
INFORMATION CONSULTING AND CERTIFICATION · PDF fileговорностите му...
50
-
Upload
trinhtuong -
Category
Documents
-
view
245 -
download
6
Transcript of INFORMATION CONSULTING AND CERTIFICATION · PDF fileговорностите му...

12/2
013
2
Bulgaria, 1407 Sofia, POBox 76 E-mail: [email protected], www.bcee-bg.orgTel.: (+359 2) 9633532, 9633437 Mob.: (+359 899) 335892 Fax:(+359 2) 9630727
БЪЛГАРСКА АСОЦИАЦИЯ ЕЛЕКТРОТЕХНИКА И ЕЛЕКТРОНИКА
BULGARIAN ASSOCIATION ELECTRICAL ENGINEERING
AND ELECTRONICS
Ивайло Колев
ИНТЕРВЮ
Регионалният обхват на дейността на Трелеборг
Сийлинг Солюшънс и работата с разнородни
индустрии е предизвикателство, което очаквам с
нетърпение
Интервю с г-н Руслан Папазян –
генерален директор на Трелеборг Сийлинг Солюшънс
България ЕООД 4
ИНФОРМАЦИЯ
Пожароизвестителна система, базирана на
аспирационна димно-оптична детекция 6
ПАНАИРИ И ИЗЛОЖБИ
AUTOMATICA – водещото европейско изложение
за иновации в областта на автоматиката и
мехатрониката 8
Специализирани индустриални изложби през
месец март 2014 в София 10
Лайпцигският панаир достига рекорден
финансов резултат през 2013 година 13
КОНСУЛТАНТСКА И СЕРТИФИКАЦИОННА ДЕЙНОСТ
Прилагане на ISO 22514 „Статистически методи в управление на процеса. възможности и изпълнение“ в работата на системи за управление по ISO-стандарти 15
ТЕХНОЛОГИИ
Подход за анализ и оптимизация на инерционно натоварена греда от тип X-Y
Б. Врабевски, ТУ София, МТФ 21
Метод и машина за многооперационно обработване на стъпални ротационни детайли, част 5: Технология за синхронизирано обработване на два патронникови детайла
доц. д-р Лъчезар Стоев, ТУ-София 28
Приложение на подвижен люнет при резбошлифоване
доц. д-р Лъчезар Стоев, ТУ-София 33
НОВИНИ ОТ БРЮКСЕЛ
Съобщение на Комисията до Парламента, Съвета, Европейския икономически и социален комитет и Комитета на регионите: План за действие за конкурентоспособна и устойчива стоманодобивна промишленост в Европа 37
брой 12/2013, година LXII
1784 София, ж.к. Младост – 1, бл. № 54 А, вх. Г, офис № 3 Ател.: 02/ 492 39 03; 492 39 02;тел./факс: 02/ 975 30 23e-mail: [email protected]
Редакцията благодари на г-жа Росица Балтаджиева за съдействието, оказано при подготовката на броя.
СЪДЪРЖАНИЕ
3
Bulgaria, 1407 Sofia, POBox 76 E-mail: [email protected], www.bcee-bg.orgTel.: (+359 2) 9633532, 9633437 Mob.: (+359 899) 335892 Fax:(+359 2) 9630727
БЪЛГАРСКА АСОЦИАЦИЯ ЕЛЕКТРОТЕХНИКА И ЕЛЕКТРОНИКА
BULGARIAN ASSOCIATION ELECTRICAL ENGINEERING
AND ELECTRONICS
issue 2-3/2013, year LXIIprice 5,50 lv.
1784 Sofia, Mladost – 1, 54 А, entr. G, office № 3 АPhone: 02/ 492 39 03; 492 39 02;e-mail: [email protected]
HANNOVER MESSE 2013
HANNOVER MESSE 2013 - Integrated industry – key to tomorrow‘s competitive edge 4
Russia with record number of exhibitors at HANNOVER MESSE 8
FAIRS AND EXHIBITIONS
A new generation of measuring and analytical technique at Bulcontrola 2013 1040 years anniversary of Laser World of PHOTONICS 2013 – the leading global exhibition is the momentum for all economic sectors at present 12
LIFTBALKANS will present news in elevator industry 47
INTERVIEW
Cleansing machines of the FIORENTINI company- already in Bulgaria – interview with LyubenUrumov 18
We don’t stop investing – interview with Ms. Mariana Pecheyan, CEO of the VSK Kentavar Group 22
INFORMATION
Schenker EOOD starts a sale campaign ”20 successful years – 20 special offers” 16
TECHNOLOGIES
Productiveness improvement by means of innovative instrumental solutions 25
TRANSPORT AND LOGISTICS
Jungheinrich presents new reach truck 28
CONSULTING AND CERTIFICATION
Requirements of BDS EN ISO/IEC 17020:2012 standard for application of statistical methods by control authorities –Prof.Dr. IlyaTsenev (eng), PRACTICE Q.A. Ltd, Manager and Mariana Shirkova, MSc (eng), Fondation ”21st century quality”, manager 32
NEWS FROM BRUSSELS
Communication of the European Commission to the European Parliament, the European Economic and Social Committee and the Committee of the Regions - “A Stronger European Industry for Growth and Economic Recovery” 39
The editors thank Mrs.Rossitsa Baltadjieva for the assistance provided in preparing the issue.
Editor: Ivaylo IvanovDesign: Ina Borisova
with the assistance of
Design: Ivaylo Kolev
issue 12/2013, year LXII
CONTENT
INTERVIEW
The regional sphere of activities of Treleborg Sealing
Solutions and the work with heterogenous industries
is a challenge I‘m looking forward eagerly to happen
Interview with Mr. Ruslan Papazyan, General Manager of
Treleborg Sealing Solutions Bulgaria Ltd 4
INFORMATION
Firealarm system, based on an aspiration smoke-
optical detection 6
FAIRS AND EXHIBITIONS
AUTOMATICA – the leading European exhibition
for innovations in the field of automatics and
mehatronics 8
Specialized industrial exhibitions in March 2014 in
Sofia 10
The Leipzig fair has reached record financial
results for 2013 13
CONSULTING AND CERTIFICATION ACTIVITIES
Implementation of ISO “STATISTICAL MANAGEMENT
METHODS OF THE PROCESS, OPPORTUNITIES
AND PERFORMANCE“ IN THE PROCEEDINGS OF
MANAGEMENT SYSTEMS ON ISO-STANDARDS 15
TECHNOLOGIES
An approach for analysis and optimization of
dynamically loaded X-Y structure
B. Vrabebski, Sofia TU 21
Method and machine for multioperational machining
of rotary stepped workpieces, Part 5: Technology for
synchronized machining of two chucking components
L. Stoev, Assoc. Prof., Sofia TU 28
Application of a movable steady rest for thread
grinding
L. Stoev, Assoc. Prof., Sofia TU 33
NEWS FROM BRUSSELS
COMMUNICATION OF THE COMMISSION TO THE
PARLIAMENT, THE COUNCIL, THE EUROPEAN
ECONOMIC AND SOCIAL COMMITTEE OF THE
REGIONS: Action plan for a comptetitive and
sustainable steel production industry in Europe 37

12/2
013
4 ИНТЕРВЮ
Регионалният обхват на дейността на Трелеборг Сийлинг Солюшънс и работата с разнородни индустрии е предизвикателство, което очаквам с нетърпениеИнтервю с г-н Руслан Папазян – генерален директор на Трелеборг Сийлинг Солюшънс България ЕООД
Как се решихте да преминете от един световен кон-церн към друга компания – лидер в бранша си?
В кариерните си решения съм се водил от целта да съм част от екипи, които имат визията, мотивацията и ком-петентността да заемат водещи позиции в бранша си. Имах късмета да работя за АББ, като при последната си позиция развих стратегията за производство в Бъл-гария на продукти за пренос на електроенергия. Горд съм, че към момента стратегията е в последния етап на имплементация, с обновена продуктова гама и завод-ска инфраструктура на клона на АББ в гр. Севлиево.
От началото на декември имам привилегията да се присъединя към екипа на Трелеборг Сийлинг Солю-шънс. От офиса в София се ръководи дейността на компанията за България, Румъния, Беларус, Украйна и Турция. Trelleborg е водеща в своята област глобална инженерингова и производствена корпорация. Регио-налният обхват на дейността и работата с индустрии от самолетостроене, хидравлична техника и автомо-билотроене до медицинска техника, е предизвикател-ство, което очаквам с нетърпение.
Как се развива пазара на уплътнители в България и какво е мястото на страната на глобалния пазар?
Продуктите на Trelleborg директно присъстват на бъл-гарския пазар повече от 20 години. От 2007 група-та има и производствени мощности в страната пред-ставени от Трелеборг Сийлинг Солюшънс Силкотех. Нивото на бизнес активност в индустриите, за които Трелеборг Сийлинг Солюшънс предлага решения, не позволява България да има доминираща роля в гло-балната организация. От друга страна, потенциалът на регионалния пазар прави страната ни и държави-те, за които дейността се управлява от България, обект на интерес, който надвишава обема на икономическа активност. Неслучайно компанията през 2013 година откри своят нов офис и логистичен център в близост до летище София, като базата предлага възможност за организиране на дейности и събития от значение, как-то за регионалните клиенти на Trelleborg, така и за гло-балната организация на компанията.
Руслан Папазян е новият генерален директор на компани-ята Трелеборг Сийлинг Солюшънс България – част от гло-балната група за инженеринг и производство на полимер-ни уплътнителни решения Тrelleborg AB. От базата си в София екипът на компанията управлява дейността в Бъл-гария, Румъния, Беларус, Украйна и Турция.Преди да се присъедини към екипа на Трелеборг, Папазян е работил за швейцарско-шведския концерн за автомати-зация и енергетика АББ. През 2000 г. постъпва в изследо-вателския и развоен център на АББ Швеция, като от-говорностите му включват проектен мениджмънт и ръководство на екип за продуктови разработки. През 2009 г. поема управлението на отдел бизнес развитие за енер-гийни системи и продукти към АББ България и Румъния. От 2010 г. е изпълнителен директор на АББ базата в гр. Севли-ево, специализирана в производство и продажби на елек-троенергийно оборудване.Руслан Папазян защитава през 2005 г. докторска степен по електро и полимерни технологии към Кралският Техно-логичен Институт – Стокхолм (KTH). Получава награда за най-добра изследователска разработка за 2004 г. от обе-динението на шведските електро-преносни и разпредели-телни предприятия (ELFORSK). През 2011 г. печели конкурса Next Generation на „Капитал“ и стипендия за Executive MBA към Шефилдския Университет, Великобритания.През 2012 година Папазян е избран за член на борда на ди-ректорите на Българо-Скандинавската Търговска Камара.
5ИНТЕРВЮ
Трелеборг Сийлинг Солюшънс е водещ доставчик на пазара на полимерни уплътнения и развитие-то на дейността на компанията в България до голя-ма степен ще се определи от два фактора. Единият е бъдещото развитие на сега действащите производ-ствени предприятия, които са клиенти на Trelleborg, а другият е навлизането в България на нови глобал-ни и местни компании.
В следствие на глобалната криза, започнала през 2008, ясно се очертава тенденция на регионализиране на дей-ността на нашите клиенти с глобално производствено и пазарно присъствие. Регионите, които се оформят са Ев-ропа, Северна и Южна Америка, Азия и Близкия Изток. В тези региони глобалните компании се стремят да създа-дат самодостатъчен производствен капацитет, който да задоволи нуждите на регионалния пазар. Тази тенден-ция се различава от периода преди кризата, когато Да-лечния Изток се възприемаше като основна конкурентна производствена дестинация, задоволяваща глобалното търсене. В това следкризисно развитие България и реги-она имат потенциала да привлекат производствени ком-пании за изпълнение на тяхната Европейска стратегия. Страната ни разполага с редица предимства в това отно-шение, като важно за България е да защити пред потен-циалните инвеститори имиджа на страна със стабилна, прозрачна и предвидима бизнес среда.
Кои са основните ви клиенти?
Наистина имаме честта сред клиентите ни да са водещи-те имена в индустрията и техните най-важни партньори и доставчици. Голяма част от българските ни клиенти са експортно ориентирани, като заемат водеща позиция за продуктите, които произвеждат както в Европа, така и в световен мащаб.
За Trelleborg е изключително важно да изгради дълго-срочни партньорски взаимоотношения със своите кли-енти, които са базират на компетентност, качество на обслужването и постоянно предлагане на най-инова-тивните решения в индустрията. Една от причините за интереса към продуктите на Trelleborg е, че продуктите ни почти винаги са критични за дейността на системата, в която са вложени. Например можете да си представите последствията, ако уплътнителя на един самолетен ко-лесник не функционира както е предвидено. В това от-ношения качеството на инженеринговото решение на Trelleborg, изборът на материал, както и контролът при продуктовото производство гарантират правилното и продължително функциониране на системата, в която това уплътнително решение е вложено.
Присъствате на пазарите на съседните ни страни, как ги оценявате и какво е мнението Ви за развитие-то на българския пазар?
От базата ни в София екипът на компанията управля-ва дейността в България, Румъния, Беларус, Украйна и
Турция. Първостепенен приоритет за Трелеборг Сий-линг Солюшънс България е да сме надежден партньор, като навременно предоставяме нашите иновативни уп-лътнителни решения на настоящите ни клиенти. За цел-та организацията на екипът ни по доставки предоста-вя възможността да се предлагат продукти от над 20 производствени предприятия, разположени в Бълга-рия или различни точки на света. За да постигнем на-временна реакция в кратки срокове, оперираме и със специално изграден климатизиран логистичен и скла-дов център в София.
От друга страна, екипът ни по проектен инженеринг и продажби активно работи по нови продукти, които се внедряват в производство от сегашни или бъдещи кли-енти на компанията. Предимството на Трелеборг Сий-линг Солюшънс България е, че професионалният опит и езиковите познания на екипът ни дава възможност да се предложат решения за различни продукти, индустрии и държави. Допълнително, тимът има възможността да координира инженеринговите решения със специали-сти от един от деветте глобални центъра за развойна дейност на Трелеборг Сийлинг Солюшънс.
Процесът по продажби и контактът с клиентите ни в Бъл-гария, Румъния, Беларус и Украйна се осъществява ди-ректно от офисът в София, като дейността в Турция опе-ративно се ръководи от локализиран в Истанбул екип по продажби.
Каква е спецификата на пазарите в различните дър-жави?
Уплътнителните решения на Трелеборг Сийлинг Солю-шънс намират приложение в техника, която работи в ус-ловия с високи изисквания в космоса, на повърхността на земята и водата или на километри под тях. Изключе-нията на индустрии, чиито продукти са изложени на по-добни условия, и в които Trelleborg няма участие, са мал-ко. Същевременно, Trelleborg често е водещ доставчик на пазарите, на които участва. По тази причина, решени-ята, които компанията доставя на местния пазар, отгова-рят на профила на индустрията, която страната развива. В следствие, на българския пазар отличен прием имат решенията например за хидравлична техника, електри-чески инструменти и оборудване, техника за санитарна-та и петролна промишленост. В Румъния доставчиците за самолетостроенето и автомобилната индустрия са доминиращи. Беларус е специализирана в производ-ството на тежка подемна и транспортна техника за ин-дустрията и селското стопанство, а Турция и Украйна предоставят почти цялата палитра на индустриалния сектор.

12/2
013
6 ИНФОРМАЦИЯ
Пожароизвестителна система, базирана на аспирационна димно-оптична детекцияФирма СИНХРОН-С, специализирана в изграждането на системи за пожароизвестяване и пожарогасене, предла-га иновативно решение за ранно откриване на пожар по-средством пожароизвестителна система, чието действие се базира на аспирационна димно-оптична детекция. Методът осигурява възможно най-ранното предупреж-дение за потенциален пожар и е приложим дори в сил-но вентилирана или замърсена среда, където остана-лите стандартни средства за димно-оптична детекция не са достатъчно надеждни. Типичните приложения на новата технология са складове, сървърни помещения, дейта центрове, помещения с двоен под и окачен таван, отворени пространства, трудно достъпни участъци като кабелни канали и въздуховоди, сгради с високи тавани, обекти с историческо значение, болници, производстве-ни помещения.Аспирационната пожароизвестителна система се състои от тръбна мрежа с аспирационни устройства, които чрез непрекъснато всмукване през серия от отвори насочват въздуха от помещението към прецизен високочувствите-лен детектор. Много важни за правилната работа на сис-темата са правилното монтиране на тръбната мрежа, как-то и разстоянието между отворите за въздушната проба. Действието при аспирационните детектори се базира на прецизен анализ на въздуха с помощта на два източника на светлина - във видимия и инфрачервения спектър и технология за разсейване на светлината. Те се отличават с изключително широк обхват на чувствителност, благо-дарение на което откриват дима и продуктите отделени при горенето дори когато те са в много ниска концен-трация. Това позволява локализирането на пожара на много ранен етап и предотвратяване на разрастването му. Системата може да бъде много прецизно калибрира-на в сравнение с останалите системи за детекция на дим, което позволява пожарът да бъде открит в специфични
места, например двоен под, където със стандартни сред-ства това е невъзможно поради големия въздушен поток в тези участъци. Освен значително по-ранното откриване на пожара, пре-димства пред останалите методи за димно-оптична де-текция са също така по-голямата устойчивост на прах и замърсяване, вибрации и повишена влажност на среда-та. Това означава, че системата може да бъде инсталира-на както в чиста, така и в замърсена среда и чувствител-ността може да бъде настроена така, че вероятност от възникване на грешни алармени сигнали да не същест-вува. В резултат са налице максимална надеждност при детекция и устойчивост към фалшиви сработвания. Аспи-рационната пожароизвестителна система може да бъде инсталирана самостоятелно като надеждно средство за превенция от пожар на отделни съоръжения или да бъде интегрирана към цялостната противопожарна система в сградата. Площта, която може да бъде защитена с помо-щта само на един детектор достига 800 кв.м.За реализирането на аспирационните пожароизвести-телни системи, СИНХРОН-С разчита на дългогодишния си партньор и производител на оборудването, СИМЕНС България.
СИНХРОН-С ООД1504 София, ул. “Кракра” № 19Ател.: (02) 944 14 04, факс: (02) 946 12 15e-mail: [email protected]. synchron-s.com
Организатор: Виа Експо - o�[email protected], www.viaexpo.com
Waste Management & Recycling
ЕКОФОРУМ И ИЗЛОЖБА ЗА ЮГОИЗТОЧНА ЕВРОПА
5-7 март 2014 г., София
ЕНЕРГИЙНА ЕФЕКТИВНОСТ & ВЪЗОБНОВЯЕМА ЕНЕРГИЯ СОЛАРНИ ТЕХНОЛОГИИ УПРАВЛЕНИЕ НА ОТПАДЪЦИ& РЕЦИКЛИРАНЕ ИНТЕЛИГЕНТНИ ГРАДОВЕ АСАНСЬОРИ & ЕСКАЛАТОРИ
ЕДН
О С
ЪБИ
ТИЕ
ХИЛЯ
ДИ
ВЪ
ЗМО
ЖН
ОС
ТИ

12/2
013
8 ПАНАИРИ И ИЗЛОЖБИ
AUTOMATICA – водещото европейско изложение за иновации в областта на автоматиката и мехатрониката От 3-ти до 6–ти юни 2014 г. в гр. Мюнхен, Германия ще се проведе AUTOMATICA – водещото европейско изло-жение за иновации в областта на автоматиката и ме-хатрониката на най-високо ниво. На разположената върху 55 000 кв.м. в AUTOMATICA 2012 взеха участие 697 изложители от 40 държави, като 29% от тях бяха от чужбина, а изложението беше разгледано от 30 064 по-сетители от 111 страни.
На AUTOMATICA 2014 можете да намерите целия спек-тър от технологии:
• Монтажни линии
• Роботика
• Професионална сервизна роботика
• Графични технологии за индустрията
• Системи за позициониране
• Сензорни технологии
• Задвижваща и управляваща техника
• Технологии за безопасност
• Технологии за доставка
• Софтуер
• Услуги и доставчици на услуги
• Научно – изследователска дейност

9ПАНАИРИ И ИЗЛОЖБИ
AUTOMATICA представя на цялата индустрия най-нови-те решения, защото във всички индустриални браншо-ве иновациите в областта на роботиката и автоматиката са от решаващо значение за конкурентоспособноста в световен мащаб.
Последното издание на AUTOMATICA беше посетено от следните индустрии:
• Автомобилна индустрия и поддоставчици• Химическа промишленост• Електротехника и електроника • Хранително – вкусова промишленост• Информационни и комуникационни технологии• Строителство• Дървопреработвателна промишленост• Пластмасова и каучукова промишленост• Металообработване• Фармация, медицинска техника, козметика • Производство на хартия и печатна индустрия
• Опаковъчна промишленост• Възобновяеми енергии• Логистика • Авиоиндустрия
Можете да посетите AUTOMATICA 2014, като се регис-трирате и поръчате входни карти чрез автоматизирана-та система в интернет на адрес:
www.automatica-munich.com > Visitors > Prices & Tickets > Online-Ticket Registration
За справки и информация - тел. 02/ 816 3027, E-Mail: [email protected].

12/2
013
10 ПАНАИРИ И ИЗЛОЖБИ
Специализирани индустриални изложби през месец март 2014 в СофияОт 5 до 7 март 2014 г. в Интер Експо Център - София ще се проведат за пореден път специализираните B2B изложения MatchTech & Metal, IFAM и Intronika.
Сред изложителите на MachTech & Metal най-голям дял имат производителите и вносителите на метало-режещи и формовъчни машини, машини с профилни ножове, сепариращи машини и инструменти за по-върхностна обработка, машини за закаляване и тер-мообработка, технологии за заваряване и спояване, инструментална екипировка. Нараства интересът от страна на доставчиците на системите за управление на машини с ЦПУ, както и фирми, предлагащи реше-ния за симулиране на технологичните процеси.
Много от фирмите, които ще вземат участие в MachTech & Metal, са компании, утвърдени на пазара, като Байер – БГ, ВСК Кентавър, Галика, Гюринг, Искра
Силатроник, ЛД, Рапид Прогрес, Хофман IBS Scherer, Спейскад, Ханза Флекс, Erkur Makine (Турция) и др. Всяка една от тях ще предложи на професионалисти-те своите най-нови разработки, познати на клиенти-те висококачествени продукти и много полезна ин-формация.
Сред експонатите ще бъдат CAD/CAM системи, ме-талорежещи и металообработващи машини, инстру-менти и др. Посетителите на Интер Експо Център ще видят намясто иновативни инструменти, позволява-щи обработката на Hightech-материали, които пред-стои да бъдат внедрени в производствата. Ще бъдат показани още машини за рязане и огъване на лама-

11ПАНАИРИ И ИЗЛОЖБИ
рини, профили и тръби и машини за направа на вен-тилация и отопление. Продукти на специализирано-то производство на ел. апаратура за потенциално експлозивна атмосфера с висока степен на влагоус-тойчивост, алуминиеви и пластмасови разклонител-ни кутии, бутони, ключове и др. ще намерят своето място в залите на Интер Експо Център.
В рамките на IFAM и Intronika ще се представят ре-дица чуждестранни компании, сред които са COMEX (Полша), Global Circuit Board (Китай), VARSTROJ (Сло-вения), Star Power (Италия), SBiA (Гърция) и др. Фир-мите участници ще представят най-новото в областта на системите за автоматизация и системите за упра-вление на технологични процеси. Сред експонатите ще бъдат индустриални компютри за визуализация и контрол на технологични процеси, телеметрични
средства за отдалечена диагностика, токозахранва-щи устройства, заваръчни роботи и системи и др.
По време на изложенията отново ще се проведат дву-странни бизнес срещи за търговско коопериране и технологичен трансфер между български и чуждес-транни фирми - B2B MatchMaking. Инициативата се организира със съдействието на Enterprise Europe Network, най-голямата информационна мрежа на ЕК в подкрепа на малкия и средния бизнес. През 2013 г., в рамките на един ден от изложението, участие в В2В MatchMaking взеха 63 български и чуждестран-ни фирми.
Подготовката на тези срещи протича на няколко етапа. На специализирана интернет страница всеки участник се регистрира, публикува профил на ком-панията, интересите си, както и заявява срещи с ин-тересуващи го фирми от бранша. Следващият етап включва потвърждаване на приетите срещи и изгот-вянето на график за тяхното провеждане.
През 2014 г. освен вече традиционните срещи за ко-опериране и трансфер, организаторите подготвят ка-риерен форум „Аз, инженерът“, насочена главно към младите инженерни кадри в България. „Аз, инжене-рът“ е името на събитие, което ще се проведе в рам-ките на специализираните В2В изложения. Неговата цел е да срещне представители на иновативни ком-пании, мотивиращи инженерните кадри в България и провеждащи социално-отговорна политика, насоче-на към младите специалисти в бранша. Предвиждат се презентации, демонстрации и „работилници“.
Специализираните индустриални изложби MachTech & Metal, IFAM и INTRONIKA ще дадат възможността на посетителите на Интер Експо Център - София да се запознаят с най-новите технологични разработки и продукти на големи фирми в бранша.
Повече информация можете да намерите на сайтът на изложбата - http://machtech.devture.net/bg


13ПАНАИРИ И ИЗЛОЖБИ
Лайпцигският панаир достига рекорден финансов резултат през 2013 годинаРекорден оборот от над 85 млн. евро бележи края на 2013 година за дружеството на Лайпцигския па-наир заедно с Конгресния център Лайпциг и петте дъщерни дружества. „Беше най-добрата финансова година за панаира Лайпциг от обединението на Гер-мания до днес“, каза в обобщение говорителят на ръ-ководството на панаира Мартин Бул-Вагнер. „Искаме да изкажем благодарност към нашите клиенти, парт-ньори и сътрудници“. Общо 1,2 млн. посетители ста-наха част от нашите 37 изложения, 97 конгреса и 34 прояви в сферата на бизнеса, политиката, спорта и развлеченията. Измина една силна година по отно-шение на индустриалните специализирани изложе-ния, като кулминация представляваха панаирът за поддоставчици на части, компоненти, модули и тех-нологии Z, индустиалното изложение Intec, както и успешните панаири за широката публика като Лайп-цигският панаир на книгата и изложенията HAUS-GARTEN-FREIZEIT (КЪЩА-ГРАДИНА-СВОБОДНО ВРЕ-МЕ) и modell-hobby-spiel (макет-хоби-игри). Освен това успяхме да развием нашето портфолио с нови
продукти като например HIVOLTEC, Designers` Open и CosmeticBusiness, поясни Маркус Гайзенбергер, гла-вен управител на Лайпцигския панаир.

