
Guía 4 Taladrado y Escariado
24
Universitario de Tecnología Antonio José de Sucre, Extensión Barquisimeto Escuela de Tecnología Mecánica Taller de fabricación. III Semestre. Prof. Ing. Francisco Vargas UNIDAD 4 TALADRADO Y ESCARIADO Introducción El taladrado es la operación que tiene por objeto hacer agujeros por arranque de viruta, con una herramienta llamada broca, sobre diferentes tipos de material, cuya posición, diámetro y profundidad han sido determinados previamente. La broca es una barra de acero templado, de tal forma afilada por un extremo, que al girar pueda penetrar en un cuerpo y cortar pequeñas porciones llamadas virutas. En la operación de taladrado, los dos filos de corte de la broca trabajan continuamente para retirar el metal de la pieza. En un taller, esas operaciones se realizan con muchas máquinas herramientas. Para utilizar eficientemente las brocas, es necesario conocerlas. Agujeros en las Piezas de Trabajo Los agujeros taladrados en una pieza de trabajo se pueden clasificar como agujeros pasantes o agujeros ciegos. Los primeros sirven para muchos propósitos, esto es, para dar posición a remaches, tornillos, pernos, flechas (ejes) y pistones. También se utilizan el punzonado, corte de
-
Upload
francisco-vargas -
Category
Documents
-
view
415 -
download
3
Transcript of Guía 4 Taladrado y Escariado

Universitario de Tecnología Antonio José de Sucre,
Extensión Barquisimeto
Escuela de Tecnología Mecánica
Taller de fabricación. III Semestre.
Prof. Ing. Francisco Vargas
UNIDAD 4
TALADRADO Y ESCARIADO
Introducción
El taladrado es la operación que tiene por objeto hacer agujeros por arranque de viruta, con
una herramienta llamada broca, sobre diferentes tipos de material, cuya posición, diámetro y
profundidad han sido determinados previamente.
La broca es una barra de acero templado, de tal forma afilada por un extremo, que al girar pueda
penetrar en un cuerpo y cortar pequeñas porciones llamadas virutas.
En la operación de taladrado, los dos filos de corte de la broca trabajan continuamente para retirar el
metal de la pieza. En un taller, esas operaciones se realizan con muchas máquinas herramientas.
Para utilizar eficientemente las brocas, es necesario conocerlas.
Agujeros en las Piezas de Trabajo
Los agujeros taladrados en una pieza de trabajo se pueden clasificar como agujeros pasantes o
agujeros ciegos. Los primeros sirven para muchos propósitos, esto es, para dar posición a
remaches, tornillos, pernos, flechas (ejes) y pistones. También se utilizan el punzonado, corte de

flama, perforado y fundición para hacer agujeros. Sin embargo, ninguno de estos métodos es tan
preciso como el taladrado.
Especificaciones de las Brocas
La broca es una herramienta que consta de dos filos cortantes, a la cual se le imprime, como ya se
mencionara, un movimiento de rotación que constituye el movimiento principal de corte y un
movimiento rectilíneo de avance en la dirección longitudinal del agujereado.
Las brocas se clasifican de la siguiente manera:
1. Con base en el zanco
a) Brocas de zanco recto.
b) Brocas de zanco cónico.
2. Con base en el número de canales:
a) Brocas de doble canal
b) Brocas de triple canal
c) Brocas de cuádruple canal
3. Con base en el diámetro de la broca
4. Con base en el material de la broca
a) Broca de alto carbono
b) Broca de alta velocidad
Partes Principales de una Broca
Las partes principales de una broca son:
1. Cuerpo
2. Unidad de corte
3. Zanco
4. Cola
5. Alma

Cuerpo: A la parte comprendida entre la punta y el zanco de la broca se el conoce como cuerpo. Las
diferentes partes del cuerpo son los canales, guía, claro del cuerpo y alma.
Unidad de Corte: A la unidad que realmente corta el material al taladrar los agujeros, se le conoce
como unidad de corte. Es tan afilada como un cuchillo. Cada canal de una broca consta de aristas de
corte; por lo general, la unidad de corte de una broca consta de dos aristas de corte, pero también
puede tener tres o cuatro. Este tipo de brocas utilizan para agrandar agujeros perforados con
núcleos o punzones.
Zanco: A la parte que se utiliza para sujetar la broca en el talado se le conoce como zanco. Las
brocas se fabrican con zanco recto o cónico. Las primeras se utilizan con un mandril. Las segundas
tienen diferentes conos (conocidos como conos morse) que se sujetan por si mismo. Los conos de
las brocas son conos morse del número 1 al 5.
Cola: La cola sólo existe en la broca con zanco cónico. Se diseñan para que se introduzcan en una
ranura en la entrada o en el husillo del taladro.
Alma: a la columna de metal que separa la broca de los canales se le conoce como alma. Recorre
toda la longitud entre los canales y actúa como la sección de soporte de los mismos.
Guía: en la figura 2.17, se muestra la guía de una broca. Es el diámetro completo de la broca y
se extiende a toda la longitud de la misma.
Claro del filo: A la superficie del punto que está rectificada o rebajada justo atrás de la arista de
corte se le conoce como claro del filo.
Punta de la broca: a toda la superficie cónica que se encuentra en el extremo de corte se le
conoce como punta de la broca. Es diferente al punto muerto.
Claro del cuerpo: en la figura 2.17 se muestra el claro del cuerpo de una broca. Tiene un
diámetro menor que la guía y sirve para reducir la fricción entre la broca y las paredes de los
agujeros de la pieza de trabajo que se está taladrando.

