GIÁO TRÌNH - truonggtvthp.edu.vn · +Mô tả đúng cấu tạo của và nguyên tắc hoạt...
68
1 SỞ GIAO THÔNG VẬN TẢI HẢI PHÒNG TRƯỜNG TRUNG CẤP NGHỀ-GIAO THÔNG VẬN TẢI HẢI PHÒNG GIÁO TRÌNH NGHỀ CÔNG NGHỆ ÔTÔ MÔ ĐUN 17: SỬA CHỮA VÀ BẢO DƯỠNG CƠ CẤU PHÂN PHỐI KHÍ. SỬ DỤNG CHO ĐÀO TẠO TRUNG CẤP NGHỀ CÔNG NGHỆ Ô TÔ Tác giả: TRẦN TUẤN HẢI Hải phòng - Năm 2012
Transcript of GIÁO TRÌNH - truonggtvthp.edu.vn · +Mô tả đúng cấu tạo của và nguyên tắc hoạt...

1
SỞ GIAO THÔNG VẬN TẢI HẢI PHÒNG
TRƯỜNG TRUNG CẤP NGHỀ-GIAO THÔNG VẬN TẢI HẢI PHÒNG
GIÁO TRÌNH NGHỀ CÔNG NGHỆ ÔTÔ
MÔ ĐUN 17: SỬA CHỮA VÀ BẢO DƯỠNG CƠ CẤU PHÂN
PHỐI KHÍ.
SỬ DỤNG CHO ĐÀO TẠO TRUNG CẤP NGHỀ CÔNG NGHỆ Ô TÔ
Tác giả: TRẦN TUẤN HẢI
Hải phòng - Năm 2012

2
CHƯƠNG TRÌNH MÔ ĐUN ĐÀO TẠO: SỬA CHỮA VÀ BẢO DƯỠNG
CƠ CẤU PHÂN PHỐI KHÍ.
Mô đun 18
SỬA CHỮA VÀ
BẢO DƯỠNG CƠ CẤU
PHÂN PHỐI KHÍ
Tổng giờ Thời gian (h)
95h
Lý thuyết Thựchành
15h
80h
MỤC TIÊU
Học xong mô đun này học viên sẽ có khả năng:
+Trình bày đúng nhiệm vụ, phân loại cơ cấu phân phối khí.
+Mô tả đúng cấu tạo của và nguyên tắc hoạt động của cơ cấu phân phối khí dùng trên
động cơ ôtô.
+ Phát biểu đúng nhiệm vụ, cấu tạo các chi tiết của cơ cấu phân phối khí.
+ Phân tích đúng hiện tượng, nguyên nhân hư hỏng, phương pháp kiểm tra, sửa chữa
hư hỏng của các chi tiết.
+Tháo lắp, kiểm tra, sữa chữa và bảo dưỡng được cơ cấu phân phối khí đúng quy
trình, quy phạm và đúng tiêu chuẩn kỹ thuật trong sửa chữa, bảo dưỡng.
+Sử dụng dụng đúng, hợp lý các dụng cụ tháo lắp, kiểm tra, sửa chữa, bảo dưỡng cơ
cấu phân phối khí bảo đảm chính xác và an toàn lao động.
NỘI DUNG
1.Nội dung tổng quát và phân phối thời gian:
T.T Tên các bài trong mô đun Thời gian(giờ)
Tổng số Lý thuyết Thực hành
1 Nhận dạng,tháo lắp cơ cấu
phân phối khí
19
3
16
2 Sửa chữa cụm xúpap 23 3
20
3 Sửa chữa con đội và cần bẩy 20 3
17
4 Sửa chữa trục cam và bánh
răng cam
18 3 15
5 Bảo dưỡng cơ cấu phân phối
khí
15 3 12
Cộng 95 15 80

3
2. Điều kiện thực hiện.
2.1. Vật liệu:
+ Dầu bôi trơn, Mỡ bôi trơn và Dung dịch rửa
+ Bột màu, cát rà
+ Giẻ sạch
+ Roăng đệm, Keo dán và các Phớt chắn dầu
2.2. Dụng cụ và trang thiết bị:
+ Bộ dụng cụ cầm tay nghề ô tô
+ Pan me, thước cặp, đồng hồ so, căn lá, thước đo góc
+ Cân lực Lòxo
+ Mũi chống tâm
+ Thiết bị kiểm tra độ kín của xupáp bằng áp lực khí
+ Thiết bị mài rà xupáp và doa đế xupáp
+ Khay đựng
+ Máy chiếu Overhead
+ Máy vi tính
+ Projector
+ Phòng học lý thuyết, xưởng thực hành
2.3. Học liệu:
+ Tài liệu hướng dẫn mô đun cơ cấu phân phối khí
+ Các tài liệu tham khảo khác
+ Phiếu kiểm tra
2.4. Nguồn lực khác:
+ Cơ sở sửa chữa ôtô có đầy đủ trang thiết bị hiện đại để học viên thực tập nâng cao
tay nghề.

4
BÀI 1
NHẬN DẠNG, THÁO LẮP CƠ
CẤU PHÂN PHỐI KHÍ
Tổng giờ Thời gian(giờ)
19
Lý thuyết Thực hành
3h 16h
MỤC TIÊU
Học xong bài này học viên có khả năng:
- Phát biểu đúng nhiệm vụ, phân loại và nguyên tắc hoạt động của các loại cơ cấu phân
phối khí
-Tháo, lắp cơ cấu phân phối khí đúng quy trình, đúng yêu cầu kỹ thuật và đảm bảo an
toàn trong quá trình thực hiện công việc.
NỘI DUNG
1. Nhiệm vụ:
Cơ cấu phân phối khí (viết tắt là:CCPPK) có nhiệm vụ thực hiện quá trình thay
đổi khí. Thải sạch khí đã cháy ra khỏi xilanh và nạp đầy hỗn hợp hoặc khí mới vào
trong xilanh để động cơ làm việc được liên tục.
2. Yêu cầu:
+ Đóng mở cửa nạp và cửa thải đúng thời điểm.
+ Độ mở phải lớn để dòng khí dễ lưu thông.
+ Khi đóng phải kín để tránh lọt khí.
+ Làm việc êm dịu, có khả năng chống mài mòn tốt.
+ Dễ điều chỉnh, sửa chữa.
3. Phân loại: Cơ cấu phân phối khí gồm có 3 loại:
3.1 Cơ cấu phân phối khí dùng xupáp:
3.1.1 Cơ cấu phân phối khí xupáp kiểu đặt:
a.Cấu tạo:
Hình1. 1: Sơ đồ cấu tạocơ cấu phân phối khí kiểu xupáp đặt
1. Đế xupáp; 2. Xupáp; 3. Ống dẫn huớng; 4. Lò xo; 5. Móng hãm;
6. Bulông điều chỉnh; 7. Đai ốc hãm; 8. Con đội; 9. Cam

5
b. Nguyên lý hoạt động:
- Khi động cơ làm việc, trục khuỷu động cơ thông qua cặp bánh răng dẫn động làm
cho trục cam và vấu cam (9) quay theo.
- Khi cam quay từ vị trí thấp nhất tới vị trí đỉnh cao nhất của vấu, cam tiếp xúc với con
đội (8), đẩy con đội đi lên, đẩy xupáp đi lên mở cửa nạp (hoặc xả). Lúc này lò xo (4)
của xupáp bị nén lại.
- Khi cam quay từ vị trí đỉnh cao nhất về vị trí thấp nhất, nó vẫn tiếp xúc với con đội,
lò xo (4) giãn ra và nhờ sức căng của lòxo đẩy xupáp chuyển động đóng kín cửa nạp
(xả) . Kết thúc quá trình nạp (xả) của động cơ..
3.1.2. Cơ cấu phân phối khí xupáp kiểu treo:
a.Sơ đồ cấu tạo:
1. Đế xupap, 2 xupap, 3. ống dẫn hướng, 4. Lò xo xupap, 5. Vành hãm, 6.
Móng hãm, 7. Cò mổ, 8. Trục cò mổ, vít chỉnh khe hở nhiệt, 10. Gối đỡ, 11.
Đũa đẩy, 12. Con đội, 13. Trục cam, 14. Bánh răng.
Hình1. 2: Cơ cấu phân phối khí kiểu xupáp treo
Xupáp đuợc bố trí treo trên nắp máy nên cấu tạo của cơ cấu kiểu này phức tạp .
b. Nguyên lý hoạt động:
Nguyên lý làm việc của cơ cấu này tương tự như cơ cấu xu páp đặt nhưng có
thêm chi tiết truyền lực trung gian từ con đội đến xu páp là đũa đẩy và giàn cò mổ(còn
gọi là đòn ghánh.).
3.1.3. Biểu đồ pha phân phối khí của xupáp:
a.Tác dụng của biểu đồ :
- Thể hiện góc mở sớm,đóng muộn của xupáp xả và hút.
+Mở sớm và đóng muộn của xupáp hút:
Xupáp hút có góc mở sớm trước thời điểm Piston lên đến đúng ĐCT,góc mở này
kéo dài thêm nên hút thêm được một lượng khí (hoặc HHNL) vào trong xilanh,do đó

6
tăng được công suất động cơ, xupáp hút sẽ đóng muộn sau khi Piston đã xuống và qua
ĐCD một góc nhất định theo thiết kế.
+Mở sớm và đóng muộn của xupáp xả:
Kéo dài thời gian xả khí đã cháy ra ngoài cho sạch,đồng thời cũng nhờ khí nạp
vào đẩy khí cháy ra được tốt hơn, xupáp xả đóng muộn khi Piston lên và qua ĐCT một
góc muộn theo thiết kế.
b.Mục đích:
Trong quá trình hoạt động của 2 xupáp, sẽ có một góc trùng nhau(tính tại ĐCT).
Góc trùng nhau này( còn gọi là góc trùng điệp),giúp xác định thời điểm mà cả 2 xupáp
đều chưa đóng kín hẳnvà chưa mở hẳn.Biết được góc này sẽ giúp cho ta điều chỉnh
chính xác khe hở nhiệt đuôi xupáp các máy, và đặt cam(khi sửa chữa) được chính xác,
đảm bảo công suất của động cơ theo thiết kế.
c. Biểu đồ pha phối khí:
Hình1.3. Góc mở sớm, đóng muộn của xupáp
Góc trùng nhau giữa hai Xupáp xả và hút.
Chú thích: 2.Góc mở sớm của Xupáp hút trước khi Piston đến ĐCT
2. Góc đóng muộn của xupáp xả sau khi Piston đã qua ĐCT
2-2.Gọi là góc mở sớm(hút) và góc đóng muộn (xả): Thời điểm trùng nhau của 2
xupáp (gọilà góctrùng nhau của 2 xupáp tại ĐCT).
d. Bảng thông số góc mở sớm, đóng muộn của xupáp hút và xả một số động cơ ôtô:
TT Động cơ Xupáp hút (góc độ : o ) Xupáp xả( góc độ :o)
Mở sớm Đóng muộn Mở sớm Đóng muộn
1 Tôyota
Inôva
52 64 44 8
2 Tôyota
Zace
15 51 49 17
3 Zin 130 31 73 67 47

7
4 Tôyota
2NZ-PE
2 43 34 2
5 Hon đa
D50
10 46 56 10
6 Hon đa
D240
16 54 46 18
7 Tôyota
7KE
(ZACE)
15 51 49 17
8 Hon đa
CMD-14
17 56 56 17
9 KAMAZ
10 46 66 10
10 CITROEN
8 38 45 6
11 MERCDES
9,30 44,30 44,30 7,30
12 RENAULT
11,30 35,30 31 15
3.1.3.So sánh ưu nhược điểm giữa cơ cấu phân phối khí xupáp treo và xupáp đặt:
Kiểu Xupáp đặt Kiểu Xupáp treo
1.Ưu điểm
- Cấu tạo nhỏ gọn,ít chi tiết trung gian.
- Giảm được chiều cao của động cơ nên
làm việc chắc chắn ít tiếng ồn
- Quá trình bôi trơn tốt nên các chi tiết có
tuổi thọ cao, làm việc ổn định.
- Chuyển động của cơ cấu dễ dàng,chính
xác.
- Nắp máy chế tạo đơn giản hơn nên giảm
được giá thành.
2.Nhược điểm:
- Khó bảo dưỡng và điều chỉnh khe hở
nhiệt xúp pap.
- Hiệu suất nạp khí(hỗn hợp khí nạp) thấp
hơn, thải khí đã cháy ra ngoài kém hơn do
kết cấu .
1.Ưu điểm
- Có buồng cháy nhỏ gọn,và khả năng
chống kích nổ cao.
- Có khả năng làm tăng công suất cho
động cơ.
- Khả năng tản nhiệt tốt.
- Dễ điều chỉnh khe hở nhiệt của
Xupáp,thực hiện bảo dưỡng và sửa chữa
cơ cấu đơn giản.
-Tăng hiệu suất nạp khí và đẩy sạch khí
thải ra khỏi buồng đốt.
2.Nhược điểm:
- Cấu tạo của cơ cấu phức tạp do có nhiều
chi tiết trung gian.
- Làm tăng chiều cao của động cơ.
- Có khoảng cách dẫn động lớn,nên dễ
gây tiếng ồn khi hoạt động và quá trình

8
- Khả năng chống kích nổ kém hơn,kết
cấu buồng đốt phức tạp,hiệu suất công tác
của động cơ không cao.
bôi trơn khó khăn.
- Nắp máy có cấu tạo phức tạp nên chế
tạo khó khăn hơn,giá thành cao.
3.2. Cơ cấu phân phối khí dùng van trượt:
Loại cơ cấu có nhiều ưu điểm như:
- Tiết diện lưu thông lớn, dễ làm mát, ít tiếng ồn.
- Do kết cấu khá phức tạp, giá thành cao nên người ta chỉ sử dụng cho các loại xe đặc
biệt như động cơ xe đua.
3.3. Cơ cấu phân phối khí hỗn hợp:
Cơ cấu phân phối khí kiểu hỗn hợp dùng cửa nạp và xupáp xả, sử dụng trên động
cơ hai kỳ quét thẳng trên động cơ ôtô, máy kéo, tàu thuỷ, tàu hỏa.
Hình1. 4: Cơ cấu quét thẳng qua xupáp thải
1. Cam; 2. Xupáp; 3. Piston; 4. Bơm quét khí
3.3.1. Đặc điểm:
- Cửa quét đặt xung quanh xilanh theo hướng tiếp tuyến.
- Xupáp thải được đặt trên nắp xilanh.
4. Quy trình và yêu cầu kỹthuật khi tháo, lắp cơ cấu phân phối khí :
4.1.Yêu cầu:
- Lựa chọn đúng dụng cụ tháo, lắp và sử dụng thành thạo dụng cụ khi làm việc
- Không tháo rỡ động cơ khi còn nóng.
- Khi tháo phải nới lỏng đều các bulong, tháo từ phía ngoài vào trong, khi lắp phải xiết
đều các bulong từ phía trong ra phía ngoài .
- Sắp xếp các chi tiết trong quá trình tháo,lắp phải theo thứ tự,theo hàng, lối.
- Phải làm vệ sinh sạch sẽ đối với các chi tiết, các dụng cụ đồ nghề, bàn dung để
tháo,lắp và chỗ làm việc phải gọn gàng ,ngăn nắp. Các cụm chi tiết chính xác phải

9
được lắp trong phòng riêng để tránh bụi bẩn và các nhân tố gây mài mòn trong quá
trình làm việc.
- Không được làm hỏng các chi tiết trong quá trình tháo, lắp.
- Phải đảm bảo các quy tắc an toàn lao động và vệ sinh công nghiệp.
4.2.Trình tự tháo, lắp cơ cấu phân phối khí kiểu xupáp treo
4.2.1.Bảng trình tự tháo các chi tiết liên quan: (Tháo ra khỏi ĐC theo quy trình riêng.)
TT Bước công việc Yêu cầu
1 Xả nước trong hệ thống làm mát,tháo cụm chi tiết
của Van hằng nhiệt ra khỏi nắp máy.
Theo quy trình riêng,và
dụng cụ tháo lắp riêng cho
từng hệ thống. 2 Tháo các đường ống nhiên liệu(ĐC điêzel),Vòi
phun,bơm cao áp và các chi tiết liên quan,các chi
tiết của HTNL xăng.
3 Tháo các đường dây điện cao áp của hệ thống đánh
lửa,tháo bu gi,và các chi tiết liên quan của hệthống.
4 Tháo các đường ống cổ nạp ,cổ xả, các chi tiết liên
quan trên nắp máy.
5 Tháo nắp đậy giàn cò mổ.
Chú ý: Khi tháo phải nới lỏng (nới đều lực và tháo đối xứng) các bu long giữ cơ cấu
từ phía ngoài vào phía trong để tránh biến dạng.
Hình1. 5: Thứ tự tháo các bu long nắp đậy giàn cò mổ
4.2.2. Điều kiện thực hiện:
a. Bộ dụng cụ đồ nghề chuyên dùng sửa chữa ô tô

10
b. Khay đựng chi tiết đã tháo,giẻ lau sạch,phấn đánh dấu chi tiết.
c. Dầu điêzel,dầu hỏa rửa chi tiết.
4.3.Tháo rời các chi tiết của cơ cấu phân phối khí kiểu xupáp treo:
Bảng trình tự tháo rời chi tiết cơ cấu xupáp treo:
T.T Thứ tự bướccông việc Minh họa Dụng cụ Yêu cầu kỹ thuật
Tháo các chi tiết liên
quan
Theo quy trinh
1 Tháo nắp đậy giàn cò
mổ:
-Tháo giàn cò mổ trên
nắp máy và ống dẫn
dầu bôi trơn (nếu có) .
Tuýp khẩu
14 ,17
Khay đựng,
Tay công
Nới đều các
bulong của giàn
cò theo thứ tự,
nhấc thẳng giàn
cò, gối đỡ giàn cò
ra sau khi lấy hết
các bulong ra
ngoài.
2 Tháo các đũa đẩy
Tay,
Khay đựng
Nếu đũa đẩy có
chiều dài khác
nhau phải đánh
dấu tại vị trí lắp
ráp của nó.

11
3 Tháo nắp máy ra khỏi
thân máy
Thứ tự tháo bulong
Nắp máy.
Bộ khẩu 17
Khay đựng,
Tay thợ.
Nới đều lực các
bulong theo thứ
tự,nới từ 2 đầu
vào giữa, (1/2lực
xiết mỗi lần,nới
làm 2 lần) ,và tháo
theo thứ tự đặt
bulong của nhà
sản xuất (hình vẽ).
Nếu nắp máy bị
dính chặt phải vặn
bulong công có
sẵn trên nắp máy,
xiết đều lực để
kích nắp máy lên.
-Không dùng tuốc
nôvít để bẩy làm
hỏng mặt máy,nắp
máy, hai tay nhấc
nắp máy ravà đặt
ngửa mặt lắp
ghép.
4 Tháo cụm các chi tiết
(móng hãm,đĩa tựa lò
xo ,lòxo xupáp ,đĩa
xoay, phớt chặn dầu,
xupáp) ra khỏi nắp
máy.
Vamchuyên
dùng, tay ,
khay đựng.
- Đặt đầu vam vào
giữa tán xupáp,
xiết lực ép từ
từ,không để mất
lòxo,làm hỏng
phớt dầu, làm mất
móng hãm đuôi
xupáp .
- Đánh dấu xupáp
theo vị trí của
xilanh.