15КОНСУЛТАНТСКА И СЕРТИФИКАЦИОННА ДЕЙНОСТ
Прилагане на ISO 22514 „Статистически методи в управление на процеса. Възможности и изпълнение“ в работата на системи за управление по ISO-стандарти
Въведение
В брой 7 от 2013 г. на списание „Машиностроене & Елек-тротехника“, авторския екип за първи път презентира в България възможностите на серията стандарти ISO 22514 по отношение работата на акредитирани органи за контрол, акредитирани изпитвателни и акредитирани калибриращи лаборатории. В статията се показва как отделните компо-ненти на бюджета на неопределеността (при контрол, при изпитване, при калибриране) могат да се представят с общ показател Cp. В настоящото продължение на статията се дава едно по-разширено прилагане на серията стандарти ISO 22514. Както е известно в рамките на тази серия вли-зат 7 стандарта: ISO 22514-1 „Общи принципи и понятия“, ISO-22514-2 „Способностите на процеса и изпълнението на зависими от времето модели на процеси“, ISO-22514-3 „Изследвания на машинното изпълнение по измерени данни за отделните части“, ISO/TR-22514-4 „Оценки за възможностите на процеса и измерване на изпълнението [Технически доклад]“, ISO-22514-5 „Статистики за възмож-ностите на процеса относно характеристики по качествен признак“, ISO-22514-6 „Статистики за възможностите на процеса относно характеристики, следващи многопромен-ливо нормално разпределение“, ISO-22514-7 „Възможности на измервателните процеси“.
Процесен подход в отделните ISO-стандарти по системи за управление
Заложените осем принципа в ISO 9000:2007 „Системи за управление на качеството. Основни принципи и речник“ в по-голяма или по-малка степен се прилагат във всички ISO-стандарти по системи за управление (ISO 9001, ISO 14001, ISO 22000, ISO 27000, ISO 50001 и други). Общ обаче за всички системи е принципът „процесен подход“ в ра-ботата на коя да е от системите. От своя страна серията стандарти ISO 22514 разглеждат общи характеристики в отделните процеси. В брой 7 на списание „Машиностроене & Електротехника“ се представи една от характеристиките на процеса – „индекс на процеса“ (Ср). В рамките на насто-ящия материал ще се представи и втората характеристика - „коефициент на процеса“ (К).
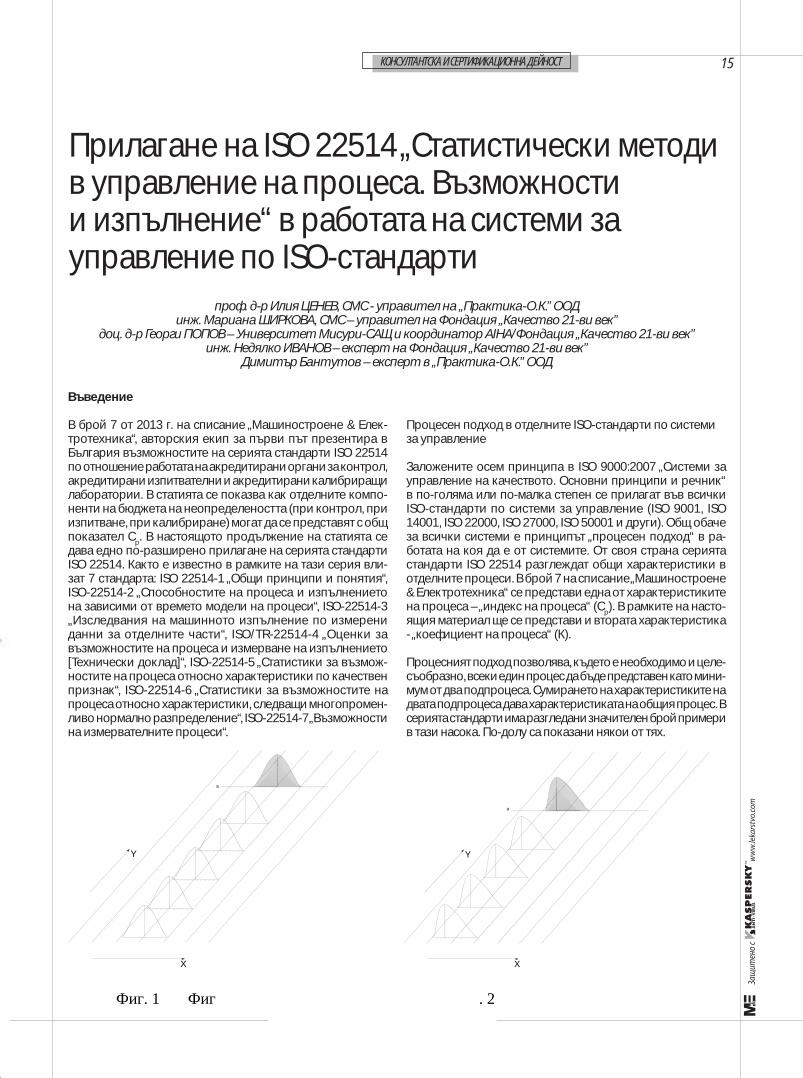
Процесният подход позволява, където е необходимо и целе-съобразно, всеки един процес да бъде представен като мини-мум от два подпроцеса. Сумирането на характеристиките на двата подпроцеса дава характеристиката на общия процес. В серията стандарти има разгледани значителен брой примери в тази насока. По-долу са показани някои от тях.
проф. д-р Илия ЦЕНЕВ, CMC - управител на „Практика-О.К.” ООД инж. Мариана ШИРКОВА, CMC – управител на Фондация „Качество 21-ви век”
доц. д-р Георги ПОПОВ – Университет Мисури-САЩ и координатор AIHA/Фондация „Качество 21-ви век”инж. Недялко ИВАНОВ – експерт на Фондация „Качество 21-ви век”
Димитър Бантутов – експерт в „Практика-О.К.” ООД
2
X
Y
a
X
Y
a
Фиг. 1 Фиг. 2 На фиг. 2 са показани четири подпроцеса, които имат съвършено еднакви характеристики, в следствие на което и общия процес има същата характеристика. В случая това са процеси, подчинени на експоненциален закон на разпределение и са изместени спрямо средата на допусковите граници на процеса. Очевидно е, че за горните примери характеристиките Cp и К на всички процеси (основен и неговите подпроцеси) са еднакви. Това позволява да се следят тези характеристики на кой да е процес, където икономически или технически е най-изгодно. Управлявайки Ср и К на практика става управление на самия процес.
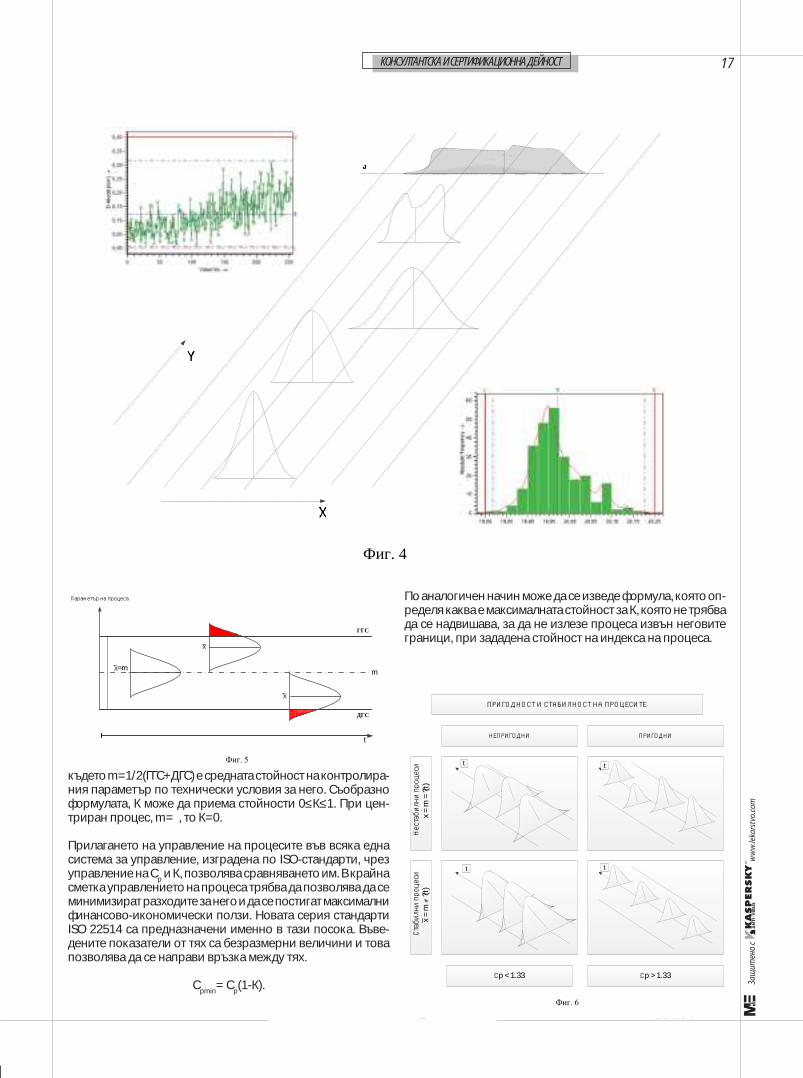
На фиг. 3 са показани пет еднакви процеси (нормално разпределени), но различно центрирани спрямо средата на допусковите граници (ГГС и ДГС). Видно е, че при тяхното сумиране резултантния процес не е с нормално разпределение, при това и той не е центриран. Аналогичен е казуса на резултантен процес (фиг. 4) съставен от четири подпроцеса с различни закони на разпределение, центрирани и нецентрирани спрямо средата на допусковите граници.

12/2
013
16 КОНСУЛТАНТСКА И СЕРТИФИКАЦИОННА ДЕЙНОСТ
На фиг. 1 са показани пет подпроцеса, които имат съвър-шено еднакви характеристики, в следствие на което и общия процес има същата характеристика. В случая това са процеси, подчинени на нормален закон на разпределение и центрирани в средата между горната гранична стойност (ГГС) и долната гранична стойност на процеса (ДГС).
На фиг. 2 са показани четири подпроцеса, които имат съ-вършено еднакви характеристики, в следствие на което и общия процес има същата характеристика. В случая това са процеси, подчинени на експоненциален закон на раз-пределение и са изместени спрямо средата на допусковите граници на процеса.
Очевидно е, че за горните примери характеристиките Cp и К на всички процеси (основен и неговите подпроцеси) са еднакви. Това позволява да се следят тези характеристики на кой да е процес, където икономически или технически е най-изгодно. Управлявайки Ср и К на практика става уп-равление на самия процес.
На фиг. 3 са показани пет еднакви процеси (нормално раз-пределени), но различно центрирани спрямо средата на допусковите граници (ГГС и ДГС). Видно е, че при тяхното сумиране резултантния процес не е с нормално разпреде-ление, при това и той не е центриран. Аналогичен е казуса на резултантен процес (фиг. 4) съставен от четири подп-роцеса с различни закони на разпределение, центрирани и нецентрирани спрямо средата на допусковите граници.
За описаните примери е видно, че всеки процес има соб-ствено Ср и К. Тук за всеки един подпроцес следва да се извърши управление и да се постигнат съответните негови характеристики (Ср)i-ти и (К)i-ти процеси. Управлението на основния процес ще се извършва чрез поддържане на характеристиките на отделните процеси в граници, така че неговите Ср и К да бъдат в съответни граници. В брой 7 на списание „Машиностроене & Електротехника“ беше показа-но, че Ср е целесъобразно да бъде над 1,33. За стойностите на К препоръките ще бъдат дадени по-долу.
Коефициент на процеса
Този показател за процесите дава количествена оценка за тяхната нецентрираност (изместване спрямо средната стойност между ГГС и ДГС) и характеризиращ степента на приближаване на реалните му характеристики към равни-щето на потенциалните такива.
Видно от фиг. 5 е, че след определено изместване на сред-ната стойност на процеса , средната стойност m спрямо ГГС и ДГС, то процеса излиза спрямо неговата горна или долна гранични стойности. Като показател в тази насока се използва „коефициент на процеса“, чиято формула е показана по-долу.
3
Фиг. 3
Фиг. 4 За описаните примери е видно, че всеки процес има собствено Ср и К. Тук за всеки един подпроцес следва да се извърши управление и да се постигнат съответните негови характеристики (Ср)i-ти и (К)i-ти процеси. Управлението на основния процес ще се извършва
4
чрез поддържане на характеристиките на отделните процеси в граници, така че неговите Ср и К да бъдат в съответни граници. В брой 7 на списание „Машиностроене & Електротехника“ беше показано, че Ср е целесъобразно да бъде над 1,33. За стойностите на К препоръките ще бъдат дадени по-долу. Коефициент на процеса Този показател за процесите дава количествена оценка за тяхната нецентрираност (изместване спрямо средната стойност между ГГС и ДГС) и характеризиращ степента на приближаване на реалните му характеристики към равнището на потенциалните такива.
ГГС
ДГС
t
Параметър на процеса
m
X
X
X=m
Фиг. 5 Видно от фиг. 5 е, че след определено изместване на средната стойност на процеса , средната стойност m спрямо ГГС и ДГС, то процеса излиза спрямо неговата горна или долна гранични стойности. Като показател в тази насока се използва „коефициент на процеса“, чиято формула е показана по-долу.
ДГСГГСхm
K
2,
където m=1/2(ГГС+ДГС) е средната стойност на контролирания параметър по технически условия за него. Съобразно формулата, К може да приема стойности 0≤К≤1. При центриран процес, m= , то К=0. Прилагането на управление на процесите във всяка една система за управление, изградена по ISO-стандарти, чрез управление на Ср и К, позволява сравняването им. В крайна сметка управлението на процеса трябва да позволява да се минимизират разходите за него и да се постигат максимални финансово-икономически ползи. Новата серия стандарти ISO 22514 са предназначени именно в тази посока. Въведените показатели от тях са безразмерни величини и това позволява да се направи връзка между тях.
Срmin= Cp(1-К).
17КОНСУЛТАНТСКА И СЕРТИФИКАЦИОННА ДЕЙНОСТ
3
Фиг. 3
Фиг. 4 За описаните примери е видно, че всеки процес има собствено Ср и К. Тук за всеки един подпроцес следва да се извърши управление и да се постигнат съответните негови характеристики (Ср)i-ти и (К)i-ти процеси. Управлението на основния процес ще се извършва
където m=1/2(ГГС+ДГС) е средната стойност на контролира-ния параметър по технически условия за него. Съобразно формулата, К може да приема стойности 0≤К≤1. При цен-триран процес, m= , то К=0.
Прилагането на управление на процесите във всяка една система за управление, изградена по ISO-стандарти, чрез управление на Ср и К, позволява сравняването им. В крайна сметка управлението на процеса трябва да позволява да се минимизират разходите за него и да се постигат максимални финансово-икономически ползи. Новата серия стандарти ISO 22514 са предназначени именно в тази посока. Въве-дените показатели от тях са безразмерни величини и това позволява да се направи връзка между тях.
Срmin= Cp(1-К).
По аналогичен начин може да се изведе формула, която оп-ределя каква е максималната стойност за К, която не трябва да се надвишава, за да не излезе процеса извън неговите граници, при зададена стойност на индекса на процеса.
4
чрез поддържане на характеристиките на отделните процеси в граници, така че неговите Ср и К да бъдат в съответни граници. В брой 7 на списание „Машиностроене & Електротехника“ беше показано, че Ср е целесъобразно да бъде над 1,33. За стойностите на К препоръките ще бъдат дадени по-долу. Коефициент на процеса Този показател за процесите дава количествена оценка за тяхната нецентрираност (изместване спрямо средната стойност между ГГС и ДГС) и характеризиращ степента на приближаване на реалните му характеристики към равнището на потенциалните такива.
ГГС
ДГС
t
Параметър на процеса
m
X
X
X=m
Фиг. 5 Видно от фиг. 5 е, че след определено изместване на средната стойност на процеса , средната стойност m спрямо ГГС и ДГС, то процеса излиза спрямо неговата горна или долна гранични стойности. Като показател в тази насока се използва „коефициент на процеса“, чиято формула е показана по-долу.
ДГСГГСхm
K
2,
където m=1/2(ГГС+ДГС) е средната стойност на контролирания параметър по технически условия за него. Съобразно формулата, К може да приема стойности 0≤К≤1. При центриран процес, m= , то К=0. Прилагането на управление на процесите във всяка една система за управление, изградена по ISO-стандарти, чрез управление на Ср и К, позволява сравняването им. В крайна сметка управлението на процеса трябва да позволява да се минимизират разходите за него и да се постигат максимални финансово-икономически ползи. Новата серия стандарти ISO 22514 са предназначени именно в тази посока. Въведените показатели от тях са безразмерни величини и това позволява да се направи връзка между тях.
Срmin= Cp(1-К).
5
По аналогичен начин може да се изведе формула, която определя каква е максималната стойност за К, която не трябва да се надвишава, за да не излезе процеса извън неговите граници, при зададена стойност на индекса на процеса. Пригодност и стабилност на процесите На фиг. 6 авторите са показали една комбинация от различни видове процеси. Очевидно е, че процесите в коя да е система за управление, на базата на ISO-стандарти следва да отговарят на критериите за „стабилност“ и „пригодност“. Това са процесите, които правят системата за управление ефективна. При първоначалното внедряване на ISO-стандартите се постига една ефикасна система, която отговаря на критериите „нестабилност“ и „пригодност“.
ПРИГОДНОСТ И СТАБИЛНОСТ НА ПРОЦЕСИТЕ
НЕПРИГОДНИ ПРИГОДНИ
Сp < 1.33 Сp > 1.33
Стабилни
процеси
x = m
≠?(t
)
t
t
t
t
Нестабилни
процеси
x = m
= ?(
t)
Фиг. 6 Постепенно, прилагайки възможностите на серията стандарти ISO 22514, внедрените системи по ISO-стандарти от ефикасно работещи ще се превърнат в носещи ефективност на организацията, която ги поддържа. Съвсем накратко тук следва да се спомене, че за постигане на ефективност на системите за управление следва да се прилагат и други препоръчителни ISO-стандарти по статистически методи и добри икономически практики от ISO/TR 10014. В тази

12/2
013
18 КОНСУЛТАНТСКА И СЕРТИФИКАЦИОННА ДЕЙНОСТ
Пригодност и стабилност на процесите
На фиг. 6 авторите са показали една комбинация от раз-лични видове процеси. Очевидно е, че процесите в коя да е система за управление, на базата на ISO-стандарти следва да отговарят на критериите за „стабилност“ и „пригодност“. Това са процесите, които правят системата за управление ефективна. При първоначалното внедряване на ISO-стан-дартите се постига една ефикасна система, която отговаря на критериите „нестабилност“ и „пригодност“. Постепенно, прилагайки възможностите на серията стан-дарти ISO 22514, внедрените системи по ISO-стандарти от ефикасно работещи ще се превърнат в носещи ефективност на организацията, която ги поддържа. Съвсем накратко тук следва да се спомене, че за постигане на ефективност на системите за управление следва да се прилагат и други препоръчителни ISO-стандарти по статистически методи и добри икономически практики от ISO/TR 10014. В тази насока читателите, които се интересуват по професионално могат да погледнат, например, М&Е, бр. 2-3/2013 и М&Е, бр. 7-8/2009.
6
насока читателите, които се интересуват по професионално могат да погледнат, например, М&Е, бр. 2-3/2013 и М&Е, бр. 7-8/2009.
Схема за управление на процесите, на базата на тяхното подобрение Схемата е представена на фиг. 7. Тя е валидна за всякакъв вид процеси в системи за управление, по ISO-стандарти, подлежащи на оценка от сертифициращи организации или подлежащи на оценка от акредитиращи организации, за България като ИА БСА. Видно е схемата е, че като източници на информация от СУ се ползват показателите Ср и К на процесите. Получените стойности се сравняват със зададени за тях критерии, което позволява да се предотвратяват различни форми на загуби, в т.ч. и отнемане на акредитация за системи за управление по ISO/IEC 17020, ISO/IEC 17025 и други.
Фиг. 7 В заключение, авторския екип предлага съвместна работа на всички, които желят да внедрят в своята работа серията стандарти ISO 22514. Техните публикации могат да се намерят на интернет адресите www.kachestvo-21.com, www.praktika-ok.com.
Схема за управление на процесите, на базата на тяхното подобрение
Схемата е представена на фиг. 7. Тя е валидна за всякакъв вид процеси в системи за управление, по ISO-стандарти, подлежащи на оценка от сертифициращи организации или подлежащи на оценка от акредитиращи организации, за България като ИА БСА. Видно е схемата е, че като източ-ници на информация от СУ се ползват показателите Ср и К на процесите. Получените стойности се сравняват със зададени за тях критерии, което позволява да се предо-твратяват различни форми на загуби, в т.ч. и отнемане на акредитация за системи за управление по ISO/IEC 17020, ISO/IEC 17025 и други.
В заключение, авторския екип предлага съвместна работа на всички, които желят да внедрят в своята работа серията стандарти ISO 22514. Техните публикации могат да се на-мерят на интернет адресите www.kachestvo-21.com, www.praktika-ok.com.

