
FTA FMEA/FMECA HAZOP CHECK-LISTS - UniBg
91
1 FTA – FMEA/FMECA – HAZOP – CHECK-LISTS Tecniche di gestione del rischio Analisi delle possibilità di guasto e dei relativi effetti
Transcript of FTA FMEA/FMECA HAZOP CHECK-LISTS - UniBg
1
FTA – FMEA/FMECA – HAZOP – CHECK-LISTS
Tecniche di gestione del rischio
Analisi delle possibilità di guasto e dei relativi effetti
2
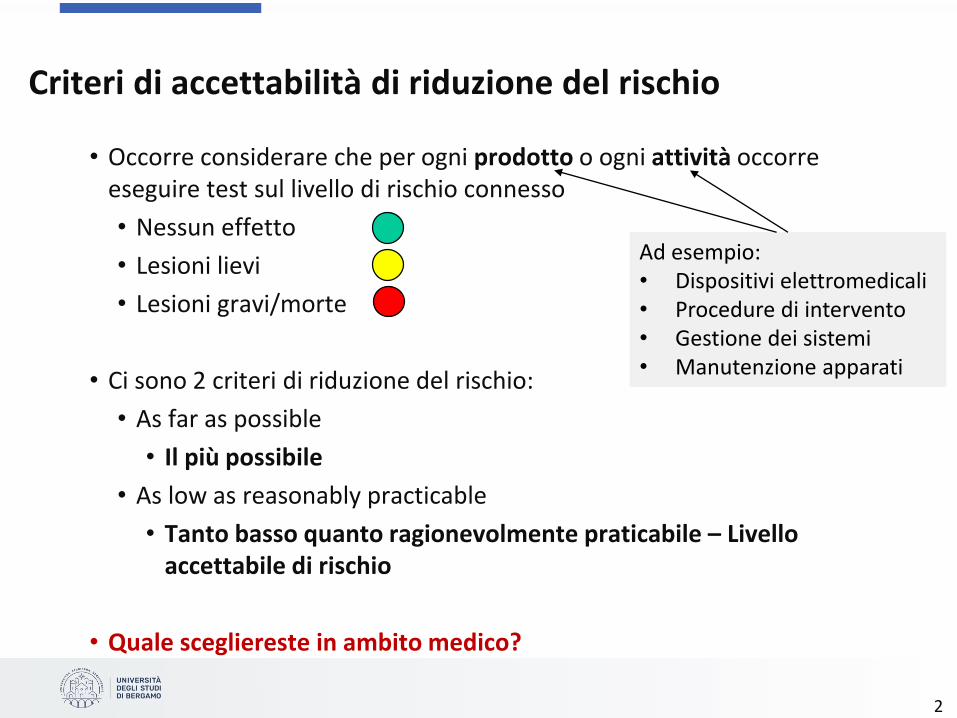
Criteri di accettabilità di riduzione del rischio
• Occorre considerare che per ogni prodotto o ogni attività occorre eseguire test sul livello di rischio connesso
• Nessun effetto
• Lesioni lievi
• Lesioni gravi/morte
• Ci sono 2 criteri di riduzione del rischio:
• As far as possible
• Il più possibile
• As low as reasonably practicable
• Tanto basso quanto ragionevolmente praticabile – Livello accettabile di rischio
• Quale scegliereste in ambito medico?
Ad esempio:• Dispositivi elettromedicali• Procedure di intervento• Gestione dei sistemi• Manutenzione apparati
3
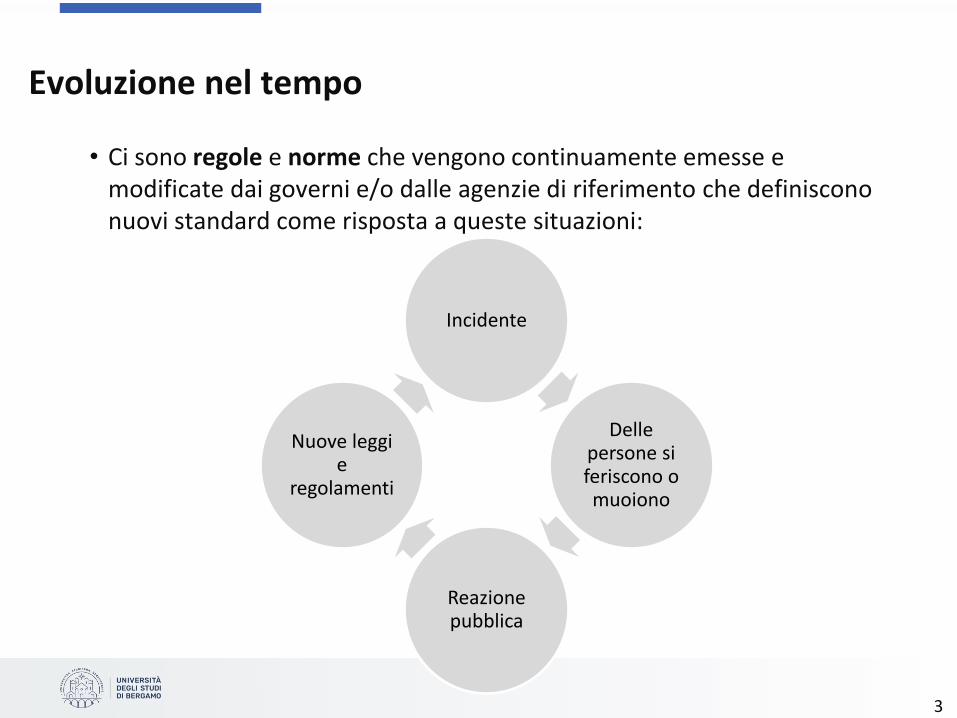
Evoluzione nel tempo
• Ci sono regole e norme che vengono continuamente emesse e modificate dai governi e/o dalle agenzie di riferimento che definiscono nuovi standard come risposta a queste situazioni:
Incidente
Delle persone si feriscono o muoiono
Reazione pubblica
Nuove leggi e
regolamenti
4
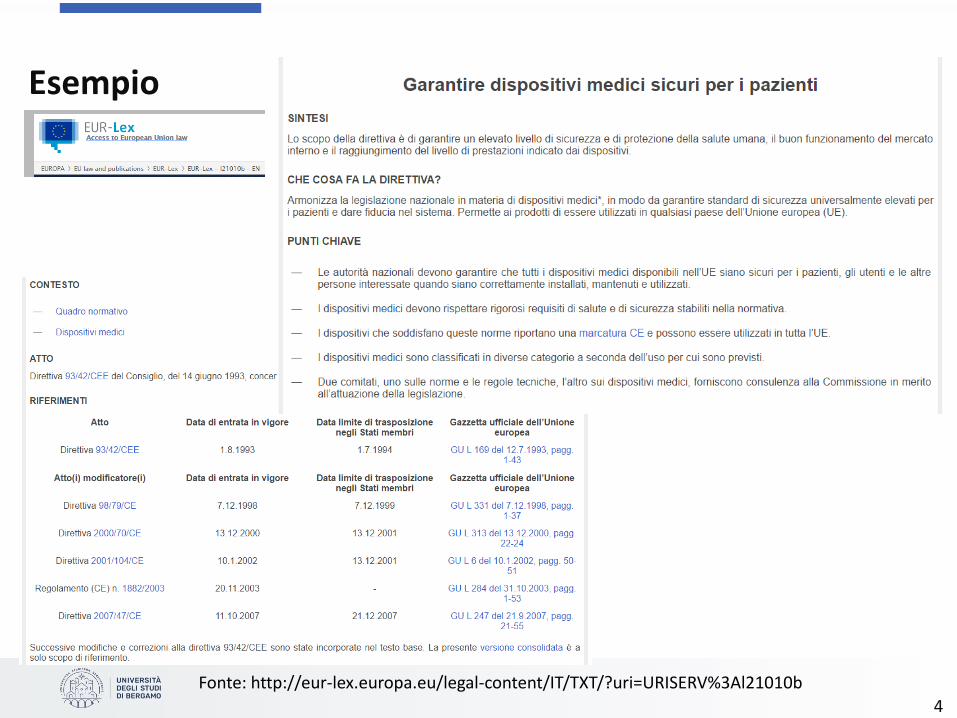
Esempio
Fonte: http://eur-lex.europa.eu/legal-content/IT/TXT/?uri=URISERV%3Al21010b
5
Esempio
6
Esempio
1^ Direttiva Dispositivi Medici 93/42/CEE e s.m.i.I dispositivi medici sono destinati ad essere impiegati sull'uomo a fini di diagnosi, prevenzione, controllo, terapia o attenuazione di una malattia, di una ferita o di un handicap oppure a scopo di studio, sostituzione o modifica dell'anatomia o di un processo fisiologico; o destinati ad interventi sul concepimento.La loro azione non deve essere conseguita con mezzi farmacologici né immunologici né mediante metabolismo.Obblighi dei fabbricanti per l'immissione in commercio …
SERVE UNA CERTIFICAZIONE ! MARCATURA CE !
7
Esempio
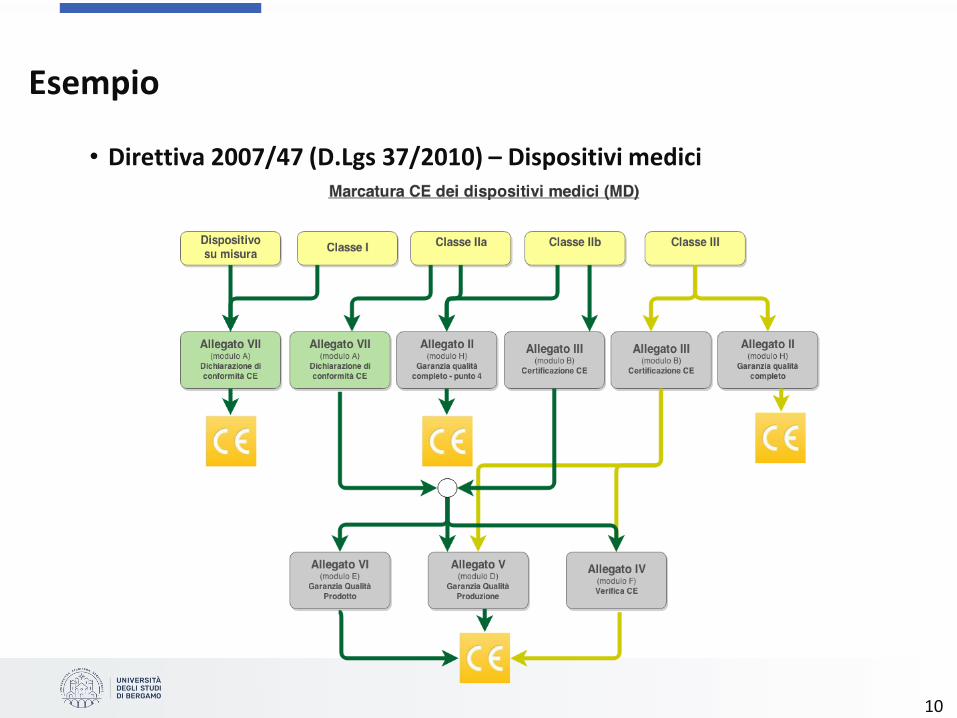
• Direttiva 2007/47 (D.Lgs 37/2010) – Dispositivi medici• Nell'ambito del mercato Europeo per garantire la sicurezza dei Dispositivi Medici (DM)
e assolvere a tutti gli adempimenti di legge, i fabbricanti di dispositivi di classe I (sterile/misurazione), IIa, IIb e III devono applicare la Marcatura CE in accordo alla Direttiva 2007/47/CEE, prima della messa sul mercato. La direttiva 2007/47/CE è entrata in vigore a decorrere dal 21 marzo 2010 ed ha abrogato, riunito ed integrato le vecchie Direttive 93/42 sui dispositivi medici, la Direttiva 90/385 sui dispositivi medici impiantibili attivi e la Direttiva 98/8/CE sui Biocidi. Con l’entrata in vigore di questa nuova direttiva è stata istituita la Commissione Unica sui Dispositivi medici (CUD) in qualità di organo consultivo tecnico del Ministero della Salute che ha il compito di definire e aggiornare il Repertorio di tali dispostivi, di classificarli in classi e sottoclassi specifiche.
