
13166222 Project Report on Godrej Boyce Mfg Co Ltd by Furqan
MTO
Project No. : PBL100018-24 Ref. : PBL100014-24/MTO/PLT-09
Client : HRRL Rev. : 1
Consultant : LTHE Date : 07-10-2021Eqpt. No.
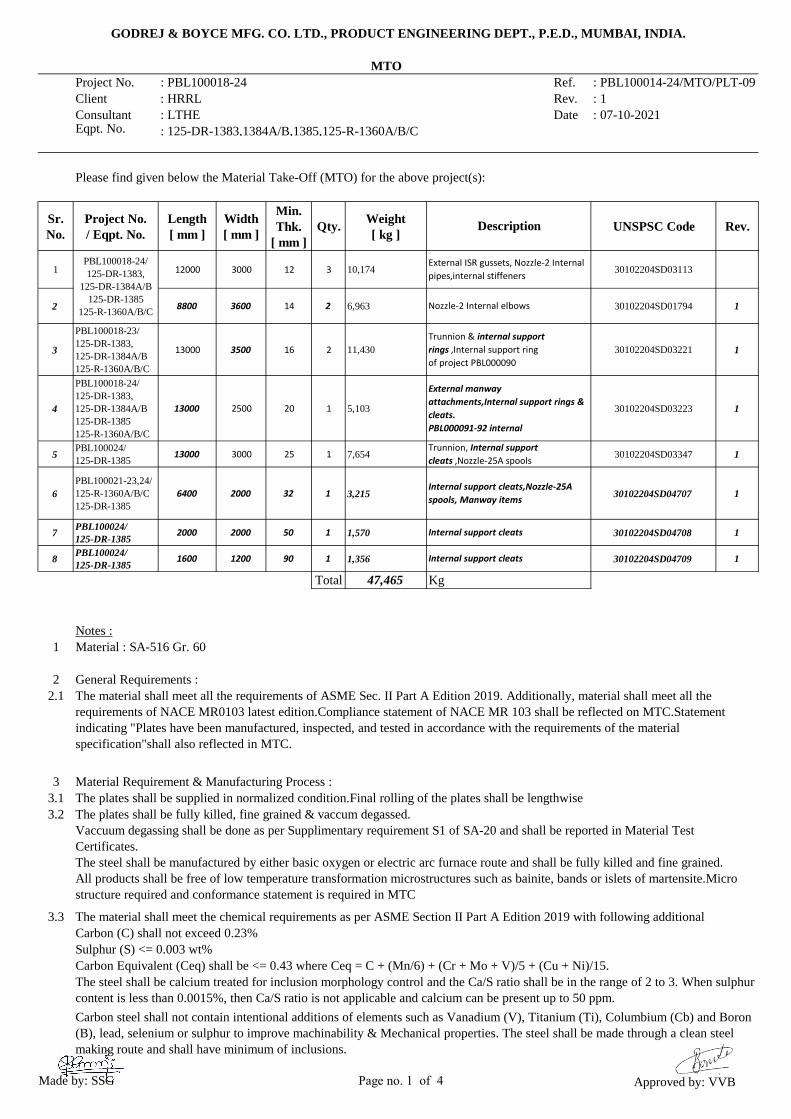
Please find given below the Material Take-Off (MTO) for the above project(s):
Sr.
No.
Project No.
/ Eqpt. No.
Length
[ mm ]
Width
[ mm ]
Min.
Thk.
[ mm ]
Qty.Weight
[ kg ]UNSPSC Code Rev.
1 12000 3000 12 3 10,174 30102204SD03113
2 8800 3600 14 2 6,963 30102204SD01794 1
3
PBL100018-23/
125-DR-1383,
125-DR-1384A/B
125-R-1360A/B/C
13000 3500 16 2 11,430 30102204SD03221 1
4
PBL100018-24/
125-DR-1383,
125-DR-1384A/B
125-DR-1385
125-R-1360A/B/C
13000 2500 20 1 5,103 30102204SD03223 1
5PBL100024/
125-DR-138513000 3000 25 1 7,654 30102204SD03347 1
6
PBL100021-23,24/
125-R-1360A/B/C
125-DR-1385
6400 2000 32 1 3,215 30102204SD04707 1
7PBL100024/
125-DR-13852000 2000 50 1 1,570 30102204SD04708 1
8PBL100024/
125-DR-13851600 1200 90 1 1,356 30102204SD04709 1
Total 47,465
Notes :
1 Material : SA-516 Gr. 60
2 General Requirements :
2.1
3 Material Requirement & Manufacturing Process :
3.1 The plates shall be supplied in normalized condition.Final rolling of the plates shall be lengthwise
3.2
3.3
Carbon (C) shall not exceed 0.23%
Sulphur (S) <= 0.003 wt%
Carbon Equivalent (Ceq) shall be <= 0.43 where Ceq = C + (Mn/6) + (Cr + Mo + V)/5 + (Cu + Ni)/15.