7

21ТЕХНОЛОГИИ
Подход за анализ и оптимизация на инерционно натоварена греда от тип X-YБ. Врабевски, ТУ София, МТФ
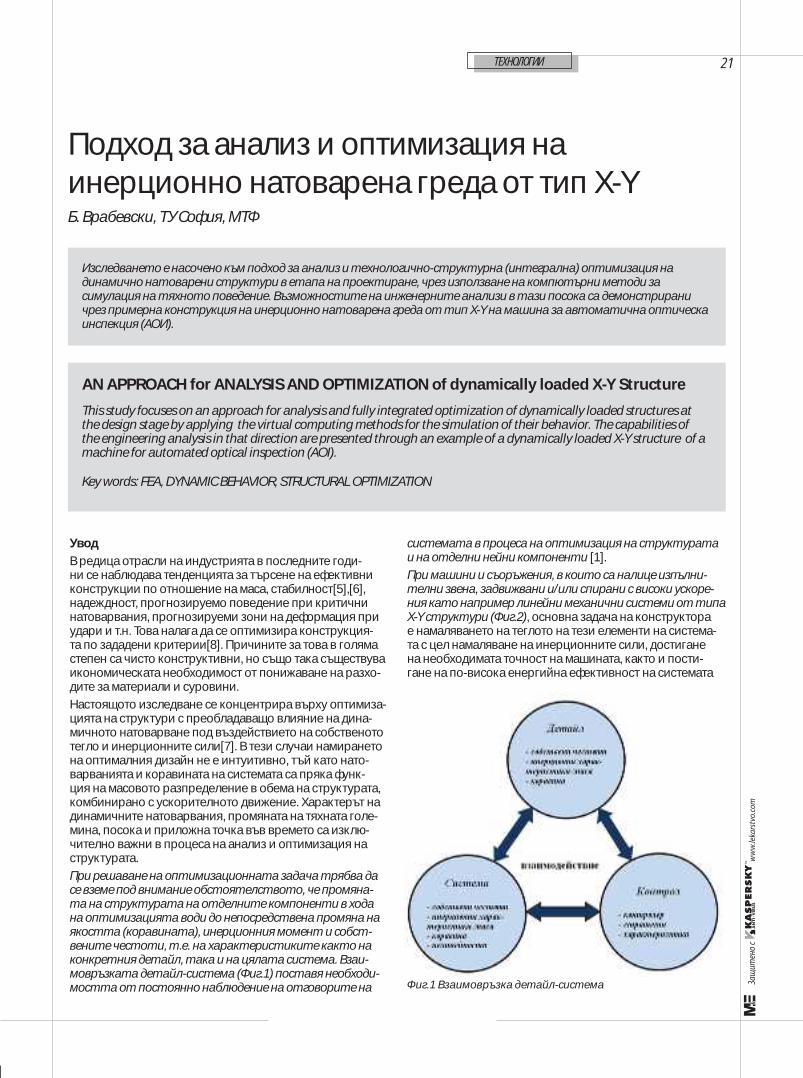
УводВ редица отрасли на индустрията в последните годи-ни се наблюдава тенденцията за търсене на ефективни конструкции по отношение на маса, стабилност[5],[6], надеждност, прогнозируемо поведение при критични натоварвания, прогнозируеми зони на деформация при удари и т.н. Това налага да се оптимизира конструкция-та по зададени критерии[8]. Причините за това в голяма степен са чисто конструктивни, но също така съществува икономическата необходимост от понижаване на разхо-дите за материали и суровини. Настоящото изследване се концентрира върху оптимиза-цията на структури с преобладаващо влияние на дина-мичното натоварване под въздействието на собственото тегло и инерционните сили[7]. В тези случаи намирането на оптималния дизайн не е интуитивно, тъй като нато-варванията и коравината на системата са пряка функ-ция на масовото разпределение в обема на структурата, комбинирано с ускорителното движение. Характерът на динамичните натоварвания, промяната на тяхната голе-мина, посока и приложна точка във времето са изклю-чително важни в процеса на анализ и оптимизация на структурата.При решаване на оптимизационната задача трябва да се вземе под внимание обстоятелството, че промяна-та на структурата на отделните компоненти в хода на оптимизацията води до непосредствена промяна на якостта (коравината), инерционния момент и собст-вените честоти, т.е. на характеристиките както на конкретния детайл, така и на цялата система. Взаи-мовръзката детайл-система (Фиг.1) поставя необходи-мостта от постоянно наблюдение на отговорите на
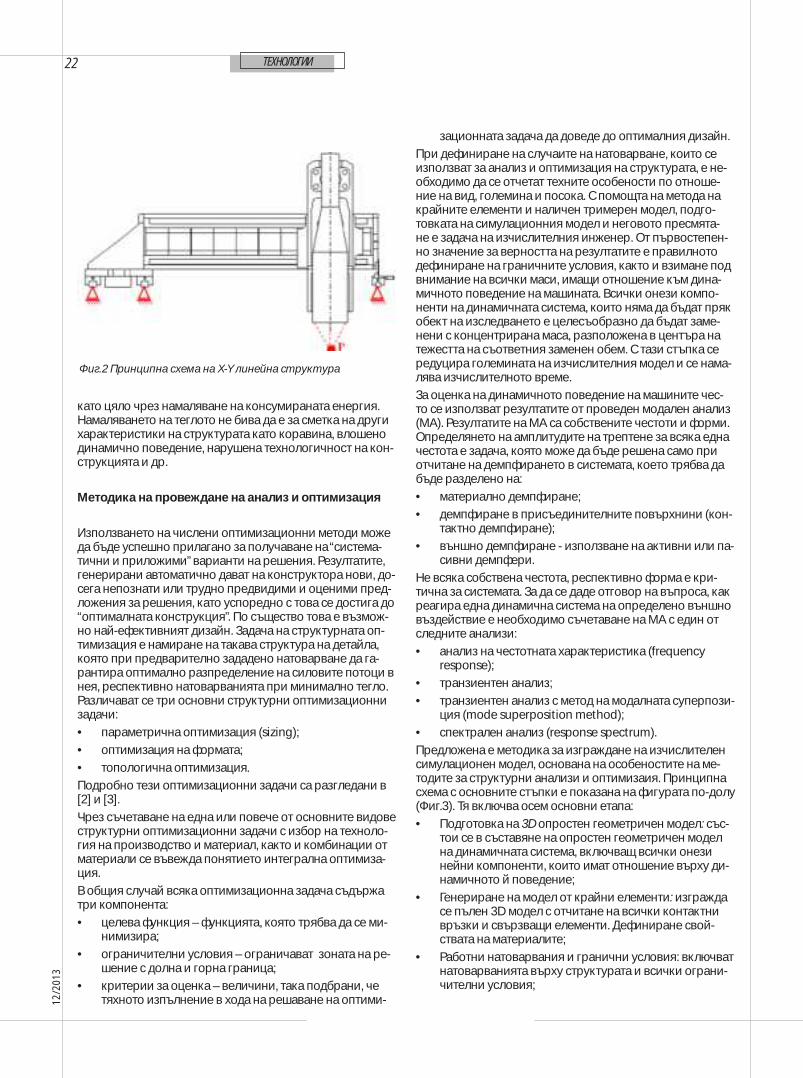
системата в процеса на оптимизация на структурата и на отделни нейни компоненти [1]. При машини и съоръжения, в които са налице изпълни-телни звена, задвижвани и/или спирани с високи ускоре-ния като например линейни механични системи от типа X-Y структури (Фиг.2), основна задача на конструктора е намаляването на теглото на тези елементи на система-та с цел намаляване на инерционните сили, достигане на необходимата точност на машината, както и пости-гане на по-висока енергийна ефективност на системата
Изследването е насочено към подход за анализ и технологично-структурна (интегрална) оптимизация на динамично натоварени структури в етапа на проектиране, чрез използване на компютърни методи за симулация на тяхното поведение. Възможностите на инженерните анализи в тази посока са демонстрирани чрез примерна конструкция на инерционно натоварена греда от тип X-Y на машина за автоматична оптическа инспекция (АОИ).
AN APPROACH for ANALYSIS AND OPTIMIZATION of dynamically loaded X-Y Structure
This study focuses on an approach for analysis and fully integrated optimization of dynamically loaded structures at the design stage by applying the virtual computing methods for the simulation of their behavior. The capabilities of the engineering analysis in that direction are presented through an example of a dynamically loaded X-Y structure of a machine for automated optical inspection (AOI).
Key words: FEA, DYNAMIC BEHAVIOR, STRUCTURAL OPTIMIZATION
Фиг.1 Взаимовръзка детайл-система
12/2
013
22 ТЕХНОЛОГИИ
като цяло чрез намаляване на консумираната енергия. Намаляването на теглото не бива да е за сметка на други характеристики на структурата като коравина, влошено динамично поведение, нарушена технологичност на кон-струкцията и др. Методика на провеждане на анализ и оптимизация
Използването на числени оптимизационни методи може да бъде успешно прилагано за получаване на “система-тични и приложими” варианти на решения. Резултатите, генерирани автоматично дават на конструктора нови, до-сега непознати или трудно предвидими и оценими пред-ложения за решения, като успоредно с това се достига до “оптималната конструкция”. По същество това е възмож-но най-ефективният дизайн. Задача на структурната оп-тимизация е намиране на такава структура на детайла, която при предварително зададено натоварване да га-рантира оптимално разпределение на силовите потоци в нея, респективно натоварванията при минимално тегло. Различават се три основни структурни оптимизационни задачи:• параметрична оптимизация (sizing);• оптимизация на формата;• топологична оптимизация.Подробно тези оптимизационни задачи са разгледани в [2] и [3].Чрез съчетаване на една или повече от основните видове структурни оптимизационни задачи с избор на техноло-гия на производство и материал, както и комбинации от материали се въвежда понятието интегрална оптимиза-ция.В общия случай всяка оптимизационна задача съдържа три компонента:• целева функция – функцията, която трябва да се ми-
нимизира;• ограничителни условия – ограничават зоната на ре-
шение с долна и горна граница;• критерии за оценка – величини, така подбрани, че
тяхното изпълнение в хода на решаване на оптими-
зационната задача да доведе до оптималния дизайн.При дефиниране на случаите на натоварване, които се използват за анализ и оптимизация на структурата, е не-обходимо да се отчетат техните особености по отноше-ние на вид, големина и посока. С помощта на метода на крайните елементи и наличен тримерен модел, подго-товката на симулационния модел и неговото пресмята-не е задача на изчислителния инженер. От първостепен-но значение за верността на резултатите е правилното дефиниране на граничните условия, както и взимане под внимание на всички маси, имащи отношение към дина-мичното поведение на машината. Всички онези компо-ненти на динамичната система, които няма да бъдат пряк обект на изследването е целесъобразно да бъдат заме-нени с концентрирана маса, разположена в центъра на тежестта на съответния заменен обем. С тази стъпка се редуцира големината на изчислителния модел и се нама-лява изчислителното време.За оценка на динамичното поведение на машините чес-то се използват резултатите от проведен модален анализ (МА). Резултатите на МА са собствените честоти и форми. Определянето на амплитудите на трептене за всяка една честота е задача, която може да бъде решена само при отчитане на демпфирането в системата, което трябва да бъде разделено на:• материално демпфиране;• демпфиране в присъединителните повърхнини (кон-
тактно демпфиране);• външно демпфиране - използване на активни или па-
сивни демпфери.Не всяка собствена честота, респективно форма е кри-тична за системата. За да се даде отговор на въпроса, как реагира една динамична система на определено външно въздействие е необходимо съчетаване на МА с един от следните анализи:• анализ на честотната характеристика (frequency
response);• транзиентен анализ;• транзиентен анализ с метод на модалната суперпози-
ция (mode superposition method);• спектрален анализ (response spectrum).Предложена е методика за изграждане на изчислителен симулационен модел, основана на особеностите на ме-тодите за структурни анализи и оптимизаия. Принципна схема с основните стъпки е показана на фигурата по-долу (Фиг.3). Тя включва осем основни етапа:• Подготовка на 3D опростен геометричен модел: със-
тои се в съставяне на опростен геометричен модел на динамичната система, включващ всички онези нейни компоненти, които имат отношение върху ди-намичното й поведение;
• Генериране на модел от крайни елементи: изгражда се пълен 3D модел с отчитане на всички контактни връзки и свързващи елементи. Дефиниране свой-ствата на материалите;
• Работни натоварвания и гранични условия: включват натоварванията върху структурата и всички ограни-чителни условия;
Фиг.2 Принципна схема на X-Y линейна структура

23ТЕХНОЛОГИИ
• Структурни анализи: провежда се МА, след което съ-образно решаваната задача и поставената цел той се комбинира с някой от по-горе изброените анализи с цел пълен динамичен анализ;
• Анализ на динамичното поведение: анализ на собст-вените честоти и форми, и определяне на критични-те. Анализ на отговора на системата;
• Технологичен анализ: за подобряване на технологич-ността на структурата, намаляване на разходите за производство, увеличаване на енергийната ефектив-ност на системата;
• Оптимизация: за подобряване на динамичните ха-рактеристики на системата при сравняване на раз-лични стуктурни и технологични варианти;
• Верификация на резултатите: чрез експеримент или виртуално, чрез прилагане на допълнителни инже-нерни анализи.
Така описаната методика е демонстрирана чрез конкре-тен пример.
Пример: Решаване на инерционно натоварена греда от тип X-Y
Примерът се отнася до машина за автоматична оптиче-ска инспекция (АОИ) на печатни платки на VI Technology (Фиг.4).Фундаментът на разглежданата машина е от полимер-бе-тон, върху който е разположена X-Y линейна струкрура, носеща оптическата система. По същество Y-оста е стома-нена греда.Целта на анализа е детайлно изследване на динамичното поведение на структурата и оптимизиране на конструк-
цията на съществуващата стоманена греда (Y-ос) по ме-тод на крайните елементи (МКЕ) за подобряване на дина-мичните показатели, производителността и точността на системата.
Подготовка на 3D опростен геометричен моделНаличният геометричен 3D-модел на машината е опро-стен във вид за изграждане на модел от крайни елемен-ти, при което от модела са отстранени малки отвори, фаски, закръгления и др. подобни геометрични обекти, които нямат практическо влияние върху статичното и динамично поведение на системата. Чрез тази модифи-кация се осигурява от една страна една значително хо-могенна мрежа от крайни елементи, а от друга страна на-маляване на времето за пресмятане, чрез редуциране на големината на изчислителния модел. Важно опростяване е заместването на оптическия мо-дул чрез заместващо тяло, чиито масови характеристики (обща маса от 5кг.) и център на тежестта са напълно ед-накви с тези на оригиналната структура.
Генериране на модел от крайни елементи Модел от крайни елементи е изграден в ANSYS на ос-
3
Фиг.3 Принципна схема на подход за провеждане на анализа
Така описаната методика е демонстрирана чрез
конкретен пример.
Пример: Решаване на инерционно натоварена греда от тип X-Y
Примерът се отнася до машина за автоматична оптическа инспекция (АОИ) на печатни платки на VI Technology (Фиг.4).
Фиг.4 Изходен дизайн на Vi3k
Фундаментът на разглежданата машина е от
полимер-бетон, върху който е разположена X-Y линейна струкрура, носеща оптическата система. По същество Y-оста е стоманена греда.
Целта на анализа е детайлно изследване на динамичното поведение на структурата и оптимизиране на конструкцията на съществуващата стоманена греда (Y-ос) по метод на крайните елементи (МКЕ) за подобряване на динамичните показатели, производителността и точността на системата.
Подготовка на 3D опростен геометричен модел
Наличният геометричен 3D-модел на машината е опростен във вид за изграждане на модел от крайни елементи, при което от модела са отстранени малки отвори, фаски, закръгления и др. подобни геометрични обекти, които нямат практическо влияние върху статичното и динамично поведение на системата. Чрез тази модификация се осигурява от една страна една значително хомогенна мрежа от
крайни елементи, а от друга страна намаляване на времето за пресмятане, чрез редуциране на големината на изчислителния модел.
Фиг.4 Опростен геометричен модел Важно опростяване е заместването на оптическия модул чрез заместващо тяло, чиито масови характеристики (обща маса от 5кг.) и център на тежестта са напълно еднакви с тези на оригиналната структура.
Генериране на модел от крайни елементи
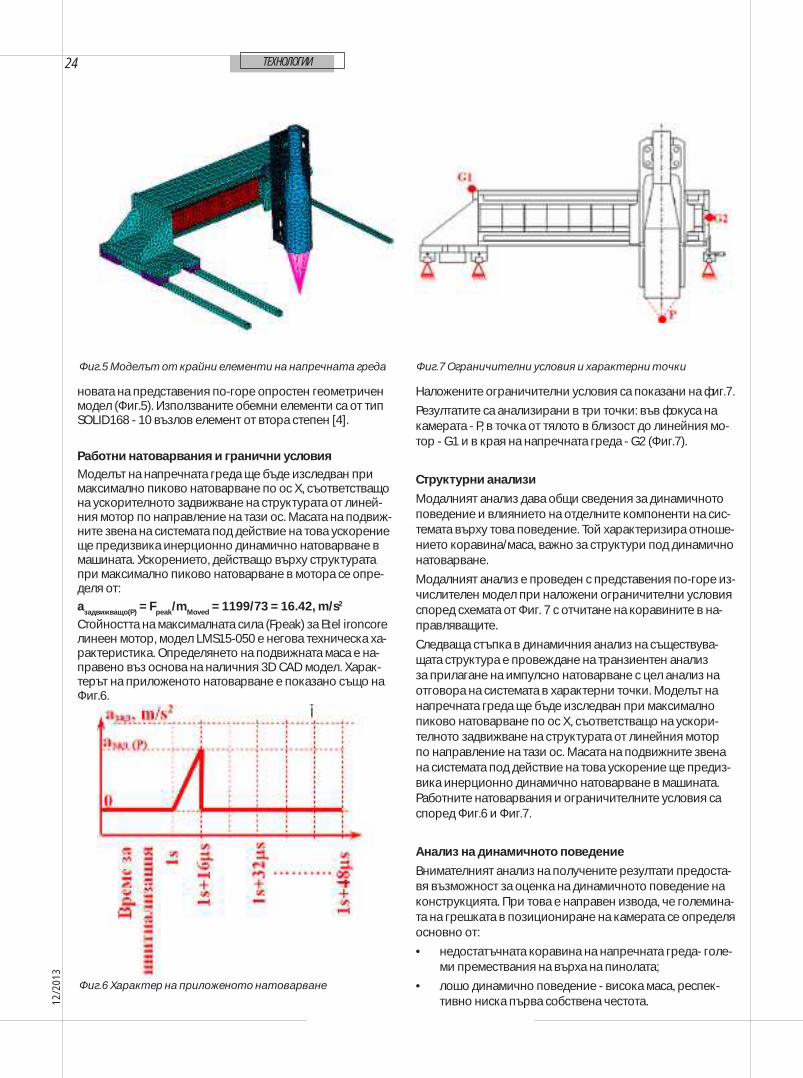
Модел от крайни елементи е изграден в ANSYS на основата на представения по-горе опростен геометричен модел (Фиг.5). Използваните обемни елементи са от тип SOLID168 - 10 възлов елемент от втора степен [4].
Фиг.5 Моделът от крайни елементи на напречната греда
Работни натоварвания и гранични условия Моделът на напречната греда ще бъде изследван
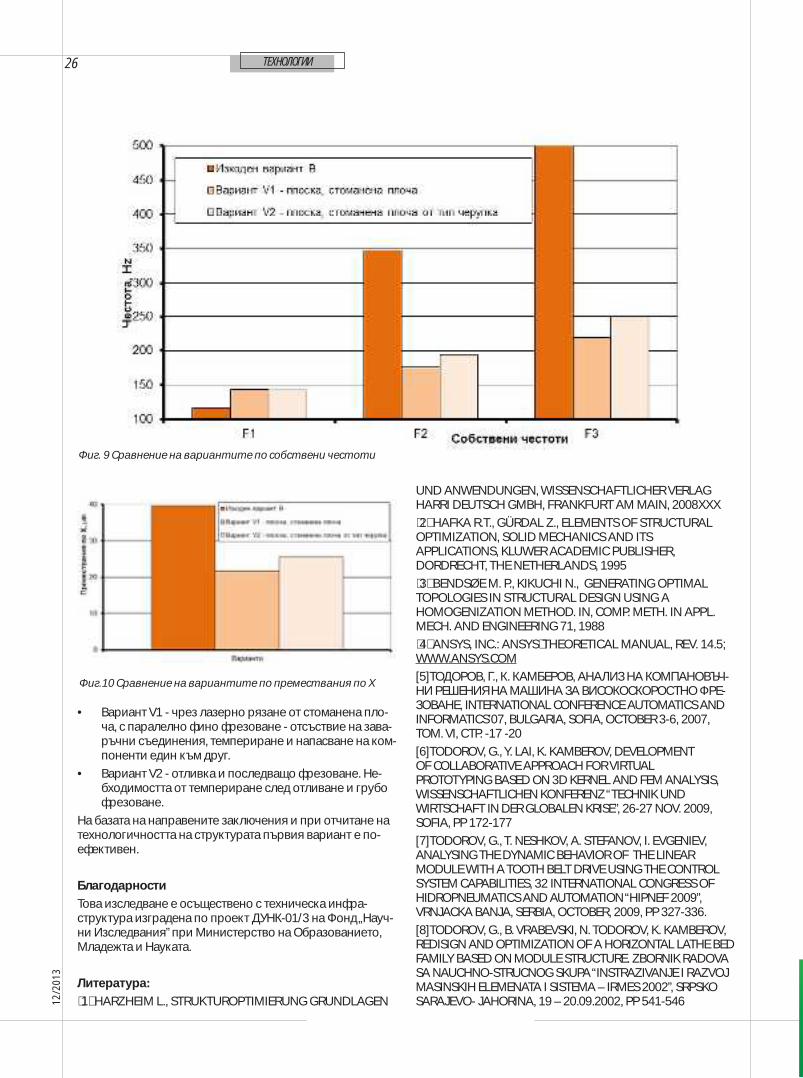
при максимално пиково натоварване по ос Х, съответстващо на ускорителното задвижване на структурата от линейния мотор по направление на тази ос. Масата на подвижните звена на системата под действие на това ускорение ще предизвика инерционно динамично натоварване в машината. Ускорението, действащо върху структурата при максимално пиково натоварване в мотора се определя от:
азадвижващо(P) = Fpeak/mMoved = 1199/73 = 16.42, m/s2 Стойността на максималната сила (Fpeak) за Etel
ironcore линеен мотор, модел LMS15-050 е негова техническа характеристика. Определянето на подвижната маса е направено въз основа на наличния
ПОДГОТОВКА НА 3D ОПРОСТЕН МОДЕЛ
ГЕНЕРИРАНЕ НАМОДЕЛ ОТ КРАЙНИ
ЕЛЕМЕНТИ
СТРУКТУРНИАНАЛИЗИ
РАБОТНИНАТОВАРВАНИЯ И
ГРАНИЧНИ УСЛОВИЯ
АНАЛИЗ НАДИНАМИЧНОТОПОВЕДЕНИЕ
ТЕХНОЛОГИЧЕНАНАЛИЗ
ОПТИМИЗАЦИЯВЕРИФИКАЦИЯ НА
РЕЗУЛТАТИТЕ
3
Фиг.3 Принципна схема на подход за провеждане на анализа
Така описаната методика е демонстрирана чрез
конкретен пример.
Пример: Решаване на инерционно натоварена греда от тип X-Y
Примерът се отнася до машина за автоматична оптическа инспекция (АОИ) на печатни платки на VI Technology (Фиг.4).
Фиг.4 Изходен дизайн на Vi3k
Фундаментът на разглежданата машина е от
полимер-бетон, върху който е разположена X-Y линейна струкрура, носеща оптическата система. По същество Y-оста е стоманена греда.
Целта на анализа е детайлно изследване на динамичното поведение на структурата и оптимизиране на конструкцията на съществуващата стоманена греда (Y-ос) по метод на крайните елементи (МКЕ) за подобряване на динамичните показатели, производителността и точността на системата.
Подготовка на 3D опростен геометричен модел
Наличният геометричен 3D-модел на машината е опростен във вид за изграждане на модел от крайни елементи, при което от модела са отстранени малки отвори, фаски, закръгления и др. подобни геометрични обекти, които нямат практическо влияние върху статичното и динамично поведение на системата. Чрез тази модификация се осигурява от една страна една значително хомогенна мрежа от
крайни елементи, а от друга страна намаляване на времето за пресмятане, чрез редуциране на големината на изчислителния модел.
Фиг.4 Опростен геометричен модел Важно опростяване е заместването на оптическия модул чрез заместващо тяло, чиито масови характеристики (обща маса от 5кг.) и център на тежестта са напълно еднакви с тези на оригиналната структура.
Генериране на модел от крайни елементи
Модел от крайни елементи е изграден в ANSYS на основата на представения по-горе опростен геометричен модел (Фиг.5). Използваните обемни елементи са от тип SOLID168 - 10 възлов елемент от втора степен [4].
Фиг.5 Моделът от крайни елементи на напречната греда
Работни натоварвания и гранични условия Моделът на напречната греда ще бъде изследван
при максимално пиково натоварване по ос Х, съответстващо на ускорителното задвижване на структурата от линейния мотор по направление на тази ос. Масата на подвижните звена на системата под действие на това ускорение ще предизвика инерционно динамично натоварване в машината. Ускорението, действащо върху структурата при максимално пиково натоварване в мотора се определя от:
азадвижващо(P) = Fpeak/mMoved = 1199/73 = 16.42, m/s2 Стойността на максималната сила (Fpeak) за Etel
ironcore линеен мотор, модел LMS15-050 е негова техническа характеристика. Определянето на подвижната маса е направено въз основа на наличния
ПОДГОТОВКА НА 3D ОПРОСТЕН МОДЕЛ
ГЕНЕРИРАНЕ НАМОДЕЛ ОТ КРАЙНИ
ЕЛЕМЕНТИ
СТРУКТУРНИАНАЛИЗИ
РАБОТНИНАТОВАРВАНИЯ И
ГРАНИЧНИ УСЛОВИЯ
АНАЛИЗ НАДИНАМИЧНОТОПОВЕДЕНИЕ
ТЕХНОЛОГИЧЕНАНАЛИЗ
ОПТИМИЗАЦИЯВЕРИФИКАЦИЯ НА
РЕЗУЛТАТИТЕ
Фиг.3 Принципна схема на подход за провеждане на анализа
Фиг.4 Изходен дизайн на Vi3k
Фиг.4 Опростен геометричен модел
12/2
013
24 ТЕХНОЛОГИИ
новата на представения по-горе опростен геометричен модел (Фиг.5). Използваните обемни елементи са от тип SOLID168 - 10 възлов елемент от втора степен [4].
Работни натоварвания и гранични условия Моделът на напречната греда ще бъде изследван при максимално пиково натоварване по ос Х, съответстващо на ускорителното задвижване на структурата от линей-ния мотор по направление на тази ос. Масата на подвиж-ните звена на системата под действие на това ускорение ще предизвика инерционно динамично натоварване в машината. Ускорението, действащо върху структурата при максимално пиково натоварване в мотора се опре-деля от:азадвижващо(P) = Fpeak/mMoved = 1199/73 = 16.42, m/s2 Стойността на максималната сила (Fpeak) за Etel ironcore линеен мотор, модел LMS15-050 е негова техническа ха-рактеристика. Определянето на подвижната маса е на-правено въз основа на наличния 3D CAD модел. Харак-терът на приложеното натоварване е показано също на Фиг.6.
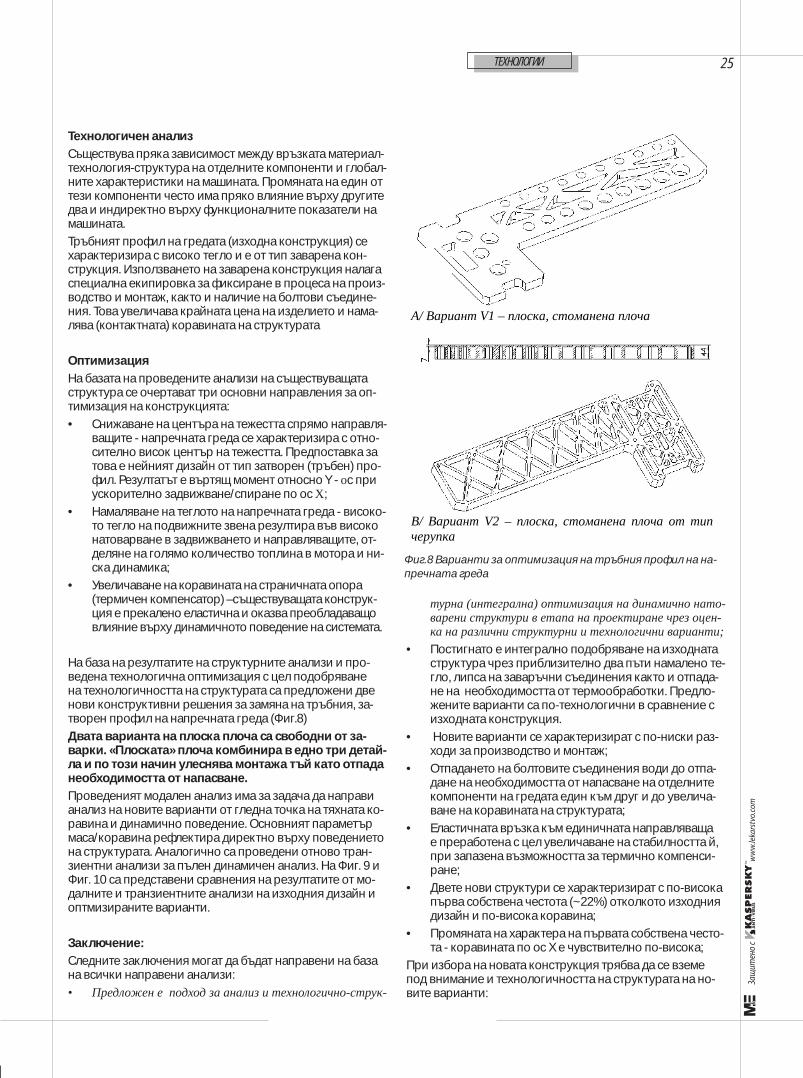
Наложените ограничителни условия са показани на фиг.7.
Резултатите са анализирани в три точки: във фокуса на камерата - P, в точка от тялото в близост до линейния мо-тор - G1 и в края на напречната греда - G2 (Фиг.7).
Структурни анализиМодалният анализ дава общи сведения за динамичното поведение и влиянието на отделните компоненти на сис-темата върху това поведение. Той характеризира отноше-нието коравина/маса, важно за структури под динамично натоварване.
Модалният анализ е проведен с представения по-горе из-числителен модел при наложени ограничителни условия според схемата от Фиг. 7 с отчитане на коравините в на-правляващите.
Следваща стъпка в динамичния анализ на съществува-щата структура е провеждане на транзиентен анализ за прилагане на импулсно натоварване с цел анализ на отговора на системата в характерни точки. Моделът на напречната греда ще бъде изследван при максимално пиково натоварване по ос Х, съответстващо на ускори-телното задвижване на структурата от линейния мотор по направление на тази ос. Масата на подвижните звена на системата под действие на това ускорение ще предиз-вика инерционно динамично натоварване в машината. Работните натоварвания и ограничителните условия са според Фиг.6 и Фиг.7.
Анализ на динамичното поведениеВнимателният анализ на получените резултати предоста-вя възможност за оценка на динамичното поведение на конструкцията. При това е направен извода, че големина-та на грешката в позициониране на камерата се определя основно от:
• недостатъчната коравина на напречната греда- голе-ми премествания на върха на пинолата;
• лошо динамично поведение - висока маса, респек-тивно ниска първа собствена честота.
Фиг.5 Моделът от крайни елементи на напречната греда Фиг.7 Ограничителни условия и характерни точки
Фиг.6 Характер на приложеното натоварване
25ТЕХНОЛОГИИ
Технологичен анализСъществува пряка зависимост между връзката материал-технология-структура на отделните компоненти и глобал-ните характеристики на машината. Промяната на един от тези компоненти често има пряко влияние върху другите два и индиректно върху функционалните показатели на машината.Тръбният профил на гредата (изходна конструкция) се характеризира с високо тегло и е от тип заварена кон-струкция. Използването на заварена конструкция налага специална екипировка за фиксиране в процеса на произ-водство и монтаж, както и наличие на болтови съедине-ния. Това увеличава крайната цена на изделието и нама-лява (контактната) коравината на структурата
ОптимизацияНа базата на проведените анализи на съществуващата структура се очертават три основни направления за оп-тимизация на конструкцията:• Снижаване на центъра на тежестта спрямо направля-
ващите - напречната греда се характеризира с отно-сително висок център на тежестта. Предпоставка за това е нейният дизайн от тип затворен (тръбен) про-фил. Резултатът е въртящ момент относно Y - oс при ускорително задвижване/спиране по ос X;
• Намаляване на теглото на напречната греда - високо-то тегло на подвижните звена резултира във високо натоварване в задвижването и направляващите, от-деляне на голямо количество топлина в мотора и ни-ска динамика;
• Увеличаване на коравината на страничната опора (термичен компенсатор) –съществуващата конструк-ция е прекалено еластична и оказва преобладаващо влияние върху динамичното поведение на системата.
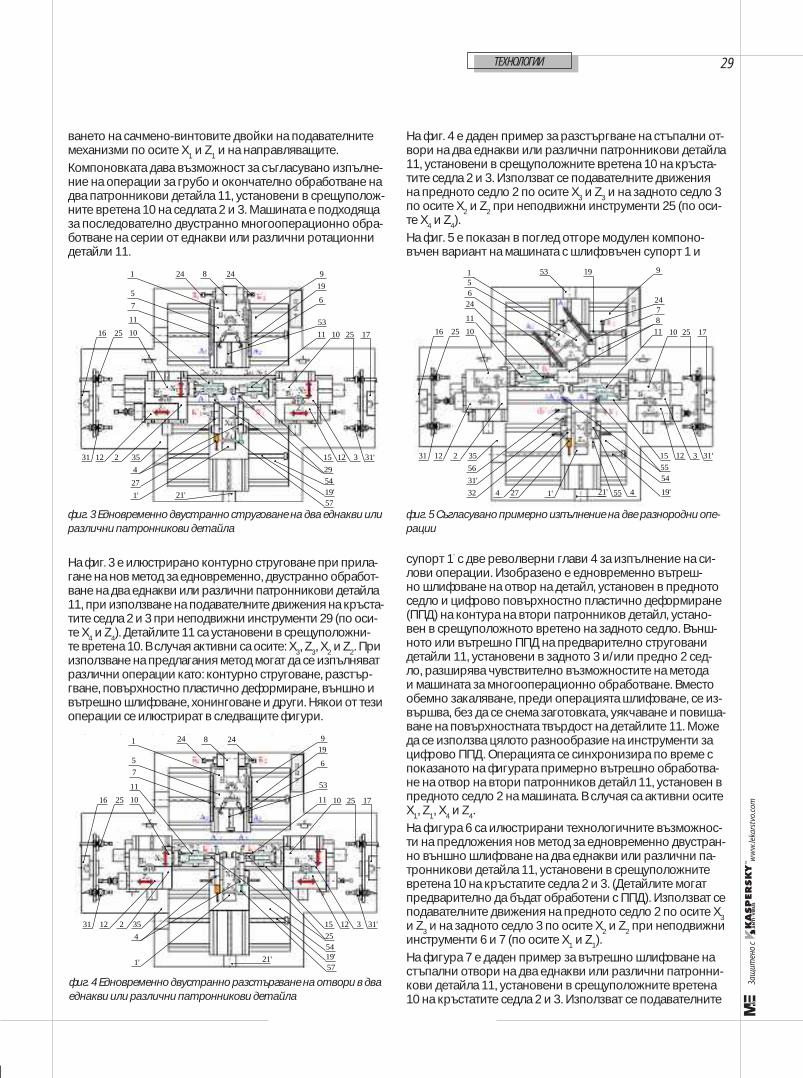
На база на резултатите на структурните анализи и про-ведена технологична оптимизация с цел подобряване на технологичността на структурата са предложени две нови конструктивни решения за замяна на тръбния, за-творен профил на напречната греда (Фиг.8)Двата варианта на плоска плоча са свободни от за-варки. «Плоската» плоча комбинира в едно три детай-ла и по този начин улеснява монтажа тъй като отпада необходимостта от напасване. Проведеният модален анализ има за задача да направи анализ на новите варианти от гледна точка на тяхната ко-равина и динамично поведение. Основният параметър маса/коравина рефлектира директно върху поведението на структурата. Аналогично са проведени отново тран-зиентни анализи за пълен динамичен анализ. На Фиг. 9 и Фиг. 10 са представени сравнения на резултатите от мо-далните и транзиентните анализи на изходния дизайн и оптмизираните варианти.
Заключение:Следните заключения могат да бъдат направени на база на всички направени анализи:• Предложен е подход за анализ и технологично-струк-
турна (интегрална) оптимизация на динамично нато-варени структури в етапа на проектиране чрез оцен-ка на различни структурни и технологични варианти;
• Постигнато е интегрално подобряване на изходната структура чрез приблизително два пъти намалено те-гло, липса на заваръчни съединения както и отпада-не на необходимостта от термообработки. Предло-жените варианти са по-технологични в сравнение с изходната конструкция.
• Новите варианти се характеризират с по-ниски раз-ходи за производство и монтаж;
• Отпадането на болтовите съединения води до отпа-дане на необходимостта от напасване на отделните компоненти на гредата един към друг и до увелича-ване на коравината на структурата;
• Еластичната връзка към единичната направляваща е преработена с цел увеличаване на стабилността й, при запазена възможността за термично компенси-ране;
• Двете нови структури се характеризират с по-висока първа собствена честота (~22%) отколкото изходния дизайн и по-висока коравина;
• Промяната на характера на първата собствена често-та - коравината по ос Х е чувствително по-висока;
При избора на новата конструкция трябва да се вземе под внимание и технологичността на структурата на но-вите варианти:
5
А/ Вариант V1 – плоска, стоманена плоча
B/ Вариант V2 – плоска, стоманена плоча от тип черупка
Фиг.8 Варианти за оптимизация на тръбния
профил на напречната греда Двата варианта на плоска плоча са свободни от
заварки. "Плоската" плоча комбинира в едно три детайла и по този начин улеснява монтажа тъй като отпада необходимостта от напасване.
Проведеният модален анализ има за задача да направи анализ на новите варианти от гледна точка на тяхната коравина и динамично поведение. Основният параметър маса/коравина рефлектира директно върху поведението на структурата. Аналогично са проведени отново транзиентни анализи за пълен динамичен анализ. На Фиг. 9 и Фиг. 10 са представени сравнения на резултатите от модалните и транзиентните анализи на изходния дизайн и оптмизираните варианти.
Фиг. 9 Сравнение на вариантите по собствени
честоти
Фиг.10 Сравнение на вариантите по премествания по Х
Заключение:
Следните заключения могат да бъдат направени на база на всички направени анализи:
Предложен е подход за анализ и технологично-структурна (интегрална) оптимизация на динамично натоварени структури в етапа на проектиране чрез оценка на различни структурни и технологични варианти;
Постигнато е интегрално подобряване на изходната структура чрез приблизително два пъти намалено тегло, липса на заваръчни съединения както и отпадане на необходимостта от термообработки. Предложените варианти са по-технологични в сравнение с изходната конструкция.
Новите варианти се характеризират с по-ниски разходи за производство и монтаж;
Отпадането на болтовите съединения води до отпадане на необходимостта от напасване на отделните компоненти на гредата един към друг и до увеличаване на коравината на структурата;
Еластичната връзка към единичната направляваща е преработена с цел увеличаване на стабилността ѝ, при запазена възможността за термично компенсиране;
Двете нови структури се характеризират с по-висока първа собствена честота (~22%) отколкото изходния дизайн и по-висока коравина;
Промяната на характера на първата собствена честота - коравината по ос Х е чувствително по-висока;
При избора на новата конструкция трябва да се вземе под внимание и технологичността на структурата на новите варианти:
Вариант V1 - чрез лазерно рязане от стоманена плоча, с паралелно фино фрезоване - отсъствие на заваръчни съединения, темпериране и напасване на компоненти един към друг.
Вариант V2 - отливка и последващо фрезоване. Небходимостта от темпериране след отливане и грубо фрезоване.
На базата на направените заключения и при отчитане на технологичността на структурата първия вариант е по-ефективен.
Фиг.8 Варианти за оптимизация на тръбния профил на на-пречната греда
12/2
013
26 ТЕХНОЛОГИИ
• Вариант V1 - чрез лазерно рязане от стоманена пло-ча, с паралелно фино фрезоване - отсъствие на зава-ръчни съединения, темпериране и напасване на ком-поненти един към друг.
• Вариант V2 - отливка и последващо фрезоване. Не-бходимостта от темпериране след отливане и грубо фрезоване.
На базата на направените заключения и при отчитане на технологичността на структурата първия вариант е по-ефективен.
БлагодарностиТова изследване е осъществено с техническа инфра-структура изградена по проект ДУНК-01/3 на Фонд „Науч-ни Изследвания” при Министерство на Образованието, Младежта и Науката.
Литература:[1] HARZHEIM L., STRUKTUROPTIMIERUNG GRUNDLAGEN
UND ANWENDUNGEN, WISSENSCHAFTLICHER VERLAG HARRI DEUTSCH GMBH, FRANKFURT AM MAIN, 2008ХХХ[2] HAFKA R.T., GÜRDAL Z., ELEMENTS OF STRUCTURAL OPTIMIZATION, SOLID MECHANICS AND ITS APPLICATIONS, KLUWER ACADEMIC PUBLISHER, DORDRECHT, THE NETHERLANDS, 1995[3] BENDSØE M. P., KIKUCHI N., GENERATING OPTIMAL TOPOLOGIES IN STRUCTURAL DESIGN USING A HOMOGENIZATION METHOD. IN, COMP. METH. IN APPL. MECH. AND ENGINEERING 71, 1988[4] ANSYS, INC.: ANSYS-THEORETICAL MANUAL, REV. 14.5; WWW.ANSYS.COM[5]ТОДОРОВ, Г., К. КАМБЕРОВ, АНАЛИЗ НА КОМПАНОВЪЧ-НИ РЕШЕНИЯ НА МАШИНА ЗА ВИСОКОСКОРОСТНО ФРЕ-ЗОВАНЕ, INTERNATIONAL CONFERENCE AUTOMATICS AND INFORMATICS’07, BULGARIA, SOFIA, OCTOBER 3-6, 2007, ТОМ. VI, СТР. -17 -20[6]TODOROV, G., Y. LAI, K. KAMBEROV, DEVELOPMENT OF COLLABORATIVE APPROACH FOR VIRTUAL PROTOTYPING BASED ON 3D KERNEL AND FEM ANALYSIS, WISSENSCHAFTLICHEN KONFERENZ “TECHNIK UND WIRTSCHAFT IN DER GLOBALEN KRISE”, 26-27 NOV. 2009, SOFIA, PP 172-177[7]TODOROV, G., T. NESHKOV, A. STEFANOV, I. EVGENIEV, ANALYSING THE DYNAMIC BEHAVIOR OF THE LINEAR MODULE WITH A TOOTH BELT DRIVE USING THE CONTROL SYSTEM CAPABILITIES, 32 INTERNATIONAL CONGRESS OF HIDROPNEUMATICS AND AUTOMATION “HIPNEF 2009”, VRNJACKA BANJA, SERBIA, OCTOBER, 2009, PP 327-336.[8]TODOROV, G., B. VRABEVSKI, N. TODOROV, K. KAMBEROV, REDISIGN AND OPTIMIZATION OF A HORIZONTAL LATHE BED FAMILY BASED ON MODULE STRUCTURE. ZBORNIK RADOVA SA NAUCHNO-STRUCNOG SKUPA “INSTRAZIVANJE I RAZVOJ MASINSKIH ELEMENATA I SISTEMA – IRMES 2002”, SRPSKO SARAJEVO- JAHORINA, 19 – 20.09.2002, PP 541-546
Фиг. 9 Сравнение на вариантите по собствени честоти
Фиг.10 Сравнение на вариантите по премествания по Х


