
High-Pressure Processing
33
Recent Advances in the Use of High Pressure as an Effective Processing Technique in the Food Industry Tomás Norton & Da-Wen Sun Received: 27 May 2007 / Accepted: 17 July 2007 # Springer Science + Business Media, LLC 2007 Abstract High pressure processing is a food processing method which has shown great potential in the food industry. Similar to heat treatment, high pressure processing inactivates microorganisms, denatures proteins and extends the shelf life of food products. But in the meantime, unlike heat treatments, high pressure treatment can also maintain the quality of fresh foods, with little effects on flavour and nutritional value. Furthermore, the technique is independent of the size, shape or composition of products. In this paper, many aspects associated with applying high pressure as a processing method in the food industry are reviewed, including operating principles, effects on food quality and safety and most recent commercial and research applica- tions. It is hoped that this review will promote more widespread applications of the technology to the food industry. Keywords High pressure . HPP . HPLT . Low temperature . Inactivation . Enzyme . Microorganism . Shelf life . Food quality . Food safety . Freezing . Thawing Nomenclature P pressure (Pa) T temperature (°C) ρ density (kg m −3 ) η viscosity (Pa s) C p specific heat (W kg −1 K −1 ) D characteristic length (m) k inactivation constant λ thermal conductivity (W/m 1 K) t time α thermal expansion coefficient (K −1 ) A, B, C mass of each designated food component CH compression heating (°C) Subscripts M food medium W water p food product pp food product packaging hyd_me hydraulic mechanisms in processing medium hyd_p hydraulic mechanisms in product th_me thermal conduction in processing medium th_p thermal conduction in food product th_pp thermal conduction in product packaging in inactivation x, y, z designated food component food composite food material Introduction Food processing involves synergism between different physical processes to transform raw animal/plant materials into consumer-ready products. Today, the food industry is expected to prevent or reduce negative changes in food quality over time to provide a wide variety of food rich in colour, texture and flavour and to adapt and develop new food processes to satisfactorily meet the requirements of a wide demographic within different cultures. Without food Food Bioprocess Technol DOI 10.1007/s11947-007-0007-0 T. Norton : D.-W. Sun (*) Food Refrigeration and Computerised Food Technology Group, University College Dublin, National University of Ireland, Earlsfort Terrace, Dublin 2, Ireland e-mail: [email protected] url: www.ucd.ie/refrig; www.ucd.ie/sun
-
Upload
alle-allexa -
Category
Documents
-
view
76 -
download
2
description
HPP
Transcript of High-Pressure Processing
Recent Advances in the Use of High Pressure as an EffectiveProcessing Technique in the Food Industry
Tomás Norton & Da-Wen Sun
Received: 27 May 2007 /Accepted: 17 July 2007# Springer Science + Business Media, LLC 2007
Abstract High pressure processing is a food processingmethod which has shown great potential in the foodindustry. Similar to heat treatment, high pressure processinginactivates microorganisms, denatures proteins and extendsthe shelf life of food products. But in the meantime, unlikeheat treatments, high pressure treatment can also maintainthe quality of fresh foods, with little effects on flavour andnutritional value. Furthermore, the technique is independentof the size, shape or composition of products. In this paper,many aspects associated with applying high pressure as aprocessing method in the food industry are reviewed,including operating principles, effects on food quality andsafety and most recent commercial and research applica-tions. It is hoped that this review will promote morewidespread applications of the technology to the foodindustry.
Keywords High pressure . HPP. HPLT. Low temperature .
Inactivation . Enzyme .Microorganism . Shelf life .
Food quality . Food safety . Freezing . Thawing
NomenclatureP pressure (Pa)T temperature (°C)ρ density (kg m−3)η viscosity (Pa s)
Cp specific heat (W kg−1 K−1)D characteristic length (m)k inactivation constantλ thermal conductivity (W/m1 K)t timeα thermal expansion coefficient (K−1)A, B, C mass of each designated food componentCH compression heating (°C)
SubscriptsM food mediumW waterp food productpp food product packaginghyd_me hydraulic mechanisms in processing mediumhyd_p hydraulic mechanisms in productth_me thermal conduction in processing mediumth_p thermal conduction in food productth_pp thermal conduction in product packagingin inactivationx, y, z designated food componentfood composite food material
Introduction
Food processing involves synergism between differentphysical processes to transform raw animal/plant materialsinto consumer-ready products. Today, the food industry isexpected to prevent or reduce negative changes in foodquality over time to provide a wide variety of food rich incolour, texture and flavour and to adapt and develop newfood processes to satisfactorily meet the requirements of awide demographic within different cultures. Without food
Food Bioprocess TechnolDOI 10.1007/s11947-007-0007-0
T. Norton :D.-W. Sun (*)Food Refrigeration and Computerised Food Technology Group,University College Dublin, National University of Ireland,Earlsfort Terrace,Dublin 2, Irelande-mail: [email protected]: www.ucd.ie/refrig; www.ucd.ie/sun
processing, these goals could not be upheld, as food couldneither be transported over long distances nor stored fromtime of plenty to time of need (Lund 2002).
In the present day, consumers judge food quality basedon its sensory and nutritional characteristics (e.g. texture,flavour, aroma, shape and colour, calorie content, vitaminsetc.), and alongside shelf life, these now determine anindividual’s preference for specific products. Consequently,retailers are reporting up to a 30% growth in fresh, chilledand healthy food sales (Hogan et al. 2005). US sales in pre-cut salad mixes were $1.9 billion in 2001 and increased to$2.11 billion in 2003 (Hodge 2003). However, the recentupsurge in demand has presented challenges to the foodindustry, mainly in implementing techniques to keep foodfresher for longer, whilst offering a reasonable shelf life andconvenience and assuring food safety. Owing to recentconsumer preferences, impetus has been given to thedevelopment of concept-driven novel technologies thatprovide the required processing through non- or mildlythermal means (Welti-Chanes et al. 2005). Accordingly,much of the recent scientific research for the food industryhas focused on non-thermal processing techniques, withhigh pressure processing (HPP) being amongst the fewexperiencing great potential in commercial settings (Sun2005).
Food safety and shelf life are often closely related tomicrobial quality and other phenomena such as biochemicalreactions, enzymatic reactions and structural changes, andthus, although often indirectly, can significantly influenceconsumers’ perception of food quality (LeBail et al. 2003).Physical (e.g. heating, freezing, dehydration and packaging)and chemical (e.g. reduction of pH or use of preservatives)preservation methods continue to be used extensively(Manas and Pagan 2005). Conventional thermal sterilisa-tion processes are the most commonly used methods offood preservation and involve heat transfer from a process-ing medium to the slowest heating zone of a product andsubsequent cooling. Thus, although being effective mech-anisms for microbial inactivation, thermal processes canpermit changes in product quality and cause off-flavourgeneration, textural softening and destruction of coloursand vitamins, the extent of which is dependent on theproduct being treated and the temperature gradientsbetween food and process boundaries. Microbial inactiva-tion provided by HPP mainly targets cell membranes oftreated cells, but in some cases, additional damaging eventssuch as extensive solute loss during pressurisation, proteindenaturation and key enzyme inactivation are also required(Manas and Pagan 2005). The multi-target ability of highpressure (HP) has meant that in situations where its soleemployment yields unsatisfactory results, a high level ofsynergism can be obtained when combined with otherprocessing techniques. Effective preservation has been
reported from combinations of HP with pH (Raso andBarbosa-Canovas 2003), HP with pulsed electric fields(Ross et al. 2003) and HP with CO2 (Spilimbergo et al.2002). Furthermore, when used in conjunction with mildlythermal processes, HP has been found to significantlyincrease the inactivation of bacterial spores (Raso andBarbosa-Canovas 2003).
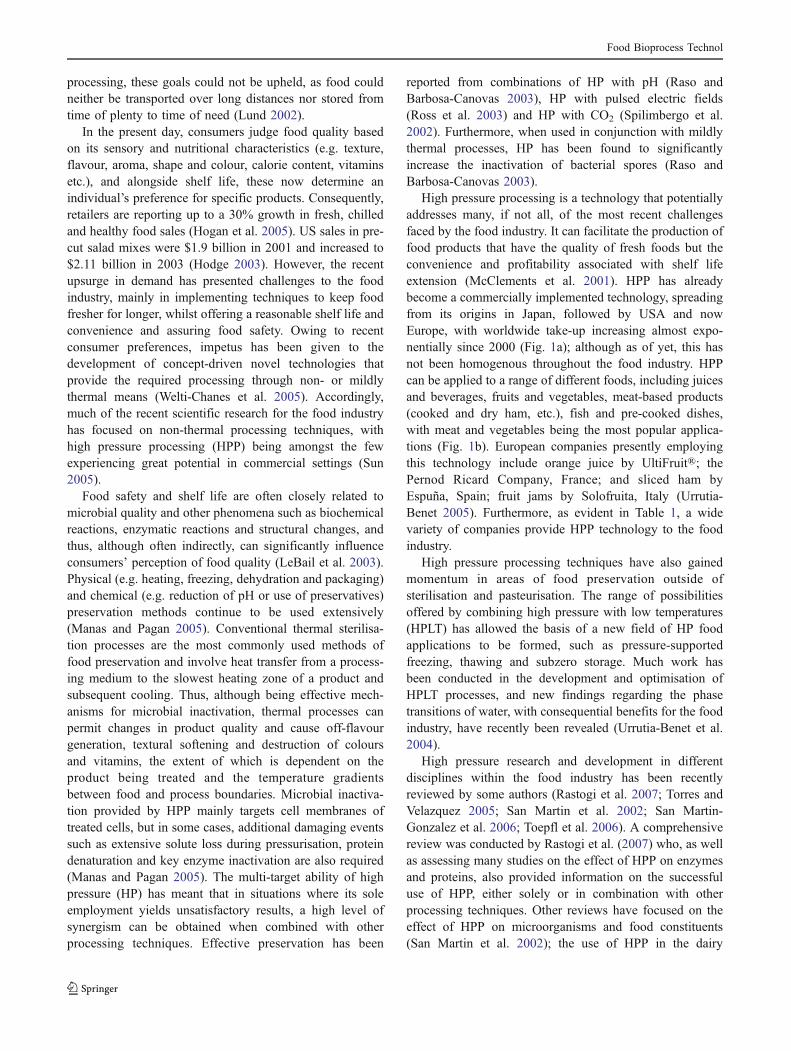
High pressure processing is a technology that potentiallyaddresses many, if not all, of the most recent challengesfaced by the food industry. It can facilitate the production offood products that have the quality of fresh foods but theconvenience and profitability associated with shelf lifeextension (McClements et al. 2001). HPP has alreadybecome a commercially implemented technology, spreadingfrom its origins in Japan, followed by USA and nowEurope, with worldwide take-up increasing almost expo-nentially since 2000 (Fig. 1a); although as of yet, this hasnot been homogenous throughout the food industry. HPPcan be applied to a range of different foods, including juicesand beverages, fruits and vegetables, meat-based products(cooked and dry ham, etc.), fish and pre-cooked dishes,with meat and vegetables being the most popular applica-tions (Fig. 1b). European companies presently employingthis technology include orange juice by UltiFruit®; thePernod Ricard Company, France; and sliced ham byEspuña, Spain; fruit jams by Solofruita, Italy (Urrutia-Benet 2005). Furthermore, as evident in Table 1, a widevariety of companies provide HPP technology to the foodindustry.
High pressure processing techniques have also gainedmomentum in areas of food preservation outside ofsterilisation and pasteurisation. The range of possibilitiesoffered by combining high pressure with low temperatures(HPLT) has allowed the basis of a new field of HP foodapplications to be formed, such as pressure-supportedfreezing, thawing and subzero storage. Much work hasbeen conducted in the development and optimisation ofHPLT processes, and new findings regarding the phasetransitions of water, with consequential benefits for the foodindustry, have recently been revealed (Urrutia-Benet et al.2004).
High pressure research and development in differentdisciplines within the food industry has been recentlyreviewed by some authors (Rastogi et al. 2007; Torres andVelazquez 2005; San Martin et al. 2002; San Martin-Gonzalez et al. 2006; Toepfl et al. 2006). A comprehensivereview was conducted by Rastogi et al. (2007) who, as wellas assessing many studies on the effect of HPP on enzymesand proteins, also provided information on the successfuluse of HPP, either solely or in combination with otherprocessing techniques. Other reviews have focused on theeffect of HPP on microorganisms and food constituents(San Martin et al. 2002); the use of HPP in the dairy
Food Bioprocess Technol
industry (O’Reilly et al. 2001; San Martin-Gonzalez et al.2006; Huppertz et al. 2006); the commercial opportunitiesand research challenges in HPP (Torres and Velazquez2005); the energy efficiency of HPP (Toepfl et al. 2006)and pressure-assisted freezing and thawing of foods(Cheftel et al. 2002). However, no review has completeda combined study of the modern engineering aspects of HPtechnology alongside its conventional and novel uses in thefood industry. Moreover, the extensive progress made invery recent years in non- and mildly thermal and lowtemperature HPP merits a state-of-the-art review. Conse-quently, this study addresses many of the aspects associatedwith applying high pressure as a processing method in thefood industry, from the engineering principles involved,through food quality and safety issues, to the most recentcommercial and research applications, all of which haveseen great development in recent times.
Engineering Concepts of HPP
The governing principles of HPP are based on theassumption that foods which experience HP in a vesselfollow the isostatic rule regardless of the size or shape ofthe food. The isostatic rule states that pressure is instanta-neously and uniformly transmitted throughout a samplewhether the sample is in direct contact with the pressuremedium or hermetically sealed in a flexible package.Therefore, in contrast to thermal processing, the timenecessary for HPP should be independent of the samplesize (Rastogi et al. 2007).
The effect of HP on food chemistry and microbiology isgoverned by Le Chatelier’s principle. This principle statesthat when a system at equilibrium is disturbed, the systemthen responds in a way that tends to minimise thedisturbance (Pauling 1964). In other words, HP stimulates
Fig. 1 (Color online) The num-ber of HP equipment installed inEurope by Hyperbaric® versusa year of installment and b theindustrial sector for the install-ment (Urrutia-Benet 2005)
Food Bioprocess Technol

some phenomena (e.g. phase transition, chemical reactivity,change in molecular configuration, chemical reaction) thatare accompanied by a decrease in volume, but opposesreactions that involve an increase in volume. The effects ofpressure on protein stabilisation are also governed by thisprinciple, i.e. the negative changes in volume with anincrease in pressure cause an equilibrium shift towardsbond formation. Alongside this, the breaking of ions is alsoenhanced by HP, as this leads to a volume decrease due tothe electrostriction of water. Moreover, as hydrogen bondsare stabilised by high pressure, as their formation involves avolume decrease, pressure does not generally affectcovalent bonds. Consequently, HP can disrupt largemolecules of or microbial cell structures, such as enzymes,proteins, lipids and cell membranes, and leave smallmolecules such as vitamins and flavour componentsunaffected (Linton and Patterson 2000).
Due to the work of compression, HPP causes temper-atures to rise inside the HP vessel. This is known asadiabatic heating and should be given due consideration
during the preservation process. The value of the temper-ature increments in the food and pressure transmittingmedium will be different, as they depend on foodcomposition as well as processing temperature and pressureand the rate of pressurisation (Otero et al. 2007a). In foodsterilisation, adiabatic heating can be used advantageouslyto provide heating without the presence of sharp thermalgradients at the process boundaries (Toepfl et al. 2006).Knowledge of the engineering concepts of HPP has beenbroadened extensively in recent times. Therefore, relevantengineering principles that promote the capabilities of HPPare discussed in the following.
The Mechanisms of Cellular Inactivation
The effectiveness of a food preservation technique isprimarily evaluated on the basis of its ability to eradicatethe pathogenic microorganisms that are present. Cellularinactivation is closely associated with morphologicalchanges that occur within individual microbial cells during
Table 1 Main suppliers of high pressure processing equipment and services
Company Company specialisation Services and/or products offered Pressure capacityof standardmachines (MPa)
Resato Internationalhttp://www.resato.com
This company commercialiseslaboratory and industrial highpressure hydrostatic machines
The company pressure shift freezing systems. Theyuse single shot or reciprocating intensifiers which aresuitable for one or multiple autoclave systems
Up to 1,400
Avure Technologies Inc.,http://www.avure.com
Manufactures batch presses thatpasteurize prepared ready-to-eatfoods, e.g. packaged meats
Have unique pumping systems that enhance productthroughput. Continuous systems are not currentlybeing developed
600
Elmhurst Research, Inc.,http://www.elmhurstresearch.com
Designs and manufactures batchpresses
The company has developed a system whichincorporates patent pending vessel technology. Thesystem that was developed exclusively for the foodprocessing industry from scratch
689
Engineered PressureSystems Inc., http://www.epsi-highpressure.com
Manufactures laboratory andindustrial high pressure equipmentfor many industries
Manufacture hot, cold and warm isostatic presses 100–900
Kobelco, http://www.kobelco.co.jp
Manufactures laboratory andindustrial high pressure equipmentfor many industries
Manufacture many hot and cold isostatic presses, wetand dry-bag processes
98-686
Mitsubishi HeavyIndustries, http://www.mhi.co.jp
Manufactures laboratory andindustrial high pressure equipmentfor many industries
Manufacture isostatic pressing system with largeoperating temperature range as option
686
NC Hyperbaric, http://www.nchyperbaric.com
European leader in manufacture ofindustrial HPP equipment
Designed a system to work with different volumes,guaranteeing the necessary versatility to process awide range of products of different sizes and shapes
600
Stansted Fluid PowerLTD. http://www.sfp-4-hp.demon.co.uk
Offer a full range of advanced, highpressure equipment for research anddevelopment applications
Single and multiple vessels with temperature controlfrom −20 °C to +150 °C. Multiple Telemetry optionand variable pressurisation times from 2s
Up to 1,400
Uhde Hockdrucktechnik,http://www.uhde-hpt.com
Uhde develop and build highpressure processes for industry andresearch purposes
Help in the development of plant processes frominitial testing to full scale application
700
Food Bioprocess Technol

