バーコードの品質とは - MUNAZObarcodeverifier.us/003.pdf1 バーコードの品質とは ...
11
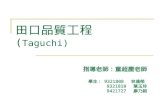
1 バーコードの品質とは <JIS 規格、ANSI 規格、USS 規格> バーコードの印刷品質とは バーコードラベルの印刷品質を管理す ることはとても重要なことであり、印刷品 質が悪い場合は、読取率の低下につながり、 システムの運用に支障をきたす事は勿論、 それが JAN コード、EDI コード、ITF 物 流コード等、市場での運用を目的としたラ ベルの場合は、会社の信用を失う事にもな りかねません。 その様な事のないよう、定期的に印刷品 質を検査する必要がある。 印刷品質の検査方法として、 ・ 目視検査による方法 ・ プリントコントラスト( PCS)と寸法 公差を用いた方法 ・ ANSI X3.182 に示されるグレード システムによる方法 が提案されています。 (1) 目視検査による方法 目視検査方法は印刷品質ならびに寸法 をラフ検査するのにしばしば使用される。 以下に示す様な現象が発生していないか 確認する。 ・「印刷ムラは無いか」「バーとスペースが 均一に印刷されているか」 目視レベルでも明らかにバランスの悪 い場合は、読みとりに支障をきたす。 ・「バーにカスレは無いか」 人間の目ではバーを認識する事が可能 でも、バーコードリーダでは(特にレーザー 式の場合)カスレは読り率を極端に悪く する事がある。 ・「ボイドやスポットは無いか」 バーの欠けや部分的なにじみがあると、 読みとりが行うことが出来なかったり、 誤読することがある。 ・「左右マージンは十分にあるか」 レーザーでは特にマージン(余白)に注 意する。バーコードラベルのすぐ近くに 文字等が印刷されていると、そこからも 波形が入ってきて、スキャナはどの波形 がバーコードなのか認識する事が困難 になり、読みとりが出来なくなる。その 様なことの無いよう、細バーの 10 倍以 上の幅のマージン(余白)を左右にもた せる。 (2) プリントコントラスト(PCS)と寸法 公差を用いた方法 プリントコントラスト(PCS 値・MRD 値)と寸法公差を用いて品質検査する方法 は、バーコード検証機等を用いて光学的 に測定し、従来一般的に使用され、実績の ある検査方法である。 ① プリントコントラスト (PCS 値・ MRD 値)とは コントラストは、バーコードリーダが読 みとれるバーコードシンボルの最小の明 暗差であり、 PCS と MRD の 2 つの表示 方法がある。 MRD 値は、バーとスペー スの明暗差であり、 PCS 値は、 MRD 値を スペースの反射率で割った値となってい る。これらの関係を第1図に示す。 PCS 値は Print Contrast S で次の計算式によって求められる値であ る。 R L =スペースの反射率 R D =バーの反射率 第1図 反射率とMRDの関係 100 (%) × − = RL RD RL PCS値
Transcript of バーコードの品質とは - MUNAZObarcodeverifier.us/003.pdf1 バーコードの品質とは ...

1
バーコードの品質とは
<JIS 規格、ANSI 規格、USS 規格>
バーコードの印刷品質とは
バーコードラベルの印刷品質を管理す
ることはとても重要なことであり、印刷品
質が悪い場合は、読取率の低下につながり、
システムの運用に支障をきたす事は勿論、
それが JAN コード、EDI コード、ITF 物
流コード等、市場での運用を目的としたラ
ベルの場合は、会社の信用を失う事にもな
りかねません。
その様な事のないよう、定期的に印刷品
質を検査する必要がある。
印刷品質の検査方法として、
・ 目視検査による方法
・ プリントコントラスト(PCS)と寸法
公差を用いた方法
・ ANSI X3.182 に示されるグレード
システムによる方法
が提案されています。
(1) 目視検査による方法
目視検査方法は印刷品質ならびに寸法
をラフ検査するのにしばしば使用される。
以下に示す様な現象が発生していないか
確認する。
・「印刷ムラは無いか」「バーとスペースが
均一に印刷されているか」
目視レベルでも明らかにバランスの悪
い場合は、読みとりに支障をきたす。
・「バーにカスレは無いか」
人間の目ではバーを認識する事が可能
でも、バーコードリーダでは(特にレーザー
式の場合)カスレは読り率を極端に悪く
する事がある。
・「ボイドやスポットは無いか」
バーの欠けや部分的なにじみがあると、
読みとりが行うことが出来なかったり、
誤読することがある。
・「左右マージンは十分にあるか」
レーザーでは特にマージン(余白)に注
意する。バーコードラベルのすぐ近くに
文字等が印刷されていると、そこからも
波形が入ってきて、スキャナはどの波形
がバーコードなのか認識する事が困難
になり、読みとりが出来なくなる。その
様なことの無いよう、細バーの 10 倍以
上の幅のマージン(余白)を左右にもた
せる。
(2)プリントコントラスト(PCS)と寸法
公差を用いた方法
プリントコントラスト(PCS 値・MRD値)と寸法公差を用いて品質検査する方法
は、バーコード検証機等を用いて光学的
に測定し、従来一般的に使用され、実績の
ある検査方法である。
① プリントコントラスト(PCS値・MRD値)とは
コントラストは、バーコードリーダが読
みとれるバーコードシンボルの最小の明
暗差であり、 PCS とMRD の2つの表示
方法がある。 MRD 値は、バーとスペー
スの明暗差であり、PCS 値は、MRD 値を
スペースの反射率で割った値となってい
る。これらの関係を第1図に示す。
PCS 値は Print Contrast Signal の略
