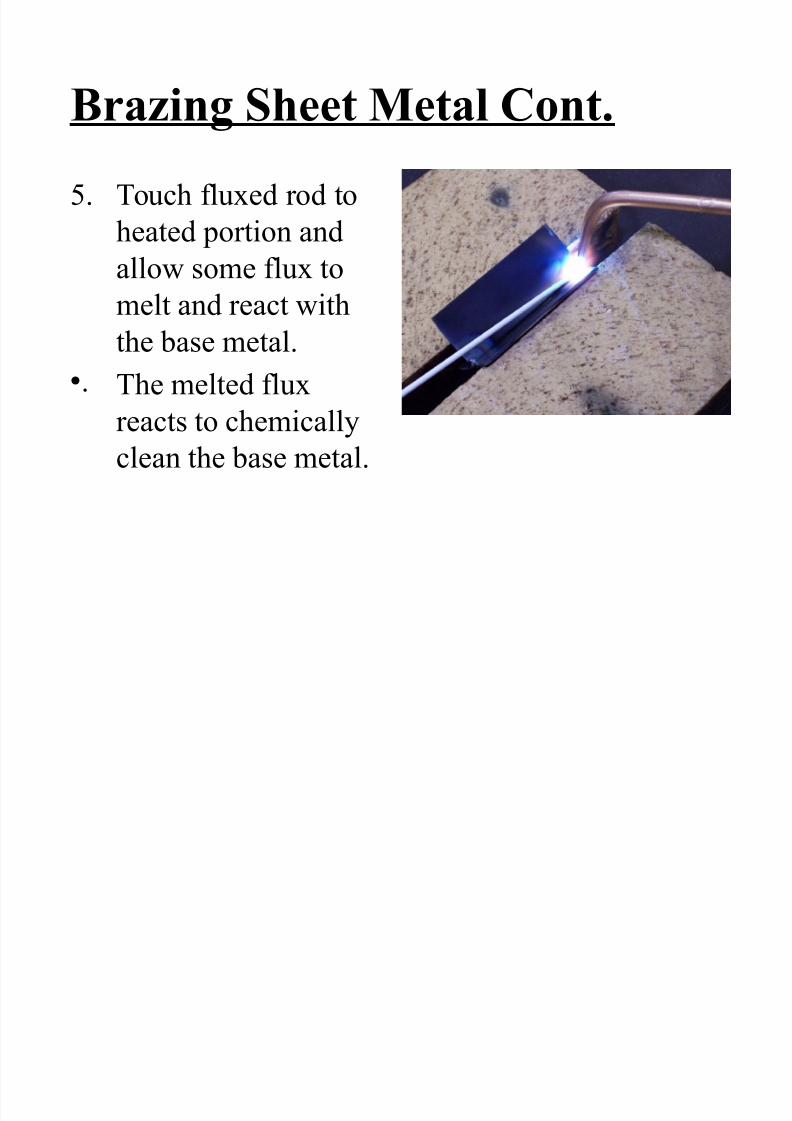
6. Touch flu+ed rod to
heated portion and
allo some flu+ tomelt and react ith
the base metal.
•. The melted flu+
reacts to chemicallyclean the base metal.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 13/16
Brazing %eet 1etal Cont"
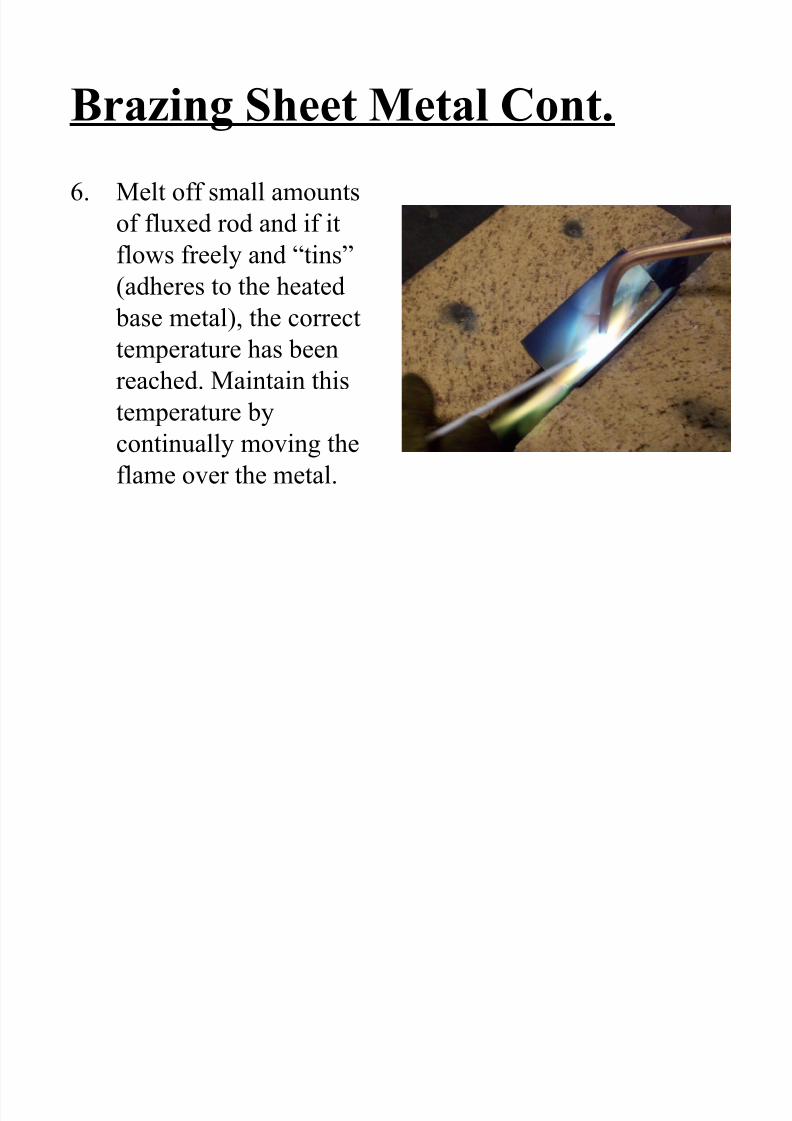
:. elt off small amounts
of flu+ed rod and if it
flos freely and ;tins<
(adheres to the heated
base metal)0 the correct
temperature has been
reached. aintain this
temperature bycontinually mo$ing the
flame o$er the metal.

