
Final report on Graduation project done at Laguna Clothing
59
PROJECT REPORT ON Achieving Quick Changeover through SMED implementation at Laguna Clothing Pvt. Ltd., Kanakapura A dissertation submitted in partial Fulfilment of the requirement for the award of Degree in Bachelor of Fashion Technology- Apparel Production Submitted by Saurabh Suman Under the Guidance of Ms. Sweta Jain Asst. Prof., DFT, NIFT Bangalore Department of Fashion Technology (2009-13) NATIONAL INSTITUTE OF FASHION TECHNOLOGY, BANGALORE January-May 2013
-
Upload
saurabh-suman -
Category
Documents
-
view
988 -
download
51
description
This is my graduation project report on Achieving Quick changeover through SMED implementation done at Laguna Clothing, Kanakapura, Bangalore in 2013. Hope the person using this doc will find it useful. I faced a lot of difficulty finding relevant materials so here is something to start with. If you feel you require more help, feel free to contact me through mail. I'll do whatever I can to help you out.
Transcript of Final report on Graduation project done at Laguna Clothing

PROJECT REPORT ON
Achieving Quick Changeover through
SMED implementation
at
Laguna Clothing Pvt. Ltd., Kanakapura
A dissertation submitted in partial Fulfilment
of the requirement for the award of Degree
in
Bachelor of Fashion Technology- Apparel Production
Submitted by
Saurabh Suman
Under the Guidance of
Ms. Sweta Jain Asst. Prof., DFT,
NIFT Bangalore
Department of Fashion Technology (2009-13)
NATIONAL INSTITUTE OF FASHION TECHNOLOGY, BANGALORE
January-May 2013

PROJECT OVERVIEW

Page | 1
Introduction
In the 1980’s the garment industry was led by fashion and retailing and the emphasis was on
technologies in the demand-related parts of the supply chain. India ranks among the top
target countries for any company sourcing textiles and apparel. Indeed, apart from China,
no other country can match the size, spread, depth, and competitiveness of the Indian
textile and apparel industry.
Moreover, the global elimination of quotas at the end of 2004 has greatly enhanced the
opportunities for sourcing from India. India supplies over US$13 billion worth of textiles and
apparel to the world markets. And exports are growing rapidly as more and more buyers
around the world turn to India as an alternative to China. In 2005 – spurred by the global
elimination of quotas – shipments to the EU soared by 30% and those to the USA shot up by
34%. These increases are remarkable, given that EU imports from all sources rose by only
8% while US import growth was just 6%.
Consumer spending is slowing down all over the world. Retailers are looking for real
innovation from their suppliers. They want really new garments made from new fabrics and
yarns. They want new services to offer their customers. Competition in the late 1990s will
be based on the capabilities and core competences of textile and clothing companies and on
the building of long-term supply relationships. There are many opportunities to be
addressed. Textile and clothing machinery will continue to be improved but the most
interesting technologies for the 2000s are in the areas of fibres, fabrics, measurement,
control and multimedia. We can say a garment industry is an independent industry from the
basic requirement of raw material to final products, with huge value addition at every stage
of processing, Apparel industry is largest foreign exchange earning sector contributing 15%
of the total country export.
In this scenario, the Indian garment industries have witnessed substantial improvements in
recent years. But the unnecessary capital investment is not going to solve the problem
entirely; moderately this will turn out the waste in long run. The implementation of lean
manufacturing is greatly recommended, in order to identify the waste and to eliminate
them. (Ravikumar Marudhamuthu, 2011)

Page | 2
1.1 Project Brief
This project is all about identifying and eliminating or simplifying major problem creating
areas for the factory whenever there is a style change in its lines. This project would even
encompass streamlining the pre-production activities carried out in the organisation so that
the losses during changeovers can be reduced.
1.2 Project Locale
LAGUNA CLOTHING PVT. LTD.
#143/2, Seegekote Village, Sathnur Road, Kanakpura (Taluk), Ramanagara District, Karnataka.
1.3 Project Title
Achieving Quick Changeover through SMED implementation at Laguna Clothing Pvt. Ltd.,
Kanakpura
1.4 Objectives
The objectives of the project are as follows:
– Reduction in changeover time to approximately 25% of the current changeover time
through implementation of SMED concepts
– Streamline activities related to style changeover
1.5 Significance of the Project
Most of the factories in India still follow the traditional ways of changeover in that they do
not segregate their internal and external activities, maintain high inventory levels, having
large lot sizes, etc. But this generates lots of problems and leads to under-utilisation of

Page | 3
resources and time. This is a major loss for the organisation, as in the current situations
where there is an increasing demand in the product variety, smaller lot sizes, unpredictable
market trends and very tight profit margins, every penny saved is a penny profited for the
organisation. And this cannot be done by following earlier methods of setup and inventory
management. The next step for organisations catering to high variety low volume orders is
quick changeover, without which the company is liable to lose a lot. And the sooner they
realise this, the better.
Page | 4
2.1 LEAN MANUFACTURING
The core idea of lean manufacturing is to maximize customer value while minimizing waste. Simply, lean means creating more value for customers with fewer resources.
A lean organization understands customer value and focuses its key processes to continuously increase it. The ultimate goal is to provide perfect value to the customer through a perfect value creation process that has zero waste.
To accomplish this, lean thinking changes the focus of management from optimizing separate technologies, assets, and vertical departments to optimizing the flow of products and services through entire value streams that flow horizontally across technologies, assets, and departments to customers.
Eliminating waste along entire value streams, instead of at isolated points, creates processes that need less human effort, less space, less capital, and less time to make products and services at far less costs and with much fewer defects, compared with traditional business systems. Companies are able to respond to changing customer desires with high variety, high quality, low cost, and with very fast throughput times. Also, information management becomes much simpler and more accurate. (Unknown, What is Lean, 2013)
2.1.1 A Brief History of Lean Manufacturing
Henry Ford was one of the first people to develop the ideas behind lean manufacturing. He used the idea of "continuous flow" on the assembly line for his Model T automobile, where he kept production standards extremely tight, so each stage of the process fitted together with each other stage, perfectly. This resulted in little waste.
But Ford's process wasn't flexible. His assembly lines produced the same thing, again and again, and the process didn't easily allow for any modifications or changes to the end product – a Model T assembly line produced only the Model T. It was also a "push" process, where Ford set the level of production, instead of a "pull" process led by consumer demand. This led to large inventories of unsold automobiles, ultimately resulting in lots of wasted money.
Other manufacturers began to use Ford's ideas, but many realized that the inflexibility of his system was a problem. Taiichi Ohno of Toyota then developed the Toyota Production System (TPS), which used Just In Time manufacturing methods to increase efficiency. As Womack reported in his book, Toyota used this process successfully and, as a result, eventually emerged as one the most profitable manufacturing companies in the world.
2.1.2 Lean Manufacturing Basics
Lean manufacturing is based on finding efficiencies and removing wasteful steps that don't add value to the end product. There's no need to reduce quality with lean manufacturing – the cuts are a result of finding better, more efficient ways of accomplishing the same tasks.

Page | 5
To find the efficiencies, lean manufacturing adopts a customer-value focus, asking "What is the customer willing to pay for?" Customers want value, and they'll pay only if their needs are met. They shouldn't pay for defects, or for the extra cost of having large inventories. In other words, they shouldn't pay for waste.
Waste is anything that doesn't add value to the end product. In lean manufacturing, there are eight categories of waste that should be monitor:
– Overproduction – Is the production more than consumers demand?– Waiting – How much lag time is there between production steps?– Inventory (work in progress) – Are the supply levels and work in progress
inventories too high?– Transportation – Are the materials moved efficiently?– Over-processing – Do the organisation work on the product too many times, or
otherwise work inefficiently?– Motion – Do people and equipment move between tasks efficiently?– Defects – How much time is spent finding and fixing production mistakes?– Workforce – Are the workers’ skill efficiently utilised?
Lean manufacturing gives priority to simple, small, and continuous improvement such as changing the placement of a tool, or putting two workstations closer together. As these small improvements are added together, they can lead to a higher level of efficiency throughout the whole system. (Note that this emphasis on small improvements doesn't mean that larger improvements cannot be made if they are required!)
2.1.3 Lean Manufacturing Process
The lean manufacturing process has three key stages:
Stage 1 – Identify waste
According to the lean manufacturing philosophy, waste always exists, and no matter how good the process is right now, it can always be better. Lean manufacturing relies on this fundamental philosophy of continuous improvement, known as Kaizen.
One of the key tools used to find this waste is a Value Stream Map (VSM). This shows how materials and processes flow through the organization to bring the product or service to the consumer. It looks at how actions and departments are connected, and it highlights the waste. As the VSM is analysed, the processes that add value and those that don't can be seen. Then a "future state" VSM is created that includes as few non-value-adding activities as possible.
Stage 2 – Analyze the waste, and find the root cause
For each waste identified in the first stage, figure out what's causing it by using Root Cause Analysis. If a machine is constantly breaking down, one might think the problem is mechanical and decide to purchase a new machine. But Root Cause Analysis could show