で次の計算式によって求められる値であ
る。
RL=スペースの反射率
RD=バーの反射率
第1図 反射率とMRDの関係
100(%) ×−
=RL
RDRLPCS値

2
ANSI では、PCS 値は 75%以上であるこ
とを要求しており、また、スペース反射率
RLを次のように規定している。
RLmin≧50% (X<0.508㎜)
RLmin≧25% (X≧0.508㎜)
RLmin=スペースの最小反射率
X=スペースの最小幅
一 方 MRD は Minimum Refectance
Difference の略で次の計算式で求められ
る値である。
MRD=Rlmin-RDmax
RLmin≧スペースの最小反射率(%)
RDmax=バーの最大反射率(%)
JIS X0502, X0503 では MRD, Rlmin、
RDmax の関係はエレメントの幅(X)の寸
法により次のように規定している。
これを表したのが第2,3図である。
反射率は、酸化マグネシウム(MgO)又
は硫酸バリウム(BaSO4)を白の標準とし
て比較する。酸化マグネシウムは硫酸バリ
ウムの反射率を 100%とし、使用するスペク
トルバンドの反射率が皆無の場合を0%とす
る。
寸法公差
(a)2値レベルバーコードの
寸法規定
2値レベルのバーコードシンボルの寸
法規格は、細エレメント幅(X)、細エレメ
ントの許容誤差(t)、細エレメントと太エ
レメントの比(N),キャラクタ間ギャッ
プ(I)、そして、シンボルの前または後ろ
のクワイエットゾーン幅(Q)の要素があ
る。
細エレメント幅(X)は、AIM規格では、
最小幅 0.191 ㎜としている。また、ANSIでは、CODABAR のみ 0.165 ㎜を最小幅
とし、他のコードは0.191㎜を最小幅とし
ている。
しかし、これらは強制力を持つ規格でない
ので、現実的には最小値 0.10 ㎜のシンボ
ルも存在している。
細エレメントの許容誤差値(t)は、
AIM では細エレメント幅(X)と太細エレ
メント比(N)の関係から次のように規定
している。
細エレメントと太エレメント比(N)は、
AIM の規格では、細エレメント幅が 0.51
㎜以下の場合は
1:2.2~3.0とし、細エレメント幅が0.51
㎜以上の場合は1:2.0~3.0としている。
細エレメ ・インターリブド 2 of 5
・CODE39
・CODABAR
これについては ANSI では、インターリ
ブド2 of 5と CODE39 については、AIMと同じである。
次にキャラクタ間ギャップ(I)につい
ては、AIM の規格では、最小値を1X-t
(X=細エレメント幅、t=許容誤差)と
して、X<0.287㎜の時は最大値は5.3Xで
ある。一方X≧0.287㎜の時は3Xか1.52
㎜のいずれか大きい値とする。また ANSIでは、1X~3Xまたは1.52㎜のいずれ
か大きい値である。一般的に細エレメン
ト幅と同じ1Xで使用されることが多い。
最後にクワイエットゾーン(Q)につい
ては、AIM の規格では、細エレメント幅
の 10倍(10X)または2.54㎜のいずれ
か大きい値としている。これはANSI も同
じである。また、規格ではないが、1 キャ
ラクタ分を目安とすることもある。これら
を示したのが、第4~6図、第1
X(㎜) RL(%) RD(%) MRD(%)
X<1.020 37.5 以上 30.0 以上 37.5 以上
X≧1.020 25.0 以上 30.0 以上 20.0 以上
第 3 図 反射率とMRDの範囲(X≧1.016 ㎜)
XN
8021-18
±=t
X)/4(
2732−
±=Nt
XN
208-5
±=t

3
第1表 インターリーブド2 of 5 の許容誤差
第2表 CODE39の許容寸法誤差
第3表 CODABARの許容寸法誤差
~3表である。
(b) マルチレベルバーコードの
寸法規定
マルチレベルバーコードシンボル
の寸法規定は、モジュールの最小値、
モジュール幅の許容誤差、キャラク
タ間許容誤差、クワイエットゾーン
の要素である。
最小モジュール幅(X)は、JAN/ EAN では、基本モジュール幅(0.33 ㎜)の
0.8倍である0.264㎜と決められている。
また CODE128では、0.191㎜を最小モジュ
ール幅としている。最大モジュール幅は、
JAN/EAN、においては基本モジュール
(0.33㎜)の2.0倍の0.66㎜と決められ
ているが、CODE128には制限がない。
モジュール幅の許容誤差、モジュールエ
ッジ間許容誤差、キャラクタ
間許容誤差は、次のように規定されている。
IANについては JIS規格、
CODE128については AIMの規格で示す。
CODE128の許容寸法は下記で計算する。
X<0.191㎜の時
b=±0.33X
X≧0.191㎜の時
b=±0.40X-0.013㎜
e=±0.20X
p=±0.20X
クワイエットゾーンについては、JAN/EANでは左側で 11 モジュール以上、
右側で 7 モジュール以上と規定してい
る。
CODE128で 10X 以上としている。こ
れらを示したのが、第7図~9図、第4、
5表である。
② 拡散反射と鏡面反射とは
バーコードの読みとりは、一般にバ
ーコードリーダの放射する光がバーコ
ードシンボルで反射し、その反射光を検
出することで行われている。したがって、
バーコードシンボルの光学的表面状態
と光の入射角はバーコードの読みとり
細エレメント幅の 公称値“X” インチ(㎜)
太細比
“N” インチ当たりの キャラクタ密度
エレメント幅の 許容範囲“t” インチ(㎜)
0.0075 (0.191) 0.0200 (0.508) 0.030 (0.762) 0.040 (1.02)
2.2 20. 2.5 30.