8
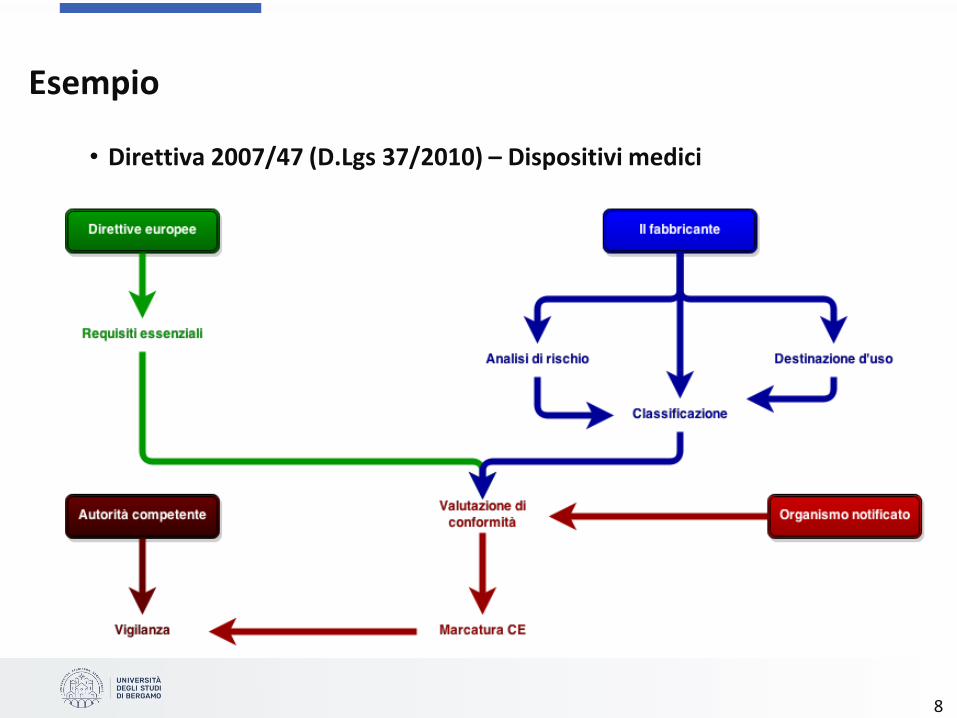
Esempio
• Direttiva 2007/47 (D.Lgs 37/2010) – Dispositivi medici
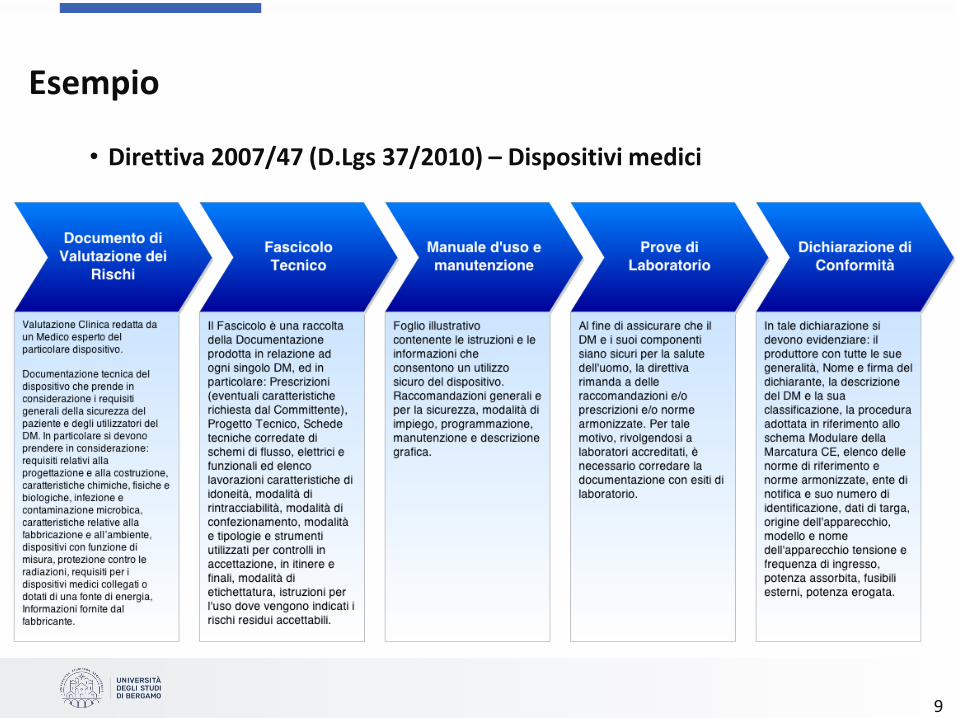
9
Esempio
• Direttiva 2007/47 (D.Lgs 37/2010) – Dispositivi medici
10
Esempio
• Direttiva 2007/47 (D.Lgs 37/2010) – Dispositivi medici
11
Proprio sistema di gestione per la qualità
12
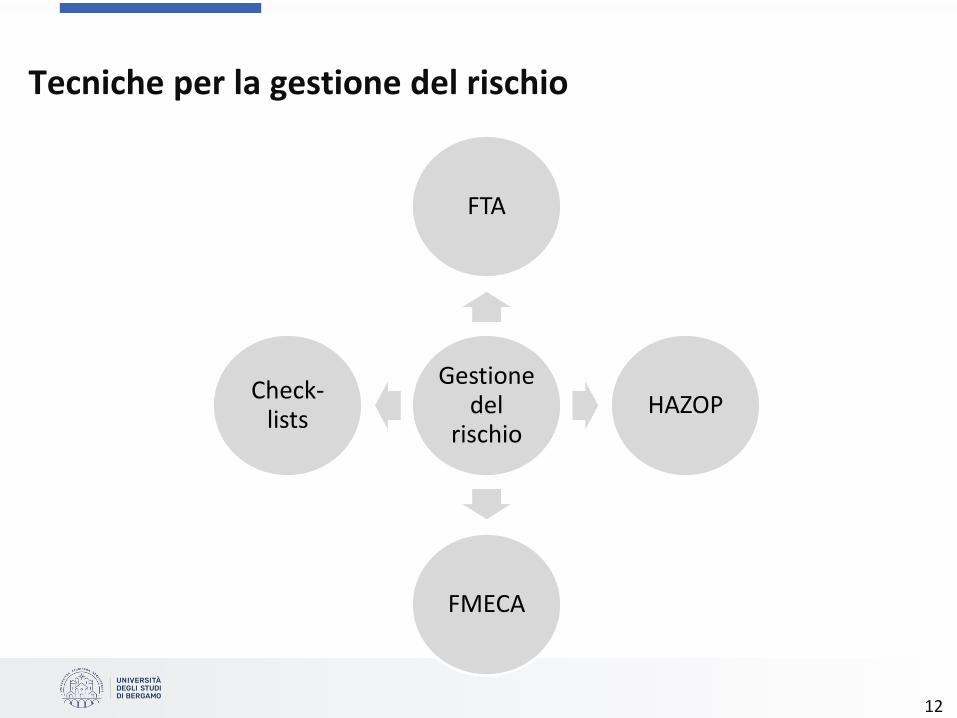
Tecniche per la gestione del rischio
Gestione del
rischio
FTA
HAZOP
FMECA
Check-lists
13
HAZOP
• La metodologia di analisi di pericolo e operabilità (o HAZOP, dall'inglese HAZard and OPerability analysis), ha lo scopo di esaminare gli ambienti di lavoro e identificare i pericoli cui tali ambienti espongano le persone (lavoratori, pazienti, visitatori, …)
• La tecnica HAZOP ha avuto origine da studi di tipo assicurativo su grandi impianti di processo, estendendo la sua applicazione ad ambiti diversi
• Serve il concorso di esperti e operatori coinvolti in un team multidisciplinare che lavora attenendosi agli scopi e alla programmazione dello studio stabiliti dalla committenza
• Si svolge attraverso la formulazione di alcune specifiche domande strutturate; è finalizzato all'individuazione di deviazioni dagli intenti di progetto che possono portare ad inconvenienti di sicurezza o di esercizio
14
HAZOP
• Individuazione dei pericoli esistenti nella gestione di un determinato processo
• I pericoli sono identificati e indagati sulla base di deviazioni (accidentali o meno) di parametri chiave caratteristici del processo in esame
• L’analisi è condotta attraverso fasi di:
• definizione degli ambienti lavorativi
• comprensione dei processi lavorativi che in essi hanno luogo
• disamina di parametri, loro deviazioni e relative conseguenze
• registrazione delle conclusioni su possibili pericoli e di raccomandazioni utili per la loro gestione
• E’ un alternarsi di domande e risposte tra leader e membri del team
• Il leader definisce una serie di punti singolari (nodi) e di sezioni delimitate da più nodi – per ogni sezione il team esamina le possibili deviazioni delle variabili dagli intenti di progetto
15
HAZOP
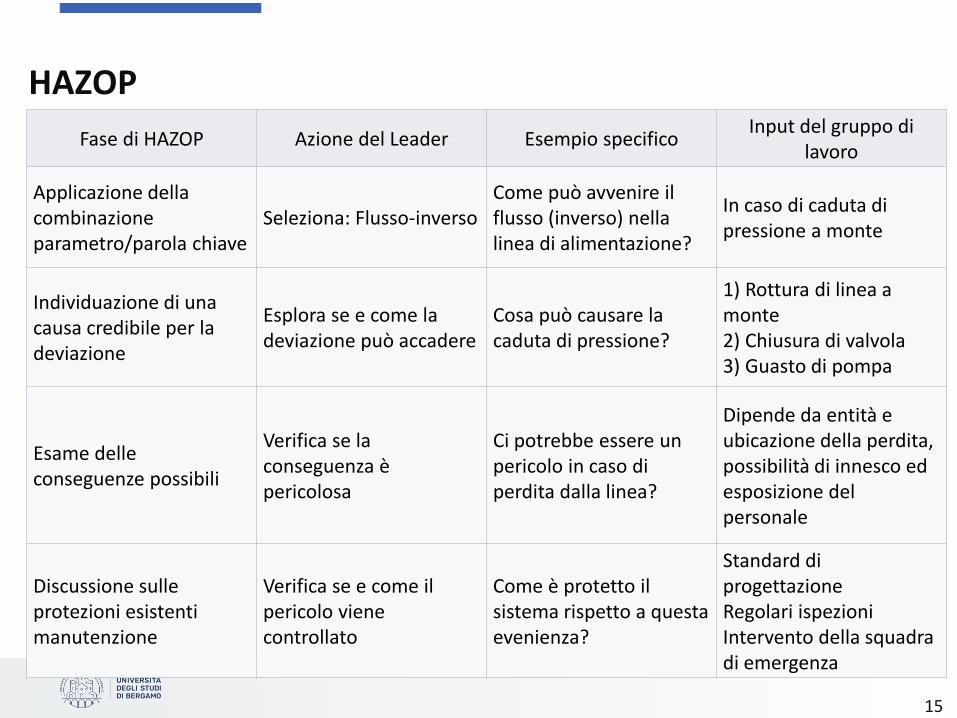
Fase di HAZOP Azione del Leader Esempio specificoInput del gruppo di
lavoro
Applicazione della combinazione parametro/parola chiave
Seleziona: Flusso-inversoCome può avvenire il flusso (inverso) nella linea di alimentazione?
In caso di caduta di pressione a monte
Individuazione di una causa credibile per la deviazione
Esplora se e come la deviazione può accadere
Cosa può causare la caduta di pressione?
1) Rottura di linea a monte2) Chiusura di valvola3) Guasto di pompa
Esame delle conseguenze possibili
Verifica se la conseguenza è pericolosa
Ci potrebbe essere un pericolo in caso di perdita dalla linea?
Dipende da entità e ubicazione della perdita, possibilità di innesco ed esposizione del personale
Discussione sulle protezioni esistenti manutenzione
Verifica se e come il pericolo viene controllato
Come è protetto il sistema rispetto a questa evenienza?
Standard di progettazioneRegolari ispezioniIntervento della squadra di emergenza
16
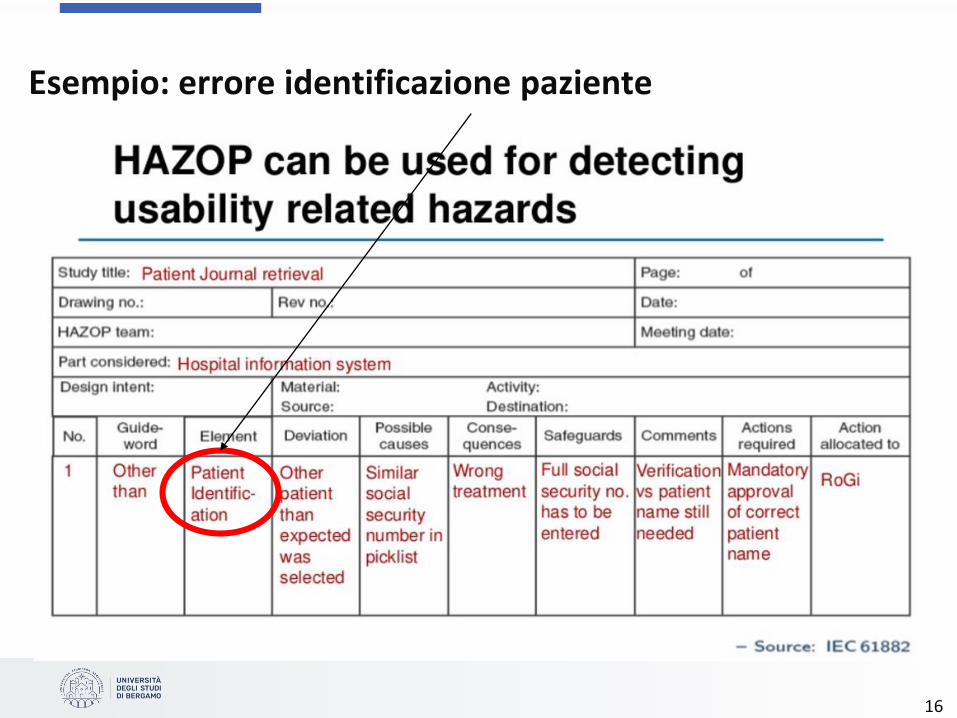
Esempio: errore identificazione paziente
17
CHECK-LIST
• Consiste in una lista di voci di controllo basate sulle esperienze precedenti e da utilizzare in caso di determinate analisi per evitare situazioni già verificatesi, per attivare i procedimenti necessari o confrontare la rispondenza di apparecchiature, materiali, procedure e sistemi di sicurezza con standard di buona tecnica ingegneristica e normative vigenti.