12/2
013
28 ТЕХНОЛОГИИ
Метод и машина за многооперационно обработване на стъпални ротационни детайличаст 5 Технология за синхронизирано обработване на два патронникови детайла
доц. д-р Лъчезар Стоев, ТУ-София
1. Въведение
Целта на настоящата работа е представяне на техно-логичните възможности на модулни варианти на дву-супортна машина [1, 2] за синхронизирано, многоопе-рационно, двустранно обработване на еднакви или различни патронникови детайли.
2. Описание на компоновката и на метода за съгласу-вано многооперационно обработване
На фиг. 1 е показан модулен вариант на многофункцио-налната машина [1, 2] с два еднакви супорта 1 и 1‘ в по-глед отгоре. Компоновката дава възможност за съг-ласувано изпълнение на разнородни операции, за едновременно грубо и/или окончателно обработване на два патронникови детайла 11. Заготовките се установя-ват в срещуположните вретена 10 на седлата 2 и 3. Ком-поновката е подходяща за едновременно, двустранно, многооперационно обработване в DNC режим на серии
от еднакви или различни патронникови детайли 11 в раз-лична последователност.На фиг. 2 е показан в поглед отгоре компоновъчен вари-ант на машината с модулен шлифовъчен супорт 1 и със супорт 1‘, комплектуван с две револверни глави 4, за из-пълнение на силови операции като струговане, разстър-гване, пробиване, фрезоване и други. Илюстрирано е едновременно грубо струговане и шлифоване на два па-тронникови детайла 11, установени в срещуположните вретена 10 на двупозиционните седла 2 и 3. С пунктира-ни линии са илюстрирани вторите позиции на супортите 1 и 1‘ за осъществяване на цялостно, двустранно, грубо и окончателно обработване на детайлите 11. При този ва-риант на компоновката е постигнато силово разделение на технологичното предназначение на двата кръстати супорта 1 и 1‘, на техните подавателни механизми и на-правляващи. Шлифовъчният супорт 1 е предвиден само за изпълнение на операции за окончателно обработване и подавателните му механизми няма да бъдат подложени на големи натоварвания. Това е гаранция за постигане на висока точност, поради очакваното намаление на износ-
Анотация: Представя се нов метод и двусупортен център за едновременно, двустранно, многооперационно об-работване на два еднакви или различни патронникови детайла. Заготовките постъпват в работната зона на ма-шината в произволна последователност и се преустановяват в срещуположни вретена. Производителността на синхронизираните операции се повишава до два пъти, поради едновременното участие на два инструмента. За предлагания метод и машина е подадена заявка за изобретение в Патентното ведомство на Република България.Ключови думи: многооперационно, двустранно обработване, център, ГАПС, патронников детайл
Метод и машина за многооперационно обработване на стъпални ротационни детайли
част 5 Технология за синхронизирано обработване на два патронникови детайла
доц. д-р Лъчезар Стоев, ТУ-София Анотация: Представя се нов метод и двусупортен център за едновременно, двустранно, многооперационно обработване на два еднакви или различни патронникови детайла. Заготовките постъпват в работната зона на машината в произволна последователност и се преустановяват в срещуположни вретена. Производителността на синхронизираните операции се повишава до два пъти, поради едновременното участие на два инструмента. За предлагания метод и машина е подадена заявка за изобретение в Патентното ведомство на Република България. Ключови думи: многооперационно, двустранно обработване, център, ГАПС, патронников детайл
1. Въведение
Целта на настоящата работа е представяне на технологичните възможности на модулни варианти на двусупортна машина [1, 2] за синхронизирано, многооперационно, двустранно обработване на еднакви или различни патронникови детайли.
2. Описание на компоновката и на метода за съгласувано многооперационно обработване
На фиг. 1 е показан модулен вариант на многофункционалната машина [1, 2] с два еднакви супорта 1 и 1' в поглед отгоре. Компоновката дава възможност за съгласувано изпълнение на разнородни операции, за едновременно грубо и/или окончателно обработване на два патронникови детайла 11. Заготовките се
фиг. 1 Двусупортен център. Съгласувано струговане и шлифоване на два патронникови детайла
1 8
5 7 11 10 25 16
31 12 2 35
29 4 19 6 9 11 10 17
31' 15 12 3 29 8 54 19'
4
5 6 1' 7
25
установяват в срещуположните вретена 10 на седлата 2 и 3. Компоновката е подходяща за едновременно, двустранно, многооперационно обработване в DNC режим на серии от еднакви или различни патронникови детайли 11 в различна последователност.
На фиг. 2 е показан в поглед отгоре компоновъчен вариант на машината с модулен шлифовъчен супорт 1 и със супорт 1', комплектуван с две револверни глави 4, за изпълнение на силови операции като струговане, разстъргване, пробиване, фрезоване и други. Илюстрирано е едновременно грубо струговане и шлифоване на два патронникови детайла 11, установени в срещуположните вретена 10 на двупозиционните седла 2 и 3. С пунктирани линии са илюстрирани вторите позиции на супортите 1 и 1' за осъществяване на цялостно, двустранно, грубо и окончателно обработване на детайлите 11. При този вариант на компоновката е постигнато силово разделение на технологичното предназначение на двата кръстати супорта 1 и 1', на техните подавателни механизми и направляващи. Шлифовъчният супорт 1 е предвиден само за изпълнение на операции за окончателно обработване и подавателните му механизми няма да бъдат подложени на големи натоварвания. Това е гаранция за постигане на висока точност, поради очакваното намаление на износването на сачмено-винтовите двойки на подавателните механизми по осите X1 и Z1 и на направляващите.
фиг. 2 Многооперационна машина с два модулни супорта за грубо и окончателно двустранно обработване
Компоновката дава възможност за съгласувано изпълнение на операции за грубо и окончателно
обработване на два патронникови детайла 11, установени в срещуположните вретена 10 на седлата 2 и 3. Машината е подходяща за последователно двустранно многооперационно обработване на серии от еднакви или различни ротационни детайли 11.
На фиг. 3 е илюстрирано контурно струговане при прилагане на нов метод за едновременно, двустранно обработване на два еднакви или различни патронникови детайла 11, при използване на подавателните движения на кръстатите седла 2 и 3 при неподвижни инструменти 29 (по осите X4 и Z4). Детайлите 11 са установени в срещуположните вретена 10. В случая активни са осите: X3, Z3, X2 и Z2. При използване на предлагания метод могат да се изпълняват различни операции като: контурно струговане, разстъргване, повърхностно пластично деформиране, външно и вътрешно шлифоване, хонинговане и други. Някои от тези операции се илюстрират в следващите фигури.
На фиг. 4 е даден пример за разстъргване на стъпални отвори на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3. Използват се
1 5 7
11 10 25 16
31 12 2 35
19 6
11 10 17
31' 3 12 15
54 19'
27
8
25
29 4 1'
24
24 9
фиг. 1 Двусупортен център. Съгласувано струговане и шлифо-ване на два патронникови детайла
фиг. 2 Многооперационна машина с два модулни супорта за гру-бо и окончателно двустранно обработване
29ТЕХНОЛОГИИ
ването на сачмено-винтовите двойки на подавателните механизми по осите X1 и Z1 и на направляващите. Компоновката дава възможност за съгласувано изпълне-ние на операции за грубо и окончателно обработване на два патронникови детайла 11, установени в срещуполож-ните вретена 10 на седлата 2 и 3. Машината е подходяща за последователно двустранно многооперационно обра-ботване на серии от еднакви или различни ротационни детайли 11.
На фиг. 3 е илюстрирано контурно струговане при прила-гане на нов метод за едновременно, двустранно обработ-ване на два еднакви или различни патронникови детайла 11, при използване на подавателните движения на кръста-тите седла 2 и 3 при неподвижни инструменти 29 (по оси-те X4 и Z4). Детайлите 11 са установени в срещуположни-те вретена 10. В случая активни са осите: X3, Z3, X2 и Z2. При използване на предлагания метод могат да се изпълняват различни операции като: контурно струговане, разстър-гване, повърхностно пластично деформиране, външно и вътрешно шлифоване, хонинговане и други. Някои от тези операции се илюстрират в следващите фигури.
На фиг. 4 е даден пример за разстъргване на стъпални от-вори на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръста-тите седла 2 и 3. Използват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти 25 (по оси-те X4 и Z4).На фиг. 5 е показан в поглед отгоре модулен компоно-въчен вариант на машината с шлифовъчен супорт 1 и
супорт 1‘ с две револверни глави 4 за изпълнение на си-лови операции. Изобразено е едновременно вътреш-но шлифоване на отвор на детайл, установен в предното седло и цифрово повърхностно пластично деформиране (ППД) на контура на втори патронников детайл, устано-вен в срещуположното вретено на задното седло. Външ-ното или вътрешно ППД на предварително струговани детайли 11, установени в задното 3 и/или предно 2 сед-ло, разширява чувствително възможностите на метода и машината за многооперационно обработване. Вместо обемно закаляване, преди операцията шлифоване, се из-вършва, без да се снема заготовката, уякчаване и повиша-ване на повърхностната твърдост на детайлите 11. Може да се използва цялото разнообразие на инструменти за цифрово ППД. Операцията се синхронизира по време с показаното на фигурата примерно вътрешно обработва-не на отвор на втори патронников детайл 11, установен в предното седло 2 на машината. В случая са активни осите X1, Z1, X4 и Z4.На фигура 6 са илюстрирани технологичните възможнос-ти на предложения нов метод за едновременно двустран-но външно шлифоване на два еднакви или различни па-тронникови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3. (Детайлите могат предварително да бъдат обработени с ППД). Използват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти 6 и 7 (по осите X1 и Z1).На фигура 7 е даден пример за вътрешно шлифоване на стъпални отвори на два еднакви или различни патронни-кови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3. Използват се подавателните
фиг. 3 Едновременно двустранно струговане на два еднакви или различни патронникови детайла
фиг. 4 Едновременно двустранно разстъргване на отвори в два еднакви или различни патронникови детайла
21'
24
53
24 1 8
5 7
11
9 19
6
11 10 25 17
31' 3 12 15 29 54
10 25 16
19' 57
31 12 2 35 4 27 1'
24
53
24 1 8
5
11
9 19
6
11 10 25 17
31' 3 12 15
10 25 16
19'
31 12 2 35 4
57 1'
54 25
7
21'
фиг. 3 Едновременно двустранно струговане на два еднакви или различни патронникови детайла
фиг. 4 Едновременно двустранно разстъргване на отвори в два еднакви или различни патронникови детайла
21'
24
53
24 1 8
5 7
11
9 19
6
11 10 25 17
31' 3 12 15 29 54
10 25 16
19' 57
31 12 2 35 4 27 1'
24
53
24 1 8
5
11
9 19
6
11 10 25 17
31' 3 12 15
10 25 16
19'
31 12 2 35 4
57 1'
54 25
7
21'
подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти 25 (по осите X4 и Z4).
На фиг. 5 е показан в поглед отгоре модулен компоновъчен вариант на машината с шлифовъчен супорт 1 и супорт 1' с две револверни глави 4 за изпълнение на силови операции. Изобразено е едновременно вътрешно шлифоване на отвор на детайл, установен в предното седло и цифрово повърхностно пластично деформиране (ППД) на контура на втори патронников детайл, установен в срещуположното вретено на задното седло. Външното или вътрешно ППД на предварително струговани детайли 11, установени в задното 3 и/или предно 2 седло, разширява чувствително възможностите на метода и машината за многооперационно обработване. Вместо обемно закаляване, преди операцията шлифоване, се извършва, без да се снема заготовката, уякчаване и повишаване на повърхностната твърдост на детайлите 11. Може да се използва цялото разнообразие на инструменти за цифрово ППД. Операцията се синхронизира по време с показаното на фигурата примерно вътрешно обработване на отвор на втори патронников детайл 11, установен в предното седло 2 на машината. В случая са активни осите X1, Z1, X4 и Z4.
фиг. 5 Съгласувано примерно изпълнение на две разнородни операции
На фигура 6 са илюстрирани технологичните възможности на предложения нов метод за едновременно
двустранно външно шлифоване на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3. (Детайлите могат предварително да бъдат обработени с ППД). Използват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти 6 и 7 (по осите X1 и Z1).
На фигура 7 е даден пример за вътрешно шлифоване на стъпални отвори на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3. Използват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти 24 (по осите X1 и Z1).
На фиг. 8 са илюстрирани технологичните възможности на предложения нов метод за едновременно двустранно обработване, като е даден пример за външно хонинговане на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръстатите седла 2 и 3.
Инструментите 57 за (външно или вътрешно) хонинговане са установени в револверните глави 4 на супорта1'. Използват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти за хонинговане 57 (по осите X1 и Z1).
53
11
9
11 10 25 17
31' 3 12
10 25 16
19'
31 12 2 35
1'
54 55
24
15
32
56
4 31'
27 4 55
6
8
24 7
5 1 19
21'
фиг. 3 Едновременно двустранно струговане на два еднакви или различни патронникови детайла
фиг. 4 Едновременно двустранно разстъргване на отвори в два еднакви или различни патронникови детайла
фиг. 5 Съгласувано примерно изпълнение на две разнородни опе-рации
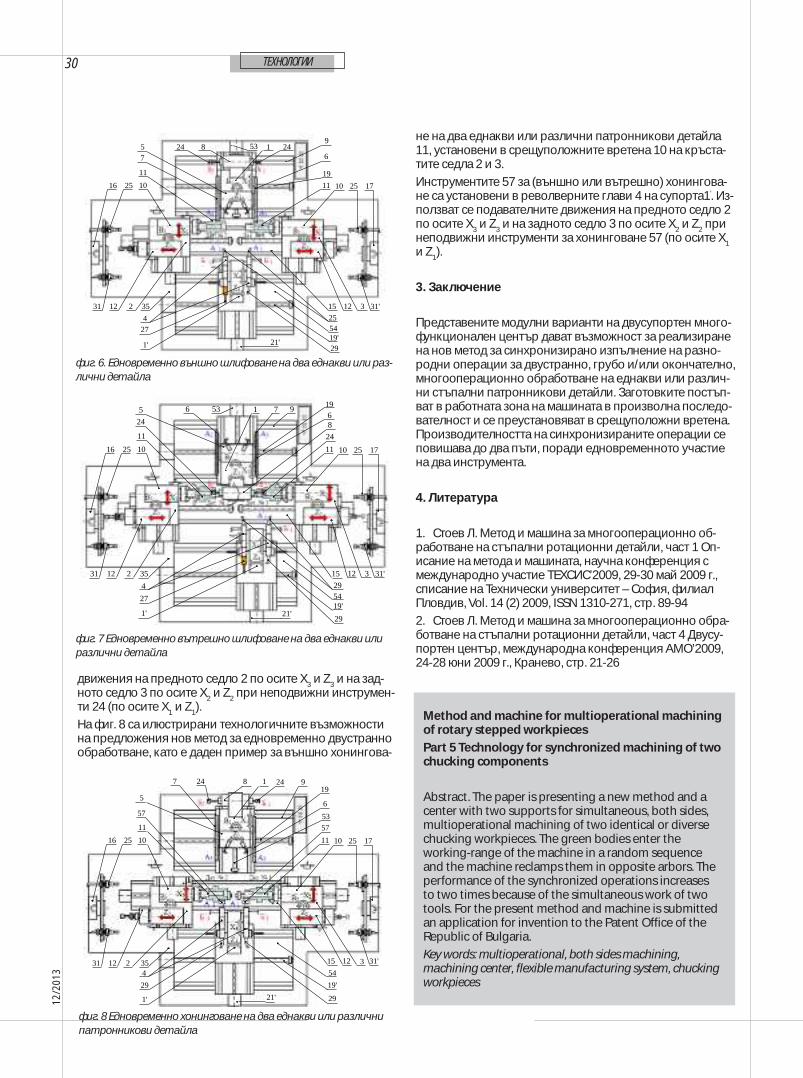
12/2
013
30 ТЕХНОЛОГИИ
движения на предното седло 2 по осите X3 и Z3 и на зад-ното седло 3 по осите X2 и Z2 при неподвижни инструмен-ти 24 (по осите X1 и Z1).На фиг. 8 са илюстрирани технологичните възможности на предложения нов метод за едновременно двустранно обработване, като е даден пример за външно хонингова-
не на два еднакви или различни патронникови детайла 11, установени в срещуположните вретена 10 на кръста-тите седла 2 и 3.Инструментите 57 за (външно или вътрешно) хонингова-не са установени в револверните глави 4 на супорта1‘. Из-ползват се подавателните движения на предното седло 2 по осите X3 и Z3 и на задното седло 3 по осите X2 и Z2 при неподвижни инструменти за хонинговане 57 (по осите X1 и Z1).
3. Заключение
Представените модулни варианти на двусупортен много-функционален център дават възможност за реализиране на нов метод за синхронизирано изпълнение на разно-родни операции за двустранно, грубо и/или окончателно, многооперационно обработване на еднакви или различ-ни стъпални патронникови детайли. Заготовките постъп-ват в работната зона на машината в произволна последо-вателност и се преустановяват в срещуположни вретена. Производителността на синхронизираните операции се повишава до два пъти, поради едновременното участие на два инструмента.
4. Литература
1. Стоев Л. Метод и машина за многооперационно об-работване на стъпални ротационни детайли, част 1 Оп-исание на метода и машината, научна конференция с международно участие ТЕХСИС’2009, 29-30 май 2009 г., списание на Технически университет – София, филиал Пловдив, Vol. 14 (2) 2009, ISSN 1310-271, стр. 89-942. Стоев Л. Метод и машина за многооперационно обра-ботване на стъпални ротационни детайли, част 4 Двусу-портен център, международна конференция АМО’2009, 24-28 юни 2009 г., Кранево, стр. 21-26
Method and machine for multioperational machining of rotary stepped workpiecesPart 5 Technology for synchronized machining of two chucking components
Abstract. The paper is presenting a new method and a center with two supports for simultaneous, both sides, multioperational machining of two identical or diverse chucking workpieces. The green bodies enter the working-range of the machine in a random sequence and the machine reclamps them in opposite arbors. The performance of the synchronized operations increases to two times because of the simultaneous work of two tools. For the present method and machine is submitted an application for invention to the Patent Office of the Republic of Bulgaria.Key words: multioperational, both sides machining, machining center, flexible manufacturing system, chucking workpieces
фиг. 6. Едновременно външно шлифоване на два еднакви или различни детайла
фиг. 7 Едновременно вътрешно шлифоване на два еднакви или различни детайла
11
6
11 10 25 17
31' 3 12
10 25 16
31 12 2 35
1' 21'
27
29
15 29 54 19'
8 24
24 5
4
6 53 1 7 9 19
5
11 11 10 25 17
31' 3 12 15
10 25 16
31 12 2 35 4
1'
54 25
7
21' 27
29 19'
9 1 53 8 24 24
19
6
фиг. 8 Едновременно хонинговане на два еднакви или различни патронникови детайла
3. Заключение
Представените модулни варианти на двусупортен многофункционален център дават възможност за реализиране на нов метод за синхронизирано изпълнение на разнородни операции за двустранно, грубо и/или окончателно, многооперационно обработване на еднакви или различни стъпални патронникови детайли. Заготовките постъпват в работната зона на машината в произволна последователност и се преустановяват в срещуположни вретена. Производителността на синхронизираните операции се повишава до два пъти, поради едновременното участие на два инструмента.
4. Литература
1. Стоев Л. Метод и машина за многооперационно обработване на стъпални ротационни детайли, част 1 Описание на метода и машината, научна конференция с международно участие ТЕХСИС’2009, 29-30 май 2009 г., списание на Технически университет – София, филиал Пловдив, Vol. 14 (2) 2009, ISSN 1310-271, стр. 89-94
2. Стоев Л. Метод и машина за многооперационно обработване на стъпални ротационни детайли, част 4 Двусупортен център, международна конференция АМО’2009, 24-28 юни 2009 г., Кранево, стр. 21-26
Method and machine for multioperational machining of rotary stepped workpieces Part 5 Technology for synchronized machining of two chucking components
Abstract. The paper is presenting a new method and a center with two supports for simultaneous, both sides, multioperational machining of two identical or diverse chucking workpieces. The green bodies enter the working-range of the machine in a random sequence and the machine reclamps them in opposite arbors. The performance of the synchronized operations increases to two times because of the simultaneous work of two tools. For the present method and machine is submitted an application for invention to the Patent Office of the Republic of Bulgaria. Key words: multioperational, both sides machining, machining center, flexible manufacturing system, chucking workpieces
7 1
11
9 19
6
11 10 25 17
31' 12
10 25 16
31 12 2 35
1'
8
21' 29
15
53 57
57
5
24 24
4
29
54 19'
3
фиг. 7 Едновременно вътрешно шлифоване на два еднакви или различни детайла
фиг. 8 Едновременно хонинговане на два еднакви или различни патронникови детайла
фиг. 6. Едновременно външно шлифоване на два еднакви или раз-лични детайла
фиг. 6. Едновременно външно шлифоване на два еднакви или различни детайла
фиг. 7 Едновременно вътрешно шлифоване на два еднакви или различни детайла
11
6
11 10 25 17
31' 3 12
10 25 16
31 12 2 35
1' 21'
27
29
15 29 54 19'
8 24
24 5
4
6 53 1 7 9 19
5
11 11 10 25 17
31' 3 12 15
10 25 16
31 12 2 35 4
1'
54 25
7
21' 27
29 19'
9 1 53 8 24 24
19
6