12
5 Tháo hệ thống bánh
răng dẫn động trụccam
(hoặc xích cam),lấy
trục cam, bánh răng
trục cam,vành chặn ,
Căn chỉnh độ dơ dọc
trục, bulong hàm sói,
nắp đậy hộp bánh răng
Khẩu 14,
Vam chuyên
dùng,
Khay đựng.
- Nới đều bulong
bắt bánh răng cam
với trục cam,
- Dùng vam để rút
bánh răng cam ra
từ từ. Không làm
mẻ bánh răng(nếu
làm bằng vật liệu
phi kim loại ).
6 Tháo con đội Khẩu 12 Sắp xếp theo thứ
tự, không nhầm
lẫn con đội.
7 Tháo trục cam Khẩu 12, 14 Quay trục cam sao
cho 2 lỗ trên bánh
răng cam trùngvới
2 bulong bắt mặt
bích với thân máy,
rút trục cam ra
nhẹ nhàng.
4.4. Nhận dạng các chi tiết sau khi tháo:
4.4.1. Nhận dạng các chi tiết theo hình dáng của nhà sản xuất.

13
4.4.2. Nhận dạng các chi tiết theo vị trí lắp ráp trong hệ thống gồm các chi tiết cụ thể
là:ổ đỡ và trục giàn cò mổ,lò xo khống chế khoảng cách cò mổ,phanh giữ cò mổ và
các cò mổ,bánh răng trục cam và trục cam, bánh cam lệch tâm dẫn động bơm,Vấu cam
hút và xả, xupáp hút và xả,ống dẫn hướng xupáp,lòxo xupáp,đĩa tựa ,móng hãm, đũa
đẩy,con đội,Phớt chặn dầu,căn chỉnh độ rơ dọc trục cam,bạc lót ổ đỡ trục cam, bộ phận
điều chỉnh khe hở nhiệt xupáp.
4.5. Vệ sinh các chi tiết:
- Ngâm các chi tiết trong dầu điêzel để làm mềm muội than, sau đó cạo sạch muội than
và các chất bẩn bám ở xupáp, bệ xupáp, buồng đốt, và chi tiết khác bằng dụng cụ
chuyên dùng.
- Các chi tiết sau khi rửa xong, cần làm sạch bằng giẻ sạch,và thổi khô bằng khí nén.
Không dùng sút để rửa lòxo xupáp vì nó có thể phá huỷ lớp mạ bên ngoài.
- Chúý:
Ưu tiên các chi tiết dễ bị trầy xước (làm vệ sinh trước), không được làm trầy
xước các bề mặt làm việc của các chi tiết, và thông các đường dầu, sau đó thổi khô
bằng máy nén khí .
4.6. Nhận dạng các chi tiết sau khi làm vệ sinh và phân loại chất lượng chi tiết phục vụ
cho công việc sửa chữa:
- Phân loại chi tiết và chất lượng của chi tiết theo cấu tạo và khả năng làm việc:
+ Chi tiết còn tốt và tiếp tục sử dụng.
+ Chi tiết còn dùng được nhưng phải qua sửa chữa, bảo dưỡng.
+ Chi tiết phải thay mới.
4.7. Lắp cơ cấu phân phối khí :
- Chú ý:
+ Không được lắp lẫn các chi tiết, nhất là các chi tiết có các bề mặt lắp ghép đã làm
việc với nhau.
+ Chi tiết nào tháo trước để theo thứ tự theo hàng lối ; tháo trước đặt ở xa, tháo sau đặt
ở gần ,tránh nhầm lẫn các chi tiết
+ Quá trình lắp được thực hiện ngược lại với quá trình tháo (Thực hiện theo bảng 1.2).
- Saukhi thực hiện côngviệc tháo,lắp cơ cấu phân phốikhí đều phải tiến hành điều
chỉnh khe hở nhiệt đuôi xupáp rồi mới vận hành động cơ.
5. trình tự tháo, lắp cơ cấu phân phối khí kiểu xupáp đặt:
5.1.Yêu cầu:
Phải thực hiện đầy đủ các yêu cầu giống như khi thực hiện tháo, lắp cơ cấu
xupáptreo.
5.2.Điều kiện thực hiện:
Chuẩn bị đầy đủ dụng cụ tháo lắp, mặt bằng thực hiện, và các điều kiện như với
xupáp treo.
5.3.Trình tự tháo:
5.3.1.Tháo các chi tiết liên quan:(Theo quy trình riêng)
a.Tháo các bộ phận lắp trên nắp máy như:
14
- Các bộ phận của hệ thống nhiên liệu (ĐC điêzel).
- Các bộ phận của hệ thống đánh lửa của động xăng
- Tháo máy phát điện và các chi tiết liên quan.
- Tháo các chi tiết khác lắp trên nắp máy nước, đường ống cửa xả,cửa hút.
- Xả dầu bôi trơn cũ ra khay đựng
- Xả nước làm mát ra khỏi động cơ qua van xả vào khay đựng.
- Tháo Bulông giữ động cơ với khung xe
- Đưa động cơ ra khỏi xe và đặt lên giá sửa chữa.
- Vệ sinh bên ngoài động cơ.
b.Tháo rời chi tiết:
Bảng trình tự tháo rời chi tiết cơ cấu xupáp đặt :
T.T Bước công việc
Dụng cụ Yêu cầu kỹ thuật
Tháo các chi tiết liên quan, nắp che
khu vực con đội và xupáp.
Bộ dụng cụ sửa
chữa
1 Tháo nắp máy, đáy dầu Bộ tuýp sửachữa
chuyên dùng
Thứ tự tháo như xupáp
treo
3 Tháo đai ốc giữ puly của trục cơ Bộ dụng cụ sửa
chữa,
Khay đựng
4 Tháo puly trục cơ Vam,
Khay đựng
Vam đều các cạnh puly,
không làm mất then bán
nguyệt.
5 Lấy gioăng làm kín ra Bộ dụng cụ sửa
chữa
Không làm rách goăng nếu
rách phải thay mới
6 Tháo nắp đậy bánh răng Trục Cam và
Trục cơ.
Bộ dụng cụ
sửa chữa
Nới đều các bulong,
Thay goăng mới khi lắp.
7 Tháo bánh răng cam Vam chuyên
dùng
- Rút thẳng bánh răng,
- Không làm mất then.
8 Tháo bulong giữ và tấm chặn trục cam,
căn chỉnh độ dịch dọc trục cam.
Bộ dụng cụ sửa
chữa,
khay đựng.
Không làm mất căn chỉnh
độ dơ dọc trục.
9 Lấy trục cam ra Dùng tay Không làm trầy xước các
vấu cam.
10 Tháo giá đỡ các Con đội, lấy Con đội
ra.
Bộ dụng cụ sửa
chữa, tay
Đánh dấu vị trí làm việc
của con đội, không lắplẫn.

15
11 Tháo các xupáp xả, hút và các chi tiết
Liên quan.
Vam xupáp Trước khi tháo đánh dẫu
xupáp theo đúng vị trí làm
việc,không lắp lẫn xúpap.
5.3.2. Nhận dạng các chi tiết của cơ cấu này gồm các chi tiết (Trục cam,bánh răng
cam, con đội, các xupáp xả, hút, móng hãm xupáp , đĩa tựa lòxo, lòxo, đế Xupáp, ống
dẫn hướng xupáp) và công việc làm sạch chi tiết giống như với xupáp kiểu treo.
5.3.3. Lắp :
- Lắp ngược lại với quá trình tháo và yêu cầu làm như với xupáp treo.
- Sau khi sửa chữa và lắp vào ĐC, phải tiến hành điều chỉnh khe hở nhiệt đuôi xupáp.
BÀI 2
SỬA CHỮA CỤM XÚPÁP
Tổng giờ Thời gian (giờ)
23h
Lý
thuyết
Thực
hành
3h
20h
MỤC TIÊU
Học xong bài này, học viên có khả năng:
- Trình bày được nhiệm vụ, phân loại, cấu tạo, hiện tượng, nguyên nhân hư hỏng của
xu páp, đế xupáp, lòxo và ống dẫn hướng xupáp.
- Kiểm tra, sửa chữa được hư hỏng của các chi tiết đúng phương pháp và đạt tiêu
chuẩn kỹ thuật do nhà chế tạo quy định.
NỘI DUNG
1. Xupáp:
Hình2. 1: Xupáp
1.1.Nhiệm vụ: Xupáp là chi tiết trực tiếp đóng mở các cửa hút, cửa xả để thực hiện
các quá trình nạp, xả cho động cơ
1.2. Phân loại:
16
- Theo chức năng: Xupáp hút, xúpap xả.
- Theo hình dáng của mặt tán xupáp: Tán Phẳng, lõm, lồi
- Theo khả năng làm mát: Loại thân có chứa Na, không chứa Na
- Theo khả năng tự động làm mòn đều với phương pháp tự rà xoay.
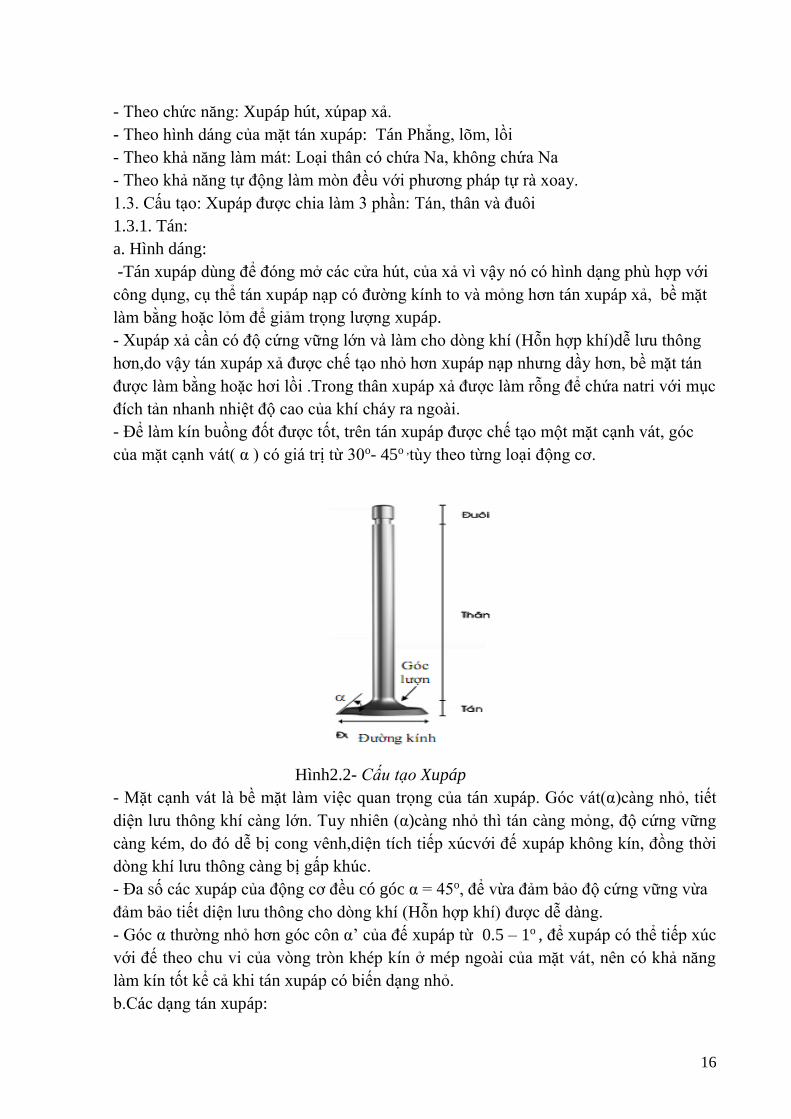
1.3. Cấu tạo: Xupáp được chia làm 3 phần: Tán, thân và đuôi
1.3.1. Tán:
a. Hình dáng:
-Tán xupáp dùng để đóng mở các cửa hút, của xả vì vậy nó có hình dạng phù hợp với
công dụng, cụ thể tán xupáp nạp có đường kính to và mỏng hơn tán xupáp xả, bề mặt
làm bằng hoặc lỏm để giảm trọng lượng xupáp.
- Xupáp xả cần có độ cứng vững lớn và làm cho dòng khí (Hỗn hợp khí)dễ lưu thông
hơn,do vậy tán xupáp xả được chế tạo nhỏ hơn xupáp nạp nhưng dầy hơn, bề mặt tán
được làm bằng hoặc hơi lồi .Trong thân xupáp xả được làm rỗng để chứa natri với mục
đích tản nhanh nhiệt độ cao của khí cháy ra ngoài.
- Để làm kín buồng đốt được tốt, trên tán xupáp được chế tạo một mặt cạnh vát, góc
của mặt cạnh vát( α ) có giá trị từ 30o- 45o ,tùy theo từng loại động cơ.
Hình2.2- Cấu tạo Xupáp
- Mặt cạnh vát là bề mặt làm việc quan trọng của tán xupáp. Góc vát(α)càng nhỏ, tiết
diện lưu thông khí càng lớn. Tuy nhiên (α)càng nhỏ thì tán càng mỏng, độ cứng vững
càng kém, do đó dễ bị cong vênh,diện tích tiếp xúcvới đế xupáp không kín, đồng thời
dòng khí lưu thông càng bị gấp khúc.
- Đa số các xupáp của động cơ đều có góc α = 45o, để vừa đảm bảo độ cứng vững vừa
đảm bảo tiết diện lưu thông cho dòng khí (Hỗn hợp khí) được dễ dàng.
- Góc α thường nhỏ hơn góc côn α’ của đế xupáp từ 0.5 – 1o , để xupáp có thể tiếp xúc
với đế theo chu vi của vòng tròn khép kín ở mép ngoài của mặt vát, nên có khả năng
làm kín tốt kể cả khi tán xupáp có biến dạng nhỏ.
b.Các dạng tán xupáp:

17
Hình2.3. Các dạng tán xupáp
a: Tán phẳng; b:Tán lõm; c: Tán lồi thânlàm rỗng chứa bột Nari d; Tán lồi.
- Tán bằng: Xupáp tán bằng có bề mặt của tán được chế tạo bằng phẳng.và được sử
dụng rộng rãi trên các loại động cơ hiện nay.(cho cả 2 loại xả và hút).
+Ưu điểm:
Dễ chế tạo, diện tích chịu nhiệt nhỏ.
- Tán lồi: Là loại bề mặt tán được chế tạo với hình dáng lồi, nó cải thiện được dòng
lưu thông của khí thải.
+ Nhược điểm: Khó chế tạo, bề mặt chịu nhiệt lớn
- Tán lõm: Bán kính góc lượn giữa thân và tán lõm lớn nên cải thiện được lưu thông
dòng khí nạp, tăng được độ cứng vững cho tán,bề mặt của tán được làm lõm ở giữa tán
để giảm trọng lượng xupáp .
- Để tản nhiệt tốt cho xupáp, ở động cơ Zil 130, Zil 131, thân xupáp thải được chế tạo
rỗng, Trong thân chứa 50-60% theo thể tích là bột Natri và nóng chảy ở nhiệt độ 97oC
.khi Nari nóng chảy sẽ tạo điều kiện truyền nhiệt từ tán đến thân và truyền nhiệt ra ống
dẫn hướng được nhanh nên thường dùng để chế tạo xupáp xả.giúp nó không bị quá
nóng vì nhiệt độ cao của khí xả.
1.3.2. Thân xupáp:
- Thân có nhiệm vụ dẫn hướng chuyển động cho xupáp. Thân thường có đường
kính(dt) .dt = (0.16 - 0.25) dn (dn: đường kính tán xupáp). Khi trực tiếp dẫn động
xupáp, lực ngang tác dụng lên thân là lớn nhất, nên đường kính của thân có thể tăng
đến dt = (0.3 -0.4)dn (đơn vị đo =mm).
Hình 2.4- Cấu tạo thân xupáp

18
- Để tránh hiện tượng xupáp bị mắc kẹt trong ống dẫn hướng khi giãn nở do bị đốt
nóng bởi khí cháy , đường kính của thân xupáp ở phẩn nối tiếp với tán xupáp thường
làm nhỏ đi một ít hoặc khoét rộng lỗ ống dẫn hướng ở phần này.
1.3.3. Đuôi xupáp:
a.Cấu tạo:
-Sơ đồ kết cấu:
Hình 2.5: Kết cấu đuôi xupáp
- Đuôi xupáp phải có kết cấu phù hợp để lắp với đĩa Lòxo. Thông thường đuôi có mặt
hình côn (a) hoặc hình rãnh vòng (b) để lắp với móng hãm. Kết cấu đơn giản nhất của
đuôi để lắp với đĩa lòxo là dùng chốt (c) ,
b. Nhược điểm :
-Tạo ra ứng suất tập trung tại chốt, để đảm bảo an toànvà giảm ứng suất thì chốt phải
được chế tạo bằng vật liệu có sức bền cao.
- Để tăng khả năng chịu mòn, bề mặt của đuôi xupáp ở một số động cơ được tôi cứng.
2. Đế xupáp
2.1. Nhiệm vụ:
- Đế xupáp kết hợp cùng với xupáp để đóng mở cửa hút ,cửa xả và làm kín buồng đốt
của động cơ.
- Trong cơ cấu phân phối khí xupáp đặt có cửa hút và xả được bố trí trên thân máy,
còn với cơ cấu phân phối khí xupáp treo cửa hút và xả bố trí trong nắp máy. Để giảm
hao mòn cho thân máy hoặc nắp máy khi chịu lực va đập của xupáp ở nhiệt độ cao,
người ta ép chặt đế xupáp vào cửa hút và xả.

19
Hình 2.6.Đế Xupáp và vị trí lắp ghép
2.2. Cấu tạo:
Hình 2.7- Cấu tạo của Đế xupáp
- Cấu tạo của Đế rất đơn giản, thường chỉ là một vòng hình trụ trên có cạnh vát để tiếp
xúc với cạnh vát của tán xupáp.
- Một vài loại đế xupáp thuờng dùng đuợc giới thiệu trên hình 2.9
- Mặt ngoài của đế có thể là mặt trụ trên có tiện rãnh đàn hồi để lắp cho chắc chắn.
- Loại đế hình côn này thường không ép sát đáy mà để một khe hở nhỏ hơn 0.04mm.
Trên mặt côn của Đế cũng tiện rãnh đàn hồi, sau khi ép vào, kim loại trên thân máy
hoặc nắp xilanh sẽ giữ chặt lấy đế. Các loại đế xupáp giới thiệu trên hình 2.9( a,b,c
thường ít gặp). Các loại đế này sau khi ép vào nắp xilanh rồi phải cán ép để kim loại
biến dạng ép sát vào mép của đế, Một số loại đuợc lắpghép bằng ren.