Page | 6
that the real problem is poorly trained operators who don't use the machine properly. Other effective tools for finding a root cause include Brainstorming and Cause and Effect Diagrams.
Stage 3 – Solve the root cause, and repeat the cycle
Using an appropriate problem-solving process, decide what must be done to fix the issue to create more efficiency.
2.1.4 Tools to Reduce Waste
Once wastes have been identified using the three key stages above, the following set of tools can be made use of to help reduce waste further:
Just in Time – This is the core idea of lean manufacturing and is based on the "pull" model. To minimize stock and resources, one only purchases materials, and produces and distributes products when required. One also produces small, continuous batches of products to help production run smoothly and efficiently. By reducing batch size, one can also monitor quality and correct any defects as they go. This reduces the likelihood of quality being poor in future batches.
(In manufacturing, a key way of doing this is to use Kanban, given below.)
Kanban – This is one of the key ways to involve people in the lean manufacturing process. Here, one supports the Just In Time model by developing cues in the system to signal that there is a need to replace, order, or locate something. The focus is on reducing overproduction, so that one has what they need, only when they need it.
Zero Defects – This system focuses on getting the product right the first time, rather than spending extra time and money fixing poor-quality products. By using the Zero Defects system, one will reinforce the notion that no defect is acceptable, and encourage people to do things right the first time that they do something.
Single Minute Exchange of Die (SMED) – This helps an organisation build flexibility into their production. For example, in the automotive industry, it could take days to change a line to produce a different car model. With SMED, the assembly process and machinery are designed to support quick and efficient changeovers. (Here, a "die" is a tool used to shape an object or material.)
The 5S Philosophy – Lean manufacturing depends on standardization. One wants their tools, processes, and workplace arrangements to be as simple and as standard as possible. This creates fewer places for things to go wrong, and reduces the inventory of replacement parts that one needs to hold. To accomplish a good level of standardization, the 5S System is used.

Page | 7
Lean manufacturing focuses on optimizing the processes and eliminating waste. This helps cut costs and deliver what the customer wants and is willing to pay for.
With a lean philosophy, one can enjoy the benefit of continuous improvement. So, rather than making rapid, irregular changes that are disruptive to the workplace, one makes small and sustainable changes that the people who actually work with the processes, equipment, and materials will take forward.
This systematic and simple approach is very effective across all types of industries. What's more, ultimately, a process without waste is much more sustainable. (Mindtools.com, 2013) (Textileking, 2013)
Figure 1: Lean Tools
2.2 SINGLE MINUTE EXCHANGE OF DIE
2.2.1 Introduction
SMED: It’s not just about setting up dies. Dies were the first improvement target and the
reason SMED came to be, but the thinking carries over into many other areas. SMED has to
do with every kind of changeover setup, from high volume, low mix (HVLM) to mass
production to the job shop’s high mix, low volume (HMLV) manufacturing process. It can be
used in tool and die making where each tool, die or fixture is different. Dr. Shigeo Shingo’s
book, A Revolution In Manufacturing: The SMED System, is a key reference for SMED
activities, and a sort of cookbook for implementing such a system in a plant.

Page | 8
Currently most manufacturers who haven’t implemented SMED still use EOQ (economic
order quantity) to determine production-run batch sizes. For many years, it was believed
that optimum inventory levels should be calculated by spreading the setup for changeover
across as large a batch as possible, within the production requirements of the plant. This is
why inventory levels grew and grew. New, larger storage areas and warehouses became the
rule. Industrial engineers reasoned that they will never have product outages if they carried
enough inventory.
Shingo, often referred to as Japan’s Edison, developed the SMED system in 1959 while
working as a consultant for Toyo Industries. Taiichi Ohno, vice president of manufacturing,
assigned him the task of matching a German company’s die-changeover speed of an
astounding two hours for an entire tandem press line. The company’s previous time had
been 10 hours or more.
To meet the challenge, Shingo first targeted the Germans’ two-hour mark, then realized that
by the time he achieved that goal, the Germans would be even faster. He decided to set his
own goal of less than 10 minutes, leapfrogging the competition. The “single minute” part of
SMED refers to a single-digit time limit -- nine minutes or less, not a single, 60-second
minute (although small dies are regularly changed in less time that that).
Shingo and his team discovered that if setup time was greatly reduced, batch sizes could
shrink proportionately. Today, inventory is the enemy of production efficiency and
effectiveness. More than 50 years ago, Shingo realized that inventory costs more than
originally thought. Materials “on the shelf” have to be bought and paid for much sooner,
and so does the labor used to make and store finished and work-in-process goods. The cost
of floor space and new warehouses is considerable, as is the cost of insuring those facilities
and the products they contain. (Gathen, 2004)
2.2.2 Changeover Concepts
A ‘changeover’ is the complete process of change that takes place between the
manufacturing of one style to the manufacturing of an alternative style to the point of
meeting specified production and quality parameters.
The total time elapsed in changeover consists of three phases
– The Run-Down Phase
– The Set-Up Phase
– The Run-Up Phase.

Page | 9
Run-down phase: This phase is the interval when production of old style is complete but
set-up for new style cannot be started as some of the pieces of old product are still in line
for alterations or waiting for some parts or trims, for example a damaged placket, a missing
collar, etc. In this phase feeding is ceased and production of old style is finished on most of
the work stations. Run down typically stretches till all the pieces of old style are out from
the line.
Set-up phase: It is the phase in which no manufacturing occurs. In this phase, machines and
equipments are adjusted as per the requirements of new style. In this phase there is no
output from the line.
Run-up phase: This phase starts when production for the new style is commenced and
continues until consistent output at full capacity occurs. Run-up period extends till each
operation (including new operations) reaches the specified production and quality rates
consistently.
2.2.3 Goals of SMED
Following are the goals of implementing SMED in a factory:
– Reduce inventory
– Reduce batch sizes
– Reduce changeover time
– Reduce impact on equipment utilization
Figure 2: Distinguishing the phases of changeovers

Page | 10
– Improve quality after changeover
– Improve repeatability
– Improve throughput
– Improve flexibility
2.2.4 Benefits of SMED
The aim of SMED is to reduce the setup time to enable smaller batches to be run enabling
Just In Time Manufacturing (JIT) and Kanban. The benefits of this are many fold:
– Reduction in the amount of cash tied up in stock
– Reduction in the amount of handling and handling equipment required
– Reduced floor space required for stock
– Reduced lead times through the company
– Increase in flexibility to produce a variety of products
– Increase in Capacity
– Improvement in our quality
– Reduced scrap levels
– Reduction in the level of operator skills required
– Reduced costs and improved profits
2.2.5 Internal And External Activities In Changeover Process
Close analysis of changeover process reveals that the process comprises of two sets of
activities, namely the internal activities and the external activities.
The internal activities are performed when the sewing machines in the line are stopped, and
no product is being manufactured in the line. These are activities performed for sewing
machines that are already in line, example gauge set, SPI change, folder adjustment or any
other similar operation, as per the requirement of new style. The time taken to complete all
the internal activities constitutes the set-up phase.
Figure 3: Traditional style changeover process

Page | 11
The external activities are performed outside the line without disturbing the production
inline. For example, pre-setting of a sewing machine for new style or early loading of cut
parts without disturbing the production of running style.
While the internal activities need to be carried out in the set-up phase when the machine is
stopped, the external activities can be carried out during run-down phase and/or during the
run-up phase.
2.2.6 Implementing Single Minute Exchange Of Die
Figure 4: SMED changeover process, identifying internal and external activities
Quick changeover is not an isolated process, where specially trained work force carries out
the changeover activities. It requires focus on Organizational improvement and design
improvement. Following are the six techniques that should be considered while
implementing SMED:
1. Segregate or set apart the internal from external setup operations (tasks)
2. Convert internal to external set-up tasks
3. Standardize functions
4. Adopt parallel operations
5. Improve design of machine equipment

