Ijri me-02-031 predictive analysis of gate and runner system for plastic injection mould
8
199 International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET) International Journal of Research and Innovation in Mechanical Engineering (IJRIME) PREDICTIVE ANALYSIS OF GATE AND RUNNER SYSTEM FOR PLASTIC INJECTION MOULD Botla Sudheer Kumar 1 , N.Rajesh 2 . 1 Research Scholar, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India. 2 Assistant professor, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India. *Corresponding Author: Botla Sudheer Kumar, Research Scholar, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India. Email: [email protected] Year of publication: 2016 Review Type: peer reviewed Volume: III, Issue : I Citation: Botla Sudheer Kumar, Research Scholar, "Predictive Analysis of Gate And Runner System For Plastic Injection Mould" International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET) (2016) 199-206 Literature survey [1 ]Mr. Tangqing Kuang Wenjuan Gu from School of Me- chanical and Electrical Engineering, East China Jiaotong University, Nanchang 330013, China has done the re- search work on “Optimum Design of Runner System for Router Cover Based on Mold Flow Analysis Technology” in that publication they have done comparison and worked on selection of different gate settings by using mold flow analysis. Finally they got the best gate location and gate panel number for the router, the length and cross section size can be determined by the following choice of mold plate and the mold specifically designs. The runner sec- tion size can be optimized by runner balance analysis. And the gate section size can be optimized to ensure the full compensation by packing analysis and cooling analy- sis. The resulting optimum runner system can be used to improve product quality. From this example, we know that the successful applica- tion of mold flow analysis for injection mold design pro- vides the scientific basis and reference for mold design- ers and aids designers to optimize the design programs, reduce testing time, and improve qualities of mold and products. [2] Mr.Chandan Deep Singh fromUniversity College of Engineering, Punjabi University has done the reasearch work on “Feature Library of Gating System for a Die-Cast- ing Die” and he has given the conclusions as “The system has inbuilt feature library for gate, runnerand overflow designs. The system helps a die-castingengineer in re- ducing time and efforts as there is noneed to design the gating system for a part fromscratch. The system would go a long way in bridging the gap between designing and manufacturing of diecasting.The present work has over- come the shortcomings of the previous.” INTRODUCTION RUNNERS Distribution system for the resin from the sprue to the cavities Flow characteristics (viscosity), temperature and other factors are important in determining the runner di- ameter and length If the diameter of the runner is too small or the length is too long, the resin can freeze in the runner before the mold is completely full If the runner system is too large, excess material would be ejected and too much regrind created If the resins have a high viscos- ity, larger runners are needed compared to low viscosity resin. The optimum flow of the resin through the runner system depends on the shape and diameter of the channel Round channel give the best flow characteristics but difficult to machine Machining cost can be reduce by machining one side of the mold plates Better shape where the depth of the channel is at least two-thirds the size of the width and the sides are tapered between 2 to 5º. Abstract The aim of the project work is to specify optimum design of runner and gate systems to enhance the production rate for plastic part manufacturing. Literature survey will be done on runner and gate system to understand simulation or analysis approach. Data collection will be done to brief about runner and gate system importance, design method and variations. Plastic flow analysis will be done on digital prototype of a specimen by various runner and gate profiles and also done by changing materials. The optimum profiles for the runner and gate system will be suggested by comparing flow results with specific materials and profiles.
-
Upload
ijripublishers-ijri -
Category
Education
-
view
32 -
download
1
Transcript of Ijri me-02-031 predictive analysis of gate and runner system for plastic injection mould

199
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
International Journal of Research and Innovation in Mechanical Engineering (IJRIME)
PREDICTIVE ANALYSIS OF GATE AND RUNNER SYSTEM FOR PLASTIC INJECTION MOULD
Botla Sudheer Kumar1, N.Rajesh2.
1 Research Scholar, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India.2 Assistant professor, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India.