Broca Helicoidal (twist drill)
Broca común caracterizada por canales en espiral helicoidales a lo largo de su longitud y dos filos de
corte en la punta de la broca. Estos instrumentos se clasifican de acuerdo con el diseño del zanco
como brocas de zanco recto y broca de zanco cónico. El zanco cónico permite insertarse
rápidamente y con precisión en el husillo de la máquina. El cono del husillo y el zanco de la broca
coinciden uno con el otro. Cuando se inserta la broca en el husillo y se somete a un empuje, se
acuñan uno con otro. Cuando se taladra, el empuje aumenta y la broca permanece en su lugar.
Tamaño de la Brocas
Las cuatro formas tradicionales de designar los tamaños de la brocas son:
1. Brocas fraccionadas.
2. Brocas numéricas

3. Brocas por letra
4. Brocas métricas.
A las brocas fraccionadas también se le conocen como brocas en pulgadas. En este sistema. El
diámetro de las brocas varía en pasos de 1/64 de pulgada. Estas brocas están disponibles en
tamaños que van de 1/64 a 3 pulgadas.
Muchos trabajos requieren agujeros taladrados que no existen en un sistema fraccionario. Para
superar este inconveniente, también existen brocas de alambres en tamaños estándar, a las que se
conoce como brocas numeradas. Éstas van de los números 0 al 80. De manera similar, las brocas
por letras van de la A, a la Z.
Las brocas métricas tienen diámetros que varía en pasos de 1/10 de milímetro.
Broquero
Los broqueros se utilizan en el taladro pasa sujetar las brocas
de zanco recto. El broquero consta de un eje que tiene conos
morse y se inserta en el husillo para fijar a presión. La broca se
inserta en el broquero y se ajusta con una llave para broquero
para agarrarla rígidamente. Consta de tres agujeros que se
utilizan para apretarla. Existen broqueros de diversos diseños,
de acuerdo con el número de mordazas que se utilizan para
sujetar las brocas, se clasifican como:
1. Broquero de dos mordazas.
2. Broquero de tres mordazas.
En la figura 3, se muestra un broquero de tres mordazas que se utiliza para sujetar brocas, al que
también se le conoce como broquero autocentrante. Consta de un anillo moleteado firmemente
montado sobre la tuerca que tiene un cono interno con roscas cuadradas. Cuando se hace girar
juntos el anillo y la tuerca, las mordazas se mueven hacia abajo o hacia arriba, con lo cual aprietan o
aflojan la broca.

Manguitos para Brocas
Los manguitos para brocas se utilizan para sujetar brocas de zanco cónico y cuentan con conos
morse. Los conos Morse se designan según su tamaño con los números del 0 al 7. El número de
cono que corresponde a cada broca es:
Cono Morse nº 1, para brocas hasta 15 mm
Cono Morse nº 2, para brocas de 15 a 23 mm
Cono Morse nº 3, para brocas de 23 a 32 mm
Cono Morse nº 4, para brocas de 32 a 50 mm
Cono Morse nº 5, para brocas de 50 a 80 mm
Cono Morse nº 6, para brocas de 80 a 100 mm
Cono Morse nº 7, para brocas mayores de 100 mm
Los conos morse por lo general se emplean en los manguitos para brocas son los números 1 a 5, de
los cuales los números 2 y 3 son los más ampliamente utilizados.

Una broca con cono morse número 2 no entra en un cono morse núm. 3 o 4. Se fabrican diferentes
conos en la superficie interior y exterior del manguito. El manguito que tiene un cono morse núm. 2
en la superficie interior tiene un cono morse núm. 3 en la superficie exterior.
Ángulos de Claro de las Brocas
La cara cortante de la broca se rectifica a tres ángulos: el ángulo del punto muerto, el ángulo del filo,
y el ángulo de inclinación, como se muestra en la figura. La práctica ha demostrado que el de 59O
(ángulo inclinado de 118O) es el mejor ángulo de propósito general para rectificar una broca. Es muy
adecuado para acero y para hierro fundido. En el caso de materiales duros se utiliza un ángulo de
70O y para materiales suaves de 40O.