18.0 7.14 4.17 2.78
±0.0017(0.044) ±0.0038 (0.095) ±0.0090 (0.229) ±0.0165 (0.419)
細エレメント幅の 公称値“X” インチ(㎜)
太細比
“N” インチ当たりの キャラクタ密度
エレメント幅の 許容範囲“t” インチ(㎜)
0.0075 (0.191) 0.02C (0.508) 0.0020 (0.508) 0.040 (1.016)
2.4 20. 3.0 2.5
12.3 5.0 4.2 2.3
±0.0015(0.038) ±0.0020 (0.051) ±0.0070 (0.178) ±0.0090 (0.229)
第 5 表 CODE128 の許容寸法誤差
モジュール幅 (X)
mil
コードセット Cの印字密度 数字/インチ
コードセット A、 B の印字密度 キャラクタ/インチ
モジュール 許容誤差
(b) ±mil
エッジ間 許容誤差
(e) ±mil
キャラクタ 間許容誤差
(p) ±mil
7.5 8.0 9.0 10.0 12.0 14.0 17.0 20.0 30.0 40.0 50.0
24.24 22.73 20.20 18.18 15.15 12.99 10.70 9.09 6.06 4.55 3.64
12.12 11.35 10.10 9.09 7.57 6.49 5.35 4.55 3.03 2.27 1.82
2.50 2.70 3.10 3.50 4.30 5.10 6.30 7.50 11.50 15.50 19.50
1.50 1.60 1.80 2.00 2.40 2.80 3.40 4.00 6.00 8.00 10.00
1.50 1.60 1.80 2.00 2.40 2.80 3.40 4.00 6.00 8.00 10.00
第 4 表 JAN/EAN の許容寸法 シンボルサイズ 各部の許容差
バー幅 許容差
エッジからエ
ッジの許容差 エッジからエ
ッジの許容差 キャラクター
幅の許容
差 d
倍率 モジュー
ル寸法 a b1 b1 c
0.80 0.85 0.90 0.95 1.00
0.264 0.281 0.294 0.313 0.330
±0.035 ±0.051 ±0.069 ±0.085 ±0.101
±0.038 ±0.041 ±0.043 ±0.046 ±0.048
±0.035 ±0.051 ±0.069 ±0.085 ±0.101
±0.076 ±0.081 ±0.086 ±0.090 ±0.095
0.20以上 0.20以上 0.20以上 0.20以上 0.20以上
1.05 1.10 1.15 1.20 1.25
0.346 0.363 0.379 0.396 0.412
±0.108 ±0.115 ±0.124 ±0.132 ±0.140
±0.051 ±0.053 ±0.055 ±0.058 ±0.060
±0.108 ±0.115 ±0.124 ±0.132 ±0.140
±0.100 ±0.015 ±0.110 ±0.114 ±0.119
0.20以上 0.20以上 0.20以上 0.20以上 0.20以上
1.30 1.35 1.40 1.45 1.50
0.429 0.445 0.462 0.478 0.495
±0.147 ±0.152 ±0.163 ±0.171 ±0.178
±0.063 ±0.065 ±0.067 ±0.070 ±0.072
±0.147 ±0.152 ±0.163 ±0.171 ±0.178
±0.124 ±0.129 ±0.134 ±0.138 ±0.143
0.20以上 0.20以上 0.20以上 0.20以上 0.20以上
1.55 1.60 1.65 1.70 1.75
0.511 0.528 0.544 0.561 0.577
±0.184 ±0.192 ±0.201 ±0.209 ±0.216
±0.075 ±0.077 ±0.080 ±0.082 ±0.084
±0.184 ±0.192 ±0.201 ±0.209 ±0.216
±0.148 ±0.153 ±0.158 ±0.162 ±0.167
0.20以上 0.20以上 0.20以上 0.20以上 0.20以上
1.80 1.85 1.90 1.95 2.00
0.594 0.610 0.627 0.643 0.660
±0.224 ±0.233 ±0.241 ±0.250 ±1.256
±0.087 ±0.089 ±0.092 ±0.094 ±0.097
±0.224 ±0.233 ±0.241 ±0.250 ±0.256
±0.172 ±0.177 ±0.181 ±0.186 ±0.191
0.20以上 0.20以上 0.20以上 0.20以上 0.20以上
備考 表に示した数値の中間の値については、前後の比
例配分をとる
細エレメント幅の 公称値“X” インチ(㎜)
太細比
“N” インチ当たりの キャラクタ密度
エレメント幅の 許容範囲“t” インチ(㎜)
0.0075 (0.191) 0.0200 (0.508) 0.030 (0.762) 0.040 (1.02)
2.2 20. 2.5 30.
9.8 3.8 2.3 1.6
±0.0017(0.0432) ±0.0040 (0.102) ±0.0081 (0.206) ±0.014 (0.356)

4
に大きな影響を与えることになる。
光の反射には、拡散反射と鏡面反射があ
る。拡散反射とは、入射光が反射面で全方
向に反射することである。また、鏡面反射
とは、入射角光が入射角に等しいか、また
はその正反対の角度で反射することであ
る。一般的に、バーコードの読みとりは、
第 10 図に示すように、バーとスペースの
間の拡散反射の変化を検出するように設
計されており、鏡面反射状態では読みとり
はできない。走査角度によっては、反射光
の鏡面反射成分が拡散反射成分を大幅に
上回ることも考えられ、その場合は、読み
とりの能力が低下することになる。たとえ
ば、光沢のある紙は、バーコードリーダの