HPP; studies of which, as briefly reviewed by Hartmann etal. (2006), are summarised in Table 2. From the small groupof investigations, which have thus far focussed on this area,it is evident that cell disruption is highly specific to thegeometry of the bacteria, as opposed to its gram-type(Ludwig and Schreck 1997; Schreck et al. 1999), althoughthis is disputed (Yuste et al. 2001). Moreover, the presenceof a cell wall does not mean pressure resistance isenhanced; in fact, quite the opposite has been hypothesisedby Ludwig et al. (2002) who suggested that pressure mayinduce mechanical stresses on the microbial cell wall,which, in turn, may interact with inactivation mechanisms.Although the above studies show strong correlationsbetween the physiological state of the microorganisms anddegree of pressurisation, cell disruption during processingremains poorly understood at the fundamental level of fluidand cell interactions (Smith et al. 2000a). Up to quiterecently, this has been quantified via a cell-wall-strengthmodel which presumes disruption to occur when the fluidstresses that are imparted on a cell wall exceed somedefined threshold. This has been successfully applied toanimal cells, as these have no proper cell wall (Thomas andZhang 1998). Progress, however, has been slower formicrobial cells whose well-structured cell walls addconsiderable complexity. As a consequence, there is a lackof understanding and characterisation of the mechanicalproperties of microbial cell walls (Smith et al. 2000a).
To appreciate the mechanical strength of microbial cellsand the factors that contribute to that strength, investiga-tions of cell mechanical properties under periods ofpressurisation are necessary. As yeast cells are widely usedto produce intracellular bio-products of commercial interest,experimental techniques have been employed to evaluatetheir properties; for example, via micromanipulation, the
relationship between bursting force, diameter and therelationship between force and displacement of yeast cellshave been established (Mashmoushy et al. 1998). Fortu-nately, yeast cell walls are structurally complex, soexperimentation may provide scope for understanding themechanisms of inactivation in complex microorganismssuch as Escherichia coli. In recent years, it has been foundthat unless three dimensionless parameters, namely thepermeability constant, the initial thickness to radius ratioand the initial radial stretch ratio, were found from experi-ments, then non-unique properties for cell walls ofbiological cells could be derived (Smith et al. 1998). Todetermine the cell wall properties for yeast cells using thesedimensionless parameters, Smith et al. (2000a) conductedcompression experiments. They used osmotic theory tointerpret measurements of cell volume as a function ofexternal osmotic pressure. Then, they quantified the effectof osmotic pressure and cell compression rates on thebursting force, deformation at bursting and cell diameter. Todetermine the intrinsic cell wall properties and cell wallfailure criteria, the force-deformation data obtained wereused in conjunction with a finite element (FE) mechanicalmodel (Smith et al. 2000b). Specifically, this modeldetermined the mean Young’s modulus (when used inconjunction with simple membrane theory), mean maxi-mum von Mises stress-at-failure and mean maximum vonMises strain-at-failure. Unfortunately, internal organelles ofthe yeast cell which are also susceptible to stress were notconsidered, thereby reducing the models applicability in thearea of HPP.
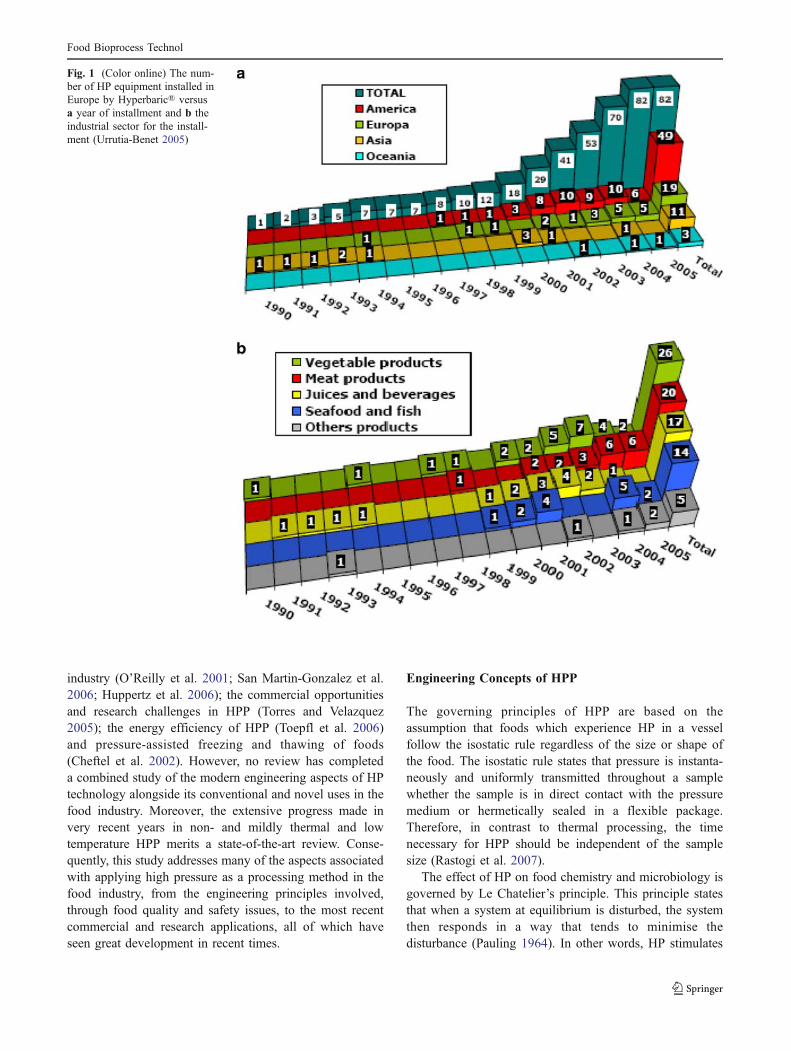
Hartmann and Delgado (2004) addressed this issue byusing the above information in the development of a FEmechanical model of a yeast cell during the compressionphase of HPP (as shown in Fig. 2), which was experimen-
Table 2 Mechanisms of cellular inactivation
Target microorganism Findings Reference
E. coli S. aureus P.aeruginosa
Morphological changes were only noticed for the rod shaped E. coli and P. aeruginosa of whichP. aeruginosa was more pressure sensitive, whereas the S. aureus (cocci) was the most resistantto pressure.
Ludwig andSchreck (1997)
M. pneumoniae The pressure sensitivity of M. pneumoniae, which has no cell wall, was high compared to cellwall gram-positive bacteria. The cell wall wasn’t found to protect the bacteria and no correlationbetween gram-type and pressure sensitivity was observed. However, correlation existedbetween cell shape and pressure sensitivity, similar to above
Schreck et al.(1999)
L. monocytogenes S.typhimurium
Cellular morphology of L. monocytogenes was not affected when exposed to pressures of400 MPa and membranes were perforated in small part of the population. S. typhimurium showsmorphological changes such as dimples and swellings.
Ritz et al. (2002)
S. cerevisiae Cell wall disruption occurs at 400 MPa to 500 MPA. The organelles of the cell are very sensitiveto pressure. The nuclear membrane begins to feel the affect at of 100 MPa, and at 400 MPA allthe organelles are disrupted
Shimada et al.(1993)
S. fibuligera At 250 MPa the volume shrinkage of the cell was 15%, after compression. The volume of non-viable cells was found to be 65% after the holding time of 15 min.
Perrier-Cornet etal. (1995)
Food Bioprocess Technol
tally validated with yeast cell volume reduction data fromPerrier-Cornet et al. (1995). Instead of using a volume lossequation as was done in the study of Smith et al. (1998), areduced form of the Cauchy equation of motion representedthe mechanical behaviour of the yeast cell. Major organ-elles were modelled to investigate the homogeneity of thestress distribution in the cell as well as the cell deformationcharacteristics. The authors found that at 400 Mpa, thecritical effective strain upon failure of the organellesmembranes of 80% (Shimada et al. 1993) was predicted,correlating well to experimental studies of Shimada et al.(1993). Most notably, Hartmann and Delgado (2004)predicted a non-homogenous (as opposed to the widelyassumed homogenous) stress distribution in the cell. Inaddition, through dimensional analysis, the authors foundthat the compression rates did not influence cellularinactivation. They found that a frequency of over700 MHz would be required for any noticeable inactivationto occur; this frequency exceeds the feasible range oftransient pressure protocols applicable in a pulsed-HPPsystem. The possibility of independence between inactiva-
tion and compression rates has been shown experimentallyfor other microbial species (Rademacher et al. 2002). Later,Hartmann et al. (2006) derived a simple linear model toexplain the stress distribution on a spherical shell; althoughthe model assumed constant material properties, the modelstill predicted the existence of heterogeneous mechanicalstresses under high hydrostatic pressure.
Thermal–Hydraulic Processes in HPP
As HPP often involves heat interactions and fluid flow,thermal-hydraulic investigations, i.e. the study of thermo-dynamic and fluid-dynamic phenomena, have shown to beof high importance. The thermal–hydraulic processes thatoccur during the HPP of both fluid and solid food systemscan be highly influential on the efficiency and effectivenessof the overall process (Hartmann 2002; Rademacher et al.2002). During compression/decompression phases, theinternal energy of the HP system changes, resulting in heattransfer between the internal system and its boundaries. Thefirst experimental observations of fluid temperature in a HPvessel were made by Pehl et al. (2000) who revealed aheterogeneous temperature distribution via high-pressurethermochromatic liquid crystals. Using the same experi-mental rig at room temperatures, Rademacher et al. (2002)noted periods of forced convection during the compression/decompression phase followed by natural convectionduring the pressure holding stage. The observed tempera-ture gradients were found to be dependent on the pressureramp employed. These thermal–hydraulic characteristicswere also confirmed through numerical simulations byHartmann (2002) who noted that if food particles ormicroorganisms were to be suspended in the fluid theywould undergo periodic temperature treatment with avariation of 6 K due to a vortex motion in the pressurisedcell. Owing to the ability of the numerical simulations toprovide non-intrusive flow, thermal and concentration fieldpredictions, such techniques were deemed necessary ingaining thorough understanding of the phenomena inherentin HPP, especially when the scale-up phenomena need to beanalysed (e.g. layout and design of high pressure devices,packages, etc.; Hartmann 2002).
An important contribution to the understanding ofthermal–hydraulics in the HPP of a fluid–food system atmild temperatures (i.e. 313 K) was made by Hartmann andDelgado (2002). The authors used computational fluiddynamics (CFD) and dimensional analyses to determinethe timescales of convection, conduction and bacterialinactivation, the relative values of which contribute to theefficiency and uniformity of conditions during HPP. Thesetimescales are summarised in Table 3 from which thedependency of both convection and conduction timescaleson the geometry of the processing equipment and the
Fig. 2 Finite element model of yeast cell under compression(Hartmann and Delgado 2004)
Food Bioprocess Technol

transport mechanisms of the fluid matrix, i.e. dynamicviscosity and thermal conductivity, can be seen. During thestudy, conductive and convective timescales were directlycompared to the inactivation timescale to provide a pictureof the thermal–hydraulic states of HP vessel duringbacterial inactivation. Results of high industrial relevancewere provided as, for example; it was shown for pilot scalesystems that when processed fluids exhibit a largerconvection timescale than the inactivation timescale, inten-sive fluid motion and convective heat transfer resulted inhomogenous bacterial inactivation. Conversely, non-unifor-mities in the inactivation process were dominant whenthe convection timescale was significantly smaller and theconduction timescale was significantly larger than theinactivation timescale. Furthermore, the simulations ofindustrial-scaled systems showed greater efficiency inbacterial inactivation as the compression heating subsistedfor greater time periods when compared to smallerlaboratory systems. As regards the HP vessel boundaries,Otero et al. (2002a) and Hartmann et al. (2004) showed thatthe thermal properties of the HP vessel boundaries haveconsiderable influence on the uniformity of the process, andinsulated material promoted the most effective conditions.As well as this, the insulated vessel was found to increasethe efficiency of HPP by 40% (Hartmann et al. 2004). Adimensionless analysis of the convective heat transfermechanisms in liquid foods systems under pressure wasalso done by Kowalczyk and Delgado (2007a) who advisedthat HP systems with a characteristic dimension of 1 malongside a low viscous medium should be used to avoidheterogeneous processing of the product.
Other studies provided similar solutions to the thermal–hydraulic phenomena in HPP systems containing packagedultra-heat treatment (UHT) milk (Hartmann et al. 2003)packaged enzyme mixture (Hartmann et al. 2003) solid beeffat (Ghani and Farid 2006) and solid food analoguematerial (Otero et al. 2007a), e.g. tylose with similar
properties to meat and agar with similar properties to water,were both used. In both of the investigations of Hartmannet al., the most significant results, revealed by validatedCFD simulations, showed strong coupling between con-centrations of the surviving microorganisms and the spatialdistribution of low temperature zones within the foodpackage in the HP vessel. A low thermal conductivepackage material was also found to improve the uniformityof processing by preserving the elevated temperature levelwithin the package throughout the pressurisation phase; anaverage difference of about two log reductions was foundper tenfold increase in the package thermal conductivity.The two-dimensional CFD simulations of Otero et al.(2007a) found that the filling ratio of the HP vessel playeda major role in process uniformity, with convective currentshaving least effect on heat transfer when this ratio is large(Fig. 3). They also showed that by anticipating thetemperature increase, which results from compressionheating, and by allowing the pressure transmitting mediumto supply the appropriate quantity of heat, the uniformity ofHPP was enhanced when both large and small sample ratioswere used (Fig. 4). More recently, Ghani and Farid (2006)used three-dimensional CFD simulations to illustrate bothconvective and conductive heat transfer in a HPP systemloaded with pieces of solid beef fat. The simulation showeda greater adiabatic heating in the beef fat than the pressuretransmitting medium owing to the greater compressionheating coefficient used in this case.
A notable feature of the above modelling studies wasthat contrasting results were possible owing to (1) the HPsystems having different operational properties or (2)numerical modelling limitations. Therefore, differentboundary conditions have been used, and, consequently,results between studies cannot be directly compared. Forexample, in the studies of Hartmann and Delgado (2003)and Hartmann et al. (2004), a HP vessel which permittedthe transient pressure increase as a result of the mass
Table 3 HP-associated equations suitable for industrial application
Fluid-food systems Packed food systems Reason andreferences
Convectiontimescale
thyd ¼ rD2
h thyd me ¼ rD2kh ; thyd p ¼ rD2
pk
h By calculating these timescales theuniformity of HPP can be determined(Hartmann and Delgado 2002).
Conductiontimescale
tth ¼ rD2cpl tth me ¼ rD2Cpk
l ; tth pp ¼ rppD2ppCppp k
l ; tth p ¼ rpD2pCppk
l
Inactivationtimescale
tin ¼ 1k
tin ¼ kk
Adiabatictemperaturerise
dTdP ¼ aT
CPr(1)
CHfood ¼ CHX �AþCHY �BþCHZ�Cð ÞAþBþC(2)
dTdP ¼ aT
CPr(1)
CHfood ¼ CHX �AþCHY �BþCHZ�Cð ÞAþBþC
(2)Eq. 1 should be used estimate thetemperature increase for water basedfoods. Eq. 2 should be used for fattyfoods (Rasanayagam et al. 2003).
Food Bioprocess Technol

augmentation of the inflowing pressure medium anddeformation of the packaged food, also called the indirectHP system, was modelled. Otero et al. (2007a) and Ghaniand Farid (2006) modelled a direct system, i.e. a plunger-press which increased vessel pressure directly via thedisplacement of a drive piston. Both a direct and an indirectsystem are illustrated in Fig. 5. In contrast to Otero et al.(2007a), Ghani and Farid (2006) and Hartmann et al.(2004), Hartmann and Delgado (2003) modelled pressure
buildup to occur instantaneously in HP vessel because ofmodelling limitations. The authors noted that this assump-tion was justified because the pressure holding timeexceeded the compression/decompression phase of HPP.However, as investigations with a laboratory scale (0.8 l)systems were cited in this justification, i.e. with smallconvection and conduction timescales (Pehl et al. 2000),whereas systems with much larger convection and conduc-tion timescales were modelled (6.3 l), this must beconsidered cautiously. Overall, the difference between theboundary conditions used in these HPP modelling studieslies in the adjustment they provided to the relativecontributions of forced and natural convection and, as aresult, their effect on temperature distribution.
It was evident from the above studies that bothtemperature and velocity fields are transient during thephase of pressure holding, as the fluid velocity distributioninfluences strongly the temperature distribution and viceversa (Otero et al. 2007a). Therefore, to accurately studythe relative contributions of forced and natural convectionto the effectiveness of HPP, it would be most beneficial tomeasure velocity as well as temperature and use both todevelop a comprehensive validation in future simulationstudies.
Thermophysical Properties
Designing safe, effective and efficient HPP systemsdemands the modelling of conceptual designs throughoutthe range of pressures and temperatures experienced in thefood industry. One of the main difficulties when developingor optimising these systems is the lack of knowledge aboutthe important thermophysical properties of food whileunder pressure. However, such knowledge is important as,
Fig. 3 Temperature distribution in an HP chamber with a large fillingratio (Otero et al. 2006)
Fig. 4 Temperature evolution in a big Tylose sample calculated from the model: the initial temperature of both the Tylose sample and the pressuremedium is a 40 °C and b 24 °C, i.e. showing the benefits of anticipating the adiabatic temperature rise (Otero et al. 2006)
Food Bioprocess Technol

from an engineering point of view, theoretically based heatand mass transfer models that allow the accurate predictionof the physical history of food undergoing HP are desirable.
For example, considering the thermal–hydraulic studiesreviewed above, it would not have been possible toevaluate the relative importance of process parameters suchas the compression rate (Hartmann 2002), the size of theHP vessel (Hartmann et al. 2003), the viscosity of thepressure transmitting medium (Hartmann and Delgado2002) and the process uniformity (Otero et al. 2007a) etc.unless the physical properties of the systems fluids weremodelled as functions of pressure and temperature. Forthese calculations, the thermophysical properties usedinclude density, viscosity, specific heat and thermal con-ductivity of both the pressure-transmitting medium and thefood product being processed. Of course, not all propertieshave been modelled precisely, especially when limitedexperimental data were available concerning the property’svariation over the desired pressure and temperature range,and when omitting the precise details of its dependencywould not have a large bearing on the accuracy ofsimulation results, e.g. as Hartmann et al. (2003) foundwhen prescribing constant values for thermal conductivityin CFD simulations (note that the variation of thermalconductivity with pressure and temperature above freezingpoint is slight as can be seen in Fig. 6.). In addition, whenHPP involves a change of phase, the ice fraction, the
enthalpy and the initial freezing point also need to bemodelled (Otero et al. 2006). Models of these propertiesduring HPP can be derived from (1) additive modelsconsidering the food properties under pressure (Otero etal. 2006); (2) in the phase change domain data atatmospheric pressure can be shifted according to thefreezing point depression, or an experimentally observedchange, associated with the applied pressure (Denys et al.
Fig. 5 Examples of a a direct system and b an indirect systems (Urrutia-Benet 2005)
Fig. 6 The variation in thermal conductivity of a Tylose sample withrespect to temperature and pressure (Otero et al. 2006)
Food Bioprocess Technol

1997; Hartmann et al. 2003) and (3) the physical propertyof water under pressure can be multiplied by a constantwhich represents the ratio of the foods physical property tothat of water at atmospheric pressure (Hartmann et al. 2003;Ghani and Farid 2006). Another method used by Chen et al.(2007) and Kowalczyk et al. (2005) was to firstly run two-dimensional CFD simulations for a food product undergo-ing the HPLT process and then fit the resulting curves toexperimental data by varying the appropriate thermophys-ical property. A similar technique was followed by Schluteret al. (2004) who allowed coefficients in Weibull distribu-tions of the physical properties to vary in accordance withthe prevailing experimental conditions. The variation ofsome important thermophysical properties under pressureare discussed in the following.
Viscosity
Fluids which undergo pressurisation become more viscousespecially at subzero temperatures. Forst et al. (2000) havepublished experimental data on the viscosity of water atvarious temperatures as a function of pressure. Effective useof these data permits the results obtained from viscosity–temperature equations, such as that developed by Watson etal. (1980), to be adjusted so that the pressure experienced inthe HP system can be represented (Hartmann et al. 2004).Many other numerical representations for viscosity of fluidsystems as a function of temperature have been publishedby Seeton (2006). For liquid food systems over limitedranges of concentration, the effect of solids concentrationon viscosity of liquid food can be described by eitherexponential (Vitali and Rao 1984) or a power type ofrelationship (Rao et al. 1986). The dynamic relationshipwith viscosity and pressure, however, is not so welldocumented. In HPP simulations of UHT milk, Hartmannet al. (2003) considered milk to follow the same pressure–viscosity profile as that of water, represented by:
hM p; Tð Þ ¼ hM Tð ÞhW Tð Þ
����ambp
hW p; Tð Þ ð1Þ
However, owing to phenomena such as micelle disrup-tion, the viscosity of milk during HPP cannot be explainedaccurately in this way (Harte et al. 2003).
Density
The equation of state developed by Saul and Wagner(1989), which accounts for the compressibility of purewater under high pressure, has been used to describedensity as a function of pressure and temperature during
studies when convection heat transfer during HPP is beingmodelled (Ghani and Farid 2006); other sources for densitydata have also been used for water-like substances (Otero etal. 2007a). As regards food, high pressure has been foundto increase the density of a food analogue by about 3.5% ofits original value for each 100-MPa increment in appliedpressure (Otero et al. 2006). Modelling compression\decompression effects within a food sample during HPPrequires that the samples density–temperature–pressurerelationship be taken into account. Denys et al. (2000)measured this relationship in apple sauce and tomato pasteand regressed data to form a simple equation which theythen incorporated in their numerical heat transfer model.When such measurements have not been possible, it wasnecessary to allow the density of the food sample to vary asa function of water density, assuming that no phase changewould occur during the HPP (Hartmann and Delgado 2003;Ghani and Farid 2006), i.e.:
rM p; Tð Þ ¼ rM Tð ÞrW Tð Þ
����ambp
rW p; Tð Þ ð2Þ
In the phase-change domain, food density also increaseswith an increase in applied pressure. Otero et al. (2006)have shown predictions from an additive density modelunder pressure to be more accurate than shifting theatmospheric pressure density data according to the freezingpoint depression. This is because shifting the data did nottake into account the increment registered in liquid waterand ice densities under pressure (Otero et al. 2006).
Specific Heat
In many foods, water substantially influences specific heat.In addition, for matters of reducing modelling complexity,the specific heat of the solid food components of a foodmatrix can be assumed independent of temperature andpressure (Otero et al. 2006). This means that the lower thefoods water content, the greater the difference betweenpredictions for the food and specific heat of water (Miles1991). For pure water at temperatures over 0 °C, increasingthe pressure causes the specific heat to decrease in analmost linear fashion. For example, using the thermophys-ical data corresponding to pure water (Lemmon et al. 2005),its specific heat at 1 °C was found to decrease graduallyfrom 4,216 J kg−1 K−1 at atmospheric pressure to 3,488 Jkg−1 K−1 at 600 MPa. A similar gradient in the specific heatversus pressure curve exists for all water temperatures inthe range of 0 to 120 °C (Otero et al. 2002b). By assumingthat this gradient is representative of a food sample, thespecific heat of the food can then be determined as afunction of pressure. For example, in the absence ofaccurate data, Ghani and Farid (2006) represented the
Food Bioprocess Technol