• Con questo metodo è assicurato il livello minimo richiesto nella valutazione dei rischi per qualsiasi tipo di lavoro e può essere applicato ad ogni livello di sviluppo dell’impianto o della fase di progettazione dello stesso
18
WHAT-IF
• Le analisi di tipo what If (cosa succede se...) consistono nel chiedersi:
• quali siano le conseguenze e i pericoli associati a un ipotetico evento
• quali siano le funzioni di sicurezza esistenti che limitino le probabilità (misure di prevenzione) o mitigano le conseguenze (misure di protezione) dell’evento ipotizzato
• quali altre misure possano essere assunte per limitare il rischio (mantenimento e rinforzo delle funzioni di sicurezza o adozione di nuove misure, sostitutive o aggiuntive)
19
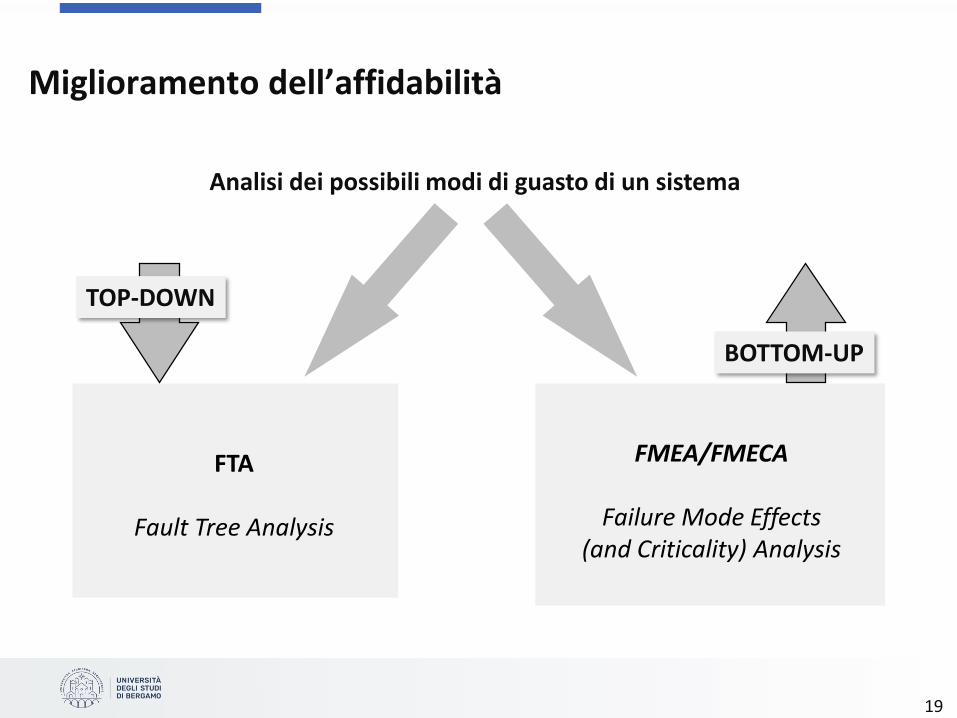
Analisi dei possibili modi di guasto di un sistema
FTA
Fault Tree Analysis
FMEA/FMECA
Failure Mode Effects(and Criticality) Analysis
TOP-DOWN
BOTTOM-UP
Miglioramento dell’affidabilità
20
L’albero dei guasti FTA
• È un diagramma di logica simbolica indicante le relazioni di causa effetto fra l’evento e le cause che vi possono contribuire (simile diagramma causa-effetto di Ishikawa)
• L’analisi FTA può essere qualitativa o quantitativa
• L’albero dei guasti è particolarmente adatto per analizzare le cause potenziali di importanti eventi critici
• Diagramma che rappresenta la relazione tra l’evento (guasto) e le cause che lo potrebbero determinare (approccio preventivo) o che l’hanno determinato (approccio correttivo)
• Permette di valutare la probabilità di accadimento di eventi critici, in modo da poter correggere il progetto, al fine di ridurre i rischi ad essi connessi
21
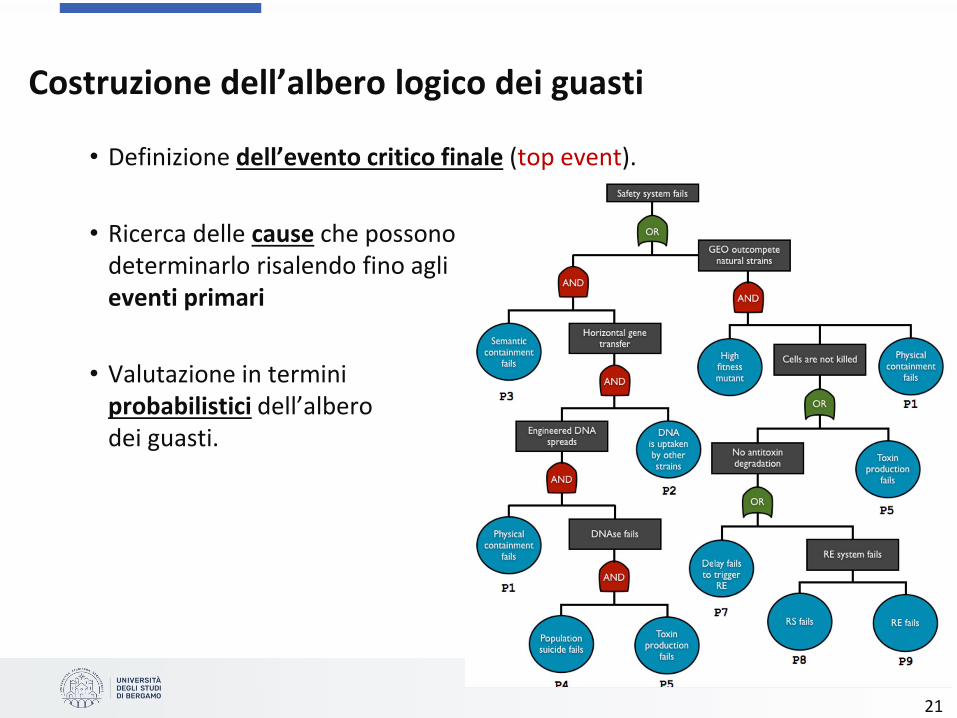
Costruzione dell’albero logico dei guasti
• Definizione dell’evento critico finale (top event).
• Ricerca delle cause che possonodeterminarlo risalendo fino aglieventi primari
• Valutazione in terminiprobabilistici dell’alberodei guasti.
22
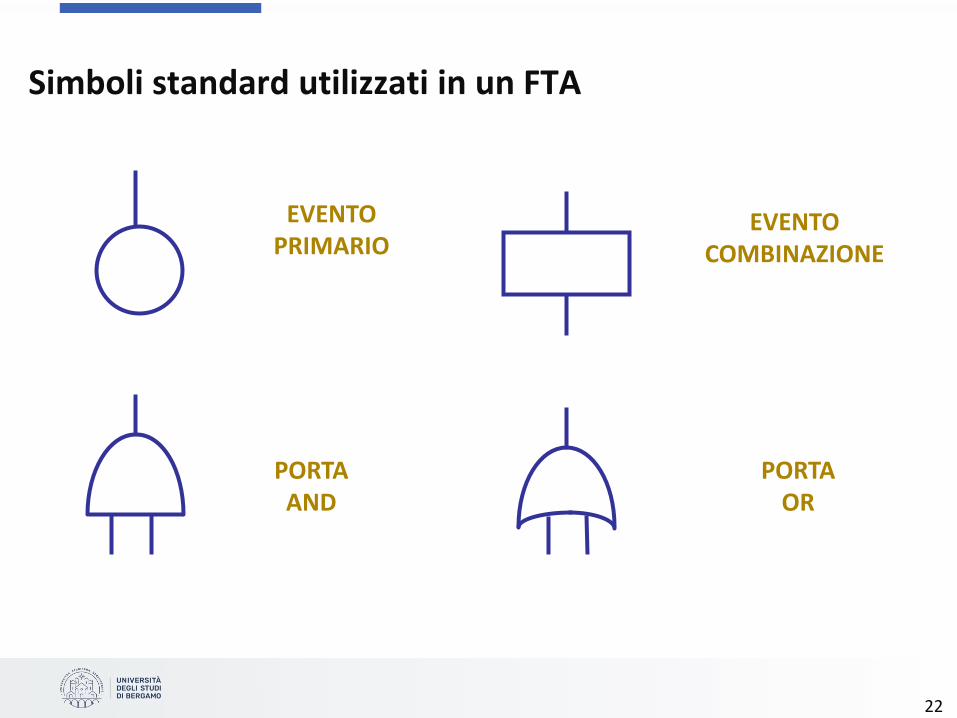
EVENTOPRIMARIO
EVENTOCOMBINAZIONE
PORTAAND
PORTAOR
Simboli standard utilizzati in un FTA
23
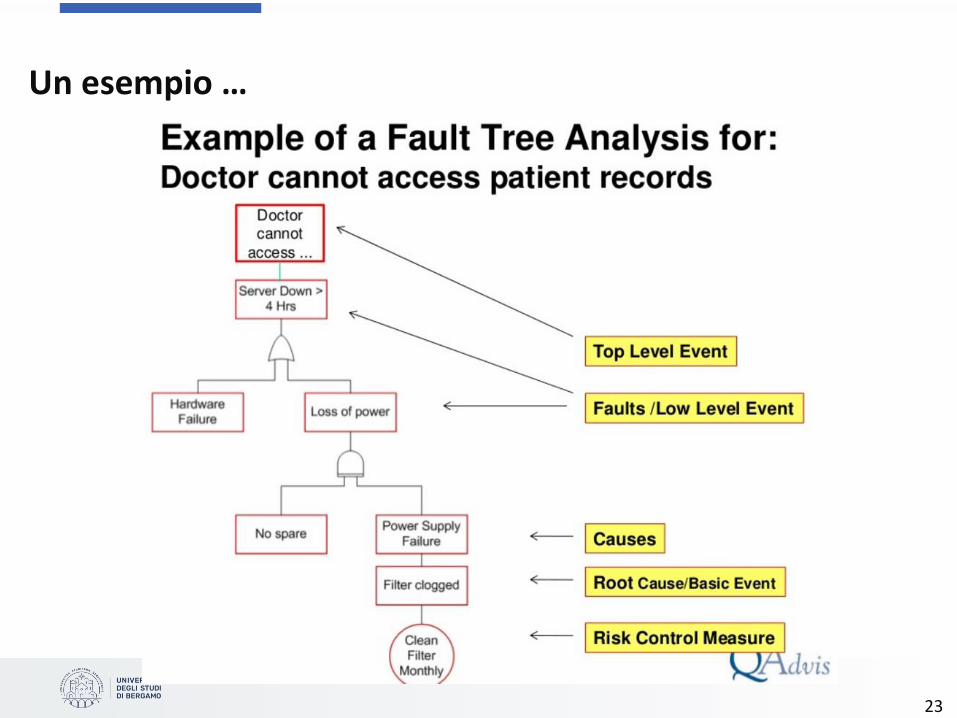
Un esempio …
24
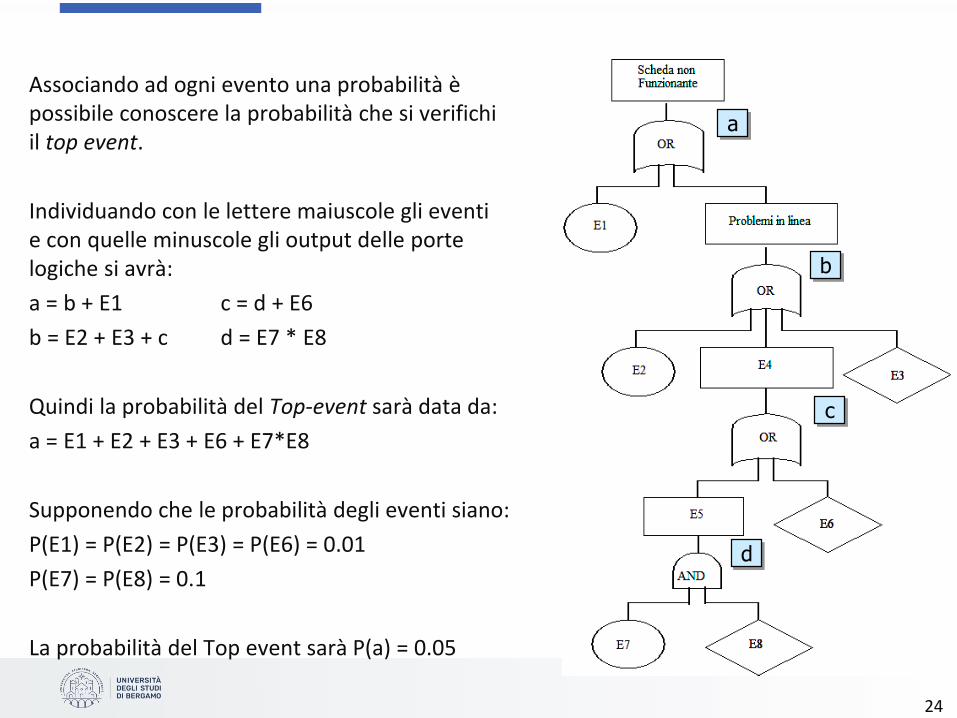
Associando ad ogni evento una probabilità èpossibile conoscere la probabilità che si verifichiil top event.
Individuando con le lettere maiuscole gli eventie con quelle minuscole gli output delle portelogiche si avrà:
a = b + E1 c = d + E6
b = E2 + E3 + c d = E7 * E8
Quindi la probabilità del Top-event sarà data da:
a = E1 + E2 + E3 + E6 + E7*E8
Supponendo che le probabilità degli eventi siano:
P(E1) = P(E2) = P(E3) = P(E6) = 0.01
P(E7) = P(E8) = 0.1
La probabilità del Top event sarà P(a) = 0.05
a
b
c
d
25
FMEA/FMECA
• Obiettivo
• evidenziare, già in fase avanzata di progetto, le eventuali carenze del prodotto/processo in modo da introdurre le modifiche necessarie per migliorarne l’affidabilità
• Standard di riferimento
• US-MIL-STD-1629
• IEC-812
• Utile anche per condurre l’analisi del rischio
• il rischio è definito come la conseguenza indesiderata di una particolare attività in relazione alla probabilità di accadimento della stessa (D: danno, P: probabilità):
R = D x P
26
FMEA
• L’analisi dei modi di guasto e delle relative conseguenze, FMEA (FailureMode and Effects Analysis) è una tecnica previsionale
• E’ nata nel settore aerospaziale nel campo dell’affidabilità dei sistemi elettronici, elettrodomestici, idraulici, etc …
• Attualmente è molto utilizzata dalle case automobilistiche, e dai loro fornitori e sub fornitori utilizzata anche in settori non industriali (banche, assicurazioni, agenzie di viaggio, salute, ospedali, etc …)
• Procede in modo dettagliato “dal basso verso l’alto”, cioè dal possibile malfunzionamento del singolo componente sino ai possibili effetti sull’intero sistema
• Lo scopo è definire in anticipo gli interventi correttivi
• Può essere applicata sui prodotti/servizi ed anche sui processi (non solo quelli produttivi)
27
FMEA
• L’analisi FMEA consiste in una serie di azioni volte a:
• Individuare e valutare tutti i tipi di guasto prevedibili
• Identificare le avarie critiche
• Determinare gli interventi che potrebbero eliminare o ridurre la probabilità che si verifichi il guasto
• Documentare l’analisi stessa
• Con la tecnica FMEA:
• Si ricorre al lavoro di gruppo
• L’analisi è più sistematica ed è documentata
28
Obiettivi della FMEA
• Miglior prodotto/servizio:
• Maggior affidabilità – Soluzione preventiva e non dei problemi
• Riduzione degli scarti – Riduzione delle non conformità
• Riduzione dei costi
• Maggior soddisfazione del cliente/utente
• Migliore comprensione e scambio tra le varie funzioni aziendali
• Maggior cooperazione nell’evitare problemi nello sviluppo, fabbricazione, applicazione, assistenza del prodotto
• Programmi di sviluppo più approfonditi e meglio definiti
• Verifica della:
• Adeguatezza delle modifiche e delle azioni correttive
• Efficienza delle procedure operative
• Requisiti di collaudo
29
FMEA
• L’analisi FMEA deve essere un catalizzatore per stimolare la collaborazione tra le varie funzioni
• Si deve creare un gruppo di esperti composto da:
• Progettista (responsabile dell’analisi FMEA di progetto)
• Responsabile della Produzione
• Responsabile della Qualità
• Responsabile dei Metodi e Cicli di Lavorazione (responsabile dell’analisi FMEA di processo)
• Responsabile Assistenza Tecnica del Prodotto
• Responsabile degli Approvvigionamenti
• E’ consigliabile eseguire l’analisi FMEA di progetto prima di quella di processo … proviamo a pensare perché …
30
FMEA/FMECA
• L’analisi FMEA descritta corrisponde, in realtà, all’analisi FMECA(Failure Mode Effects and Criticality Analysis)
• La FMECA è l’analisi dei guasti e delle relative conseguenze e criticità
• La FMEA, di per sé, sarebbe limitata alla semplice elencazione dei modi di guasto potenziali
• È, ormai, invalso l’uso di chiamare FMEA l’analisi completa, cioè la FMECA
31
FMEA / FMECA
1) FASE PRELIMINARE:
• Suddivisione del sistema in elementi
• Costruzione di un diagramma della struttura funzionale del sistema
• Definizione di ogni elemento
• Descrizione della sua funzione e delle sue prestazioni
2) ANALISI QUALITATIVA:
• Definizione di tutti i possibili modi di guasto associati al singolo elemento
• Identificazione delle possibili cause di guasto
• Descrizione dei sintomi associati ad un dato modo di guasto e del suo effetto locale
• Identificazione delle conseguenze di un dato modo di guasto sul livello successivo e sulla funzione che deve essere realizzata dal sistema
32
FMEA / FMECA
3) ANALISI QUANTITATIVA:
• Stima della probabilità di occorrenza di ogni modo di guasto
• Valutazione della criticità e ripartizione in classi di gravità
• Identificazione delle azioni correttive in grado di eliminare o ridurre l’effetto del modo di guasto in questione
33
Come si sviluppa la FMEA ?