Broca de Centros
También se le conoce como broca combinada y de avellanado. Como su nombre lo indica, se utiliza
para marcar centros antes de las operaciones de taladrado. Algunas veces, los agujeros marcados y
taladrados con esta herramienta, operaciones a la que se conoce como taladrado combinado y
avellanado.
Operaciones Realizadas con Taladros.
Fundamentalmente, los taladros son máquinas diseñadas para operaciones de taladrado. A demás
de cumplir esta función, también se pueden realizar las siguientes operaciones con ellos:
Perforado: es una operación para agrandar agujeros ya taladrados. Se lleva a cabo con un
taladro sujetando la barra de perforado con la broca de perforado en el carro. En general
implica tornear agujeros taladrados previamente.
Abocardado: se produce un agujero escalonado en el cual un diámetro más grande sigue a un
diámetro más pequeño parcialmente dentro del agujero. Se usa un agujero abocardado para

asentar las cabezas de los pernos dentro de un agujero de manera que no sobresalgan de la
superficie.
Escariado: se usa para agrandar ligeramente un agujero, proporciona una mejor tolerancia en
su diámetro y mejorar su acabado superficial.
Avellanado: Es una operación similar al abocardado salvo que el escalón en el agujero tiene
forma de cono para tornillos y pernos de cabeza plana. Los ángulos inclinados estándar son
60O, 82O y 90O.
Roscado interior: esta operación se realiza por medio de un (mandril especial de roscado)
machuelo y se usa para cortar una rosca interior en un agujero existente. No es habitual
roscar un agujero con un taladro.
Lapidado: Se le conoce como un proceso refinado de abrasión empleado para corregir
errores. Con un taladro se lleva a cabo utilizando un abrasivo. En este proceso, se retira una
pequeña cantidad de material para obtener agujeros precisos. Es un trabajo largo y fastidioso.
Refrentado: Es una operación similar al fresado que se usa para suministrar una superficie
maquinada plana en la parte de trabajo en un área localizada. Antes de utilizar estas
operaciones, se debe hacer los agujeros por taladrado, a excepción del centrado y del
punteado.
Pulido: Es la producción de brillo lustroso en las superficies. Con un taladro, esta operación se
realiza mediante el empleo de una rueda que tiene un abrasivo pulidor adherido en su
superficie.
TALADROS
Es una máquina herramienta donde se mecanizan la mayoría de los agujeros que se hacen a las
piezas en los talleres mecánicos. Destacan estas máquinas por la sencillez de su manejo. Tienen
dos movimientos: El de rotación de la broca que le imprime el motor eléctrico de la máquina a través
de una transmisión por poleas y engranajes, y el de avance de penetración de la broca, que puede
realizarse de forma manual sensitiva o de forma automática, si incorpora transmisión para hacerlo.
Se llama taladrar a la operación de mecanizado que tiene por objeto producir agujeros cilíndricos en
una pieza cualquiera, utilizando como herramienta una broca. La operación de taladrar se puede
hacer con un taladro portátil, con una máquina taladradora, en un torno, en una fresadora, en un
centro de mecanizado CNC o en una mandrinadora.

De todos los procesos de mecanizado, el taladrado es considerado como uno de los procesos más
importantes debido a su amplio uso y facilidad de realización, puesto que es una de las operaciones
de mecanizado más sencillas de realizar y que se hace necesario en la mayoría de componentes
que se fabrican.
Tipos de Taladros
Los taladros comúnmente utilizados son:
a) Taladro manual
b) Taladro eléctrico portátil
c) Taladro de husillo vertical
d) Taladro multihusillos
e) Taladro radial
f) Taladro de torreta.
TALADRO MANUAL.
Es una evolución del berbiquí y cuenta con un engranaje que
multiplica la velocidad de giro de la broca al dar vueltas a la
manivela.
TALADRO ELÉCTRICO PORTATIL
Es la evolución de los anteriores que surgió al acoplarle un motor
eléctrico para facilitar el taladrado. Es una herramienta imprescindible
para cualquier aficionado o experto de la mecánica. Su versatilidad le
permite no solo taladrar, sino otras muchas funciones (atornillar, lijar,
pulir, desoxidar, limpiar, etc.) acoplándole los accesorios necesarios.
Por lo general es motor es de naturaleza universal y se puede accionar
con alimentación CD (corriente directa) y de CA (corriente alterna).
Estas máquinas se utilizan para taladrar agujeros de hasta 18 mm de diámetro. Debido a que el
diámetro de los agujeros es pequeño, estas máquinas se accionan a altas velocidades.