dependency of specific heat on temperature and pressure asfollows, assuming that no phase change would occur duringthe HPP:
CpM p; Tð Þ ¼ CpM Tð ÞCpW Tð Þ
����ambp
CpW p; Tð Þ ð3Þ
However, it must be noted that the food should have ahigh water content for this type of modelling to be accurate.It is well known that the latent heat of fusion is reducedunder pressure and must be carefully considered whenmodelling high-pressure low-temperature processes. There-fore, the apparent specific heat of foods, which includes thecontribution of the heat capacity and the latent heat offusion, is generally used in modelling studies. The reasonfor this is that unlike the specific heat, the apparent specificheat can be modified to account for the freezing pointdepression and the reduction in latent heat of fusion via thesimple shifting approach. For more details, the reader isreferred to the articles of Otero et al. (2006) and Denys etal. (2000).
Thermal Conductivity
In the modelling of HPP at moderate temperatures, Ghaniand Farid (2006) have followed the above methods indescribing the dependency of thermal conductivity ontemperature and pressure when no physical data for themodelled food under pressure was available:
lM p; Tð Þ ¼ lM Tð ÞlW Tð Þ
����ambp
lW p; Tð Þ ð4Þ
In the main, thermal conductivity does not changesubstantially under pressure in foods above their initialfreezing point and can even be considered constant inmodelling exercises (Hartmann et al. 2003). In the phasechange domain, both shifting the atmospheric data andusing the additive model to calculate the thermal conduc-tivity give reasonably accurate results, as thermal conduc-tivity shifts according to freezing point depression withoutexhibiting anomalous behaviour (Otero et al. 2006).
Phase Transitions
The level of pressure imposed on a system determines theliquid–solid phase transitions in water and food. The mostimportant benefits of high pressure combined with lowtemperatures can be observed in the phase change diagramof water and include (1) freezing point depression (aminimum of −22 °C at 209 MPa), (2) reduced latent heatof fusion (from 334 kJ/kg at atmospheric pressure to193 kJ/kg at 209 MPa), (3) a reduced change in specificvolume and (4) possibilities for the crystallisation (from
209 MPa) of higher level ice polymorphs with greaterdensity than water (Schluter et al. 2004). All of theseconditions are evident in Fig. 7.
Phase changes are classified according to the thermody-namic changes occurring at transition temperatures (Roos2003). During food processing and storage, phase tran-sitions govern the deviations in a foods physical state, withthe temperature and pressure at which they occur beingspecific to the food material. As discussed by LeBail et al.(2003), Schluter (2003) and Roos (2003), two types ofphase transitions occur in food systems, namely those of thefirst and second order. In first-order transitions, the firstderivatives of the thermodynamic functions exhibit adiscontinuity in heat capacity and thermal expansioncoefficient at transition temperature (i.e. solid–liquid–gastransitions). The amorphous structures of a food system,which are formed during freezing or other forms ofprocessing, will undergo second-order transitions involvingno such discontinuity as, unlike first-order transitions, nolatent heat is required during the phase change; instead,there is a step-change in the properties suffering disconti-nuity in the first-order transition (Roos 2003). Theexistence of second-order transitions in amorphous foodstructures increases the complexity of physical and chem-ical changes in foods (Slade and Levine 1991). Thefreezing of foods gives rise to metastable, amorphous orpartially amorphous structures which exhibit time-depen-dent changes as they approach an equilibrium state, i.e.crystalline (Roos 2003).
The concept of “metastable states” as regards theformation of different ice types was introduced about40 years ago (Urrutia-Benet 2005). The concept was alsorecognised by Kalichevsky et al. (1995) who noted thepossibility of obtaining certain ice forms, such as ice III orice VI, outside their range of stability. Metastable states canbe defined as those states at which the free energy is at arelative minimum (Schluter 2003), i.e. they correspond to adomain in which one phase exists where another phasewould have a lower free energy. Their very existence givesexploitable advantages to the HPLT industry. For example,in pressure shift freezing, the presence of a metastablesupercooled liquid phase in the domains of ice I or ice IIIcould allow larger thermal gradients to be employed,thereby permitting reduced processing times, and greateramounts of ice instantaneously formed upon depressurisa-tion (Urrutia-Benet et al. 2006). Moreover, HPLT microbialinactivation was found to perform best in the range ofconditions corresponding to the metastable region in thedomain of ice III (Shen et al. 2005). Schluter et al. (2004)recently provided definitions of the various metastablephases, which, in turn, have been illustrated on the phasechange diagram of water (Fig. 8) by Urrutia-Benet et al.(2007). Schluter et al. (2004) also showed that freezing
Food Bioprocess Technol
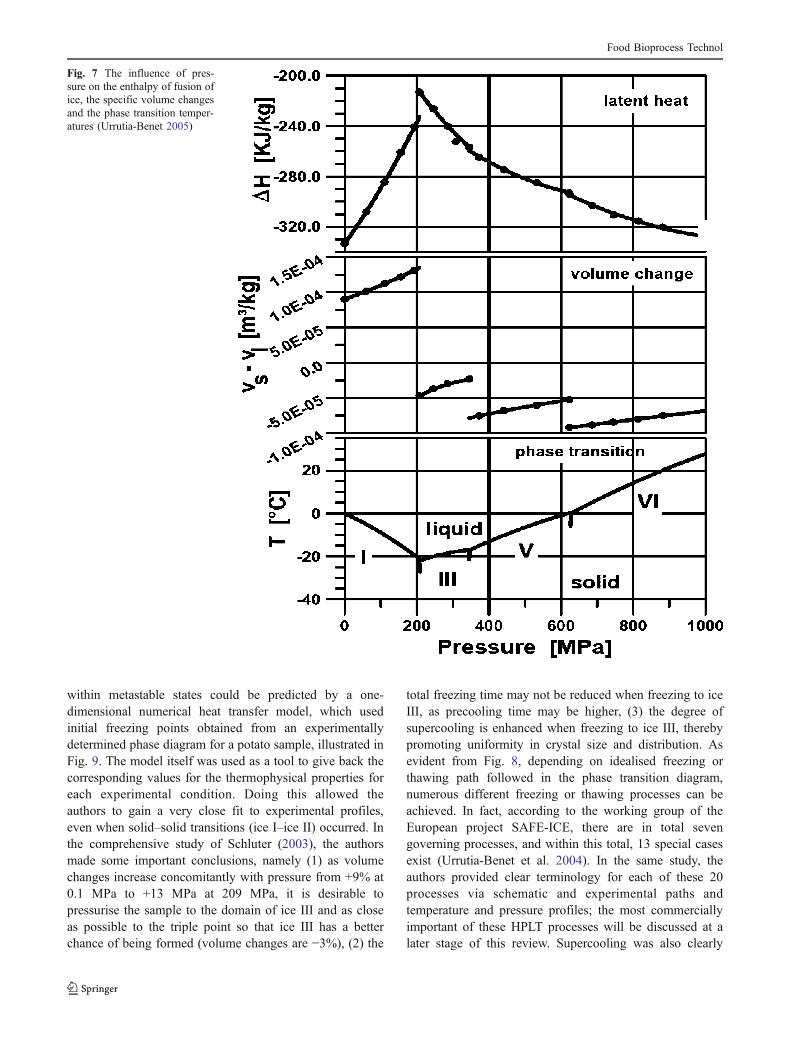
within metastable states could be predicted by a one-dimensional numerical heat transfer model, which usedinitial freezing points obtained from an experimentallydetermined phase diagram for a potato sample, illustrated inFig. 9. The model itself was used as a tool to give back thecorresponding values for the thermophysical properties foreach experimental condition. Doing this allowed theauthors to gain a very close fit to experimental profiles,even when solid–solid transitions (ice I–ice II) occurred. Inthe comprehensive study of Schluter (2003), the authorsmade some important conclusions, namely (1) as volumechanges increase concomitantly with pressure from +9% at0.1 MPa to +13 MPa at 209 MPa, it is desirable topressurise the sample to the domain of ice III and as closeas possible to the triple point so that ice III has a betterchance of being formed (volume changes are −3%), (2) the
total freezing time may not be reduced when freezing to iceIII, as precooling time may be higher, (3) the degree ofsupercooling is enhanced when freezing to ice III, therebypromoting uniformity in crystal size and distribution. Asevident from Fig. 8, depending on idealised freezing orthawing path followed in the phase transition diagram,numerous different freezing or thawing processes can beachieved. In fact, according to the working group of theEuropean project SAFE-ICE, there are in total sevengoverning processes, and within this total, 13 special casesexist (Urrutia-Benet et al. 2004). In the same study, theauthors provided clear terminology for each of these 20processes via schematic and experimental paths andtemperature and pressure profiles; the most commerciallyimportant of these HPLT processes will be discussed at alater stage of this review. Supercooling was also clearly
Fig. 7 The influence of pres-sure on the enthalpy of fusion ofice, the specific volume changesand the phase transition temper-atures (Urrutia-Benet 2005)
Food Bioprocess Technol

defined as the sudden temperature increase from nucleationtemperature to the initial freezing point. Table 4 summarisesthe standardised nomenclature in HPP research.
Of the governing high pressure freezing and thawingprocesses, those that have been modelled include subzerocooling at high pressure, pressure-shift freezing (PSF),pressure-assisted freezing (PAF), pressure-assisted thawingand pressure induced thawing (PIT). Numerical modellingcan provide a clearer picture of the complex heat and masstransfer mechanisms that govern these processes, and so itis quickly becoming a comprehensive optimising technique
in freezing applications. Denys et al. (1997) were one of thefirst to develop a numerical model of the conduction heattransfer within an analogue food during PSF and PITprocesses. In their study, the thermophysical data wereshifted along the temperature melting curve according tothe prevalent pressure. Reasonable correspondence betweenpredictions and experimental measurements were achieved.Later, the predictions were enhanced when the authorscorrectly permitted the apparent specific heat to change as afunction of pressure (Denys et al. 2000). Many of the otherpressure-supported phase-transition modelling studies, us-
Fig. 8 The metastable statesthat exist on the phase diagramof water (Urrutia-Benet 2005)
Fig. 9 The phase diagram of apotato sample (Schluter 2003)
Food Bioprocess Technol

ing conduction heat transfer models, were reviewed byDenys et al. (2001) and Schluter et al. (2004) and will notbe covered here. Instead, the most recent contributions, allof which include convective heat transfer from pressuremedium to the processed sample, will be reviewed.Kowalczyk et al. (2004) were the first to model convectiveheat transfer during the pressure-assisted freezing andthawing of water. Conservation equations for phase changewere adapted to account for a compressible medium, andalongside linearised source terms, they were solved withCFD simulations. Contrasting heat transfer mechanismsbetween freezing under atmospheric pressure and highpressure were observed. Most notably, the authors stressedthe importance of future studies or applications to deter-mine convection timescales for both the heating andcooling processes and to provide correct heating parametersduring the heating phase of thawing to avoid recrystallisa-tion. In a later study, Kowalczyk and Delgado (2007b)found that gravity considerably influenced the shape of iceformed under pressure, although volumetric ice formationsunder low-gravity and normal conditions were not signif-icantly different. Recently, convective and conductive heattransfer through a tylose solution have been modelled withthe aim of determining optimum processing lengths forsemi-continuous HPLT unit, and the results indicated itsfeasibility in a commercial setting (Otero et al. 2007b).
It is also worth noting the study of Ozmutlu et al. (2006)who were the first to experimentally observe the phasechange of water under pressure. This study determined the
relative contributions of momentum and energy transfersduring the development of both ice I and ice III via particleimage velocitometry and thermography. Such encouragingdevelopments provide an excellent platform for the devel-opment of comprehensively validated models to gainunderstanding of the physical mechanisms that governHPLT processes.
Developments in HPP Equipment and Processes
The general process-flow for both batch and/or semi-continuous HPP has been discussed by other authors andwill not be considered here in detail (see Hogan et al. 2005;van den Berg et al. 2001; Mertens and Deplace 1993;Torres and Velazquez 2005; Hjelmqwist 2005). Batchprocessing is the more conventional of the two operationsand was relatively easy to implement when HPP was firstcommercialised in the food industry, as hot and coldisostatic pressing technologies could be directly adoptedfrom the ceramic and metal industries. For batch systems,advances in mechanical engineering have allowed thedevelopment of enhanced intensifier designs, advancedopening and closing mechanisms that promote efficientprocessing times and better prestressing techniques thatallow vessels to work under higher pressures with greaterfatigue resistance (van den Berg et al. 2001). A semi-continuous (or in-line) system can act as an alternative tobatch operations only when a pumpable product is beingprocessed. Consequently, over the years, their development
Table 4 Summary of HPP/HPLT terminology
Term Definition Reference
HPP High pressure processing Commonly usedUHP Ultra high pressure Commonly usedHHP High hydrostatic pressure Commonly usedHP High pressure Commonly usedCome-up time Time taken to pressurise the HP vessel Commonly usedHold-time Time taken to maintain pressure in the HP vessel at a predefined level Commonly usedHPLT High pressure low temperature Urrutia-Benet et
al. (2004)PAF Pressure assisted freezing: an unfrozen sample is frozen after pressurization at a constant
pressureUrrutia-Benet etal. (2004)
PSF Pressure shift freezing: a sample is frozen due to a pressure release, leading to an instantaneouscrystallization of ice, homogeneously distributed throughout the sample
Urrutia-Benet etal. (2004)
PIF Pressure induced freezing: a thawed sample can frozen by forcing to a phase transition bypressure increase (not possible to get ice I)
Urrutia-Benet etal. (2004)
PAT Pressure assisted thawing: a sample is thawed at a constant pressure, the difference between thesample and the bath temperature being the driving force for this process
Urrutia-Benet etal. (2004)
PIT Pressure induced thawing: a frozen sample can be forced to a phase transition from ice to liquidwater by applying pressure along the melting curve of ice I
Urrutia-Benet etal. (2004)
Plateau time or phasetransition time
The time span between nucleation and reaching a sample temperature (center) 5°C below thecorresponding initial freezing point
Urrutia-Benet etal. (2004)
Supercooling The sudden temperature increase from nucleation temperature to the initial freezing point Urrutia-Benet etal. (2004)
Food Bioprocess Technol

has been specifically aimed at the food industry. Mostnotably, a semi-continuous operation promoted by manyHP system developers couples a number of pressuresystems so that most of the energy stored in a pressurisedvessel can be then used to pressurise a second vessel, thus,saving energy and process time (van den Berg et al. 2001).Some of the recent engineering developments and innova-tive concepts that have contributed to the efficiency of HPPoperations will be discussed in the following.
From a review of the patented technology, it is obviousthat scientific research has caused many of the HPPdevelopments in the food industry. For example, acontrolled temperature HP system has been developedbased on the adiabatic heating phenomenon (Ting andLonneborg 2002). The authors claimed that this systemwould improve the efficacy of the pressure treatmentprocess by providing an insulated vessel into which thefood product could be placed. This simple concept cameabout only 2 years after the research of Denys et al. (2000)who proposed that a high level of HPP uniformity could beachieved if the temperature increase resulting from com-pression was anticipated and an appropriate heat source atthe boundary of the product was then applied. As discussedabove, more recent contributions have confirmed thishypothesis, adding more credence to the potential of thisinvention (Otero et al. 2007a; Hartmann et al. 2004).
Other inventions have also been patented contempora-neously to scientific research. For example, recent studieshave observed textural changes in HP-treated vegetables tobe primarily associated with very rapid changes inhydrostatic pressure (compression and/or decompression)during processing, which promotes turgidity loss (Trejo-Ayara et al. 2007). Contemporaneously with these findings,Ting and Anderson (2006) have developed a system andmethod for decompressing a HP vessel in a controlledmanner over a selected period of time. In justifying thisinvention, the authors claimed that by controlling decom-pression, the texture of the processed product can in turn becontrolled, and as pressure is one of the primary thermo-dynamic variables controlling complex biomolecular struc-ture, controlling decompression may allow delicatestructures to remain near equilibrium. It was also suggestedthat rapid decompression of a food material may causecellular damage due to rapid expansion of the gas that wasdissolved during pressurisation, and that slow decompres-sion could allow gases to diffuse from structures withoutcellular rupture. Although these suggestions are in line withthe scientific hypothesis of Trejo-Ayara et al. (2007), theyhave yet to be proven within the scientific domain.
In batch HPP systems, the product is generally treated inits final primary package; commonly, the food and itspackage are treated together and so the entire pack remainsa “secure unit” until the consumer opens it. When
considering new technologies, which involve the treatmentof packaging materials, it is important to study the safety ofthe material, the possible formation of compounds thatinfluence the odour and taste of the food and the effects ofpressure on mechanical and physical properties of thepackaging material, e.g. strength and barrier properties.HPP requires airtight packages that can withstand a changein volume corresponding to the compressibility of theproduct (Hugas et al. 2002), as foods decrease in volume asa function of the pressure applied, while an equal expansionoccurs on decompression. For this reason, the packagingused for treated foods must be able to accommodate up to a15% reduction in volume and return to its original volumewithout loss of seal integrity or barrier properties. Packag-ing materials, which are oxygen-impermeable and opaqueto light, have been developed for keeping fresh colour andflavour of certain HP-treated foods (Hayashi 1995). For HPpasteurisation, a method and apparatus to store andtransport treated and untreated foods during HPP havebeen developed by Hotek and Morrison (2006). Inproduction, the use of flexible pouches can achieve highpacking ratios; the use of semi-rigid trays is also possible,and vacuum-packed products are ideally suited for HPP.Miller and McLean (2006) have developed a flexible water-resistant packaging to prevent water from coming in contactwith a food product during HPP. As the size and shape ofthe product will have major effects on the stackingeffectiveness of the product carrier, they must be optimisedfor the most cost-effective process. This allows furtherdevelopment of innovative package shapes and printinggraphics (Ting and Marshall 2002).
Recent Applications of HPP
Maintaining Food Quality Characteristics
Knowledge of the sensory and nutritional characteristics offood products is essential for product development, qualitycontrol, sensory evaluation and design and evaluation ofprocess equipment (Ahmed et al. 2003; Polydera et al.2003). Thermal processing can often lead to qualitychanges in foods such as the destruction of vitamins,modifications to food texture and colour and the develop-ment of off-flavours. It is generally considered that HPoperations can render harmful microorganisms inactivewithout having a detrimental effect on food quality (Smelt1998). Increasing treatment pressures will generally in-crease microbial inactivation in shorter times, but higherpressures may also cause greater levels of protein denatur-ation and other potentially detrimental changes in foodquality when compared to the unprocessed product. Yet, asno shear forces are generated by HPP, the physical structure
Food Bioprocess Technol