• La base di partenza della FMEA è costituita dall’insieme dal materialerelativo al prodotto/servizio/processo in esame
• Le informazioni devono essere organizzate in modo da essere chiare edoggettive
34
FMEA di progetto
• Serve per prevedere le soluzioni migliorative nello sviluppo di un prodotto o per ridurre gli effetti di malfunzionamenti rilevati in prodotti già esistenti
• L’analisi FMEA di progetto, formalizza in modo sistematico e razionale il processo logico nello sviluppo o miglioramento di un prodotto in modo preventivo
• L’analisi va fatta nell’ottica del cliente
35
FMEA di progetto
• Va analizzato il prodotto in tutti i suoi componenti elementari
• Per ogni elemento occorre definire (valutazione qualitativa):
• Come si può rompere
• Quali possono essere le cause (anche più di una)
• Che effetti ha sul prodotto nel suo complesso
• Come ci si può accorgere della sua rottura
• Occorre poi dare un punteggio (valutazione quantitativa) a:
• Probabilità che il componente si possa rompere
• Gravità dell’effetto che la sua rottura ha sul prodotto
• Rilevabilità del cattivo funzionamento del componente
36
Informazioni per la FMEA di progetto
1. Disegni, specifiche e norme tecniche
2. Analisi funzionale del prodotto, richieste del cliente
3. Obiettivi aziendali del progetto
4. FMEA precedentemente effettuate su prodotti simili
5. Piani di prova sul prodotto
6. Informazioni sulle relazioni con altri sistemi
7. Informazioni sulla “missione” del prodotto
8. Documentazione su problemi di qualità rilevati internamente o presso il cliente su prodotti similari
37
FMEA di processo
• Serve per assicurarsi che nel corso del lavoro/rilascio del servizio siano stati considerati tutti i difetti o le anomalie potenziali e le loro cause
• Nella produzione di pezzi singoli:
• Si procede dall’analisi dei cicli di montaggio dei sottogruppi fino al prodotto finito
• Nei cicli continui:
• Si esaminano tutte le operazioni dalla prima all’ultima
• L’analisi FMEA di processo, formalizza in modo sistematico e razionale il processo logico del processo stesso
38
FMEA di processo
• Nell’analisi FMEA di processo il cliente può essere:
• L’utilizzatore ultimo
• L’utente
• Le operazione produttive immediatamente a valle
• Nel condurre l’analisi si parte dal presupposto che il progetto assolva bene le prestazioni richieste
• Non si devono, quindi, ricercarne gli eventuali punti deboli
• Non si può pretendere di superare tutte le difficoltà del processo mediante modifiche di progetto
• Tuttavia, si possono richiedere modifiche volte a:
• Semplificare i metodi di rilascio del servizio
• Rendere più “sicure” alcune operazioni
39
Informazioni per la FMEA di processo
1. Disegni, specifiche e norme tecniche dei componenti e deicomplessivi
2. Pezzi fisici
3. Documentazione relativa al processo (lay-out, cicli di fabbricazione, istruzioni operative, …)
4. FMEA di processo precedentemente effettuate su prodotti simili
5. FMEA di progetto relativa
6. Sintesi delle problematiche tecnologiche rilevate sui prototipi
7. Documentazione della qualità rilevata internamente o presso ilcliente su prodotti similari
8. Elenco di verifiche standard o cicli di controllo su prodotti similari
40
Fasi di realizzazione della FMEA
1. Definizione del processo/prodotto da analizzare e suddivisione in componenti, operazioni fino alla descrizione delle fasi elementari
2. Individuazione, per ogni fase/componente, delle possibilità di guasto cui associare:
• indice di criticità del guasto (da 1 a 10);
• indice della probabilità di manifestarsi del difetto (da 1 a 10);
• descrizione delle modalità di controllo e indice della probabilità di individuare il guasto qualora si presentasse (1=altissima 10=scarsissima).
3. Calcolo dell’indice del rischio come prodotto dei tre indici descritti
4. Definizione, in relazione alla grandezza dell’indice complessivo, delle priorità d’intervento, delle conseguenti azioni correttive e ripetizione del procedimento indicato ai punti 2 e 3, registrando i risultati a seguire sulla stessa riga
41
Generalità del procedimento
• Per ogni operazione o fase del ciclo/componente:
• Si elencano le funzioni, nel modo più breve e chiaro possibile
• Si elencano tutti i possibili difetti, anomalie o modi di guasto
• Si definisce difetto o modo di guasto:
• La mancata o ridotta corrispondenza dell’operazione rispetto alle prescrizioni del ciclo o del progetto
• Il difetto viene considerato tale anche se non è percepito dal cliente (mancata conformità ad una prescrizione tecnica)
• Per elencare tutti i difetti possibili si deve rispondere alla seguente domanda: “COSA ACCADE SE … ?”
• Non si tratta di essere pessimisti, ma soltanto realisti!
• Le conseguenze dei difetti devono essere valutate dal punto di vista del cliente
42
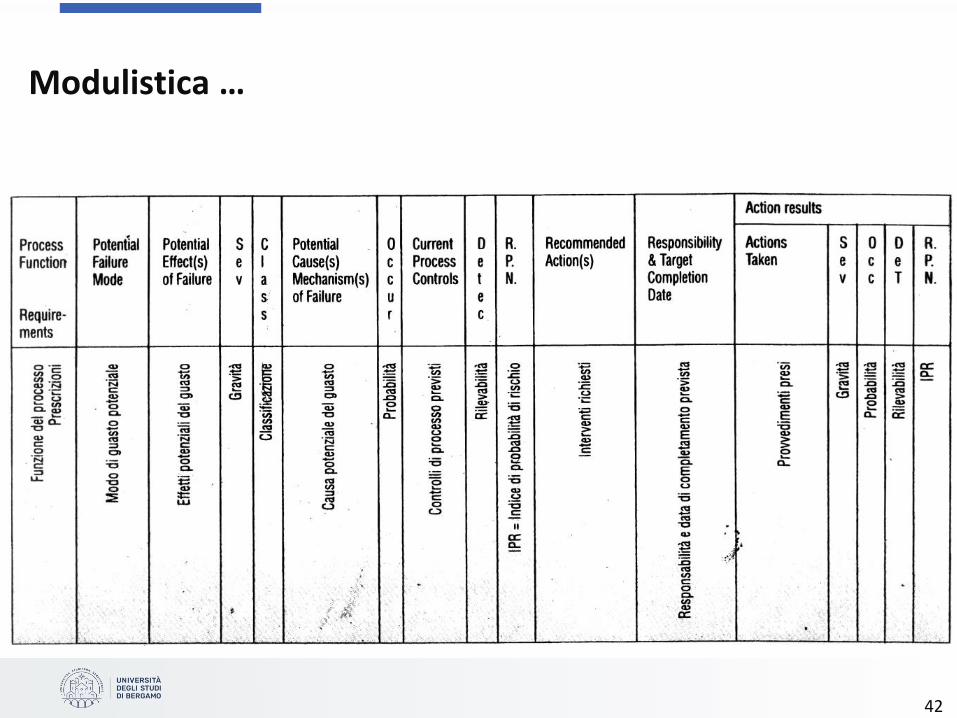
Modulistica …
43
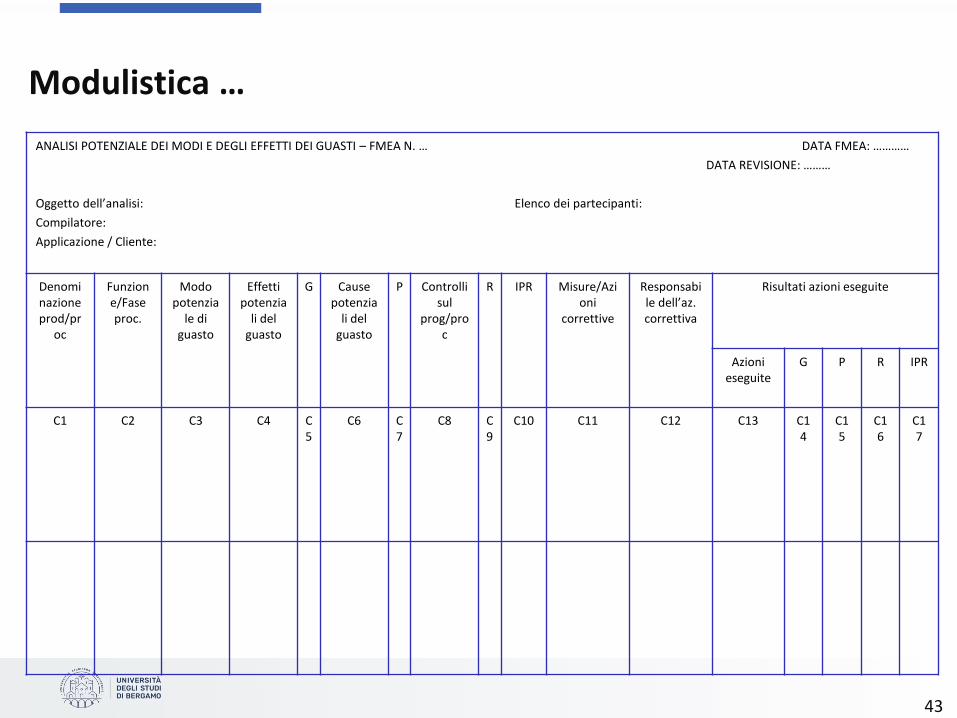
Modulistica …
ANALISI POTENZIALE DEI MODI E DEGLI EFFETTI DEI GUASTI – FMEA N. … DATA FMEA: …………
DATA REVISIONE: ………
Oggetto dell’analisi: Elenco dei partecipanti:
Compilatore:
Applicazione / Cliente:
Denominazioneprod/pr
oc
Funzione/Faseproc.