*Corresponding Author:
Botla Sudheer Kumar, Research Scholar, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India.Email: [email protected]
Year of publication: 2016Review Type: peer reviewedVolume: III, Issue : I
Citation: Botla Sudheer Kumar, Research Scholar, "Predictive Analysis of Gate And Runner System For Plastic Injection Mould" International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET) (2016) 199-206
Literature survey
[1 ]Mr. Tangqing Kuang Wenjuan Gu from School of Me-chanical and Electrical Engineering, East China Jiaotong University, Nanchang 330013, China has done the re-search work on “Optimum Design of Runner System for Router Cover Based on Mold Flow Analysis Technology” in that publication they have done comparison and worked on selection of different gate settings by using mold flow analysis. Finally they got the best gate location and gate panel number for the router, the length and cross section size can be determined by the following choice of mold plate and the mold specifically designs. The runner sec-tion size can be optimized by runner balance analysis. And the gate section size can be optimized to ensure the full compensation by packing analysis and cooling analy-sis. The resulting optimum runner system can be used to improve product quality.
From this example, we know that the successful applica-tion of mold flow analysis for injection mold design pro-vides the scientific basis and reference for mold design-ers and aids designers to optimize the design programs, reduce testing time, and improve qualities of mold and
products.
[2] Mr.Chandan Deep Singh fromUniversity College of Engineering, Punjabi University has done the reasearch work on “Feature Library of Gating System for a Die-Cast-ing Die” and he has given the conclusions as “The system has inbuilt feature library for gate, runnerand overflow designs. The system helps a die-castingengineer in re-ducing time and efforts as there is noneed to design the gating system for a part fromscratch. The system would go a long way in bridging the gap between designing and manufacturing of diecasting.The present work has over-come the shortcomings of the previous.”
INTRODUCTION
RUNNERS
Distribution system for the resin from the sprue to the cavities Flow characteristics (viscosity), temperature and other factors are important in determining the runner di-ameter and length If the diameter of the runner is too small or the length is too long, the resin can freeze in the runner before the mold is completely full If the runner system is too large, excess material would be ejected and too much regrind created If the resins have a high viscos-ity, larger runners are needed compared to low viscosity resin.
The optimum flow of the resin through the runner system depends on the shape and diameter of the channel Round channel give the best flow characteristics but difficult to machine Machining cost can be reduce by machining one side of the mold plates Better shape where the depth of the channel is at least two-thirds the size of the width and the sides are tapered between 2 to 5º.