of most high-moisture product qualities remains minimallychanged after treatment. Food characteristics which dictatethe consumer’s perception of food quality, and consequent-ly the ability of HPP as a processing technology that retainsthese characteristics, are reviewed in the following. Someof the effects of HPLT process on food quality aresummarised in Table 5.
Fruit and Vegetables and Derived Products
As discussed by Cano and de Ancos (2005), the texture offruit and vegetable products are largely determined by thestructure of the cell wall and middle lamella. Underpressure, the composition of these can change, as certaincell wall enzymes are inactivated and/or structural changesoccur in the polysaccharide, lipid and protein fraction. On aphysical level, HP can disrupt the tissues morphology, cellorganelles and cell membranes (Hartmann et al. 2004).Pressure has been shown to have a softening influence ontexture of fruits and vegetables, and tissue firmness may belost due to cell wall breakdown and loss of turgidity (DeBelie 2002). Trejo-Ayara et al. (2007) have found thattextural changes in raw carrots are primarily caused by lossof turgidity induced by rapid compression and decompres-sion. They noted that texture loss may be reduced byturgidity manipulation of the cells or reduced by pectinmethylesterase (PME) activation during high pressureprocessing given optimal conditions. In addition, theyobserved loss in texture when carrots were treated withpressures of above 300 MPa. Turgidity loss has also beenfound in the cell structures of spinach, which were exposedto a pressure level of 400 MPa for 30 min, owing to the softand elastic structures which characterise the cell walls; thesame was not found for tougher plant tissues such ascauliflower (Préstamo and Arroyo 1998). Basak and
Ramaswamy (1998) found that pressure-induced texturalchanges occurred in two phases, namely the textural changedue to instantaneous pressure application followed by agradual texture recovery or further loss during pressureholding. In the same study, texture recovery was achievedbetween 25 and 40 min for vegetable products under apressure of 100 MPa.
Biochemical changes also play an important role intexture modification during HPP. PME, which is found inplants and bacteria, de-esterifies plant cell wall pectins,resulting in methanol and pectin with a lower degree ofmethylation. In some cases, PME may enhance the textureof fruit and vegetable products (Villarreal-Alba et al. 2004).However, it is mostly known for inducing cloud separationin fruit juices, making PME inactivation a prerequisite intheir processing. Moreover, the action of both PG and PMEresults in the softening of plant tissues, a decrease inviscosity, as well as cloud separation in fruit juices (Canoand de Ancos 2005). In response to these attributes, HPPhas been used to improve or preserve the viscosity oftomato-based products by inactivating PG whilst maintain-ing PME activity (Crelier et al. 2001; Fachin et al. 2002,2004). As PME is reasonably tolerant to HP, completeinactivation is only successful in real food samples at veryhigh pressures, i.e. pressures in the range 400 to 600 MPacombined with mild heat (50 °C) to accelerate PMEinactivation were advised by Nienaber and Shellhammer(2001). Other influencing factors such as temperature, pHand solids and protein concentrations must be consideredwhen pressure treating enzymes.
The colour of most fruit and vegetable products suchas jams, fruit juices and purees is generally preservedonce thresholds of temperature and/or pH are observed(Ludikhuyze and Hendrickx 2001). For example, discol-ouration of broccoli juice was found after exposure to pressures
Table 5 Summary of some food quality characteristics after HPP
Product type Treatment (MPa/°C/min) Comparison to experimental control Reference
Orange juice 500/35/5 Improved shelf-life, better consistency, lower acid loss Polydera et al. (2003)Sausages 500/65/5 and 15 Better texture, improved taste, more juicy, less firm, no loss in colour Mor-Mor and Yuste
(2003)Green Beans 500 /room temp./1 Retention of colour, good firmness and extended shelf-life, showed
residual peroxidase activityKrebbers et al. (2002)
1000 /105/1.3 HPP showed similar reductions of vegetative cells and spores as inheat-sterilized green beans.
Beef 150/60/30 Stimulated proteolysis and ultra-structural changes, tougher meat,less juicy
Bertram et al. (2004)
Salmon 200/20/10 Lighter colour, increased tissue firmness, shelf-life extended Lakshmanan et al.(2003)
Cheese 400/20/20 Higher yield, higher pH, reduced microbial content, less crumbly,no colour change
Sandra et al. (2004)
Food Bioprocess Technol

at temperatures more than 50 °C, owing to chlorophylldegradation. However, below this temperature, pressuresof up to 800 MPa have been applied without having anegative effect on chlorophyll (Van Loey et al. 1998). Theability to preserve colour at high pressures is not evident insome products, e.g. owing to polyphenol oxidase (PPO),the colour of an onion becomes brown upon exposure topressure, turning browner contemporaneously with increas-ing pressure intensity (Butz et al. 1994). Krebbers et al.(2003) observed an increase in colour of tomato juice whentreating the samples at 700 MPa, for 1 min at 80–90 °C, asa result of compacting and homogenizing effects of thehigh pressure treatment. Rodrigo et al. (2007) found that nocolour degradation of tomato appeared under combinedthermal and high pressure treatment (300–700 MPa,60 min, 65 °C), and a maximum increase in colour of8.8% was found for strawberry samples (pH 5). Thus,recent results suggest that HPP promotes colour retentiononce circumspect treatment is applied.
In many fruit and vegetable products, HPP has either noor minor influence on flavour. Lambadarios and Zabetakis(2002) found that HP had very little effect on strawberryflavour compounds. Highest flavour stability was observedwhen samples were treated with pressures of 200–400 MPa,and the best flavour retention was observed at 400 MPa.Fruit juices, jams and purees all show excellent retention offresh like flavours for a far greater time period than thatexhibited by conventional thermal treatment under optimalstorage conditions (Ludikhuyze and Hendrickx 2001). Infact, quite recently Baxter et al. (2005) found that HPP oforange juice could produce a product acceptable to mostconsumers even after storage for 12 weeks at temperaturesup to 10 °C. On the other hand, storage at 30 °C causes900% increase in the rate of flavour deterioration (Polyderaet al. 2004).
Meat and Derived Products
As pressure bears a considerable influence on the structureand functionality of many proteins, it consequently affectstextural, sensory and nutritive properties of meat and meat-derived products (Jung et al. 2000). For meat systems, theeffectiveness of HPP depends on the characteristicsassociated with the specific meat product and the intensity,holding-time and temperature of HPP operation. Otherinfluencing factors include whether a meat is in a pre- orpost-rigour state, the meats pH and ionic strength, etc.(Cheftel and Culioli 1997). Although investigations of theeffects of HPP on meat quality are limited, studies have sofar found that HP treatments can influence texture andcolour in raw, cured and battered meat systems (Jung et al.2000; Carballo et al. 2000).
From the studies of raw meat, HPP has been shown totenderise meat when applied pre-rigor, but does not have apronounced effect on post-rigor meat at low temperatures,with some studies even showing that HP causes meathardening (Jung et al. 2000). Recently, Ma and Ledward(2004) found a massive decrease in hardness, chewinessand cohesiveness at 200 MPa and 70 °C, which theyattributed to increased enzymic activity on protein struc-tures that have been drastically modified. At lower pressureand temperature combinations, similar results to thosefound in the literature were reported. Jung et al. (2003)found that exposing raw meat to a high intensity of pressure(520 MPa) for a short time (260 s) led to a decrease in theevolution of total meat flora and a consequent delay ofgrowth of a week. It was then hypothesised that this delayincreases the meat maturation period, which, in turn, couldimprove the meat tenderness. The authors also found meatcolour to be highly dependent on pressure intensity, aspressures of 130 MPa improved redness, yet pressuresabove 325 MPa resulted in strong discoloration, i.e. aheightening in brown colouration. Jung et al. (2003) relatedthis discolouration to the increase in metmyoglobin (Fe3+)content in the meat after pressurisation.
High pressure technology has also been employed asa stabilising and texturising technique for meat paste(Apichartsrangkoon and Ledward 2002; Apichartsrangkoon2003; Jung et al. 2000). Pressure-induced changes inprotein and subsequent aggregation leads to the formationof gels, which have better quality characteristics than thoseprocured through thermal means (Supavititpatana andApichartsrangkoon 2007). The influence of combinedpressure and heat treatment in gel formation may or maynot be synergistic, depending on the meat system underinvestigation (Supavititpatana and Apichartsrangkoon2007; Carballo et al. 2000). Nevertheless, increasing eitherpressure or temperature during treatment was found toincrease gel strength, leading to a useful means ofproducing meat pastes with different eating qualities(Supavititpatana and Apichartsrangkoon 2007). Whenapplied to cooked sausages, Mor-Mor and Yuste (2003)reported that HPP increased cohesiveness and reducedfirmness when compared to heat-treated sausages. Theyalso reported that weight loss was significantly higher inheat-treated sausages than in HP-treated control samples.As for changes in colour, HP-treated meat pastes becamelighter, as both the intensity of pressure and temperatureincreased, thereby reducing the saleability of meat productsafter processing at higher intensities (Yuste et al. 1999;Supavititpatana and Apichartsrangkoon 2007).
For dry-cured meat products, their ability to retainquality characteristics during HPP and throughout chilledstorage has been investigated by some authors (Rubio et al.2007; Serra et al. 2007). Rubio et al. (2007) found that
Food Bioprocess Technol
deterioration in sensorial qualities of treated-cured ham(500 MPa for 5 min) limited its storage time to 90 days,although an adequate shelf life for microbial control wasfound to be 210 days in the same storage conditions. Serraet al. (2007) studied the textural and visual qualities ofpressure-treated frozen hams at different early stages in thedry-cured process. They found that the pressurised hamsshowed lower visual colour intensity than the control ones,but did not have any significant affect on sensorialproperties of the ham. They also observed HP to increasethe ham fibrousness, which, they hypothesised, could beuseful to improve the texture of dry-cured hams withexcessive softness.
Dairy Products
As noted by Huppertz et al. (2006), although milk was thefirst food to undergo HP treatment by Hite (1899), up tonow, no milk products have been commercially treated withHP, attributed accordingly to the complex changes that milkand derived products undergo during HP applications. Theeffects of HP on milk constituents, milk properties andbacteria that are present in milk have been comprehensivelyreviewed by Huppertz et al. (2006). As well as this,investigations into the functional improvements of milkwhey proteins promoted by HP treatment are discussed byLopez-Fandino (2006) and will not be covered here. Insteadof a detailed review of physiochemical and technologicalchanges that HP imposes on dairy products, some instancesof where the relevant functionality of dairy products, e.g.
milk and cheese, have been altered by the application of HPtechnology will be discussed.
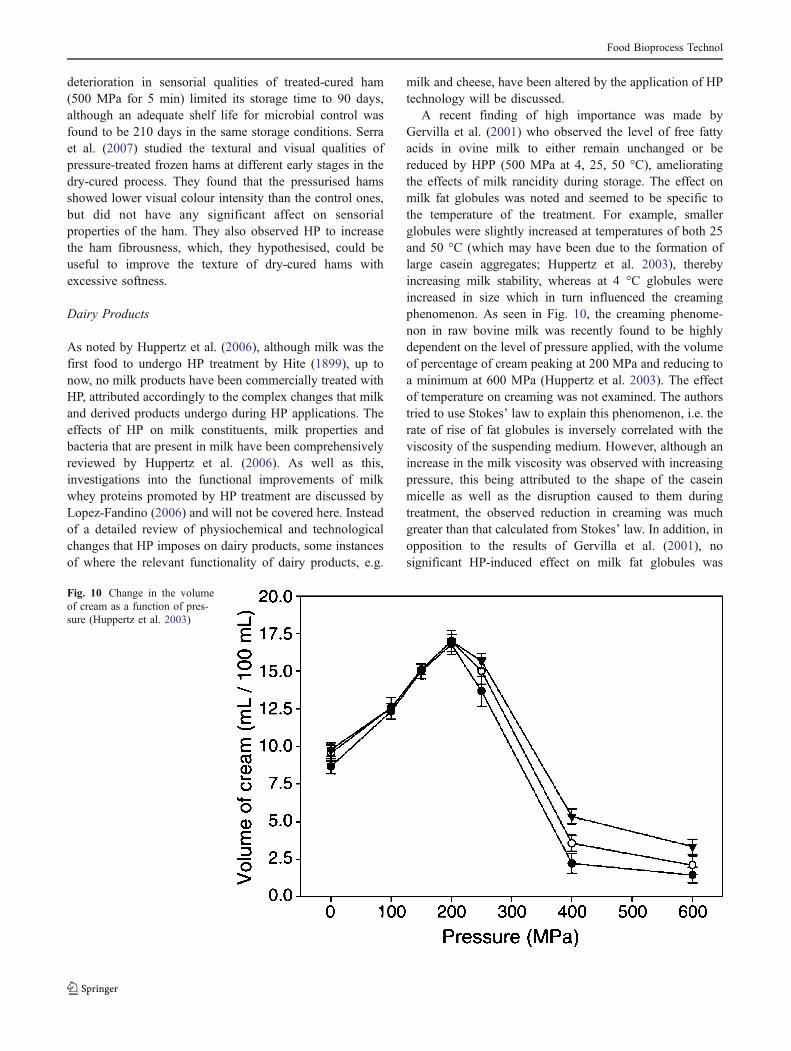
A recent finding of high importance was made byGervilla et al. (2001) who observed the level of free fattyacids in ovine milk to either remain unchanged or bereduced by HPP (500 MPa at 4, 25, 50 °C), amelioratingthe effects of milk rancidity during storage. The effect onmilk fat globules was noted and seemed to be specific tothe temperature of the treatment. For example, smallerglobules were slightly increased at temperatures of both 25and 50 °C (which may have been due to the formation oflarge casein aggregates; Huppertz et al. 2003), therebyincreasing milk stability, whereas at 4 °C globules wereincreased in size which in turn influenced the creamingphenomenon. As seen in Fig. 10, the creaming phenome-non in raw bovine milk was recently found to be highlydependent on the level of pressure applied, with the volumeof percentage of cream peaking at 200 MPa and reducing toa minimum at 600 MPa (Huppertz et al. 2003). The effectof temperature on creaming was not examined. The authorstried to use Stokes’ law to explain this phenomenon, i.e. therate of rise of fat globules is inversely correlated with theviscosity of the suspending medium. However, although anincrease in the milk viscosity was observed with increasingpressure, this being attributed to the shape of the caseinmicelle as well as the disruption caused to them duringtreatment, the observed reduction in creaming was muchgreater than that calculated from Stokes’ law. In addition, inopposition to the results of Gervilla et al. (2001), nosignificant HP-induced effect on milk fat globules was
Fig. 10 Change in the volumeof cream as a function of pres-sure (Huppertz et al. 2003)
Food Bioprocess Technol

noted. Consequently, HP-induced changes in the creamingof milk were attributed to changes in the formation ofclusters of milk fat globules in the cold, i.e. coldagglutination. From their findings, the authors concludedthat the use of HP presents some exciting opportunities inthe homogenisation of milk and in the development of newmilk products, as unlike traditional processing techniques,flavour compounds are unharmed and microbial contentcan be contemporaneously reduced (Huppertz et al. 2003).
In cheese making, the attributes of HP treatment arecurrently being studied extensively. The most interesting,not to mention the most economically important, inves-tigations include those highlighting the differences betweencheese made with treated and untreated milk, the acceler-ation of cheese ripening and of course the reduction ofpathogenic or spoilage microbes. From studies undertakenthus far, HP treatments at intensities greater than 200 MPahave enhanced acid and rennet coagulation and curdfirmness times in cheese, with timescales being dependenton the treatment temperature and pressure holding time(San Martin-Gonzalez et al. 2007; Huppertz et al. 2005).The main problems with using HP-treated milk for cheese,similar to heat-treated milk (of course depending on thetype of heat treatment), are associated with the deteriorationin composition that can arise; these can even violate theprevailing standards for cheese and are owing to themoisture retention abilities of HP-treated milk (SanMartin-Gonzalez et al. 2007). This increased moistureretention was suggested to be due to the formation of a finerstructural network and to the water-binding properties ofdenatured â-lg incorporated into the protein matrix (Needset al. 2000) and has also been attributed to temperatureduring HP treatment (San Martin-Gonzalez et al. 2007).
Overall, HP treatment has been found to affect rennetcoagulation and other cheese-making characteristics of milkin a fairly positive manner, although treatments could beeconomically costly due to relatively long treatment timerequired on expensive equipment. HP treatment can also beconducted during the cheese-making, e.g. it was alsoreported that HP treatment of Mozzarella cheese signifi-cantly accelerated the development of desirable functionalproperties on melting (O’Reilly et al. 2002). However, theapplication of HP as a pre-treatment of milk may limit thecost of HPP (Huppertz et al. 2005).
Inactivation of Microorganisms
A primary objective of a food preservation technique is toprevent pathogenic microorganisms from affecting thesafeness of a product. Microorganisms are resistant toselective chemical inhibitors due to their ability to excludesuch agents from the cell, mainly by the action of the cellmembrane. However, if the cell membrane becomes
damaged, e.g. due to HP treatment, this tolerance is lost,and the cells are vulnerable.
A secondary objective is inactivation of spoilage micro-organisms to improve the shelf life of the food. Growth ofmicroorganisms in foods can cause spoilage by producingunacceptable changes in taste, odour, appearance andtexture. The stage of growth of the microorganism canhave an effect on its pressure resistance, with cells in thestationary phase being more resistant than those in theexponential phase (McClements et al. 2001). HP treatmentis known to cause sublethal injury to microbes, which is aparticularly important consideration for any preservationmethod.
Microbial inactivation by HP has been extensivelystudied and has been concluded to be the result of acombination of factors (Manas and Pagan 2005). Theprimary site for pressure-induced microbial inactivation isthe cell membrane (e.g. modifications in permeability andion exchange; McClements et al. 2001). Microorganismsare resistant to selective chemical inhibitors due to theirability to exclude such agents from the cell, mainly by theaction of the cell membrane; however, if the membranebecomes damaged, this tolerance is lost.
The ability of HP to effectively inactivate microorgan-isms is heavily reliant on the pressure range afforded by theHP system, with current technology limiting commercialHP applications to ∼700 MPa. Bacteria, fungi and virusescan all be processed at pressures lower 800 MPa, thegrowth and reproduction of which are severely hindered atpressures up to 200–300 MPa, with total inactivationoccurring at higher pressures. The mechanisms of microbialinactivation including cell morphology as discussed aboveand biochemical reactions and genetic mechanisms etc.,these have been detailed by numerous authors and are notdiscussed here (Hoover et al. 1989; Torres and Velazquez2005). Instead, the following paragraphs will focus on theinfluence of HP (<800 MPa) treatment on specific micro-organisms.
Inactivating Bacteria
Bacteria are relatively simple, single-celled organisms andare among the smallest free-living organisms known. Themain bacteria that cause food poisoning are Campylobacterspp., Salmonella spp., Listeria monocytogenes, Staphyloc-cocus aureus, E. coli and Vibrio spp. Among these, L.monocytogenes and S. aureus are probably the two mostintensively studied species in terms of use of HP process-ing. L. monocytogenes is a gram-positive rod that is animportant pathogen in acidified and other foods such asdairy products and ready-to-eat meats. As a foodbornebacterium, L. monocytogenes requires particular care forprocessing and storage because it is moderately heat-
Food Bioprocess Technol

resistant and can grow anaerobically under refrigeration.Nevertheless, it was shown that the use of moderate HPtreatments at mild temperatures coupled with a reason-able ripening time at refrigerating temperatures cansubstantially improve cheese safety regarding L. mono-cytogenes (Lopez-Pedemonte et al. 2007). Alpas andBozoglu (2003) found that nine L. monocytogenes strainsHP-treated in fruit juice substrates developed a loss inviability from 0.92 to 3.53 log cycles after HP treatment of350 MPa at 25 °C for 5 min. The most resistant strains (CAand ScottA) and most sensitive strain (SLR1) differed inviability loss by a factor of 4. However, no survivors weredetected for all of the L. monocytogenes strains whenpressurized at 350 MPa, 50 °C for 5 min, suggesting thiscondition as optimum for commercial inactivation. Ritz etal. (2002) showed that although pressure treatment leads tototal inactivation of a L. monocytogenes population,individual cells retain their morphological characteristics.However, some physical damage was seen by the occur-rence of buds on the cell surface, and membrane integritywas lost.
S. aureus appears to have a high resistance to pressure(Erkmen and Karatas 1997). Treating food samples usingHP can destroy both pathogenic and spoilage microorgan-isms; however, there is a large variation in the pressureresistance of different bacterial strains, and the nature of thesubstrate can affect the response of microorganisms topressure. Yet, by providing strict parameter control inprocesses such as cheese making, significant reductions ofS. aureus can be obtained by means of HP coupled with asuitable ripening time (superior to 30 days) at low storagetemperature (8 °C) and short time pressure conditions(Lopez-Pedemonte et al. 2007).
E. coli 0157:H7 also has a high barotolerance and isconsidered to be an important pathogen that can causeserious illness (Linton et al. 2001). Outbreaks of foodpoisoning due to E. coli 0157:H7 have been associated witha range of foods including ground beef (Doyle 1991), rawand skimmed milk (Garcia-Graells et al. 1999; Linton et al.2001); it has also been isolated from pork, lamb and poultry(Doyle 1991; Patterson and Kilpatrick 1998). In addition,high-acid foods such as apple cider (Besser et al. 1993),mayonnaise (Weagent et al. 1994) and yoghurt (Morgan etal. 1993) have also been implicated in E. coli outbreaks. Ithas been found that after storage for a number of days inrefrigerated conditions, the growth of E. coli in thepressure-treated food products is inhibited (Upmann et al.2000). This was hypothesised to be due to pressure-inducedinjury sensitising some of the bacteria to the low temper-ature and/or reduced oxygen conditions (Linton et al.2000). Sublethal pressure treatment has also made E. coliO157:H7 more susceptible to subsequent heat treatment(Linton et al. 2000).
The stage of growth of the bacteria is also important indetermining pressure resistance, with cells in the stationaryphase being more resistant than those in the exponentialphase (McClements et al. 2001). Also, as discussed above,the shape of the microorganism, as opposed to its gram-type, can significantly inactivation rate due to pressure.Further work is required to more fully understand thefactors that can affect the response of microorganisms,including pathogens, to pressure so that treatments can beoptimised and microbiological safety can be assured.
Inactivating Viruses
Viruses are very different from other groups of micro-organisms in terms of their structure and the way in whichthey function; there is also considerable diversity within thevirus family. With the exception of nucleic acid, viruses donot have the structures that one normally associates withliving cells; they simply consist of a protein coat, called acapsid, made up of a number of protein subunits (cap-someres) that enclose a central core of nucleic acid. Virusesmay also contain a small number of enzymes required forthe infection of host cells.
Among viruses, there is a high degree of structuraldiversity, and this is reflected in a wide range of pressureresistances (Smelt 1998). The most common human entericviruses are Norwalk-like viruses (SRSVs), hepatitis A,rotavirus and human astrovirus. Complete inactivation ofsuspensions of feline calicivirus (a Norwalk-like virussurrogate), adenovirus, and adenovirus and hepatitis A canbe achieved by treatment at 275 MPa for 5 min (Kingsley etal. 2002), 400 MPa for 15 min (Wilkinson et al. 2001) andat 450 MPa for 5 min (Kingsley et al. 2002), respectively.In contrast, several studies have demonstrated the remark-able baroresistance of poliovirus (Nakagami et al. 1992;Oliveira et al. 1999; Wilkinson et al. 2001; Kingsley et al.2002). Foot and mouth disease virus was reduced by 102.9plaque-forming units by treatment at 220 MPa for 1 h(Kingsley et al. 2002). The mode of inactivation of virusesby high pressure has not been fully elucidated, although theviral envelope, when present, appears to be one target forHP inactivation. Treatment at pressures above 300 MPadamages the envelopes of human immunodeficiency virus(HIV) and cytomegalovirus, preventing the binding of virusparticles to cells (Nakagami et al. 1992). Pressure can alsocause the dissociation of virus particles; depending on thevirus and the treatment conditions, pressure-induced disso-ciation may be fully reversible or irreversible (Da Poian etal. 1994). High pressure can also induce minor changes inviral structures without disassembling the whole particle(Gaspar et al. 2002). The formation of non-infectiousparticles after HP treatment has been observed for manyviruses, including rotavirus (Pontes et al. 2001), HIV
Food Bioprocess Technol