7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 14/16
Brazing %eet 1etal Cont"
%. ,ontinue to dip rod
into the molten
puddle and addsufficient amount of
brass to the base
metal to build up the
bead.

7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 15/16
Brazing %eet 1etal Cont"
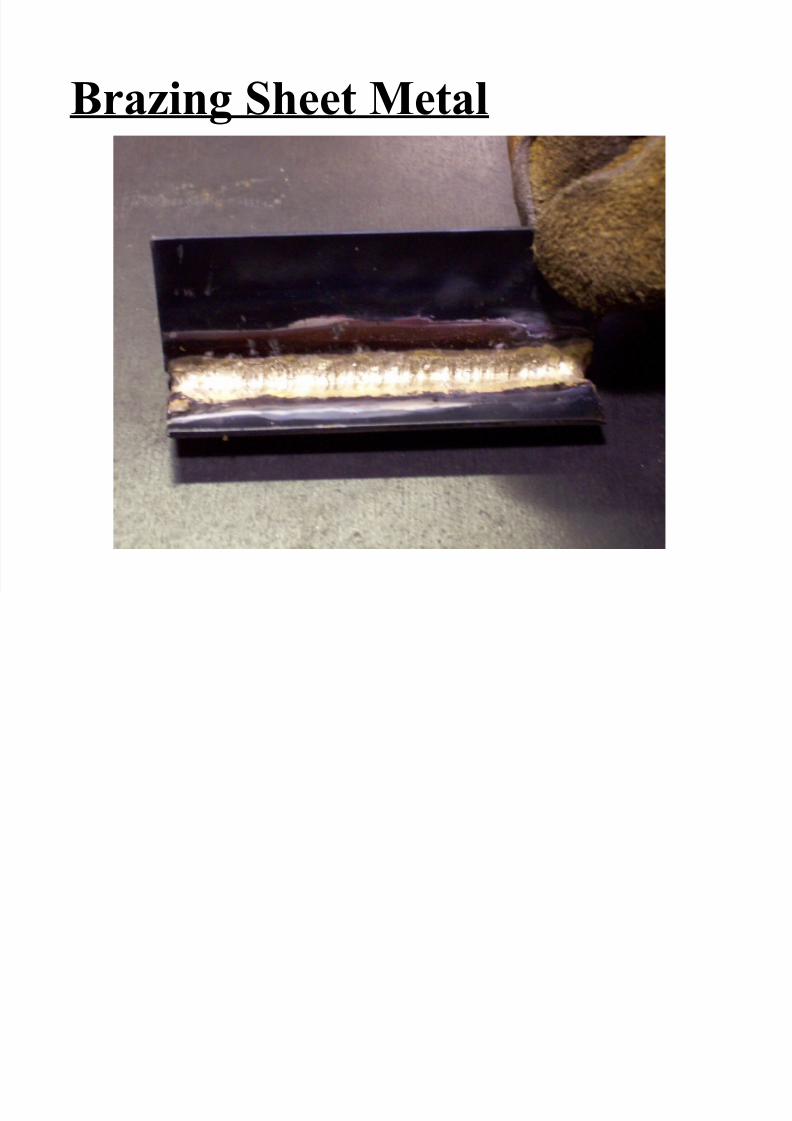
8. ,ontinue to tin and
build a bead until the
desired section has been co$ered.
=. With a chipping
hammer0 remo$e the
flu+ co$ering (slag)on the bead.
7/21/2019 JJ104 Workshop Technology Chapter8 Brazing
http://slidepdf.com/reader/full/jj104-workshop-technology-chapter8-brazing 16/16
Brazing %eet 1etal