Page | 12
6. Use functional clamps or eliminate fasteners and adjustments. (Unknown, Stitch
World - Single Minute Exchange Of Dies improving Style Changeover Performance, 2013)
It is quite evident that limited scope of design improvement makes SMED implementation in
apparel industry to rely mainly on organizational improvement.
Organizational Improvement Needed
Since developing quick style changeover capability needs cultural change, initiating
organizational changes becomes essential. And since the organizational changes are
basically people and procedure based, it mainly deals with manpower
allocation/reallocation and task modification but not with equipment or product, which is
dealt in design improvement. Organizational improvement is highly dependent on training
and motivation. Following are few examples for initiating organizational improvement in
apparel industry:
Identifying Internal And External Activities: Machine plan should be prepared by comparing
operation bulletin of old and new style. Machine plan should identify following parameters:
1. Operation type
2. Machine type (segregated as internal/ external)
3. Machine number
4. Stitches per inch (SPI)
5. Required Settings
Operations of old style and new style should be compared for segregation of internal and
external elements. If operation for new style is already being performed in old style then the
element is internal, thus the machine type should be filled as internal element. But if a
machine has to be arranged from outside or a machine from the old style will become idle
but can be utilized at some other operation in the new style, then that should also be filled
as external element. Along with machine type attachment details should also be filled by
referring to operation bulletin. (Unknown, Stitch World - Single Minute Exchange Of Dies improving Style
Changeover Performance, 2013)
– Convert Internal Task to External: Since reallocating task by converting internal
activities to external activities significantly reduces set-up time, opportunities for
such conversions should be identified. Example, loading of parts before the end of
old style or template preparation in advance.
– Investigate the use of Automates/Work Stations: Like continuous bottom hemming
machine for knits Tee/Polo shirts (internal to external elements) or the use of fusing
machine in cutting section rather than in sewing line.

Page | 13
– External Machine Setting: External machines should be set-up by the mechanic
according to the machine plan in advance (in run-down phase). Typically machine
setting should include machine parameters like gauge change, folder/presser foot
change, needle change/ removal, SPI adjustment, programming, etc. as per the
requirement of new style. Machine setting should be approved for quality by the
quality supervisor and machine marked with ‘Setting OK’ tag.
– Adopt Parallel Operations: Set-up parallel operations example, set-up of operations
in different sections simultaneously (front and back sections). Note that the tasks
must not be dependent upon each other. Usually, the creation of parallel tasks
requires more manpower, so increased personnel must be considered.
– Eliminate Waiting Time: Concentrate on efforts to eliminate waiting time during
changeover process. A simple reallocation or reorganization of group tasks may help
reduce this waiting time. For example, performing bottom hem operation before
waistband attach in a denim for starting few bundles, as setup of waistband
operation consumes more time.
– Training and Development: Traditional changeover procedure can be modified by
broadening the scope of a technician’s abilities through training programs. This will
allow a technician to perform tasks that he or she was not previously allowed to do –
and thus remove dependency on another technician for completion of a task.
– Minimize Trials and Controls: Trials and controls can be minimized by formalizing
procedures and utilizing standards. Checklists can be used, and technicians can be
held accountable for key procedures by signing off on the checklists.
– Standardize Functions: Formalize standardized operation instructions for
changeover process. Examples develop standard operating procedures defining
responsibility and accountability.
Design Improvement
Following are few examples of design improvement in apparel industry:
– Improve Design of Manufacturing Machine and Equipment: Investigate use of
clamps instead of fasteners wherever feasible, for example use magnetic edge
guides in place of screw fastener type.
– Improve Design of Manufactured Products: Exercise the scope of changes in
product construction parameters in consultation with buyer to facilitate reduction in
set-up time. For example, margin for strip matching at sleeve joint for yard dyed
knits, increasing/ decreasing SPI by a unit as the specified SPI cannot be produced on
some machines or to increase the width of J-Stitch so that it can be easily performed
on J-Stitch machine. However since such changes require buyers consent, which
often is a time consuming process, they have limited application. (Unknown, Stitch
World - Single Minute Exchange Of Dies improving Style Changeover Performance, 2013)

Page | 14
It is observed that in comparison to design improvement, organizational improvement is
cheaper, easy to implement, and produces significant reductions in changeover time.
Administer Functional Controls
While implementing SMED, it should be guarded that the saving in changeover time is not
negated by poor functional controls like, non-availability or shortage of fabric/trims after
commencing production, non-adherence to PPM schedules, poor style clarity among
production supervisors and many more such small irritants but with a major implication.
Figure 5: Phases of SMED

Page | 15
3.1 Methodology
The project is being carried out in five phases:
– Define
– Measure
– Analyse
– Implement
– Control
Define: This phase is all about defining the objectives, the scope, the areas to be worked on
and the goals of the project. Familiarisation with the factory’s ways of working is also a part
of this phase.
Measure: The main objective of this phase is to measure the following:
– Changeover time
– Breakup of the changeover time with causes
To achieve this, some new formats, matrices and reports in the form of graphs and paretos
were developed along with several reports already being prepared. The usefulness of this
step is that a record of the style changeovers is being maintained which will later help in
monitoring the progress and also in identifying the areas of concern. And, since the charts
and paretos would be displayed for each line and each section separately, this would also
provide visibility to the problems being faced in the factory, which would in turn create
more ideas for improvements in the form of kaizens.
Analyse: This phase is about making deductions from the earlier phase about areas of
concern and future plan of action. For this, the use of charts and graphs and discussions
with concerned people is to be done.
The activities carried out in this step are as follows:
– Video Analysis
– SOS Preparation
– Conversion of internal activities to external
– SOS preparation
– Style Preparation
– Streamlining Pre Production activities
This step is the most critical step of the project, since a wrong analysis would cause all the
earlier steps to go wrong and a lot of time and energy would be wasted. Its usefulness lies in
the fact that the critical area identification depends solely on this step where each and every

Page | 16
cause is analysed and decision taken as to which problem to eliminate first, and how, and
why? And if improvements are noticed, then what is the measurement of the improvement.
Implement: In this phase, problem areas defined earlier are to be focused on and plan
action determined earlier is to be carried out with proper inputs from concerned people.
Steps to be carried out in this phase are as follows:
– New Method testing
– Revision
– Operator training
– Trial runs
Control: This phase is about improving and standardising and making the improved
processes an integral part of the changeover process and ensuring that the process is
maintained properly. It is all about putting proper checks in places to ensure that everyone
in the organisation follows the practices.
Figure 6: Methodology
3.2 Data Collection
3.2.1 Primary Data
Primary data is collected using the following methods:
– Observation and study on the production floor
– Interviews with concerned people
– Reports generated in the company
Define Measure Analyse Implement Control

Page | 17
3.2.2 Secondary Data
Secondary data has been derived from the following sources:
– Websites
– Journals
– Periodicals
– Books

Page | 18
4. Data Analysis
Understanding the concept of changeover: Data regarding changeover time, techniques
developed by Shigeo Shingo to carry out changeover was gathered from different research
papers to understand the concept of changeover. Case studies related to SMED
implementation in different companies were also analysed to get a rough idea of various
problems faced during changeover and to relate them to the company in study.
4.1 Define: A major problem faced by Laguna Clothing during style changeover is the
start-up loss which is a major loss for the lines affecting planning and meeting
deadlines. So, the project focus will be on analysing and reducing this start-up loss.
4.2 Measure: In this phase, two style changeovers were studied and time study done
using Style Changeover Analysis Sheet for these styles for measuring the current
style changeover time in the lines.
Style change 1:
This style changeover was from style Jaron (Hugo Boss) to Black Label (Thomas Pink). The
analysis of the changeover time is given below:
Figure 7: Changeover analysis for a new style before implementation (in %)
31.75%
6.45%
3.94%
2.47% 0.61% 0.22%
54.57%
Changeover Analysis For Jaron to Black Label
Operator waiting time
Operator learning
Machine setting
Technical Issues
Wrong template issued
Thread Change
Run Up Period

Page | 19
Operator waiting time 12:13:00
Operator learning 02:29:00
Machine setting 01:31:00
Technical Issues 00:57:00
Wrong template issued 00:14:00
Thread Change 00:05:00
Run Up Period 21:00:00
Total 38:29:00
Style change 2:
This style changeover was from style Arlington (Verweij) to Maine and Royal Plus (Verweij).
The analysis of the changeover time is given below:
Figure 8: Style changeover analysis for a repeat order before implementation (in %)
Operator waiting time 05:57:00
Less Operator Efficiency 07:15:00
Machine setting 04:56:00
Label Sorting 00:38:00
Thread Change 00:05:00
Run Up Period 06:30:00
Total 25:21:00
Operator waiting time
23.47%
Less Operator Efficiency 28.60%
Machine setting 19.46%
Label Sorting 2.50%
Thread Change 0.33%
Run Up Period 25.64%
Changeover Analysis for Arlington to Maine and Royal Plus