Abstract
The aim of the project work is to specify optimum design of runner and gate systems to enhance the production rate for plastic part manufacturing.
Literature survey will be done on runner and gate system to understand simulation or analysis approach.
Data collection will be done to brief about runner and gate system importance, design method and variations.
Plastic flow analysis will be done on digital prototype of a specimen by various runner and gate profiles and also done by changing materials.
The optimum profiles for the runner and gate system will be suggested by comparing flow results with specific materials and profiles.
200
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
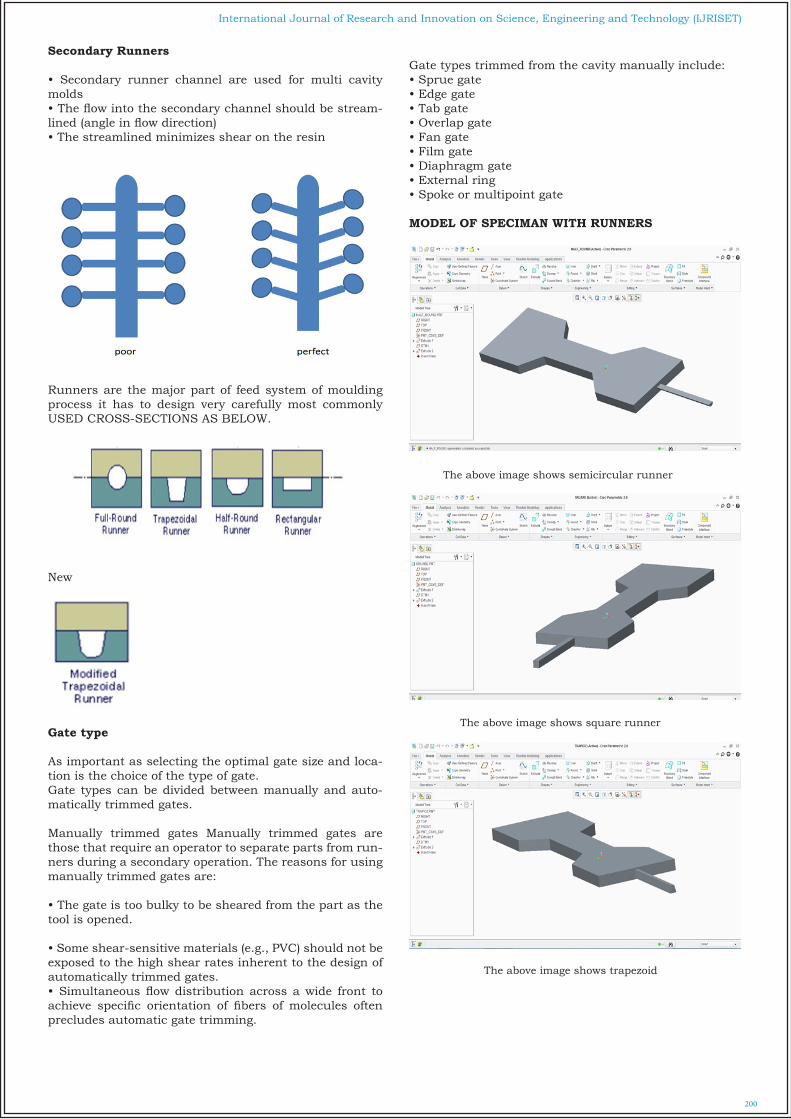
Secondary Runners
• Secondary runner channel are used for multi cavity molds• The flow into the secondary channel should be stream-lined (angle in flow direction)• The streamlined minimizes shear on the resin
Runners are the major part of feed system of moulding process it has to design very carefully most commonly USED CROSS-SECTIONS AS BELOW.
New
Gate type
As important as selecting the optimal gate size and loca-tion is the choice of the type of gate.Gate types can be divided between manually and auto-matically trimmed gates.
Manually trimmed gates Manually trimmed gates are those that require an operator to separate parts from run-ners during a secondary operation. The reasons for using manually trimmed gates are:
• The gate is too bulky to be sheared from the part as the tool is opened.
• Some shear-sensitive materials (e.g., PVC) should not be exposed to the high shear rates inherent to the design of automatically trimmed gates.• Simultaneous flow distribution across a wide front to achieve specific orientation of fibers of molecules often precludes automatic gate trimming.
Gate types trimmed from the cavity manually include:• Sprue gate• Edge gate• Tab gate• Overlap gate• Fan gate• Film gate• Diaphragm gate• External ring• Spoke or multipoint gate
MODEL OF SPECIMAN WITH RUNNERS
The above image shows semicircular runner
The above image shows square runner
The above image shows trapezoid

201
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
The above image shows modified trapezoid
MOULD FLOW ANALYSIS
Mould flow, 3D solids-based plastics flow simulation that allows plastics part designers to determine the manu-facturability of their parts during the preliminary design stages and avoid potential downstream problems, which can lead to delays and cost overruns. Following are the benefits:
• Optimize the part wall thickness to achieve uniform fill-ing patterns, minimum cycle time and lowest part cost Identify and eliminate cosmetic issues such as sink marks, weld lines and air traps.
• Determine the best injection locations for a given part design
Mould flow analysis gives you the ability to maintain the integrity of your product designs. It provides you the tools to quickly optimize part designs and check the impact of critical design decisions on the manufacturability and quality of the product early in the design process.