TALADRO DE HUSILLO VERTICAL
Estas máquinas se caracterizan por la rotación de un husillo vertical en una
posición fija y soportada por un bastidor de construcción, tipo C
modificado. La familia de las maquinas taladradoras de columna se
compone de. El taladro sencillo de transmisión por banda, la taladradora
sensitiva, la taladradora de columna con avance por engranaje, la
taladradora de producción de trabajo pesado, la taladradora de precisión, y
la taladradora para agujeros profundos. Los taladros de columna de
alimentación por engranaje son característicos de esta familia de máquinas
y se adaptan mejor para ilustrar la nomenclatura y componentes
principales de este tipo de máquinas.
Los componentes principales de la maquina son los siguientes:
La base: soporta a la máquina y en algunos casos, cuando el tamaño y el peso lo hacen
necesario, a la pieza misma.
La columna: es el miembro principal vertical sobre el que van montados otros componentes de
la maquina en la correspondencia y alineamientos apropiados. Hay columnas de tipo caja,
redondas o tubulares más comunes.
La caja de los engranajes: montada en la parte superior de la columna, aloja a los engranajes
impulsores del husillo junto con los elementos para el cambio de las velocidades.
El motor: es del tipo reversible para permitir las operaciones de roscado. La potencia se
transmite a la caja de engranajes por medio de un eje, bandas, o, en algunos caso,
directamente por medio de acoples. De cualquier forma, el motor va colocado usualmente en
la parte posterior de la columna para un mejor balance.
El eje: es el miembro giratorio que impulsa a la broca. Está ranurado para poder deslizarse
hacia arriba y hacia abajo a través de la caja de engranajes según se hace avanzar la broca o
se la retira.
La cabeza: contiene los engranajes del avance, accionados por una barra de avances desde
la caja de engranajes, y contiene los controles para la selección de los avances y de la
dirección de giro. El avance se realiza realmente en esta máquina por medio de un eje hueco
montado en la cabeza. Este eje hueco soporta y guía al husillo y ejerce la presión de avance.

Se pueden proporcionar ciclos de avance automático en los que sin la atención del operario la
broca entra en la pieza y se retira después de haber alcanzado la profundidad apropiada.
El husillo: está equipado con un agujero cónico para recibir el extremo cónico de las brocas,
dispositivos para el montaje de las mismas, o de otras herramientas de corte que se utilicen
en la máquina, tales como machos o escariadores.
La mesa: está montada en la columna y se la puede levantar o bajar y sujetar en posición
para soportar la pieza a la altura apropiada para permitir taladrar en la forma deseada.
Las máquinas impulsadas por medio de bandas, se incluye en este grupo todas las maquinas que no
tienen engranajes o mecanismos directos para impulsar el husillo, y los cambios de velocidades,
cuando los hay, se realizan por el cambio de posición de las bandas. Los hay del tipo de banco y del
tipo de piso, e incluyen todos los taladros pequeños y de poco costo que se utilizan en los talleres
caseros, talleres de mantenimiento, y para las aplicaciones generales de taladro.