Page | 20
Problems Identified:
The style changes in the company were observed to be of two types:
– Changeover for a new style
– Changeover for a repeat style
The following problems were identified for a changeover for a new style:
– Machine setup
– Quality problem
– Batch setting
– Loading problem
– Operator problem
– Communication gap
The following problems were identified for changeover for a repeat style:
– Loading problem
– Machine setup
– Operator problem
– Batch setting
– Communication gap
Machine Setup: This is the most frequent and the biggest problem faced during a style
changeover. This problem is faced during the setup and the run period.
External machine setup: This is the least commonly used method of preparing a
machine for use in the lines. In this method, the idle machines are prepared by
attaching the necessary work aids, attachments, getting the machine settings ready,
etc. for incoming styles so that the running machines can be exchanged with an already
prepared machine, reducing the impact of setup time on production. However, this
concept can be used only in scenarios where idle machines are available for setup.
Another way of doing this is by setting up the inline machines while no production
activities are running in the line, for example during lunch time, or after work hours.
Internal machine setup: This is the most commonly used way of setting up a machine
for an incoming style in most factories. The running machines are stopped, and
prepared by attaching and setting the various workaids, guides, attachments, etc., and
checking the output for quality issues. It results in a major loss of production as a lot of
time is used up in creating the correct settings for the incoming style and no production
is coming during this setup time. The main aim of the SMED concept is to reduce

Page | 21
changeover time by externalising these internal machine setup times so that impact on
production is always a bare minimum.
Quality Problem: There are several quality related problems during a style changeover
like:
Rework at the start of the batch setting: Rework at the start of batch setting is a very
commonly faced problem during style changeover. The reason for this can be many:
machine was not setup properly or the operator is not skilled enough or the quality
requirements were not fully communicated to the concerned people on time. This
creates a lot of problem at the start of the style changeover, increasing the run up
period to a maximum and also raising quality concerns for the order if the order
quantity is too less.
Clearing of alteration pieces at the end of the current style: This is another major quality
problem faced during a style changeover. The alteration pieces for the previous style
are not cleared on time and are left pending to be done at last. This increases the run
down period two fold as the alteration pieces need to be first brought back to the
original state and then altered. Also this means that the machine setting for the new
style cannot be done until the alteration bundles are cleared, again resulting in a high
changeover time for the factory.
Quality issues in case of new operations for a new style: Whenever a new style with
some new operations are loaded in the line, there are quality concerns related to that
operation and they almost always turn out to be true with quality issues surfacing for
them, increasing the changeover time.
Batch Setting: batch setting involves activities necessary to prepare a line for an
incoming style. It includes activities such as Machinery Planning, Capacity Planning,
Operator Allocation, Line Balancing and Skill Development for new styles. For new styles
this causes major problems, especially for styles having some new operations. The
reason is that sufficient attention is not paid to the batch setting task in terms of skill
development and skill mapping. As a result, the new operation often becomes a
bottleneck right from the start, increasing the startup time for the line. Also, when
sufficient numbers of required machines are not available to be shifted into the lines,
batch setting becomes a problem and attaining the peak production often needs more
time than is anticipated.

Page | 22
Loading Problem: Quite often delayed loading of cut parts and/or trims in the line
increase the changeover time because, quite simply, the operator does no productive
work for the time he/she has no feeding. This situation is not good for any factory. The
reasons for delayed loading could be several: like cut parts not ready on time, trims not
inhouse on time, absenteeism of feeding helper, rigid mentality that the loading should
be taken only after the last pieces of the previous style are clear, etc.. Sometimes, it
also happens that the trims loaded are wrong or insufficient quantities are issued.
Another concern sometimes occurring is that the pattern for the cut parts received are
wrong, either due to the mistake of the cutting department or the pattern making
department. Even imbalance in the parts section leading to an improper matching for
assembly section increases the run up period for an incoming style.
Operator Problem: Often it is seen that an operator allocated at an operation is not
properly skilled in that operation. Inline training is then given to the operator to
increase their efficiency. During this time several issues of quality related problems also
might come up which would need attending to. This would result in a higher
changeover time. Even absenteeism is a major problem related to the operators which
if occurring in sufficiently large numbers can cause serious damage to the factory’s
production for the day. Sometimes, the operator attitudes also have a negative impact
on the production activities for a factory. The attitude can be of any of the following
types:
– This operation is not my job. I will not do it.
– I will do this job only if I am allowed to do the operation on only this machine.
– I will not learn a new operation. I am comfortable doing this operation.
– I don’t care what happens, I will do only this operation. Even if I know some
more operations, what is the use of telling them.
Sometimes, some personal problems also seriously hamper a good operator’s working,
and if this happens to be on a day of a style changeover, it is bound to create problems
for everybody. Sometimes it is also seen that the required number of maintenance
personnel are not available at the required place at the right time. This is also an area of
concern for the factory if this keeps happening at regular intervals.
Communication Gap: It has often been seen in a factory that there is a lack of proper
communication among the various departments. This seriously affects the production
activities of the factory, especially so at the start and end of the production activities,
for if proper communication is not passed on to the right person at the right time, he
cannot make arrangements to make sure that the exact requirements are met at the
Page | 23
right time. For example, if the IED does not pass on the information on to the
maintenance department about the types and number of attachments required for a
particular style, the maintenance department cannot be expected to be prepared
beforehand with the required attachments and workaids and the required personnel.
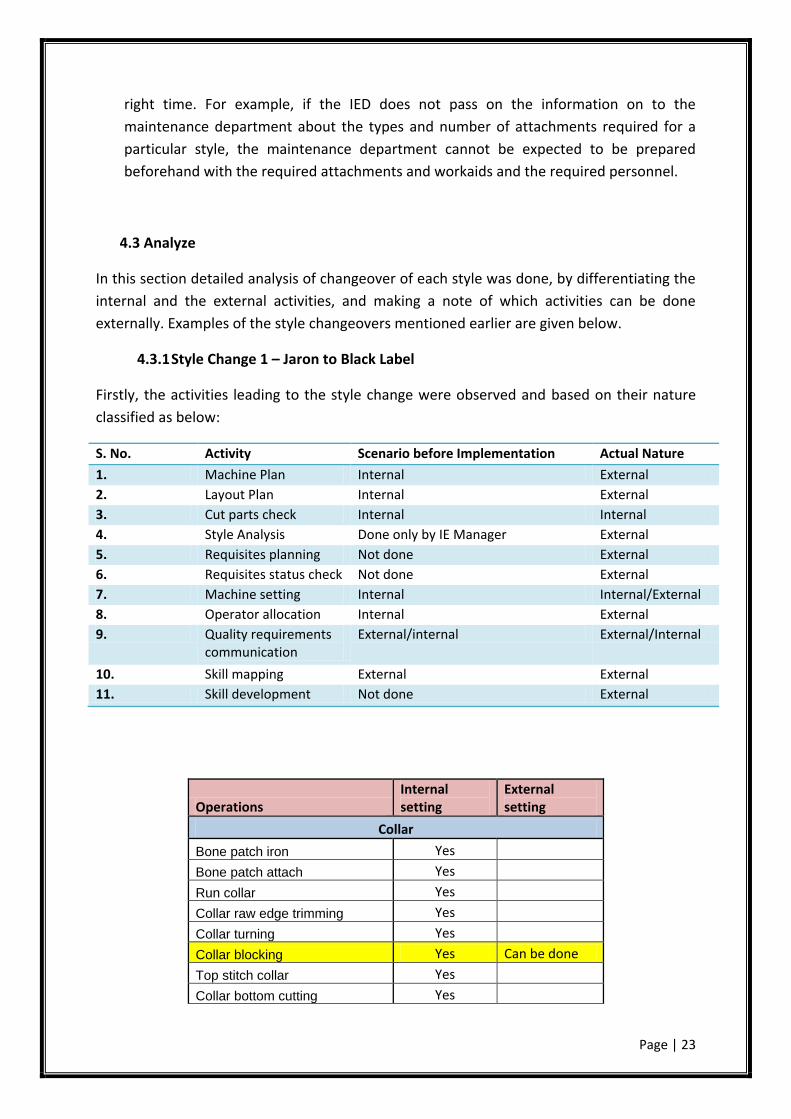
4.3 Analyze
In this section detailed analysis of changeover of each style was done, by differentiating the
internal and the external activities, and making a note of which activities can be done
externally. Examples of the style changeovers mentioned earlier are given below.
4.3.1 Style Change 1 – Jaron to Black Label
Firstly, the activities leading to the style change were observed and based on their nature
classified as below:
S. No. Activity Scenario before Implementation Actual Nature
1. Machine Plan Internal External
2. Layout Plan Internal External
3. Cut parts check Internal Internal
4. Style Analysis Done only by IE Manager External
5. Requisites planning Not done External
6. Requisites status check Not done External
7. Machine setting Internal Internal/External
8. Operator allocation Internal External
9. Quality requirements communication
External/internal External/Internal
10. Skill mapping External External
11. Skill development Not done External
Operations Internal setting
External setting
Collar
Bone patch iron Yes
Bone patch attach Yes
Run collar Yes
Collar raw edge trimming Yes
Collar turning Yes
Collar blocking Yes Can be done
Top stitch collar Yes
Collar bottom cutting Yes