20
Hình 2.8 – Góc vát đế xupáp ( Để tiếp xúc với xupáp)
- Đế thuờng làm bằng thép hợp kim hoặc gang hợp kim (gang trắng), Chiều dày của
Đế nằm trong khoảng (0.08 – 0.15) do .
- Chiều cao của đế nằm trong khoảng (0.18 - 0.25)do, (do:Là đuờng kính trong của
Đế). Đế làm bằng thép hợp kim và ép vào thân máy hoặc nắp máy với độ dôi khoảng
(0.0015 – 0.0035mm ) di , (di: Đường kính ngoài của đế).
Hình 2.9: Các dạng Đế Xupáp
3. Lò xo:
3.1. Nhiệm vụ:
- Dựa vào sức căng và độ đàn hồi của lò xo giúp cho xu páp đóng mở theo các kỳ làm
việc, giữ cho mặt côn của tán xupáp luôn tiếp xúc với mặt côn của đế (khi đóng nếu
không có lực tác động của các chi tiết kháctrongcơ cấu phân phối khí).
- Đảm bảo để xu páp chuyển động theo đúng quy luật của cam phân phối khí. Vì vậy
quá trình đóng mở xupáp không có hiện tượng va đập trên mặt cam.
- Yêu cầu: Khi làm việc lò xo xu páp chịu tải trọng động thay đổi theo chu kỳ, chịu
nhiệt độ cao nên cần cơ tính tốt. Đảm bảo khi làm việc thời gian dài có tính đàn hồi tốt
và độ bền mỏi cao, tránh được lực cộng hưởng.

21
3.2. Cấu tạo :
3.2.1. Vật liệu ,:
- Lòxo xupáp thường được chế tạo bằng dây thép có đường kính từ 3 - 5mm, loại thép:
C65, C65A - 65T hoặc 50XΦA
- Lò xo thường dùng nhiều nhất là lò xo xoắn ốc hình trụ (Hình 2.10.a,b), hai vòng
đầu quấn sít nhau và mài phẳng để lắp ghép. Số vòng công tác của lò xo (Không kể
hai vòng đầu) thuờng từ 4 - 10 vòng.
a. Nếu số vòng công tác càng ít thì mỗi vòng chịu biến dạng càng nhiều, ứng suất
xoắn càng lớn (nếu đảm bảo độ mở xupáp như nhau)
b. Nếu số vòng công tác càng nhiều thì độ cứng của lò xo càng giảm, dễ sinh ra hiện
tuợng cộng hưởng gâyva đập, xu páp đóng mở không dứt khoát.
3.2.2. Điều kiện làm việc và phân loại lò xo:
a. Điều kiện làm việc:
- Chịu lực va đập lớn và theo chu kỳ (cộng hưởng)
- Chịu nhiệt độ cao của khí cháy, bôi trơn kém.
b.Phân loại.
Để tránh hiện tượng cộng hưởng cho lò xo khi làm việc, người ta có thể dùng một số
lò xo có hình dáng sau:
- Lò xo xoắn ốc hình trụ có bước xoắn thay đổi, các bước xoắn ở giữa thường lớn hơn
bước xoắn hai đầu hoặc bước xoắn nhỏ dần về phía mặt tựa cố định (Mặt lắp với nắp
xilanh hoặc thân máy) của lò xo (Hình 2.10.a)
- Lò xo hình côn (Hình 2.10.b):

22
a
Hình 2.10. Lò xo xu páp
a.Lò xo hình trụ b.Bướcxoắnkhácnhau
b c
c. 2 Lò xo lồng vào nhau.
- Dùng 1-2 Lò xo cho 1 xu páp, các lò xo lắp lồng vào nhau, có chiều xoắn khác nhau
để tránh cộng hưởng(giảm dao động xoắn) khi làm việc.(Hình c)
+ Ưu điểm của biện pháp này:
Ứng suất xoắn trên từng Lò xo nhỏ so với khi dùng 1lò xo nên ít bị gãy, tránh
đuợc hiện tuợng cộng hưởng do các vòng đều có tần số dao động riêng khác nhau, và
khi 1 lò xo bị gãy thì động cơ vẫn làm việc an toàn trong một thời gian vì xu páp vẫn
được giữ lại nên không bị tụt xuống buồng cháy.
- Để nâng cao sức bền chống mỏi và chống rỉ của lò xo người ta thường dùng các biện
pháp như phun hạt thép làm chai bề mặt, nhuộm đen lò xo, sơn bằng lớp sơn đặc biệt,
mạ kẽm.v.v.
4. Đĩa Lòxo:
4.1. Nhiệm vụ: Giữ cố định cụm xu páp, Lò xo theo trong Ống dẫn hướng,đảm bảo
lực căng cho Lò xo .
4.2. Phân loại: Loại đĩa tựa lắp với lò xo và đuôi xu páp bằng móng hãm,Loại đĩa tựa
lắp với lòxo và đuôi xu páp bằng chốt.
4.3. Cấu tạo:
Hình 2.11: Kết cấu đĩa Lò xo
1. Móng hãm,
2. Đĩa Lò xo
.4.4.Vị trí lắp ráp:

23
Hình 2.12: Định vị đĩa Lò xo
- Đĩa tựa lò xo xu páp được giữ bởi móng hãm hình côn xẻ rời đặt ở đuôi xu páp.
Móng hãm đặt vào phần côn ở đuôi (hoặc rãnh trên đuôi)xu páp.
- Đĩa tựa lò xo có kết cấu phù hợp với lò xo, đuôi xu páp, và cấu tạo của móng hãm.
5.Ống dẫn hướng:
5.1. Nhiệm vụ:
- Là chi tiết làm nhiệm vụ dẫn hướng cho thân xu páp chuyển động khi đóng mở các
cửa nạp, thải nên chịu mài mòn thay cho thân máy (hoặc nắp máy) .
- Dễ dàng nhận và truyền nhiệt ra ngoài
- Tản nhiệt tốt cho xu páp khi chịu nhiệt độ khí cháy cao.
5.2. Vị trí làm việc và phân loại:
5.2.1. Vị trí làm việc (Hình 2.13.b)
5.2.2. Một số loại ống dẫn hướng .( Hình 2.13.a)
5.3. Cấu tạo:
Hình 2.13a. Cấu tạo của Ống dẫn hướng.
24
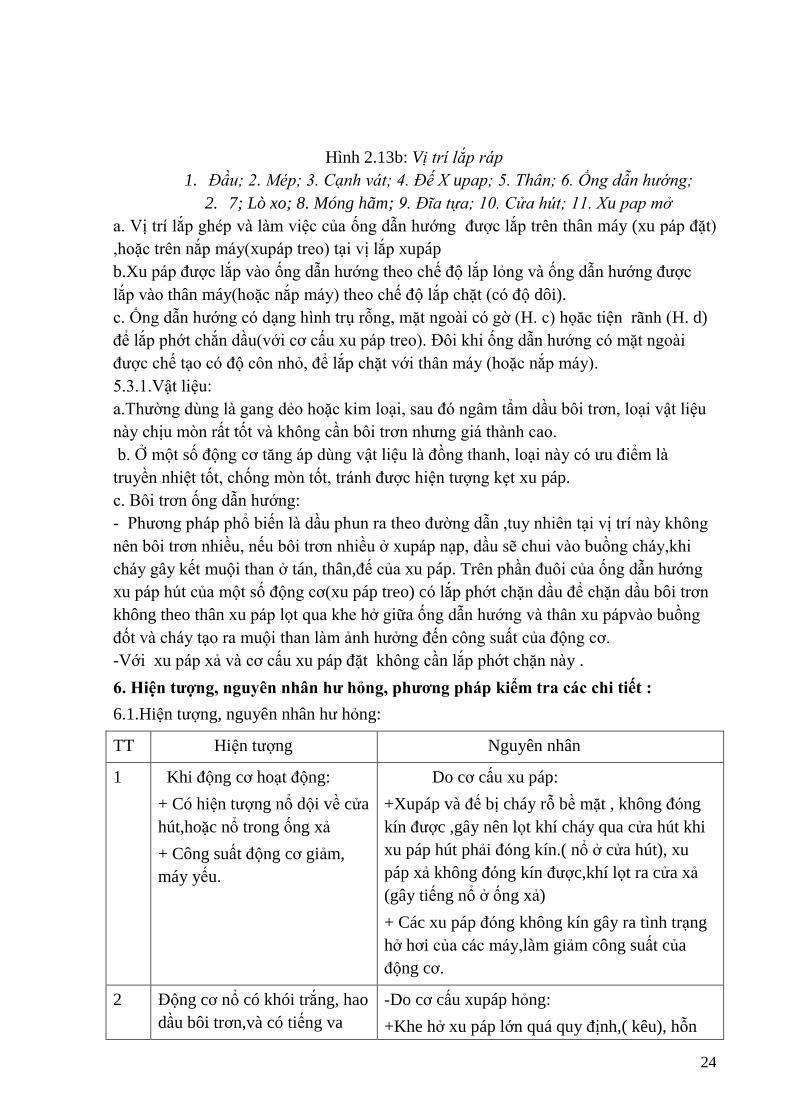
Hình 2.13b: Vị trí lắp ráp
1. Đầu; 2. Mép; 3. Cạnh vát; 4. Đế X upap; 5. Thân; 6. Ống dẫn hướng;
2. 7; Lò xo; 8. Móng hãm; 9. Đĩa tựa; 10. Cửa hút; 11. Xu pap mở
a. Vị trí lắp ghép và làm việc của ống dẫn hướng được lắp trên thân máy (xu páp đặt)
,hoặc trên nắp máy(xupáp treo) tại vị lắp xupáp
b.Xu páp được lắp vào ống dẫn hướng theo chế độ lắp lỏng và ống dẫn hướng được
lắp vào thân máy(hoặc nắp máy) theo chế độ lắp chặt (có độ dôi).
c. Ống dẫn hướng có dạng hình trụ rỗng, mặt ngoài có gờ (H. c) họăc tiện rãnh (H. d)
để lắp phớt chắn dầu(với cơ cấu xu páp treo). Đôi khi ống dẫn hướng có mặt ngoài
được chế tạo có độ côn nhỏ, để lắp chặt với thân máy (hoặc nắp máy).
5.3.1.Vật liệu:
a.Thường dùng là gang dẻo hoặc kim loại, sau đó ngâm tẩm dầu bôi trơn, loại vật liệu
này chịu mòn rất tốt và không cần bôi trơn nhưng giá thành cao.
b. Ở một số động cơ tăng áp dùng vật liệu là đồng thanh, loại này có ưu điểm là
truyền nhiệt tốt, chống mòn tốt, tránh được hiện tượng kẹt xu páp.
c. Bôi trơn ống dẫn hướng:
- Phương pháp phổ biến là dầu phun ra theo đường dẫn ,tuy nhiên tại vị trí này không
nên bôi trơn nhiều, nếu bôi trơn nhiều ở xupáp nạp, dầu sẽ chui vào buồng cháy,khi
cháy gây kết muội than ở tán, thân,đế của xu páp. Trên phần đuôi của ống dẫn hướng
xu páp hút của một số động cơ(xu páp treo) có lắp phớt chặn dầu để chặn dầu bôi trơn
không theo thân xu páp lọt qua khe hở giữa ống dẫn hướng và thân xu pápvào buồng
đốt và cháy tạo ra muội than làm ảnh hưởng đến công suất của động cơ.
-Với xu páp xả và cơ cấu xu páp đặt không cần lắp phớt chặn này .
6. Hiện tượng, nguyên nhân hư hỏng, phương pháp kiểm tra các chi tiết :
6.1.Hiện tượng, nguyên nhân hư hỏng:
TT Hiện tượng Nguyên nhân
1 Khi động cơ hoạt động:
+ Có hiện tượng nổ dội về cửa
hút,hoặc nổ trong ống xả
+ Công suất động cơ giảm,
máy yếu.
Do cơ cấu xu páp:
+Xupáp và đế bị cháy rỗ bề mặt , không đóng
kín được ,gây nên lọt khí cháy qua cửa hút khi
xu páp hút phải đóng kín.( nổ ở cửa hút), xu
páp xả không đóng kín được,khí lọt ra cửa xả
(gây tiếng nổ ở ống xả)
+ Các xu páp đóng không kín gây ra tình trạng
hở hơi của các máy,làm giảm công suất của
động cơ.
2 Động cơ nổ có khói trắng, hao
dầu bôi trơn,và có tiếng va
-Do cơ cấu xupáp hỏng:
+Khe hở xu páp lớn quá quy định,( kêu), hỗn

25
đập kim loại, gây kích nổ ĐC hợp nhiên liệu nghèo.
+Các chi tiết bị mòn côn ,méo ,mòn ống dẫn
hướng xupáp, gẫy lòxo.
+Dầu lọt vào buồng đốt qua xu páp bị cháy rỗ,
mòn méo,mòn côn tạo nên muội than, làm nóng
ĐC, gây kích nổ ĐC.
6.2. Phương pháp kiểm tra
6.2.1.Kiểm tra ống dẫn hướng:
a. Ống dẫn hướng xu páp phải được kiểm tra và sữa chữa hoặc thay mới nếu cần thiết
trước khi sửa chữa xu páp và đế xu páp vì lỗ dẫn hướng xu páp được sử dụng làm
chuẩn định vị gia công sửa chữa các chi tiết này.
b. Ống dẫn hướng xu páp thường mòn nhanh hơn thân ,độ mòn của Ống dẫn hướng
làm tăng khe hở giữa ống dẫn hướng và thân xu páp từ 0,025 -0,05 mm cho đường
kính thân xu páp, nếu lớn hơn 0,08 mm phải thay ống dẩn hướng mới.
c.Các phương pháp kiểm tra ống dẫn hướng bằng dụng cụ đo:
- Phương pháp sử dụng Panme .
- Phương pháp sử dụng dưỡng mẫu.
- Sau khi đưa dưỡng vào điều chỉnh kích thước theo lỗ đo, ta sử dụng Panme đo
ngoài để đo kích thước dưỡng ,qua kích thước đo được của dưỡng sẽ xác định được
kích thước của đường kính lỗ.
- Nếu độ hở quá tiêu chuẩn cho phép, phải thay mới.
Hình 2.14: Kiểm tra bằng pan me đo thân Xú páp.
- Lắp hết thân xu páp vào ống dẫn hướng và lắc ngang tán xu páp, nếu cảm thấy có độ
rơ hoặc khi đo bằng đồng hồ so có khe hở quá tiêu chuẩn cho phép phải thay ống mới.

26
Hình 2.15: Kiểm tra ống dẫn hướng và thân xu páp bằng đồng hồ.
6.2.2 . Kiểm tra xu páp:
Hình2.16: Kiểm tra xu páp
- Nếu xu páp có các hư hỏng và thấy được bằng mắt thường như hiện tượng cháy rỗ,
xước, mòn thành gờ sâu ở bề mặt làm việc của tán, cong thân, mòn xước lớn hoặc sứt
ở phần đuôi lắp móng hãm, đĩa lòxo thì xu páp phải thay mới.
- Nếu xu páp có các hư hỏng nhìn không rõ thì ta cần kiểm tra bằng dụng cụ chuyên
dùng để quyết định phương án sửa chữa.
-Công việc kiểm tra bao gồm:
a. Đo bề dày tán xu páp:
- Bề dày yêu cầu của tán xu páp (a):
Là a>1mm.
Nếu a<1mm phải thay mới.

27
Hình 2.17: Kiểm tra độ cong của thân và độ đảo của tán xu páp
1. Thân đồ gá; 2. Đồng hồ so đo độ đảo của tán xu páp;
3. X upáp; 4. Khối V gá xu páp;
5. Đồng hồ so đo độ cong thân xu páp; 6. Mặt ghá lắp.
b. Kiểm tra độ cong của thân:
- Đặt xu páp lên hai khối V của đồ gá, kiểm tra sao cho đuôi và thân xu páp luôn tì
vào mặt tì của đồ gá. Mũi rà của đồng hồ so đo độ cong được tì vào phần giữa thân xu
páp, quay xu páp một vòng, độ dao động của kim đồng hồ so sẽ phản ánh chính xác độ
cong của thân xu páp.
- Độ cong cho phép là 0,03 mm , nếu độ cong của thân lớn quá kích thước quy định thì
phải nắn thẳng lại bằng thiết bị nắn chuyên dùng.
c. Kiểm tra độ đảo của tán xu páp:
- Quay xu páp một vòng và quan sát dao động của kim đồng hồ so số 2. Độ đảo của
tán xu páp nếu vượt quá 0,025mm thì phải mài lại bề mặt làm việc của tán.
d. Kiểm tra độ mòn của thân xu páp bằng Panme đo ngoài,tương tự như kiểm tra chi
tiết trục bình thường. Nếu độ mòn vượt quá 0,05mm thì phải loại bỏ xu páp đó.
Hình 2.18: Kiểm tra đường kính thân xu páp
6.2.3 Kiểm tra đế xu páp:
a. Kiểm tra bằng mắt xem có bị cháy rỗ, mòn thành gờ sâu ở bề mặt làm việc, bị nứt
hoặc lắp bị lỏng so với nắp máy hoặc thân máy.

28
Hình 2.19: Kiểm tra bề mặt đế xu páp
- Trong trường hợp bề mặt đế xu páp không bị cháy rỗ, nhưng đã được mài sửa chữa
nhiều lần làm cho xu páp bị tụt sâu quá 1,5mm so với trạng thái ban đầu thì phải thay
thế đế xu páp mới .
b. Kiểm tra độ mòn không đồng đều của đế xupáp:
Dùng đồng hồ so để kiểm tra như hình vẽ, nếu xuất hiện độ lệch thì ta phải tiến
hành mài hoặc rà lại đế xu páp.
Hình 2.20- Đo kiểm lỗ xu páp.
7. Sửa chữa các chi tiết
7.1. Sửa chữa ống dẫn hướng xu páp :
7.1.1.Tháo,lắp ống dẫn hướng.(Chỉ làm khi cần thay mới)
- Tháo ống cũ khỏi thân máy bằng đột hoặc vam chuyên dùng.
- Lắp ống mới cũng dùng dụng cụ đó, khoảng cách từ đầu ren trên cùng của ống dẫn
hướng tới mặt gia công của thân hoặc nắp máy đúng theo qui định của nhà chế tạo
trình tự tháo lắp như hình.2.21.