MATERIALS
Polypropylene (pp)Acrylonitrile Butadiene Styrene (ABS)High Density Polyethylene (HDPE)Polyvinyl Chloride (PVC)
PLASTIC FLOW ANALYSIS OF SPECIMEN USING SEMI CIRCULAR RUNNERMATERIAL: PP
The above image shows fill time
The above image shows injection pressure
The above image shows surface temp variance
PLASTIC FLOW ANALYSIS OF SPECIMEN USING SQUARE RUNNERMATERIAL: PP
The above image shows fill time
The above image shows Injection Pressure
202
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
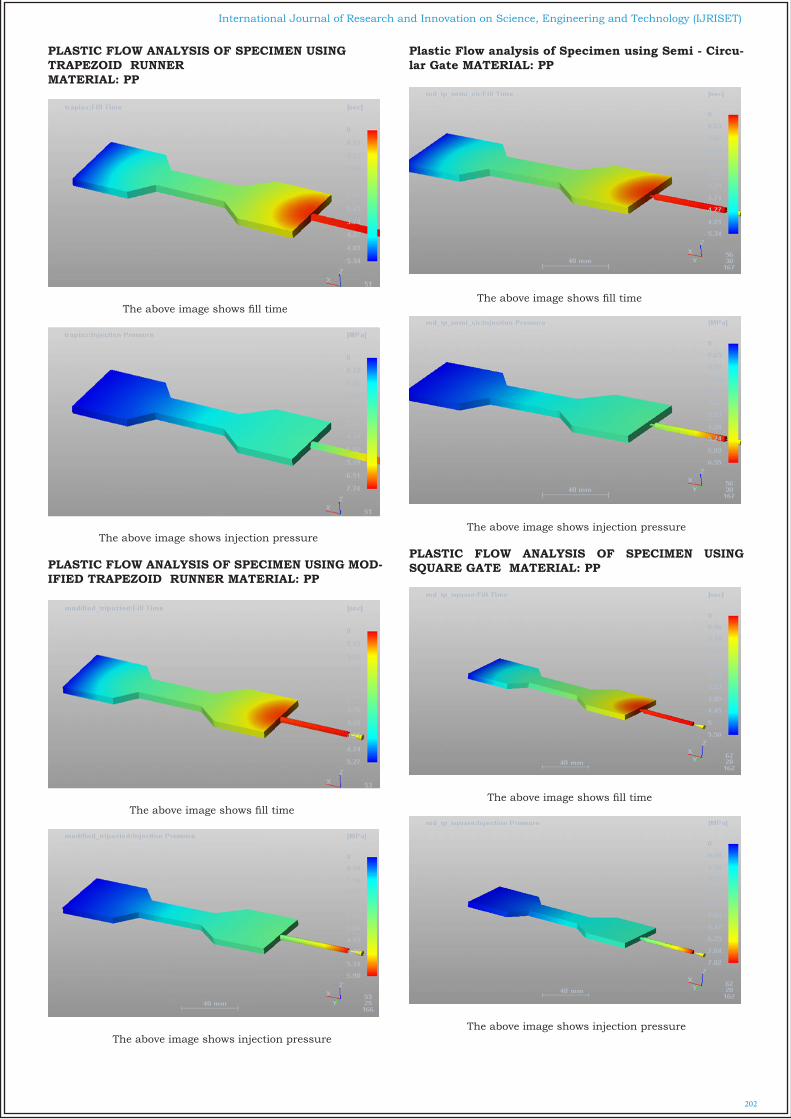
PLASTIC FLOW ANALYSIS OF SPECIMEN USING TRAPEZOID RUNNERMATERIAL: PP
The above image shows fill time
The above image shows injection pressure
PLASTIC FLOW ANALYSIS OF SPECIMEN USING MOD-IFIED TRAPEZOID RUNNER MATERIAL: PP
The above image shows fill time
The above image shows injection pressure
Plastic Flow analysis of Specimen using Semi - Circu-lar Gate MATERIAL: PP
The above image shows fill time
The above image shows injection pressure
PLASTIC FLOW ANALYSIS OF SPECIMEN USING SQUARE GATE MATERIAL: PP
The above image shows fill time
The above image shows injection pressure

203
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
PLASTIC FLOW ANALYSIS OF SPECIMEN USING TRAP-EZOID GATE
The above image shows fill time
The above image shows injection pressure
PLASTIC FLOW OF SPECIMEN USING MODIFIED TRAPEZOID GATE MATERIAL: PP
The above image shows fill time
The above image shows injection pressure
Plastic Flow analysis of Specimen using modified trapezoid runner with over Lap GateMATERIAL: PP
The above image shows fill time
The above image shows injection pressure
Plastic Flow analysis of Specimen using modified trapezoid runner with Bottom GateMATERIAL: PP