Page | 24
Hem band Yes
Dummy stitch Yes
Insert collar Yes
Pick turn, trim and iron Yes
Top stitch band Yes
Double top/design Yes
Trim base Yes
Notch & mark collar Yes
Btn hole on neck band Yes
Btn st. On neck band Yes
Front
Prepare left plkt Yes
Prepare right hem Yes Can be done
Inspect plkt Yes
Neck trim Yes
Button hole front Yes
Button sew front Yes
1 extra buttons Yes
Tack label on side seam Yes Can be done
Back
Split yoke Yes
Split yoke iron Yes
Set main label Yes
Set secondary label Yes
Set yoke Yes
Yoke o/l Yes
Trim the back Yes
Sleeve
Sew small plkt Yes
Crow foot tack and trim Yes
Press slv plkt Yes
Set big placket (square) Yes
Trim the edges Yes
Make sleeve pleats Yes
Buttonhole slv plkt Yes
Buttonstitch slv plkt Yes
Cuff
Cuff hem Yes
Run cuff Yes
Cuff raw edge trimming Yes
Cuff notching turning Yes Can be done
Iron the cuff Yes
T/s cuff fused edge Yes

Page | 25
Buttonhole cuff Yes
Buttonhole cuff Yes
Assembly
Join shoulder Yes
Set collar Yes
Finish collar Yes
Sleeve attach Yes
Sleeve t/s Yes
Serge at bottom Yes
Bottom hem with panels Yes
Side seam foa Yes
Set cuff Yes
Gusset iron Yes Can be done
Gusset ready Yes Can be done
Gusset attach Yes
4.3.2 Style Changeover 2 – Arlington to Maine and Royal Plus
Firstly, the activities leading to the style change were observed and based on their nature
classified as below:
S. No. Activity Scenario before Implementation Actual Nature
1. Machine Plan Internal External
2. Layout Plan Internal External
3. Cut parts check Internal Internal
4. Style Analysis Done only by IE Manager External
5. Requisites planning Not done External
6. Requisites status check Not done External
7. Machine setting Internal Internal/External
8. Operator allocation Internal External
9. Quality requirements communication
External/internal External/Internal
10. Skill mapping External External
11. Skill development Not done External
Operations Internal setting
External setting
Collar
Run collar Yes
Collar raw edge trimming Yes

Page | 26
Collar turning/blocking Yes Can be done
Collar pointing Yes
Collar bottom cutting Yes
Collar bottom stitch Yes
Hem band with tape Yes Can be done
Neck band raw edge cutting Yes
Insert collar Yes
Pick turn/ iron Yes
Top stitch band Yes
Trim base Yes
Notch & mark collar Yes
Button down Yes
Bth hole neckband Yes
Btn stitch neckband Yes
Front
Prepare left plkt Yes Can be done
Prepare right plkt Yes Can be done
Piping attach Yes Can be done
Inspect placket Yes
Neck trim
Tack label
Crease pocket Can be done
Hem pocket Can be done
Set pocket Yes
Button hole front Yes
Button sew front Yes
Sew extra botton Yes
Back
Patch iron Yes Can be done
Attach main label Yes
Attach main label Yes
Attach sec label Yes
Sew back pleat Yes
Loop ready Can be done
Loop attach
Set yoke Yes
Trim extra back Yes
Sleeve
Sew sleev placket Yes
Crow foot tacking Yes
Press sleeve placket Yes
Set big placket Yes
Sew pleats on sleeve Yes
Trim the edges Yes

Page | 27
B/h slv placket Yes
B/s slv placket Yes
Cuff
Iron the cuff hem Yes
Hem cuff Yes
Run cuff fused Yes
Cuff raw edge trimming Yes
Cuff turning Yes Can be done
Iron the cuff Yes
Bluff stitchcuff Yes
Button hole cuff
Button sew front Yes
Assembly
Join shoulder Yes
Set collar Yes
Finish collar Yes
Set sleeve Yes
Sleeve top stitch Yes
Sleeve arm hole pressing Yes
Close side seam Yes
Set cuff Yes
Serge bottom Yes
Hem bottom Yes

Page | 28
5. Implement/Reduce
Step 1: Video Analysis of different changeover operations
Purpose: The main objective behind doing the video analysis of the changeover operations
was threefold:
– To find out and eliminate Non-Value Added Activities (NVAA) or Muda
– To create Standard Operating Sequences (SOS) for repetitive standard
activities
– To set a Standard Target Time in which to complete the desired activities
Justification: This step was necessary for a variety of reasons, like:
– A video analysis of several mechanical operations carried out during style
change is necessary to identify waste and non-value added activities being
performed during the style change. And once these have been identified,
measure the time lost in such activities and eliminate them, or reduce their
effects to the minimum, if elimination is not possible.
– Video analysis of changeover activities help arrive at some of the best
practices and techniques that could be achieved for these activities. This
would help in making a process simpler and more standardised. This in turn
would effectively help make the process of style changeover become more
process dependant than person dependant, increasing operational
flexibility.
– Also, video analysis could be used for training of the people involved in the
activities studied, bringing higher awareness and some degree of uniformity
throughout the organisation.
– Creation of a SOS would lead to setting of time limit within which the
activity has to be completed. This would very much help gauge operator skill
level and also reduce a lot off standard time that is otherwise being lost in
doing useless things.
Number of observations: 8
How it was done: The process of video analysis for various style changeover activities by
following these steps:
– Videos of the changeover process were taken
– Each activity, like die change, machine setting, etc., were separated
– These videos were then studied using the principles of time motion study
– Waste and NVAAs were then identified
– Remaining activities were then classified into internal and external activities

Page | 29
– Based on these calculations, the time taken for each activity was found out
atleast five times each
– If the method of working showed a regular pattern, which could easily be
standardised, it was standardised with average timings from the various
readings taken and a target was set
Outcome: The outcomes of this step were the following:
– Creation of SOS for Collar and Cuff die change
– Setting of target for Collar and Cuff die change at 25 minutes
Figure 9: Changeover analysis example 1

Page | 30
Figure 10: SOS example 1 (Collar Die Change)
Improvement Done: Time taken for die change before target setting: 45 minutes approx.
Time taken for die change after target setting: 28 minutes approx.
Time saving done: (45 – 28) minutes = 17 minutes
Step 2: Development of matrices and formats for changeover time study
Purpose: The purpose of this step was to develop and standardise a set of matrices,
checklists, display charts and cards for ease in monitoring the process of style
changeover and maintaining the records. These charts, matrices and formats
would also help in standardizing the processes and ensuring that the methods are
followed diligently.
Justification: The process of style changeover needs to be constantly mapped and timed to
evaluate the level of maturity achieved by the company in terms of style
changeover. It also helps the company keep track of the various changeovers