29
7.1.2. Đo, kiểm tra kỹ thuật:
a.Kiểm tra độ mòn côn , mòn méo:.
-Nếu độ mòn quá quy định phải :
+Thay mới nếu cần.
+Doa ống dẫn hướng để có khe hở bằng 0.025mm cho mỗi (3.2mm) đường kính thân
xu páp.
Hình 2.21: Lắp ống dẫn hướng
- Khe hở giữa thân xu páp và ống dẫn hướng được quy định của nhà chế tạo.
Bảng thông số kỹ thuật khe hở thân xu páp :
Đường kính thân xu páp
( mm)
Xu páp hút
( mm)
Xu páp xả
( mm)
8
0,04-0,09 0,06-0,08
9
0,04-0,09 0,06-0,015
10
0,04-0,09 0,06-0,015
7.2. Sửa chữa xu páp và đế xu páp.
7.2.1. Mài xu páp:
a.Giới thiệu sơ đồ nguyên lý của thiết bị mài xu páp: (hình 2.22.)
- Xu páp cần mài (1) được kẹp trên đầu kẹp (3) và được dẫn động bằng một động cơ
điện độc lập.
-Đầu kẹp (3) được lắp trên mâm xoay (4) và có thể xoay đi một góc bất kỳ nào đó so
với đường tâm của trục đá mài để đảm bảo gia công được mặt côn của tán xu páp.
-Toàn bộ đầu lắp xu páp và mâm xoay được lắp trên bàn chạy ngang (5) cho phép dịch
chuyển chi tiết ra vào theo phương hướng tâm đá mài để có thể điều chỉnh chiều sâu

30
cần mài. Chuyển động này được điều khiển bằng tay. Bàn chạy ngang lại được lắp trên
bàn chạy dọc (6) cho phép di chuyển chi tiết chạy dọc theo phương đường tâm đá mài
để có thể mài hết bề rộng của tán xu páp. Sự chuyển động của bàn chạy dọc có thể
được thực hiện bằng tay hoặc tự động,và được dẫn động bằng động cơ điện.
b. khi mài cần cấp liên tục dung dịch làm mát vào bề mặt chi tiết để đảm bảo độ bóng
gia công theo quy định.
- Đá mài được lắp ở vị trí
Hình 2.22. Sơ đồ và thiết bị mài xu páp
1- X u páp; 2- Chuyển động quay của xupáp; 3- Đầu kẹp xu páp;
4-Mâm xoay; 5-Bàn chạy ngang; 6- Bàn chạy dọc; 7-Đá mài
c. Lượng dư cần mài tuỳ thuộc vào đặc điểm độ mòn và độ sâu của các vết cháy rỗ rên
bề mặt làm việc của tán xu páp. Nói chung, Xu páp được mài đến hết các vết cháy rỗ
thì thôi. Ở giai đọan cuối không điều chỉnh bàn chạy ngang, chỉ cho bàn chạy dọc chạy
qua lại đến khi nào không còn tia lửa thì cho chi tiết chạy ra và kết thúc công đoạn mài
để tạo độ bóng bề mặt cho tán.
d. Kinh nghiệm cho thấy:
- Khi mài rà bằng đá mài, nếu điều chỉnh để góc nghiêng được mài của tán nhỏ hơn
góc nghiêng của tán xu páp từ khoảng 1/20 thì khi rà xu páp với đế sẽ nhanh đạt độ
kín khít cần thiết.
e. Mặt đầu của đuôi xu páp nếu mòn không đều thì phải mài phẳng lại, lượng dư mài
không được vượt quá 0,5mm.
f. Xu páp sau khi sửa chữa cần đảm bảo độ côn, độ ôvan và độ cong của thân không
quá 0.33 mm, độ đảo của tán không vượt quá 0,025mm, độ bóng bề mặt mài phải đạt
từ cấp 8 trở lên, bề dày của tán phải đạt a ≥ 0.5mm.
7.2.2. Mài đế xu páp:

31
Hình 2.23. Mài đế xu páp
a. Mài để khử hết vết xước, rỗ, làm trùng tâm bệ với lỗ dẫn hướng bằng dao doa, hoặc
máy mài chuyên dùng .
b. Máy mài đế xu páp gồm 1 phần dẫn động, các trục dẫn hướng có kích thước khác
nhau để lắp vào lỗ dẫn hướng xu páp, trục lắp giữ đá mài, đá mài và bộ kẹp đá.
c. Mài đế xu páp, chọn trục dẫn hướng đúng kích thước để bám chắc vào lỗ dẫn hướng
xu páp.
-Tuỳ thuộc các loại đế, chọn đá bản cứng hay mềm, nhẹ nhàng mở rộng đường kính ổ
với góc phù hợp.
- Lắp đá và thanh giữ đá trên trục dẫn hướng và khớp thanh giữ với phần dẫn động.
- Khi mài chú ý đỡ cả trọng lượng của phần dẫn động. Có nhiều phương pháp khác
nhau để tránh rung khiến cho đá mài có lúc tách ra khỏi đế xu páp. Nhờ lực ly tâm làm
đá không bị dính các hạt mài văng ra, kết quả là quá trình mài nhanh, đế xu páp đạt
chất lượng tốt, cũng không phải ép mạnh đá để bị tạo thành rãnh và bị kẹt đá.
-Với công việc mài thô (mài phá bằng đá có kích thước hạt mài lớn) thì chỉ cần một
thời gian ngắn để mài 1 đế xu páp bằng gang, đế bằng thép cứng sẽ cần thời gian mài
lâu hơn.
- Đá mài tinh để tạo độ nhẵn bóng ở bệ đỡ(sau mài thô). Yêu cầu sau khi mài,đế phải
có chiều rộng vết mài =1,8÷2,7 mm , sau khi mài, đế phải có tâm trùng với tâm của xu
páp .
- Nếu đế có vết tiếp xúc rộng hơn 3,7mm phải mài hẹp lại, bằng cách lấy bớt đi một
phần kim loại ở phía dưới đế xu páp bằng đá mài tinh.
d. Chú ý :
- Khi dùng loại đá mài này cần thao tác chính xác để đạt chiều rộng theo yêu cầu và
bảo đảm độ trùng tâm của xu páp với miệng bệ đỡ.
- Đối với những đế Xu páp lắp rời cần thay mới, nếu phải mài hẹp lại sẽ mài ở miệng
quanh vòng ngoài của đế xu páp tháo rời.

32
Hình 2.24: Làm hẹp đế xu páp
7.2.3. Thay thế đế xu páp :
a. Nếu đế xu páp bị cháy rỗ hoặc bị mòn thành gờ sâu ở bề mặt làm việc, bị nứt hoặc
bị lỏng với nắp máy hoặc thân máy, thì phải thay mới. Trong trường hợp bề mặt của đế
không bị cháy rỗ nhưng đã được mài sửa chữa nhiều lần làm cho xu páp bị tụt sâu quá
1,5mm so với trạng thái lắp ghép ban đầu của nhà chế tạo cũng phải thay đế mới. Đối
với trường hợp đế được làm liền với nắp hoặc thân máy mà có các hư hỏng trên thì cần
phải khoét rộng lỗ và ép đế mới. Đế mới được ép vào nắp hoặc thân máy với độ dôi
0,05 -0,1 mm tuỳ thuộc vào đường kính ngoài của đế và vật liệu chế tạo nắp hoặc thân
máy.
b.Đường kính đế lớn và vật liệu nắp bằng hợp kim nhôm cần độ dôi lớn. Dù được
dùng lại hoặc thay mới, mặt đế đều phải được mài lạiđể đảm bảo yêu cầu kỹ thuật.
c. Tháo đế xu páp cũ:
- Bằng dụng cụ tháo chuyên dùng, cũng có thể khoan rộng lỗ của đế xupáp đến kích
thước nhỏ hơn chiều rộng bệ đỡ. Dùng đụcchuyên dùng để bẩy ổ đỡ ra khỏi bệ ngoài
của nó. Chú ý khi khoan hoặc khi đục không chạm vào bệ ngoài. Đế xu páp mới phải
ngâm trong nước đá khoảng 30 phút, rồi lắp vào ổ ngoài. Sau đó mài đế vừa lắp theo
tiêu chuẩn đã được quy định.
- Ngoài ra để tháo đế, người ta có thể làm nóng cục bộ mặt côn của đế, sau đó để
nguội, đế sẽ bị co lại và tự lỏng ra, lúc đó có thể tháo ra một cách dễ dàng.
d. Lắp đế xu páp mới:
- Chọn đế xu páp mới(cùng loại), có đường kính ngoài phù hợp với lỗ để đảm bảo độ
dôi lắp ghép theo yêu cầu.
- Để ép đế mới vào dễ dàng, có thể để vòng đế mới vào nước đá trong 30 phút cho co
lại rồi lấy ra ép luôn. Khi ép ,cần dùng dụng cụ ép chuyên dùng được dẫn hướng bằng
lỗ dẫn hướng xu páp để ép.
-Đối với nắp (thân) máy bằng hợp kim nhôm, sau khi ép đế vào vị trí ,có thể lăn ép cho
mép lỗ chùn xuống để tạo độ dôi lắp ghép cần thiết trong quá trình làm việc.
7.3. Rà xu páp:

33
7.3.1. Xu páp và đế xu páp sau khi mài bằng đá cần phải được rà với nhau để đạt độ
kín khít theo yêu cầu. Đây là công việc bắt buộc vì xu páp và đế được mài riêng rẽ nên
cho dù đựơc mài chính xác đến đâu cũng không thể kín khít ngay được.
a.Nguyên tắc rà xu páp với đế của nó là tạo chuyển động xoay(ma sát) và va đập giữa
bề mặt nghiêng tán xu páp và mặt đế, sau mỗi lần va đập xu páp xuống mặt đế, xoay
xu páp đi một góc 45o-60o trên đế, ma sát giữa hai bề mặt sẽ làm chúng mòn khít với
nhau. Để tăng hiệu quả của quá trình rà, người ta bôi lên bề mặt xu páp một lớp bột rà
nhão có độ hạt 30µm cho quá trình rà thô và bột có độ hạt 10-20µm cho rà tinh.
b. Dụng cụ rà:
-Nếu rà bằng tay, ta dùng dụng cụ chuyên dùng chụp lên mặt của tán, hoặc dùng ống
cao su chụp vào đuôi xu páp và lồng một lò xo có độ đàn hồi nhỏ vào thân xú pap
cũng có thể dùng tay quay( máy khoan) để rà.
-Nếu muốn rà nhanh thì ta có thể rà bằng máy (Dẫn động bằng máy khoan).
7.3.2. Trình tự thực hiện:
a. Rà thô:
TT Công việc Dụng cụ Yêu cầu kỹ thuật
1 Chuẩn bị nắp máy (với kiểu
xu páp treo),hoặc thân máy
(với xu páp đặt)
Đế và xu páp phải được kiểm
tra,làm sạch muội.
2 Bôi một ít bột rà thô lên mặt
vát của tán xu páp.
Bột rà thô Bôi vừa đủ,không để bột rơi
vào ống dẫn hướng.
2 Đặt xu páp cần rà trên thân
có lồng lò xo rà vào vị trí
làm việc với đế xu páp.
Lòxo, bột rà thô. Dùng lò xo để tạo sức đàn hồi
đẩy xupáp (L =40mm).
3 Vừa ấn vừa xoáy xupáp
khoảng 1/4 vòng ,xoay theo
chiều cổ tay
Dụng cụ rà
Chuyên dụng,
Bột rà.
Tạo lực xoáy vừa phải, xoáy
đều cho cạnh vát xu páp ma
sát với mặt làm việc của đế
tạo độ mòn đều thành đường
theo chu vi của tán và đế xu
páp.
4 Vừa ấn vừa kết hợp nhấc xu
páp lên nhờ sức đẩy của
lò xo.
Làm nhiều lần kết hợp kiểm
tra ,đến khi trên vệt mài của
cạnh vát và góc vát đế tạo
thành đường sáng, trên vệt
sáng không có vết rỗ,gờ thì
làm sạch xu páp và đế rồi
chuyển sang rà tinh.
.
b. Rà tinh:

34
- Sau khi rà thô, dùng giẻ lau sạch bề mặt côn của tán và đế xu páp. Dùng bột rà mịn
bôi một lớp mỏng lên bề mặt côn của tán rồi tiến hành rà tinh.
- Các bước rà tinh cũng giống như rà thô nhưng ta sử dụng bột rà tinh, và rà tinh chỉ
ngừng khi vệt sáng rõ và không còn vệt rỗ ,gờ trên đó.
- Sau khi rà thô và rà tinh xong, dùng giẻ lau sạch bề mặt làm việc giữa xu páp và đế .
- Bôi dầu nhờn lên bề mặt côn của tán và đế xu páp, ta tiến hành rà dầu nhờn cho đến
khi nào xuất hiện vệt sáng có chiều rộng đều từ 1mm đến 2mm là đạt yêu cầu.
7.3.3. Kiểm tra độ kín khít của xu páp sau mài rà: Sau khi đã qua các bước mài rà xu
páp ta tiến hành kiểm tra độ kín khít giữa mặt côn của tán và đế xu páp.
a. Dùng bút chì vạch những vạch huớng vào đuờng tâm xu páp theo bề mặt làm việc
xu páp, mỗi vạch cách nhau khoảng 5mm.
b. Đặt xu páp vào đế của nó, xoay cho xu páp chuyển động khoảng 1/4 vòng.
c. Lấy xu páp ra quan sát, nếu các vệt bút chì mờ đều và các vết chì bị đứt đều nhau ,vị
trí các vết đứt(vết mờ) của các vạch chì nằm giữa vạch là xu páp đã được mài rà tốt và
đạt độ kín tốt.
d. Thử độ kín khít của xu páp sau mài rà:
- Sau khi lắp toàn bộ xu páp vào đúng vị trí của nó trên nắp máy,hoặc thân máy.( đổ
xăng hoặc dầu điêzel lên bề mặt của tán xu páp).
- Sau thời gian thử xăng (3 phút), dầu khoảng (5 phút), mà không thấy xăng hoặc dầu
rỉ ra ở thân xú pap là đạt yêu cầuvề độ kín khít sau quá trình mài rà.
Hình 2.25.Thử độ kín của xu páp sau mài rà.

35
-Có thể thử độ kín của xu páp sau khi rà và lắp lên động cơ bằng khí nén bằng cách
cho 2 xu páp của máy thử đóng kín hoàn toàn, tháo bu gi và đưa khí nén vào buồng
đốt. Nếu xu páp bị hở khí sẽ thổi ra cửa nạp(xu páp hút) hoặc ra cửa xả (với xu páp xả)
7.4. Kiểm tra, thay mới lò xo xu páp :
7.4.1.Kiểm tra bằng mắt thường:
- Nhìn bằng mắt thường không bị cong, rạn nứt, lệch, mòn vẹt hai mặt đầu hoặc trên
bề mặt lò xo không có vết khía, vết lõm thì phải được thay mới.
7.4.2. Kiểm tra chiều dài lò xo:
Hình 2.25: Kiểm tra chiều dài lò xo
a. Chiều dài của lò xo ở trạng thái tự do không được < 1,5mm so với tiêu chuẩn.
b. Nếu không có số liệu tiêu chuẩn kỹ thuật của lò xo đang kiểm tra, ta có thể so sánh
chiều cao của tất cả các lò xo với nhau, lò xo nào thấp hơn chiều cao của đại đa số các
lò xo khác nhau 1,5mm thì phải thay mới.
7.4.3. Kiểm tra độ vuông góc và độ đàn hồi của lò xo:
a b