Отрезна пластина с 5 режещи ръба за съвършена точност и качество на повърхнината
www.iscar.com
Follow us on
Download ISCAR's Complete Machining Solutions app which includes 6 catalog volumes
Machining IntelligentlyISCAR HIGH Q LINES
Отрезна пластина с 5 режещи ръба за съвършена точност и качество на повърхнината
www.iscar.com
Follow us on
Download ISCAR's Complete Machining Solutions app which includes 6 catalog volumes
Machining IntelligentlyISCAR HIGH Q LINES
Отрезна пластина с 5 режещи ръба за съвършена точност и качество на повърхнината
www.iscar.com
Follow us on
Download ISCAR's Complete Machining Solutions app which includes 6 catalog volumes
Machining IntelligentlyISCAR HIGH Q LINES
ИСКАР БЪЛГАРИЯ ЕООД6100 Казанлък, ул. Старозагорска 1, ет, 1, офис G тел./факс: 0431 62 557; GSM: 0887 626 870e-mail: [email protected]
Member IMC group
www.iscar.bg
ИСКАР БЪЛГАРИЯ ЕООД6100 Казанлък, ул. Старозагорска 1, ет, 1, офис G тел./факс: 0431 62 557; GSM: 0887 626 870e-mail: [email protected]
Member IMC group
www.iscar.bg
www.hermle.bg ТП Машиненфабрик Бертолд Хермле АД, София · Тел.: 02/958 5901 · [email protected]
Като водещ производител на 5-осни обработващи центри Hermle разширява производственият си спектър: Перфектна прецизност, сигурна поддръжка и компетентност в автоматизацията сега за детайли до 2500kg.
Пълна газ! С 2,5t и 5 оси

33ТЕХНОЛОГИИ
Приложение на подвижен люнет при резбошлифованедоц. д-р Лъчезар Стоев, ТУ-София
1. Въведение
Шлифоването на резбовите профили на дълги пода-вателни винтове за металорежещи машини създава в общия случай сериозни технологични затруднения. Използват се обикновено специализирани машини, върху масите на които се установяват множество не-подвижни люнети, фиг. 1а [1]. Аналогични са пробле-мите при надлъжно обработване на бутални пръти и металорежещи инструменти с ниска стабилност, кое-то налага допълнително поддържане на заготовките. За шлифоване на резбовите повърхнини абразивните инструменти се завъртат цифрово или установъчно на желания ъгъл на наклона на винтовата линия, фиг. 1б [1].Целта на настоящата работа е представяне на възмож-ността за приложение на метода за многопроходно надлъжно обработване с подвижен люнет [2] при из-пълнение на операциите за външно кръгло и резбо-
шлифоване на детайли от вида на подавателни винто-ве. В тези случаи е подходящо използване на люнет с двустранно поддържане на заготовката [3]. В публика-цията се представя възможността за грубо и оконча-телно обработване на резбовите профили на винтове с ниска стабилност на една установка при използ-ване на многооперационни машини от вида на S242 (CombiGrind h) [4] на фирмите Studer и Schaudt и на представения център в [5] и [6]. Допълнителен акцент е поставен на възможността за контурно надлъжно шлифоване на профилни валове с ниска стабилност при непрекъснато поддържане на обработваната по-върхнина, която осигурява двусупортният вариант на обработващия мултифункционален център [5, 6, 7].
2. Приложение на подвижен люнет с двустранно поддържане на заготовката при резбошлифоване
Представеният в [3] подвижен люнет е подходящ за
Анотация: Обичайната технология за надлъжно шлифоване на детайли с ниска стабилност, от вида на бутални пръти, подавателни винтове, свредла, метчици, протяжки и други, се характеризира с използване на един или няколко люнета. Те се установяват върху масата на машината и са относително неподвижни спрямо заготовката. За повишаване на точността и производителността на операцията резбошлифоване на прецизни подавателни винтове за ММ, приспособления и инструменти е подходящо прилагане на метод за многопроходно надлъжно обработване с подвижен люнет и двустранно поддържане на заготовката.
Ключови думи: подвижен люнет, резбошлифоване, подавателен винт, двустранно поддържане
Приложение на подвижен люнет при резбошлифоване
доц. д-р Лъчезар Стоев, ТУ-София Анотация: Обичайната технология за надлъжно шлифоване на детайли с ниска стабилност, от вида на бутални пръти, подавателни винтове, свредла, метчици, протяжки и други, се характеризира с използване на един или няколко люнета. Те се установяват върху масата на машината и са относително неподвижни спрямо заготовката. За повишаване на точността и производителността на операцията резбошлифоване на прецизни подавателни винтове за ММ, приспособления и инструменти е подходящо прилагане на метод за многопроходно надлъжно обработване с подвижен люнет и двустранно поддържане на заготовката. Ключови думи: подвижен люнет, резбошлифоване, подавателен винт, двустранно поддържане
1. Въведение
Шлифоването на резбовите профили на дълги подавателни винтове за металорежещи машини създава в общия случай сериозни технологични затруднения. Използват се обикновено специализирани машини, върху масите на които се установяват множество неподвижни люнети, фиг. 1а [1]. Аналогични са проблемите при надлъжно обработване на бутални пръти и металорежещи инструменти с ниска стабилност, което налага допълнително поддържане на заготовките. За шлифоване на резбовите повърхнини абразивните инструменти се завъртат цифрово или установъчно на желания ъгъл на наклона на винтовата линия, фиг. 1б [1].
Целта на настоящата работа е представяне на възможността за приложение на метода за многопроходно надлъжно обработване с подвижен люнет [2] при изпълнение на операциите за външно кръгло и резбошлифоване на детайли от вида на подавателни винтове. В тези случаи е подходящо използване на люнет с двустранно поддържане на заготовката [3]. В публикацията се представя възможността за грубо и окончателно обработване на резбовите профили на винтове с ниска стабилност на една установка при използване на многооперационни машини от вида на S242 (CombiGrind h) [4] на фирмите Studer и Schaudt и на представения център в [5] и [6]. Допълнителен акцент е поставен на възможността за контурно надлъжно шлифоване на профилни валове с ниска стабилност при непрекъснато поддържане на обработваната повърхнина, която осигурява двусупортният вариант на обработващия мултифункционален център [5, 6, 7].
а) Шлифоване на дълги подавателни винтове
с неподвижни люнети
б) Работна зона на шлифовъчна машина за
обработване на къси резбови профили
фиг. 1 Резбошлифовъчни машини на фирмата Doimak [1]
2. Приложение на подвижен люнет с двустранно поддържане на заготовката при резбошлифоване
Представеният в [3] подвижен люнет е подходящ за приложение при надлъжно обработване и резбошлифоване. Устройството поддържа двустранно податливия винт в същата позиция, в която той се обхваща от „сцепената” гайка на универсалните стругови машини. Технологичният замисъл на конструкцията, илюстрирана в следващия раздел, е гаранция за постигане на висока точност на диаметъра и стъпката на подавателния винт по цялата негова дължина, независимо от неговата податливост от силите на рязане или от собственото му тегло. При използване на подвижен люнет [3] за двустранно поддържане
а) Шлифоване на дълги подавателни винтове с неподвиж-ни люнети
фиг. 1 Резбошлифовъчни машини на фирмата Doimak [1]
б) Работна зона на шлифовъчна машина за обработване на къси рез-бови профили

12/2
013
34 ТЕХНОЛОГИИ
приложение при надлъжно обработване и резбошли-фоване. Устройството поддържа двустранно податли-вия винт в същата позиция, в която той се обхваща от „сцепената” гайка на универсалните стругови машини. Технологичният замисъл на конструкцията, илюстрира-на в следващия раздел, е гаранция за постигане на ви-сока точност на диаметъра и стъпката на подавателния винт по цялата негова дължина, независимо от негова-та податливост от силите на рязане или от собственото му тегло. При използване на подвижен люнет [3] за дву-странно поддържане обработваният участък винаги е съосен с лагерните шийки на вала.
2.1 Външно кръгло шлифоване и резбошлифоване
Последователността на предлагания технологичен процес за окончателно обработване на детайли от вида на подавателни винтове е следната: кръгло шли-фоване на външната цилиндрична повърхнина на де-тайла с диск с прав профил и следващо резбошлифо-ване с подвижен люнет за двустранно поддържане. Обработването може да се изпълни на една или две установки, в зависимост от оборудването на потреби-телите. За реализиране на двете операции при едно ус-тановяване е необходимо използване на едносупорт-на или двусупортна машина с два инструмента. На фиг. 2, в два изгледа е илюстрирана първата операция за външно шлифоване на винт с трапецовидна резба с по-мощта на люнет за двустранно поддържане.На фиг. 3 е изобразена в две различни перспективи втората операция за резбошлифоване. Инструментът
е завъртян на ъгъла на наклона на винтовата линия. Поддържането на детайла се извършва по вече шлифо-ваната външна повърхнина. По този начин се осигуря-ва нейната съосност с обработвания резбови профил. Методът може да се прилага за обработване на всички видове резбови профили. При винтове с голяма дъл-жина е желателно използването на CBN-дискове. По-високата размерна трайност на тези инструменти би се отразила благоприятно върху точността и производи-телността на операцията резбошлифоване. На фиг. 4 е
илюстрирано в два изгледа обработването на резбови профил на винт с метрична резба с CBN диск.При металорежещите машини с цифрово управление масово се използват сачмено-винтовите двойки пора-ди високата цена на линейните двигатели. Предлагани-
обработваният участък винаги е съосен с лагерните шийки на вала.
2.1 Външно кръгло шлифоване и резбошлифоване
Последователността на предлагания технологичен процес за окончателно обработване на детайли от вида на подавателни винтове е следната: кръгло шлифоване на външната цилиндрична повърхнина на детайла с диск с прав профил и следващо резбошлифоване с подвижен люнет за двустранно поддържане. Обработването може да се изпълни на една или две установки, в зависимост от оборудването на потребителите. За реализиране на двете операции при едно установяване е необходимо използване на едносупортна или двусупортна машина с два инструмента. На фиг. 2, в два изгледа е илюстрирана първата операция за външно шлифоване на винт с трапецовидна резба с помощта на люнет за двустранно поддържане.
фиг. 2 Външно шлифоване на винт с трапецовидна резба с подвижен люнет за двустранно поддържане
На фиг. 3 е изобразена в две различни перспективи втората операция за резбошлифоване.
Инструментът е завъртян на ъгъла на наклона на винтовата линия. Поддържането на детайла се извършва по вече шлифованата външна повърхнина. По този начин се осигурява нейната съосност с обработвания
фиг. 3 Резбошлифоване на трапецовиден винт с подвижен люнет за двустранно поддържане
резбови профил. Методът може да се прилага за обработване на всички видове резбови профили. При винтове с голяма дължина е желателно използването на CBN-дискове. По-високата размерна трайност на
обработваният участък винаги е съосен с лагерните шийки на вала.
2.1 Външно кръгло шлифоване и резбошлифоване
Последователността на предлагания технологичен процес за окончателно обработване на детайли от вида на подавателни винтове е следната: кръгло шлифоване на външната цилиндрична повърхнина на детайла с диск с прав профил и следващо резбошлифоване с подвижен люнет за двустранно поддържане. Обработването може да се изпълни на една или две установки, в зависимост от оборудването на потребителите. За реализиране на двете операции при едно установяване е необходимо използване на едносупортна или двусупортна машина с два инструмента. На фиг. 2, в два изгледа е илюстрирана първата операция за външно шлифоване на винт с трапецовидна резба с помощта на люнет за двустранно поддържане.
фиг. 2 Външно шлифоване на винт с трапецовидна резба с подвижен люнет за двустранно поддържане
На фиг. 3 е изобразена в две различни перспективи втората операция за резбошлифоване.
Инструментът е завъртян на ъгъла на наклона на винтовата линия. Поддържането на детайла се извършва по вече шлифованата външна повърхнина. По този начин се осигурява нейната съосност с обработвания
фиг. 3 Резбошлифоване на трапецовиден винт с подвижен люнет за двустранно поддържане
резбови профил. Методът може да се прилага за обработване на всички видове резбови профили. При винтове с голяма дължина е желателно използването на CBN-дискове. По-високата размерна трайност на
тези инструменти би се отразила благоприятно върху точността и производителността на операцията резбошлифоване. На фиг. 4 е илюстрирано в два изгледа обработването на резбови профил на винт с метрична резба с CBN диск.
а)
б)
фиг. 4 Надлъжно шлифоване на метрична резба при двустранно поддържане с подвижен люнет
При металорежещите машини с цифрово управление масово се използват сачмено-винтовите двойки поради високата цена на линейните двигатели. Предлаганият метод и устройство могат да се използват за окончателно обработване на подавателни винтове с различен „радиусен” профил на резбата. За пълно позиционно изясняване на разположението на подвижния люнет, инструмента и заготовката в работната зона на резбошлифовъчна машина, обработването на винтовата повърхнина на „сачмен” винт е изобразено в четири различни изгледа на фиг. 5.
а) б)
в) г)
фиг. 5 Шлифоване на резбови профил на подавателен винт от сачмено-винтова двойка с радиусно заточен CBN-диск
3. Приложение на подвижен люнет за цялостно обработване на подавателни винтове на
една установка
При прилагане на метода [2] и подвижния люнет [3] за двустранно поддържане, при многофункционални машини от вида на представената на фиг. 6 [6], на една установка могат да се обработят грубо и окончателно детайли с ниска стабилност от вида на подавателни винтове. При съчетаване на технологичните операции на една машина се осигурява равномерност на прибавките за всички етапи на многопроходния технологичен маршрут, което е гаранция за производително постигане на точност на формата и размерите.
фиг. 6 Модулно изпълнение на многооперационна машина за цялостно изработване на подавателни винтове
на една установка
тези инструменти би се отразила благоприятно върху точността и производителността на операцията резбошлифоване. На фиг. 4 е илюстрирано в два изгледа обработването на резбови профил на винт с метрична резба с CBN диск.
а)
б)
фиг. 4 Надлъжно шлифоване на метрична резба при двустранно поддържане с подвижен люнет
При металорежещите машини с цифрово управление масово се използват сачмено-винтовите двойки поради високата цена на линейните двигатели. Предлаганият метод и устройство могат да се използват за окончателно обработване на подавателни винтове с различен „радиусен” профил на резбата. За пълно позиционно изясняване на разположението на подвижния люнет, инструмента и заготовката в работната зона на резбошлифовъчна машина, обработването на винтовата повърхнина на „сачмен” винт е изобразено в четири различни изгледа на фиг. 5.
а) б)
фиг. 2 Външно шлифоване на винт с трапецовидна резба с подвижен люнет за двустранно поддържане
фиг. 3 Резбошлифоване на трапецовиден винт с подвижен люнет за двустранно поддържане
фиг. 4 Надлъжно шлифоване на метрична резба при дву-странно поддържане с подвижен люнет
фиг. 5 Шлифоване на резбови профил на подавателен винт от сачмено-винтова двойка с радиусно заточен CBN-диск
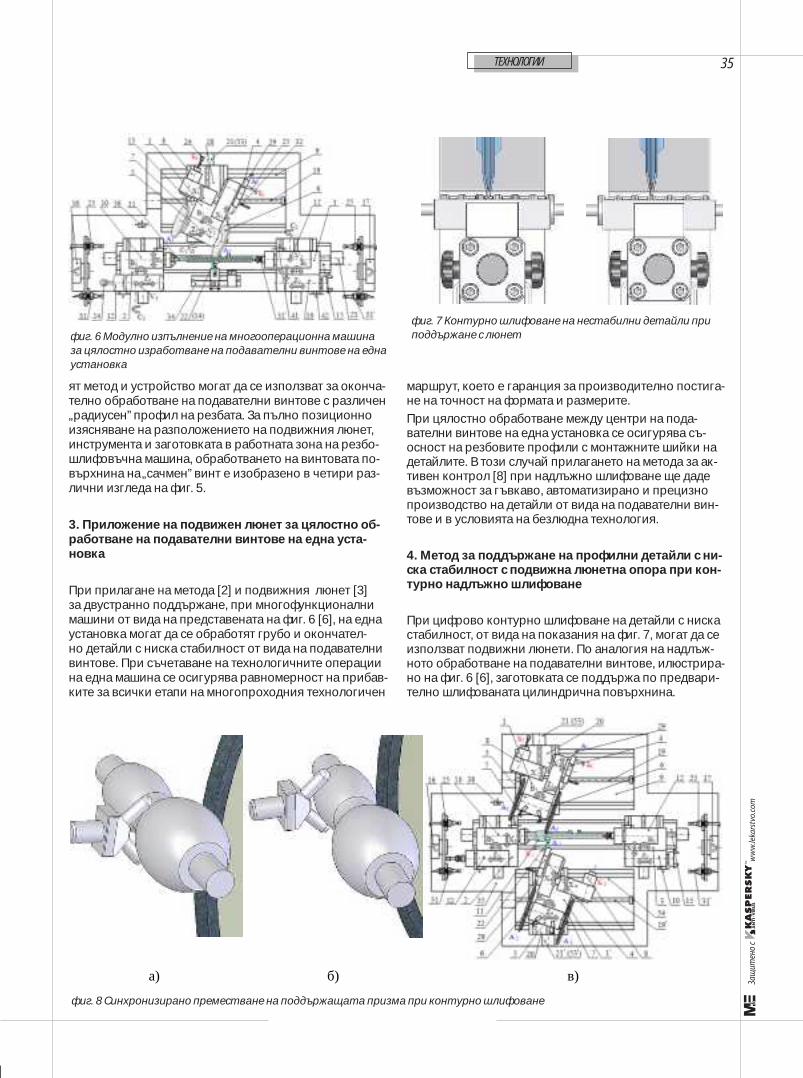
35ТЕХНОЛОГИИ
ят метод и устройство могат да се използват за оконча-телно обработване на подавателни винтове с различен „радиусен” профил на резбата. За пълно позиционно изясняване на разположението на подвижния люнет, инструмента и заготовката в работната зона на резбо-шлифовъчна машина, обработването на винтовата по-върхнина на „сачмен” винт е изобразено в четири раз-лични изгледа на фиг. 5. 3. Приложение на подвижен люнет за цялостно об-работване на подавателни винтове на една уста-новка
При прилагане на метода [2] и подвижния люнет [3] за двустранно поддържане, при многофункционални машини от вида на представената на фиг. 6 [6], на една установка могат да се обработят грубо и окончател-но детайли с ниска стабилност от вида на подавателни винтове. При съчетаване на технологичните операции на една машина се осигурява равномерност на прибав-ките за всички етапи на многопроходния технологичен
маршрут, което е гаранция за производително постига-не на точност на формата и размерите.При цялостно обработване между центри на пода-вателни винтове на една установка се осигурява съ-осност на резбовите профили с монтажните шийки на детайлите. В този случай прилагането на метода за ак-тивен контрол [8] при надлъжно шлифоване ще даде възможност за гъвкаво, автоматизирано и прецизно производство на детайли от вида на подавателни вин-тове и в условията на безлюдна технология.
4. Метод за поддържане на профилни детайли с ни-ска стабилност с подвижна люнетна опора при кон-турно надлъжно шлифоване
При цифрово контурно шлифоване на детайли с ниска стабилност, от вида на показания на фиг. 7, могат да се използват подвижни люнети. По аналогия на надлъж-ното обработване на подавателни винтове, илюстрира-но на фиг. 6 [6], заготовката се поддържа по предвари-телно шлифованата цилиндрична повърхнина.
в) г)
фиг. 5 Шлифоване на резбови профил на подавателен винт от сачмено-винтова двойка с радиусно заточен CBN-диск
3. Приложение на подвижен люнет за цялостно обработване на подавателни винтове на
една установка
При прилагане на метода [2] и подвижния люнет [3] за двустранно поддържане, при многофункционални машини от вида на представената на фиг. 6 [6], на една установка могат да се обработят грубо и окончателно детайли с ниска стабилност от вида на подавателни винтове. При съчетаване на технологичните операции на една машина се осигурява равномерност на прибавките за всички етапи на многопроходния технологичен маршрут, което е гаранция за производително постигане на точност на формата и размерите.
фиг. 6 Модулно изпълнение на многооперационна машина за цялостно изработване на подавателни винтове
на една установка
При цялостно обработване между центри на подавателни винтове на една установка се осигурява съосност на резбовите профили с монтажните шийки на детайлите. В този случай прилагането на метода за активен контрол [8] при надлъжно шлифоване ще даде възможност за гъвкаво, автоматизирано и прецизно производство на детайли от вида на подавателни винтове и в условията на безлюдна технология.
4. Метод за поддържане на профилни детайли с ниска стабилност с подвижна люнетна опора при контурно надлъжно шлифоване
При цифрово контурно шлифоване на детайли с ниска стабилност, от вида на показания на фиг. 7, могат да се използват подвижни люнети. По аналогия на надлъжното обработване на подавателни винтове, илюстрирано на фиг. 6 [6], заготовката се поддържа по предварително шлифованата цилиндрична повърхнина.
фиг. 7 Контурно шлифоване на нестабилни детайли при поддържане с люнет
При окончателно обработване на профилни детайли с ниска стабилност обичайно се използва
технологията за врезно шлифоване и поддържане на заготовките с множество люнети. В този раздел се предлага нов метод за цифрово, контурно, надлъжно обработване на детайли с ниска стабилност с помощта на подвижни люнетни опори. Тяхната принципна конструкция е илюстрирана на фиг. 8а и фиг. 8б. Методът може да се внедри при цифрови двусупортни машини от вида на показаната на фиг. 8в.
Люнетната опора има два цилиндрични щифта, разположени един спрямо друг под 90˚. Техният радиус трябва да е равен или малко по-малък от този на профилно заточения CBN-диск. Контактната опора
а)
б)
в)
фиг. 8 Синхронизирано преместване на поддържащата призма при контурно шлифоване
При цялостно обработване между центри на подавателни винтове на една установка се осигурява съосност на резбовите профили с монтажните шийки на детайлите. В този случай прилагането на метода за активен контрол [8] при надлъжно шлифоване ще даде възможност за гъвкаво, автоматизирано и прецизно производство на детайли от вида на подавателни винтове и в условията на безлюдна технология.
4. Метод за поддържане на профилни детайли с ниска стабилност с подвижна люнетна опора при контурно надлъжно шлифоване
При цифрово контурно шлифоване на детайли с ниска стабилност, от вида на показания на фиг. 7, могат да се използват подвижни люнети. По аналогия на надлъжното обработване на подавателни винтове, илюстрирано на фиг. 6 [6], заготовката се поддържа по предварително шлифованата цилиндрична повърхнина.
фиг. 7 Контурно шлифоване на нестабилни детайли при поддържане с люнет
При окончателно обработване на профилни детайли с ниска стабилност обичайно се използва
технологията за врезно шлифоване и поддържане на заготовките с множество люнети. В този раздел се предлага нов метод за цифрово, контурно, надлъжно обработване на детайли с ниска стабилност с помощта на подвижни люнетни опори. Тяхната принципна конструкция е илюстрирана на фиг. 8а и фиг. 8б. Методът може да се внедри при цифрови двусупортни машини от вида на показаната на фиг. 8в.
Люнетната опора има два цилиндрични щифта, разположени един спрямо друг под 90˚. Техният радиус трябва да е равен или малко по-малък от този на профилно заточения CBN-диск. Контактната опора
а)
б)
в)
фиг. 8 Синхронизирано преместване на поддържащата призма при контурно шлифоване
фиг. 6 Модулно изпълнение на многооперационна машина за цялостно изработване на подавателни винтове на една установка
фиг. 7 Контурно шлифоване на нестабилни детайли при поддържане с люнет
фиг. 8 Синхронизирано преместване на поддържащата призма при контурно шлифоване