光を入射角度により、光は鏡面反射になり
読みとり不能になるか、または極端に読み
とり率は低下する。艶消し(無光沢)処置
はこの影響を最小限に抑える。また、アル
ミ缶のような金属では、鏡面反射になるた
め極めて読みとりにくい。バーコードリー
ダが放射した光がバーコードリーダに戻
って来ないからである。
鏡面にバーコードシンボルを描く場合
(金属に直接エッチングしたり、印刷した
ような場合)は、バーを黒いインクでプリ
ントしても読みとりできない。それは、ス
ペースが鏡面により光が全反射するため、
バ-コードリーダはバーの黒いインクと同
じ黒レベル信号として検知してしまうから
である。時には、鏡面のほうがバーの黒イ
ンクより反射光が少なく、バーがスペース
として検知してしまうこともある。そこで、
バーを鏡面とし、スペースに白いインクを
プリントすることにより読みとりが可能に
なる。これを示したのが第11図である。
反射率の測定では、鏡面反射を避け
るために、入射光は垂直から45°、受
光角は垂直から 15°にするように規定され
ている。
(3) ANSI X3.182 に示されるグレー
ドシステムによる方法
ANSI では、バーコードシンボルの品質
については、「ANSI X3.182 印刷品質のガ
イドライン」で規定している。AIM でも、
USS 規格シンボルの品質に関しては、
ANSI X3.182 にそって評価することを定
めている。
「ANSI X3.182 印刷品質ガイドライ
ン」は、印刷されたバーコードシンボルの
印刷の質をテストする手順・方法の指針と
して用いられ、バーコードシンボルの個別
規格、アプリケーションと併用して用いら
れる。
各パラメータは、それぞれ A、B、C、D,Fのグレードがつけられる。
① エッジ判定 グレード A,F
② 最小反射率(Rmin)
グレード A,F
③ シンボルコントラスト(SC)
グレード A、F
④ 最低エッジコントラスト(ECmin)
グレード A,F
⑤ モジュレーション(MOD)
グレード A~F
⑥ 欠陥 グレード A~F
⑥ デコードの容易性
グレード A~F
測定は少なくとも 10回のスキャンを行
い、各々1回の測定に関して①~⑦のパ
ラメータを測定し、グレードを与え、最
低グレードを 1 回の測定のグレードと
する。各測定に関してグレードを数字グ
レードに変換しその平均(最低 10回)
を求めシンボルのグレードとする。
この結果グレードAのシンボルは最高
品質のものであり、一般的に読みとり結
果も最高である。
(4) 印刷品質に影響するその他の要因
① 基材
(a) 多孔性
多孔性の度合いの高い基材は、バーコー
ドシンボルの印刷品質に影響を与える。
つまり、要求されるバー/スペース寸法
制限を越えて印刷像を広げてしまった
り、スキャンビームの不均衡な吸収や強
健反射を起こすことになる。
(b) なめらかさ
なめらかさとは、基材の平坦性を表
したものである。非常になめらかな表面
は、像の転写と安定性の問題で、方法に
よっては印刷が難しくなる場合もある。
非常に荒い基材では、印刷されたバーに
不揃いが生じ、高密度バーコードが選択
される用途において読みとりに問題を
起こすことがある。用途ごとに、バーコ
ードシンボルを最終形態で評価し、適切
な、なめらかさを決定すべきである。
(c) 光沢
バーコードスキャニング技術が異なれ
ば、光沢の効果も異なる。光沢の値を評
価する際に、最大許容値は個々の用途ご
とに設定しなければならならない。
(d) きめ
いかなる基材のきめに対してもバー
コードシンボルの印刷方向は、バーコー
ド測定またはまたは読みとり性に影響
を与える。
(e) 不透明性
シンボルが別のバーコードシンボルの
ようなコントラストの高い阻害パター
ンの上に添付された場合、透明性ではな
く透過が反対に読みとり率に影響を与
える。
② ラミネート
(a) 不透明性
ラミネートの不透明性は、スキャナ
からの反射光を減じたり阻害し、読みと
られたバーコードが条件から外れてし
まう程でないこと。偏光ラミネートを使

5
うと、このラミネートに敏感なリー
ダを使う際に読みとりが困難になるこ
とがある。
(b) 光沢
光沢の度合いが高いラミネートでは、
適切なデコードのための十分な信号を
得るため、バーコードシンボル面に直角
とならないような角度でスキャナを当
てることが要求される。つや消しラミネ
ートはスキャナの角度に関しては制約
が緩い。
(c) ズームさ(物理的影響)
織りのあるラミネートの場合、それ
が検出される程のものであれば、ペンス
キャナによっては問題になりうる。基材
とラミネートの間にある不均衡に塗布
された接着剤や、中に残った気泡も、バ
ーコードシンボルの反射率や寸法のば
らつきを起こす。
③ 環境の影響
多くの環境要因は、基材、像、接着
剤、またはラミネートの質、あるいはこ
れらの組み合わせに対して質を低下さ
せることがある。この低下によって一つ
あるいは複数の反射率パラメータが影
響を受ける。これによりシンボルグレー
ドの低下を招き、ひいては、シンボルが
読みとり不可能になるうる。 質の低下
の原因となる環境要因は、温度、 湿度、
露光、摩滅、化学物質、経年変化などで
ある。その要因の影響を受ける用途を明
示し、適切なユーザ側の処置をおこなわ
なければならない。例えば、温度要因に
対しては、使用場所の温度条件を指定す
るとか、摩滅要因に対しては、摩滅試験
かラミネートを指定するなどである。
(5) その他考慮するべき点
仕様を遵守することは、システム全
体の成功を確実にする一つの鍵である。
しかしそれ以外にも性能に影響する要
因がいくつか存在する。以下に述べるの
は、 バーコードシステムの仕様を定め
たり機器の選定をする際に考慮すべき
点である。
① 使用する印刷技術によって、許容
範囲内の印字が可能であるシンボ
ル体系と印字密度を選択する。
② 印刷技術によって制作されるシ
ンボル密度と品質に適した分解能