36
Hình 2.26: Kiểm tra độ vuông góc và độ đàn hồi của lò xo
a.Độ vuông góc b.Độ đàn hồi.
a. Đặt thước đo vuông góc lên một bề mặt phẳng, dựng đứng lò xo trên một đầu của nó
lên tấm phẳng và dịch chuyển lò xo theo thước.
b. Xoay lò xo và chú ý khoảng cách giữa vòng dây lò xo trên cùng với thước, nếu độ
không vuông góc vượt quá 1,6mm thì ta phải thay mới.
7.4.4. Kiểm tra độ đàn hồi của lò xo: Độ đàn hồi của lò xo : 3kg/cm
37
BÀI 3
SỬA CHỮA CON ĐỘI
VÀ CÒ MỔ
Tổng giờ Thời gian(h)
20h
Lý thuyết Thực hành
3h 17h
MỤC TIÊU
Học xong bài này, học viên có khả năng:
- Trình bày được nhiệm vụ, phân loại, cấu tạo, hiện tượng, nguyên nhân hư hỏng và
phương pháp kiểm tra, sửa chữa của con đội, đũa đẩy và cần bẩy
- Kiểm tra, sửa chữa được các hư hỏng của các chi tiết đúng phương pháp và đạt tiêu
chuẩn kỹ thuật do nhà chế tạo quy định
NỘI DUNG
1. Con đội:
1.1. Nhiệm vụ:
- Con đội là chi tiết trung gian biến chuyển động quay tròn của cam phân phối khí
thành chuyển động tịnh tiến lên xuống của đũa đẩy( xu páp) để điều khiển xu páp đóng
mở cửa nạp,cửa xả cho động cơ.
- Con đội nằm là bộ phận tựa trên vấu cam, nó hoạt động trong một đường dẫn hướng
và chịu lực nghiêng do cam phối khí gây ra, chịu ma sát,mài mòn trong quá trình dẫn
động chuyển động cho xu páp.
1.2. Phân loại:
- Chia làm 3 loài chính sau:
+ Con đội hình nấm và hình trụ
+ Con đội con lăn
+ Con đội thủy lực
1.3. Cấu tạo: Con đội có cấu tạo chung gồm 3 bộ phận chính:
a. Bộ phận dẫn hướng (thân con đội)
b. Bộ phận tiếp xúc với cam phân phối khí trên trục cam để nhận truyền động.
c. Bộ phận tiếp xúc với đuôi(hoặc đũa đẩy) của xu páp .
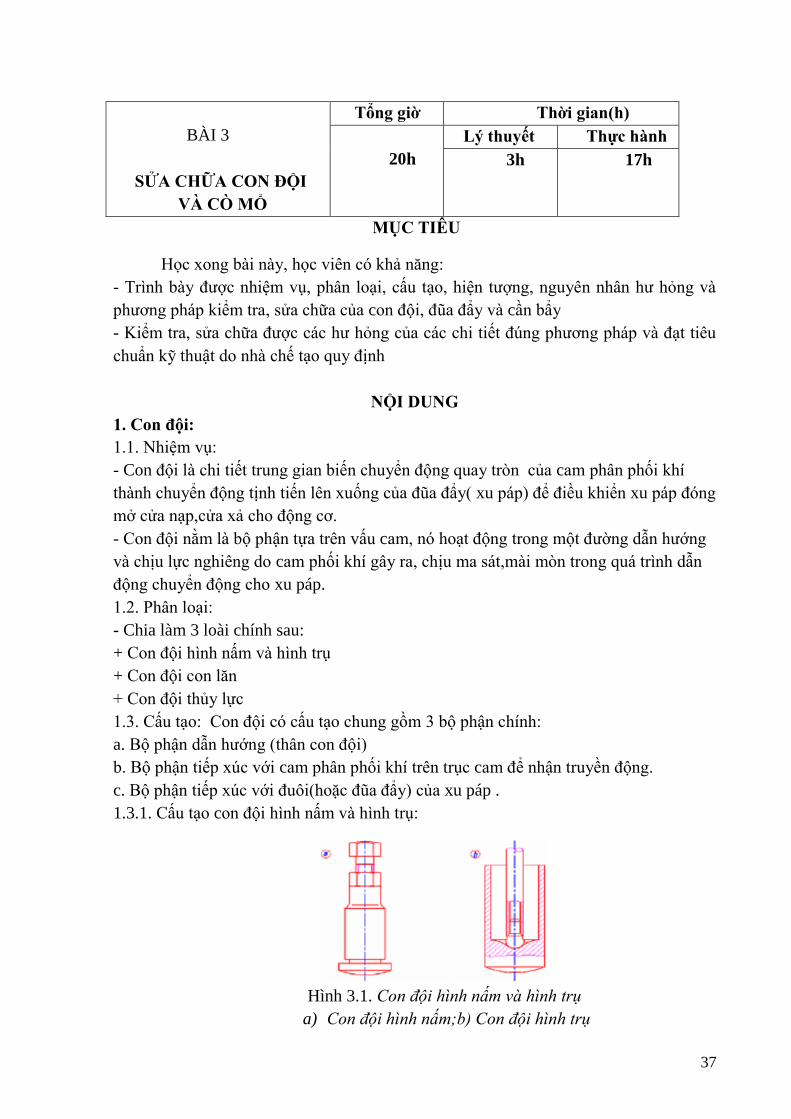
1.3.1. Cấu tạo con đội hình nấm và hình trụ:
Hình 3.1. Con đội hình nấm và hình trụ
a) Con đội hình nấm;b) Con đội hình trụ
38
- Loại này được dùng khá phổ biến trên các động cơ ôtô máy kéo.
- Khi dùng con đội này, dạng cam phân phối khí phải dùng cam lồi.
- Đường kính của mặt nấm tiếp xúc với cam phải lớn để tránh hiện tượng bị kẹt.
a. Con đội hình nấm (a) được dùng trong cơ cấu phân phối khí kiểu xu páp đặt.
- Thân con đội thường nhỏ và đặc để giảm trọng lượng, trên đầu có bu long điều chỉnh
khe hở nhiệt.
- Động cơ xu páp treo (Zil. l30, tôyota) thân con đội có đường kính lớn, phía bên trong
rỗng, diện tích tiếp xúc với lỗ dẫn hướng lớn. Phần đường kính( rỗng )phía trong tiếp
xúc với đầu đũa đẩy thường có đường kính lớn hơn đường kính của đầu đũa đẩy
khoảng 0,2 - 0,3mm.
b. Con đội hình trụ có kích thướcthân vừa bằng đường kính mặt tiếp xúc. Mặt tiếp xúc
với cam của con đội hình nấm và hình trụ thường không phải là mặt phẳng mà là mặt
cầu có bán kính khá lớn R = 500 - 1000mm.
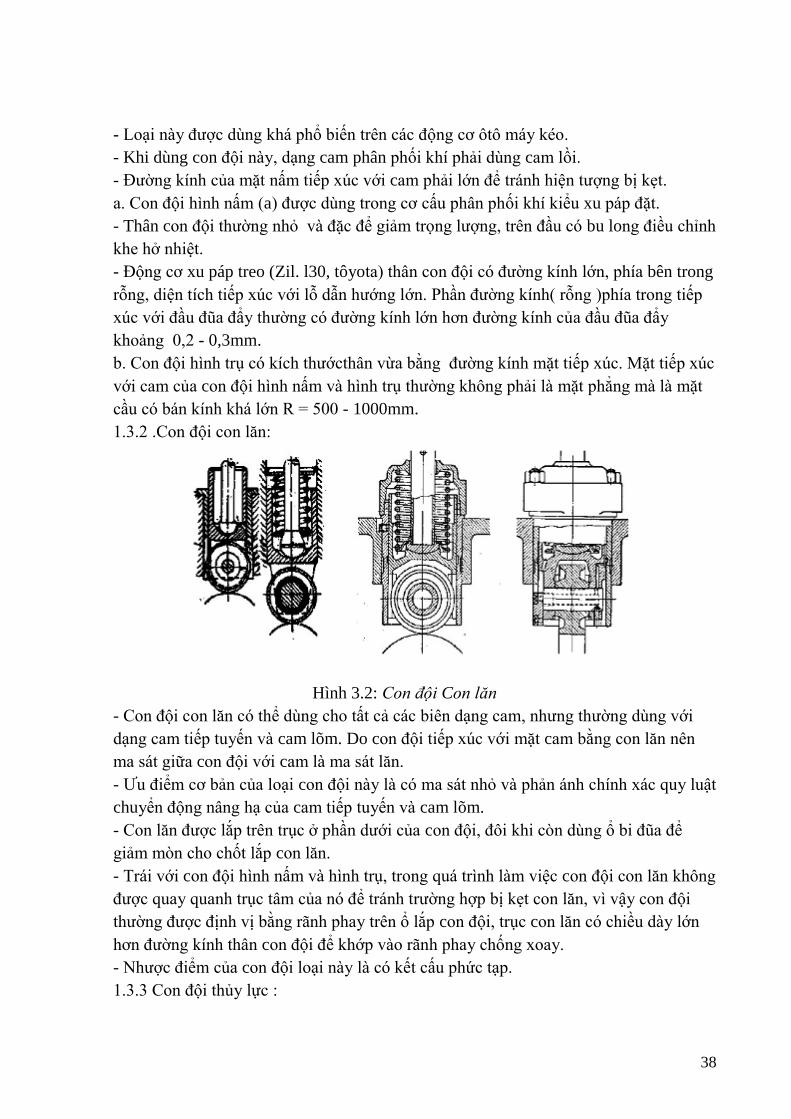
1.3.2 .Con đội con lăn:
Hình 3.2: Con đội Con lăn
- Con đội con lăn có thể dùng cho tất cả các biên dạng cam, nhưng thường dùng với
dạng cam tiếp tuyến và cam lõm. Do con đội tiếp xúc với mặt cam bằng con lăn nên
ma sát giữa con đội với cam là ma sát lăn.
- Ưu điểm cơ bản của loại con đội này là có ma sát nhỏ và phản ánh chính xác quy luật
chuyển động nâng hạ của cam tiếp tuyến và cam lõm.
- Con lăn được lắp trên trục ở phần dưới của con đội, đôi khi còn dùng ổ bi đũa để
giảm mòn cho chốt lắp con lăn.
- Trái với con đội hình nấm và hình trụ, trong quá trình làm việc con đội con lăn không
được quay quanh trục tâm của nó để tránh trường hợp bị kẹt con lăn, vì vậy con đội
thường được định vị bằng rãnh phay trên ổ lắp con đội, trục con lăn có chiều dày lớn
hơn đường kính thân con đội để khớp vào rãnh phay chống xoay.
- Nhược điểm của con đội loại này là có kết cấu phức tạp.
1.3.3 Con đội thủy lực :

39
Trên động cơ ô tô hiện đại,thường dùng con đội thủy lực.với cơ cấu xu páp có
con đội này không phải điều chỉnh khe hở nhiệt xupáp vì khi dầu bôi trơn trên đường
dầu chính đi vào thân con đội sẽ tự điền đầy khe hở này nên giúp cho cơ cấu xupáp
làm việc êm ,không có tiếng va đập với đuôi xu páp.
a.Cấu tạo:(Hình 3.3)
Con đội thủy lực có cấu tạo gồm các phần chính sau:
- Ống trượt(2) được lắp trượt khít vào thân(1) của con đội,đáy của thân luôn tỳ lên vấu
cam,thân chuyển động tịnh tiến trong ống dẫn hướng. Trên thân và trên ống trượt có
các lỗ luôn thông với đường dầu chính của hệ thống bôi trơn động cơ.
b. Nguyên lý làm việc:
-Thời điểm đóng xu páp: Lúc này thân con đội nằm ở vị trí thấp nhất, áp suất dầu bôi
trơn của đường dầu vào khoang chứa dầu ở đáy của thân (1) sẽ nâng ống trượt (2)lên,
thông qua đũa đẩy , đội cần bẩy lên để triệt tiêu khe hở ở đuôi xupáp(lúc này cũng do
áp suất dầu không thắng được sức căng lò xo xu páp nên không đẩy mở được xu páp).
Do khe hở nhiệt được triệt tiêu,nên khi mở xu páp không gây tiếng va đập với đuôi xu
páp.
-Thời điểm mở xu páp: Khi vấu cam đẩy thân con đội đi lên,áp suất dầu trong khoang
chứa của thân tăng đột ngột sẽ đóng kín nhờ van bi một chiều,dầu trong thân không
thoát ra được ,do đó ống trượt (2) và thân (1) của con đội trở thành một khối và cùng
được đẩy lên mở xu páp nhờ lực đẩy của vấu cam.
- Quá trình hoạt động liên tục như vậy,khi đó một ít dầu bôi trơn trong khoang chứa ở
thân (1) bị lọt qua khe hở giữa ống trượt và thân thì dầu mới lại được nạp vào để triệt
tiêu khe hở xu páp.
Hình 3.3: Con đội thuỷ lực
40
2.Cò mổ (Cần bẩyhoặc gọi là Đòn gánh) .
2.1. Nhiệm vụ:
Là chi tiết trong cơ cấu phân phối khí xu páp treo dùng để truyền lực trung gian từ
đũa đẩy đến xu páp, giúp xu páp đóng mở đúng pha phân phối khí.
2.2. Phân loại (Hình-3.4).
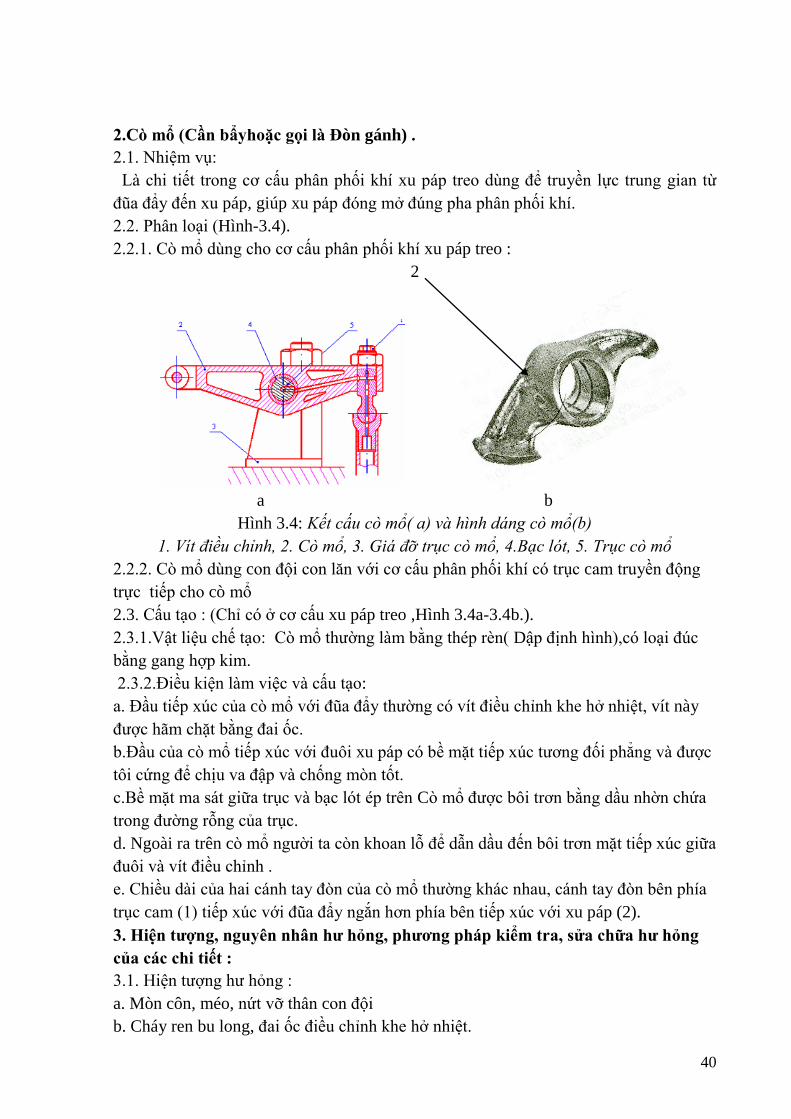
2.2.1. Cò mổ dùng cho cơ cấu phân phối khí xu páp treo :
2
a b
Hình 3.4: Kết cấu cò mổ( a) và hình dáng cò mổ(b)
1. Vít điều chỉnh, 2. Cò mổ, 3. Giá đỡ trục cò mổ, 4.Bạc lót, 5. Trục cò mổ
2.2.2. Cò mổ dùng con đội con lăn với cơ cấu phân phối khí có trục cam truyền động
trực tiếp cho cò mổ
2.3. Cấu tạo : (Chỉ có ở cơ cấu xu páp treo ,Hình 3.4a-3.4b.).
2.3.1.Vật liệu chế tạo: Cò mổ thường làm bằng thép rèn( Dập định hình),có loại đúc
bằng gang hợp kim.
2.3.2.Điều kiện làm việc và cấu tạo:
a. Đầu tiếp xúc của cò mổ với đũa đẩy thường có vít điều chỉnh khe hở nhiệt, vít này
được hãm chặt bằng đai ốc.
b.Đầu của cò mổ tiếp xúc với đuôi xu páp có bề mặt tiếp xúc tương đối phẳng và được
tôi cứng để chịu va đập và chống mòn tốt.
c.Bề mặt ma sát giữa trục và bạc lót ép trên Cò mổ được bôi trơn bằng dầu nhờn chứa
trong đường rỗng của trục.
d. Ngoài ra trên cò mổ người ta còn khoan lỗ để dẫn dầu đến bôi trơn mặt tiếp xúc giữa
đuôi và vít điều chỉnh .
e. Chiều dài của hai cánh tay đòn của cò mổ thường khác nhau, cánh tay đòn bên phía
trục cam (1) tiếp xúc với đũa đẩy ngắn hơn phía bên tiếp xúc với xu páp (2).
3. Hiện tượng, nguyên nhân hư hỏng, phương pháp kiểm tra, sửa chữa hư hỏng
của các chi tiết :
3.1. Hiện tượng hư hỏng :
a. Mòn côn, méo, nứt vỡ thân con đội
b. Cháy ren bu long, đai ốc điều chỉnh khe hở nhiệt.

41
c. Mòn ống dẫn hướng con đội.
d. Hỏng lò xo, mòn van một chiều của con đội thủy lực
e. Mặt đầu cò mổ phần tiếp xúc với đuôi xu páp mòn lệch,vỡ, trục cò mổ bị cong nứt .
3.2. Nguyên nhân:
Do các chi tiết chịu lực, chịu ma sát lớn trong quá trình làm việc,
trong quá trình lắp ráp chưa đúng kỹ thuật,chế độ bảo dưỡng không đúng quy định,
thiếu dầu bôi trơn,dầu bẩn hoặc kém chất lượng.
3.3. Kiểm tra con đội , cò mổ:
a. Kiểm tra bằng mắt thường, ngâm cò mổ, trục cò mổ vào dầu điêzel rồi lau khô và
rắc bột mầu lên chỗ nghi bị nứt. Sau khoảng 5 phút nếu thấy có vệt sẫm mầu là có vết
nứt cần phải sủa chữa,hoặc thay mới.
b. Kiểm tra độ cong vênh trục cò mổ bằng giá chữ V và đồng hồ so,kiểm tra độ mòn
bằng pan me,thước cặp(Hình 3.6)
c. Kiểm tra độ mòn lỗ bạc trục cò mổ bằng pan me đo trong.
d. Đo độ mòn thân con đội bằng thước cặp (pan me),để xác định độ mòn côn, mòn ô
van, độ mòn chân con đội bằng thước thẳng.
3.4.Sửa chữa:
3.4.1.Sửa chữa con đội:
Hình 3.5. Kiểm tra độ mòn con đội
a. Thân con đội nếu bị mòn côn,và méo có kích thước .>0.04mm, phải được sửa chữa.
Độ mòn côn, méo có kích thước cho phép < 0.01mm, độ bóng của thân con đội phải
đạt cấp 8.
b.Khe hở giữa thân con đội với lỗ dẫn hướng <0.018-0.09mm.
c.Lỗ dẫn hướng con đội có độ mòn côn, ô van >0.07mm phải doa lại theo kích thước
sửa chữa,đường tâm của 2lỗ dẫn hướng cạnh nhau có độ không song song lớn nhất
cho phép = 0.10mm
3.4.2.Sửa chữa cò mổ:

42
a b
Hình 3.6. Kiểm tra độ mòn trục cò mổ (a) và bạc cò mổ (b)
a. Đầu cò mổ có bề mặt tiếp xúc với đuôi xu páp bị mòn vẹt, mòn không đều, phải mài
phẳng lại, diện tích bề mặt tiếp xúc với đuôi phải đạt=70% (với xu páp treo),đầu bu
long điều chỉnh (với xu páp đặt cũng có tiêu chuẩn tương tự).
b. Đuôi cò mổ bị trờn ren của lỗ ren phải gia công lại,thay mới vít, đai ốc nếu bị hỏng
ren(cho cả loại xu páp treo và đặt).
c. Đảm bảo khe hở giữa bạc và trục cò mổ theo qui định =0.04-0.08mm, nếu mòn quá
quy định thì thay mới.
d. Kiểm tra thường xuyên khe hở nhiệt khi có tiếng kêu xu páp cần điều chỉnh ngay
khi cần thiết .
3.4.3. Bảo dưỡng con đội và cò mổ:
- Làm sạch con đội và cò mổ khi thấy dầu bôi trơn bẩn.
- Cần thay thế con đội, cò mổ không đảm bảo yêu cầu về hình dáng theo qui định.
-Thường xuyên kiểm tra làm sạch các chi tiết bằng khí nén hoặc giẻ sạch.