12/2
013
36 ТЕХНОЛОГИИ
При окончателно обработване на профилни детайли с ниска стабилност обичайно се използва технологи-ята за врезно шлифоване и поддържане на заготовки-те с множество люнети. В този раздел се предлага нов метод за цифрово, контурно, надлъжно обработване на детайли с ниска стабилност с помощта на подвиж-ни люнетни опори. Тяхната принципна конструкция е илюстрирана на фиг. 8а и фиг. 8б. Методът може да се внедри при цифрови двусупортни машини от вида на показаната на фиг. 8в.Люнетната опора има два цилиндрични щифта, разпо-ложени един спрямо друг под 90˚. Техният радиус тряб-ва да е равен или малко по-малък от този на профилно заточения CBN-диск. Контактната опораизвършва цифрово преместване в напречно и надлъж-но направление, което е синхронизирано с движение-то на шлифовъчния инструмент. Траекторията на ней-ното преместване съвпада с програмирания контур на обработваната повърхнина при всеки надлъжен ход на многопроходния цикъл при използване на радиусна компенсация. Основното предимство на метода е в ед-наквостта на програмираната траектория с контура на поддържане на обработваната повърхнина. Във всеки един момент опората осигурява съвпадение на оста на податливия детайл с линията на центрите на машината. Така се гарантира постигането на точна форма и раз-мери на надлъжно шлифованите профилни детайли с ниска стабилност. Програмирането е улеснено, поради използването на еднакви програми за двата супорта. При различни радиуси на закръгление на диска и оп-орните щифтовете ще се изпълнява радиусно компен-сиране. За елиминиране на влиянието на износването на радиусно заточения диск в рамките на всеки дълъг надлъжен ход е подходящо използване на кубоборни-тридни инструменти и съобразено по време вътрешно-циклово заточване.
4. Заключение
Точността на позициониране и класът на металоре-жещите машини зависят до голяма степен от преде-ла на технологичните възможности за постигане на прецизна форма и размери на подавателните винто-ве. В настоящата публикация се представя едно ново приложение на метода [2] за надлъжно шлифоване с подвижен люнет [3] при обработване на резбови про-фили и цилиндрични повърхнини на една установка. Конструктивният и технологичен замисъл на разрабо-тената технологична екипировка, както и предлагания и изпитан метод за надлъжно шлифоване с подвижен люнет са гаранция за очаквано производително по-стигане на прецизна форма и размери на подавател-ните винтове, от които зависи крайната точност при обработване на детайлите. В работата са представени технологии, екипировка и модулни варианти на мно-гооперационни машини за обработване на различни видове подавателни винтове и профилни заготовки с ниска стабилност. За всички тях са подадени заявки за изобретения в Патентното ведомство на Република България.
5. Литература:
1. Информационен сайт на испанската фирма за шли-фовъчни машини Doimak, http://www.doimak.es, 18.01.2010,2. Стоев Л. Метод и устройство за шлифоване на детай-ли с ниска стабилност, сп. Машиностроене, бр. 1-2, стр. 41÷43, 19983. Стоев Л., Ст. Христов Метод и технологична екипи-ровка за двустранно поддържане на нестабилни детай-ли при надлъжно шлифоване, международна научна конференция „Авангардни машиностроителни обра-ботки”, АМО 2008, 18-20 юни 2008 г.,” Кранево, сборник доклади, стр. 295-3004. Информационен сайт на германско сдружение Schleifring Gruppe на фирми в областта на производ-ството на шлифовъчни машини в рамките на концерна Körber Schleifring, http://www.schleifring.net, 17.03.20085. Стоев Л. Метод и машина за многооперационно об-работване на стъпални ротационни детайли, част 1 Оп-исание на метода и машината, научна конференция с международно участие ТЕХСИС’2009, 29-30 май 2009 г., списание на Технически университет – София, филиал Пловдив, Vol. 14 (2) 2009, ISSN 1310-271, стр. 89-946. Стоев Л., Метод и машина за многооперационно об-работване на стъпални ротационни детайли, част 3 Нови технологични методи, международна конферен-ция АМО 2009, 24-28 юни 2009 г., Кранево, стр. 13-197. Стоев Л., Метод и машина за многооперационно об-работване на стъпални ротационни детайли, част 4 Двусупортен център, международна конференция АМО 2009, 24-28 юни 2009 г., Кранево, стр. 21-268. Стоев Л., Ст. Христов Метод за активен контрол при надлъжно шлифоване, международна научна конфе-ренция „Авангардни машиностроителни обработки”, АМО 2008, 18-20 юни 2008 г.,” Кранево, сборник докла-ди, стр. 313-318
Application of a movable steady rest for thread grinding
Abstract. The common technology of longitudinal grinding of low rigidity workpieces (long piston rods, feed screws, borers, taps, broaches and so on) is characterized through the use of one or more steady rests. They are fixed on the table of the machine and are relatively immovable towards the workpiece. For enhancing the accuracy and the performance of the operation thread grinding of a feed screws for high precision machine tooling, different devices and tools it suits a method for longitudinal multi-pass machining in combination with a movable steady rest supporting the both sides of the workpiece.
Key words: movable steady rest, thread grinding, feed screws, both sides support

37НОВИНИ ОТ БРЮКСЕЛ
ЕВРОПЕЙСКА КОМИСИЯ
Страсбург, 11.6.2013 г. COM(2013) 407 final
СЪОБЩЕНИЕ НА КОМИСИЯТА ДО ПАРЛАМЕНТА, СЪВЕТА, ЕВРОПЕЙСКИЯ ИКОНОМИЧЕСКИ И СОЦИАЛЕН КОМИТЕТ И КОМИТЕТА
НА РЕГИОНИТЕ
План за действие за конкурентоспособна и устойчива стоманодобивна промишленост в Европа
ЕВРОПЕЙСКА КОМИСИЯ
Страсбург, 11.6.2013 г. COM(2013) 407 final
СЪОБЩЕНИЕ НА КОМИСИЯТА ДО ПАРЛАМЕНТА, СЪВЕТА, ЕВРОПЕЙСКИЯ ИКОНОМИЧЕСКИ И СОЦИАЛЕН КОМИТЕТ И КОМИТЕТА
НА РЕГИОНИТЕ
План за действие за конкурентоспособна и устойчива стоманодобивна промишленост в Европа

12/2
013
38 НОВИНИ ОТ БРЮКСЕЛ
1. Стоманодобивната промишленост в ЕвропаНаличието на силен и конкурентоспособен стома-нодобивен сектор е важно за промишлената база на Европа. ЕС е вторият по големина производител на стомана в света с производство на над 177 млн. тона сто-мана годишно, което представлява 11 % от световното производство. Стоманата също така съставлява част от редица промишлени вериги за създаване на стойност и е тясно свързана с много отрасли надолу по веригата като автомобилостроене, строителство, електроника, машиностроене и електротехника. Тя има значително трансгранично измерение: 500 производствени обекта са разпръснати в 23 държави – членки на ЕС, което я пре-връща в една наистина европейска промишленост. Днес европейският стоманодобивен сектор се намира в много тежко положение. Продължаващата икономиче-ска криза доведе до значителен спад в производствената дейност и свързаното с нея търсене на стомана, което продължава да бъде с 27 % под равнищата преди криза-та1. В резултат на това няколко производствени обекта бяха затворени или намалиха своето производство, което съответно доведе до загуба на работни места, като през последните години бяха закрити до 40 000 работни места. Поради това натискът за преструктуриране и намаляване на производствения капацитет ще про-дължи да бъде едно от основните предизвикателства пред тази промишленост в близко бъдеще.До голяма степен свръхкапацитетът не е само европей-ски проблем. Очаква се капацитетът за производство на стомана да продължи да нараства през следващите две години2, като по оценки на ОИСР в световен мащаб ще нарасне с 118 млн. тона, достигайки 2171 млн. тона до 2014 г. Европейската стоманодобивна промишленост е под влиянието едновременно на ниското търсене и на свръхкапацитета на световния пазар на стомана, като същевременно е изправен пред високи цени на енергията и необходимостта от инвестиции, за да се приспособи към екологичната икономика и да произ-вежда иновационни продукти.Комисията счита, че е от първостепенно значение Ев-ропа да запази позицията си на важен регион за производство на стомана от икономически, социални и екологични съображения, както и с оглед сигурнос-тта на доставките. След приемането на съобщението на Комисията от 2012 г. относно промишлената политика�, с което се цели да се възроди значението на промиш-леността в Европа, като се повиши делът ѝ от БВП от сегашните около 15,2 % до 20 % , Европейският съвет на своята среща през март 2013 г. заключи, че той ще предприеме последващи действия във връзка с работата на Комисията по определени промишлени отрасли. Това съобщение представлява реакцията на Комисията в отго-вор на кризата в стоманодобивния сектор и то определя насочени действия, които имат за цел да гарантират, че работната среда допринася за развитието на конкурен-
1 Eurofer Economic and Steel Market Outlook („Eurofer: Икономически перспективи за пазара на стомана“), 2012 г.2 Съгласно съобщения от дружествата.
тоспособна и устойчива стоманодобивна промишле-ност, която е в състояние да се справи със структурните проблеми, пред които е изправена, да се конкурира на световно равнище и да разработва стоманени продукти от следващо поколение, които са от важно значение за други ключови европейски промишлени отрасли. 2. Световният пазар на стомана и технологичното развитие2.1. Основни тенденции на световния пазарОт 2000 г. насам световният пазар на стомана нараства вследствие на индустриализацията на държавите с бързо развиваща се икономика.Вследствие на стремежа към индустриализация Азия се превърна в регионът с най-голямо производство и търсене на стомана в света. Понастоящем Китай заема водеща позиция в световното производство на сто-мана: през 2000 г. неговият дял представляваше 39 % от производството на необработена стомана в Азия; през 2012 г. той достигна 71 %. Това нарастване на производ-ството доведе до свръхкапацитет в Китай и от нетен вносител страната се превърна в най-големия износи-тел на стомана в света. Понастоящем китайската сто-манодобивна промишленост съставлява почти 50 %� от световното производство на стомана. В САЩ рязкото нарастване на производството на шис-тов газ подобри конкурентната позиция на промиш-леността на САЩ по отношение на разходите за енер-гия и е една от основните причини за привличане на нови инвестиции в стоманодобивния сектор. Това може да е признак за промяна в този отрасъл и много скоро САЩ може да се превърнат в нетен износител на стома-на3, с което свръхпредлагането на световните пазари ще се увеличи още повече.Освен това някои съседни държави (Русия, Украйна и Турция) значително повишиха своя капацитет за произ-водство на стомана и подобриха възможностите си за доставки на пазара на стомана на ЕС. Повишаването на производствения капацитет в много държави обаче не е съпътствано от отваряне на пазарите. Всъщност през последните години се наблюдава нарастваща тен-денция за защита на националните производители на стомана като Бразилия и Индия�. Такива мерки спъват развитието на световен пазар на стомана, основан на условия на равнопоставеност.В контекста на тези предизвикателства стоманодобив-ната промишленост на ЕС успя да запази обема на своя износ. От 2010 г. насам обемът на износа на ЕС нараства и за последните четири години в ЕС е налице търговски излишък. Търговският излишък в стоманодобивния сек-тор за 2012 г. беше 16,2 млн. тона (или 20 млрд. EUR)�.Справедливият достъп до първични и вторични су-ровини, както и до възможности за техния превоз по море, при конкурентни пазарни условия е от същест-вено значение за устойчивото развитие на стомано-добивната промишленост.2.2. Основни движещи сили и предизвикател-ства пред технологичното развитиеНай-вероятно стоманата ще продължи да бъде пред-
3 COM (2012) 582 final.

39НОВИНИ ОТ БРЮКСЕЛ
почитана като основен материал в строителството и производството. Съществуват обаче редица тенденции в технологиите за производство и употребата на стома-на, които биха могли да окажат въздействие върху тър-сенето на стомана. Основните движещи сили за такива тенденции могат да бъдат основаните на сътрудничество иновации в проектирането и процесите. Това е област, в която Европа може да играе водеща роля.По отношение на търсенето изграждането на електро-централи, включително вятърни паркове, разположени в морето и на сушата, преносът на енергия, жилищното строителство и транспортният сектор ще продължат да предоставят възможности за иновационни стоманени продукти.Увеличаването на добавената стойност на стома-нените продукти, включително тръби, е начин про-изводителите на стомана да се разграничат от своите конкуренти и да повишат конкурентоспособността си. Съгласно неотдавнашно проучване на ОИСР� стоманени-те продукти с висока добавена стойност все още пред-ставляват ограничен дял от търсенето на стомана, като конкуренцията в този сегмент е много силна. Освен това такова производство на стомана изисква използване на скъпоструващи процеси за валцуване на стомана и големи инвестиции в научноизследователска и развойна дейност (НИРД). По отношение на производството, където иновациите продължават да бъдат от ключово значение за разра-ботването на нови продукти и пазари и за повишава-нето на ефективността, достъпът до суровини и енер-гия и техните цени, inter alia, ще определят бъдещите тенденции. От гледна точка на зависимата от внос Ев-ропа тенденциите в тези цени изглеждат възходящи. По отношение на суровините, необходими за производ-ство на стомана, замяната на необработена желязна руда с рециклиран скрап (повишаване на дела на електродъ-говите пещи) и замяната на коксуващи се въглища с газ (използване на пряка редукция на желязо) биха могли да бъдат водещи технологични тенденции в бъдещето.Политиките в областта на климата и ефективността на ресурсите ще бъдат друга важна движеща сила за технологични промени В краткосрочен аспект пови-шеното използване на рециклиран скрап и разпростра-нението на най-добрите налични техники (НДНТ) биха могли да представляват важен принос за постигане на целите на политиката в областта на климата и да увели-чат устойчивото използване на ограничените ресурси. Според неотдавнашно проучване на Комисията� въвеж-дането на НДНТ през периода до 2022 г. ще доведе само до леко намаляване на съвкупното общо пряко енер-гопотребление и на емисиите на СО2, ако се приеме, че се прилагат строги условия за инвестиране (кратки сро-кове на възвръщаемост). Според последващо проучване4 обаче при по-дълги периоди на възвръщаемост би могло да има по-голям потенциал за намаляване до 2030 г. Освен това ще са необходими изследвания и успешни
4 Статистически данни за 2012 г. от Световната стоманодобивна асоциация, http://www.worldsteel.org/statistics/statistics-archive/2012-steel-production.html.
демонстрации, за да се подобри още повече ценовата конкурентоспособност на такива НДНТ. В краткосрочен и средносрочен план се очакват само ограничени подобрения по отношение на енергийната ефективност. Използваните понастоящем технологии вече са претърпели значителни подобрения5 и инстала-циите, които използват най-добрите налични техно-логии, вече работят почти на своите термодинамични граници. Това означава, че все още има области, в които могат да се постигнат подобрения, за да стане промиш-леността по-устойчива по отношение на енергийните разходи. Намалявайки разходите за производствени ресурси, подобрената енергийната ефективност може да изисква по-големи първоначални инвестиции и затова при прилагането на политиките следва да се отчита въздействието върху конкурентоспособност-та. Поради това Комисията ще контролира секторите, за които се смята, че са изложени на значителна опасност от изместване на въглеродни емисии, за да се гаранти-ра, че Директивата за енергийна ефективност допринася за устойчивото развитие на тези сектори6. От изключително значение е успешното демонстри-ране на революционни технологии за намаляване на емисиите на СО2, включително улавянето и съхра-няването на промишлени въглеродни емисии. Преди да се премине към етапа на изпълнение, трябва да бъдат преодолени предизвикателства, сред които високите разходи, повишаване на обществената осведоменост и възприемането на технологията, както е разяснено в Съобщението на Комисията относно бъдещето на улавянето и съхраняването на СО2 в Европа7.3. Посрещане на предизвикателствата – план за действие в стоманодобивната промишленостС цел определяне и оценка на предизвикателствата пред стоманодобивната промишленост през юли 2012 г. беше организирана кръгла маса на високо равнище от заместник-председателя и комисар по въпросите на про-мишлеността и предприемачеството в сътрудничество с комисаря по заетостта и социалните въпроси8. Кръглата маса на високо равнище послужи за платформа за ди-алог между Комисията, изпълнителните директори от промишлеността и професионалните съюзи. На тези сре-
5 OECD DSTI/SU/SC(2012) 21 The future of steel: how will the industry evolve? („Бъдещето на стоманата: как ще се развива промишлеността?“) (декември 2012 г.).6 DECISÃO CMC № 39/11, Бразилия увеличи тарифите за внос за 100 продукта, включително няколко стоманени продукта, но не и листовата стомана с добавена стойност. Митата бяха увеличени от 12 % на 25 % и са валидни за 12 месеца с възможност за удължаване с една година.7 Тези данни са въз основа на продуктите, обхванати от предишната система за наблюдение до декември 2012 г.8 OECD DSTI/SU/SC(2012) 12 The future of the steel industry: selected trends and policy issues (December 2012) („Бъдещето на стоманодобивната промишленост: избрани тенденции и политически въпроси“) (декември 2012 г.).
12/2
013
40 НОВИНИ ОТ БРЮКСЕЛ
щи присъстваха също представители на държавите член-ки, които са основните производители на стомана, както и на Европейския парламент. Понастоящем Комисията предлага основните предизвикателства пред конкурен-тоспособността на стоманодобивната промишленост на ЕС да бъдат преодолени по следния начин:3.1. Адекватна регулаторна рамкаЕвропейското законодателство е от голямо значение за устойчивото развитие и правилното функциониране на вътрешния пазар, за необходимите на инвестито-рите сигурност и предсказуемост и за осигуряването на равнопоставеност. В съответствие с Програмата на Комисията за разумно регулиране� законодателството на ЕС трябва да бъде ефективно и ефикасно при постигане на своите цели. Комисията е решена да идентифицира прекомерните тежести, несъответствията, пропуските или неефек-тивните мерки. Освен това кумулативните ефекти на различните по-литики и законодателство може да окажат въздействие върху капацитета на предприятията за иновации и взе-мане на решения за инвестиции. В средносрочен план това може да подобри конкурентоспособността. Ако обаче конкурентите на световния пазар се възползват от по-благоприятни рамкови условия, тези кумулативни ефекти могат също така да доведат до намаляване на ин-вестициите и загуби на пазарни дялове, водещи до затва-ряне или преместване на производствени съоръжения. В този контекст Комисията извършва оценка на кумула-тивните разходи в определени отрасли, сред които стоманодобивната или алуминиевата промишленост. Като използва целия набор от инструменти, с които разполага, Комисията също така активизира анализа си на въздействието върху конкурентоспособността от предложенията за нови политики, използвайки „изпитване на конкурентоспособността“9 в контекста на предварителните оценки на въздействието. В допълнение Комисията извършва „проверки за целе-съобразност“ като подробни оценки на политиките, за да оцени дали регулаторната рамка за дадена област на политика е подходяща за целта. Тези констатации ще послужат като данни за изготвяне на заключения за бъ-дещите политически и регулаторни рамки. Регулаторната рамка следва да бъде изготвена по ин-телигентен и амбициозен начин, за да може да бъде основна движеща сила за иновации, и по-специално при използването на динамични и пазарно ориентирани подходи. По-строгите екологични цели, използването на хармонизирани правила, стандарти и обществени поръчки могат също да дадат силен тласък на иноваци-ите10.
9 Prospective scenarios on energy efficiency and CO2 emissions in the Iron & Steel industry (2012) – JRC („Вероятни сценарии за енергийната ефективност и емисиите на СО2 в черната металургия“, 2012 г. – Съвместен изследователски център).10 The potential for improvements in energy efficiency and CO2 emissions in the EU27 iron and steel industry under different payback periods, Journal of Cleaner Production
Европейските стандарти също биха могли да насърчат устойчивото производство на стоманени продукти за строителството. Стоманодобивната промишленост вече разработва знака за стоманените продукти за строител-ството – SustSteel. Със SustSteel се цели насърчаване на устойчивостта като цяло и по-специално на производ-ството на стоманени продукти за строителството. Ако бъде прилаган по разумен и надежден начин, знакът ще има потенциал да увеличи пазарния дял на европейските устойчиви стоманени продукти за строителството. Това следва да бъде взето под внимание от държавите членки и може да изисква конкретни дейности по стандартиза-ция.В държавите членки също има проблеми, свързани с правната уредба. В някои държави избягването на данъка върху добавената стойност на вътрешния па-зар на стомана оказва неблагоприятно въздействие върху условията на работа на производителите на стомана. Вследствие на това те страдат от нелоялна конкуренция от страна на „черния“ пазар. В много случаи това принуждава предприятията да ограни-чават производството или да прекратяват работата на заводи. В други държави членки поради избягва-нето на този данък производството и продажбата на прътове арматурно желязо спадна с 15 % през 2012 г. и вече с 30 % през тази година11.
Комисията ще:
– приключи оценката на кумулативните разходи за стоманодобивния сектор през 2013 г. с цел оценяване на цялостната регулаторна тежест;
– продължи да оценява в своите оценки на въз-действието въздействията на новите инициативи, за кои-то може да се очаква, че ще окажат съществено влияние върху конкурентоспособността на стоманодобивната промишленост, включително като използва изпитване на конкурентоспособността, когато е целесъобразно;
– проучи потенциала на SustSteel за увеличава-не на пазарния дял на европейските устойчиви стома-нени продукти за строителството. Това може да изисква конкретни дейности по стандартизация;
– проучи заедно с държавите членки възможни-те инициативи срещу незаконния пазар на стоманени продукти в ЕС, включително избягването на ДДС.
Комисията приканва държавите членки да:
– да подобрят устойчивостта на стоманените продукти за строителството, като използват възмож-ността за въвеждане на знака SustSteel.
(2013), („Потенциал за подобрения на енергийната ефективност и за намаляване на емисиите на СО2 в черната металургия в ЕС-27 при различни периоди на възвръщаемост“), 2013 г. http://dx.doi.org/10.1016/j.jclepro.2013.02.028.11 В сравнение с 1980 г. през 2008 г. използването на суровини за производство на необработена стомана спадна от 2336 на 2015 kg/tonne (-13,7 %).