を有するリーダを選択する。
③ 印字されたシンボルの光学的な
特性がスキャナ光源の波長に確実
に適合するようにする。
④ バーの高さは、実用上のラベルと
包装形態、印刷技術の制限におい
て、通常できるだけ高くする。
(1) JIS X0501(共通商品コード用
バーコードシンボル)JAN コード
印刷品質確保するために、次の条件を
規定している。
① バーコードシンボルの白バー及
び、黒バーは出来る限り高いコント
ラストを保つこと。
コントラストとしては、PCS 値で
管理し、白バー及びマージンの反射
率または反射濃度に対する黒バー
の PCS 値は、第6、7表に示す値以
上でなければならない。
② バーコードのバー幅は、できる限
り標準値に近く保つこと。
バーコードシンボルの基本寸法
は、モジュール寸法を0.33㎜幅と
して、0.8~20(モジュール寸法で
0.264~0.660 ㎜)の範囲で拡大・
縮小しても良い。バーコード各部
寸法の許容差については、第4表
参照のこと。
③ 黒バー内部にボイドを、白バー
(スペース)及びマージン内部にス
ポットをなくすこと。これが守れな
い場合は、各々の数と大きさを最小
にし、距離もできる限り離すこと。
詳細は、“バーコード印刷品質とは”
の項、または JAN シンボル仕様
(JIS X0501)を参照のこと。
(2) JIS X0502(物流商品用バーコ
ードシンボル)
印刷品質確保するために、次の条件
を規定している。
① バーコードシンボルの黒バー
と白バー、及び、クワイエットゾ
ーンとはできる限り高い反射率
差(MRD)を保つこと。
② コントラストとしては、MRD 値
で管理し、Xをエレメント幅とす
れば
X<1.016の場合
MRD は37.5以上
X≧1.016の場合
MRD は 20.0 以上でなければ
ならない
第 6 表 反射率・反射濃度と PCS 値 白バー及び マージン 黒バー
反射率 %
反 射
濃度 最大反
射率% 最小反 射濃度
最小 PCS 値
100.0 94.4 89.1 84.1 79.4 74.9 70.8 66.8 63.1 56.2 53.1 50.1 47.3 44.7 42.2 39.9 37.5 35.5 33.5 31.6
0 0.025 0.050 0.075 0.100 0.125 0.150 0.175 0.200 0.250 0.275 0.300 0.325 0.350 0.375 0.400 0.425 0.450 0.475 0.500
50.1 43.1 37.1 32.0 27.6 23.7 20.4 17.6 15.1 11.2 9.6 8.3 7.2 6.2 5.3 4.6 3.9 3.4 2.9 2.5
0.300 0.365 0.430 0.495 0.560 0.625 0.690 0.755 0.820 0.950 1.015 1.080 1.145 1.210 1.275 1.340 1.405 1.470 1.535 1.600
0.499 0.543 0.583 0.619 0.653 0.683 0.712 0.737 0.760 0.801 0.818 0.834 0.849 0.862 0.874 0.886 0.896 0.904 0.914 0.921
備考 表に示した数値の中間の値については、 前後の値の比例配分をとる。

6
③ バーコードシンボル内では、黒
バーの反射率、及び白バー、クワ
イエットゾーンの反射率の均一
性を保つこと。
④ 黒バー内部にボイドを、白バー
(スペース)及びマージン内部に
はスポットをなくすこと。
バーコードシンボルの寸法に関して
は、細エレメント幅(X)、太エレメン
ト幅(Y)、太エレメント幅と細エレメ
ント幅の比率(N)、左右クワイエット
ゾーン寸法、ベアラバー幅、バー高さ及
びエレメント幅の許容差で規定する。
なお、基本となる倍率1倍の寸法は、
次の通りとする。
細エレメント幅(X):1.016㎜
太エレメント幅(Y):2.540㎜
クワイエットゾーン(10X):10.160㎜
ベアラーバー幅:4.800㎜
バーの高さ:31.800㎜
さらに、太エレメント幅と細エレメ
ント幅の比率は2.5である。
第8表にバーコード各部の寸法を示す。
詳細は、バーコード印刷品質とは、
または物流商品コード用バーコードシ
ンボル仕様(JIS X0502)を参照のこ
と。
(3) JIS X0503(バーコードシンボル
NW-7、コード 39)
バーコードシンボルの印刷品質確保す
るために、次の条件を規定している。
印刷品質に関する特性は寸法上の特
性及び光学的特性があり、バーコードシ
ンボルの読みとり性能は、印刷品質によ
って大きな影響をうける(第12図)。
① 寸法上の特性
(a) 一つのバーコードキャラク
タの中で用いられる黒バーの細
エレメント幅の寸法及び白バー
の細エレメント幅の寸法は同じ
にする。
(b)
一つのバーコードキャラクタの中
で用いられる黒バーの太エレメン
ト幅の寸法及び白バーの太エレメ
ント幅の寸法は同じにする。
(c) 一つのバーコードキャラクタの
中で用いられる太エレメント幅及
び細エレメント幅との比率(N)は、
黒バーと白バーで同じにする。
(d) 一つのバーコードの中で用いら
れる複数のバーコードキャラクタ
に用いられる各エレメント幅の寸
法及び太エレメント幅と細エレメ
ント幅の比率(N)は、同じにする。
(e) キャラクタ間ギャップの幅は,
最大で3バーコードキャラクタに制
限する。
② 光学特性
(a) バーコードシンボルの黒バーと
白バー、及び、クワイエットゾー
ンとはできる限り高い反射率差
(MRD)を保つこと。
コントラストとしては、MRD 値
で管理し、Xをエレメント幅とす
れば
X<1.016の場合
第 8 表 バーコード各部の参考寸法(参考)
単位㎜
倍率 M
細エレメ
ント幅 X
太エレメ
ント幅 Y
細エレメント、太エレメン
トの許容値 (基準寸法の許容値×M)
クワイエッ
トゾーン 最小寸法
一対のキ
ャラクタ