Figura. Partes de un taladro de husillo vertical.
Dentro de los taladros de husillo vertical existen dos sub categorías por decirlo así, son dos variantes
del taladro estándar vertical, los cuales son:
1. Taladradoras sensitivas de columna.
2. Las taladradoras de producción de trabajo pesado.
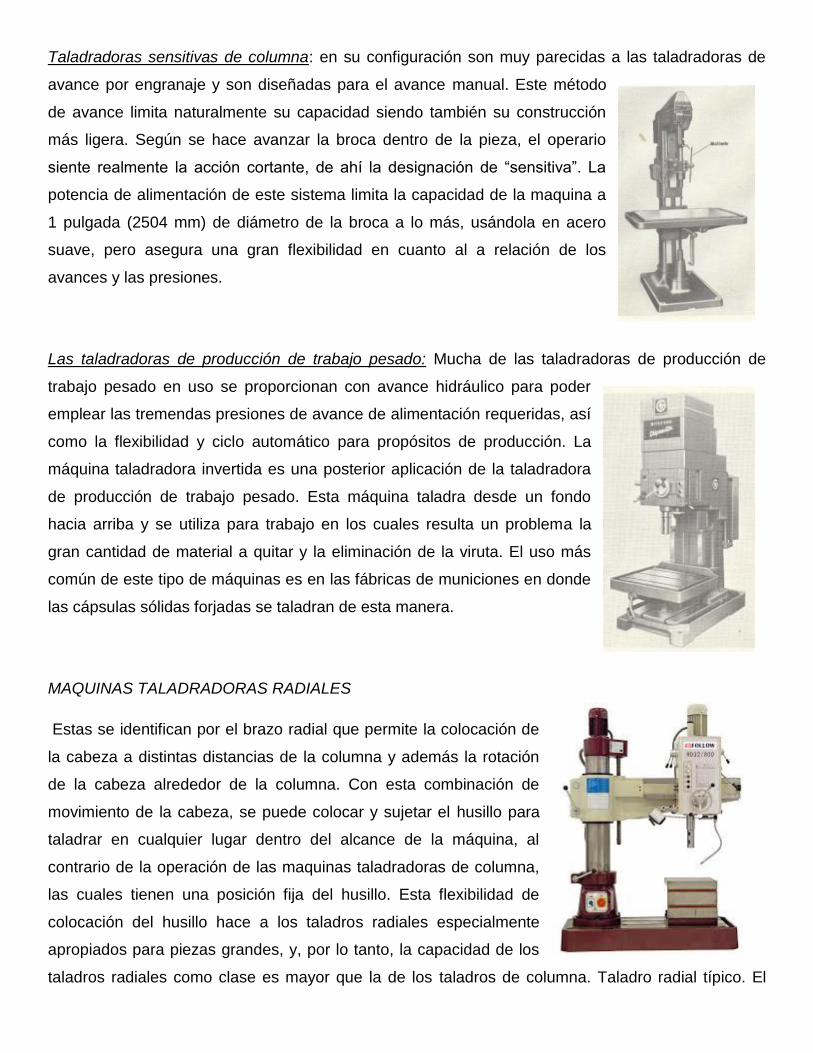
Taladradoras sensitivas de columna: en su configuración son muy parecidas a las taladradoras de
avance por engranaje y son diseñadas para el avance manual. Este método
de avance limita naturalmente su capacidad siendo también su construcción
más ligera. Según se hace avanzar la broca dentro de la pieza, el operario
siente realmente la acción cortante, de ahí la designación de “sensitiva”. La
potencia de alimentación de este sistema limita la capacidad de la maquina a
1 pulgada (2504 mm) de diámetro de la broca a lo más, usándola en acero
suave, pero asegura una gran flexibilidad en cuanto al a relación de los
avances y las presiones.
Las taladradoras de producción de trabajo pesado: Mucha de las taladradoras de producción de
trabajo pesado en uso se proporcionan con avance hidráulico para poder
emplear las tremendas presiones de avance de alimentación requeridas, así
como la flexibilidad y ciclo automático para propósitos de producción. La
máquina taladradora invertida es una posterior aplicación de la taladradora
de producción de trabajo pesado. Esta máquina taladra desde un fondo
hacia arriba y se utiliza para trabajo en los cuales resulta un problema la
gran cantidad de material a quitar y la eliminación de la viruta. El uso más
común de este tipo de máquinas es en las fábricas de municiones en donde
las cápsulas sólidas forjadas se taladran de esta manera.
MAQUINAS TALADRADORAS RADIALES
Estas se identifican por el brazo radial que permite la colocación de
la cabeza a distintas distancias de la columna y además la rotación
de la cabeza alrededor de la columna. Con esta combinación de
movimiento de la cabeza, se puede colocar y sujetar el husillo para
taladrar en cualquier lugar dentro del alcance de la máquina, al
contrario de la operación de las maquinas taladradoras de columna,
las cuales tienen una posición fija del husillo. Esta flexibilidad de
colocación del husillo hace a los taladros radiales especialmente
apropiados para piezas grandes, y, por lo tanto, la capacidad de los
taladros radiales como clase es mayor que la de los taladros de columna. Taladro radial típico. El

peso de la cabeza es un factor importante para conseguir una precisión de alimentación eficiente sin
una tensión indebida del brazo.
Los taladros radiales son considerados como los caballos de trabajo del taladro. Estas máquinas
proporcionan una gran capacidad y flexibilidad de aplicaciones a un costo relativamente bajo.
Además, la reparación es rápida y económica debido
a que, pudiéndose retirar hacia los lados tanto el
brazo como la cabeza, por medio de una grúa, se
pueden bajar directamente las piezas pesadas sobre
la base de la máquina. En algunos casos, cuando se
trata usualmente de piezas grandes, los taladros
radiales van montados realmente sobre rieles y se
desplazan al lado de las piezas para eliminar la
necesidad de un manejo y colocación repetidos. Los
taladros radiales montados en esta forma son
llamados maquinas del tipo sobre rieles.
MAQUINAS TALADRADORAS DE TORRETA
En años recientes las maquinas taladradoras de torreta han
aumentado su popularidad tanto para órdenes pequeñas como para
operaciones de producción. Estas máquinas se caracterizan por una
torreta de husillos múltiples.
Como se puede ver en la ilustración, los componentes básicos de la
máquina, excepto la torreta, son parecidos a los de las máquinas
taladradoras de columna. Se dispone de taladros de tortea en una
serie de tamaños desde la pequeña máquina de tres husillos montada
sobre banco o mesa hasta la máquina de trabajo pesado con torreta
de ocho lados. Para operaciones relativamente sencillas, la pieza se puede colocar a mano y la
torreta se puede hacer avanzar a mano o mecánicamente, para ejecutar un cierto número de
operaciones tales como las que se hacen en una máquina taladradora del tipo de husillos múltiples.
Según se añaden a la operación controles más complicados, el taladro de tortea se vuelve más y
más un dispositivo ahorrador de tiempo. El último uso del taladro de tortea es cuando se coloca en
combinación con una mesa posicionadora para una colocación precisa de la pieza. Esta mesa puede