(Nakagami et al. 1996), lambda phage (Bradley et al. 2000)and picornaviruses (Oliveira et al. 1999).
Inactivating Fungi
Fungi can be divided into two groups based on theirvegetative structures: unicellular fungi (yeasts) and thoseproducing hyphae (moulds, mushrooms, etc.). Vegetativebacterial cells, yeasts and moulds are, in general, moresusceptible to pressure than bacterial spores and can beinactivated using relatively low pressures.
Yeasts are simply single-celled fungi that reproduce bybudding or fission. The group includes members of theascomycetes and imperfect fungi. Yeasts are an importantgroup of spoilage microorganisms, but are generally notfood pathogens, although toxic mould growth may be asafety concern in foods. The Saccharomyces species arewell known for their fruit-spoiling attributes. Treatment atpressures less than 400 MPa for a few minutes is sufficientto inactivate most yeasts, although some strains withinspecies have exhibited a sluggish rate at pressures of500 MPa (Chen and Tseng 1997). It was proposed by thesame authors that the pressure resistance of yeast is closelyrelated to thermal resistance. Smelt (1998) reported that atabout 100 MPa, the nuclear membrane of yeasts wasaffected and that at more than 400- to 600-MPa furtheralteration occurred in the mitochondria and the cytoplasm.
Moulds are mycelial fungi, and many of these organismsare important industrially, e.g. in food spoilage, foodfermentations and biodegradation processes. Pressuresbetween 300 and 600 MPa can inactivate most moulds(Smelt 1998). O’Reilly et al. (2000) demonstrated that HPwas effective for inactivation of Penicillium roquefortispores in cheese systems.
Inactivating Bacterial Spores
The elimination of bacterial endospores from food probablyrepresents the greatest food processing and food safetychallenges to the industry. It is well established that sporesare the most pressure-resistant life forms known; in general,only very high pressures (>800 MPa) can kill bacterialspores around ambient temperatures. Alternatively, otherprocessing methods, closer to conventional methods, can beapplied in combination with HP to effectively eliminatebacterial spores by achieving a synergistic or hurdle effect.In particular, HP treatment at elevated temperatures (e.g.HP treatment at up to 90 °C) has been found to be veryeffective (Sangsuk and Myoung 2003). Most notably,pressure-induced inactivation of bacterial spores is mark-edly enhanced at temperatures of 50–70 °C, and perhapsalso at or below 0 °C (Okazaki et al. 2000).
The most heat-resistant pathogenic bacterium is Clos-tridium botulinum, and spores of C. botulinum are alsoamong the most pressure-resistant microorganisms known.Among other spore-forming bacteria of concern, Bacilluscereus has been widely studied because of its anaerobicnature and very low rate of lethality. B. cereus is a spore-forming bacteria foodborne pathogen, which is ubiquitousin nature, and hence occurs frequently in a wide range ofraw food materials. It is recognised as a leading cause ofbacterial food poisoning, with a variety of proteinaceaousand starchy foods being implicated (Van Opstal et al. 2004).
An alternative to using treatments combining heat andpressure for enhanced killing of bacterial spores is to firstcause bacterial spore germination and then use HP to killthe much more pressure-sensitive vegetative cells. Germi-nation is the process by which a dormant spore changesinto a vegetative cell. Interestingly, bacterial spores can bestimulated to germinate by treatment at relatively lowpressures, e.g. 50–300 MPa; germinated spores can then bekilled by relatively mild heat treatments or higher pressuretreatments (Smelt 1998). Process temperatures in the rangeof 80–110 °C in conjunction with pressures of about600 MPa have been used to inactivate spore-formingbacteria such as B. cereus (Van Opstal et al. 2004). Amatrix of conditions for inactivation of spores of Bacillusand Clostridia was presented by Meyer et al. (2000). Themode of action of HP on bacterial spores is still largely amatter of speculation.
Reducing the Infectivity of Prions
Prions are associated with certain neurological disorders,including bovine spongiform encephalopathy in cattle andCreutzfeldt–Jakob disease in humans. In general, prions areeven more difficult to destroy than bacterial spores, withcertain prions surviving autoclaving at 134 °C (Taylor1999). Recently, it was reported that high pressuretreatment of prion-contaminated meat at 690–1,200 MPaand 121–137 °C reduced the infectivity of the prionstherein (Brown et al. 2003). Such treatments may have theadvantage of ensuring safety of samples without theexcessive damage that may be associated with autoclavingalone. Knorr et al. (2006) give a detailed review on thelatest application of HP in prion inactivation.
Recent Applications of HPLT Processing
Water, a significant component of food, has many physicaland chemical properties that are significantly affected bypressure (Otero et al. 2002a). From the phase diagram ofwater, it can be seen that the freezing temperature of water
Food Bioprocess Technol

decreases with increasing pressure. This phenomenonallows the achievement of novel methods for freezing andthawing foods. The influence of this phenomenon on low-temperature processes in the food industry will be discussedin the following. Some of the effects of HPLT process onfood quality are summarised in Table 6.
HPLT Processes and the Phase Diagram
High-pressure low-temperature processes are split up intothree categories, namely pressure-supported freezing, pres-sure-supported thawing and subzero storage. The physicalmechanisms behind these processes have been detailed bymany authors and will not be discussed here. Suffice to saythat by making reference to the phase diagram of water, onecan follow the schematic path of a desired process (Fig. 8).However, in doing this for foods, a number of conceptsmust be considered. Firstly, the presence of solutes in afood substance will cause an additional depression of itsfreezing point to a level below that of water, the magnitudeof this being a function of the concentration and molecularweight of the solutes; the liquid–Ice I phase transition linefor a potato was shown to lie about 3 °C below, and parallelto, that of water (Schluter 2003). Secondly, solid and liquidmetastable states exist on the phase diagram, which meansthat initial process conditions must be accurately set toobtain a desired ice polymorph when freezing or to preventrecrystallisation to a higher ice polymorph when thawing.Such recrystallisation can permit drastic changes in icevolume and can negate the benefits obtained through thenucleation of higher density ice crystals depending on thetypes of ice encountered.
During pressure-assisted freezing, the ideal freezingpoint lies near the triple point of liquid/ice III/ice V, i.e.where ice III is theoretically formed and the volumechanges from liquid–solid are low (i.e. about 3%; Schluteret al. 2004). However, below the zone of supercooling, theareas of nucleation of both ice I and ice III coincide,rendering the formation of ice III unpredictable; if ice I isformed, solid–solid transition can occur quite easily
(Urrutia-Benet et al. 2004). In addition, during pressure-shift freezing, it may be important to freeze at pressuresequivalent to those that support the development of ice IIIto take advantage of the higher degree of supercoolingpromoted by this ice type. However, in doing so, it isimportant to maintain cooling temperature at a safe level,i.e. above that required for ice III/ice I transition, because ifthis is done accurately, then ice I can be successfullyformed.
In pressure-induced thawing, the experimental path doesnot follow the theoretical path as explained in Fig. 8(Urrutia-Benet 2005). Instead, when the food is pressurised,its temperature drops due to compression work beingconverted into melting energy, along the phase transitionline. If the temperature of the food is high enough, then anice I/liquid phase transition will occur, often close to triplepoint (liquid/ice III/ice V) of the foods phase diagram,resulting in a negative change in volume and with aconsequential decrease in pressure. Thawing can thencontinue at constant pressure. Also, the melting point maybe manipulated in that pressures of up to 300 MPa with thecorrect temperature combination may be used (of coursedepending on the food), taking full advantage of the largesupercooling zone within ice III (Schluter et al. 2004). Onthe other hand, if the initial temperature of the sample is toolow, then an ice I/ice III phase transition will occur, withconsequential volume-changing effects. After melting hasbeen achieved, it is important to provide enough heat so asto avoid recrystallisation (Denys et al. 2001).
Pressure-Induced Changes and Ice Crystal Formation
Freezing has long been established as an excellent methodfor preserving food products. However, damage can becaused by the formation of ice within a food duringfreezing. The ice polymorph, Ice I, typically formed byconventional freezing practices, is less dense than liquidwater and expands as phase change takes place. As icecrystals are formed in conventional freezing, a freezingfront develops, inducing stress as it moves across the food
Table 6 Effect of HPLT on the quality characteristics of food
Product type Treatment (Name/MPa/°C/ min) Comparison to experimental control Reference
Mango and peach PSF /200/−20/NA Reduced thermal gradients, good microstructure Otero et al. (2000)Chinese cabbage PSF/100 to 700/−20/45 Improved texture and histological structure Fuchigami et al. (1998)Beef PSF/140 to 350/−22/5 to 30 Decreased thawing time, no negative effects on quality,
colour, penetration force or cooking lossZhao et al. (1998)
Fish and shellfish PIT /100 to 200/15/60 Reduced drip, reduced thawing time, no colour change Rouille et al. (2002)Fish PIT /200/15 Colour changes, improved texture, reduced thawing times,
reduced drip improved microbial statusSchubring et al. (2003)
Food Bioprocess Technol

(LeBail et al. 2003); this can damage tissues and puncturecell walls within foods and can also lead to the loss ofnutrients and flavour. The rate of freezing and the finaltemperature of the freezing process determine the size andlocation of the ice crystals formed. Fast freezing rates resultin a fine ice structure owing to intensive nucleation andformation of high numbers of small ice crystals. This maycause less damage to the structure of a product thanconventional atmospheric freezing (Thiebaud et al. 2002).Owing to a high degree of supercooling, pressure-supportedfreezing is known for forming instantaneous and homoge-nous ice crystals throughout the entire volume of a foodsample (Kalichevsky et al. 1995). However, in contrast tothis benefit, HP-induced microstructural damage may alsooccur, e.g. denaturation of proteins etc., the effects of whichmay lead to a degradation of quality characteristics. Recentstudies which have focused on both of these aspects inHPLT processes will be discussed in the following.
Raw Meat Products
The influence of HP on different food matrixes duringfreezing has ignited a debate among the scientific commu-nity (Fernández-Martín 2004; LeBail 2004). This hasprimarily arisen from the conflict of opinions concerningthe relative contribution of small ice crystals and pressure-induced protein denaturation to the quality of raw meatsfrozen under pressure-supported means. Fernández-Martín(2004) suggested that this argument has been confoundedby conclusions made from studies using inadequateexperimental techniques. For example, Martino et al.(1998), using light microscopy, studied the size andlocation of ice crystals formed in raw pork meat with PSFand concluded that from a microstructural point of view,damage to cells was minimal because of the small size ofthe ice crystals and that HP-induced distortion to fibres wasnot evident. An indirect microscopic approach was againused by Molina-Garcia et al. (2004) who found no micro-structural damage associated with PAF of pork meat, thistime when frozen to ice VI. However, Fernández-Martín(2004) vehemently argued against the use of light micros-copy, suggesting that this technique could not determine thelevel of understanding which was implied in the conclu-sions of Martino et al. (1998) and that a combination oftransmission electron microscopy (TEM) and differentialscanning calorimeter (DSC) would be more adequate. Zhuet al. (2004) used DSC tests to show that PSF treatment ator above 150 MPa caused considerable denaturation ofmyofibrillar proteins, which may have increased thetoughness of pork muscle during the PSF process,especially for the 150 and 200 MPa PSF samples. Futher,using both TEM and DSC, pressure-induced changes tomyofibrillar proteins during PSF of raw pork meat were
found by Fernandez-Martin et al. (2000), which, whencoupled with the compaction caused by the formation ofice, irreversibly reduced the water holding capacity of themeat samples. This consequently led Fernandez-Martin etal. (2000) to conclude that PSF was inferior to theconventional freezing of raw meat systems. Such a strongconclusion was noted by both Cheftel et al. (2000) andLeBail (2004) as not fully supported, and a sensorialevaluation of the HP-treated raw meat after cooking wasadvised to further substantiate the argument (Cheftel et al.2000; LeBail 2004).
Fruit and Vegetable Products
Few recent studies of the pressure-supported freezing offruits exist. Otero et al. (2000) placed the reason for textureloss in frozen fruit on the formation of large ice crystalsduring conventional freezing. They found that PSF-treatedmangoes and peaches formed small ice crystals and did notdevelop any freeze-cracking. They also observed, with lightmicroscopy and scanning electron microscopy, a directrelationship between the rate of freezing and cell structuraldamage, with lower freezing rates showing greater struc-tural damage than higher freezing rates (PSF). Morerecently, an analysis of the effects of PSF on the waterretention and firmness of strawberries was conducted byVan Buggenhout et al. (2006a). The authors focused thestudy on examining various means of promoting the qualitycharacteristics of strawberries through the combination offreezing techniques with PME/calcium or pectin infusion;however, the tissue microstructure after freezing was notexamined. Interestingly, and as evident in Fig. 11, rawstrawberries (no infusion) treated with PSF did not have apositive effect on the weight loss and texture (measured asrelative firmness). In fact, weight loss was much greaterfrom the PSF-treated strawberries (56%) than from theconventionally frozen strawberries (40%), with both en-countering an 87% loss in their original firmness. More-over, rapidly frozen strawberries (i.e. placed in a −18 °Ccryostat bath) were found to be about 7% firmer and hadabout the same weight loss than the PSF-treated ones. Thisshows that the influences of PSF on the textural character-istics of soft fruit transcended those presented by thepresence of small ice crystals. However, an analysis of theeffects caused by finishing the freezing process at atmo-spheric pressure were not assessed; these effects may havecountered the benefits obtained from the development ofsmall ice crystals, as observed by the same authors whenstudying carrots (Van Buggenhout et al. 2006b). Theauthors also found that pressure-induced thawing did nothave any beneficial effects of texture. It must also be notedthat when infused with PME/Ca and combined with PSF,the best texture was achieved out of all treatments.
Food Bioprocess Technol
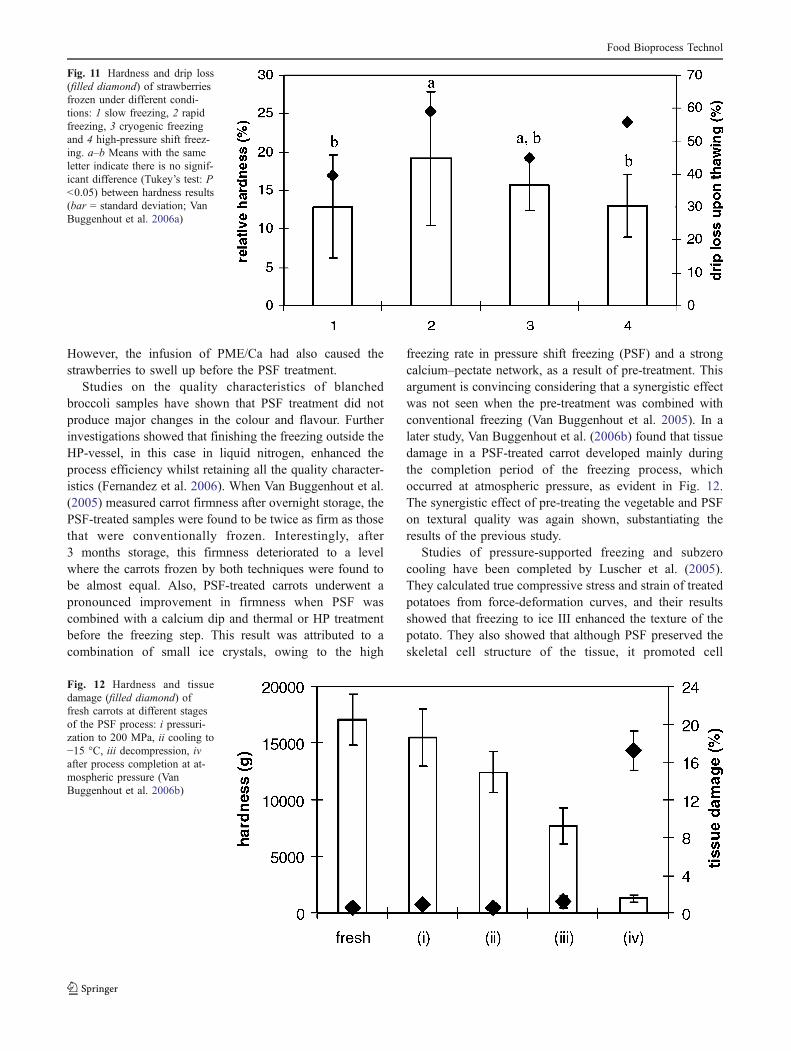
However, the infusion of PME/Ca had also caused thestrawberries to swell up before the PSF treatment.
Studies on the quality characteristics of blanchedbroccoli samples have shown that PSF treatment did notproduce major changes in the colour and flavour. Furtherinvestigations showed that finishing the freezing outside theHP-vessel, in this case in liquid nitrogen, enhanced theprocess efficiency whilst retaining all the quality character-istics (Fernandez et al. 2006). When Van Buggenhout et al.(2005) measured carrot firmness after overnight storage, thePSF-treated samples were found to be twice as firm as thosethat were conventionally frozen. Interestingly, after3 months storage, this firmness deteriorated to a levelwhere the carrots frozen by both techniques were found tobe almost equal. Also, PSF-treated carrots underwent apronounced improvement in firmness when PSF wascombined with a calcium dip and thermal or HP treatmentbefore the freezing step. This result was attributed to acombination of small ice crystals, owing to the high
freezing rate in pressure shift freezing (PSF) and a strongcalcium–pectate network, as a result of pre-treatment. Thisargument is convincing considering that a synergistic effectwas not seen when the pre-treatment was combined withconventional freezing (Van Buggenhout et al. 2005). In alater study, Van Buggenhout et al. (2006b) found that tissuedamage in a PSF-treated carrot developed mainly duringthe completion period of the freezing process, whichoccurred at atmospheric pressure, as evident in Fig. 12.The synergistic effect of pre-treating the vegetable and PSFon textural quality was again shown, substantiating theresults of the previous study.
Studies of pressure-supported freezing and subzerocooling have been completed by Luscher et al. (2005).They calculated true compressive stress and strain of treatedpotatoes from force-deformation curves, and their resultsshowed that freezing to ice III enhanced the texture of thepotato. They also showed that although PSF preserved theskeletal cell structure of the tissue, it promoted cell
Fig. 12 Hardness and tissuedamage (filled diamond) offresh carrots at different stagesof the PSF process: i pressuri-zation to 200 MPa, ii cooling to−15 °C, iii decompression, ivafter process completion at at-mospheric pressure (VanBuggenhout et al. 2006b)
Fig. 11 Hardness and drip loss(filled diamond) of strawberriesfrozen under different condi-tions: 1 slow freezing, 2 rapidfreezing, 3 cryogenic freezingand 4 high-pressure shift freez-ing. a–b Means with the sameletter indicate there is no signif-icant difference (Tukey’s test: P<0.05) between hardness results(bar = standard deviation; VanBuggenhout et al. 2006a)
Food Bioprocess Technol