The above image shows fill time
The above image shows injection pressure

204
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
Plastic Flow analysis of Specimen using modified trapezoid runner with Top GateMATERIAL: PP
The above image shows fill time
The above image shows injection pressure
Plastic Flow Analysis Using Multi Cavity System Poly-propylene (PP)
The above image shows fill time
The above image shows confidence of fill
The above image shows injection pressure
Runner system
Semi-Circular
Square Trapezoid Modified Trapezoid
Fill Time 6.82 5.12 5.34 5.27
Injection Pressure
14.45 5.92 7.24 5.90
Pressure Drop
14.45 5.92 7.24 5.90
Flow Front Temp
240.10 240.02 240.02 240.01
Surface Temp Variance
91.58 89.18 101.80 39.99
Gate geometry
Semi-Circular
Square Trapezoid Modified Trapezoid
Fill Time 5.34 5.56 5.77 5.11
Injection Pressure
6.55 7.82 7.44 6.12
Pressure Drop
6.55 7.81 7.44 6.04
Flow Front Temp
240 240.03 240.02 240
Surface Temp Variance
1.46 1.67 1.69 1.61
Gate systems
Over Lap
Bot-tom
Top Tap Fan Ring
Fill Time
4.93 5.58 5.21 6.02 5.34 3.37
Injec-tion Pres-sure
4.05 8.11 5.97 10.12 7.34 8.75
Pres-sure Drop
4.05 8.11 5.97 10.12 7.34 8.75
Flow Front Temp
240 240.01 240 240.02 240.01 240.02
Sur-face Temp Vari-ance
1.99 1.87 1.60 3.84 1.45 4.68
205
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
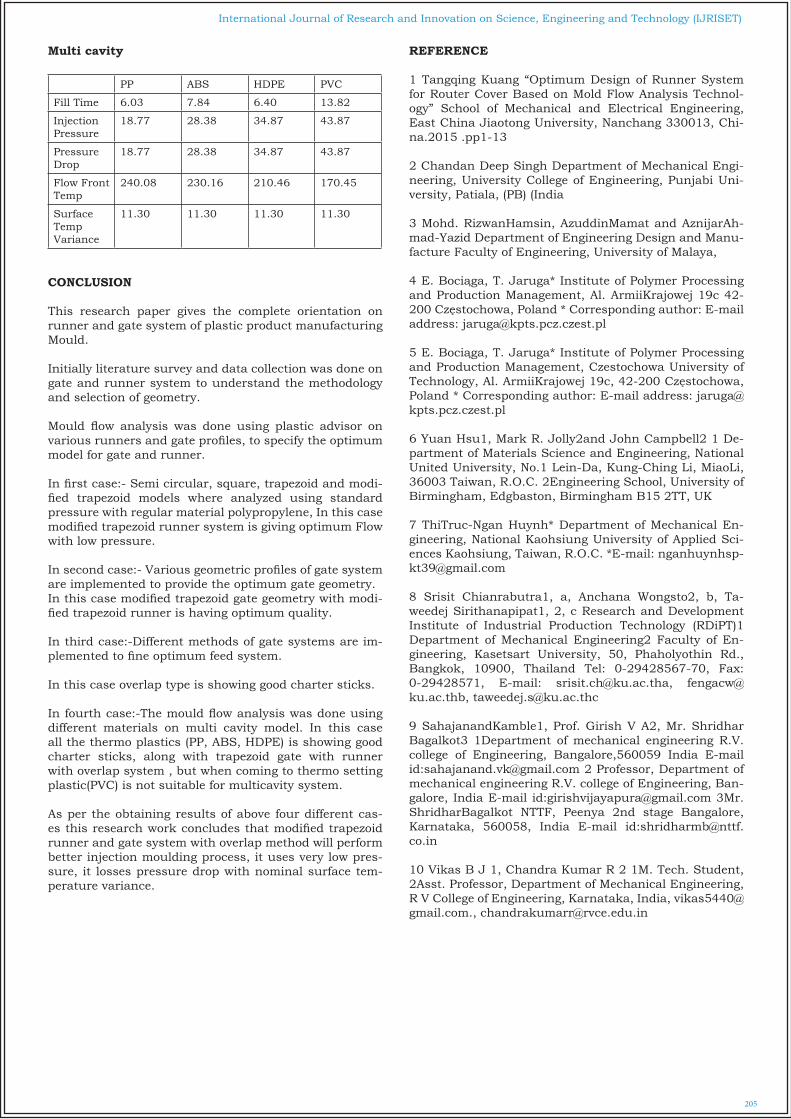
Multi cavity
PP ABS HDPE PVC
Fill Time 6.03 7.84 6.40 13.82
Injection Pressure
18.77 28.38 34.87 43.87
Pressure Drop
18.77 28.38 34.87 43.87
Flow Front Temp
240.08 230.16 210.46 170.45
Surface Temp Variance
11.30 11.30 11.30 11.30
CONCLUSION
This research paper gives the complete orientation on runner and gate system of plastic product manufacturing Mould.