43
BÀI 4
SỬA CHỮA TRỤC CAM
VÀ BÁNH RĂNG CAM
Tổng giờ Thời gian (h)
18
Lý thuyết Thực hành
3h
15h
MỤC TIÊU
Học xong bài này, học viên có khả năng:
-Trình bày được nhiệm vụ, phân loại, cấu tạo, hiện tượng, nguyên nhân hư hỏng và
phương pháp kiểm tra, sửa chữa trục cam và cơ cấu dẫn động trục cam
- Kiểm tra, sửa chữa được hư hỏng của các chi tiết đúng phương pháp và đạt tiêu
chuẩn kỹ thuật do nhà chế tạo quy định
NỘI DUNG
1. Trục Cam :
1.1. Nhiệm vụ :
a.Trục cam dùng để dẫn động xu páp làm việc đúng các pha phối khí theo thứ tự làm
việc của các xilanh một cách chính xác và kịp thời, một số động cơ ,trục cam còn có
nhiệm vụ dẫn động bơm dầu, bơm nhiên liệu (động cơ điezel) và dẫn động trục của bộ
chia điện (động cơ xăng), bộ cảm biến tốc độ động cơ .
b.Điều kiện làm việc:
Trong quá trình làm việc, trục cam chịu tải trọng động và ma sát mài mòn ở các
cổ trục và các cam.
c. Yêu cầu: Phải có độ cứng vững, biên và chống mài mòn tốt.
1.2. Phân loại :
1.2.1.phân loại theo kết cấu:
a. Trục cam liền (Thường được sử dụng trên động cơ ôtô máy kéo)
b. Trục cam phân đoạn rời.(Thường dùng cho các động cơ tĩnh tại và tàu thủy)
b
a
Hình4.1a: Cam rời Hình 4.1b: Cam liền
:
1.2.2. Phân loại theo động cơ:
a. Động cơ dùng 2 trục cam riêng biệt cho từng loại xu páp xả,xu páp hút (4.2a)

44
b. Với động cơ sử dụng cơ cấu xu páp treo, cơ cấu xu páp đặt chỉ dùng 1 trục cam liền
chung cho cả hai cụm xu páp xả và hút (Hình 4.2b)
1 (Hút) 2(Xả) Trục Cam có Vấu cam xả và hút.
Hình 4.2a: Kết cấu 2 Trục Cam (liên tục) Hình 4.2b: Kết cấu 1 Trục Cam (liên tục)
1.3.Vật liệu chế tạo:
- Trục cam động cơ ô tô nói chung được chế tạo bằng thép 45,vật liệu này tạo nên độ
cứng vững cao, chịu mài mòn tốt.
1.4.Cấu tạo chung của trục cam: (Hình 4.3 a,b).
a.Trục cam trên ôtô thường được chế tạo liền, đầu trục có bánh răng dẫn động. Trên
trục có: Các cam (nạp, thải), các cổ trục cam, tấm căn chặn độ rơ dịch dọc trục.
b.Trên một số động cơ, trục cam còn có cam lệch tâm để dẫn động bơm xăng, bánh
răng dẫn động bơm dầu, bộ chia điện.
c. Các bề mặt làm việc của trục cam như mặt cam, mặt cổ trục cam, bánh răng dẫn
động được thấm Cacbon, tôi cứng và mài bóng. Độ sâu thấm tôi = 0,7 -2mm, độ cứng
đạt 52-65 HRC. Các bề mặt khác và trong trục cam có độ cứng thấp hơn và chịu mỏi,
độ cứng bằng (30 - 40) HRC.
d. Hình dạng và vị trí làm việc của vấu cam được quyết định bởi thứ tự làm việc, góc
phối khí của động cơ.Vấu cam dẫn động xu páp xả và nạp có thể bố trí trên cùng một
trục cam,hoặc sử dụng trục cam riêng biệt cho xu páp xả,xu páp hút
e. Kích thước các cam thường nhỏ hơn đường kính cổ trục vì trục cam lắp theo kiểu
đút luồn qua các ổ trục.
Hình 4.3a.Mặt cắt Trục Cam.
( b): Cấu tạo Trục Cam

45
f. Dạng cam tùy thuộc vào góc phân phối khí và đảm bảo yêu cầu có tiết diện mở xu
páp lớn nhất, có giai đoạn đóng mở với gia tốc và vận tốc nhỏ để tránh va đập, hao
mòn. Trên trục cam thường dùng các dạng cam sau:
+ Cam tiếp tuyến: Là loại cam gồm 2 đường tròn bán kính R1, R2 là 2 đường thẳng
tiếp xúc ngoài. Loại này chế tạo đơn giản thường dùng cho con đội con lăn và con đội
đáy bản cầu. Loại này đóng mở tương đối nhanh.
Hình 4.4: Cam tiếp tuyến
+ Cam lồi: Là loại cam gồm 2 đường tròn bán kính R1, R2 và 2 cung tròn bán kính P
tiếp xúc trong với hai đường tròn bán kính R1, R2. Loại này chế tạo phức tạp, chỉ dùng
được với con đội con lăn, chỏm cầu hoặc đáy bằng.
Hình 4.5: Cam lồi (Mấu cam)
a. Tiết diện cắt ngang b. Mấu cam hút và xả trên Trục Cam
+ Cam lõm: Loại này cũng dùng 4 cung như cam lồi nhưng cung có bán kính P tiếp
xúc ngoài với hai cung tròn bán kính R1, R2. Loại này chế tạo phức tạp, chỉ dùng được
với con đội con lăn, loại cam này đóng mở xu páp nhanh.
2.Các phương pháp dẫn động trục cam:
2.1. Phân loại (Hình 4.6):
Trục cam nhận truyền động quay từ bánh răng trục cơ làm quay trục cam theo một chiều
nhất định, trục cam cung cấp mô men quay và truyền chuyển động cho cơ cấu phân phối khí
hoạt động theo thiết kế. có nhiều phương pháp dẫn động cho trục cam. .
a.Dẫn động trực tiếp bằng bánh răng( Hình 4.6.a):

46
Trục cam được dẩn động nhờ bánh răng trục cam ăn khớp với bánh răng thứ 2 được
lắp ở đầu trục khuỷu.
b. Dẫn động qua trung gian bằng xích (h.4.6.b.): Đối với loại trục cam lắp trên nắp
máy khi trục cam được dẩn động nhờ bằnh xích để làm quay bánh răng trục khuỷu và
bánh răng trục cam, có thêm bánh răng trung gian khi khoảng cách giữa trục khuỷu và
trục cam lớn.
c. Dẫn động qua trung gian bằng dây đai (h.4.6.c.): Đối với loại trục cam lắp trên nắp
máy khi trục cam được dẩn động nhờ đai để làm quay bánh răng trục khuỷu và bánh
răng trục cam, có thêm puly trung gian và cơ cấu điều chỉnh khi khoảng cách giữa trục
khuỷu và trục cam lớn.
Hình 4.6. Các Phương pháp dẫn động Trục Cam
3. Hiện tượng, nguyên nhân hư hỏng, phương pháp kiểm tra, sửa chữa trục cam
và cơ cấu dẫn động:
3.1. Hiện tượng:
Những biểu hiện hư hỏng của trục cam thường là:
a.Trục cong,các vấu cam bị mòn(làm tăng khe hở xu páp),giảm công suất động cơ,tăng
tiêu hao nhiên liệu.
b.Trục cam bị gẫy nứt,mòn cam lệch tâm,mẻ răng dẫn động bơm dầu.
c. Bạc trục cam bị mòn làm áp suất mạch dầu chính giảm ảnh hưởng đến khả năng
truyền động của trục cam cho các bộ phận khác.
d. Bánh răng trục cam bị vỡ, mẻ răng,mòn các răng,gây tiếng kêu khi làm việc.
e. Xích truyền động bị mòn ,chốt xích mòn làm tăng bước xích,dẫn đến không ăn khớp
với bánh răng xích, do đó khi truyền động sẽ gây tiếng kêu,hoặc tuột xích.
3.2.Nguyên nhân:
a.Do làm việc lâu không được bảo dưỡng đúng kỳ hạn
b.Thiếu dầu bôi trơn,dầu bẩn,gây ma sát lớn làm tăng độ mòn.
c. Do lắp ráp và điều chỉnh không đúng kỹ thuật.
3.3.Kiểm tra:
3.3.1. Kiểm tra bằng mắt thường: kiểm tra các vết nứt,xước rỗ mòn của các chi tiết,độ
trùng của dây xích, dây đai .

47
3.3.2.Kiểm tra bằng dụng cụ đo:
a.Kiểm tra trục cam.
- Đo độ cong độ đảo ,độ lệch tâm của trục cam trên máy tiện hoặc khối V, dùng đồng
hồ so(h.4.7).
- Kiểm tra chiều cao vấu cam bằng pan me đo ngoài(Hình 4.8).
- Kiểm tra khe hở lắp ghép giữa cổ trục cam và bạc, bằng cách đo đường kính lỗ bạc
và đo đường kính cổ trục bằng pan me rồi so sánh 2 kích thước, hiệu số của 2 kích
thước đo được sẽ là kích thước của khe hở lắp ghép(Hình.4.9)
- Kiểm tra trục cam về độ thẳng hàng và mài mòn bất thường bằng cách đặt trục cam
lên khối chữ V, đặt đồng hồ so trên mổi cổ trục bạc, quay trục cam và quan sát đồng
hồ, độ đảo hoặc lệch tâm chỉ ra trên đồng hồ là giá trị cong hoặc không còn thẳng hàng
của trục cam.
- Kiểm tra độ nâng của vấu cam có thể được đo bằng đồng hồ chỉ thị kim hoặc được
đo bằng panme đo ngoài.
Độ nâng của vấu cam = A-B
- Kiểm tra độ rơ dọc trục của trục cam, được đo bằng đồng hồ chỉ thị kim (giống như
cách kiểm tra độ rơ dọc trục cơ).
b. Kiểm tra các bánh răng, xích,đai truyền động:
Không bị mài mòn, sứt, nứt , khi làm việc không bị trượt,có độ trùng đảm bảo kỹ
thuật.
4. Sửa chữa và yêu cầu kỹ thuật:
4.1.Sửa chữa trục cam:
Sau một quá trình làm việc,trục cam thường có hư hỏng như:
a. Bị cong ,mòn các vấu cam làm tăng khe nhiệt của xu páp do đó hòa khí hoặc khí nạp
vào buồng đốt không đủ,khí cháy ra ngoài không hết làm giảm công suất động cơ, tăng
tiêu hao nhiên liệu.
b.Trục cam bị cong có thể nắn lại bằng máy chuyên dùng với độ cong cho
phép(=0.025mm trên chiều dài trục)
c. Cổ trục cam bị mòn quá 0.05-1mm phải mài lại,nếu quá cốt phải mạ Crôm rồi mài.
d. Chiều rộng của rãnh then hoa mòn quá 0.055mm phải mang sửachữa.
e. Độ ô van cổ truc cam không quá 0.02mm.
f. Tróc rỗ các bề mặt làm việc có thể hàn đắp, tôi, mạ, lấy lại kích thước ban đầu , nếu
chiều dài vết tróc rỗ trên mép cổ, vấu cam nhỏ hơn 3mm thi có thể rà lại và dùng lại.
g. Khi thay mới trục cam hay sửa chữa thì đều phải thay bạc trục cam mới.sau sửa
chữa độ bóng cổ trục và vấu cam phải đạt cấp V 8- V 9

48
4.2. Sửa chữa bánh răng hoặc xích dẫn động: Khi bánh răng bị vỡ, nứt, mẻ 2 răng liền
nhau,hoặc mẻ 3 răng trên một bánh răng thì thay mới.
- Dây xích, dây đai bị hỏng ,mòn (rơ lỏng )nhiều thì thay mới.
Hình 4.7.Kiểm tra độ đảo Trục cam
Hình 4.8.Kiểm tra mòn vấu cam.
Hình.4.9.Kiểm tra độ mòn cổ bạc trục cam.
49
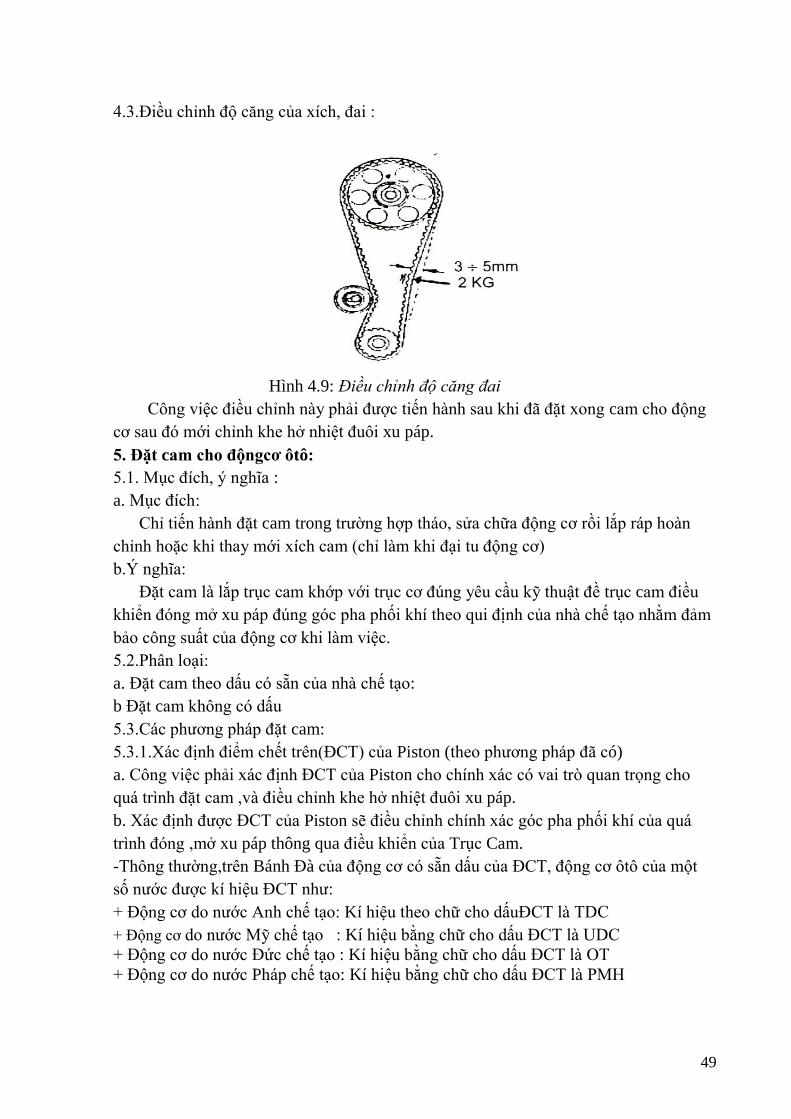
4.3.Điều chỉnh độ căng của xích, đai :
Hình 4.9: Điều chỉnh độ căng đai
Công việc điều chỉnh này phải được tiến hành sau khi đã đặt xong cam cho động
cơ sau đó mới chỉnh khe hở nhiệt đuôi xu páp.
5. Đặt cam cho độngcơ ôtô:
5.1. Mục đích, ý nghĩa :
a. Mục đích:
Chỉ tiến hành đặt cam trong trường hợp tháo, sửa chữa động cơ rồi lắp ráp hoàn
chỉnh hoặc khi thay mới xích cam (chỉ làm khi đại tu động cơ)
b.Ý nghĩa:
Đặt cam là lắp trục cam khớp với trục cơ đúng yêu cầu kỹ thuật đề trục cam điều
khiển đóng mở xu páp đúng góc pha phối khí theo qui định của nhà chế tạo nhằm đảm
bảo công suất của động cơ khi làm việc.
5.2.Phân loại:
a. Đặt cam theo dấu có sẵn của nhà chế tạo:
b Đặt cam không có dấu
5.3.Các phương pháp đặt cam:
5.3.1.Xác định điểm chết trên(ĐCT) của Piston (theo phương pháp đã có)
a. Công việc phải xác định ĐCT của Piston cho chính xác có vai trò quan trọng cho
quá trình đặt cam ,và điều chỉnh khe hở nhiệt đuôi xu páp.
b. Xác định được ĐCT của Piston sẽ điều chỉnh chính xác góc pha phối khí của quá
trình đóng ,mở xu páp thông qua điều khiển của Trục Cam.
-Thông thường,trên Bánh Đà của động cơ có sẵn dấu của ĐCT, động cơ ôtô của một
số nước được kí hiệu ĐCT như:
+ Động cơ do nước Anh chế tạo: Kí hiệu theo chữ cho dấuĐCT là TDC
+ Động cơ do nước Mỹ chế tạo : Kí hiệu bằng chữ cho dấu ĐCT là UDC
+ Động cơ do nước Đức chế tạo : Kí hiệu bằng chữ cho dấu ĐCT là OT
+ Động cơ do nước Pháp chế tạo: Kí hiệu bằng chữ cho dấu ĐCT là PMH

50
c. Bảng trình tự xác định ĐCT cho Piston :
Que dò
Hình 4.10. Xác định ĐCT của Piston.
TT Bước công việc
Yêu cầu
1 Chuẩn bị động cơ,dụng cụ tháo lắp,
Và tay quay.
Động cơ ô tô đủ chi tiết cần thiết
2 Tháo Bugi (hoặc vòi phun) trên máy
Dụng cụ tháo chuyên dùng tuy theo
loại động cơ.
3 Đặt que dò vào xilanh(Đặt trên đỉnh
của Piston)
Que dò.
4 Quay trục cơ theo chiều làm việc để
cho Piston của máy chuyển động lên
phía trên
Nhìn xu páp hút mở ra rồi đóng lại.
5 Quay tiếp đến khi nào que dò bị đẩy
lên vị trí cao nhất và không lên được
nữa
Xác định đỉnh Pistoncủa máy đã ở
ĐCT.(có thể xem dấu ĐCT (o) trùng
với dấu có trên puly hoặc dấu trên
thân máy tuy theo từng loại động cơ.)
5.3.2 Đặt cam có dấu: (chỉ cần lắp sao cho dấu có sẵn trên bánh răng cam trùng với
dấu có sẵn trên trục cơ là được ).
a. Đặt cam cho loại truyền động trực tiếp bằng bánh răng:
A .Bánh răng trục cam
B. Bánh răng trục khuỷu.