Modopotenzia
le di guasto
Effettipotenzia
li del guasto
G Cause potenzia
li del guasto
P Controllisul
prog/proc
R IPR Misure/Azioni
correttive
Responsabile dell’az. correttiva
Risultati azioni eseguite
Azionieseguite
G P R IPR
C1 C2 C3 C4 C5
C6 C7
C8 C9
C10 C11 C12 C13 C14
C15
C16
C17
44
Compilazione FMEA di progetto
• C1
• Denominazione del prodotto complessivo / particolare oggettodell’indagine
• C2
• Denominazione delle funzioni proprie del prodotto includendo le informazioni sull’ambiente
• C3
• Tutti i possibili modi di guasto (bisogna considerare l’elenco deiguasti su prodotti simili, risultati di dati storici dei problemi di qualitàe risultati di brain storming)
• C4
• Per ogni modo di guasto identificare gli effetti sul cliente (clientefinale o utilizzatore o intermedio)
• Considerare gli elementi che coinvolgono la sicurezza (personale o ambientale o del sistema)
45
• C5
• Per ogni combinazione modo / effetto (C3 / C4) identificare l’indicedi gravità (G)
• C6
• Per ciascuna combinazione modo / effetto identificare le cause di guasto (più di una)
• C7
• Per ogni combinazione modo / effetto / causa identificare l’indice di frequenza del guasto (P) valutato in base all’esperienza su prodottianaloghi
• C8
• Controlli previsti per prevenire il guasto, per individuare la causa e che individuano l’effetto o il modo del guasto (verifichedimensionali, test di laboratorio, simulazioni di calcolo)
46
• C9
• Per ciascun modo / causa / effetto identificare l’indice di rilevabilità(R)
• C10
• Indice di priorità di rischio pari a G*P*R
• C11
• Azioni correttive programmate a fronte dell’IPR maggiore (modificheal prodotto, al progetto, ulteriori attività di controllo, DOE)
• C12
• Responsabili delle azioni correttive
• C13
• Misure correttive adottate
47
• C14
• Indice di gravità di guasto (pari al precedente)
• C15
• Indice di frequenza dopo le azioni correttive (sarà minore del precedente)
• C16
• Indice di rilevabilità dopo le azioni correttive
• C17
• Nuovo IPR dopo le azioni correttive (verificare di averlo diminuito)
48
Compilazione FMEA di processo
• C1
• Denominazione del processo / fase del processo oggettodell’indagine
• C2
• Denominazione di ogni operazione del processo
• C3
• Tutti i possibili modi di guasto dell’oggetto prodotto nell’operazioneC2
• C4
• Per ogni modo di guasto identificare gli effetti sul cliente (clientefinale o utilizzatore o intermedio)
• Considerare gli elementi che coinvolgono la sicurezza (personale o ambientale o del sistema)
49
• C5
• Per ogni cominazione modo / effetto (C3 / C4) identificare l’indice di gravità (G)
• C6
• Per ciascuna combinazione modo / effetto identificare le cause di guasto (più di una)
• C7
• Per ogni combinazione modo / effetto / causa identificare l’indice di frequenza del guasto (P) valutato in base all’esperienza su processianaloghi
• C8
• Controlli previsti per prevenire il guasto, per individuare la causa e che individuano l’effetto o il modo del guasto (controlli, modifiche al progetto, DOE)
50
• C9
• Per ciascun modo / causa / effetto identificare l’indice di rilevabilità(R)
• C10
• Indice di priorità di rischio pari a G*P*R
• C11
• Azioni correttive programmate a fronte dell’IPR maggiore (modificheal prodotto, al processo, installazione di attrezzature di prova, ulteriori attività di controllo, DOE)
• C12
• Responsabili delle azioni correttive
• C13
• Misure correttive adottate
51
• C14
• Indice di gravità di guasto (pari al precedente)
• C15
• Indice di frequenza dopo le azioni correttive (sarà minore del precedente)
• C16
• Indice di rilevabilità dopo le azioni correttive
• C17
• Nuovo IPR dopo le azioni correttive (verificare di averlo diminuito)
52
Esame delle criticità
• Per ogni causa di difetto si deve determinare il relativo IPR (Indice di Priorità di Rischio)
• Questo indice è dato dal prodotto di tre indici (variabili tra 1 e 10), funzioni di:
• PROBABILITA’ che si verifichi la causa del difetto
• GRAVITA’ delle conseguenze del difetto
• RILEVABILITA’ del difetto
Presi singolarmente gli IPR non hanno alcun senso
Presi nel loro complesso, servono ottimamente per un’analisi di Pareto
• Si devono ordinare le cause per valori di IPR decrescenti
• Si individuano le voci più critiche su cui bisogna intervenire (PARETO)
RGPIPR
53
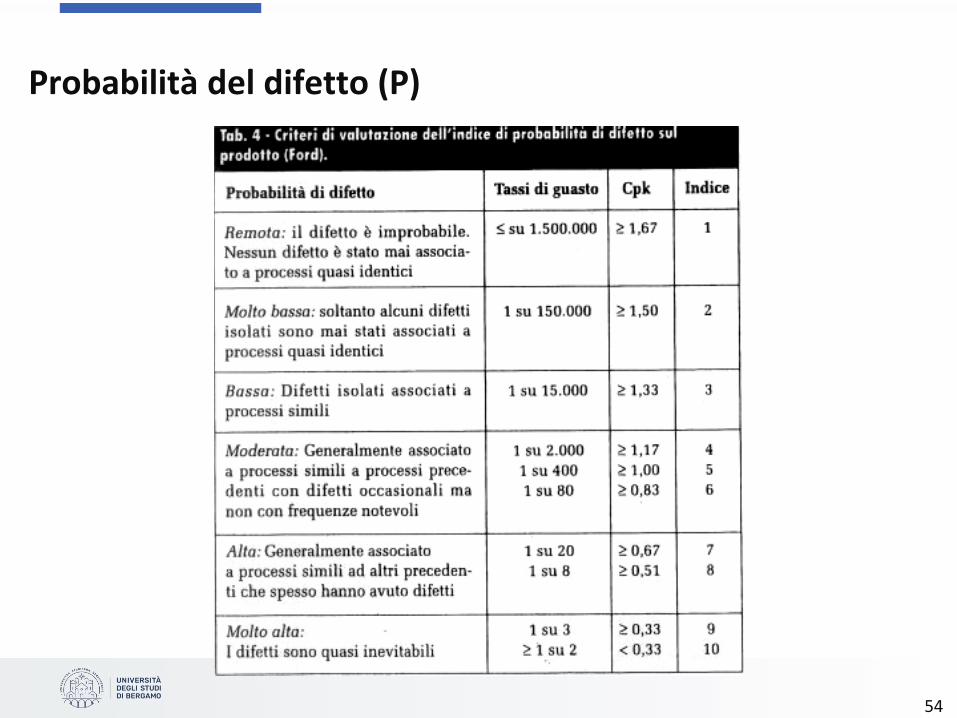
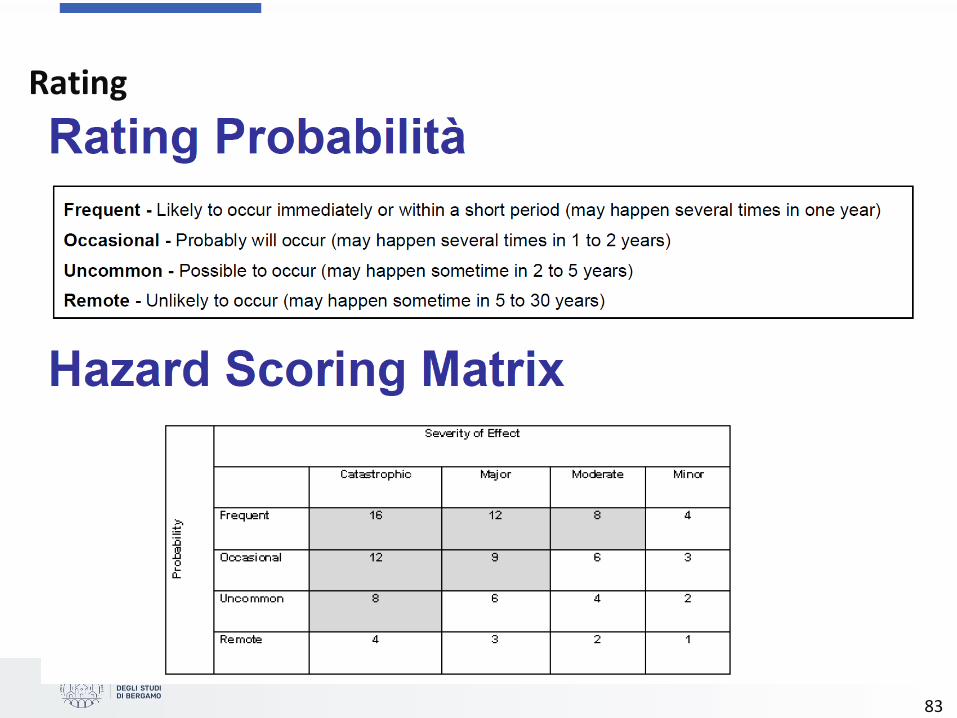
Probabilità del difetto (P)
• Si tratta di valutare la probabilità che si verifichi la causa del difetto a fronte di ogni specifica causa che potrebbe generarlo.
• Per determinare tale parametro è raccomandato l’intervento del Responsabile della Qualità.
54
Probabilità del difetto (P)
55
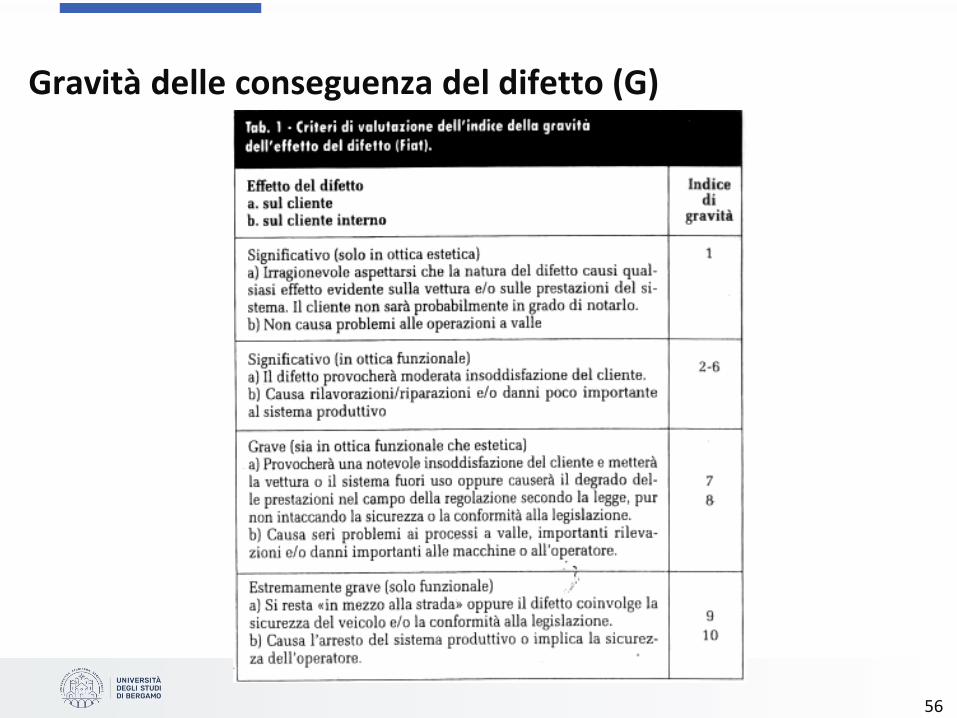
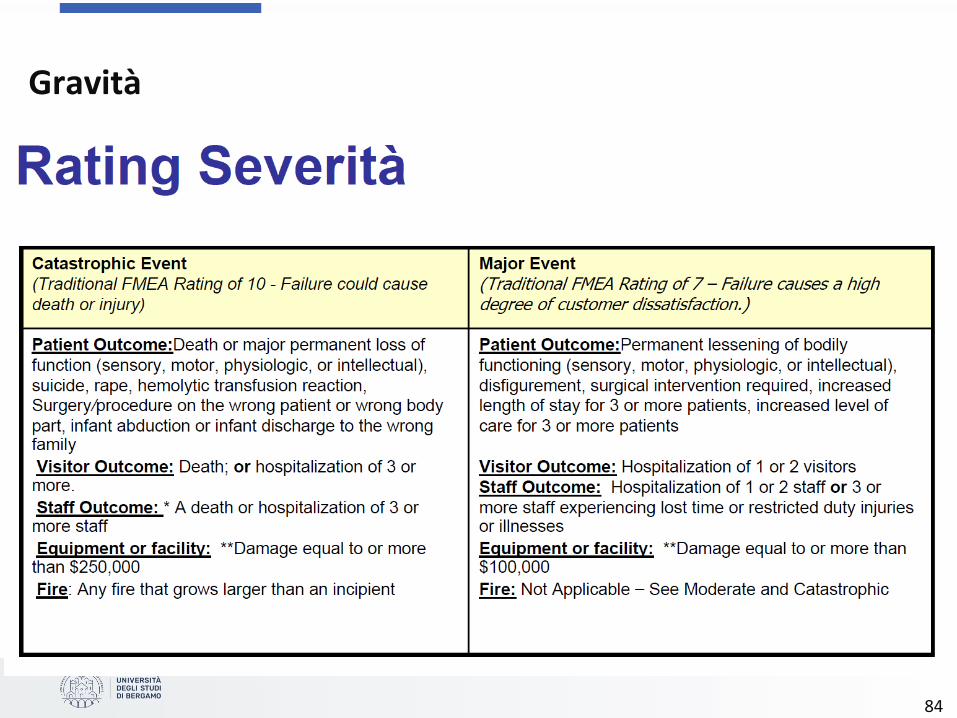
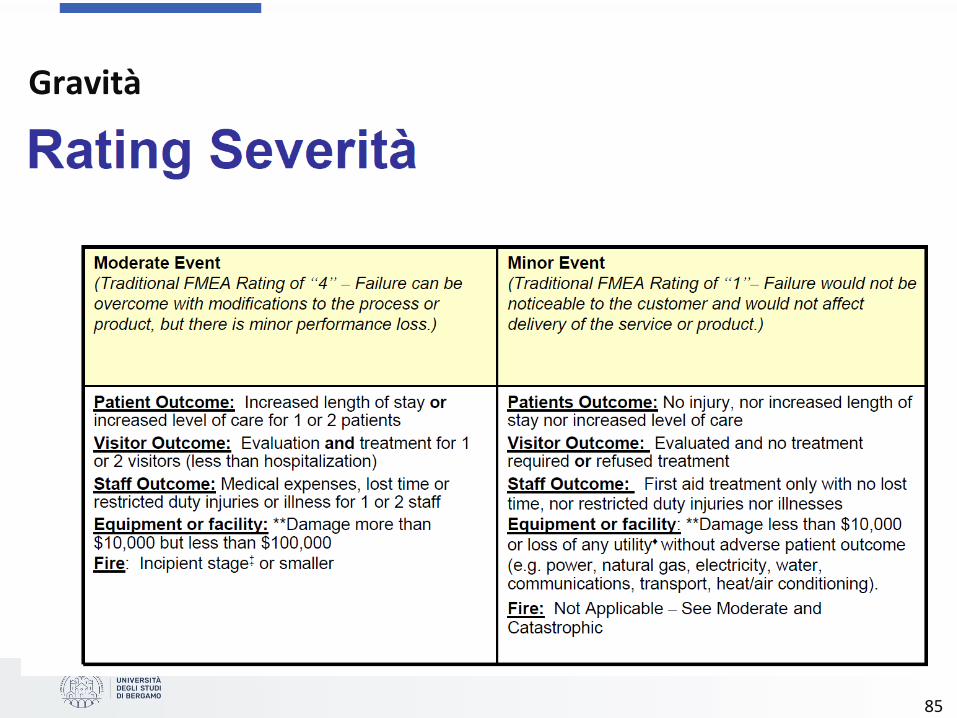
Gravità delle conseguenza del difetto (G)
• E’ relativa all’effetto sul gruppo di livello immediatamente superiore (prodotto finito, cliente finale, …).
• Per determinare tale parametro è raccomandato l’intervento del Responsabile del Prodotto.
• E’ necessario chiarire con esempi pratici i tipi di difetti o guasti che ogni classe di gravità può comprendere.
• Si deve costruire una propria scala di valutazione.