tomar la forma de una mesa localizadora accionada a mano, una mesa posicionadora accionada
separadamente y controlada por medio de un software de
diseño, o con topes pre colocados; o puede tomar la forma de
una unidad completamente controlada por control numérico
computarizado donde la mesa posicionadora y las operaciones
de la máquina se coordinan en una sencillo software de
diseño.
MAQUINAS TALADRADORAS DE HUSILLOS MÚLTIPLES
Esta familia de máquinas cubre todo el campo desde el grupo
sencillo de las máquinas de columna hasta las diseñadas
especialmente para propósitos específicos de producción. Las
máquinas estándar de husillos múltiples: se componen de dos o
más columnas, cabezas y husillos estándar, montados sobre una
base común.
Los taladros de husillos múltiples facilitan la ejecución de una
secuencia fija de las operaciones de taladrado por medio del
desplazamiento de la pieza de estación en estación a lo largo de la
mesa.
Las aplicaciones más comunes de este tipo de máquinas son
para eliminar el cambio de herramientas para una secuencia
de operaciones. Aunque las máquinas taladradoras de husillos
múltiples todavía se fabrican, están cediendo rápidamente su
popularidad a las máquinas taladradoras de torreta.
Las máquinas taladradoras de unión universal se caracterizan
por su gran número de husillos que se pueden colocar en
cualquier posición dentro del área de la mesa para taladrar

cualquier plantilla de agujeros preseleccionada.
Además de los catálogos de tamaños estándar, las máquinas de unión universal se construyen en
muchos otros tamaños con plantillas para el taladrado y el número de husillos para trabajos
específicos. Una de las mayores máquinas de unión universal construidas se emplea para el
taladrado de cambio y cruces de vías de ferrocarril. Una vez que se instala una máquina de este tipo,
se puede variar la plantilla de los agujeros ajustando los centros de husillos.
Parámetros de Corte del Taladrado
Los parámetros de corte fundamentales que hay que considerar en el proceso de taladrado son los
siguientes:
1. Elección del tipo de broca más adecuado
2. Sistema de fijación de la pieza
3. Velocidad de corte (Vc) de la broca expresada de metros/minuto
4. Diámetro exterior de la broca u otra herramienta
5. Revoluciones por minuto (rpm) del husillo porta brocas
6. Avance en mm/rev, de la broca
7. Avance en mm/min, de la broca
8. Profundidad del agujero
9. Esfuerzos de corte
10. Tipo de taladradora y accesorios adecuados
Velocidad de Corte (Vc): Se define como velocidad de corte la velocidad lineal de la periferia de la
broca u otra herramienta que se utilice en la taladradora (Escariador, macho de roscar, etc.). La
velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de
iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad
y tipo de broca que se utilice, de la dureza y la maquinabilidad que tenga el material que se
mecanice y de la velocidad de avance empleada. Las limitaciones principales de la máquina son su
gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la
herramienta.
A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto
que tendrá el husillo porta fresas según la siguiente fórmula:

VC =
Donde; Vc (m/min) es la velocidad de corte, n (rpm) es la velocidad de rotación de la herramienta y
Dc (mm), es el diámetro de la herramienta. La velocidad de corte es el factor principal que determina
la duración de la herramienta.
La velocidad de corte excesiva puede dar lugar a:
Desgaste muy rápido del filo de corte de la herramienta.
Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado.
Calidad del mecanizado deficiente.
La velocidad de corte demasiado baja puede dar lugar a:
Formación de filo de aportación en la herramienta.
Efecto negativo sobre la evacuación de viruta.
Baja productividad.
Coste elevado del mecanizado.
Velocidad de rotación de la broca: La velocidad de rotación del husillo porta brocas se expresa
habitualmente en revoluciones por minuto (rpm). En las taladradoras convencionales hay una gama
limitada de velocidades, que dependen de la velocidad de giro del motor principal y del número de
velocidades de la caja de cambios de la máquina. En las taladradoras de control numérico, esta
velocidad es controlada con un sistema de realimentación que habitualmente utiliza un variador de
frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta
una velocidad máxima. La velocidad de rotación de la herramienta es directamente proporcional a la
velocidad de corte y al diámetro de la herramienta.
n =
Velocidad de Avance: El avance o velocidad de avance en el taladrado es la velocidad relativa entre
la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. El avance de la
herramienta de corte es un factor muy importante en el proceso de taladrado.