Page | 31
happening in the production lines. To do so, some standard formats, charts and
matrices are needed for ease in measuring the deliverables. The nature of these
charts, matrices, etc. should be such that it can be understood and used by
anybody and everybody, and filling them up should not take too much of time.
Outcome: The outcome was the development of the following:
– A matric for calculation of changeover time
– A checklist to be filled before style changeover
– An End of Line (EOL) chart for style changeover
– A checklist for documenting machine setup and layout change time
Benefits: The company’s goal of measuring and maintaining a visual display of changeover
time for one week along with its paretos was achieved by developing a standard
matrix for automatic calculation of run up and run down period of each style
changeover. This meant that the measurement of run up and run down period
was very much systematic and error free, giving much reliable results than doing
the same work manually. And a visual display for this in the form of end of line
(EoL) charts has been prepared which also updates automatically based on the
inputs provided by the user. Some other formats were also developed, like, a
format for monitoring the machine availability, machine setting, raw material
availability, etc. was developed for use during a style changeover. These would
help monitor the plant’s performance levels after each style changeover and take
necessary actions wherever necessary.
Figure 11: Machine setup and layout change time monitor format
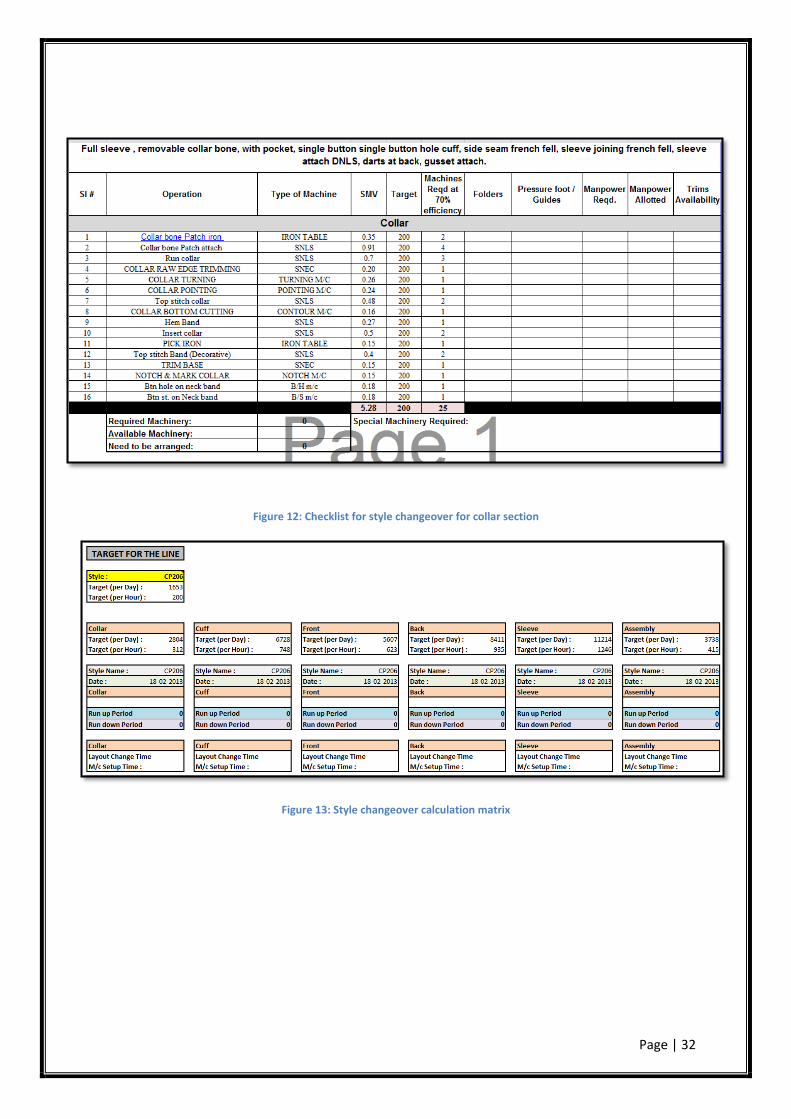
Page | 32
Figure 12: Checklist for style changeover for collar section
Figure 13: Style changeover calculation matrix

Page | 33
Figure 14: Chart data for end of line chart
Step 3: Formation of a changeover team
Purpose: A changeover team was required in the factory for making sure that the planning done by
the planning department is followed as closely as possible
Justification: The planning department makes a production plan keeping in mind the capacity of the
plant. But if the plant loses production due to frequent style changes, all the planning goes
to waste and requires extra planning again and again. But if there is a dedicated team who
will cater to the needs of the factory of keeping track of the upcoming changes and
preparing the factory for these changes, this loss can be minimised, even if not eliminated.
Outcome: A changeover team comprising people from IE, training, maintenance, production and
quality departments was formed. The team members included IE executives, the QCs of
respective lines, maintenance supervisors and trainers. This team is headed by the Factory
Manager. The main task of this team is to make sure that every style changeover in the
factory happens only after their scrutiny. These people make sure that all the prerequisites
to the new style being loaded have been completed and all the necessary resources are in
place. In case the style is seen to be lacking in something, it can be stopped from being
loaded in the lines after consultation with the factory manager.

Page | 34
Step 4: Style Preparation for the factory
Purpose: The purpose of this step was to prepare the factory for upcoming styles in terms of Quality
requirements, IE requirements and maintenance requirements
Justification: The factory is provided inputs from the merchandising team about the various orders
coming its way for production in its lines. But without proper inputs from them and the
various other departments, who are subsequently dependant on merchandising team for
information, the changeover process becomes a major area for concern with problems
occurring everywhere. For example, the IE and the Training department are often unaware
of the bottleneck operations in a particular style. So no planning is done ahead of its
loading in the lines for optimal production. And as soon as the pieces reach the critical
operation, problems start creeping up, increasing the changeover time considerably.
Another example. A new style is loaded in the lines, but the trims are not yet in house.
Since no one has been following it up, no one knows that the required trims are not yet
available until the pieces reach the operation where the trim has to be used. The pieces
can now no longer move for want of trims. The purpose of this step is to stop such types of
occurrences from happening in the factory.
Outcome: A very novel approach has been adopted in the factory for this purpose. The IE team is
informed beforehand about the upcoming styles for the next two months. The team starts
taking follow-ups on these styles from all the required departments. They check when the
patterns are in house, what are the major bottlenecks in the style based on the samples
given to them, they conduct meetings with merchandisers, maintenance, production and
quality people at least two weeks before the style is being loaded in the lines for
discussions on the styles, its critical areas, counter measures on how to get maximum
productivity, get the OBs, technical sheets, and every other follow up and actions found
necessary to make sure that the style does not become a headache after it has been
loaded in the lines. This team checks for the folder availability, machinery requirements,
and analyses each style and keeps the information in a format known as the Single Sheet
Information System. With the help of this sheet they are able to tell which style requires
what and whether the factory is ready to load the particular style in the line at any point of
time.
Benefits: The benefits of this step are enormous. Although it required a lot of changes in the
organisational level and in the mindsets of the people, this step was very much successful
in solving major critical problems for the factory. The benefits are manifold:
– The factory is well prepared to take on any style that comes its way with people
well aware of its requirements beforehand
– The problem of untrained operators handling new and critical operations leading to
bottlenecks has been minimised
– The availability of machines, attachments and trims are checked beforehand so
that availability of resources is not an issue any longer
– Style wise analysis done beforehand gives the factory people a fair idea of what to
expect and where all they need to have checkpoints to ensure that everything

Page | 35
moves smoothly, so they are prepared for it every time a new style is loaded in the
lines
– Each department of the factory is informed and made ready for the different styles
coming their way which increases participation, innovation and information
circulation among the different departments, which makes sure that almost every
aspect of the style has been discussed and appropriately reviewed for problems
and it has been troubleshot
Figure 15: A section of SSS sheet for De Fursac
Step 5: Simplification of tool design for machine setting
Purpose: The purpose of this step is to simplify the tools used for change in machine settings and for
attachment fixing to reduce machine setup time during a style changeover
Justification: The process of machine setup is an area which is hardly looked at in the garment
industry. It is considered that there is no scope for improvement in this field. But that is not
the case. For example, pressure foot change is never considered for simplification. But, the
process can be simplified and made to be process driven rather than maintenance people
driven. For most of the time, even pressure foot change is done by the maintenance

Page | 36
people, and in case they are not free, time is lost waiting for the machine to set up. But if a
simple tool was to made which could make sure that there are no screws to opened and
closed, and the pressure foot can be changed with a single touch, this waiting time could
be eliminated, giving maintenance people more freedom to work and reduce machine
setup time, even further.
Outcome: The outcome of this step was the purchase of a simple device from an oversee vendor for
quick pressure foot change in the machines. The tool is a simple device allowing operators
to change the pressure foot at just a touch of their fingers.
Benefits: The major benefit of this tool is that it eliminates the need to wait for the maintenance
people to come and fix the pressure foot. This ensures that manpower is always available
at more pressing operations where maintenance personnel are required to the needful.
Also, time saving is done, for a normal pressure foot change sometimes can take two
minutes or more. But this tool gets the same work done in a matter of seconds.
Figure 16: Attachment for quick pressure foot change
Step 6: Application development for consolidation of data and line preparation
Purpose: The purpose of this application is to have a central database for all the attachments in the
form of folders, guides and gauges and style details in terms of attachments requirement