GODREJ & BOYCE MFG. CO. LTD., PRODUCT ENGINEERING DEPT., P.E.D., MUMBAI, INDIA.
Description
Trunnion & internal support
rings ,Internal support ring
of project PBL000090
Kg
The steel shall be calcium treated for inclusion morphology control and the Ca/S ratio shall be in the range of 2 to 3. When sulphur
content is less than 0.0015%, then Ca/S ratio is not applicable and calcium can be present up to 50 ppm.
Carbon steel shall not contain intentional additions of elements such as Vanadium (V), Titanium (Ti), Columbium (Cb) and Boron
(B), lead, selenium or sulphur to improve machinability & Mechanical properties. The steel shall be made through a clean steel
making route and shall have minimum of inclusions.
The material shall meet the chemical requirements as per ASME Section II Part A Edition 2019 with following additional
: 125-DR-1383,1384A/B,1385,125-R-1360A/B/C
External manway
attachments,Internal support rings &
cleats.
PBL000091-92 internal
External ISR gussets, Nozzle-2 Internal
pipes,internal stiffeners
Internal support cleats,Nozzle-25A
spools, Manway items
Nozzle-2 Internal elbows
PBL100018-24/
125-DR-1383,
125-DR-1384A/B
125-DR-1385
125-R-1360A/B/C
Trunnion, Internal support
cleats ,Nozzle-25A spools
Internal support cleats
Internal support cleats
The material shall meet all the requirements of ASME Sec. II Part A Edition 2019. Additionally, material shall meet all the
requirements of NACE MR0103 latest edition.Compliance statement of NACE MR 103 shall be reflected on MTC.Statement
indicating "Plates have been manufactured, inspected, and tested in accordance with the requirements of the material
specification"shall also reflected in MTC.
The plates shall be fully killed, fine grained & vaccum degassed.
Vaccuum degassing shall be done as per Supplimentary requirement S1 of SA-20 and shall be reported in Material Test
Certificates.
The steel shall be manufactured by either basic oxygen or electric arc furnace route and shall be fully killed and fine grained.
All products shall be free of low temperature transformation microstructures such as bainite, bands or islets of martensite.Micro
structure required and conformance statement is required in MTC
Made by: SSG Page no. 1 of 4 Approved by: VVB .
MTO
Project No. : PBL100018-24 Ref. : PBL100014-24/MTO/PLT-09
Client : HRRL Rev. : 1
Consultant : LTHE Date : 07-10-2021Eqpt. No.
GODREJ & BOYCE MFG. CO. LTD., PRODUCT ENGINEERING DEPT., P.E.D., MUMBAI, INDIA.