permeability. Volume changes during freeze-thaw cycles ata pressure of 200 MPa were noted to have a detrimentaleffect on membrane permeability (Fig. 13). During subzerocooling, membrane permeability was also adversely influ-enced by phase transition within the membrane itself, whichgave rise to cell lysis. Urrutia-Benet et al. (2007) analysedthe ability of pressure-supported freezing and thawing toinactivate PPO in potatoes and also presented a textural andmicrostuctural assessment after different pressure–tempera-ture combinations. They presented evidence that supportedthe use of the metastable zone of the phase diagram topromote the retention of colour after freezing. However,using relative fail stress and strain values, they showed thatsupercooling in the metastable zone (i.e. around 12 °Cbelow the triple point) did not provide any additionalbenefits to both the texture and drip loss of the sampleswhen compared to tradition PSF, i.e. 200 MPa and 20 °C,followed by PIT treatment at 200 MPa. In fact, at thistraditional pressure–temperature combination, which sup-ports the formation of ice I, overall sample texture wasbetter than that of samples which underwent PSF-PITtreatments at pressure–temperature combinations of240 MPa/−28 °C, 280 MPa/−20 °C and 280 MPa/−28 °C.Other than better colour retention and slight enzymeinactivation, the only obvious benefit presented by super-cooling into the metastable zone was seen in the reducedswelling of cells in the potato tissue owing to thedevelopment of smaller ice crystals.
Moreover, freezing time was increased when freezing tothe metastable zone of the phase diagram; the increase in
applied pressure only promotes efficiency of PIT, as shownin their previous study (Urrutia-Benet et al. 2006).Therefore, more work needs to be done to conclusivelyprove the benefits of PSF applications which supercoolwithin the metastable zone of ice III. For the moment, assuggested by Schluter et al. (2004), some considerationsmust be taken into account before freezing to other icemodifications, or cooling to ice III metastable zone, such asvolume changes, overall freezing time as well as phasetransition time. As regards process efficiency, due to theprotracted precooling time, cooling to zone of ice III doesnot provide any benefits for the PSF process; in contrast,PIT efficiency is increased.
Enhancing HPP Performance
Controlling Acidity
The pH of the food is one of the main factors affecting thegrowth and survival of microorganisms; all microorganismshave a pH range in which they can grow and an optimumpH at which they grow best. The pH of a food, if notoptimal for a particular species, can thus not only enhanceinactivation during treatment but also inhibit outgrowth ofsublethally injured cells. Bacterial spores are generally mostresistant to the direct effects of pressure treatment at neutralpH (Smelt 1998).
The extent of pressure-induced inactivation will gener-ally be enhanced, and recovery of sublethally injured cells
Fig. 13 Fractional pore areaafter high pressure treatmentswith phase transitions. Deter-mined ice polymorphs and theconstant treatment pressure dur-ing the freeze-thaw cycles aregiven in the legend text(Luscher et al. 2005)
Food Bioprocess Technol

inhibited, for most bacteria, at acidic pH values (Gao et al.2007). For example, the pressure resistance of E. coli 0157:H7 in orange juice is dependent on the pH of the juice andthe degree of inactivation increasing as pH decreases;survival of E. coli 0157:H7 in orange juice during storage isalso dependent on pH (Linton and Patterson 2000).Recently, Gao et al. (2006a) found that HP treatmentsincreased the death rate of S. aureus in growth medium agarwith increasing pH, but by increasing beyond a pH of 6.25,they found that the death rate decreased. Suitable pH is alsoimportant with regards to the quality aspect of foods.Guiavarc’h et al. (2005) found that an optimum pH of 7during HP processing was needed to enhance cloudstability in grapefruit juice.
HP treatment of foods may shift the pH of the weaklyacidic or basic food as a function of imposed pressure. Forexample, it has been shown that HP increased the pH ofminced tuna fish samples (p<0.05; Ramirez-Suarez andMorrissey 2006). In fact, for weak acids and bases, theequilibrium A(+)+B(−)<=>AB is shifted towards thereactant A(+) and B(−) constituents when the reactionvolume change is positive and towards the product, AB,when the reaction volume change is negative. The resultsreported on the minced tuna fish may be explained by thesole shift of the acid equilibrium constant (pKa) of ionisablegroups of amino acid side chains under HP.
Packaging Food for HPP
To protect food from contamination by the pressure-inducing medium, as well as to enhance processingefficiency, HPP is generally applied to a product in its finalpackaging. Polymers or copolymers are generally used aspackage materials and are suitable for HPP, as theassociated elasticity permits adequate pressure transmissionto the food, alongside maintaining a high sealing-abilityfactor. The use of copolymer multilayer packaging films arecommonplace, and their tensile strength, heat seal strength,oxygen permeability, vapour barrier permeability andaroma permeability during HPP have been studied (LeBailet al. 2006; Caner et al. 2004). In the main, HPP has beenshown to have a minimal effect on the mechanical strengthof packaging, e.g. LeBail et al. (2006) showed this forseven different composite materials. Moreover, in the samestudy, HPP only affected the water vapour permeability oflow-density polyethylene, in which case, the barrierproperties of the packaging were enhanced. Furthermore,the small influence that HPP had on oxygen permeabilitybarrier of copolymer packaging contrasted the largedeterioration in the oxygen barrier that was observed inconventional sterilisation processes (Lopez-Rubio et al.2005). Kuebel et al. (1996) have also found that HPP had aminimal effect on the diffusion of food components into a
polymer packaging material during exposure to high aromaacross the membrane of various polymer constructedpackaging materials.
Despite the generality amenability of many packagingmaterials to HPP, some challenges have been presented,generally caused by package flexibility problems. Forexample, Caner et al. (2004) concluded that packagingwhich composed of thin metal layers may provide aphysical barrier to diffusion but, as the metal and polymerlayers have different compressibility factors, HP treatmentpromotes rupture in the less elastic component, i.e. themetal layer.
Effect of Water Activity (aw)
Water in the liquid state is essential for the existence of allliving organisms. The amount of water available formicrobial growth is generally expressed in terms of thewater activity (aw) of the system. Lowering the wateractivity of a food can significantly influence the growth offood spoilage or food-poisoning organisms that may bepresent in the raw materials or introduced during process-ing; this is the principle of the very old method of foodpreservation by drying. Reducing aw appears to protectmicrobes against inactivation by HPP; however, on theother hand, recovery of sublethally injured cells can beinhibited by low aw (Smelt 1998). The phenomenon ofsublethal injury can lead to an overestimation of microbialinactivation, as counts taken immediately after HP treat-ment can be lower than those observed after a recoveryperiod (Murchie et al. 2005). Consequently, the net effect ofwater activity on microbial inactivation by HP treatmentmay be difficult to predict.
Factors Associated with Process Operation
Increasing treatment pressure, holding time or temperaturewill generally increase the number of microorganismsinactivated (with bacterial spores being the importantexception). While many HP treatments are performed atambient temperature, increasing or, to a lesser extent,decreasing temperature has been found to increase theinactivation rate of microorganisms during HP treatment.Temperatures above 45–50 °C increase the rate of inacti-vation of food pathogens and spoilage microorganisms(Palou et al. 2002). The use of high temperatures for foodprocessing is complicated by the fact that the large steelcylinders in which the food is held during treatment arevery slow to change in temperature, and that the food itselfcan undergo a significant increase in temperature duringprocessing due to adiabatic heating. Moreover, if the foodcontains a significant amount of fat, such as butter orcream, the temperature rise can be large. Foods cool down
Food Bioprocess Technol

to their original temperature on decompression if no heat islost to, or gained through, the walls of the pressure vesselduring the hold time at pressure.
Temperature increases due to adiabatic compressions canbe 3 °C or more per 100 Mpa, and whilst these increases intemperature are generally transient, in some processes, useof sample insulation may retain this heat and add to thethermal dimension of the processing conditions (Ting andMarshall 2002). The choice of processing temperature willalso influence the selection of suitable pressure-transmittingmedia. Recently, empirical relations were developed toestimate the temperature increase of vegetable oil, honeyand cream cheese as a function of applied pressure andproduct initial temperature (Patazca et al. 2007).
There is a minimum critical pressure below whichmicrobial inactivation by HP will not take place regardlessof process time. Important processing parameters to beconsidered are the come-up times (period necessary toreach treatment pressure) and pressure-release times.Obviously, long come-up times will add appreciably tothe total process time and affect the process throughput, butthese periods will also affect inactivation kinetics ofmicroorganisms. Therefore, consistency and control ofthese times are important in the development of HPPtechniques.
Implementing HP as an Effective Processing Technology
European Regulations for HPP
Today, in most countries, food safety is tightly controlledby regulation. While many of the factors and micro-organisms that can present hazards to the consumer areknown and have been intensively studied, new andemerging pathogens not previously regarded as problematiccontinue to be identified. As already discussed, processorsmust also increasingly balance the need for assurance offood safety against consumer demand for minimallyprocessed products. For these reasons, emerging technolo-gies such as HPP are of considerable interest and potentialbenefit to the food industry.
However, before the implementation of new preservationtechnologies, several issues need to be addressed, such asthe mechanisms of microbial resistance and adaptation tothese new technologies, the mechanisms of microbial andenzyme inactivation, the identification of the most resistantand relevant microorganisms in every food habitat, the roleof bacterial stress, the robustness of the technologies, theincreased safety relative to existing technologies and, lastbut not least, the legislation needed to implement them(Hugas et al. 2002).
Two regulatory attitudes towards commercialisation offood products manufactured using HPP have emerged, i.e.within the EU or outside. In countries outside the EU, thereis currently no specific legislation applicable to HPPtreatment. In the USA, for example, the traditional healthregulations are applied, and products treated by HPP, suchas guacamole and oysters, have already been introduced tothe market without any specific regulation.
In EU countries, however, national regulations for newproducts have been replaced, in the application of theprecautionary principle, by a community regulation fornovel foods and ingredients (Regulation 258/97/EC) andhas been in force since 1997. This “novel foods” legislationestablishes an evaluation and licensing system that iscompulsory for new foods and new processes. HPP foodproducts are novel foods as they fulfill two conditions: theirhistory of human consumption has so far been negligibleand, secondly, a new manufacturing process has producedthem.
In July 2001, after the last meeting of the EUcommission in charge of “novel foods”, several decisionswere taken to simplify the regulations. Specifically, if it ispossible to show that the new product (e.g. the HP-treatedfood) is substantially equivalent to a product already on themarket, then the product can be treated at a nationalregulation level and will not need to comply with the“novel food” regulation (Hugas et al. 2002).
All new pressure vessels to be used in the EU have tocomply with the “pressure equipment directive” (PED)regulation which came into force in 2002. This regulation isan extension of the ‘CE’ safety standard already employedin the EU and now recognised worldwide where CEindicates conformity with mandatory European safetyrequirements. As pressure vessels of all types utilisepotentially hazardous energy, the PED regulation seeks toidentify good design, good manufacturing practices anddetailed safety assessment for safe operation and mainte-nance of the vessels and auxiliary parts. Also in 2001, theUK Food Standard Agency issued a statement whichremoved the “novel” tag from HP technology once theprocessed foods are those obtained from fruit or vegetable,have a pH below 4.2, conform to HACCP criteria and thatthe germination of clostridia is prevented during the shelflife which should not be longer than 21 days.
Commercialisation of HPP
Food quality and safety are the two main driving forcesbehind the choices made by today’s consumers. This meansthat the food industry must adopt new technologies toenhance the safety, nutritional quality and sensory qualityof food products. HPP is a technology that can deliver onall of these aspects. The biggest obstacle for HP systems is
Food Bioprocess Technol