Page | 37
of upcoming styles, for proper communication between the IE and the Maintenance
departments.
Justification: The need for such an application was felt because of the following reasons:
– The maintenance team had no proper record of their assets with which anyone
could identify the different attachments and check their availability prior to a style
being loaded in the line
– Proper communication flow for the requirements of maintenance team could not
be seen in the factory due to a lack of proper asset database. This application
would bridge the gap by having a central database accessible by IED and the
maintenance team simultaneously
– It was sometimes seen that when a style was loaded in the lines, its attachments
would be unavailable or there would be a shortage, for it was in use in some other
line and could not be used for the production of the given style. This application
would check the availability of the folders, guides and gauges for different
combinations of styles that could be loaded in the lines at any given point of time
Outcome: An application was prepared on VB.NET with a central database on the company’s local
server. It is easily accessible by all through a front end that can be installed on any
computer. It displays and stores information related to the number and kinds of
attachments, different buyers, different styles and their folder requirements. It is very
user friendly and can be used by anyone in the company.
Benefits: The application has brought about the following changes in the process of style
changeover:
– The communication gap between the IED and the Maintenance departments has
effectively been bridged, even if there is no direct interaction between them
– The maintenance department now has a record of each and every attachment in its
possession and is now answerable for any discrepancies
– The IED has also been made accountable for the number of attachments and
machinery details that would be required for given style
– Unavailability of attachments would also no longer be an issue during the style
changeover, since it has already been checked for availability
STATUS AFTER IMPLEMENTATION:
The current status of the changeover process of the factory is summarised below in the table:
S. No. Activity Scenario before Implementation
Actual Nature
Current Status Implemented through
1. Machine Plan Internal External External
2. Layout Plan Internal External Internal -NA-
3. Cut parts check Internal Internal Internal -NA-
4. Style Analysis Done only by IE Manager External External Step 4

Page | 38
5. Requisites planning
Not done External External Step 4, Step 6
6. Requisites status check
Not done External External Step 4, Step 6
7. Machine setting Internal Internal/External
External/Internal
Step 5
8. Operator allocation
Internal External External Step 4
9. Quality requirements communication
External/internal External/Internal
External Step 4, Step 2
10. Skill mapping External External External -NA-
11. Skill development Not done External External Step 4

Page | 39
6. Results and Discussions
6.1 Reduction in Changeover Time:
Readings for changeover time for various styles were taken after implementation of the
SMED concepts in the factory. Two such readings are discussed below:
6.1.1 Style changeover from Gerald to Gale (HB)
Readings were taken for style changeover from style Gerald to style Gale. The readings
and the corresponding chart are given below:
Figure 17: Style Changeover Analysis for Old style After Implementation
Operator waiting time 02:30:00
Thread Change 00:05:00
Machine setting 03:21:00
Low operator efficiency 00:35:00
Quality specs clarification 00:21:00
Operator learning 01:07:00
Operator meeting 00:16:00
Run Up Period 03:15:00
Total 11:30:00
Operator waiting time 22% Thread Change
1%
Machine setting 29%
Low operator efficiency
5%
Quality specs clarification
3%
Operator learning
10%
Operator meeting
2%
Run Up Period 28%
Style Changeover Analysis for Gerald to Gale

Page | 40
6.1.2 Style changeover from M&S 0994K to Dressmann D268
Readings were taken for style changeover from M&S 0994K to Dressmann D268. The
readings and corresponding chart are given below:
Figure 18: Style changeover for an old style after implementation
Operator waiting time 01:12:00
Thread Change 00:05:00
Machine setting 02:54:00
Line Disturbance 00:20:00
Quality issues 00:10:00
Run Up Period 01:20:00
Total 6:01:00
6.1.3 Project impact on changeover time of the factory:
The changeover time of the factory has been majorly impacted with the help of this project.
The end results in terms of changeover time reduction are given below:
Operator waiting time 20% Thread Change
1%
Machine setting 48%
Line Disturbance 6%
Quality issues 3%
Run Up Period 22%
Style Changeover from M&S 0994K to Dressmann D268

Page | 41
Table 1: Changeover Analysis before implementation
STYLE DETAILS CHANGEOVER TIME STUDY SUMMARY
SL NO
BUYER STYLE PLANNED / UNPLANNE
D
Line
Time study (hrs)
Machine
setting time (hrs)
Waiting time (hrs)
Thread Change (hrs)
Run up + Run
Down Perio
d (hrs)
Operator
learning (hrs)
Other element
s (hrs)
Total Time
1 Color Plus
CPFP D218
Planned 3
5.15 10.2 0.08 14.8 3.9 4.86 38.99
2 Verweij
Maine & Royal Plus
Planned
3
4.95 5.95 0.08 6.5 0 7.88
25.36
3 Lacost
e CH 6026
Unplanned 3
4.21 8.51 0.08 9.87 2.75 4.08 29.5
4 Hugo Boss
Gordon
Planned 4
4.14 2.21 0.08 2.5 0 1.24 10.17
5 CTC Men260
Planned 2
3.63 1.56 0.08 1.75 0 0.9 7.92
6 CTC Men 409
Planned 1
2.2 1.79 0.08 2.62 0 0.4 7.09
7 Color Plus
CPFP D215
Unplanned 3
7.81 2.73 0.08 5.92 3.17 2.04 21.75
8 Thomas Pink
Black Label
Planned 4
1.5 12.5 0.08 21 2.5 0.95 38.53
9 CTC Men 412
Unplanned 1
2.5 0.45 0.08 2 0 0.97 6
10 CTC Men 251 X
Planned 2
4.12 1.85 0.08 5.5 0 1.95 13.5
TOTAL 40.21 47.75 0.8 72.4
6 12.32 25.27 198.8
1
AVERAGE 4.02 4.78 0.08 7.25 1.23 2.53 19.88

Page | 42
Table 2: Changeover time analysis after implementation
STYLE DETAILS CHANGEOVER TIME STUDY SUMMARY
SL NO
BUYER STYLE PLANNED /
UNPLANNED Line
Time study (hrs)
Machine setting time (hrs)
Waiting
time (hrs)
Thread Change
(hrs)
Run up + Run
Down Period (hrs)
Operator learning
(hrs)
Other elements
(hrs)
Total Time
1 Dressmann D268
Planned 1
2.9 1.2 0.08 1.33 0 0.5 6.01
2 CTC Men 851
Planned 1
3.15 2.1 0.08 2.45 0 1.15 8.93
3 CTC Men 200
Planned 2
2.19 1.68 0.08 0.67 0 0.95 5.57
4 CTC Men 190T
Planned 2
2.75 2.21 0.08 1.4 1.5 1.46 9.4
5 De Fursac H3Vong
Unplanned 3
3.95 3.13 0.08 3.2 0.45 1.3 12.11
6 Carrefour I513598
Planned 3
3.16 1.42 0.08 2.7 1.1 8.46
7 De Fursac H3NAGC
Unplanned 3
3.25 1.38 0.08 5.92 1.8 2.04 14.47
8 Antonio Laverda AT 141
Planned 3
6.45 8.6 0.08 18.33 2.5 0.95 36.91
9 Hugo Boss Gale
Unplanned 4
3.35 2.5 0.08 3.25 1.2 1.12 11.5
10 Thomas Pink Haly stripe
Planned 4
5.67 3.75 0.08 9.95 5.75 1.95 27.15
TOTAL 36.82 27.97 0.8 49.2 13.2 12.52 140.51
AVERAGE 3.68 2.80 0.08 4.92 1.47 1.25 14.05
Table 3: Figures for Improvements made
4.02 4.78 0.08 7.25 1.23 2.53 19.88
Average After Implementation 3.68 2.80 0.08 4.92 1.47 1.25 14.05
Difference 0.34 1.98 0.00 2.33 -0.23 1.28 5.83
Difference (in %) 8.43% 41.42% 0.00% 32.10% -19.05% 50.46% 29.32%