: 125-DR-1383,1384A/B,1385,125-R-1360A/B/C
3.4 Chemical analysis shall be carried out on heat as well as product per plate as rolled.
4 Simulation Heat Treatment :
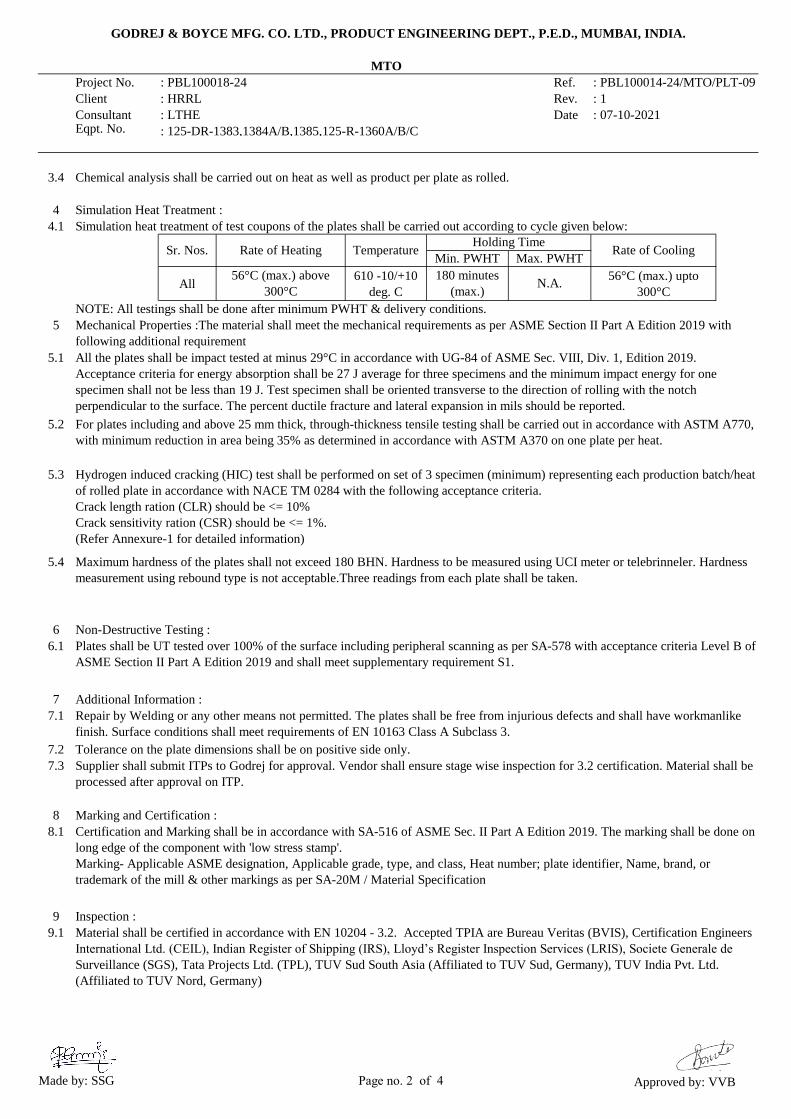
4.1 Simulation heat treatment of test coupons of the plates shall be carried out according to cycle given below:
All610 -10/+10
deg. C
56°C (max.) upto
300°C
NOTE: All testings shall be done after minimum PWHT & delivery conditions.
5
5.1
5.2
5.3
5.4
6 Non-Destructive Testing :
6.1
7 Additional Information :
7.1
7.2 Tolerance on the plate dimensions shall be on positive side only.
7.3
8 Marking and Certification :
8.1
9 Inspection :
9.1 Material shall be certified in accordance with EN 10204 - 3.2. Accepted TPIA are Bureau Veritas (BVIS), Certification Engineers
International Ltd. (CEIL), Indian Register of Shipping (IRS), Lloyd’s Register Inspection Services (LRIS), Societe Generale de
Surveillance (SGS), Tata Projects Ltd. (TPL), TUV Sud South Asia (Affiliated to TUV Sud, Germany), TUV India Pvt. Ltd.
(Affiliated to TUV Nord, Germany)
Supplier shall submit ITPs to Godrej for approval. Vendor shall ensure stage wise inspection for 3.2 certification. Material shall be
processed after approval on ITP.
Certification and Marking shall be in accordance with SA-516 of ASME Sec. II Part A Edition 2019. The marking shall be done on
long edge of the component with 'low stress stamp'.
Marking- Applicable ASME designation, Applicable grade, type, and class, Heat number; plate identifier, Name, brand, or
trademark of the mill & other markings as per SA-20M / Material Specification
Rate of CoolingMin. PWHT Max. PWHT
56°C (max.) above
300°C
180 minutes
(max.)N.A.
Plates shall be UT tested over 100% of the surface including peripheral scanning as per SA-578 with acceptance criteria Level B of
ASME Section II Part A Edition 2019 and shall meet supplementary requirement S1.
Rate of Heating
Maximum hardness of the plates shall not exceed 180 BHN. Hardness to be measured using UCI meter or telebrinneler. Hardness
measurement using rebound type is not acceptable.Three readings from each plate shall be taken.