Cada broca puede cortar adecuadamente en un rango de velocidades de avance por cada revolución
de la herramienta, denominado avance por revolución (frev). Este rango depende fundamentalmente
del diámetro de la broca, de la profundidad del agujero, además del tipo de material de la pieza y de
la calidad de la broca. Este rango de velocidades se determina experimentalmente y se encuentra en
los catálogos de los fabricantes de brocas. Además esta velocidad está limitada por las rigideces de
las sujeciones de la pieza y de la herramienta y por la potencia del motor de avance de la máquina.
El grosor máximo de viruta en mm es el indicador de limitación más importante para una broca. El filo
de corte de las herramientas se prueba para que tenga un valor determinado entre un mínimo y un
máximo de grosor de la viruta.
La velocidad de avance es el producto del avance por revolución por la velocidad de rotación de la
herramienta
F (mm/min) = n (rpm) x frev (mm/rev)
Efectos de la velocidad de avance son:
Decisiva para la formación de viruta
Afecta al consumo de potencia
Contribuye a la tensión mecánica y térmica
La elevada velocidad de avance da lugar a:
Buen control de viruta
Menor tiempo de corte
Menor desgaste de la herramienta
Riesgo más alto de rotura de la herramienta
Elevada rugosidad superficial del mecanizado.
La velocidad de avance baja da lugar a:
Viruta más larga
Mejora de la calidad del mecanizado
Desgaste acelerado de la herramienta
Mayor duración del tiempo de mecanizado
Mayor coste del mecanizado
Tiempo de Mecanizado: Para poder calcular el tiempo de mecanizado de un taladro hay que tener en
cuenta la longitud de aproximación y salida de la broca de la pieza que se mecaniza. La longitud de
aproximación depende del diámetro de la broca.
T (min) = ( ) ( )
( )
Fuerza específica de Corte: La fuerza de corte es un parámetro necesario para poder calcular la
potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del
avance de la broca, de la velocidad de corte, de la maquinabilidad del material, de la dureza del
material, de las características de la herramienta y del espesor medio de la viruta. Todos estos
factores se engloban en un coeficiente denominado Kx. La fuerza específica de corte se expresa en
N/mm2.
Potencia de Corte: La potencia de corte (Pc) necesaria para efectuar determinado mecanizado se
calcula a partir del valor del volumen de arranque de viruta, la fuerza específica de corte y del
rendimiento que tenga la taladradora. Se expresa en kilovatios (kW), o hp
Esta fuerza específica de corte (Fc), es una constante que se determina por el tipo de material que se
está mecanizando, geometría de la herramienta, espesor de viruta, etc. Para poder obtener el valor
de potencia correcto, el valor obtenido tiene que dividirse por un determinado valor (Ƞ) que tiene en
cuenta la eficiencia de la máquina. Este valor es el porcentaje de la potencia del motor que está
disponible en la herramienta puesta en el husillo.
Pc =
( )
Donde;
Pc = a la potencia de corte (kW).
Db = al diámetro de la broca (mm).
p = profundidad de pasada (mm).
F = la velocidad de avance (mm/min).
Fc = la fuerza específica de corte (N/mm2).
Ƞ = al rendimiento o la eficiencia de la máquina.

ESCARIADO
Se llama escariado o alesado a un proceso de arranque de viruta o una operación de mecanizado
que se realiza para conseguir un buen acabado superficial con ciertas tolerancias dimensionales, o
bien simplemente para agrandar agujeros que han sido previamente taladrados con una broca a un
diámetro un poco inferior.
Partes y elementos de un Escariador
En la siguiente figura se muestran las diferentes partes que los componen. A la parte que realiza las
operaciones de corte se le conoce como cuerpo. Consta de varios canales y descansos.