56
Gravità delle conseguenza del difetto (G)
57
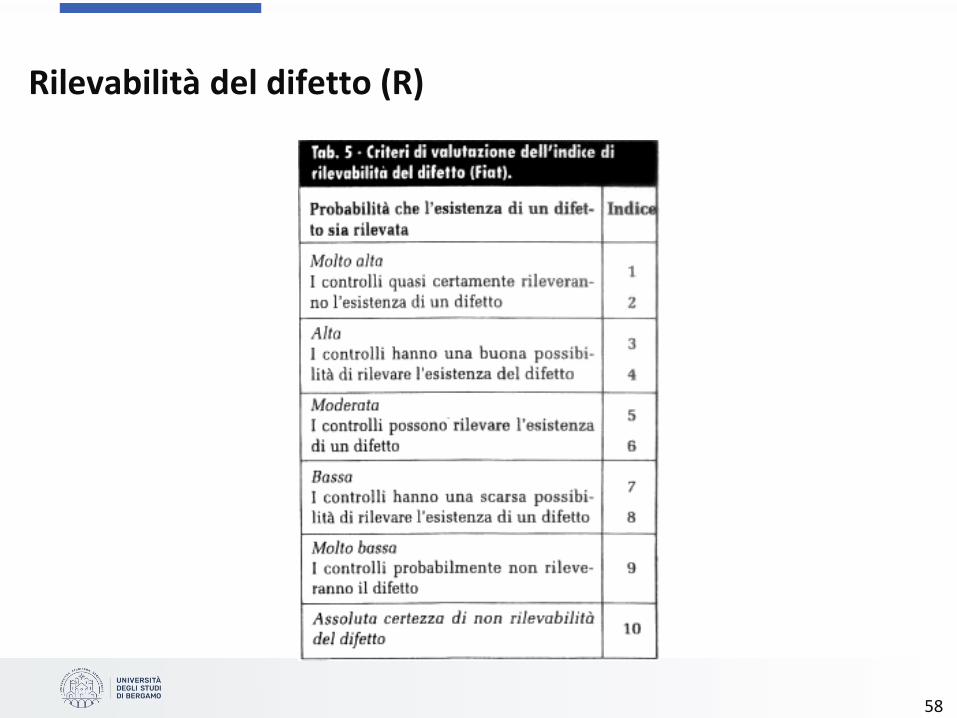
Rilevabilità del difetto (R)
• E’ stimata in funzione della probabilità che il difetto possa essere scoperto nelle fasi del processo e dei relativi controlli.
• Per determinare tale parametro è raccomandato l’intervento del Responsabile della Qualità.
• Non si devono prendere in considerazione le carenze di progetto, ma soltanto la probabilità di scoprire difetti prima che giungano al cliente.
• Errori del processo produttivo.
58
Rilevabilità del difetto (R)
59
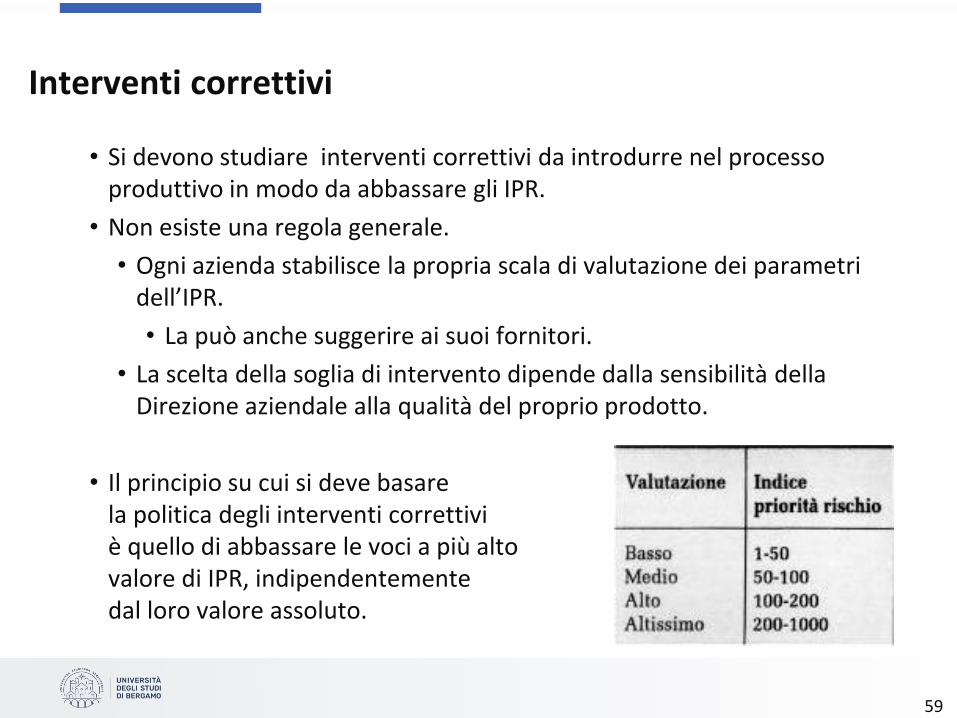
Interventi correttivi
• Si devono studiare interventi correttivi da introdurre nel processo produttivo in modo da abbassare gli IPR.
• Non esiste una regola generale.
• Ogni azienda stabilisce la propria scala di valutazione dei parametri dell’IPR.
• La può anche suggerire ai suoi fornitori.
• La scelta della soglia di intervento dipende dalla sensibilità della Direzione aziendale alla qualità del proprio prodotto.
• Il principio su cui si deve basarela politica degli interventi correttiviè quello di abbassare le voci a più altovalore di IPR, indipendentementedal loro valore assoluto.
60
Interventi correttivi
• Per ridurre la gravità delle conseguenze del difetto sul cliente/utente:
• Revisione, anche radicale, del progetto/processo
• Ciò giustifica la presenza del progettista/tecnico nel gruppo di lavoro
• Per ridurre la probabilità che il difetto si manifesti:
• Tenere ben sotto controllo il processo e ridurne le variabilità
• Per aumentare la rilevabilità del difetto/non cofnormità:
• Aumentare l’attività di controllo, possibilmente rendendola automatica
61
Interventi correttivi
• Conviene puntare su una soluzione che annulli o limiti la causa del difetto.
• È indispensabile individuare un responsabile dell’introduzione di ogni singola azione correttiva.
• Man mano che vengono introdotte le azioni correttive:
• Se ne riporta la data di introduzione;
• Si ripete la valutazione dei parametri dell’IRP limitatamente alle voci coinvolte.
• Può succedere che per una stessa causa di difetto si debbano adottare parecchie misure correttive non contemporaneamente, ma in un certo ordine temporale.
62
Interventi correttivi
• Al tecnologo, che coordina il gruppo di lavoro, spetta la responsabilità di seguire ed intervenire perché il programma di interventi correttivi sia realizzato
• Infatti la totalità degli interventi riguarda il processo produttivo
63
FMEA di progetto: ricadute
• E’ la sintesi dei mezzi ingegneristici per valutare come un componente è progettato
• Aiuta nella valutazione dei requisiti di progetto e delle possibili alternative
• Aumenta la probabilità che i modi di guasto e i loro effetti siano considerati nella progettazione/sviluppo del prodotto
• Sviluppa una lista dei potenziali modi di guasto
• Basandosi sulla conoscenza delle funzioni d’uso del prodotto deve essere sviluppata una lista delle caratteristiche richieste
64
FMEA di progetto: ricadute
• Devono essere tenute in considerazione le richieste e le necessità del consumatore
• Si può utilizzare il QFD (Quality Function Deployment)
• Più chiare sono le aspettative dal prodotto, più è semplice eseguire uno studio dei potenziali modi di guasto
65
Considerazioni su FMEA/FMECA
• L’applicazione della FMECA presuppone una conoscenza approfondita del sistema
• La complessità dell’analisi aumenta con la complessità del sistema
• Sono stati sviluppati dei supporti informatici per la realizzazione della FMECA
• Spesso è necessario operare delle semplificazioni che rendono la stima imprecisa
• È meglio però avere un valore impreciso che la mancanza totale di dati
66
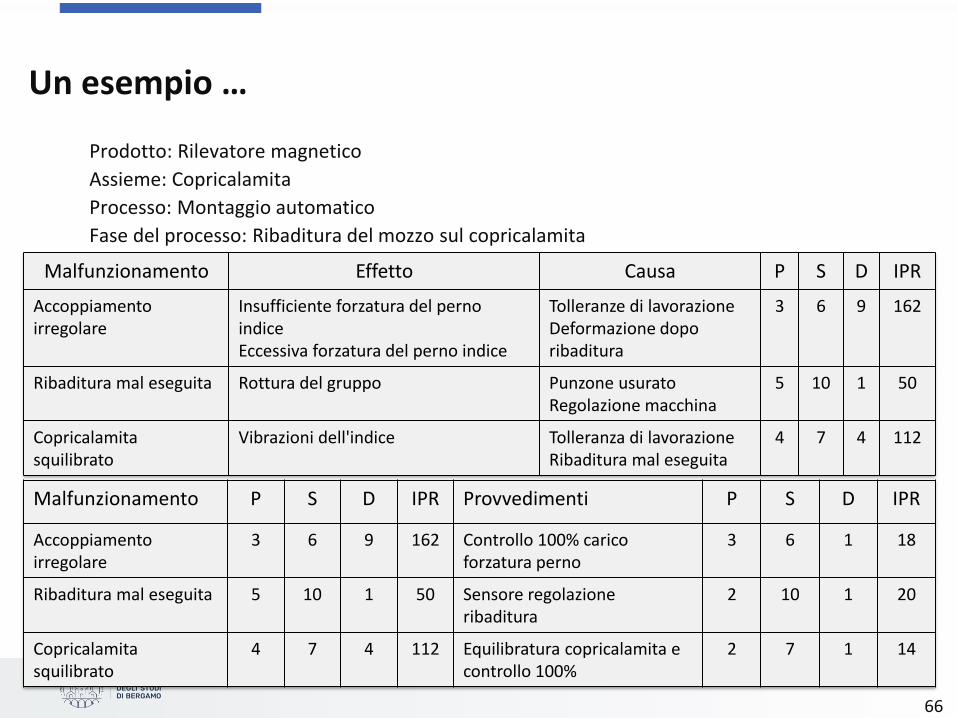
Un esempio …
Prodotto: Rilevatore magnetico
Assieme: Copricalamita
Processo: Montaggio automatico
Fase del processo: Ribaditura del mozzo sul copricalamita