41НОВИНИ ОТ БРЮКСЕЛ
3.2. Увеличаване на търсенето на стомана В световната стоманодобивна промишленост понас-тоящем е налице свръхкапацитет от приблизително 542 млн. тона. От това количество почти 200 млн. тона се падат на Китай�. Свръхкапацитетът в ЕС понастоящем се оценява на приблизително 80 млн. тона, като общият производствен капацитет на ЕС е 217 млн. тона. Ако капа-цитетът за производство на стомана се запази постоянен след 2014 г., при сегашните темпове на нарастване на търсенето ще са необходими от пет до седем години, за да може търсенето да достигне равнището на капаците-та.В ЕС търсенето на стомана зависи от икономическото и финансовото състояние на няколко ключови отра-съла, които използват стомана – например общият дял на строителния и на автомобилния отрасъл в търсене-то на стомана е приблизително 40 %. Машиностроенето, електротехниката и електрониката са важни движещи сили за просперитета на стоманодобивната промишле-ност. Финансовата криза обаче оказа значително отрица-телно въздействие върху всички тези отрасли. С оглед на възстановяването им е важно да се осъществят текущите инициативи на ЕС за подпомагане на строителния и ав-томобилния отрасъл с цел повишаване на тяхната устой-чивост, ресурсна и енергийна ефективност. Наличието на повече мерки, насочени към растежа, ще стимулира потреблението на стомана.
Комисията ще:
– продължи да насърчава ключовите отрасли, използващи стомана, по-специално чрез инициативата на Комисията „CARS 2020“2, чрез която, inter alia, се сти-мулира търсенето на превозни средства, използващи алтернативни горива�, и чрез инициативата на Комисията „Устойчиво строителство“ за повишаване на енергий-ната ефективност и за насърчаване на обновяването на жилищния фонд.
3.3. Условия на равнопоставеност на междуна-родно равнищеЕС е отворен пазар. Твърде често държавите извън ЕС, които произвеждат стомана, използват търговски ограничения или средства за нарушаване на търго-вията, с което предоставят на собствената си стомано-добивна промишленост изкуствени предимства. Тези ограничителни мерки включват тарифни бариери, нетарифни мерки (свързани предимно с технически разпоредби и процедури за оценка на съответстви-ето), стимули за износ и субсидии, както и различни видове ограничения на суровините за производство на стомана. В отговор на пречките пред търговията и нелоялните практики ЕС решително прилага стратегията си за достъп до пазари, за да наложи поемането на меж-дународни ангажименти и да осигури условия на равнопоставеност за стопанските субекти от стома-нодобивния сектор в ЕС.
С помощта на ефикасна мрежа и подходящи инстру-менти за мониторинг ЕС идентифицира основните пречки пред търговията на пазарите в трети държави, за да може да приложи по отношение на тях адекват-ни правни инструменти. Сред примерите за такива практики, посочени в базата данни на ЕС за достъп до пазари, е налагането на ограничения върху из-носа и износни мита върху суровините в Индия, Китай, Руската федерация и Египет, наред с други, което води до неоправдано покачване на разходи-те за производство на стомана в ЕС. Съществуват и други видове пречки пред търговията с европейски продукти в ЕС, състоящи се в налагането на тежки изи-сквания и процедури по лицензиране, които в крайна сметка възпрепятстват износа на стомана от ЕС. Такава практика беше установена в частност на пазарите в Индия и Индонезия. За да защитят националната си промишленост от конкуренцията на ЕС, някои държа-ви налагат също така ограниченията по отношение на чуждите инвестициите (такъв е случаят с Китай) или възлагат обществени поръчки на националните стома-нодобивни отрасли (САЩ). За да се справи с тези предизвикателства, ЕС търси споразумение с партньорите си посредством внима-телно подбрани мерки в рамките на стратегията за достъп до пазари. Прилаганите от Индия изисква-ния за задължително сертифициране на опреде-лени стоманени продукти например бяха отменени след постъпки пред индийските органи от страна на ЕС, като същевременно срещу Китай беше започната процедура за уреждане на спор във връзка с основни суровини (кокс), за да се осигури безпрепятственото снабдяване на европейския стоманодобивен отрасъл с тази суровина. Междувременно държавите от ЕС ра-ботят за премахването на останалите пречки посред-ством добре разработена мрежа от консултативни фо-руми, известни като контактни групи по въпросите на стоманата, включващи Руската федерация, Ки-тай, Съединените щати, Япония, Индия и Бразилия. В допълнение към въпросите, които могат да бъдат обсъдени в рамките на дискусиите за сключване на споразумения за свободна търговия или подлежат на разрешаване посредством дейностите на работните групи на СТО, контактните групи позволяват полезен обмен с цел идентифициране и премахване на преч-ките, с които европейската промишленост все още се сблъсква на тези разширяващи се пазари. Друго съществено предизвикателство пред стома-нодобивната промишленост, особено в контекста на свръхкапацитета в производството на стомана в свето-вен мащаб, е възможното използване на нелоялни търговски практики от страна на трети държави, при които излишъкът от производството се изнася чрез агресивно търговско поведение. За да се спра-ви с тези предизвикателства, Комисията прилага свои-те инструменти за търговска защита През 2012 г. Европейската комисия започна 11 нови разследва-ния във връзка с продукти от желязо и стомана, след като получи жалби от промишлеността за прилагани нелоялни търговски практики. Това представлява
12/2
013
42 НОВИНИ ОТ БРЮКСЕЛ
нетно увеличение в сравнение с предходната година и свидетелства както за важността на проблема, така и за решителността на Комисията да се противопоставя на тези практики. При този процес Комисията ще запа-зи бдителността си по отношение на използването от страна на други партньори на инструменти за търгов-ска защита, които да послужат за необосновано огра-ничаване на обема и пазарния дял на износа на ЕС с цел да бъдат защитени националните производители. В тази връзка Комисията поддържа редовни контакти с органите в третите държави, за да гарантира съблю-даването на правилата на СТО относно защитните и из-равнителните мерки и антидъмпинговите процедури. Като цяло ограничителните мерки, имащи отраже-ние върху конкурентоспособността на производи-телите на стомана в ЕС, изискват ЕС да продължи да прилага решително своята стратегия за достъп до пазари, за да гарантира лоялна международна конкуренция и условия на равнопоставеност за ев-ропейската промишленост.Достъп до суровиниПодобно на много други производствени отрасли производството на стомана зависи от ресурси, които в Европа са в ограничени количества. Доменните пещи се нуждаят от желязна руда и коксуващи се въ-глища с добро качество. Цените на желязната руда през последните години се повишиха значително� поради голямото търсене от държавите с бързо раз-виващи се икономики. По-слабото търсене на въглища в САЩ в резултат на рязкото увеличаване на добива на шистов газ доведе до намаляване на цените на въглищата в ЕС, което от своя страна допринесе за по-ниските цени на коксуващите се въглища и за увелича-ване на потреблението на въглища в ЕС. Стоманата може да бъде рециклирана многократно, без да загуби основните си свойства като якост, плас-тичност и деформируемост. Рециклирането на несъ-държащ примеси стоманен скрап може да компенсира използването на повече от 1200 kg желязна руда, 7 kg въглища и 51 kg варовик за един килограм използван стоманен скрап�. Производството на стомана от сто-манен скрап вместо от желязна руда намалява раз-ходите за енергия с около 75 % и спестява прибли-зително 90 % от суровините�. Предвид предизвика-телствата пред достъпа на Европа до евтини енергия и суровини е напълно икономически обосновано да бъде увеличено максимално количеството на стомана-та, произведена от скрап. Екологичните съображения също имат значителна тежест, тъй като производство-то на стомана от скрап води до значително намалява-не на замърсяването на въздуха (около 86 %), използ-ването на вода (40 %), замърсяването на водите (76 %) и на минните отпадъци (97 %)�. При производството на един тон стомана от скрап се отделят 231 тона по-мал-ко емисии на CO2 в сравнение с желязната руда. За нарастването на количеството на рециклирания скрап в Европа ще е необходимо на първо място по-добре функциониращи пазари за вторични метали. Това ще зависи от разходите за извличане на металите от изоставени съоръжения, извадени от употреба
продукти и други отпадъчни потоци и тяхната връзка с цените на първичните метали�. За да се улесни пов-торната употреба и рециклирането, при оптимизира-ния от екологична гледна точка дизайн на продуктите следва да бъде предвидено лесно разкомплектоване и отделяне на всички стоманени компоненти. Опти-мизирането на рециклирането ще позволи по-големи количества стомана да останат в оборот�. В Директи-вата относно екодизайна� се допуска възможността за определяне на изисквания относно възможността за рециклиране и разкомплектоване на продуктите по рентабилен начин, което може да допринесе за оси-гуряването на по-добър достъп до висококачествен метален скрап. Търсенето на рециклирана стомана вече нарасна вследствие на повишеното доверие в качеството на тази стомана, осигурено от въвеждането на критерии за това кога даден отпадък престава да бъде отпадък�. Необходими се още усилия за борба с незаконния из-нос на скрап, който води до загуба на ценни суровини за европейската икономика. Комисията ще представи предложения за справяне с незаконния износ чрез укрепване на капацитета на държавите членки за извършване на инспекции съгласно Регламента от-носно превозите на отпадъци�. Необходима е и още работа във връзка с мониторинга на движението на скрап.При обмислянето на производствени методи също така следва да се обърне внимание на ефективността на ресурсите и въздействието върху климата. Прибли-зително 40 % от производството на стомана в ЕС се извършва в електродъгови пещи, които дават възмож-ност да производство на стомана от 100 % рециклиран скрап като изходна суровина. Въпреки че този вид производство е енергоемко, то е ефективно по отно-шение на ресурсите поради използването на скрап като основна суровина. Този вид производство следва да се насърчава, тъй като то също така води до по-ни-ски въглеродни емисии в сравнение с производството на стомана от желязна руда като основна суровина. За тази цел обаче е необходимо наличие на скрап с добро качество, получен при допустими условия от екологична гледна точка. В стратегията на Коми-сията по отношение на суровините12 е определена подходящата рамка за постигане на тази цел. С цел осигуряване на подходящ мониторинг Ко-мисията е изготвила списък с 14 стратегически суровини, които са едновременно икономически значими и са изложени на по-висок риск от прекъс-ване на снабдяването поради, inter alia, географския произход на суровината. Рискът по отношение на снабдяването също така се повишава и от слабата за-меняемост и ниските нива на рециклиране на самата суровина. Списъкът, който съдържа няколко суровини, необходими за производството на стоманени сплави, ще бъде преразгледан през 2013 г. и ще се обмисли
12 Цените на желязната руда се увеличиха от 25 USD за сух метричен тон през 2001 г. на 250 USD през 2011 г.
43НОВИНИ ОТ БРЮКСЕЛ
включването в него на коксуващи се въглища. ТърговияТърговията е от особено значение за стоманата. С оглед на незаменимата роля на търговията като дви-гател на икономическия растеж на световния пазар на стомана, Комисията горещо подкрепя либерализаци-ята на международната търговия под егидата на Световната търговска организация. На двустранно равнище договарянето на търгов-ски споразумения, по-специално на споразумения за свободна търговия, е друг ключов инструмент за постигане на равнопоставеност за предприятията от ЕС по отношение на достъпа до пазари и до суровини при условията на лоялна конкуренция. За да се оцени цялостното въздействие, което тези споразумения оказват върху предприятията в ЕС и икономиката на Съюза, след приключване на преговорите всяко търговско споразумение подлежи на анализ на после-диците за ЕС от предложената сделка в допълнение към предварителната оценка на въздействието, пред-приета преди приемането на указанията за водене на преговори, и оценката на въздействието върху устойчивостта, осъществена по време на търговските преговори. За отрасъла е важна статистическата информация, която позволява бърз анализ на все по-нестабилните тенденциите при вноса на стомана и предприемане на необходимите инициативи въз основа на богата фак-тологична база. Ако излишните производствени мощности продъл-жат да се увеличават в световен план, по-вероятният сценарий ще бъде увеличаване на вноса, като се насърчава прибягването до субсидии и дъмпинг с цел използване на излишните мощности в световен мащаб. До края на 2012 г. навременна информация относно бъдещия внос на стомана осигуряваше осно-вана на лицензи автоматична система (предварителен надзор)13. След изтичане на срока на основаната на ли-цензи автоматична система ЕС ще запази своята бди-телност и ще продължи да осъществява внимателен мониторинг на вноса от трети държави чрез специа-лизираната система „Surveillance 214“. Няколко търгов-ски партньори на ЕС също осъществяват мониторинг на вноса на стомана, някои от тях, като например САЩ, чрез система, подобна на автоматичното лицензиране. Също така е важно да се гарантира, че регулираните пазари за търговия със стокови деривати са спра-ведливи и прозрачни, като същевременно се прилагат специфични условия за подпомагане на ликвидността, предотвратяване на пазарните злоупотреби и предо-твратяване на натрупването на позиции, водещи до нарушаване на пазара. Въздействие върху производи-телите на стомана могат да окажат различни правни актове15, свързани с търговията със стокови деривати и финансови инструменти.
13 Световна стоманодобивна асоциация, 2010 г.14 Агенция за опазване на околната среда на САЩ15 Агенция за опазване на околната среда на САЩ
Комисията:В краткосрочен план ще– използва в рамките на своята широко-обхватна търговска стратегия различните инструменти и механизми на своята търговска политика (например търгов-ските преговори или инструментите за търговска защита), за да гарантира на европейските производители на стомана достъп до пазарите на трети държави. В този контекст ще– предприеме действия за борба с нелоялни-те търговски практики в стоманодобивния сектор, – продължи да предоставя навременни до-клади за развитието на вноса на стомана от държави извън ЕС, – продължи да извършва предварителни оценки на въздействието на предвидените споразумения за свободна търговия преди приемането на указанията за водене на преговори, както и анализ на последиците за ЕС от сключените споразумения за свободна търговия преди подписването им,– осъществява мониторинг на пазарите на скрап. Предвид намаленото количество на CO2 при производството на скрап в Европа могат да се предвидят недискриминационни мерки, обосновани от екологични съображения, ако това е необходимо за справяне с изместването на въглеродни емисии към държави извън ЕС, при условие че те не водят пряко или косвено до ограничения върху износа,– представи законодателно предложение относно инспекциите и контрола на превозите на отпадъци,– обмисли включването на коксуващите се въглища в списъка на стратегическите суровини в допълнение към други ключови елементи за производството на стомана,– работи заедно с основните държави произво-дители на стомана извън ЕС с цел придобиване на общ поглед върху отрасъла и тенденциите в него и разработване на общи подходи към предизвикателствата, пред които той е изправен в световен план.В дългосрочен план ще– следва своята програма за либерализация на търговията в хода на преговорите по споразумения за сво-бодна търговия с оглед премахване или значително огранича-ване на тарифите и нетарифните бариери на пазарите на трети държави, гарантиране на устойчивия достъп до суровини за промишлеността на ЕС, както и засилено насърчаване на меж-дународните стандарти за стоманени продукти,– продължи да работи със Съвета и Европей-ския парламент в контекста на инициативата за осъвременя-ване на инструментите за търговска защита (ИТЗ) за бързото актуализиране на основните антидъмпингови и антисубсидийни регламенти. Тези промени ще създадат възможност, inter alia, за налагането на по-високи мита (отклонение от правилото за „по-ниското мито“) върху вноса от държави, които използват неспра-ведливи субсидии и създават критично нарушаване на техните пазари на суровини; както и за по-ефективни инструменти за ex officio разследване, когато са налице заплахи за ответни мерки срещу засегнатия промишлен отрасъл на ЕС.
3.4 Политики в областта на енергетиката, климата, ресурсната и енергийната ефективност за повишаване на конкурентоспособносттаДостъпни цени на енергията и енергийните доставкиПодобно на други енергоемки промишлени отрасли (ЕПО), разходите за енергия са един от основните фактори за кон-курентоспособност на европейския стоманодобивен сектор. Според изчисленията на стоманодобивната промишленост разходите за енергия формират до 40 % от всички раз-ходи за дейността в зависимост от сегмента на веригата за създаване на стойност16. Европейската промишленост е
16 Ecorys Study on European Energy-Intensive Industries – The Usefulness of Estimating Sectoral Price Elasticities („Изследване на Ecorys на европейските енергоемки отрасли — Ползата от оценяването на

12/2
013
44 НОВИНИ ОТ БРЮКСЕЛ
изправена пред по-високи цени на енергията в сравнение с повечето � международни конкуренти, тенденция, която се засилва от динамиката на развитието на цените през послед-ните години. Електроенергията и коксуващите се въглища са най-важни-те източници на енергия за стоманодобивната промишленост и по отношение и на двата тя е подложена на натиск. Незави-симо от скорошния спад цената на коксуващите се въглища значително се повиши през последните години17. Сред-ните цени на електроенергията за крайни потребители от промишлеността на ЕС са двойно по-високи от цените в САЩ18 и значително по-високи от тези в повечето останали държави от ОИСР (с изключение на Япония) и много големи развиващи се икономики. Между 2005 и 2012 г. европейската промишленост понесе среден ръст на цените на електроенер-гията от 38 % в реално изражение, докато съответната цифра за САЩ беше минус 4 % и плюс 16 % за Япония19. Тъй като тези разлики се трансформират във въздействия върху структурата на разходите на предприятията от стоманодобивния сектор в различните региони и имат пряко отражение върху светов-ната конкуренция и конкурентоспособност, конкурентните цени на енергията в международен план и сигурните енергийни доставки са жизненоважни за бъдещето на сто-манодобивния сектор в Европа, не на последно място поради тяхното значение за определянето на решенията за местопо-ложение и инвестиции за стоманодобивната промишленост. Анализът в основата на Енергийна пътна карта на Комисията за периода до 2050 г.� предполага, че цените на електроенерги-ята вероятно ще се повишават през периода до 2030 г., а от този момент нататък леко ще се понижават до голяма степен вследствие на разходите за инвестиции в инфраструктура. Поради това е особено важно при определянето на бъдещите политики, свързани с енергията, да се разгледа потенциалното въздействие върху цените и разходите и да се определят на-чините, по които могат да бъдат намалени или компенсирани неблагоприятните въздействия върху конкурентоспособност-та на енергоемките отрасли.Промените в цените на електроенергията за крайни потреби-тели и разликите между държавите (включително в рамките на ЕС) се дължат на сложното взаимодействие на различни фактори, включително разходите за горива, политиката на данъчно облагане, структурата на пазара, променените под-ходи за регулиране на цените, разликите в климата и полити-ките относно възобновяемите източници и променящата се структура на производството на енергия. Делът на възобно-вяемите източници в енергийния микс оказва въздействие върху цената на електроенергията. Въпреки че високият дял на енергията от възобновяеми източници с ниски пределни разходи може да окаже натиск за намаляване на цените на едро, въздействието върху цените за крайни потребители от
секторната гъвкавост на цените“).17 Цените на коксуващите се въглища нараснаха от 170 USD на тон през 2009 г. до 290 USD през 2011 г.18 Международна агенция по енергетика (МАЕ), Тримесечна статистика, второ тримесечие на 2012 г.19 МАЕ: индекс за 2005 г. = 100, Energy prices and taxes („Цени и такси за електроенергия“), Тримесечна статистика, четвърто тримесечие на 2012 г. Европейски данни, които се отнасят само за членовете на ОИСР.
нарастването на дела на възобновяемата енергия може да бъде отрицателно в краткосрочен до средносрочен план чрез добавянето от държавите членки на налози върху възобновя-емите енергийни източници. Поради това е важно разходите за възобновяема енергия да бъдат понижени и национал-ните схеми за подпомагане да бъдат рентабилни. Делът на определяните от държавите членки данъци, такси и налози представлява значителна, а в много случаи и нарастваща част от цените за крайни потребители. Понастоящем стоманодо-бивната промишленост и други енергоемки промишлени от-расли в някои държави членки се ползват от облекчения или освобождаване от такива данъци и такси.Друго предизвикателство е повишаването на цените на електроенергията във връзка със схемите за търговия с емисии (СТЕ). Тези разходи обаче могат да бъдат намалени посредством Насоките за държавна помощ на ЕС20, в които се предвижда възможност за компенсиране на такива разходи при определени обстоятелства с оглед предотвратяване на изместването на въглеродни емисии. Постепенното изграждане на вътрешния енергиен пазар спомага за ограничаване на цените на електроенергията на едро и ще стимулира конкуренцията, например посредством премахване на бариерите за навлизане на пазара и на регу-латорните пречки, но изграждането му зависи също така от увеличаването на капацитета на трансграничната и трансев-ропейската енергийна инфраструктура21. За да функционира вътрешният енергиен пазар, третият енергиен пакет22 трябва да бъде приложен в своята цялост от държавите членки. Други важни фактори за осигуряване на конкурентни цени на енергията и разходи за енергия в Европа включват постоянна подкрепа за научните изследвания и иновациите в облас-тта на енергийните технологии от предложената програма „Хоризонт 2020“ (особено когато могат да повишат енергий-ната ефективност, което може да изиграе важна роля за час-тичното компенсиране на разликата в цените на енергията)23 и непрестанни усилия за диверсифициране на източниците, маршрутите и държавите на доставка по отношение на снаб-дяването с газ. Развитието на местни енергийни ресурси по икономически ефективен начин — било то на възобновяеми източници на енергия, на въглища, в съчетание с улавяне и съхраняване на въглеродни емисии, или на традиционни и нетрадиционни изкопаеми горива — също може да има поло-жително въздействие върху цените на енергията в средносро-чен и дългосрочен план.Енергоемките промишлени отрасли са твърде капиталоемки, със среден инвестиционен цикъл от 20 до 30 години, поради което се нуждаят от предвидимост на разходите за енергия, за да се ограничат инвестиционните рискове. Правилата на ЕС в областта на конкуренцията допускат дългосрочни договори за доставка на електроенергия между достав-чици и потребители, които осигуряват такава сигурност на планирането. Само при определени конкретни условия такива договори могат да доведат до антиконкурентно препятстване
20 COM (2011) 885/2.21 2009/C 235/0422 COM (2011) 67623 Директиви 2009/72/ЕО и 2009/73/ЕО, Регламенти (ЕО) № 713/2009, 714/2009 и 715/2009.

45НОВИНИ ОТ БРЮКСЕЛ
в нарушение на Договора24. Антиконкурентно препятстване обичайно настъпва само във връзка с доставчици с господ-стващо положение или като ефект на натрупване, произтичащ от подобно поведение от страна на много доставчици. Въпре-ки че позволяват различна индивидуална продължителност и срокове на изтичане на договорите, последните решения на Комисията25 изискват значителни обеми да се връщат ежегод-но на пазара, така че да бъдат на разположение за договаряне от всеки доставчик. В случай че практиката на Комисията не дава достатъчна яснота относно оценката на такива договори по отношение на конкуренцията, Комисията е готова да издаде писмо с насоки по смисъла на Известието на Комисията�, при условие че се спазват определените в известието изисквания.Европейският съвет от 22 май 2013 г. призна, че трябва да се обърне внимание на въздействието на високите цени на енергията и разходите за енергия. В този контекст Комисията ще предприеме последващи действия във връзка със заключе-нията на Съвета26. Този прецизен мониторинг на разходите за енергия и тяхното въздействие върху промишлеността ще обхване различните компоненти на разходите за цените на енергията и тяхното развитие във времето, както и сравнение-то на цените в ЕС с тези в други региони, които са основни про-изводители на стомана, включително данни относно коректив-ни мерки като изключения и данъчни облекчения. По отношение на диференцираната фискална консолидация Европейската комисия препоръчва фискалните корекции да бъдат съобразени в по-голяма степен с растежа както по отношение на приходите, така и на разходите. Що се отнася до преминаването към екологични данъци, те могат да стимули-рат развитието на нови технологии, да насърчат ефективното използване на ресурсите и създаването на „зелени“ работни места, но трябва да се осъществява мониторинг по отношение на въздействието на високите цени на енергията върху до-макинствата и конкурентоспособността, включително в енер-гоемките отрасли, за да може бъдещите решения да се вземат въз основа на убедителни доказателства�.Разглеждане на въпроси, свързани с политиката в облас-тта на климатаСтоманодобивната промишленост е един от най-големите източници на емисии на CO2
�. Тя също така е отрасъл, който се счита за изложен на опасност от изместване на въглеродни-те емисии. Поради този риск на стоманодобивната промиш-леност по правило се разпределят безплатни квоти за емисии на 100 % от референтната стойност. Съгласно Насоките за дър-жавна помощ в контекста на схемата за търговия с емисии тя може да получава финансови компенсации от 1 януари 2013 г. до 31 декември 2020 г. в рамките на третата фаза на схемата за търговия с емисии.Както се признава в Зелената книга на Комисията относно рамката на политиките в областта на климата и енергетиката до 2030 г.�, тези политики трябва да се прилагат по рентабилен, предвидим и съгласуван начин. Прозрачността и стабилността на регулаторната рамка са необходими, за да се гарантира, че
24 COM (2011) 808 окончателен.25 Членове 101 и/или 102 от ДФЕС.26 Дело COMP 39.386 — Дългосрочни договори Франция (OВ C 133, 22. 5. 2010 г., стр. 5—6) и дело COMP/B-1/37.966 — Distrigaz (OВ C 9, 15. 1. 2008 г., стр. 8—8).
в Европа се осъществяват дългосрочни инвестиции, които са жизнено необходими за подновяване на промишлената база, особено за твърде капиталоемките отрасли с дългосрочни инвестиционни периоди (20—30 години). Ето защо политиката на ЕС в областта на климата за периода след 2020 г. ще разгле-да как най-добре да се вземат под внимание технологичните ограничения, бариери и възможности, отражението на съот-ветните разходи върху конкурентоспособността, както и анга-жиментите и равнището на амбициите на държавите извън ЕС.ЕС формира едва 11 % от световните емисии на парникови газове и делът му намалява, така че за справянето с измене-нието на климата са необходими ефективни действия на международно равнище. Приносът от всички големи иконо-мики и всички отрасли по сравним, справедлив, прозрачен и отговорен начин е от жизненоважно значение за постигането на целта. За да се гарантира прозрачността на бъдещото меж-дународно споразумение относно изменението на климата, са необходими подобрени ангажименти, както и ефективна сис-тема за мониторинг, докладване и проверка, а международно признатите стандарти са от решаващо значение за подобря-ване на конкурентоспособността на промишлеността на ЕС. Важно е да се определи как да се финансират целите по отно-шение на климата. В пътната карта на ЕС за икономика с ниска въглеродна интензивност се признава, че постигането на нови цели ще изисква допълнителни инвестиции27. След 2035 г. при-лагането на по-модерни промишлени процеси и оборудване ще бъде необходимо в широк мащаб, тъй като при настоящите технологии равнището на емисии на CO2 от най-ефективните стоманодобивни заводи в ЕС доближава физическите граници.Вариант за иновационно финансиране представлява използ-ването на някои от приходите, получени от провеждането на търгове за квоти за емисии по СТЕ, за подпомагане на финан-сирането на целите, свързани с климата, като по възможност бъде включено разработването на нови нисковъглеродни тех-нологии в съответните промишлени отрасли. От 2013 г. нататък над 40 % от общия брой квоти в рамките на ЕС ще се продават на търг, а впоследствие делът на търгуваните квоти ще нара-ства линейно, за да достигне 100 % до 2027 г. ЕС се ангажира да отговори на въпросите на конкурентос-пособността, свързани с неговите политики в областта на изменението на климата. Без условия на равнопоставеност в политиката в областта на изменението на климата конкуренти-те производители на стомана извън ЕС се радват на несправед-ливо конкурентно предимство, нарушаващо световния пазар на стомана и ограничаващо бъдещите инвестиции в ЕС, което може да доведе до изместване на въглеродни емисии. Осигуряване на съпоставимост в световен мащабНаучните изследвания на материалите и контролът върху су-ровинните ресурси стават все по-важни в условията на насто-ящата световна конкуренция за водещи промишлени позиции при нисковъглеродните технологии. Стоманата е материал, който има значителен потенциал да създаде възможности за преход към основана на знанието икономика с ниски въгле-родни емисии и ефективно използване на ресурсите�. Стома-
27 Известие на Комисията относно неофициални насоки, свързани с нови въпроси по отношение на членове 81 и 82 от Договора за създаване на Европейската общност, които възникват в отделни случаи (писма за насоки), ОВ C 101/78, 27. 4. 2004 г.