寸法 許容値
バーコー
ド高さの
最小寸法
ベアラー
バーの最
小寸法 1.20 1.10 1.00 0.90 0.80 0.70 0.625 0.60 0.55 0.50 0.45 0.40 0.35 0.30 0.25
1.219 1.118 1.016 0.914 0.813 0.711 0.635 0.610 0.559 0.508 0.457 0.406 0.356 0.305 0.254
3.048 2.794 2.540 2.286 2.032 1.778 1.588 1.524 1.397 1.270 1.143 1.016 0.889 0.762 0.635
±0.360 ±0.330 ±0.300 ±0.270 ±0.240 ±0.210 ±0.188 ±0.180 ±0.165 ±0.150 ±0.135 ±0.120 ±0.105 ±0.090 ±0.075
12.192 11.176 10.160 9.144 8.128 7.112 6.350 6.096 5.588 5.080 4.572 4.064 3.556 3.048 2.540
19.507 17.882 16.256 14.630 13.005 11.379 10.160 9.754 8.941 8.128 7.315 6.502 5.690 4.877 4.064
±0.69 ±0.63 ±0.58 ±0.52 ±0.46 ±0.40 ±0.36 ±0.34 ±0.31 ±0.29 ±0.26 ±0.23 ±0.20 ±0.17 ±0.14
38.160 34.980 31.800 28.620 25.440 22.260 19.875 19.080 17.490 15.900 14.310 12.710
11.130(1)9.540(1) 7.950(1)
5.760 5.280 4.800 4.320 3.840 3.360 3.000 2.880 2.640 2.400 2.160 1.920 1.680 1.440 1.200
注(1) バーコードの高さ 倍率0.35~0.25の範囲のバーコード高さについては、読取りの操作性を 慮して高さ12㎜以上を確保することが望ましい。

7
MRD は37.5以上
X≧1.016の場合
MRDは20.0以上でなけ
ればならない。
(b) バーコードシンボル内では、
黒バーの反射率、及び白バー、
クワイエットゾーンの反射率の
均一性を保つこと。
(c) 黒バー内部にボイドを、白バ
ー(スペース)及びマージン内部
にはスポットをなくすこと。
詳細は、“バーコード印刷品質とは”
の項、または NW-7 及びコード 39 基
本仕様(JIS X0503)を参照のこと。
ANSI 規格における 印刷品質とは
ANSI では、バーコードシンボルの品
質については、「ANSI X182印刷品質
のガイドライン」で規定している。
その概要を解説する。
<適用範囲>
印刷されたバーコードシンボルの光
学的特性を定めるものであり、バーコー
ドシンボルのアプリケーション及び、
シンボル規格と併用する。
<目的>
バーコードシンボルの品質パラメー
タを測定する手順の確立である。
(1) 測定方法
① 測定波長
アプリケーションで規定される波長
は、通常は600~940ナノメータ
② 基準反射測定値
反射測定の基準方法としては、表面
に対して 45°の角度で、バーに平行な
面に入射する。反射光は法線に対して
15°内で円形の読みとり開口部を通し
て集める。反射率は拡散光で測定され、
測定値は硫酸バリウムまたは酸化マグ
ネシウムの反射率を 100%として比較
する。測定は第9図に示すバーコードの
測定領域で行う。読みとり開口部の直
径を第9表に示す。バーコードのX寸法
が対照なる場合、X寸法の最小値に適
した読みとり開口部を使用しなければ
ならない。スキャン回数は最低 10 回必
要である。
(2) 反射率波形
バーコードシンボルの条件は、走査
反射率波形の分析結果による。第 13 図
は、 走査反射率波形をグラフで示した
ものである。第 13 図において、縦軸は
反射率(%)を示し、横軸は一次元位置
を示す。左側と右側の反射率の高い領域
はクワイエットゾーンである。反射率の
高い他の箇所はスペースであり、低い箇
所はバーである。
(3) 反射率波形の判定パラメータ
反射率波形の判定パラメータとして
は、下記のものがあり、それぞれにグレ
ードがつけられている。(第10表)
① エッジの判定
② 最小反射率(Rmin)
③ シンボルコントラスト(SC)
④ 最小エッジコントラスト(ECmin)
グレード Rmin SC ECmin MOD 欠陥A ≦0.5×Rmax ≧70% ≧15% ≧0.70 ≦0.15B ≧55% ≧0.60 ≦0.20C ≧40% ≧0.50 ≦0.25D ≧20% ≧0.40 ≦0.30F ≦0.5×Rmax <20% <15% <0.40 >0.30
第10表 反射パラメータ読み取り開口部
0.004 (0.102)≦X<0.007 0.003 (0.076) 030.007 (0.178)≦X<0.013 0.005 (0.127) 050.013 (0.330)≦X<0.025 0.010 (0.254) 100.025 (0.635)≦X 0.020 (0.508) 20
第9表 読み取り開口部
X寸法
インチ(㎜) 直径 番号
インチ(㎜)

8
⑤ モジュレーション(MOD)
⑥ 欠陥
⑦ デコード
⑧ デコードの容易性
① エッジの判定
バーとスペースを区別するためにグ
ローバルしきい値(GY)を設定する。
グローバルしきい値より上の領域では
最大反射率の値はスペース反射率 RS であ
り、下の領域はバー反射率Rbである。
隣り合うエレメントの RSと Rbの交差す
る中間点がエッジと定義される。
すべて隣り合うエレメント間でこのエ
ッジが1つずつ決定される時、エッジの判
定は可となり1ヶ所でも2つ以上のエッジ
が存在するとき、エッジ判定は、不可とな