Malfunzionamento Effetto Causa P S D IPR
Accoppiamento irregolare
Insufficiente forzatura del perno indiceEccessiva forzatura del perno indice
Tolleranze di lavorazioneDeformazione dopo ribaditura
3 6 9 162
Ribaditura mal eseguita Rottura del gruppo Punzone usuratoRegolazione macchina
5 10 1 50
Copricalamitasquilibrato
Vibrazioni dell'indice Tolleranza di lavorazioneRibaditura mal eseguita
4 7 4 112
Malfunzionamento P S D IPR Provvedimenti P S D IPR
Accoppiamento irregolare
3 6 9 162 Controllo 100% carico forzatura perno
3 6 1 18
Ribaditura mal eseguita 5 10 1 50 Sensore regolazione ribaditura
2 10 1 20
Copricalamitasquilibrato
4 7 4 112 Equilibratura copricalamita e controllo 100%
2 7 1 14
67
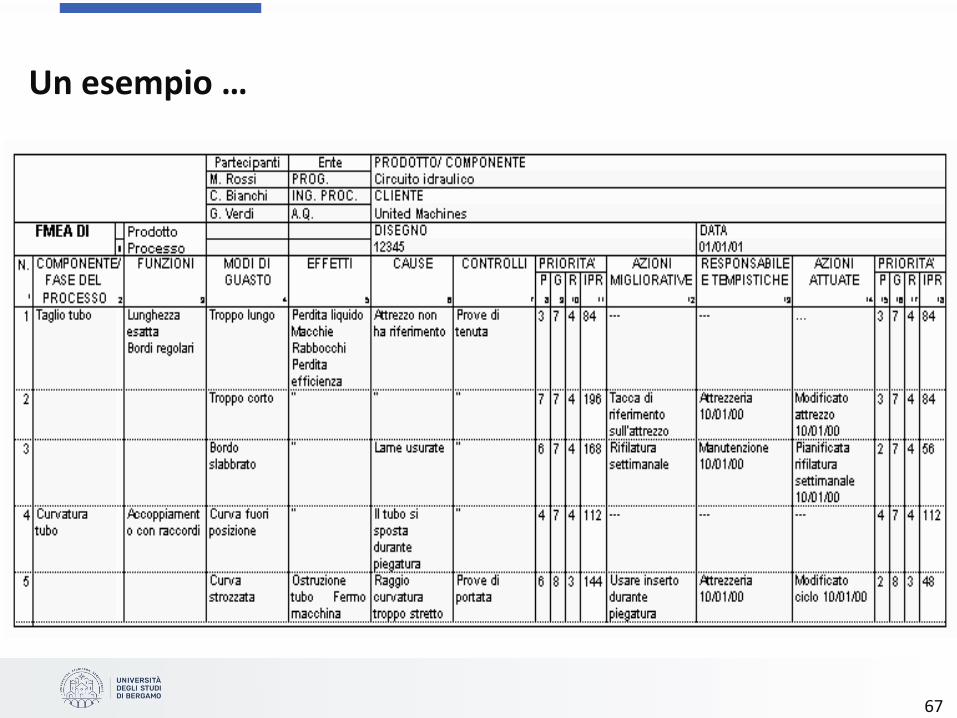
Un esempio …

68
Design review
• In corrispondenza di appropriate fasi della progettazione devono essere pianificati e condotti riesami formali e documentati dei risultati della progettazione
• A ciascun riesame della progettazione devono partecipare rappresentanti di tutte le funzioni interessate alla fase di progettazione oggetto di esame e, ove necessario, altro personale specializzato
• Devono essere conservate le registrazioni di tali esami
• Il design review permette di:
• individuare, discutere, eliminare le debolezze del progetto
• discutere la selezione ed utilizzo di componenti e materiali
• valutare il soddisfacimento delle linee guida
• valutare le debolezze del sistema
• discutere i risultati di analisi e test
• Durante il design review devono essere considerati gli aspetti affidabilistici riguardanti il progetto
69
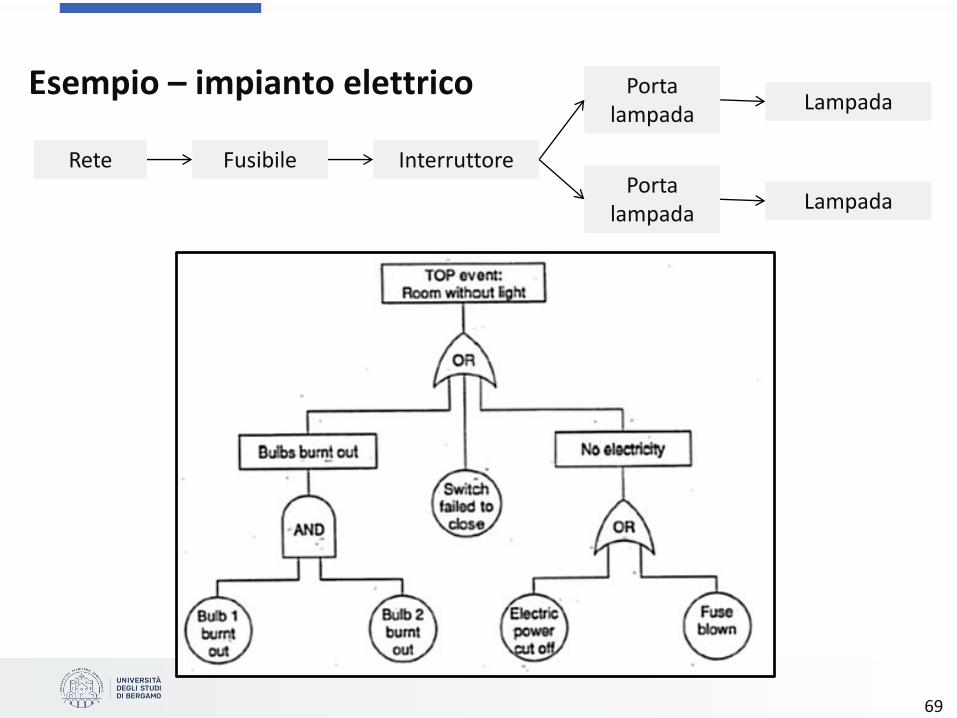
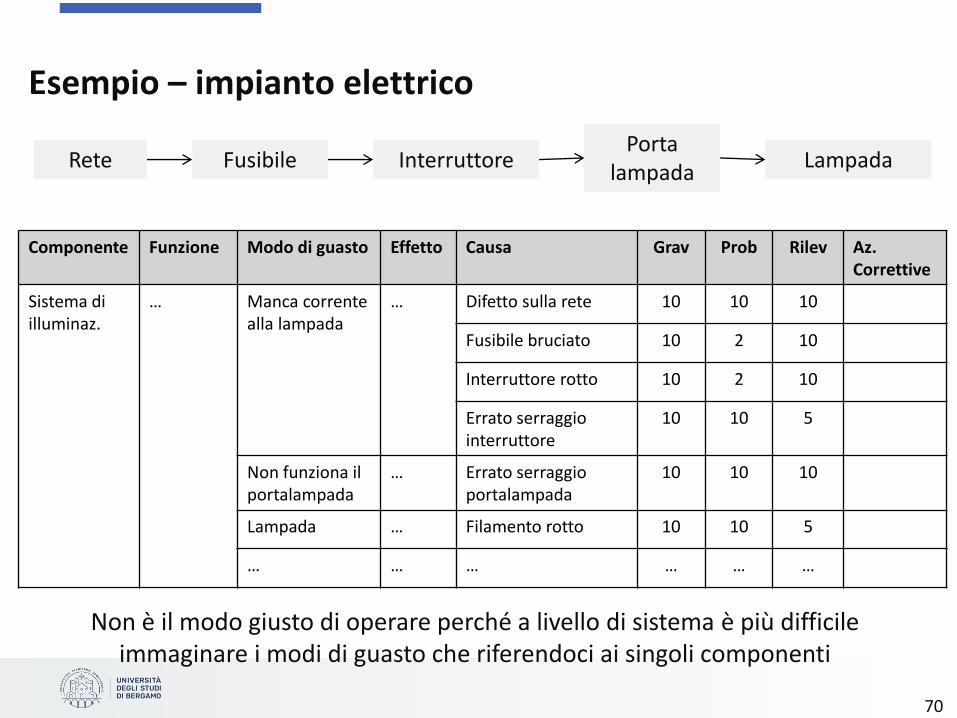
Esempio – impianto elettrico
Rete Fusibile Interruttore
Portalampada
Lampada
Portalampada
Lampada
70
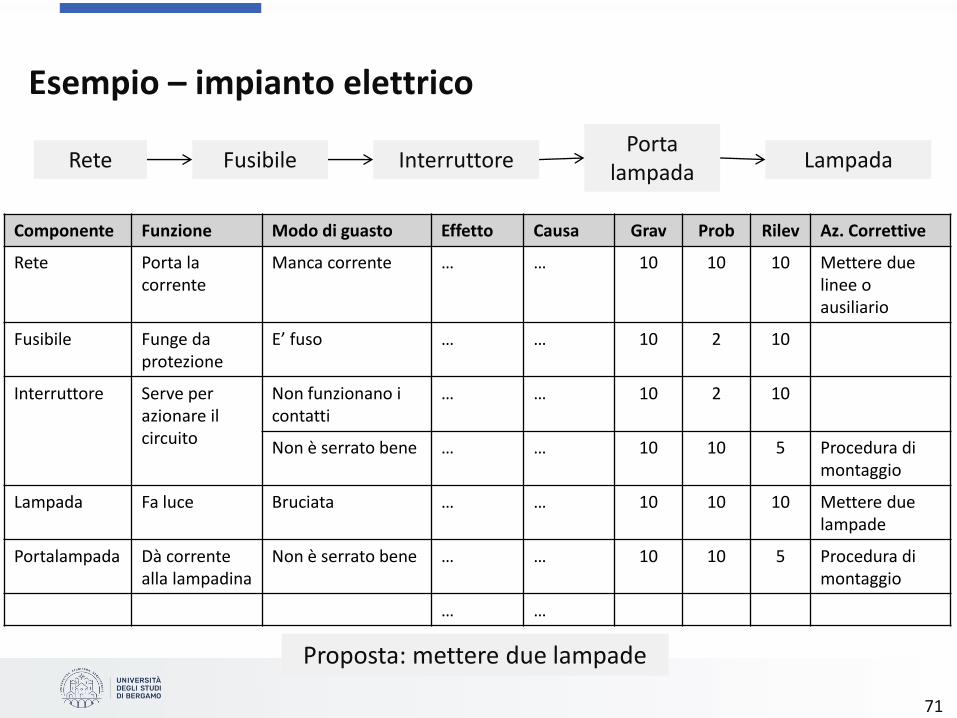
Esempio – impianto elettrico
Rete Fusibile InterruttorePorta
lampadaLampada
Componente Funzione Modo di guasto Effetto Causa Grav Prob Rilev Az. Correttive
Sistema di illuminaz.
… Manca corrente alla lampada
… Difetto sulla rete 10 10 10
Fusibile bruciato 10 2 10
Interruttore rotto 10 2 10
Errato serraggio interruttore
10 10 5
Non funziona il portalampada
… Errato serraggio portalampada
10 10 10
Lampada … Filamento rotto 10 10 5
… … … … … …
Non è il modo giusto di operare perché a livello di sistema è più difficile immaginare i modi di guasto che riferendoci ai singoli componenti
71
Esempio – impianto elettrico
Rete Fusibile InterruttorePorta
lampadaLampada
Componente Funzione Modo di guasto Effetto Causa Grav Prob Rilev Az. Correttive
Rete Porta la corrente
Manca corrente … … 10 10 10 Mettere due linee o ausiliario
Fusibile Funge daprotezione
E’ fuso … … 10 2 10
Interruttore Serve per azionare il circuito
Non funzionano i contatti
… … 10 2 10
Non è serrato bene … … 10 10 5 Procedura di montaggio
Lampada Fa luce Bruciata … … 10 10 10 Mettere due lampade
Portalampada Dà corrente alla lampadina
Non è serrato bene … … 10 10 5 Procedura di montaggio
… …
Proposta: mettere due lampade
72
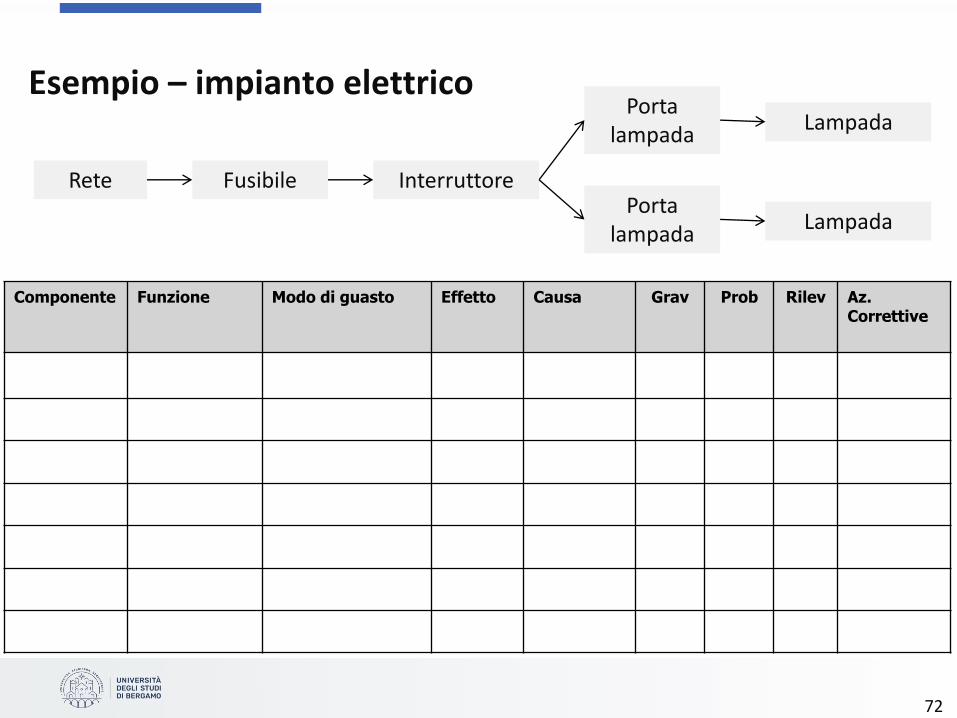
Esempio – impianto elettrico
Rete Fusibile Interruttore
Portalampada
Lampada
Componente Funzione Modo di guasto Effetto Causa Grav Prob Rilev Az. Correttive
Portalampada
Lampada
73
Esempio: http://app.ihi.org/Workspace/tools/fmea/AllTools.aspx
• Failure Modes and Effects Analysis (FMEA) is a systematic, proactive method for evaluating a process to identify where and how it might fail and to assess the relative impact of different failures, in order to identify the parts of the process that are most in need of change. FMEA includes review of the following:
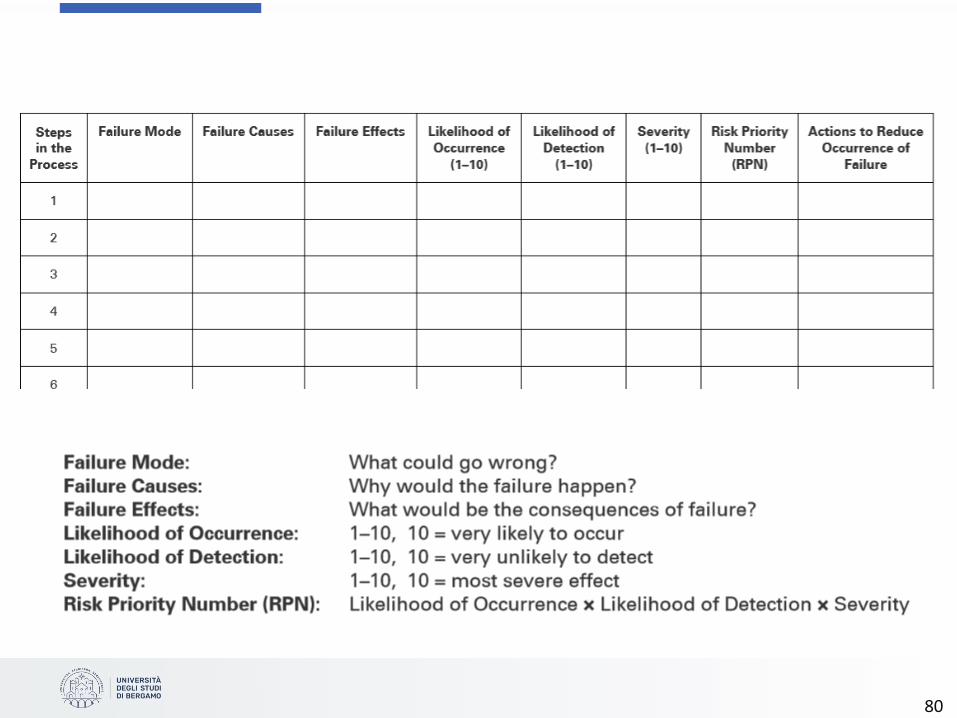
• Steps in the process
• Failure modes (What could go wrong?)
• Failure causes (Why would the failure happen?)
• Failure effects (What would be the consequences of each failure?)