12/2
013
46 НОВИНИ ОТ БРЮКСЕЛ
ната следва да изиграе важна роля в разработването и въвеж-дането на пазара на по-ефективни, безопасни и надеждни тех-нологии с ниски въглеродни емисии и ефективно използване на ресурсите. В подкрепа на прилагането на политиката на ЕС в областта на климата и за улесняване на постигането на целите на Рамковата конвенция на ООН по изменение на климата, на Европейския комитет за стандартизация бе възложен мандат за разработване на европейски стандарт за оценка на еми-сиите на парникови газове (ПГ) в енергоемките промишлени отрасли. Установяването на количествено измерим принос за намаляване на вредните емисии на равнище заводи и про-мишлени отрасли изисква прозрачни методологии и пълно единомислие относно процедури за мониторинг, докладване и проверка, както и ключови показатели за ефективност. В край-на сметка стандартите ще позволят валидиране на методите за измерване и количествено определяне на емисиите на парни-кови газове, свързани с обработката, ще осигурят сравнимост на работата на заводите в световен мащаб и ще създадат въз-можност за оценяване на техния потенциал за подобрение.Стоманодобивният сектор като фактор за целите, свърза-ни с климата и ефективното използване на ресурситеСтоманата допринася за намаляване на СО2 и икономия на енергия при различни приложения като автомобилострое-нето, корабостроенето, строителния, машиностроителния отрасъл, стоките за бита, медицинските изделия и вятърните генератори. В неотдавнашно проучване28 икономиите на CO2 от иновационни приложения на стоманата — като по-ефективни електроцентрали, вятърни турбини или по-олекотени превоз-ни средства — се съпоставят с емисиите на CO2 от производ-ството на стомана. Проучването показва, че в Германия напри-мер възможностите за икономии, постигнати чрез използва-нето на стомана, надхвърлят емисиите от производството на стомана. Стоманата подлежи на пълно рециклиране без влошаване на качеството �. Страничните продукти от стомано-добива (например шлаки) се оползотворяват почти напълно. Ето защо по отношение на „Европа за ефективно използване на ресурсите“29 — водещата инициатива на стратегията „Евро-па 2020“, стоманодобивната промишленост е с добри позиции, за да се възползва от засилено внимание към подхода за жиз-нения цикъл, увеличаването на равнищата на рециклиране и по-доброто оползотворяване на странични продукти. Друг начин за справяне с предизвикателствата пред намалява-нето на емисиите на парникови газове е по-нататъшно укреп-ване на прилагането на допълнителни мерки за енергийна ефективност в стоманодобива. Много заводи генерират големи количества отпадна топлина и газ, които могат да бъдат използвани за производство на електроенергия или пара, за да се използват в самото съоръжение за електроенергия за собствено потребление или да се изнасят за съседни произ-водства или за комуналната електропреносна мрежа. Такива проекти водят до намаляване на емисиите, като заменят други източници на производство на енергия, обикновено от изкопа-еми горива.
28 EUCO 75/1/12 от 23 май 2013 г.29 Съобщение на Комисията, 2013 European Semester: Country specific recommendations – Moving Europe beyond the crisis, („Европейски семестър за 2013 г.: специфични за всяка държава препоръки — извеждане на Европа от кризата“) COM (2013) 350.
Комисията:В краткосрочен план ще създаде правна уредба, благоприятна за устойчив растеж:– през 2013 г. ще издаде насоки относно схемите за подпомагане на възобновяемата енергия, които се използват от държавите членки за постигане до 2020 г. на техните цели относно възобновяемите енергийни източници, – при поискване ще обмисли издаването на писмо с насоки относно оценката по отношение на кон-куренцията на дългосрочните договори за доставка на електроенергия в случай на нови или нерешени въпроси,– ще извърши анализ на състава и дви-жещите фактори на цените на енергията и разходите за енергия в държавите членки, с особено внимание към въздействието върху домакинствата; МСП, енергоемките отрасли и, в по-широка перспектива, към конкурентоспо-собността на ЕС в сравнение с неговите икономически ана-лози в световен план, преди обсъждането на Европейския съвет през февруари 2014 г. ще докладва относно цените на електроенергията за крайни потребители от промиш-леността, включително компоненти на цените (например енергийния компонент, налозите и тарифите, данъците), в държавите — членки на ЕС, и други големи икономики,– ще анализира въздействието на СТЕ върху цените на електроенергията в ЕС и в контекста на обсъждането на политиката относно климата до 2030 г. ще проучи необходимостта от мерки за справяне с опасност-та от изместване на въглеродни емисии за конкретни отрасли,– разработи предложения за рамката на политиките на ЕС в областта на климата до 2030 г. по начин, който отчита в пълна степен ефективността на разходите и възможните въздействия върху разходите за промишлеността. Без да се засягат резултатите от об-щественото обсъждане, стартирано със Зелената книга на Комисията относно рамката на политиките в областта на климата и енергетиката до 2030 г., разработването на политика в областта на климата до 2030 г. ще се стреми да вземе предвид, inter alia, конкурентоспособността на евро-пейската промишленост в международен план, както и спе-цифичните характеристики на някои отрасли и напредъка в световните преговори относно изменението на климата, а също и оценка на всички съответни емисии на CO2 в ЕС,– ще гарантира, че оценката на опасността от изместване на въглеродни емисии, която следва да се направи в контекста на новия списък на изместване на въглеродни емисии, е извършена по открит и прозрачен начин, в съответствие с изискванията на Директивата за СТЕ и при отчитане на специфичните характеристики на някои промишлени отрасли и въздействието на разходите за електроенергия върху тяхната конкурентоспособност,– ще предложи в скоро време производ-ството на някои видове продукти от ковано желязо да бъде добавено към списъка на отрасли, застрашени от изместване на въглеродните емисии що се отнася до пре-ките разходи,– ще насърчава най-добрите практики в областта на енергийната ефективност въз основа на

47НОВИНИ ОТ БРЮКСЕЛ
резултатите от енергийни одити, извършвани от друже-ствата в съответствие с Директивата относно енергийната ефективност�, както и въз основа на европейски и между-народни проучвания,– ще насърчава инвестициите в енергийна ефективност (нови котли за производство на електроенер-гия, улавяне на газ при производството на стомана, инстала-ция на турбини за оползотворяване на върховото налягане на газ (TRT), оползотворяване на отпадната топлина), – ще обмисли изисквания относно еко-дизайна във връзка с възможността за рециклиране и разкомплектоване, за да се осигури по-лесното отделяне на стоманата, подходяща за рециклиране от всички съот-ветни продукти.ще насърчава иновациите:– ще интегрира стоманодобивната промишленост в мерките за НИРДИ, демонстрация, внедряване и въ-веждане на пазара по отношение на енергийно ефектив-ните продукти, технологии и решения с оглед изпълнение на Директивата относно енергийната ефективност и друго законодателство и политики в областта на енергийната ефективност,– ще оцени как свързаните със СТЕ приходи могат да бъдат заделени и използвани за финансиране на цели, свързани с климата, включително въвеждането на нови и иновационни технологии в енергоемките про-мишлени отрасли,
В средносрочен и дългосрочен план щесъздаде правна уредба, благоприятна за устойчив растеж:– продължи преговорите за сключване на обвърз-ващо международно споразумение относно измене-нието на климата до 2015 г., за да гарантира достатъчни ангажименти от всички, и по-специално от големите иконо-мики, като вземе под внимание съответните им задължения и възможности и същевременно гарантира прозрачност и отчетност, както и като включи стабилна система за съот-ветствие и изпълнение,– призове Европейския комитет за стандартизация да финализира във възможно най-кратък срок стандартите за оценка на емисиите на парникови газове в енергоем-ките отрасли,– продължи усилията си за разработване на ме-тодология за оценка на база жизнения цикъл (LCA), за да се позволи по-добро отчитане на възможностите за рециклиране на материали, – ще оцени LCA по веригата за създаване на стой-ност и възможностите за рециклиране на материали и ще включи тази възможност в съответните предложения и стратегии. С цел диверсифициране на доставките ще:– определи условията, които да позволят бъдещата експлоатация на местни ресурси от изкопаеми газови горива, традиционни и нетрадиционни, по безопасен за околната среда начин, тъй като те могат да допринесат за намаляване на зависимостта на ЕС от вноса на енергия и от цените,Комисията приканва държавите членки:– при подготовката за обсъжданията в рамките на
Европейския съвет от м. февруари 2014 г. и въз основа на доклада на Комисията да оценят въздействието на всички национални мерки върху цените на енергията за енер-гоемките промишлени отрасли — данъчно облагане, налози за капацитет или мрежи, такси и механизми за подкрепа на възобновяемите или други видове източници,– на тази основа да обмислят подходящи мерки за намаляване на цените за енергоемките промишлени отрасли ще се отнася до фискалната консолидация, пра-вилата за конкуренцията и целостта на вътрешния пазар,– обмислят установяването на приходи с целево предназначение от СТЕ за проекти за НИРДИ за енерго-емки промишлени отрасли, – да увеличат усилията за намаляване на раз-ликите в средните цени на енергията и разходите за енергия между промишлеността на ЕС и неговите основни конкуренти чрез подобряване на функционирането на пазара и сигурността на доставките в енергийния сектор,– да направят оценка на инициативите, свързани с обединено производство на електроенергия, дълго-срочни договори и партньорства,– да обменят най-добри практики и информация.Комисията ще оцени въздействието от предприетите мерки и при необходимост ще даде допълнителни препоръки за минимизиране на енергийните разходи на енергоемките промишлени отрасли.
3.5 ИновацииНай-модерните инсталации в стоманодобивната промиш-леност на ЕС се доближават до границите на възмож-ностите на настоящите технологии и стоманодобивната промишленост трудно ще постигне на допълнително зна-чително намаляване на емисиите на CO2 без въвеждане-то на революционни технологии30. От новите техноло-гични иновации ни делят няколко години. Потенциални революционни технологии са проучвани в миналото като част от група проекти под общото название „ULCOS“31. Комисията подпомогна ULCOS чрез: финансиране с общ размер 40 млн. EUR по линия на Шестата рамкова програ-ма за научноизследователска и развойна дейност, както и на Изследователския фонд за въглища и стомана. В рамките на „Хоризонт 2020“може да бъде оказвана спе-цифична подкрепа за преработвателната промишленост на предложено публично-частно партньорство (ПЧП), наречено SPIRE�. Освен това улавянето и съхраняване-то на СО2 (CCS) е определено като ключова технология за декарбонизация на промишления сектор в Пътната карта към нисковъглеродна икономика за периода до 2050 г., както и в Енергийната пътна карта за периода до 2050 г.32, включително прилагането на CCS в промишлени-
30 Prospective scenarios on energy efficiency and CO2 emissions in the Iron & Steel industry (2012), JRC, („Вероятни сценарии за енергийната ефективност и емисиите на СО2 в черната металургия, (2012 г.) – Съвместен изследователски център“31 ULCOS означава свръхниски емисии на въглероден диоксид (СО2) при производството на стомана.32 Ресурсна и енергийна ефективност в устойчивата
12/2
013
48 НОВИНИ ОТ БРЮКСЕЛ
те процеси, както и в приложенията на производството на енергия. Това е един от приоритетите от Европейския стратегически план за енергийни технологии със специ-ална европейска индустриална инициатива и програма за съвместни изследвания на Европейското сдружение за изследвания в енергетиката (EERA). Значението на сто-маната за приложенията на енергията и потребностите от научни изследвания и иновации са установени в Пътната карта за материалите за развитие на нисковъглеродни енергийни технологии33. Ето защо са възможни допъл-нителни предложения за дейности в областта на НИРД, сходни на разглежданите в рамките на предходната фаза за научни изследвания и развитие на ULCOS. През пери-ода 2014—2020 г. Изследователският фонд за въглища и стомана ще предостави на проекти за научни изследва-ния финансиране в размер на 280 млн.Но отправяйки поглед към бъдещето е ясно, че ще бъде необходим демонстрационен проект в производствен мащаб за производство на стомана с улавяне и съхра-няване на СО2 и вероятно финансовият пакет ще излиза извън типичните мерки на проект за НИРДИ. Пресметнато е, че на практика пълният спектър на демонстрационни-те експерименти, свързани с ULCOS, ще струва над 500 млн. EUR. Поради това засилването на ефекта с други инструменти безспорно е необходимо за следващата фаза на търговски демонстрации на технологиите CCS за стоманодобива, например покана за нова програма за резерва за нови участници (NER 300), допълнителна Европейска енергийна програма за възстановяване или използването на структурни фондове.Освен това, дори да са налице такива технологии, тяхно-то широкомащабно разгръщане ще зависи от това дали прилагането им в ЕС е възможно при конкурентни раз-ходи за производство, както и от приемането им от об-ществеността. По-специално улавянето и съхраняването на СО2 ще изисква създаването на подходящи механизми за ангажиране на местните общности като партньори по инициативите и гарантирането на адекватна цена на въ-глерода.Европейската стоманодобивна промишленост непрес-танно разработва нови видове стомана, за да отговори на нуждите от специфични приложения. Независимо от това днес съществува необходимост от стимулиране на НИРДИ в екологосъобразни преработвателни технологии в много по-голяма степен, отколкото в миналото. Потен-циалът на технологиите за сортиране и иновативните системи, пазари и бизнес модели при доразвиването на рециклирането на скрап е особено обещаващ по отно-шение на подобряването на конкурентоспособността и намаляването на въздействието върху околната среда и на емисиите.Европейското партньорство за иновации в областта на суровините34 стимулира иновациите чрез веригата за създаване на стойност на стоманата от проучването и добива до ефикасното преработване, рециклиране и заместване.
преработвателна промишленост.33 COM (2011) 112 окончателен.34 SEC(2011) 1609.
Разгръщането в производството на новите технологии в стоманодобива може да се увеличи чрез използване на финансовите механизми на Европейската инвес-тиционна банка (ЕИБ)35. Проектите в стоманодобивния сектор с по-нисък рисков профил често отговарят на ус-ловията за дългосрочно финансиране от ЕИБ. Освен това високо иновационните стоманени продукти може да се финансират по линия на механизма за финансиране с поделяне на риска (МФПР), който представлява инова-ционна кредитна схема за поделяне на риска, създадена съвместно от Европейската комисия и Европейската инвестиционна банка за подобряване на достъпа до дъл-гово финансиране за насърчаване на дейности с по-висок финансов рисков профил в областта на научните изслед-вания, технологичното развитие, демонстрационните и иновационните инвестиции.Комисията ще:– о б м и с л и п од п о м а га н е то в р а м к и те н а „Хоризонт 2020“ и в съответствие с приложимите правила за държавна помощ на проекти за НИРД, демонстрационни и пилотни проекти за нови, по-чисти, енергийно ефективни технологии с ефективно използване на ресурсите, включително публично-частни партньорства, които отговарят на съответните изисквания. Едно потенциално публично-частно партньорство — SPIRE (Ресурсна и енергийна ефективност в устойчивата преработвателна промишленост) и стратегическият план за енергийни технологии са в процес на подготовка,– участва в сътрудничество на международно равнище в проекти за научни изследвания нагоре по веригата, когато това е уместно и полезно за повишаване на европейската конкурентоспособност и достъпа до пазари,– насочи финансовата подкрепа в по-голяма степен към фазата на разширяване на мащаба и пилотната фаза вместо единствено към изследователската фаза,– анализира в контекста на Европейското партньорство за иновации в областта на суровините, и по-специално на предстоящия стратегически план за изпълнение, всички варианти за стимулиране на иновациите в стоманодобивната промишленост по веригата за създаване на стойност на суровините, включително чрез рециклиране.Комисията приканва държавите членки да:– проучат необходимостта от и жизнеспособността н а и з т о ч н и ц и т е н а ф и н а н с и р а н е с ц е л е в о предназначение за създаването на специални програми за финансиране на проекти за НИРДИ в стоманодобивния сектор и за благоприятстване на създаването на клъстери.Комисията приканва Европейската инвестиционна банка:– да разгледа заявленията за дългосрочно финансиране за проекти в областта на стоманодобива, които имат за цел осигуряване на съответствие с изискванията за разрешителни по Директивата относно промишлените емисии въз основа на най-добрите налични техники (НДНТ).– 3.6 Социалното измерение: преструктуриране и
35 COM (2012) 82 окончателен.

49НОВИНИ ОТ БРЮКСЕЛ
нужди от умения Перспективите за заетостта в стоманодобивния сек-тор предизвикват сериозна загриженост и заслужа-ват пълно политическо внимание, не на последно мяс-то тъй като през последните години 40 000 работни места бяха закрити поради преструктуриране. Това означава, че държавите членки продължават да се изправят пред значителни социални предизвикател-ства по отношение на минали и бъдещи закривания на производствени мощности, които вече са обявени, в ня-колко засегнати региона. Освен това, ако в Европа става все по-трудно да се произвежда стомана, промишлените отрасли, които зависят от същата верига на създаване на стойност, също ще бъдат закрити или ще инвестират другаде.За да се запази стратегическото значение на отрасъла за европейското промишлено производство и заетостта, в допълнение към дългосрочните мерки трябва да бъдат взети неотложни (временни) мерки. Това ще изисква също изготвянето на временни трудови споразумения с държавно подпомагане за работниците, за да се запа-зи капацитетът на труда и да се задържат работници-те през периодите на слаба икономическа конюнктура, когато е уместно, в съответствие с приложимите пра-вила за държавна помощ.Могат да бъдат мобилизирани различни фондове и политически инструменти на ЕС за облекчаване на социалната цена на корекциите и за да се гарантира запазването и развитието на необходимите умения за бъдещата конкурентоспособност на отрасъла. Това след-ва да стане по начин, който подпомага преминаването в течение на времето към нови модерни производствени технологии и иновационни продукти и който не следва да изключва всяко необходимо преструктуриране. Такива мерки са приложими по-специално за стоманодобивния сектор, тъй като той трябва да се справи със свръхкапа-цитет.Прогнозирането на нуждите от преструктуриране на стоманодобивната промишленост на ЕС е от ключово значение за смекчаването на неблагоприятните соци-ални ефекти. С цел свеждане до минимум на неговото социално въздействие трябва да се разпространяват и популяризират добри практики в областта на обучението и преквалификацията на равнище предприятие. Това повишава важността за всички заинтересовани страни на преодоляването на цикличните ограничения с временни мерки, насочени към запазване на производ-ството и заетостта в дългосрочен план и ограничаване на намаляването на капацитета до признатия структурен свръхкапацитет. Отрасълът вече е предприел коригира-щи мерки чрез затваряне на повече от 30 мегатона про-изводствени мощности на европейската стоманодобивна промишленост, от които 20 мегатона може да се считат за постоянно коригиране. Същевременно работната сила в стоманодобивния сектор преживява безпрецедентна промяна. Възрас-товата структура в повечето европейски стоманодобивни предприятия е такава, че над 20 % от действителната работна сила ще напусне отрасъла през периода 2005—2015 г. и близо 30 % ще го напуснат до 2025 г. Поради
това отрасълът трябва да може да привлече млади и твор-чески таланти.Необходими са специални дейности, за да се гарантира, че висококвалифицирани учени и мениджъри ще изведат европейската стоманодобивна промишленост напред и ще осигурят нови източници на конкурентно предимство.Структурните фондове могат да помогнат, като съ-пътстват преструктурирането в отрасъла и стимулират иновациите и специализацията за интелигентен растеж. В този контекст на дълбоки промени и преструктуриране Европейският социален фонд (ЕСФ) и Европейският фонд за приспособяване към глобализацията (ЕФПГ) трябва да се използват в пълна степен за подпомагане на осъвременяването и усъвършенстването на уменията на работниците в отрасъла, както и за подпомагане на поло-жителния и бърз професионален преход за онези, за кои-то съществува риск да бъдат съкратени. Чрез подходящо национално и/или регионално програмиране ЕСФ може да играе тази роля по изпреварващ начин, постоянно и доста по-рано от конкретните операции за преструк-туриране, като по този начин смекчава предварително бъдещото им въздействие. ЕФПГ може да допълни това, като подкрепя с активни мерки на пазара на труда съкра-тените работници. Съгласно правилата на ЕС за държавната помощ сто-манодобивният сектор може да се ползва от няколко категории мерки за държавна помощ, които допри-насят за целите на ЕС за 2020 г.: научни изследвания и развойна дейност и иновации, обучение и помощ за заетост и помощ за подобрява на опазването на окол-ната среда. Например стоманодобивният сектор вече се е възползвал от изключения от националното да-нъчно облагане с екологични и енергийни данъци, от държавна помощ за мерки за енергийна ефективност и от помощ за инвестиции за надхвърляне на задъл-жителните стандарти на ЕС. Освен това стоманодобивът е признат за един от отраслите, изложени на опасност от изместване на въглеродни емисии, и държавите членки могат да смекчат ефекта от по-високите цени на електро-енергията, дължащи се на схемите за търговия с емисии, които влияят на конкурентоспособността на отрасъла през периода от 2013 г. до 2020 г., както бе обяснено по-горе. Комисията:В краткосрочен план ще– насърчава наемането на работа на млади хора в отрасъла чрез подсилване на схеми за чиракуване и процедури за назначаване, насочени към младите хора,– насърчава създаването на Европейски съвет по уменията за стоманодобивната промишленост, за да обедини съществуващите национални организации, които работят за развитието на умения и заетост в стоманодобив-ния сектор. В зависимост от желанието и възможностите на организациите в отрасъла Съветът по уменията може да включва представители на работодателите и на работни-ците на европейско и национално равнище и организации на доставчиците на образование и обучение,– подпомага обединенията за отраслови умения чрез програмата „Еразъм за всички“�, възползвайки се от
12/2
013
50 НОВИНИ ОТ БРЮКСЕЛ
данните за нуждите от умения и тенденциите, обедине-нията за отраслови умения ще работят за изготвяне и предоставяне на съвместни учебни програми и методи, по-специално за обучение в процеса на работа, които оси-гуряват на обучаваните уменията, изисквани от пазара на труда в конкретен отрасъл, например стоманодобивната промишленост,– подпомага политиките за активно обучение и за учене през целия живот, включително по отношение на умения за икономия на енергия чрез обучение на енер-гийни одитори и енергийни мениджъри,– стартира (при ясни искания от профсъюзите и/или националните органи) междуведомствена работна група4, която да проучи и проследи основните случаи на затваряне или значително намаляване на производството на заводи за стомана, така че да се опрости използването на съответните фондове на ЕС в случай на значителни съкращения или закриване,– представи Качествена рамка за прогнозиране на промени и преструктуриране, като определи най-до-брите практики в тази област, които да бъдат прилагани от всички заинтересовани страни,– гарантира, че при предоставянето на финанси-ране от ЕС в рамките на „Хоризонт 2020“ и структурните фондове се спазва принципа на регионалното интелигент-но специализиране, като вземат предвид трайността на инвестициите в създаване и поддържане на работни места в даден регион,– продължи да прилага правилата за съфинан-сиране и намаления собствен принос в структурните фондове за държавите по програмата.Комисията приканва държавите членки да:– проучат възможността за използване на Европей-ския социален фонд (ЕСФ) заедно с регионалните органи за последващо обучение и преквалификация на работни-ците, включително чрез създаване на специална мярка за финансиране, свързана със стоманодобивния сектор,– проучат възможността за използване на струк-турни фондове заедно с регионалните органи през след-ващия програмен период с цел смекчаване на социалните последици от преструктурирането на стоманодобивния сектор,– приключат текущите преговори по предложе-нието за Регламент за Европейския фонд за приспособя-ване към глобализацията (ЕФПГ) за програмния период 2014—2020 г.5 и да поискат неговото използване,– улеснят диалога между социалните партньо-ри с оглед постигане на споразумение относно временни инициативи за запазване на работни места, като например възможността за въвеждане на схеми за гъвкави форми на заетост, с оглед по-специално на циклично коригиране.Комисията приканва промишлеността да:– играе активна роля за преодоляване на пропу-ските и недостатъците в уменията,– продължи необходимото приспособяване на промишлеността в съответствие с най-добрите практики във връзка с предвиждане на промените и преструктури-рането, включително чрез социален диалог и подходящо участие на регионалните заинтересовани страни,– проучи нуждите от преструктуриране и въз-
можното коригиране на капацитета с оглед бъдещото търсене на ключови сектори, като се отчита необходимостта от справяне по различни начини със структурните и ци-кличните тенденции,– си сътрудничи с други заинтересовани страни, особено с национални и регионални органи, за да гаран-тира, че цикличният свръхкапацитет се преодолява чрез подкрепени от обществеността временни мерки за запазване на заетостта в дългосрочен план.4. Заключения
Както бе посочено по-горе, визията на ЕС за периода 2030—2050 г. определя стратегии и пътища за пренасоч-ване на европейската икономика към по-устойчива и ефикасна енергийна система в световен мащаб, за подно-вяване на транспортните средства наред със създаването на интелигентна система за управление на транспорта, както и ремонт на всички сгради и интегрирането им в интелигентни мрежи за пренос. Тази визия е интензивна по отношение на усъвършенст-вани материали като стоманата, чието наличие в добро качество, обем и цена е предпоставка за успешното осъществяване на тази визия. Единствено правилната политика и регулаторна рамка в съчетание с целенасоче-ни действия от страна на Комисията, държавите членки и промишлеността ще помогнат на стоманодобивния сектор да преодолее трудностите си, да увеличи своята конкурентоспособност и да произвежда иновационни стоманени продукти, необходими за запазване и придо-биване на пазарен дял.Конструктивният диалог по въпросите на стоманата подчерта ползата и необходимостта от продължаване на диалога между основните заинтересовани страни в този стратегически промишлен отрасъл. Поради това Коми-сията предлага да бъде официално сформирана група на високо равнище по въпросите на стоманата. Този процес ще доведе до годишна среща на високо равни-ще. Основната му цел ще бъде да осигури европейска платформа за взаимно информиране, диалог и обмен на най-добри практики. Като цяло той следва да улеснява и подпомага усилията на европейския стоманодобивен сек-тор да поддържа и подобрява своя капацитет, за да бъде конкурентоспособен на световния пазар.В срок от дванадесет месеца след приемането на плана за действие Комисията ще оцени въздействието от неговото прилагане върху конкурентоспособността на стомано-добивната промишленост и при необходимост ще даде допълнителни препоръки и насоки.
(Footnotes)1 COM (2012) 636 final2 COM (2013) 17 final и COM (2013) 18 final3 Директива 2012/27/ЕС4 COM (2011) 787 окончателен.5 COM (2005) 120 окончателен.6 COM (2011) 608.


