る。第14図に複数のエッジが存在する好ま
しくない例を示す。
② 最小反射率(Rmin)
走査反射率波形の中で最小の反射率を
いう。
バーがうすいラベル、スペースが黒っぽ
いラベルは、最小反射率の値が大きく好ま
しくない例である。それを示したのが第15
図である。
③ シンボルコントラスト(SC)
シンボルコントラストは走査反射率波
形における最大反射率と最小反射率の差
である。
SC=Rmaxx-Rmin
バーがうすいラベル、スペースが黒っぽい
ラベルは、最大反射率と最小反射率の差が
小さく、好ましくない例である。それを示
したのが第15図である。
最小エッジコントラスト(ECmin)
エッジコントラストは、クワイエットゾ
ーンを含む隣り合うエレメントの RS と Rb
の差である。走査反射率波形中のエッジコ
ントラストの最小値が最小エッジコント
ラストである。
バーがうすいラベル、スペースが黒っぽ
いラベルは、RSと Rbとの差が小さく好まし
くない例である。またバーの一部がうすい
ラベル、スペースの一部が黒っぽいラベル
も好ましくない例である。それを示したの
が第15図、第16図である。
⑤ モジューレーション(MOD)
モジュレーションはシンボルコントラ
ストに対する最小エッジコントラスト
(ECmin)の比率であり、次の式で示される。
スペースにむらがある、バーにむらがあ
るバーコードシンボルは好ましくない例
である。それを示したのが、第17図である。
⑥ 欠陥
欠陥はエレメントとクワイエットゾー
ンに見られるムラである。欠陥の測定は、
シンボルコントラストに対するエレメン
ト反射率の最大誤差として示される。個々
のエレメント内の反射率が単一の山また
は谷である場合、反射率不均一性(ERN)
は0である。そうでない場合は、最高の山
と最低の谷との差を ERNmaxとして、欠陥
はつぎのように定義される。
バーにボイドがある場合、スペースにス
ポットがある場合、ERNmaxの値が大きくな
り好ましくない例である。それを示したの
が、第18図である。
⑦ デコード
アルゴリズムは、上記①項により判定さ
れたエレメントエッジ決定で決定された
バー、スペースの幅を使い、特定アプリケ
ーションまたは、バーコードシンボル規格
にあるデコードアルゴリズムでデコード
する。AIM のUSS 規格には、バーコード
シンボルごとに参考デコードアルゴリズ
ムが示されている。
デコード可能なシンボルは次の要素を
有していなければならない。
2minmaxmin RRRGT −
+=
SCECMOD min
=
SCERN max
欠陥=④

9
・ 全てが有効なキャラクタ
・ 規定のスタート/ストップキャラ
クタ(またはパターン)
・ 規定のチェックキャラクタ(指定さ
れる場合)
・ 規定される最大幅以下のキャラク
タ 間 ギ ャ ッ プ ( USS-39 と
USS-CODABAR のみ)
・ 正しい数のキャラクタ(指定される
場合)
⑧ デコードの容易性
バーコードシンボルのデコードの容易
性とは、該当する標準デコード方法に関す
る印刷精度の一つの尺度である。
各バーコードシンボル体系の公称寸法
に関する規則は、個々のバーコードのアプ
リケーション、シンボル体系の仕様に規定
される。これらの規則は、標準デコード方
法で読みとりが失敗しないように、印刷時
や読みとり時のエラーに対する適切な許
容差が与えられている。各シンボル体系の
固有のデコード容易性の計算については、
ANSIX3、182 で規定している。
(4) 判定
シンボルグレード判定用のフローチャ
ートを第19図に示す。
① 反射パラメータのグレード決定
シンボルコントラスト(SC)、モジュレ
ーション(MOD)、欠陥にはそれぞれ値に
応じてグレードがつけられている。最小反
射率(Rmin)と最低エッジコントラスト
(ECmin)の2つのパラメータには、それぞれ
値に基づきAかFのグレードがつけられて
いる。
第 10 表は、このグレード法に基づき異な
る反射率パラメータに対する各グレード
を決定するときに使用する。
② プロフィール全体のグレード決定
プロフィール全体のグレード(各スキャ
ン毎のグレード)は、反射率に対する5つ
のパラメータのうち最低のグレードを採
用する。
第13図のプロフィール反射パラメータグ
レードを判定する例を次に示す。
プロフィールのグレードを決定するた
めに実際の反射率を第13図のグラフから
判断する。最小反射率(Rmin)は 10%、最
大反射率(Rmax)は 82%、シンボルコントラス
ト(SC)は82-10=72、最小エッジコントラ
スト(ECmax)エッジ 4 で生じ、76-34=42、
不均一な反射率の最大値(ERNmax)はバー
であるエレメント7のボイドとして認めら
れ、プロフィール中最大の欠陥である。
ERNmaxは 36-24=12、ERNmaxはどのバー、ス
第19図 シンボルグレード判定用フローチャート
Rmin
A< .5R MAXF> .5R MAX
エッジ決定 シンボルコントラストエッジコントラスト デコード可能性 欠陥 デコード
エッジ 決定
パラメータのアルファベット・グレード最低値
A=最高 B=最低
最低スキャングレードまたは F
その他の 9 スキャン からの数字グレード
シンボル・グレード
シンボル
コントラスト
A≧70%B≧55%C≧40%D≧20%F<20%
最小エッジ
コントラスト
A≧15%F>15%
モジュレー
ション
A≧70B≧60C≧50D≧40F<40
デコード
容易性
≧62=A≧50=B≧37=C≧25=DF>30
欠陥
≧62=A≧50=B≧37=C≧25=DF>30
スキャングレードを数字グレードに変換
A= 4 B= 3 C= 2 D= 1 F= 0
10 スキャンの数字平均
シンボルの平均値を シンボルグレードに変換
3.5≦A<4.0 2.5≦B<3.5 1.5≦C<2.5 0.5≦D<1.5 F<0.5
失格=F
OK
失格=F
OK
F
デコード?