Generalmente los escariadores tienen un ángulo de inclinación igual a cero, aunque los materiales
requieren que sea positivo. Para conseguir un corte apropiado, a los escariadores se les da un
ángulo de claro primario de 5 a 7O y un ángulo de claro secundario de 10 a 12O. Él ángulo de avance
oblicuo de un escariador varía de 40 a 50O.
Tipos de Escariadores
Los diferentes tipos de escariadores son:
Escariadores de Mano
Estos escariadores constan de zanco paralelo y de cola cuadrada; se utilizan para sujetar el mango,
se hacen girar por medio de una llave de roscado manual de doble extremo. El escariador se hace
girar lentamente para mantenerlo alineado con el agujero que se desea terminar. Los escariadores
de mano nunca deben utilizarse para escariado mecánico.
Escariadores Cónicos.
Se utilizan para cortar y terminar agujeros cónicos. El diámetro de un agujero pretaladrado es
ligeramente menor que el diámetro terminado en el extremo menor del agujero. En realidad, es un
medio para retirar grandes cantidades de material más que una herramienta de acabado. Estos
escariadores se utilizan en juego de dos piezas, una de las cuales se utiliza para desbaste y la otra
de acabado. Tienen ángulo de corte más grande, además la espiral es opuesta a la de los
escariadores de mano.
Escariadores de corte Final.
Se utilizan para corregir agujeros torcidos o desalineados. La acción de corte es similar a la de las
fresas de corte radial. A los escariadores de corte final también se les conoce como escariadores
rugosos porque producen una superficie comparativamente áspera.
Escariadores de Bloques.
Constan de bloques rectangulares que tienen aristas de corte montadas sobre sujetadores de acero
suave. Por lo general, los bloques están hechos de carburo de tungsteno. El uso de insertos tiene
ventajas ya que los bloques se pueden rectificar al tamaño del sujetador. Los bloques se proveen de
centros, de manera que se puedan rectificar cilíndricamente al tamaño. El ajuste de los insertos se
puede realizar con respecto al centro de los bloques.

Escariadores de Carburo.
Las herramientas de carburo se utilizan para cortar a altas velocidades. Por lo general, los
escariadores no se emplean para cortar a altas velocidades debido a que se utilizan de manera
limitada. Los escariadores de carburo tienen ventajas debido a que presentan una alta resistencia a
la abrasión, que genera una vida útil más larga y un buen acabado superficial. La precisión de los
agujeros producidos con escariadores de carburo también es alta; se utilizan para hacer agujeros
pequeños de diámetros de hasta 12,7 mm.
Escariadores de Expansión.
Se utilizan para producir una gama limitada de agujeros de diámetros variables. Estas herramientas
son menos rígidas que los escariadores sólidos. Además tiene las siguientes ventajas sobre sus
contrapartes convencionales:
1. La vida útil de la hoja es mayor debido a que se puede rectificar varias veces antes de
remplazarlos.
2. La geometría de la hoja se puede cambiar fácilmente.
3. Se pueden utilizar hojas de diferentes materiales en el mismo porta-herramientas.
La parte cortante de estos escariadores puede expandirse hasta 5%, lo que permite escariara desde
cierta gama hasta tolerancias cerradas. Estos escariadores están disponibles en zancos paralelos y
cónicos.
Escariadores Ajustables.
Estos escariadores constan de un cuerpo acanalado equipado de hojas ajustables. Se pueden
proyectar hacia afuera o se pueden recoger hacia adentro para que el mismo escariador pueda
ajustarse a diferentes tamaños con un buen grado de precisión. Las hojas se pueden afilar y ajustar
fácilmente, lo que da a estas herramientas una vida útil larga.
Escariadores Huecos.
Dos diseños comunes de estos escariadores son el tipo rosca y el tipo flauta. La principal diferencia
entre los escariadores convencionales y los huecos es que estos últimos no tienen zanco. Para
usarlos, se montan en un eje, debido a que se pueden utilizar el mismo eje para diferentes
escariadores, se pude producir un ahorro considerable en escariadores sólidos. Generalmente estos
escariadores son de diámetros grandes.

Escariadores Mecánicos.
Los que más se utilizan son los aflautados y los de tipo rosca. Los extremos de los dientes son
biselados y la acción de corte tiene lugar sólo en el extremo biselado. La parte aflautada tiene un
ligero como hacia el zanco. En razón de que la acción de maquinado se lleva acabo a altas
velocidades, no es una herramienta de terminado. El acabado de los agujeros se realiza por medio
de escariadores manuales. Los agujeros maquinados después del escariado son por lo general
0,076 mm más grandes que el tamaño real.
Escariadores PERA.
El diseño de estos escariadores se basa en una técnica recientemente desarrollada en el Reino
Unido por la Prodution Engineering Research Asociation - PERA, sus siglas en inglés, estos
escariadores difieren de los tipos convencionales en que tienen un avance oblicuo axial negativo y
un número menor de canales. Además presentan ventajas ya que tienen un alto grado de
penetración, una geometría superior de la herramienta y una alta precisión de la superficie.
Escariadores Flotantes.
Se utilizan para corregir la desalineación de agujeros taladrados previamente. Constan de dos
aristas de corte reemplazables, sujetas en ranuras dentro del cuerpo del escariador. Estas
herramientas tienen las siguientes ventajas:
1. Un claro amplio para las virutas.
2. Hojas fácilmente reemplazables.
Los escariadores flotantes se utilizan para terminar agujeros en piezas de trabajo rotatorias, como en
los tornos. El Bilfinger Industrial Services (Servicios Industriales Bilfinger) BIS, con sus siglas en
inglés; ha estandarizado las diferentes dimensiones y materiales de todos los tipos de escariadores.


