• Teams use FMEA to evaluate processes for possible failures and to prevent them by correcting the processes proactively rather than reacting to adverse events after failures have occurred
• This emphasis on prevention may reduce risk of harm to both patients and staff
74
• FMEA is particularly useful in evaluating a new process prior to implementation and in assessing the impact of a proposed change to an existing process
• Steps
• Step One: Select a process to evaluate with FMEA
• Step Two: Recruit a multidisciplinary team
• Step Three: Have the team meet together to list all of the steps in the process
• Step Four: Have the team list failure modes and causes
• Step Five: For each failure mode, have the team assign a numeric value (known as the Risk Priority Number, or RPN) for likelihood of occurrence, likelihood of detection, and severity
• Step Six: Evaluate the results
• Step Seven: Use RPNs to plan improvement efforts
75
Use FMEA to plan actions to reduce harm from failure modes
• If the failure mode is likely to occur
• Evaluate the causes and see if any or all of them can be eliminated
• Consider adding a forcing function (that is, a physical constraint that makes committing an error impossible, such as medical gas outlets that are designed to accept only those gauges that match)
• Add a verification step, such as independent double-checks, bar coding on medications, or alert screens
• Modify other processes that contribute to causes
76
• If the failure is unlikely to be detected
• Identify other events that may occur prior to the failure mode and can serve as “flags” that the failure mode might happen
• Add a step to the process that intervenes at the earlier event to prevent the failure mode. For example, add pharmacy rounds to remove discontinued medications from patient care units within 1 hour of discontinuation, to decrease the risk that the medications will still be available for use (the failure mode)
• Consider technological alerts such as devices with alarms to alert users when values are approaching unsafe limits
77
• If the failure is likely to cause severe harm
• Identify early warning signs that a failure mode has occurred, and train staff to recognize them for early intervention. For example, use drills to train staff by simulating events that lead up to failure, to improve staff ability to recognize these early warnings
• Provide information and resources, such as a reversal agents or antidotes, at points of care for events that may require immediate action
• Provide information and resources, such as a reversal agents or antidotes, at points of care for events that may require immediate action
78
Use FMEA to evaluate the potential impact of changes under consideration
• Teams can use FMEA to discuss and analyze each change under consideration and calculate the change in RPN if the change were implemented
• This allows the team to “verbally simulate” the change and evaluate its impact in a safe environment, prior to testing it in a patient care area
• Some ideas that seem like great improvements can turn out to be changes that would actually increase the estimated RPN
79
Use FMEA to monitor and track improvement over time
• Teams should consider calculating a total RPN for the process as described above and then set a goal for improvement. For example, a team may set a goal of decreasing the total RPN for the medication ordering process by 50% from the baseline
80
81
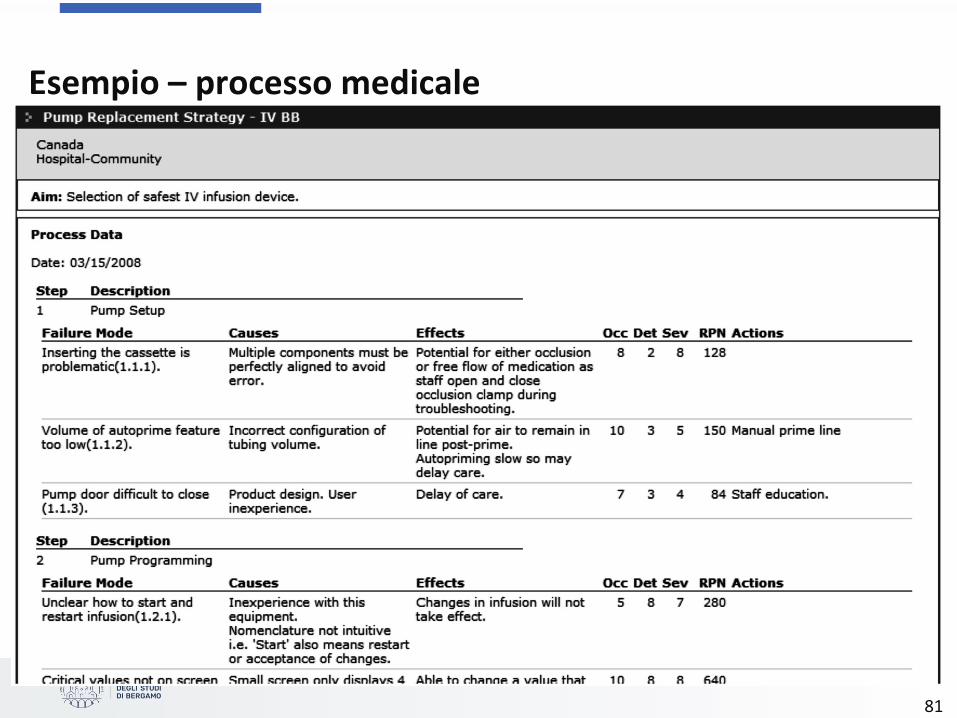
Esempio – processo medicale
82
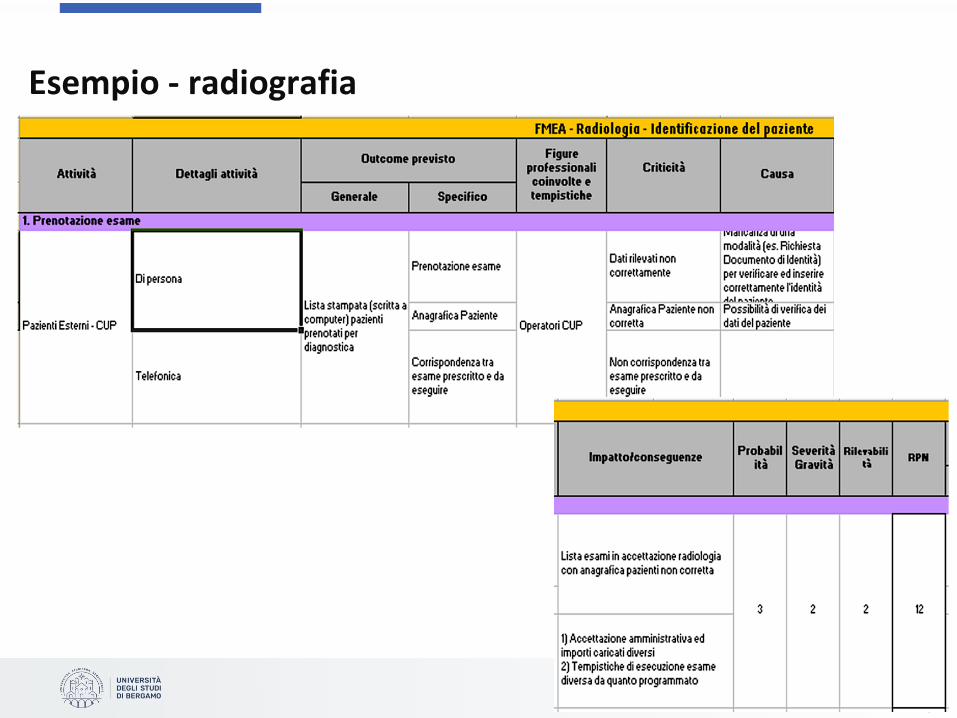
Esempio - radiografia
83
Rating
84
Gravità
85
Gravità
86
Conclusione
• L’applicazione di questa tecnica è oggi estremamente ampia:
• Analisi dei rischi
• Analisi della sicurezza
• Tutto quanto merita un esame ordinato e quantitativo alla ricerca di soluzioni migliorative
87
Valutazione del rischio
• Fasi:
• identificazione dei pericoli (hazard identification)
• individuazione dei possibili eventi accidentali associati ai suddetti pericoli: talora si tratta di incidenti semplici, dall’altra di scenari incidentali complessi costruiti da più eventi in sequenza
• quantificazione o stima del rischio (risk estimation), che a sua volta comporta la stima della probabilità di accadimento degli scenari incidentali individuali, la stima della gravità delle conseguenze associate a detti scenari e infine la quantificazione del rischio come combinazione della probabilità e della gravità delle conseguenze
• valutazione del rischio in senso stretto (risk evalutation), cioè confronto con criteri di accettabilità
• Utile per valutare misure di sicurezza alternative e per determinare quale tra queste fornisce la migliore protezione
88
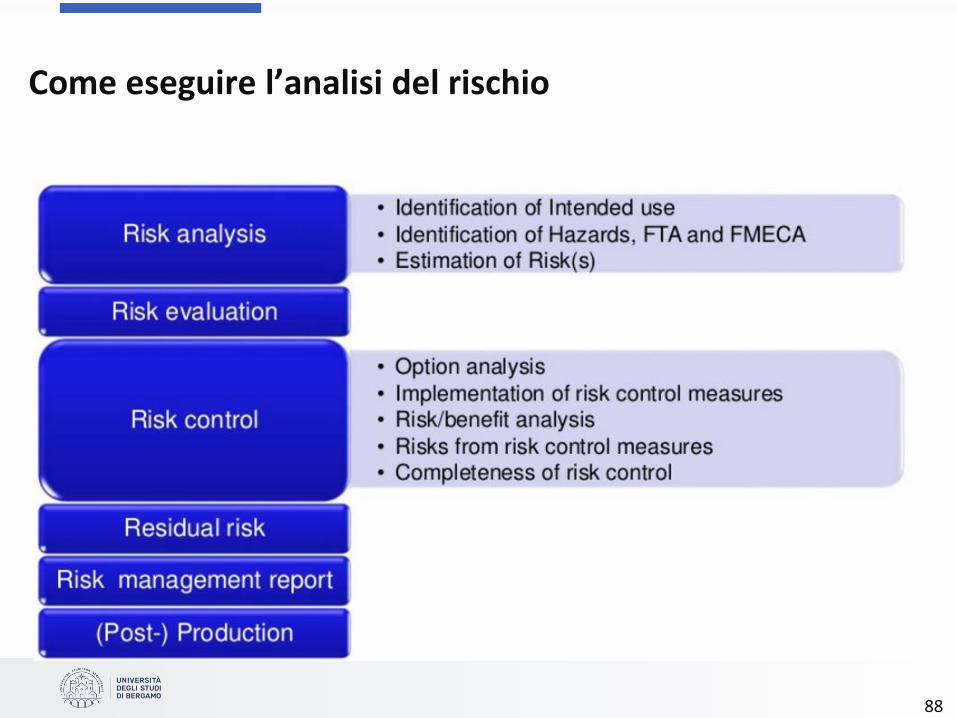
Come eseguire l’analisi del rischio
89
Come impostare un sistema per la gestione del rischio
• Mettere a punto un’architettura del sistema di tipo sicuro:
• Fare una corretta partizione/suddivisione del processo/prodotto
• Rendere il sistema testabile
• Avere un sistema con comportamento prevedibile
• Avere dei sistemi di «raccolta dati»/»memorizzazione di quello che accade»
• In laboratorio
• Sul campo
• Importante è avere la più completa conoscenza di come funziona il sistema, non solo dal punto di vista teorico, ma anche da quello pratico (raccolta informazioni sul campo)
90
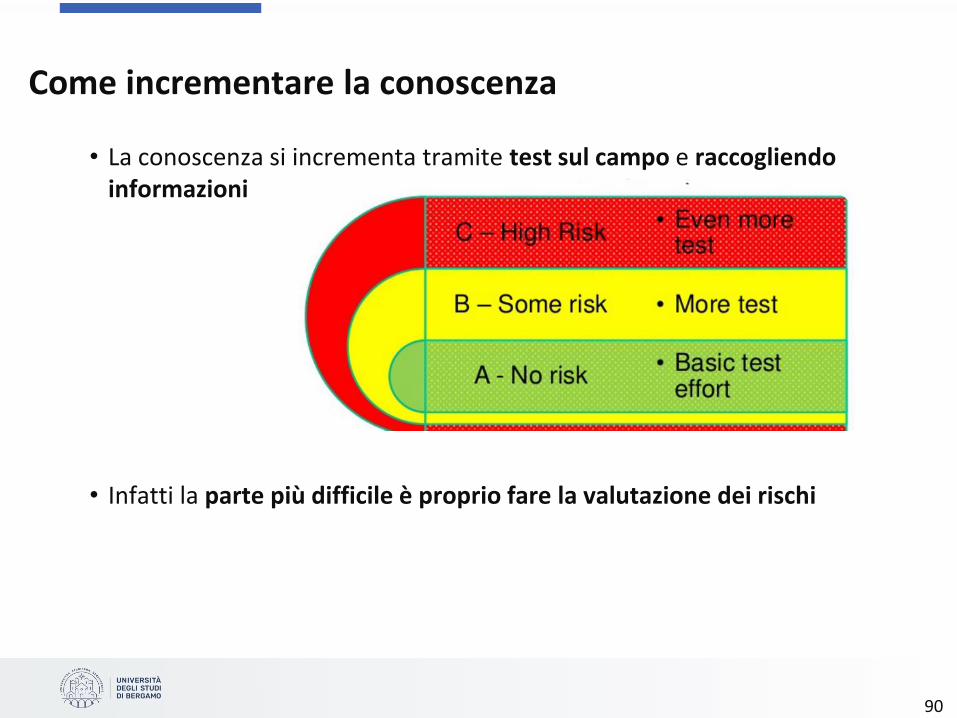
Come incrementare la conoscenza
• La conoscenza si incrementa tramite test sul campo e raccogliendo informazioni
• Infatti la parte più difficile è proprio fare la valutazione dei rischi
91
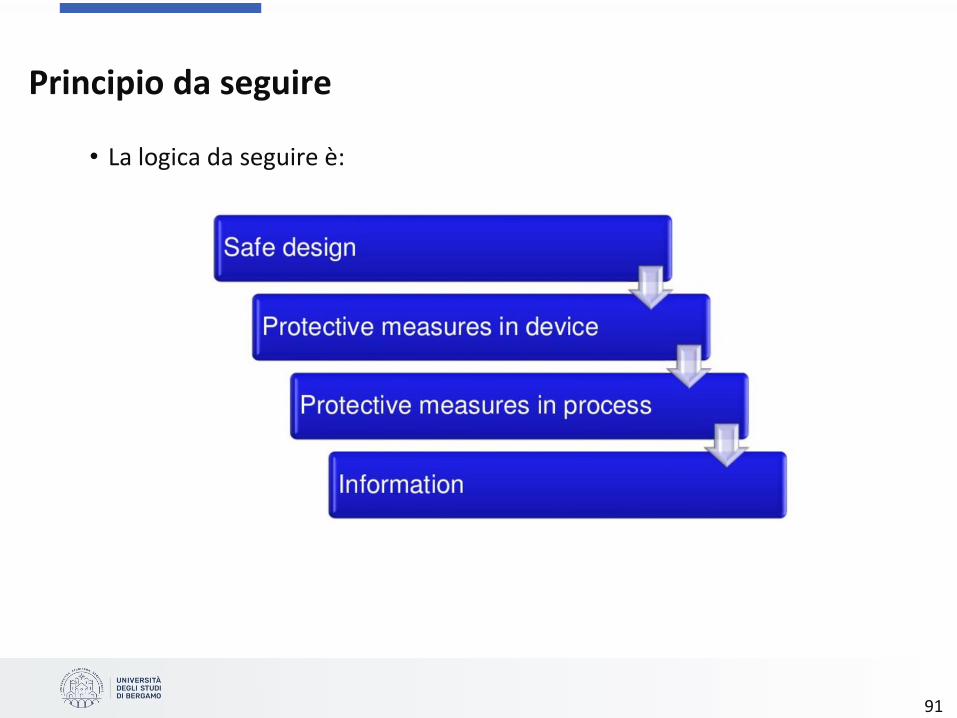
Principio da seguire
• La logica da seguire è:


