Initially literature survey and data collection was done on gate and runner system to understand the methodology and selection of geometry.
Mould flow analysis was done using plastic advisor on various runners and gate profiles, to specify the optimum model for gate and runner.
In first case:- Semi circular, square, trapezoid and modi-fied trapezoid models where analyzed using standard pressure with regular material polypropylene, In this case modified trapezoid runner system is giving optimum Flow with low pressure.
In second case:- Various geometric profiles of gate system are implemented to provide the optimum gate geometry.In this case modified trapezoid gate geometry with modi-fied trapezoid runner is having optimum quality.
In third case:-Different methods of gate systems are im-plemented to fine optimum feed system.
In this case overlap type is showing good charter sticks.
In fourth case:-The mould flow analysis was done using different materials on multi cavity model. In this case all the thermo plastics (PP, ABS, HDPE) is showing good charter sticks, along with trapezoid gate with runner with overlap system , but when coming to thermo setting plastic(PVC) is not suitable for multicavity system.
As per the obtaining results of above four different cas-es this research work concludes that modified trapezoid runner and gate system with overlap method will perform better injection moulding process, it uses very low pres-sure, it losses pressure drop with nominal surface tem-perature variance.
REFERENCE
1 Tangqing Kuang “Optimum Design of Runner System for Router Cover Based on Mold Flow Analysis Technol-ogy” School of Mechanical and Electrical Engineering, East China Jiaotong University, Nanchang 330013, Chi-na.2015 .pp1-13
2 Chandan Deep Singh Department of Mechanical Engi-neering, University College of Engineering, Punjabi Uni-versity, Patiala, (PB) (India
3 Mohd. RizwanHamsin, AzuddinMamat and AznijarAh-mad-Yazid Department of Engineering Design and Manu-facture Faculty of Engineering, University of Malaya,
4 E. Bociąga, T. Jaruga* Institute of Polymer Processing and Production Management, Al. ArmiiKrajowej 19c 42-200 Częstochowa, Poland * Corresponding author: E-mail address: [email protected]
5 E. Bociąga, T. Jaruga* Institute of Polymer Processing and Production Management, Czestochowa University of Technology, Al. ArmiiKrajowej 19c, 42-200 Częstochowa, Poland * Corresponding author: E-mail address: [email protected]
6 Yuan Hsu1, Mark R. Jolly2and John Campbell2 1 De-partment of Materials Science and Engineering, National United University, No.1 Lein-Da, Kung-Ching Li, MiaoLi, 36003 Taiwan, R.O.C. 2Engineering School, University of Birmingham, Edgbaston, Birmingham B15 2TT, UK
7 ThiTruc-Ngan Huynh* Department of Mechanical En-gineering, National Kaohsiung University of Applied Sci-ences Kaohsiung, Taiwan, R.O.C. *E-mail: [email protected]
8 Srisit Chianrabutra1, a, Anchana Wongsto2, b, Ta-weedej Sirithanapipat1, 2, c Research and Development Institute of Industrial Production Technology (RDiPT)1 Department of Mechanical Engineering2 Faculty of En-gineering, Kasetsart University, 50, Phaholyothin Rd., Bangkok, 10900, Thailand Tel: 0-29428567-70, Fax: 0-29428571, E-mail: [email protected], [email protected], [email protected]
9 SahajanandKamble1, Prof. Girish V A2, Mr. Shridhar Bagalkot3 1Department of mechanical engineering R.V. college of Engineering, Bangalore,560059 India E-mail id:[email protected] 2 Professor, Department of mechanical engineering R.V. college of Engineering, Ban-galore, India E-mail id:[email protected] 3Mr. ShridharBagalkot NTTF, Peenya 2nd stage Bangalore, Karnataka, 560058, India E-mail id:[email protected]
10 Vikas B J 1, Chandra Kumar R 2 1M. Tech. Student, 2Asst. Professor, Department of Mechanical Engineering, R V College of Engineering, Karnataka, India, [email protected]., [email protected]

206
International Journal of Research and Innovation on Science, Engineering and Technology (IJRISET)
AUTHORS
Botla Sudheer Kumar,Research Scholar, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India.
N.Rajesh,Assistant professor, Department of Mechanical Engineering, Sri Venkateswara College of Engineering Technology, Andhra Pradesh, India.