Repair by Welding or any other means not permitted. The plates shall be free from injurious defects and shall have workmanlike
finish. Surface conditions shall meet requirements of EN 10163 Class A Subclass 3.
Mechanical Properties :The material shall meet the mechanical requirements as per ASME Section II Part A Edition 2019 with
following additional requirement
Sr. Nos.
Hydrogen induced cracking (HIC) test shall be performed on set of 3 specimen (minimum) representing each production batch/heat
of rolled plate in accordance with NACE TM 0284 with the following acceptance criteria.
Crack length ration (CLR) should be <= 10%
Crack sensitivity ration (CSR) should be <= 1%.
(Refer Annexure-1 for detailed information)
For plates including and above 25 mm thick, through-thickness tensile testing shall be carried out in accordance with ASTM A770,
with minimum reduction in area being 35% as determined in accordance with ASTM A370 on one plate per heat.
All the plates shall be impact tested at minus 29°C in accordance with UG-84 of ASME Sec. VIII, Div. 1, Edition 2019.
Acceptance criteria for energy absorption shall be 27 J average for three specimens and the minimum impact energy for one
specimen shall not be less than 19 J. Test specimen shall be oriented transverse to the direction of rolling with the notch
perpendicular to the surface. The percent ductile fracture and lateral expansion in mils should be reported.
TemperatureHolding Time
Made by: SSG Page no. 2 of 4 Approved by: VVB .
MTO
Project No. : PBL100018-24 Ref. : PBL100014-24/MTO/PLT-09
Client : HRRL Rev. : 1
Consultant : LTHE Date : 07-10-2021Eqpt. No.
GODREJ & BOYCE MFG. CO. LTD., PRODUCT ENGINEERING DEPT., P.E.D., MUMBAI, INDIA.
: 125-DR-1383,1384A/B,1385,125-R-1360A/B/C
10
Attachment:- 1. Annexure-1
Revision History:
Rev-01:
Documentation Requirement
Plate vendor shall furnish certificates/documents inclusive of all following test required as per specification duly certified by the
Inspecting Authority before shipment of plates.
- Statement indicating "Plates have been manufactured, inspected, and tested in accordance with the requirements of the material
specification".
- Certification : EN 10204 Type 3.2
-Results of a chemical analysis & Carbon Equivalent
-Results of all mechanical tests, including the location of test specimens
-Data of heat treatment i.e initial temperature, heating rate, soaking temperature, cooling rate etc.
-Data for simulation heat treatment of test specimens, including heat treatment details.
- Ultrasonic Examination report.
- Charpy V-notch impact tests report
- HIC TEST
-Dimensions.
-Date of manufacture
-TPI Release Note
-Any requirement not specified in this document, but required as per material specification shall also be reported.
Sr No. 2-6 revised. Sr. no.7-8 added as per client confirmation on internals
Made by: SSG Page no. 3 of 4 Approved by: VVB .
MTO
Project No. : PBL100018-24 Ref. : PBL100014-24/MTO/PLT-09
Client : HRRL Rev. : 1
Consultant : LTHE Date : 07-10-2021Eqpt. No.
GODREJ & BOYCE MFG. CO. LTD., PRODUCT ENGINEERING DEPT., P.E.D., MUMBAI, INDIA.
: 125-DR-1383,1384A/B,1385,125-R-1360A/B/C
Annexure-1
Made by: SSG Page no. 4 of 4 Approved by: VVB .








![Untitled-1 []...certificate of compliance creenguard godrej & boyce mfg. co. ltd. pulse chair for](https://static.fdocuments.net/doc/165x107/5f01db607e708231d4015f3f/untitled-1-certificate-of-compliance-creenguard-godrej-boyce-mfg.jpg)




![Untitled-1 []€¦ · India Design Council grants 2012 Godrej Interio (Division of Godrej & Boyce Mfg. Co. Ltd.) 'NAMASTE' - LECTURE THEATRE FURNITURE June 01, 2012 India is a design](https://static.fdocuments.net/doc/165x107/60197d3698ccbc430f405abb/untitled-1-india-design-council-grants-2012-godrej-interio-division-of-godrej.jpg)