51
b
a
Hình 4.10.Dấu đặt cam trên động cơ.
Lắp sao cho dấu ở bánh răng trục cơ trùng với dấu sẵn có nằm giữa hai răng
của bánh răng trục cam (gọi là 2 răng 3 rãnh).
b. Đặt cam cho loại truyền động bằng xích:
Hình4.11.Trục cam ở thân động cơ
Hình 4.12. Trục cam đặt trên nắp máy.
- Loại có trục cam đặt ở thân động cơ: khi lắp sao cho hai dấu ở bánh răng của trục cơ
và bánh răng trục cam nằm trên đường thẳng tâm của 2 bánh răng.(Hình 4.12 ).
- Loại có trục cam đặt ở nắp máy:

52
Khi lắp,cần lắp sao cho dấu hình tam giác ở bánh răng xích trục cơ trùng với dấu
hình tam giác trên thân máy, mắt xích có sơn mấu vàng trùng với dấu có trên bánh
răng xích trục cơ, đồng thời trên bánh răng xích trục cam thì chữ UP hướng thẳng lên
trên,dấu của bánh xích trùng với mặt phẳng nắp máy và mắt xích sơn mầu vàng trùng
với dấu ở trên bánh xích trục cam ( Hình 4.13).
c. Đặt cam cho loại truyền động bằng đai:
Hình 4.13. Truyền động đai
- Đặt dây đai vào bánh răng trục cơ ,lắp sao cho dấu trên bánh đai ở trục cơ(2) trùng
với dấu cố định(1) trên thân máy.
- Đặt dây đai vào bánh răng cam sao cho dấu bánh răng trục cam (2 và E)phải trùng
với dấu cố định (1) ở trên nắp máy.(Hình 4.14).
- Giữ trục cam đứng tại một vị trí,lắp dây đai và bánh răng cam vào trục cam.
- Lắp dây đai vào sao cho phía không có bánh tỳ(Làm căng đai) phải căng ra,phía có
bánh tỳ phải trùng để lắp bánh tỳ vào.lực kéo của lò xo làm bánh tỳ luôn ép vào dây
đai sẽ tự động điều chỉnh độ căng dây đai( Hình 4.15).
5.3.2.Đặt cam không dấu:
Có thể chọn một trong hai cách đặt sau:
a. Dựa vào nguyên tắc sự đóng mở của xu páp:
- Quay cho Piston của máy số1chuyển động lên trên và quan sát khi thấy xu páp xả
chuẩn bị đóng kín,còn xu páp hút chớm mở ( không có khe hở nhiệt đuôi.) ,có nghĩa là
thời điểm này Piston máy 1 đã ở ĐCT.
b. Xem xét thời điểm cuối nén,đầu nổ của máy song hành với máy ta định đặt cam

53
c. Chia 720o cho số răng có trên bánh đà tương ứng 1 răng bằng số độ của vòng quay
720o ,tính ra được góc mở sớm của xu páp để xoay trục cam và lắp bánh răng cam cho
phù hợp với biểu đồ pha phối khí.
-Ví dụ:
+Dựa vào số răng có trên vành răng bánh đà xe Lanoss: 135 răng,tính được góc độ của
một răng là 720o:135 =5,32o.
+Biết góc mở sớm của xu páp hút trước ĐCT là 30o, khi quaycho Piston của máy số1
đến ĐCT (ở kỳ cuối xả ,đầu hút), quay bánh đà ngược lại 5 răng, sau đó lắp bánh răng
trục cam vào ),như vậy đã đặt cam không cần dấu cho máy số 1.
+Đối với các xe khác cũng làm tương tự. (TÔYOTA có số răng :115, xe INOVA có số
răng của bánh đà :139.v.v.)
d.Bảng trình tự đặt Cam không có dấu:
T.T Các bước công việc Yêu cầu
1 Quay trục cơ cho PT của máy 1 đến ĐCT
kết hợp nhìn dấu có trên bánh răng trục cơ
phải trùng với dấu có trên thân máy.
Nhìn dấu của ĐCT có sẵn của nhà
sản xuất.
2 -Quay trục cam theo chiều làm việc của
ĐC (Trục cam không lắp bánh răng cam),
khi Piston máy 1 lên đến ĐCT,quay ngược
trục cam một góc( một số răng), tương ứng
với góc mở sớm của xu páp hút ở kỳ hút.
-Lắp bánh răng cam vào trục và xiết chặt
bu long giữ trục cam. Như vậy đã đặt xong
cam .
+ Có thể nhìn máy xong hành của máy 1 là
máy 4 đang ở cuối kỳ nén đầu kỳ nổ( cả 2
xupáp đều đóng kín, đều có khe hở nhiệt
đuôi xu páp).
-Đặt cam không dấu cho máy số1
,sau khi quay trục cam, có thể xác
định góc đặt cam máy số 1 bằng
cách xác định góc đánh lửa sớm
(cuối kỳ nén, đầu kỳ nổ) của máy
song hành số 4
-Khi cả 2xu páp máy số 4 đều
đóng kín (đều có khe hở nhiệt đuôi
xu páp), lúc này cả 2 xu páp máy
số 1 đều không có khe hở nhiệt và
kiểm tra bằng cách dùng hai ngón
tay cầm và lắc theo chiều dọc(cầm
đầu cò mổ đối với xu páptreo),
cầm thân con đội đối với xu páp
đặt). Cả 2 xu páp đang ở thời điểm
cuối kỳ xả(đóng muộn)và đầu kỳ
hút. (mở sớm) so với ĐCT của PT.
3 Lắp bánh răng cam vào trục cam và xiết
chặt bu long
Xiết chặt đúng lực.
4 Kiểm tra lại dấu đã lắp - Các dấu lắp vẫn trùng nhau.
5 Thử lại bằng cách quay 2 vòng trục cơ thì
trục cam quay được 1 vòng ,khi đó pi tông
máy số 1 ở ĐCT và cả 2 xu páp xả ,hút
đều không có khe hở nhiệt đuôi xu páp.
Xu páp xả chuẩn bị đóng kín, xu
páp hút chuẩn bị mở tương ứng
với góc mở sớm, đóng muộn của
xu páp theo pha phối khí độngcơ).

54
BÀI 5
BẢO DƯỠNG
CƠ CẤU PHÂN PHỐI KHÍ
Tổng
giờ Thời gian (giờ)
15
Lý thuyết Thực hành
3h 12h
MỤC TIÊU
Học xong bài này, học viên có khả năng:
- Trình bày được mục đích, nội dung và yêu cầu kỹ thuật bảo dưỡng cơ cấu phân phối
khí
- Bảo dưỡng được cơ cấu phân phối khí đúng phương pháp và đúng yêu cầu kỹ thuật.
NỘI DUNG
1. Mục đích:
Đảm bảo cơ cấu phân phối khí thường xuyên có tính năng kỹ thuật tốt, giảm cường
độ hao mòn của các chi tiết, ngăn ngừa và phát hiện kịp thời các hư hỏng và sai lệch
kỹ thuật để khắc phục, giữ gìn được hình thức bên ngoài;
2. Nội dung bảo dưỡng:
Bảo dưỡng các thiết bị của cơ cấu bao gồm:bầu lọc không khí, bánh răng trục cam,
trục cam, bạc trục cam, xu páp hút, xả, ống dẫn hướng xu páp, đĩa lò xo, lò xo, trục
đòn bẩy xu páp, cò mổ, vít điều chỉnh, trụ đở trục đòn bẩy, con đôi.
3. Bảo dưỡng định kỳ cơ cấu phân phối khí:
3.1. Mục đích,ý nghĩa của công việc điều chỉnh, bảo dưỡng định kỳ cơ cấu phân phối khí.
a. Mục đích:
Để kiểm tra quá trình hoạt động của các chi tiết và điều chỉnh sau 1 thời gian làm
việc, để đưa các chi tiết trở lại làm việc bình thường, đúng tiêu chuẩn kỹ thuật.
b. Ý nghĩa:
Việc bảo dưỡng, điều chỉnhcơ cấu phân phối khí đúng định kỳ, kịp thời sẽ đảm
bảo được công suất của động cơ, giảm tiêu hao nhiên liệu, giảm được tiếng va đập do
khe hở nhiệt lớn để động cơ chạy êm. Do vậy, phải tiến hành bảo dưỡng, điều chỉnh
khe hở nhiệt đuôi xu páp theo đúng quy định kỹ thuật.
3.2. Kiểm tra, điều chỉnh khe hở nhiệt xu páp:
3.2.1.Mục đích:
- Điều chỉnh khe hở là để chừa ra một khoảng hở thích hợp giữa đuôi Xupáp và đầu
con đội (với xu páp đặt), giữa đuôi xu páp với đầu cò mổ (xu páp treo). Khe hở này là
để chỗ cho xu páp giãn nở dài khi bị làm nóng bởi nhiệt độ khí cháy màvẫn đảm bảo
đóng kín buồng đốt,đồng thời không gây tiếng ồn khi chuyển động,không làm sai lệch
góc pha phối khí của động cơ.(Chỉ điều chỉnh khe hở nhiệt khi động cơ nguội.)
3.2.2. Điều kiện thực hiện:
- Bộ dụng cụ chuyên dùng để điều chỉnh cơ cấu phân phối khí
- Bộ căn lá để kiểm tra khe hở nhiệt của từng xu páp.

55
3.2.3. Trình tự điều chỉnh khe hở nhiệt đuôi xu páp trên động cơ.
a. Các phương pháp điều chỉnh khe hở nhiệt đuôi xu páp
- Điều chỉnh khe hở nhiệt cho loại cơ cấu xu páp treo (Hình 5.1a)
- Điều chỉnh khe hở nhiệt cho loại cơ cấu xu páp đặt (Hình 5.1b)
- Điều chỉnh khe hở nhiệt xu páp từng máy(gọi là điều chỉnh đơn chiếc).
-.Điều chỉnh khe hở nhiệt xu páp cho nhiều máy sau 2 vòng quay của trục cơ
(gọi là điều chỉnh hàng loạt).
b. Khe hở nhiệt thường được hiệu chỉnh theo tiêu chuẩn của nhà chế tạo.
Bảng thông số kỹ thuật:
TT Loại xe ô tô Khe hở nhiệt đuôi xu páp (h:mm )
Xu páp hút Xu páp xả
1 Zin.130 0,25 0,30
2 Maz.500 0,30 0,35
3 Tôyota.4A-F 0,20-0,30 0,25-0,35
4 Uaz 469. 0,25 0,35
5 Focus-Bz1.6L Thay con đội (tự động điều chỉnh khe hở
nhiệt xu páp).
6 Honđa Civic Chỉ cần thay miếng đệm lót của con đội và
tự động điều chỉnh khe hở nhiệt xu páp.
(Chiều dầy: 0.05mm đồng nhất cho tất cả
các miếng căn).
3.3. Điều chỉnh khe hở nhiệt đuôi xu páp động cơ ô tô
3.3.1. Điều kiện thực hiện:
- Bộ cờ lê dẹt của nghề sửa chữa ô tô, khay đựng
- Thiết bị kiểm tra, bộ căn lá, máy nén khí
- Vật liệu: Giẻ lau sạch, dầu sạch
- Động cơ có cơ cấu phân phối khí đủ chi tiết và đảm bảo tiêu chuẩn kỹ thuật
3.3.2.Yêu cầu:
a. Phải biết được thứ tự nổ của động cơ ô tô (có thể nhìn trên nắp máy, thân máy, hoặc
lý lịch xe.v.v.) cần điều chỉnh.
-ví dụ:
+Thứ tự nổ của động cơ 4 máy là: 1-3-4-2. Hoặc 1-2-4-3.
+Thứ tự nổ của động cơ 6 máy là: 1-5-3-6-2-4.
+Thứ tự nổ của động cơ 8 máy hình chữ v là: 1-5-4-2-6-3-7-8.
-Có thể tự xác định thứ tự nổ bằng cách tìm tầm nổ (cuối kỳ nén đầu kỳ nổ)của các
máy như sau:

56
Bước 1: Tháo bu gi (hoặc vòi phun) ra khỏi động cơ
Bước 2 : Nhét giẻ sạch vào các lỗ bu gi (Vòi phun)
Bước 3: Quay trục cơ từ từ đến khi giẻ ở lỗ lắp bu gi của máy 1 bật ra ta xác định
được tầm nổ máy số1
Bước 4 : Quay tiếp trục cơ, thấy máy nào bật giẻ ra tiếp theo máy1và tiếp tục quan sát
các máy còn lại, ghi lại ta xác định được thứ tự nổ của các máy trên động cơ.
b. Lập được bảng thứ tự nổ để điều chỉnh khe hở nhiệt xu páp cho tất cả các
máy.(dùng cho cách điều chỉnh hàng loạt xu páp).
c. Quay cho Piston máy số 1 về tầm nổ ( làm chuẩn), để từ đó xác định kỳ nổ cho các
máy sau theo thứ tự nổ được thiết kế.
d. Xác định được điểm chết trên của máy số 1 (Hình 5.2.)
Khi điều chỉnh khe hở nhiệt cho động cơ, thường phải tìm điểm chết trên (ở cuối
kỳ nén)cho máy 1,cách tìm như sau:
-Đối với động cơ có dấu của ĐCT (điểm chết trên)như zin 130,Tôyota, D12:
+Tháo bu gi (hoặc vòi phun) của máy 1
+ Nút giẻ sạch vào lỗ của bu gi (hoặc lỗ của vòi phun với động cơ điezel)
+ Quay trục cơ đến khi giẻ bật ra(hoặc nhìn xu páp hút máy 1 mở ra rồi đóng lại),rồi
quay tiếp để dấu trên bánh đà trùng với dấu ĐCT có sẵn(trên puli trùng với dấu 0 trên
vách máy,hoặc trên vỏ bánh đà tùy từng hãng xe). Ta đã xác định được vị trí Piston
máy số1 ở ĐCT (cuối kỳ nén).
+Tìm ĐCT của máy kế tiếp tìm theo thứ tự nổ, chỉ việc quay trục cơ đi một góc bằng
khoảng cách nổ( góc lệch nổ) của động cơ đó( Zin. 130 có khoảng cách nổ =90o,động
cơ Tôyota có khoảng cách nổ =180o tùy theo số máy của ĐC).
-Với động cơ không có dấu: Có thể xác định ĐCT ở cuối kỳ nén bằng cách dùng que
dò ( Hình 3.4).
3.3.3. Các phương pháp điều chỉnh khe hở nhiệt xu páp:
a. Điều chỉnh xu páp đơn lẻ từng máy:
Muốn điều chỉnh xu páp máy nào thì phải xác định tầm nổ của máy đó ở cuối kỳ
nén như đã trình bầy ở mục 3.3.2.
Bảng trình tự điều chỉnh khe hở nhiệt xu páp:
T.T Bước công việc Dụng cụ Yêu cầu
1 Quay trục cơ xác định tầm nổ của
máy.
Tay quay Cả hai xu páp của máy
đều có khe hở đuôi xu
páp(có thể lắc dọc con đội
với xu páp đặt),lắc đầu cò
mổ(với xu páp treo)để thấy
khe hở.
2 Nới lỏng đai ốc giữ bu long điều
chỉnh khe hở(với kiểu đặt),đai ốc
giữ vít điều chỉnh (kiểu treo).
Bộ cờ lê dẹt
chuyêndùng,
Tuốc nôvít.
Trong khi nới đai ốc,một
tay dùng cờ lê(tuốc nô vít)
giữ đầu bu long (vít)chỉnh.

57
3 -Đưa lá căn có kích thước chọn
sẵnvào khe hở giữa đuôi xu páp
với đỉnh của bu long chỉnh trên
con đội chỉnh(xu páp đặt)
Hình5.1a.Điều chỉnh khehở của
Xupáp đặt
-Đưa căn lá có kích thước chuẩn
vào khe hở giữa đuôi xu páp với
mặt dưới của đầu cò mổ (kiểu
treo).
Hình .5.1b.
Điều chỉnh khe hở xu páp treo
Bộ căn lá
chuyên dùng
Cờ lêchuyên
dùng
- Di chuyển lá căn,nếu thấy
lỏng thì giữ đai ốc ,vặn
Bu long tăng (giảm) chiều
cao để giảm (tăng) khe hở
(kiểu đặt), giữ đai ốc xoay
vít điều chỉnh tăng(giảm)
chiều dài để giảm(tăng)khe
hở (kiểu treo).
- Nếu khe hở nhỏ quá thì
làm ngược lại.

58
4 Kéo nhẹ lá căn,thấy có lực giữ nhẹ
sít là được, xiết chặt đai ốc hãm
2 Cờlê dẹt
14-17
( xu páp đặt)
Cờlê choòng
12-14,
Tuốc nô vít
Căn lá
(xu páptreo)
-Một cờlê giữ Đai ôc , một
cờlê vặn bu long đầu con
đội (kiểu đặt),
-Tuốc nôvít để giữ và vặn
vít chỉnh xoay ra, vào, một
Cờlê choòng để vặn đai
ốc.( kiểu treo).
5 Kiểm tra lại khe hở nhiệt của đuôi
xu páp cho chính xác.
Lá căn có
kích thước
lớn hơn và
nhỏ hơn 1
mức so với
lá căn mẫu
Lá căn dầy hơn không
lọt qua khe hở đã điều
chỉnh.
Lá căn mỏng hơn lọt qua
được khe hở là được.
b.Chú ý:
Với động cơ nhiều máy thì điều chỉnh đơn lẻ mất nhiều thời gian,vì phải quay
trục cơ nhiều lần nên ít áp dụng. Kỹ thuật điều chỉnh như hình vẽ (Hình 5.1 a,b)
c..Điều chỉnh hàng loạt xu páp sau hai vòng quay của trục cơ.
-Yêu cầu:
+ Nắm được thứ tự nổ của động cơ.
+ Chia được góc lệch công tác (góc lệch nổ) các máy :
Công thức:720o: số xi lanh= góc lệch công tác.
Động cơ 4 máy có góc lệch công tác:720o/4= 180o
Động cơ 6 máy có góc lệch công tác:720o/6=120o
Động cơ 8 máy có góc lệch công tác: 720o/8=90o
+ Lập được bảng thứ tự nổ của động cơ
-Điều kiện:
+ Nhận biết được vị trí lắp đặt xu páp xả và xu páp hút của động cơ.
+Xác định thứ tự nổ của động cơ (ví dụ ĐC 8 máy có thứ tụ nổ là:1.5.4.2.6.3.7.8 với
góc lệch công tác = 90o).
+Bộ căn lá chuyên dùng, bộ Cờlê chuyên dùng .
d.Ví dụ1: Điều chỉnh nhanh xu páp cho động cơ 8 máy hình chữ V:
- Bước 1: Xác định thứ tự nổ của động cơ (theo phương pháp riêng đã có ), xác định
được thứ tự nổ của động cơ 8 máy là:1.5.4.2.6.3.7.8.
- Bước 2 :Tìm góc lệch công tác động cơ 8 máy có góc lệch là 720o/8= 90o
- Bước 3 : Lậpbảng thứ tự nổ của động cơ 8 máy(loại xu páp treo).