the initial capital investment required, which currentlylimits its application to high-value products. As with anynew technology, the commercial feasibility of HPP dependsultimately on its business profitability. As a consequence,HPP is currently, in many cases, employed where existingtechnologies perform unsatisfactory instead of as a replace-ment technology (Corkindale 2006).
The production cost of a process must be lower than thevalue added to the product. The value added by HP can bemeasured in terms of a higher product quality, increasedproduct safety and a longer product shelf life. These issuescan further translate into reduced transportation, storage,insurance and labour costs, consumer convenience andenhanced safety. Food companies must be able to make arealistic cost-benefit analysis of the potential rewards ininvestment in HPP. The value of HP in terms of increasingfood safety assurance, in some cases, may alone besufficient to justify an investment. As microbiologicalstandards become more widely mandated and sensitiveassessment techniques become available in food produc-tion, the financial cost of unacceptable products will betransferred back to the producer. The value of food safety isfrequently difficult to quantify before an incident; however,as has been observed in recent pathogen contaminationevents, a producer’s reputation or brand name may neverrecover from a single food-safety-related incident. Having aconsistently safe product is now essential in the foodindustry (Ting and Marshall 2002).
The actual cost of operating a HPP plant will depend onmany factors ranging from operating pressure, cycle timeand product geometry to labour skills and energy costs. Aswith all equipment, the greater the utilisation the more cost-effective it is. As the technology matures and producersgain experience, lower equipment and operations costs canbe anticipated (Ting and Marshall 2002). In many sectors ofthe food industry, for example, the cooked meat and readymeals sectors, HP treatment offers a unique opportunity toproduce fresh-tasting products, which are safe and have adesirable shelf life. The growing markets for these sectorsand the commercially successful implementation of HP bya number of companies in these sectors suggest that theinitial investment costs may be sustainable. It appears thatconsumers are willing to pay extra for new products orproducts that have higher quality and are more convenientthan the existing range (Corkindale 2006).
Conclusions
High pressure processing is an industrially tested technol-ogy that offers a natural alternative for the processing of awide range of different food products. It is a technologythat can achieve the food safety of heat pasteurisation
whilst meeting consumer demand for fresher-tasting mini-mally processed foods. Application of HP can inactivatemicroorganisms and enzymes and modify structures whilsthaving little or no effects on nutritional and sensory qualityaspects of foods. The key advantages of HP applications tofood systems are the independence of size and geometry ofthe sample during processing, possibilities for low temper-ature treatment and the availability of a waste-freeenvironmentally friendly technology.
References
Ahmed, J., Ramaswamy, H. S., Alli, I., & Ngadi, M. (2003). Effect ofhigh pressure on rheological characteristics of liquid egg.Lebensmittel-Wissenschaft und-Technologie, 36, 517–524.
Alpas, H., & Bozoglu, F. (2003). Efficiency of high pressure treatmentfor destruction of Listeria monocytogenes in fruit juices. FEMSImmunology and Medical Microbiology, 35(3), 269–273.
Apichartsrangkoon, A. (2003). Effects of high pressure on rheologicalproperties of soy protein gels. Food Chemistry, 80(1), 55–60.
Apichartsrangkoon, A., & Ledward, D. A. (2002). Dynamic visco-elastic behaviour of high pressure treated gluten–soy mixtures.Food Chemistry, 77(3), 317–323.
Basak, S., & Ramaswamy, H. (1998). Effect of high pressureprocessing on the texture of selected fruits and vegetables.Journal of Texture Studies, 29, 587–601.
Baxter, I. A., Easton, K., Schneebeli, K., & Whitfield, F. B. (2005).High pressure processing of Australian navel orange juices:Sensory analysis and volatile flavor profiling. Innovative FoodScience and Emerging Technologies, 6(4), 372–387.
Bertram, H. C., Whittaker, A. K., Shorthose, W. R., Andersen, H. J.,& Karlsson, A. H. (2004). Water characteristics in cooked beef asinfluenced by ageing and high-pressure treatment—an NMRmicro imaging study. Meat Science, 66, 301–306.
Besser, R. E., Lett, S. M., Weber, J. T., Doyle, M. P., Barrett, T. J.,Wells, J. G., et al. (1993). An outbreak of diarrhoea andhemolytic uremic syndrome from E. coli O157:H7 in fresh-pressed apple cider. Journal of American Medical Association,269, 2217–2220.
Bradley, D. W., Hess, R. A., Tao, F., Sciaba-Lentz, L., Remaley, A. T.,Laugharn, J. A., et al. (2000). Pressure cycling technology: a novelapproach to virus inactivation in plasma. Transfusion, 40(2), 193–200.
Brown, P., Meyer, R., Cardone, F., & Pocchiari, M. (2003). Ultra-high-pressure inactivation of prion infectivity in processed meat:a practical method to prevent human infection. Proceedings ofthe National Academy of Sciences, 100(10), 6093–6097.
Butz, P., Koller, W. D., Tauscher, B., & Wolf, S. (1994). Ultra-highpressure processing of onions: Chemical and sensory changes.Lebensmittel-Wissenschaft und-Technologie, 27(5), 463–467.
Caner, C., Hernandez, R. J., & Harte, B. R. (2004). High-pressureprocessing effects on the mechanical, barrier and mass transferproperties of food packaging flexible structures: A critical review.Packaging Technology and Science, 17(1), 23–29.
Cano, M. P., & de Ancos, B. (2005). Advances in use of high pressureto processing and preservation of plant foods. In G. V. Barbosa-Canovas, M. S. Tapia, & M. P. Cano (Eds.), Novel foodprocessing technologies Ch 13(pp. 361–373). Boca Raton, FL,US: CRC Press.
Carballo, J., Cofrades, S., Solas, M. T., & Jimenez-Colmenero, F.(2000). High pressure/thermal treatment of meat batters preparedfrom freeze-thawed pork. Meat Science, 544, 357–364.
Food Bioprocess Technol
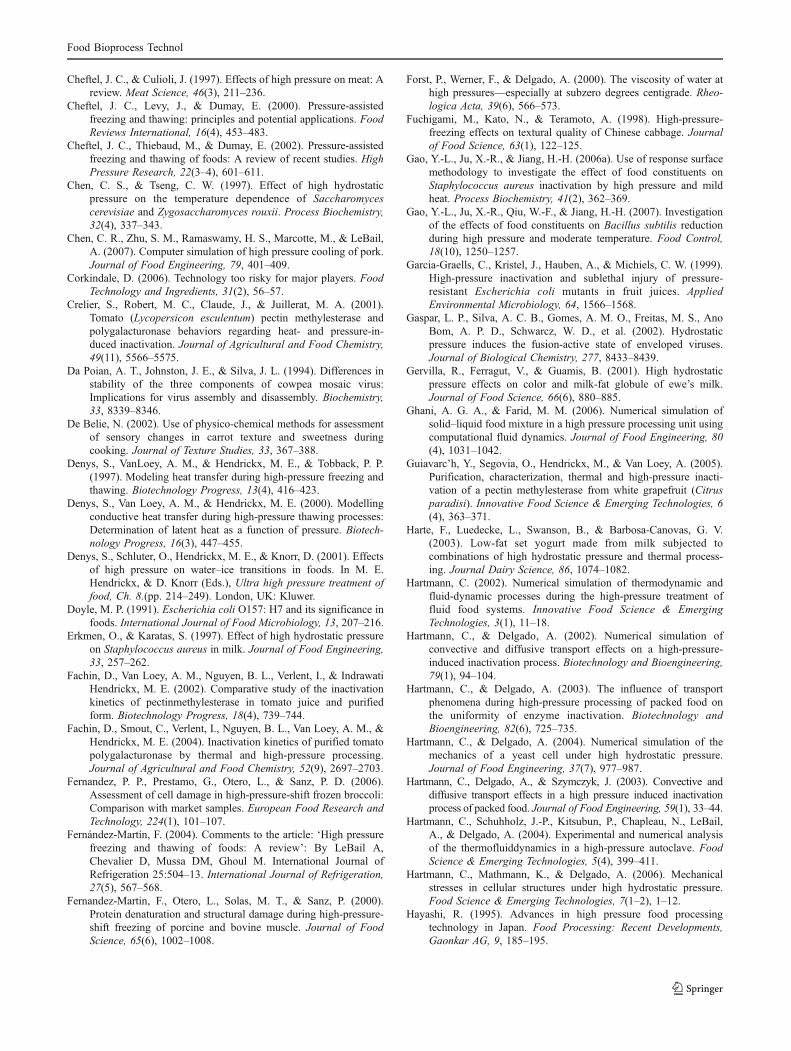
Cheftel, J. C., & Culioli, J. (1997). Effects of high pressure on meat: Areview. Meat Science, 46(3), 211–236.
Cheftel, J. C., Levy, J., & Dumay, E. (2000). Pressure-assistedfreezing and thawing: principles and potential applications. FoodReviews International, 16(4), 453–483.
Cheftel, J. C., Thiebaud, M., & Dumay, E. (2002). Pressure-assistedfreezing and thawing of foods: A review of recent studies. HighPressure Research, 22(3–4), 601–611.
Chen, C. S., & Tseng, C. W. (1997). Effect of high hydrostaticpressure on the temperature dependence of Saccharomycescerevisiae and Zygosaccharomyces rouxii. Process Biochemistry,32(4), 337–343.
Chen, C. R., Zhu, S. M., Ramaswamy, H. S., Marcotte, M., & LeBail,A. (2007). Computer simulation of high pressure cooling of pork.Journal of Food Engineering, 79, 401–409.
Corkindale, D. (2006). Technology too risky for major players. FoodTechnology and Ingredients, 31(2), 56–57.
Crelier, S., Robert, M. C., Claude, J., & Juillerat, M. A. (2001).Tomato (Lycopersicon esculentum) pectin methylesterase andpolygalacturonase behaviors regarding heat- and pressure-in-duced inactivation. Journal of Agricultural and Food Chemistry,49(11), 5566–5575.
Da Poian, A. T., Johnston, J. E., & Silva, J. L. (1994). Differences instability of the three components of cowpea mosaic virus:Implications for virus assembly and disassembly. Biochemistry,33, 8339–8346.
De Belie, N. (2002). Use of physico-chemical methods for assessmentof sensory changes in carrot texture and sweetness duringcooking. Journal of Texture Studies, 33, 367–388.
Denys, S., VanLoey, A. M., & Hendrickx, M. E., & Tobback, P. P.(1997). Modeling heat transfer during high-pressure freezing andthawing. Biotechnology Progress, 13(4), 416–423.
Denys, S., Van Loey, A. M., & Hendrickx, M. E. (2000). Modellingconductive heat transfer during high-pressure thawing processes:Determination of latent heat as a function of pressure. Biotech-nology Progress, 16(3), 447–455.
Denys, S., Schluter, O., Hendrickx, M. E., & Knorr, D. (2001). Effectsof high pressure on water–ice transitions in foods. In M. E.Hendrickx, & D. Knorr (Eds.), Ultra high pressure treatment offood, Ch. 8.(pp. 214–249). London, UK: Kluwer.
Doyle, M. P. (1991). Escherichia coli O157: H7 and its significance infoods. International Journal of Food Microbiology, 13, 207–216.
Erkmen, O., & Karatas, S. (1997). Effect of high hydrostatic pressureon Staphylococcus aureus in milk. Journal of Food Engineering,33, 257–262.
Fachin, D., Van Loey, A. M., Nguyen, B. L., Verlent, I., & IndrawatiHendrickx, M. E. (2002). Comparative study of the inactivationkinetics of pectinmethylesterase in tomato juice and purifiedform. Biotechnology Progress, 18(4), 739–744.
Fachin, D., Smout, C., Verlent, I., Nguyen, B. L., Van Loey, A. M., &Hendrickx, M. E. (2004). Inactivation kinetics of purified tomatopolygalacturonase by thermal and high-pressure processing.Journal of Agricultural and Food Chemistry, 52(9), 2697–2703.
Fernandez, P. P., Prestamo, G., Otero, L., & Sanz, P. D. (2006).Assessment of cell damage in high-pressure-shift frozen broccoli:Comparison with market samples. European Food Research andTechnology, 224(1), 101–107.
Fernández-Martín, F. (2004). Comments to the article: ‘High pressurefreezing and thawing of foods: A review’: By LeBail A,Chevalier D, Mussa DM, Ghoul M. International Journal ofRefrigeration 25:504–13. International Journal of Refrigeration,27(5), 567–568.
Fernandez-Martin, F., Otero, L., Solas, M. T., & Sanz, P. (2000).Protein denaturation and structural damage during high-pressure-shift freezing of porcine and bovine muscle. Journal of FoodScience, 65(6), 1002–1008.
Forst, P., Werner, F., & Delgado, A. (2000). The viscosity of water athigh pressures—especially at subzero degrees centigrade. Rheo-logica Acta, 39(6), 566–573.
Fuchigami, M., Kato, N., & Teramoto, A. (1998). High-pressure-freezing effects on textural quality of Chinese cabbage. Journalof Food Science, 63(1), 122–125.
Gao, Y.-L., Ju, X.-R., & Jiang, H.-H. (2006a). Use of response surfacemethodology to investigate the effect of food constituents onStaphylococcus aureus inactivation by high pressure and mildheat. Process Biochemistry, 41(2), 362–369.
Gao, Y.-L., Ju, X.-R., Qiu, W.-F., & Jiang, H.-H. (2007). Investigationof the effects of food constituents on Bacillus subtilis reductionduring high pressure and moderate temperature. Food Control,18(10), 1250–1257.
Garcia-Graells, C., Kristel, J., Hauben, A., & Michiels, C. W. (1999).High-pressure inactivation and sublethal injury of pressure-resistant Escherichia coli mutants in fruit juices. AppliedEnvironmental Microbiology, 64, 1566–1568.
Gaspar, L. P., Silva, A. C. B., Gomes, A. M. O., Freitas, M. S., AnoBom, A. P. D., Schwarcz, W. D., et al. (2002). Hydrostaticpressure induces the fusion-active state of enveloped viruses.Journal of Biological Chemistry, 277, 8433–8439.
Gervilla, R., Ferragut, V., & Guamis, B. (2001). High hydrostaticpressure effects on color and milk-fat globule of ewe’s milk.Journal of Food Science, 66(6), 880–885.
Ghani, A. G. A., & Farid, M. M. (2006). Numerical simulation ofsolid–liquid food mixture in a high pressure processing unit usingcomputational fluid dynamics. Journal of Food Engineering, 80(4), 1031–1042.
Guiavarc’h, Y., Segovia, O., Hendrickx, M., & Van Loey, A. (2005).Purification, characterization, thermal and high-pressure inacti-vation of a pectin methylesterase from white grapefruit (Citrusparadisi). Innovative Food Science & Emerging Technologies, 6(4), 363–371.
Harte, F., Luedecke, L., Swanson, B., & Barbosa-Canovas, G. V.(2003). Low-fat set yogurt made from milk subjected tocombinations of high hydrostatic pressure and thermal process-ing. Journal Dairy Science, 86, 1074–1082.
Hartmann, C. (2002). Numerical simulation of thermodynamic andfluid-dynamic processes during the high-pressure treatment offluid food systems. Innovative Food Science & EmergingTechnologies, 3(1), 11–18.
Hartmann, C., & Delgado, A. (2002). Numerical simulation ofconvective and diffusive transport effects on a high-pressure-induced inactivation process. Biotechnology and Bioengineering,79(1), 94–104.
Hartmann, C., & Delgado, A. (2003). The influence of transportphenomena during high-pressure processing of packed food onthe uniformity of enzyme inactivation. Biotechnology andBioengineering, 82(6), 725–735.
Hartmann, C., & Delgado, A. (2004). Numerical simulation of themechanics of a yeast cell under high hydrostatic pressure.Journal of Food Engineering, 37(7), 977–987.
Hartmann, C., Delgado, A., & Szymczyk, J. (2003). Convective anddiffusive transport effects in a high pressure induced inactivationprocess of packed food. Journal of Food Engineering, 59(1), 33–44.
Hartmann, C., Schuhholz, J.-P., Kitsubun, P., Chapleau, N., LeBail,A., & Delgado, A. (2004). Experimental and numerical analysisof the thermofluiddynamics in a high-pressure autoclave. FoodScience & Emerging Technologies, 5(4), 399–411.
Hartmann, C., Mathmann, K., & Delgado, A. (2006). Mechanicalstresses in cellular structures under high hydrostatic pressure.Food Science & Emerging Technologies, 7(1–2), 1–12.
Hayashi, R. (1995). Advances in high pressure food processingtechnology in Japan. Food Processing: Recent Developments,Gaonkar AG, 9, 185–195.
Food Bioprocess Technol
Hite, B. H. (1899). The effect of high pressure in the preservation ofmilk. West Virginia Agricultural Experimental Station Bulletin,58, 15–35.
Hjelmqwist, J. (2005). Commercial high pressure equipment. In G. V.Barbosa-Canovas, M. S. Tapia, & M. P. Cano (Eds.), Novel foodprocessing technologies, Chapter 16 (pp. 361–373). Boca Raton,FL, USA: CRC.
Hodge, K. (2003). Salads still hot after all these years. Fresh cutmagazine (pp. 22–24). Yakima: Columbia Publishing andDesign, July.
Hogan, E., Kelly, A. L., & Sun, D.-W. (2005). High pressureprocessing of foods: An overview. In D.-W. Sun (Eds.),Emerging technologies for food processing, Chapter 1 (pp. 3–32). London, UK: Elsevier.
Hoover, D. G., Metrick, C., Papineau, A. M., Farkas, D. F., & Knorr,D. (1989). Biological effects of high hydrostatic pressure on foodmicro-organisms. Food Technology, 4, 399–107.
Hotek, J. P., & Morrison, J. J. (2006). Method and apparatus formaterial handling for a food product using high pressurepasteurization. U.S. Patent 2006257552; (16 Nov 2006).
Hugas, M., Garriga, M., & Monfort, J. M. (2002). New mildtechnologies in meat processing: High pressure as a modeltechnology. Meat Science, 62, 359–371.
Huppertz, T., Fox, P. F., & Kelly, A. L. (2003). High pressure-inducedchanges in the creaming properties of bovine milk. InnovativeFood Science & Emerging Technologies, 4(4), 349–359.
Huppertz, T., Hinz, K., Zobrist, M. R., Uniacke, T., Kelly, A. L., &Fox, P. F. (2005). Effects of high pressure treatment on the rennetcoagulation and cheese-making properties of heated milk.Innovative Food Science & Emerging Technologies, 6(3), 279–285.
Huppertz, T., Smiddy, M. A., Upadhyay, V. K., & Kelly, A. L. (2006).High-pressure-induced changes in bovine milk: A review.International Journal of Dairy Technology, 59(2) 58–66.
Jung, S., De Lamballerie-Anton, M., & Ghoul, M. (2000). Texturalchanges in bovine meat treated with high pressure. High PressureResearch, 19(1–6), 459–464.
Jung, S., Ghoul, M., & de Lamballerie-Anton, M. (2003). Influence ofhigh pressure on the color and microbial quality of beef meat.Lebensmittel-Wissenschaft-und-Technologie- Food Science andTechnology, 36(6), 625–631.
Kalichevsky, M. T., Knorr, D., & Lillford, P. J. (1995). Potential foodapplications of high-pressure effects on ice-water transitions.Trends in Food Science & Technology, 6, 253–258.
Kingsley, D. H., Hoover, D. G., Papfragkou, E., & Richards, G. P.(2002). Inactivation of hepatitis A virus and a calicivirus by highhydrostatic pressure. Journal of Food Protection, 65, 1605–1609.
Knorr, D., Heinz, V., & Buckow, R. (2006). High pressure applicationfor food biopolymers. Biochemica et Biophysica Acta, 1764(3),619–631.
Kowalczyk, W., & Delgado, A. (2007a). On convection phenomenaduring high pressure treatment of liquid media. High PressureResearch, 27(1), 85–92.
Kowalczyk, W., & Delgado, A. (2007b). Dimensional analysis ofthermo-fluid-dynamics of high hydrostatic pressure processeswith phase transition. International Journal of Heat and MassTransfer, 50(15–16), 3007–3018.
Kowalczyk, W., Hartmann, C., & Delgado, A. (2004). Modelling andnumerical simulation of convection driven high pressure inducedphase changes. International Journal of Heat and Mass Transfer,47(5), 1079–1089.
Kowalczyk, W., Hartmann, C., Luscher, C., Pohl, M., Delgado, A., &Knorr, D. (2005). Determination of thermophysical properties offoods under high hydrostatic pressure in combined experimentaland theoretical approach. Innovative Food Science & EmergingTechnologies, 6(3), 318–326.
Krebbers, B., Matser, A. M., Koets, M., & Van den Berg, R. W.(2002). Quality and storage-stability of high-pressure preservedgreen beans. Journal of Food Engineering, 54, 27–33.
Krebbers, B., Matser, A. M., Hoogerwerf, S. W., Moezelaar, R.,Tomassen, M., & Van den Berg, R. W. (2003). Combined high-pressure and thermal treatments for processing of tomato puree:Evaluation of microbial inactivation and quality parameters.Innovative Food Science & Emerging Technologies, 4(4), 377–385.
Kuebel, J., Ludwig, H., Marx, H., & Tauscher, B. (1996). Diffusion ofaroma compounds into packaging films under high-pressure.Packaging Technology and Science, 9(3), 143–152.
Lakshmanan, R., Piggott, J. R., & Paterson, A. (2003). Potentialapplications of high pressure for improvement in salmon quality.Trends in Food Science & Technology, 14, 354–363.
Lambadarios, E., & Zabetakis, I. (2002). Does high hydrostaticpressure affect fruit esters? Lebensmittel-Wissenschaft-und-Tech-nologie- Food Science and Technology, 35(4), 362–366.
LeBail, A. (2004). Reply to the ‘Letter to the Editor’: by thecorresponding author A. LeBail of the Article: ‘High pressurefreezing and thawing of foods: A review’ by LeBail A, ChevalierD, Mussa DM, Ghoul M. International Journal of Refrigeration25, 504–13. International Journal Refrigeration, 27(5), 569.
LeBail, A., Boillereaux, L., Davenel, A., Hayert, M., Lucas, T., &Monteau, J. Y. (2003). Phase transition in foods: Effect ofpressure and methods to assess or control phase transition.Innovative Food Science & Emerging Technologies, 4(1), 15–24.
LeBail, A., Hamadami, N., & Bahuaud, S. (2006). Effect of high-pressure processing on the mechanical and barrier properties ofselected packagings. Packaging Technology and Science, 19(4),237–243.
Lemmon, E. W., McLinden, M. O., & Friend, D. G. (2005).Thermophysical properties of fluid systems. In P. J. Linstron, &W. G. Mallard (Eds.), NIST chemistry WebBook, NIST standardreference database number 69. June 2005. National Institute ofStandards and Technology. Gaitherburg MD, 20899. Availablefrom http://webbook.nist.gov.
Linton, M., & Patterson, M. F. (2000). High pressure processing offoods for microbiological safety and quality. Acta Microbiologicaet Immunologica Hungarica, 47(2–3), 175–182.
Linton, M., McClements, J. M. J., & Patterson, M. F. (2000). Thecombined effect of high pressure and storage on the heatsensitivity of Escherichia coli 0157:H7. Innovative Food Science& Emerging Technologies, 1(1), 31–37.
Linton, M., McClements, J. M. J., & Patterson, M.F. (2001).Inactivation of pathogenic Escherichia coli in skimmed milkusing high hydrostatic pressure. Innovative Food Science &Emerging Technologies, 2(2), 99–104.
Lopez-Fandino, R. (2006). Functional improvement of milk wheyproteins induced by high hydrostatic pressure. Critical Reviewsin Food Science and Nutrition, 46(4), 351–363.
Lopez-Pedemonte, T., Roig-Sagués, A., De Lamo, S., Gervilla, R., &Buenaventura, G. (2007). High hydrostatic pressure treatmentapplied to model cheeses made from cow’s milk inoculated withStaphylococcus aureus. Food Control, 18(5), 441–447.
Lopez-Rubio, A., Lagaron, J. M., Hernandez-Munoz, P., Almenar, E.,Catala, R., Gavara, R., et al. (2005). Effect of high pressuretreatments on the properties of EVOH-based food packagingmaterials. Innovative Food Science & Emerging Technologies, 6(1), 51–58.
Ludikhuyze, L., & Hendrickx, M. E. (2001). Effects of high pressureon chemical reactions related to food quality. In M. E. Hendrickx,& D. Knorr (Eds.), Ultra high pressure treatment of food,Chapter 6 (pp. 17–185). London, UK: Kluwer.
Ludwig, H., & Schreck, C. (1997). The inactivation of vegetativebacteria by pressure. In K. Heremans (Eds.), High pressure
Food Bioprocess Technol
research in bioscience and biotechnology (pp. 221–224).Leuven: Leuven University Press.
Ludwig, H., van Almsick, G., & Schreck, C. (2002). The effect ofhigh hydrostatic pressure on the survival of microorganisms. InY. Taniguchi, H. E. Stanley, & H. Ludwig (Eds.), Biologicalsystems under extreme conditions (pp. 239–256). Berlin: Spring-er.
Lund, D. B. (2002). Food engineering for the 21st century. In J. Welti-Chanes, G. V. Barbosa-Canovas, & J. M. Aguilera (Eds.),Engineering and food for the 21st century. Food PreservationTechnology Series, Chapter 44 (pp. 3–14). Boca Raton, FL,USA: CRC Press LLC.
Luscher, C., Schluter, O., & Knorr, D. (2005). High pressure-lowtemperature processing of foods: Impact on cell membranes,texture, color and visual appearance of potato tissue. InnovativeFood Science & Emerging Technologies, 6(1), 59–71.
Ma, H. J., & Ledward, D. A. (2004). High pressure/thermal treatmenteffects on the texture of beef muscle.Meat Science, 68(3), 347–355.
Manas, P., & Pagan, R. (2005). Microbial inactivation by newtechnologies of food preservation. Journal of Applied Microbiology,98(6), 1387–1399.
Martino, M. N., Otero, L., Sanz, P. D., & Zaritzky, N. E. (1998). Sizeand location of ice crystals in pork frozen by high-pressureassisted freezing as compared to classical methods. Meat Science,50(3), 303–313.
Mashmoushy, H., Zhang, Z., & Thomas, C. R. (1998). Micromanip-ulation measurement of the mechanical properties of baker’syeast cells. Biotechnology Letters, 12, 925–929.
McClements, J. M. J., Patterson, M. F., & Linton, M. (2001). Theeffect of growth stage and growth temperature on highhydrostatic pressure inactivation of some psychrotrophic bacteriain milk. Journal of Food Protection, 64(4), 514–522.
Mertens, B. A., & Deplace, G. (1993). Engineering aspects of highpressure technology in the food industry. Food Technology, 47,164–168.
Meyer, R., Cooper, K. L., Knorr, D., & Lelieveld, H. L. M. (2000).High pressure sterilisation of foods. Food Technology, 54(11),67–72.
Miles, C. A. (1991). The thermophysical properties of frozen foods.In W. Bald (Eds.), Food freezing: Today and tomorrow (pp. 45–65). London: Springer.
Miller, D. S., & Mclean, C. (2006). Packaging for use with high pressurepasteurization. U.S. Patent 20060099306; (11 May 2006).
Molina-Garcia, A. D., Otero, L., Martino, M. N., Zaritzky, N. E.,Arabas, J., Szczepek, J., et al. (2004). Ice VI freezing of meat:Supercooling and ultrastructural studies. Meat Science, 66(3),709–718.
Mor-Mor, M., & Yuste, J. (2003). High pressure processing applied tocooked sausage manufacture: Physical properties and sensoryanalysis. Meat Science, 65(3), 1187–1191.
Morgan, D., Newman, C. P., Hutchinson, D. N., Walker, A. M., Rowe,B., & Majid, F. (1993). Verotoxin producing Escherichia coliO157:H7 infections associated with the consumption of yogurt.Epidemiology and Infection, 111, 181–187.
Murchie, L. W., Cruz-Romero, M., Kerry, J. P., Linton, M., Patterson, M.F., Smiddy, M., et al. (2005). High pressure processing of shellfish:A review of microbiological and other quality aspects. InnovativeFood Science & Emerging Technologies, 6(3), 257–270.
Nakagami, T., Shigehisa, T., Ohmori, T., Taji, S., Hase, A., Kimura, T., etal. (1992). Inactivation of herpes viruses by high hydrostaticpressure. Journal of Virological Methods, 38, 255–262.
Nakagami, T., Ohno, H., Shigehisa, T., Otake, T., Mori, H., Kawahata,T., et al. (1996). Inactivation of human immunodeficiency virusby high hydrostatic pressure. Transfusion, 36(5), 475–476.
Needs, E. C., Stenning, R. A., Gill, A. L., Ferragut, V., & Rich, G. T.(2000). High pressure treatment of milk: Effects on casein
micelle structure and on enzymic coagulation. Journal of DairyResearch, 67, 31–42.
Nienaber, U., & Shellhammer, T. H. (2001). High-pressure processingof orange juice: Kinetics of pectinmethylesterase inactivation.Journal of Food Science, 66(2), 328–331.
Okazaki, T., Kakugawa, K., Yoneda, T., & Suzuki, K. (2000).Inactivation behaviour of heat-resistant bacterial spores bythermal treatments combined with high hydrostatic pressure.Food Science Technology, 6, 204–207.
Oliveira, A. C., Ishimaru, D., Gonçalves, R. B., Smith, T. J., Mason,P., Sá-Carvalho, D., et al. (1999). Low temperature and pressurestability of picornaviruses: Implications for virus uncoating.Biophysical Journal, 76, 1270–1279.
O’Reilly, C. E., O’Connor, P. M., Kelly, A. L., Beresford, T.P., &Murphy, P. M. (2000). Use of hydrostatic pressure for inactiva-tion of microbial contaminants in cheese. Applied and Environ-mental Microbiology, 66, 4890–4896.
O’Reilly, C. E., Kelly, A. L., Murphy, P. M., & Beresford, T. P. (2001).High pressure treatment: Applications in cheese manufacture andripening. Trends in Food Science & Technology, 12(2), 51–59.
O’Reilly, C. E., Murphy, P. M., Kelly, A. L., Guinee, T. P., &Beresford, T. P. (2002). The effect of high pressure treatment onthe functional and rheological properties of Mozzarella cheese.Innovative Food Science & Emerging Technologies, 3, 3–9.
Otero, L., Martino, M., Zaritzky, N., Solas, M., & Sanz, P. D. (2000).Preservation of microstructure in peach and mango during high-pressure-shift freezing. Journal of Food Science, 65(3), 466–470.
Otero, L., Molina, A., Ramos, A., & Sanz, P. D. (2002a). A model fora real thermal control in high-pressure treatment of foods.Biotechnology Progress, 18(4), 904–908.
Otero, L., Molina-García, A. D., & Sanz, P. D. (2002b). Someinterrelated thermophysical properties of liquid water and ice I: Auser-friendly modelling review for high-pressure processing.Critical Reviews in Food Science and Nutrition, 44(2), 339–352.
Otero, L., Ousegui, A., Guignon, B., LeBail, A., & Sanz, P. D. (2006).Evaluation of the thermophysical properties of tylose gel underpressure in the phase change domain. Food Hydrocoll, 20(4),449–460.
Otero, L., Ramos, A.M., de Elvira, C., & Sanz, P. D. (2007a). A model todesign high-pressure processes towards an uniform temperaturedistribution. Journal of Food Engineering, 78(4), 1463–1470.
Otero, L., Ousegui, A., Urrutia-Benet, G., de Elvira, C., Havet, M.,LeBail, A., et al. (2007b). Modelling industrial scale high-pressure-low-temperature processes. Journal of Food Engineering,83(2), 136–141.
Ozmutlu, O., Hartmann, C., & Delgado, A. (2006). Momentum andenergy transfer during phase change of water under highhydrostatic pressure. Innovative Food Science & EmergingTechnologies, 7(3), 161–168.
Palou, B., Lopez-Malo, A., & Welti-Chanes, J. (2002). Innovativefruit preservation methods using high pressure. In J. Welti-Chanes, G. V. Barbosa-Canovas, & J. M. Aguilera (Eds.),Engineering and food for the 21st Century. Food PreservationTechnology Series, Chapter 44 (pp. 3–14). Boca Raton, FL,USA: CRC Press LLC.
Patazca, E., Koutchma, T., & Balasubramaniam, V. M. (2007). Quasi-adiabatic temperature increase during high pressure processing ofselected foods. Journal of Food Engineering, 80(1), 199–205.
Patterson, M., & Kilpatrick, D. (1998). The combined effect of highhydrostatic pressure and mild heat on inactivation of pathogensin milk and poultry. Journal of Food Protection, 61(4), 432–436.
Pauling, L. (1964). College chemistry: An introductory textbook ofgeneral chemistry. San Francisco, CA: Freeman and Company.
Pehl, M., Werner, F., & Delgado, A. (2000). First visualization oftemperature fields in liquids at high pressure. Experiments inFluids, 29, 302–304.
Food Bioprocess Technol
Perrier-Cornet, J. M., Maréchal, P. A., & Gervais, P. (1995). A newdesign intended to relate high-pressure treatment to yeast cellmass transfer. Journal of Biotechnology, 41, 49–58.
Polydera, A. C., Stoforos, N. G., & Taoukis, P. S. (2003). Comparitiveshelf life study and vitamin C loss kinetics in pasteurised andhigh pressure processed reconstituted orange juice. Journal ofFood Engineering, 60, 21–29.
Polydera, A. C., Galanou, E., Stoforos, N. G., & Taoukis, P. S. (2004).Inactivation kinetics of pectin methylesterase of Greek navelorange juice as a function of high hydrostatic pressure andtemperature process conditions. Journal of Food Engineering, 62(3), 291–298.
Pontes, L., Cordeiro, Y., Giongo, V., Villas-Boas, M., Barreto, A.,Araujo, J. R., et al. (2001). Pressure-induced formation ofinactive triple-shelled rotavirus particles is associated withchanges in the spike protein VP4. Journal of Molecular Biology,307(5), 1171–1179.
Préstamo, G., & Arroyo, G. (1998). High hydrostatic pressure effecton vegetable structure. Journal of Food Science, 63, 878–881.
Rademacher, B., Werner, F., & Pehl, M. (2002). Effect of thepressurizing ramp on the inactivation of Listeria innocuaconsidering thermofluiddynamical processes. Innovative FoodScience & Emerging Technologies, 3, 13–24.
Ramirez-Suarez, J., & Morrissey, M. (2006). Effect of high pressureprocessing (HPP) on shelf life of albacore tuna (Thunnusalalunga) minced muscle. Innovative Food Science & EmergingTechnologies, 7(1–2), 19–27.
Rao, M. A., Ooley, H. J., & Vitali, A. A. (1986). Flow properties of con-centrated juices at low temperatures. Food Technology, 38, 113–119.
Rasanayagam, V., Balasubramaniam, V. M., Ting, E., Sizer, C. E.,Bush, C., & Anderson, C. (2003). Compression heating ofselected fatty food materials during high-pressure processing.Journal of Food Science, 68(1), 254–259.
Raso, J., & Barbosa-Canovas, G. V. (2003). Non-thermal preservationof foods using combined processing techniques. Critical Reviewsin Food Science and Nutrition, 43(3), 265–285.
Rastogi, N. K., Raghavarao, K. S. M. S., Balasubramaniam, V. M.,Niranjan, K., & Knorr, D. (2007). Opportunities and challengesin high pressure processing of foods. Critical Reviews in FoodScience and Nutrition, 47(1), 69–112.
Ritz, M., Tholozan, J. L., Federighi, M., & Pilet, M. F. (2002).Physiological damages of Listeria monocytogenes treated by highhydrostatic pressure. International Journal of Food Microbiology,79(1–2), 47–53.
Rodrigo, D., van Loey, A., & Hendrickx, M. E. (2007). Combinedthermal and high pressure colour degradation of tomato puree andstrawberry juice. Journal of Food Engineering, 79(2), 553–660.
Roos, Y. H. (2003). Thermal analysis, state transitions and food quality.Journal of Thermal Analysis and Calorimetry, 71(1), 197–203.
Ross, A. I. V., Griffiths, M. W., Mittal, G. S., & Deeth, H. C. (2003).Combining non-thermal technologies to control foodborne micro-organisms. International Journal of Food Microbiology, 89(2–3),125–138.
Rouille, J., LeBail, A., Ramaswamy, H. S., & Leclerc, L. (2002). Highpressure thawing of fish and shellfish. Journal of FoodEngineering, 53, 83–88.
Rubio, B., Martinez, B., Garcia-Cachan, M. D., Rovira, J., & Jaime, I.(2007). Effect of high pressure preservation on the quality of drycured beef “Cecina de Leon”. Innovative Food Science &Emerging Technologies, 8(1), 102–110.
Sandra, S., Stanford, M. A., & Meunier Goddik, L. (2004). The use ofhigh-pressure processing in the production of Queso Frescocheese. Journal of Food Science, 69(4), 153–158.
Sangsuk, O., & Myoung, J. (2003). Inactivation of Bacillus cereusspores by high hydrostatic pressure at different temperatures.Journal of Food Protection, 66, 599–603.
San Martin, M. F., Barbosa-Canovas, G. V., & Swanson, B. G. (2002).Food processing by high hydrostatic pressure. Critical Reviews inFood Science and Nutrition, 42(6), 627–645.
San Martin-Gonzalez, M. F., Welti-Chanes, J., & Barbosa-Canovas, G.V. (2006). Cheese manufacture assisted by high pressure. FoodReviews International, 22(3), 275–289.
San Martin-Gonzalez, M. F., Rodriguez, J. J., Gurram, S., Clark, S.,Swanson, B. G., & Barbosa-Canovas, G. V. (2007). Yield,composition and rheological characteristics of cheddar cheesemade with high pressure processed milk. LWT-Food ScienceTechnology, 40(4), 697–705.
Saul, A., & Wagner, W. (1989). A fundamental equation for watercovering the range from the melting line to 1273 K at pressuresup to 25000 MPa. Journal of Physical and Chemical ReferenceData, 18(4), 1537–1564.
Schluter, O. (2003). Impact of high pressure - low temperatureprocesses on cellular materials related to foods. PhD thesis,Berlin University of Technology.
Schluter, O., Urrutia-Benet, G. U., Heinz, V., & Knorr, D. (2004).Metastable states of water and ice during pressure-supportedfreezing of potato tissue. Biotechnology Progress, 20(3), 799–810.
Schreck, C., Layh-Schmidt, G., & Ludwig, H. (1999). Inactivation ofMycoplasma pneumoniae by high hydrostatic pressure. Pharma-ceutical Industry, 61(8), 759–762.
Schubring, R., Meyer, C., Schluter, O., Boguslawski, S., & Knorr, D.(2003). Impact of high pressure assisted thawing on the quality offillets from various fish species. Innovative Food Science &Emerging Technologies, 4(3), 257–267.
Seeton, C. J. (2006). Viscosity–temperature correlation for liquids.Tribology Letters, 22(1), 67–78.
Serra, X., Grebol, N., Guardia, M. D., Guerrero, L., Gou, P.,Masoliver, P., et al. (2007). High pressure applied to frozenham at different process stages. 2. Effect on the sensory attributesand on the colour characteristics of dry-cured ham. Meat Science,75(1), 21–28.
Shen, T., Urrutia-Benet, G., Brul, S., & Knorr, D. (2005). Influence ofhigh-pressure-low-temperature treatment on the inactivation ofBacillus subtilis cells. Innovative Food Science & EmergingTechnologies, 6(3), 271–278.
Shimada, S., Andou, M., Naito, N., Yamada, N., Osumi, M., &Hayashi, R. (1993). Effects of hydrostatic pressure on theultrastructure and leakage of internal substances in the yeastSaccharomyces cerevisiae. Applied Microbiology and Biotech-nology, 40, 23–131.
Slade, L., & Levine, H. (1991). Beyond water activity: Recentadvances based on an alternative approach to the assessment offood quality and safety. Critical Reviews in Food Science andNutrition, (30), 115.
Smelt, J. P. P. M. (1998). Recent advances in the microbiology of highpressure processing. Trends in Food Science & Technology, 9,152–158.
Smith, A. E., Moxham, K. E., &Middelberg, A. P. J. (1998). On uniquelydetermining cell-wall material properties with the compressionexperiment. Chemical Engineering Science, 53, 3913–3922.
Smith, A. E., Zhang, Z., & Thomas, C. R. (2000a). Wall materialproperties of yeast cells: Part 1. Cell measurements andcompression experiments. Chemical Engineering Science, 55(11), 2031–2041.
Smith, A. E., Moxham, K. E., & Middelberg, A. P. J. (2000b). Wallmaterial properties of yeast cells. Part II. Analysis. ChemicalEngineering Science, 55(11), 2043–2053.
Spilimbergo, S., Elvassore, N., & Bertucco, A. (2002). Microbialinactivation by high-pressure. Journal of Supercritical Fluids, 22(1), 55–63.
Sun, D.-W. (Ed.) (2005). Emerging technologies for food processing.London, UK: Elsevier.
Food Bioprocess Technol