10
ペース、クワイエットゾーンにも生じるこ
とに注意。これらの数値に基づき、第 13
図のプロフィールに対する反射率グレー
ドとプロフィール全体の反射率グレード
を次の通り決定する。
<グレード>
Rmin=10 A
SC=72% A
ECmin=425 A
MOD=12/72=0.58 C 最低グレード
欠陥=12/72=0.17 B
プロフィール全体の反射率グレード C
③ デコードのグレード決定
走査反射波形がバーコード体系の標準
デコード方法に合致しないときのグレー
ドは、不合格のFとなる。それ以外の場合
はAである。
④ デコードの容易性のグレード決定
走査反射波形のデコードの容易性は、標
準しきい値に対して実測平均値から最も
離れたエレメントによって決められる。デ
コードの容易性の値は、最も大きく離れた
エレメントと標準しきい値とそのエレメ
ントに対応する実測平均値で割った商で
ある。デコードの容易性は第11表に従い、
グレードA~Fとして評価される。
⑤ プロフィールの全体グレード
プロフィール全体のグレードは、次のパ
ラメータ(エッジ判定、プロフィール全体
の反射率グレード、デコード、デコードの
容易性、該当するバーコードのアプリケー
ション・シンボル体系の仕様が定める追加
要件)よって得られるグレードのうち最も
低いものとする。
⑥ シンボルのグレード判定
(a) スキャン回数
少なくとも 10 回のスキャンを第 10
図に示すバーコードシンボルに対して
行う、スキャンは、バーコードシンボル
の長さに平行に測定領域内でほぼ同じ
間隔をあけて行う。バー高さが低い場合
は、スキャンが重なったり一致したりす
ることがある。
(b) グレードの計算
計算されたシンボルのグレードは標準
の重み(4.0=A, 3.0=B, 2.0=C, 1.0=D,
0.0=F)を用いて計算したプロフィール全
体グレードの単純平均である。
(5) グレードレベルの重要性
以下の理由により、異なったシンボルグ
レードを用いても良好なパフォーマンス
をあげることが出来る。
① 高さ方向の余裕度
② デコード方法に組み込まれ許容差
③ 1 回目の読みとりが不成功であった
場合に、オペーレータによる再スキャ
ンが可能。
④ バーコードに対し複数の異なった走
査線を通過させることができる装置が
利用できる。
(a) グレードA
グレードAのシンボルは最高品質のも
のであり、一般的に読みとり結果も最高
である。一般にこのグレードのシンボル
は、リーダがシンボルを1度だけ横切る
とかスキャン回数が1回に制限されてい
るようなシステムの仕様に適している。
(b) グレードB
グレード Bのシンボルは、Aのシンボ
ルと同等の読みとり結果が得られない
かも知れない。B シンボルの中にはスキ
ャンのやり直しが必要となるものもあ
る。一般にこのグレードのシンボルは、
バーコードスキャナでは、ほとんどの場
合1回で読める必要があるものの、再ス
キャンも許される用途に適している。
(c) グレードC
グレード C のシンボルは、B のシンボ
ルよりも再スキャンが多く必要である。
一般にグレードCのシンボルでは、読み
とり結果を最高にするには、バーコード
に対して、複数の異なった走査線を通過
することができる装置を用いる必要が
ある。
(d) グレードD
グレードDのシンボルは、シンボルに
対し複数の異なった走査線を通過させ
ることができる装置を使うことにより、
最も良く読みとることができる。ただし、
リーダーによっては読みとれないシン
ボルもある。特定の用途に対してグレー
ドDのシンボルを選択する前に、使用を
予定しているタイプのバーコードリー
ダでテストすることが推奨される。テス
トによって、読みとりのパフォーマンス
が許容限度内にあるかどうか、期待通り
であることが分かる。
AIM(USS)規格における
印刷品質とは
USS 仕様では、バーコードシンボルの
品質については「バーコードの印刷品質に
関するガイドライン」(ANSI X3.182)に
そって各バーコードシンボル(CODE39, ITF, CODE128, CODABAR 等)を評価
することを規定している。
また「デコード」及び「デコードの容易
性」と呼ばれる2つのパラメータを評価す
るための標準デコードアルゴリズムにつ
いて、各シンボルの仕様の中で記述してい
る。各シンボルのテストスキャンはこれら
のアルゴリズムを用いて等級付けが行わ
れる。
(1) 付加的な合格/不合格パラメータ
ANSI X3.182 の印刷品質ガイドライ
ンは、あるバーコード仕様が付加的な合格
/不合格基準を規定することを許してい
る。各シンボルについて、各走査反射波形
に対する付加的基準を次に示す。その条件
を、満足しない走査反射波形は“F”もし
くは“0”のグレードに分類されることに
なる。
① 太エレメント対細エレメント比
第 11 表 デコード容易性
デコード容易性値 デコード容易性グレード
≧0.62 ≧0.50 ≧0.37 ≧0.25 <0.25
A B C D E
ni1n
グレード= Σ (新スキャンのグレード)(n≧10) =1
3.5≦A≦4.0 2.5≦B<3.5 1.5≦C<2.5 0.5≦D<1.5 F<0.5
A=4.0 B=3.0 C=2.0 D=1.0 F=0.0

11
走査波形の測定 N 値は 1.8 から 3.4
までの範囲になければならない。全シン
ボルに対しての公称値は 2.0 から 3.0
までの範囲になければならない。公称エ
レメント幅が 0.508 ㎜以下のシンボル
については、N の公称値は少なくとも
2.5でなければならない。
N 値が 2.2 を下回るものについては、
満足できるデコード性能を達成するの
は困難である。N の公称値としては3.0
が推奨される。
② キ ャ ラ ク タ 間 ギ ャ ッ プ
(CODE39、CODABAR) 細エレメント幅の平均実測値 Z が
0.287 ㎜を下回るシンボルについては、
キャラクタ間ギャップの最大許容値は
5.3Z である。一方 Z の値が 0.287 ㎜以
上のシンボルについては、キャラクタ間
ギャップの最大許容値は3Zもしくは
1.52㎜のいずれか大きい方である。
③ クワイエットゾーン
シンボル末尾のクワイエットゾーンは
最小で10Z でなければならない。ここで Zはエレメント幅の平均実測値である。
(2) 公称値及び許容誤差
各シンボルの許容差に関しては、個別
のバーコードシンボルの仕様を参照のこ
と。
(3) 標準アルゴリズム
各シンボルの仕様には、「ANSI X3.182 印刷品質のガイドライン」に記述される方
法を用いてシンボルを評価する際の、デコ
ード容易性の計算に使用される標準アル
ゴリズムが記述されている。これらのアル
ゴリズムは、従来の許容差(t)を導きだ
す上でも使用される。
(4) 印刷に関する考察
ピクセル方式のプリンタを使って
バーコードを制作するグラフィックソ
フトウェアの場合、使用するプリンタの
ピクセルを正確に反映した寸法でバー
ならびにスペースを決める必要がある。
2値シンボル体系の場合、各エレメ
ントに割り当てられたピクセルの数は、
公称値に最も近い値を実現するものを
選択すべきである。エッジ・ツー・エッ
ジデコードシンボル体系の場合、各シン
ボルキャラクタを構成するピクセルの
数は、各シンボルキャラクタに対するモ
ジュールの数の整数倍でなければなら
ない。バーの均一な拡大や縮小を補正し
た場合には、そのオフセット値がシンボ
ル中の全てのバーならびにスペースに
対して等しくなければならない。これら
の手順を満足しない場合、結果として読
みとり不可能なシンボルとなる。