Page | 43
Figure 19: Analysis of Improvements done
4.02 4.78
0.08
7.25
1.23 2.53
19.88
3.68 2.80
0.08
4.92
1.47 1.25
14.05
0.34
1.98 2.33
-0.23
1.28
5.83
-5.00
0.00
5.00
10.00
15.00
20.00
25.00
time (hrs)
setting (hrs) (hrs)
Machine Waiting time(hrs)
Thread Change(hrs)
Run up + RunDown Period
(hrs)
Operatorlearning
Other elements Total Time
Analysis of improvements done
Average Before Implementation Average After Implementation Difference

Page | 44
7. Limitations of the project
The project carried out, like all other things, has limitations of its own. The project although carried
out successfully at present, needs to be sustained in the long run to be of any major benefit to the
organisation. And that is where the major problem comes. For sustaining a project of this
magnitude, which involves so many additional activities to be carried out and the involvement of so
many people, a lot of will power, right guidance and right approach is needed which can be had only
if the employees are motivated enough and the management approach is supportive of the changes
this project brings about. Another limitation is the part for continuous improvement. There is always
a scope for continuous improvement, no doubt, but finding that out and making sure that the
improvements are carried out is in itself a big task which too requires that the management be
supportive and the employees motivated to do that extra mile to make continuous improvement an
integral part of the project. Also, for a factory facing style changeovers practically every day,
ensuring that the methods used are effectively and efficiently carried out all the time, may not
always be possible. It should however not discourage employees from following these procedures
devoutly. Only by making them an integral part of the system can it be ensured that such an event
does not occur.

REVIEW OF LITERATURE

METHODOLOGY

IMPLEMENT / REDUCE

RESULTS AND DISCUSSIION

LIMITATIONS

DATA ANALYSIS

Page | i
Certificate
“This is to certify that this Project Report titled “Achieving Quick Changeover through SMED
implementation at Laguna Clothing Pvt. Ltd., Kanakpura” by SAURABH SUMAN is based on
the original project work, conducted under the guidance of Ms. Sweta Jain towards partial
fulfilment of the requirement for award ofthe Bachelor’s Degree in Fashion Technology
(Apparel Production), of the National Institute of Fashion Technology, Bangalore.
No part of this work has been copied from any other source. Material, wherever borrowed
has been duly acknowledged.”
Saurabh Suman

Page | ii
Acknowledgement
If I honestly reflect how I got this opportunity, how I could complete my graduation project so
well, I discover debts to many who span this written history. So I believe it’s appropriate to
acknowledge all those who helped me in some way or the other in the successful
compilation of this report.
First of all, I would like to express my sincere gratitude to my college mentor Ms. Shweta Jain (CC,
B.F.Tech, NIFT Bangalore) for providing his whole hearted supervision by guiding me at
every stage. Her suggestions and comments proved to be a great help.
I am also indebted to my Industry Mentor Mr. Hrishikesh Dayal, (IE Head, Laguna Clothing),
Mr. Manish Sinha, (Factory Manager, Kanakpura Unit) and Mr. Rajesh Kumar (Operations
Head), Mr. Rohit Singh (IE Executive), Ms. Anupriya Pawar (IE Asst. Manager) and Mr.
Muthuram Barathy (Factory Manager, Jigani Unit) for their valuable guidance and motivation
that made the graduation project a great learning experience.
I would also express my heartfelt thanks to all the faculties of my department for providing
me with the knowledge and insight that made me capable of doing this graduation project in
the best possible way.
I owe my gratitude to all the people in Laguna Clothing Pvt Ltd., with whom I have interacted
in the due course of my graduation project, for helping me out of tight corners, helping me
understand the ways and working of the industry, clearing my doubts and who all have
contributed significantly for the successful completion of the project and rendered with to
build a platform to enhance my expertise.
A lot of thanks with lots of gratitude to my fellow friends who interned with me at Laguna
Clothing for making the graduation project period fun, for the endless discussions on various
topics and simply for being there when needed.
Last, but not the least, I would thank my parents and friends who have been with me and
have offered immense emotional and moral support.
-- Saurabh Suman

Page | iii
Table of Contents
Certificate i
Acknowledgement ii
Table of Contents iii
List Of Figures And Tables iv
Chapter 1 – Project Overview --------------------------------------------------------------------------------
1.1. Introduction 1
1.2. Project Brief 1
1.3. Project Locale 2
1.4. Project Title 2
1.5. Objectives 2
1.6. Significance Of The Project 2
Chapter 2 – Review of Literature ----------------------------------------------------------------------------
2.1. Lean Manufacturing 3-6
2.1.1. A Brief History Of Lean Manufacturing 3
2.1.2. Lean Manufacturing Basics 3
2.1.3. Lean Manufacturing Process 4
2.1.4. Tools To Reduce Waste 5
2.2. Single Minute Exchange of Die 6-13
2.2.1. Introduction 6
2.2.2. Changeover Concepts 7
2.2.3. Goals of SMED 8
2.2.4. Benefits of SMED 9
2.2.5. Internal And External Activities In Changeover Process 9
2.2.6. Implementing Single Minute Exchange of Die 10
Chapter 3 – Methodology --------------------------------------------------------------------------------------
3.1. Methodology 14
3.2. Data Collection 15-16
3.2.1. Primary Data 15
3.2.2. Secondary Data 16

Page | iv
Chapter 4 – Data Analysis --------------------------------------------------------------------------------------
4.1. Define 17
4.2. Measure 17-23
4.3. Analyze 23-27
Chapter 5 – Implement/Reduce -------------------------------------------------------------------------------
5.1. Implementation 28-38
Chapter 6 – Result and Discussions ---------------------------------------------------------------------------
6.1. Reduction in changeover time 39-43
Chapter 7 – Limitations of the Project -----------------------------------------------------------------------
7.1. Limitations 44
Annexure vii

Page | v
List of Figures and Tables
Figure 1: Lean Tools ……………………………………………………………………………………………….. 6 Figure 2: Distinguishing the phases of changeovers ………………………………………………. 8 Figure 3: Traditional style changeover process ……………………………………………………… 9 Figure 4: SMED changeover process, identifying internal and external activities ….. 10 Figure 5: Phases of SMED ……………………………………………………………………………………… 13
Figure 6: Methodology ………………………………………………………………………………………….. 15
Figure 7: Changeover analysis for a new style before implementation (in %) ……….. 18 Figure 8: Style changeover analysis for a repeat order before implementation (in %)
19
Figure 9: Changeover analysis example 1 ……………………………………………………………..
29
Figure 10: SOS example 1 (Collar Die Change) ……………………………………………………… 18
Figure 11: Machine setup and layout change time monitor format ……………………….. 19
Figure 12: Checklist for style changeover …………………………………………………………….. 19
Figure 13: Style changeover calculation matric ……………………………………………………. 19
Figure 14: Chart data for end of line chart ……………………………………………………………. 20
Figure 15: A section of SSS sheet for De Fursac ……………………………………………………. 21
Figure 16: Attachment for quick pressure foot change ……………………………………….. 36
Figure 17: Style Changeover Analysis for Old style After Implementation …………… 39
Figure 18: Style changeover for an old style after implementation …………………….. 40
Figure 19: Analysis of Improvements done …………………………………………………………. 43

Page | vi
Table 1: Changeover Analysis before implementation ………………………………………… 41
Table 2: Changeover time analysis after implementation …………………………………… 42 Table 3: Figures for Improvements made ……………………………………………………………
43

Page | vii
Bibliography
Gathen, G. (2004, July). What can SMED do for you? IMPO, pp. 10-12.
Mindtools.com. (2013, March 16). Lean Manufacturing - Strategy tools from mindtools.com.
Retrieved from MindTools.com: http://www.mindtools.com/pages/article/newSTR_44.htm
Ravikumar Marudhamuthu, M. K. (2011). The Development and Implementation of Lean
Manufacturing. Jordan Journal of Mechanical and Industrial Engineering, 527-532.
Textileking. (2013, March 16). Lean Manufacturing in Apparel Industry - Top Textile Review - kReview
Top Revie. Retrieved from kReview Top Revie: http://kreview.com/t-LEAN-
MANUFACTURING-IN-APPAREL-INDUSTRY
Unknown. (2013, March). Stitch World - Single Minute Exchange Of Dies improving Style Changeover
Performance. Retrieved from Stitch World - Technology and Management in the sewn
product industry: http://www.stitchworld.net/display1.asp?msg=2935&cat=&login=nift2007
Unknown. (2013, March 16). What is Lean. Retrieved from Lean Enterprise Institute:
http://www.lean.org/whatslean/


