59
Góc
quay
của
Trục cơ
Thứ tự đặt các Xi lanh
X H H X X H H X X H H X X H H X
1 2 3 4 5 6 7 8
0-90o
Nổ
hút Xả
nén
nén
hút
Xả
Nổ
90-180o
nén
hút
Nổ
Xả 180-
270o
Xả
Nổ
nén
hút
270-
360o
Nổ
nén
Xả
hút
360-
450o
hút
Xả
Nổ
nén
450-
540o
Xả
Nổ
hút
nén
540-
630o
nén
hút
Xả
Nổ
630-
720o
hút Xả nén Nổ
Chú thích : Xu páp xả(X); Xu páp hút(H).
Bước 4: Dựa vào bảng thứ tự nổ trên,tiến hành điều chỉnh khe hở nhiệt theo trình tự
Bảng trình tự điều chỉnh khe hở nhiệt xu páp cho động cơ 8 máy.
TT
.
Bước công việc Yêu cầu
1 Xác định tầm nổ của máy
(lấy máy số 1 làm chuẩn).
Quay cho Piston của máy 1
lên ĐCT ở cuối kỳ nén,
đầu kỳ nổ.
Xác định điểm chết trên theo các bước
riêng. (cuối kỳ nén đầu kỳ nổ).
2 -Quay trục cơ1/2vòng (ứng
với một gócquay của Trục
cơ từ 0-180o).
-Xu páp hút của máy1đóng kín,điều chỉnh
được khe hở nhiệt xu páp hút.
Máy số2 điều chỉnh được(X+H)
Máy số 4 chỉnh(X),
Máy số5 chỉnh (X+H)
Máy số 6 chỉnh(X),
Máy số 8 chỉnh (H).
3 -Quay tiếp Trục cơ tiếp
1/2vòng nữa(ứng với góc
quay từ 180o-360o)
-Điều chỉnh được các xu páp sau :
Máy số 3(X),

60
Máy số 4(H).
4 Quay tiếp Trục cơ tiếp
1/2vòng nữa(ứng với góc
quay từ 360o-540o)
-Điều chỉnh được các xu páp sau :
Máy số 3(H),
Máy số 6 chỉnh được(H)
5 -Quay tiếp Trục cơ tiếp 1/2
vòng nữa (ứng với góc
quay từ 540o-720o).
-Điều chỉnh được các xu páp sau:
Máy số 7(H+X)
Máy số 4(X),
Máy số (X ) .
d. Ví dụ 2: Điều chỉnh khe hở nhiệt xu páp cho động cơ 6 máy thẳng hàng.
- Điều kiện:
+ Động cơ ôtô loại 6 máy hoạt động bình thường
+ Bộ dụng cụ sửa chữa ôtô, bộ căn lá điều chỉnh khe hở nhiệt đuôi xu páp.
Bước 1:
- Xác định thứ tụ nổ của động cơ 6 máy là 1.5.3.6.2.4.
- Xác định vị trí lắp đặt xu páp xả và xu páp hút.
Bước 2: Tìm góc lệch công tác của động cơ 6 máy:
Góc lệch công tác (góc lệch nổ) là 720o/6 =120o
Bước 3 : Lập bảng thứ tự nổ như sau :
Bảng thứ tự nổ động cơ 6 máy
Góc quay
Trục cơ
Độ(o)
Thứ tự Xilanh
X H H X
X H H X X H H X
1 2 3 4 5 6
0-60
Nổ
Xả
Hút Nổ
Nén
Hút 120
Nén
Xả 180
Hút 240
Xả
Nổ
Nén 300
Nổ
Hút 360
Nén 420
Hút
Xả
Nổ 480
Xả
Nén 540
Nổ 600
Nén
Hút
Xả 660 Hút
Nổ 720 Xả
Bước 4:Điều chỉnh khe hở nhiệt xu páp.
-Nhìn vào bảng ta thấy:
+Nếu máy số 1 ở đầu kỳ nổ (0-60o),máy số 2 ở giữa kỳ nổ, máy số3 ở cuối kỳ hút máy
số4 ở cuối kỳ nổ, máy số5 ở giữa kỳ nén ,và máysố 6 ở đầu kỳ hút.

61
+Khi quay trục cơ 1/2 vòng (0-180o) ta điều chỉnh được xu páp các máy sau:
Xu páp hút các máy : 1,3,5
Xu páp xả các máy : 3,5,6
+Quay trục cơ tiếp 1/2 vòng nữa (180-360o),điều chỉnh tiếp xu páp các máy sau:
Xu páp hút các máy : 6
Xu páp xả các máy : 2, 4
+Quay Trục cơ tiếp 1/2 vòng nữa (360-540 o), điều chỉnh được xu páp các máy sau:
Xu páp hút các máy : 2,4.
+Quay Trục cơ tiếp 1/2vòng cuối cùng (540-720o) điều chỉnh nốt xu páp xả máy 1
Kết luận:
- Sau 2 vòng quay của Trục cơ điều chỉnh hết xu páp các máy của động cơ.
- Điều chỉnh được nhiều xu páp theo cách lập bảng thứ tự nổ cho động cơ nhiều máy
tiết kiệm được thời gian làm việc.
- Để điều chỉnh chính xác khe hở nhiệt các xu páp dựa vào góc lệch công tác của động
cơ.Tuy nhiên còn phải nắm được góc mở sớm,đóng muộn của xu páp(xả, hút)do nhà
chế tạo quy định ,thông thường các loại động cơ ôtô đều tính toán góc mở sớm,đóng
muộn cho xu páp theo bảng :
Bảng thông số kỹ thuật:
Động cơ Xu páp hút
Góc độ(o)
Xu páp xả
Góc độ(o)
Mở sớm Đóng muộn Mở sớm Đóng muộn
Tôyota
Inôva
52 64 44 8
Tôyota
Zace
15 51 49 17
Zin 130 31
73 67 47
Tôyota
2Nz-FE
2 43 34 2
Honđa
D50
10 46 56 10
D240 16
54 46 18
CMD 14 17 56 56 17
3.6. Chú ý:
3.6.1. Sau khi đã điều chỉnh khe hở nhiệt xu páp(điều chỉnh nguội).
-Trước khi khởi động động cơ,phải kiểm tra lại các hệ thống nhiên liệu, đánh lửa,hệ
thống làm mát.
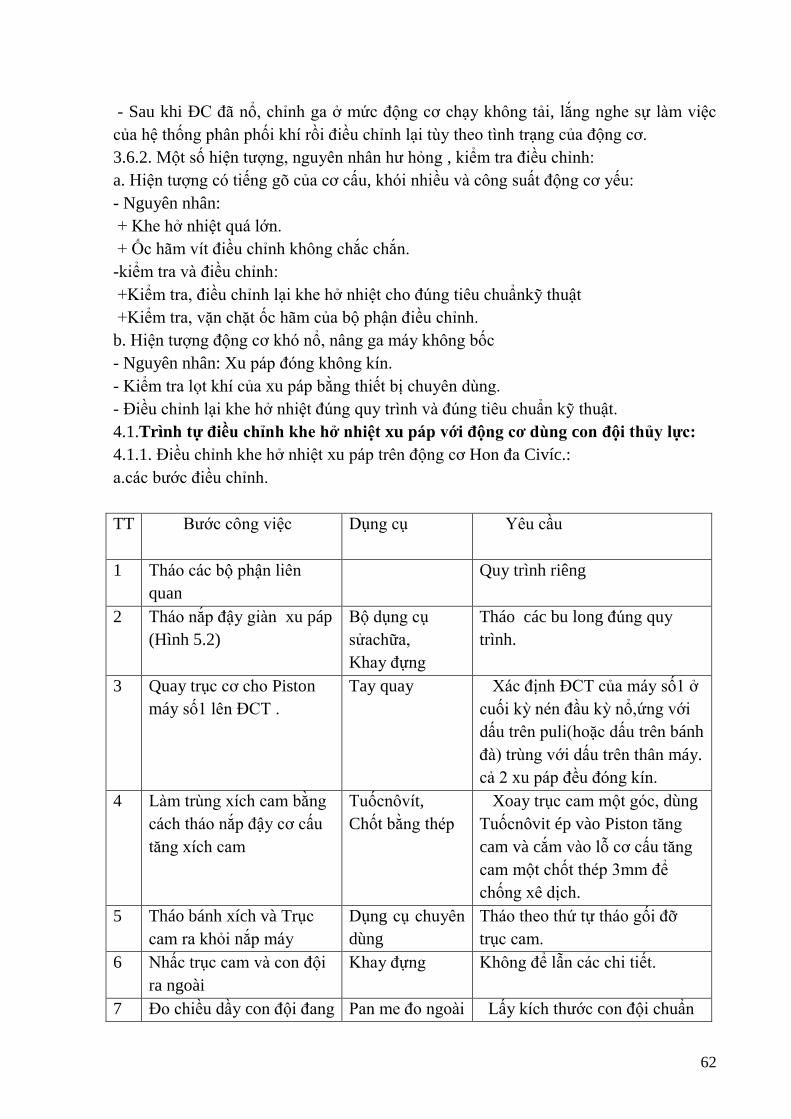
62
- Sau khi ĐC đã nổ, chỉnh ga ở mức động cơ chạy không tải, lắng nghe sự làm việc
của hệ thống phân phối khí rồi điều chỉnh lại tùy theo tình trạng của động cơ.
3.6.2. Một số hiện tượng, nguyên nhân hư hỏng , kiểm tra điều chỉnh:
a. Hiện tượng có tiếng gõ của cơ cấu, khói nhiều và công suất động cơ yếu:
- Nguyên nhân:
+ Khe hở nhiệt quá lớn.
+ Ốc hãm vít điều chỉnh không chắc chắn.
-kiểm tra và điều chỉnh:
+Kiểm tra, điều chỉnh lại khe hở nhiệt cho đúng tiêu chuẩnkỹ thuật
+Kiểm tra, vặn chặt ốc hãm của bộ phận điều chỉnh.
b. Hiện tượng động cơ khó nổ, nâng ga máy không bốc
- Nguyên nhân: Xu páp đóng không kín.
- Kiểm tra lọt khí của xu páp bằng thiết bị chuyên dùng.
- Điều chỉnh lại khe hở nhiệt đúng quy trình và đúng tiêu chuẩn kỹ thuật.
4.1.Trình tự điều chỉnh khe hở nhiệt xu páp với động cơ dùng con đội thủy lực:
4.1.1. Điều chỉnh khe hở nhiệt xu páp trên động cơ Hon đa Civíc.:
a.các bước điều chỉnh.
TT Bước công việc
Dụng cụ Yêu cầu
1 Tháo các bộ phận liên
quan
Quy trình riêng
2 Tháo nắp đậy giàn xu páp
(Hình 5.2)
Bộ dụng cụ
sửachữa,
Khay đựng
Tháo các bu long đúng quy
trình.
3 Quay trục cơ cho Piston
máy số1 lên ĐCT .
Tay quay Xác định ĐCT của máy số1 ở
cuối kỳ nén đầu kỳ nổ,ứng với
dấu trên puli(hoặc dấu trên bánh
đà) trùng với dấu trên thân máy.
cả 2 xu páp đều đóng kín.
4 Làm trùng xích cam bằng
cách tháo nắp đậy cơ cấu
tăng xích cam
Tuốcnôvít,
Chốt bằng thép
Xoay trục cam một góc, dùng
Tuốcnôvit ép vào Piston tăng
cam và cắm vào lỗ cơ cấu tăng
cam một chốt thép 3mm để
chống xê dịch.
5 Tháo bánh xích và Trục
cam ra khỏi nắp máy
Dụng cụ chuyên
dùng
Tháo theo thứ tự tháo gối đỡ
trục cam.
6 Nhấc trục cam và con đội
ra ngoài
Khay đựng Không để lẫn các chi tiết.
7 Đo chiều dầy con đội đang Pan me đo ngoài Lấy kích thước con đội chuẩn

63
dùng và so sánh với Con
đội tiêu chuẩn.
trừ đi khích thước con đội đang
dùng có kích thước khe hở nhiệt
nếu khe hở.>0,01mm phải thay
Con đội mới
8 Bảo dưỡng các chi tiết Dầu rửa, giẻlau,
Khay đựng
Làm sạch muội than, chất bẩn
bám vào chi tiết.
9 Lắp các chi tiết Bộ dụng cụ
chuyên dùng.
Lắp ngược lại với tháo, không
nhầm lẫn chi tiết.
Hình 5.2. Nắp đậy giàn cò mổ Hình.5.3.Dấu của ĐCT
Hình5.4.Làm trùng xích cam Hình 5.5.Kiểm tra mòn tấm căn Con đội.

64
Hình5.6. Tháo các gối đỡ trục cam
Hình.5.7. Tháo trục cam
4.2.Điều chỉnh khe hở nhiệt xu páp động cơ dùng con đội thủy lực có tấm đệm:
a.Bảng trình tự điều chỉnh xu páp trên động cơ Tôyota 4AF:
T
T
Bước công việc Dụng cụ Yêu cầu
1 Tháo các bộ phận liên
quan
Theo quy trình riêng.
2 Kẹp chặt cổ trục cam và
ép con đội xuống.(H 5.8).
Dụng cụ
Chuyên dùng
Một dụng cụ kẹp chặt cổ trục
cam, dụng cụ còn lại ép con đội
xuống.
3 Lấy tấm đệm căn chỉnh
khe hở của con đội ra
(Hình 5.9)
Dụng cụ
Chuyên dùng ,
Tuốcnôvít.
Dùng dụng cụ chuyên dùng, ép
con đội xuống thấp, dùng Tuốc
nôvít gắn nam châm lấy tấm đệm
căn chỉnh khe hở ra.
4 Đo chiều dầy tấm đệm cũ, Pan me, Kích thước đo tấm đệm căn cũ so

65
so sánh với khe hở và
chiều dầy quy chuẩn của
tấm căn mới ( Hình.5.10).
Đo ngoài. sánh với tấm đệm căn mới, nếu
nhỏ hơn quy định, phải thay tấm
mới.
5 Làm vệ sinh các chi tiếtvà
lắp lại theo trình tự ngược
lại
Dầu rửa,
Tuốcnôvít,
Khay đựng.
Không lắp lẫn các chi tiết, làm
hỏng mất tấm căn đệm con đội.
.
Hình 5.8. Ép con đội thủy lực Hình 5.9. Lấy tấm căn khe hở
Hình 5.10. Đo kiểm tấm căn của con đội
4.3. Chú ý:
Trên một số xe đời mới sử dụng con đội thủy lực ,do đặc điểm kết cấu của cơ
cấu phân phối khí tự động điều chỉnh khe hở nhiệt xu páp.Để có thể sửa chữa cơ cấu
phân phối khí và có thể thay thế con đội khi đã mòn hỏng tùy theo quy định của từng

66
hãng sản xuất động cơ ôtô ,tuy nhiên có 2 cách sửa chữa và điều chỉnh khe hở nhiệt xu
páp đang phổ biến tại việt nam hiện nay là:
a. Điều chỉnh khe hở nhiệt xu páp bằng cách thay thế con đội khi mòn quá kích thước
quy định,( ĐC Honđa Civíc ,và có quy trình điều chỉnh, thay con đội riêng của ĐC.
b. Điều chỉnh khe hở nhiệt xu páp bằng cách thay tấm căn đệm trên con đội khi tấm
đệm bị mòn quá kích thước quy định,( động cơ Tôyôta ,với quy trình tháo ,lắp và thay
thế tấm căn đệm riêng cho con đội của)các tấm căn đệm của con đội(tiếp xúc trực tiếp
với đuôi xu páp ), hãng Tôyota sản xuất sẵn các tấm đệm để thay thế khi điều chỉnh
khe hở nhiệt xu páp,tất cả có 25 cỡ chiều dầy từ 2,20mm tới 3,40mm, mỗi cỡ có chiều
dầy khác nhau =0,05mm.kích thước thay thế có ghi rõ trên bề mặt tấm đệm và được
tính như sau:
- Gọi chiều dầy của tấm đệm lót mới là: N mm
- Gọi chiều dầy của tấm đệm lót cũ là : T mm
- Khe hở nấm đo được là : A mm
- Chọn chiều dầy của tấm đệm lót mới để thay là :
+ Với xu páp hút được tính là : N =T +( A – 0,25) mm
+Với xu páp xả được tính là : N = T +( A – 0,30) mm.
- Chú ý : Với chiều dầy N được xác định, khi thay cần chọn tấm đệm lót mới theo cỡ
đã có với kích thước gần nhất so với chiều dầy N.
5. Kiểm tra, điều chỉnh độ trùng dâyxích :
- Nếu dây xích bị mài mòn, rão hoặc bị căng dây xích, khô đâu bôi trơn, sẽ sinh ra
tiếng kêu, chính vì vậy phải căng dây xích để tránh trường hợp dây xích bị căng hoặc
bị chùng quá.
- Cách điều chỉnh dùng Cơlê xiết bu long điều chỉnh dây xích vào, khi dây xích bị
trùng thì dùng Cờlê dẹt nới bu long điều chỉnh dây xích ra khi dây xích quá căng. Điều
chỉnh dây xích đúng khi dùng tay ấn một lực ( F = 2-3 KG) vào dây đai (hoặc xích), có
độ võng từ 3-5mm so với lúc điều chỉnh căng dây xích là được. (Hinh.4.10.)
6. Tháo làm sạch muội than :
Tương tự như trình tự tháo lắp và bảo dưỡng làm sạch muội than trên thân,tán,đế
của xu páp ,đế (Cie) và các chi tiết khác của cơ cấu phân phối khí cũng như trên buồng
cháy của động cơ.
7. Kiểm tra, thay mới các chi tiết bị hư hỏng :
- Kiểm tra hình dạng, kích thước của chi tiết, nếu không đạt tiêu chuẩn phải thay mới
- Kiểm tra quá trình liên kết hoạt động của các chi tiết và cơ cấu, nếu không đảm bảo
phải bảo dưỡng, điều chỉnh và thử lại trước khi đưa động cơ vào hoạt động.

67
MỤC LỤC
TT Tên bài Ghi chú
1 Nhận dạng, tháo lắp cơ cấu phân phối khí. Tr.3
2 Sửa chữa cụm Xúp páp Tr.13
3 Sửa chữa Con đội và Cò mổ Tr.35
4 Sửa chữa Trục cam và bánh răng cam. Tr.40
5 Bảo dưỡng cơ cấu phân phối khí Tr.51

68
TÀI LIỆU THAM KHẢO
1Nguyễn Oanh . 1993 KTSC ôtô NXB- KHKT.
Động cơ ô tô hiện đại
(Xăng, Diezel)
2.Nhà xuất bản 2003
Bộ GTVT: KT Sửa chữa ô tô
3.Nguyễn Tất Tiến 2002 Giáo trình kỹ thuật NXB-KHKT Hà Nội
Nguyễn Xuân Kính : Sửa chữa ô tô - máy kéo.
4.Nhà xuất bản Giáo trình công nghệ Ôtô
Lao động 2010 Phần động cơ.
.
5.Trịnh văn Đại 2007 Cấu tạo và sửa chữa NXB LĐ. Hà Nội
Ninh Văn Hoàn Động cơ ôtô-Xe máy.
Lê Minh Miện