Supavititpatana, T., & Apichartsrangkoon, A. (2007). Combinationeffects of ultra-high pressure and temperature on the physical andthermal properties of ostrich meat sausage (yor). Meat Science,76(3), 555–560.
Taylor, D. M. (1999). Inactivation of prions by physical and chemicalmeans. Journal of Hospital Infection, 43(Suppl), S69–S76.
Thiebaud, M., Dumay, E., & Cheftel, J. C. (2002). Pressure-shiftfreezing of o/w emulsions: Influence of fructose and sodiumalginate on undercooling, nucleation, freezing kinetics and icecrystal size distribution. Food Hydrocolloids, 16, 527–545.
Thomas. C. R., & Zhang, Z. (1998). The effect of hydrodynamics onbiological materials. In E. Galindo, & O. T. Ramírez (Eds.),Advances in bioprocess engineering II (pp. 137–170). London:Kluwer.
Ting, E. Y., & Anderson, C. (2006). Systems and methods to slowlyreduce the pressure in a pressure chamber over time. U.S. Patent2006272709; (7 Dec 2006).
Ting, E. Y., & Lonneborg, N.-G. (2002). Method and apparatus forhigh pressure treatment of substances under controlled tempera-ture conditions. U.S. Patent 20020192109; (19 Dec 2002).
Ting, E. Y., & Marshall, R. G. (2002). Production Issues Related toUHP Food. In J. Welti-Chanes, G. V. Barbosa-Canovas, & J. M.Aguilera (Eds.), Engineering and food for the 21st century. Foodpreservation technology series, Chapter 44 (pp. 727–738). BocaRaton, FL, USA: CRC Press LLC.
Toepfl, S., Mathys, A., Heinz, V., & Knorr, D. (2006). Potential ofhigh hydrostatic pressure and pulsed electric fields for energyefficient and environmentally friendly food processing. FoodReviews International, 22(4), 405–423.
Torres, J. A., & Velazquez, G. (2005). Commercial opportunities andresearch challenges in the high pressure processing of foods.Journal of Food Engineering, 67(1–2), 95–112.
Trejo-Ayara, X. I., Hendrickx, M., Verlinden, B. E., Van Buggenhout,S., Smale, N. J., Stewart, C., et al. (2007). Understanding texturechanges of high pressure processed fresh carrots: A micro-structural and biochemical approach. Journal of Food Engineer-ing, 80(3), 873–884.
Upmann, M., Paulsen, P., James, C., & Smulders, F. J. M. (2000).Microbiology of refrigerated meat. Fleischwirtschaft, 80, 90–97.
Urrutia-Benet, G. (2005). High-pressure-low-temperature processingof foods: Impact of metastable phases of process and qualityparameters. PhD thesis, Berlin University of Technology.
Urrutia-Benet, G., Schlüter, O., & Knorr, D. (2004). High pressure-lowtemperature processing. Suggested definitions and terminology.Innovative Food Science & Emerging Technologies, 5(4), 413–427.
Urrutia-Benet, G., Chapleau, N., Lille, M., LeBail, A., Autio, K., &Knorr, D. (2006). Quality related aspects of high pressure lowtemperature processed whole potatoes. Innovative Food Science& Emerging Technologies, 7(1–2), 32–39.
Urrutia-Benet, G., Balogh, T., Schneider, J., & Knorr, D. (2007).Metastable phases during high-pressure-low-temperature process-ing of potatoes and their impact on quality-related parameters.Journal of Food Engineering, 78(2), 375–389.
Van Buggenhout, S., Messagie, I., Van Loey, A., & Hendrickx, M. E.(2005). Influence of low-temperature blanching combined withhigh-pressure shift freezing on the texture of frozen carrots.Journal of Food Science, 70(4), S304–S308.
Van Buggenhout, S., Messagie, I., Maes, V., Duvetter, T., Van Loey,A., & Hendrickx, M. E. (2006a). Minimizing texture loss offrozen strawberries: Effect of infusion with pectinmethylesteraseand calcium combined with different freezing conditions and
effect of subsequent storage/thawing conditions. European FoodResearch and Technology, 223(3), 395–404.
Van Buggenhout, S., Lille, M., Messagie, I., Van Loey, A., Autio, K.,& Hendrickx, M. (2006b). Impact of pretreatment and freezingconditions on the microstructure of frozen carrots: Quantificationand relation to texture loss. European Food Research andTechnology, 222(5–6), 543–553.
Van den Berg, R. W., Hoogland, H., Lelieveld, H. L. M., & vanSchepdael, L. (2001). High pressure equipment for foodprocessing applications. In M. E. Hendrickx, & D. Knorr(Eds.), Ultra high pressure treatment of food, Chapter 11 (pp.297–312). London, UK: Kluwer Academia.
Van Loey, A., Ooms, V., Weemaes, C., Van den Broeck, I.,Ludikhuyze, L., Indrawati, et al. (1998). Thermal and pressure-temperature degradation of chlorophyll in broccoli (Brassicaoleracea L italica) juice: A kinetic study. Journal of Agriculturaland Food Chemistry, 46(12), 5289–5294.
Van Opstal, I., Bagamboula, C. F., Vanmuysen, S. C. M., Wuytack, E.Y., & Michiels, C. W. (2004). Inactivation of Bacillus cereusspores in milk by mild pressure and heat treatments. Interna-tional Journal of Food Microbiology, 92, 227–234.
Villarreal-Alba, E. G., Contreras-Esquivel, J. C., Aguilar-Gonzalez, C.N., & Reyes-Vega, M. L. (2004). Pectinesterase activity and thetexture of Jalapeno pepper. European Food Research andTechnology, 218(2), 164–166.
Vitali, A. A., & Rao, M. A. (1984). Flow properties of low pulpconcentrated orange juice - serum viscosity and effect of pulpcontent. Journal of Food Science, 49(3), 876–881.
Watson, J. T. R., Basu, R. S., & Sengers, J. V. (1980). An improvedrepresentative equation for the dynamic viscosity of watersubstance. Journal of Physical and Chemical Reference Data,9, 1255–1290.
Weagent, S. D., Bryant, J. L., & Bark, D. H. (1994). Survival of E.coli (O157:H7) in mayonnaise based sauces at room andrefrigerated temperatures. Journal of Food Protection, 57, 629–631.
Welti-Chanes, J., Lopez-Malo, A., Palou, E., Bermudez, D., Guerrero-Beltran, J. A., & Barbosa-Canovas, G. V. (2005). Fundamentalsand applications of high pressure processing to foods. In G. V.Barbosa-Canovas, M. S. Tapia, & P. M. Cano (Eds.), Novel foodprocessing technologies, Chapter 8 (pp. 157–181). Boca Raton,FL, USA: CRC Press LLC.
Wilkinson, N., Kurdziel, A. S., Langton, S., Needs, E., & Cook, N.(2001). Resistance of poliovirus to inactivation by hydrostaticpressures. Innovative Food Science & Emerging Technologies, 2,95–98.
Yuste, J., Mor-Mur, M., Capellas, M., & Pla, R. (1999). Pressure vs.heat-induced bacterial stress in cooked poultry sausages: Apreliminary study. Letters in Applied Microbiology, 294, 233–237.
Yuste, J., Capellas, M., Pla, R., Fung, D. Y. C., & Mor-Mor, M.(2001). High pressure processing for food safety and preserva-tion: A review. Journal of Rapid Methods and Automation inMicrobiology, 91, 1–10.
Zhao, Y., Flores, R. A., & Olson, D. (1998). High hydrostatic pressureeffects on rapid thawing of frozen beef. Journal of Food Science,632, 272–275.
Zhu, S. M., LeBail, A., Chapleau, N., Ramaswamy, H. S., & deLamballerie-Anton, M. (2004) Pressure shift freezing of porkmuscle: Effect on color, drip loss, texture, and protein stability.Biotechnology Progress, 203, 939–945.
Food Bioprocess Technol


















