
Estudo da viabilidade técnica de um ciclo de liquefação de ... · 11 O CICLO DE LIQUEFAÇÃO...
85
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO DEPARTAMENTO DE ENGENHARIA MECANICA Débora Mei Shen Estudo da viabilidade técnica de um ciclo de liquefação de gás natural de pequena escala São Paulo 2006
Transcript of Estudo da viabilidade técnica de um ciclo de liquefação de ... · 11 O CICLO DE LIQUEFAÇÃO...
ESCOLA POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO DEPARTAMENTO DE ENGENHARIA MECANICA
Débora Mei Shen
Estudo da viabilidade técnica de um ciclo de liquefação de gás natural de pequena escala
São Paulo 2006

Débora Mei Shen
Estudo da viabilidade técnica de um ciclo de
liquefação de gás natural de pequena escala
Trabalho de Formatura apresentado à Escola
Politécnica da Universidade de São Paulo para
obtenção do título de Graduação em Engenharia.
Orientador: Prof. Dr. José R. Simões Moreira
São Paulo
2006

FICHA CATALOGRÁFICA Shen, Débora Mei
Estudo da viabilidade técnica de um ciclo de liquefação de gás natural de pequena escala / D.M. Shen. -- São Paulo, 2006.
p. 85
Trabalho de Formatura - Escola Politécnica da Universidade de São Paulo. Departamento de Engenharia Mecânica.
1.Gás natural 2.Liquefação 3.Termodinâmica (Simulação)
I.Universidade de São Paulo. Escola Politécnica. Departamento de Engenharia Mecânica II.t.
RESUMO
Atualmente, o gás natural é uma das principais formas de energia primária
consumida no mundo. Entretanto, observa-se que sua participação na matriz
energética brasileira é muito pequena, já que a infra-estrutura de transporte ainda é
deficitária, dependendo significativamente da utilização de uma rede gasodutos
pouco ramificada e interligada. Além disso, a grande dependência de poucas fontes
de suprimento de gás natural ainda gera certa insegurança no mercado interno,
principalmente após as recentes crises envolvendo a Bolívia Desta forma, novas
tecnologias relacionadas à flexibildade das formas de transporte e à diversificação
das fontes produtoras de gás natural estão sendo amplamente pesquisadas. Dentro
deste escopo, este projeto aborda a tecnologia do gás natural liquefeito (GNL),
apresentando-se um estudo de viabilidade técnica para um ciclo termodinâmico de
liquefação de gás natural em pequena escala. Este ciclo, ao aproveitar a energia que é
liberada durante o rebaixamento de pressão no processo de transferência de custódia
do gás natural, torna-se menos dependente de fontes externas de energia; ou até
mesmo auto-suficiente sob o ponto de vista energético.
Palavras-chave: Gás natural – Liquefação – Termodinâmica (Liquefação).

ABSTRACT
Nowadays, natural gas is one of the most popular sources of energy used in the
world. However, its participation in the Brazilian energetic matrix is still very small,
since the transport infrastructure is still deficit, depending significantly on the use of
a pipeline system little ramified and linked. Moreover, the great dependency on few
natural gas suppliers still generates insecurity in the home market, mainly after the
recent crisis involving Bolivia. In such a way, new technologies related to the
diversification of the transport forms and suppliers of natural gas are being strongly
researched. In this context, this project discusses the liquefied natural gas (LNG)
technology, presenting a technical feasibility study for a thermodinamical cycle to
liquefy natural gas in small scale. This cycle, by using the energy generated in the
pressure degradation during the process of custody transfer, becomes less dependant
of external energy sources, or even auto-sufficient from the energetic view.
Key words: Natural Gas – Liquefaction – Thermodinamyc (Simulation).

SUMÁRIO
LISTA DE ILUSTRAÇÕES
LISTA DE TABELAS
1 INTRODUÇÃO...............................................................................................1 2 O GÁS NATURAL..........................................................................................2
3 BENEFÍCIOS DA UTILIZAÇÃO DO GÁS NATURAL ..............................4 3.1 BENEFÍCIOS AMBIENTAIS............................................................................4
3.1.1 Emissões de Dióxido de Carbono (CO2) ................................................4 3.1.2 Emissões de Enxofre (S).........................................................................5 3.1.3 Emissões de Óxidos de nitrogênio (NOX) ...............................................5
3.2 BENEFÍCIOS ECONÔMICOS...........................................................................6
4 A CADEIA DO GÁS NATURAL ...................................................................7 4.1 EXPLORAÇÃO.............................................................................................7 4.2 EXPLOTAÇÃO .............................................................................................8 4.3 PRODUÇÃO.................................................................................................8 4.4 PROCESSAMENTO .......................................................................................8 4.5 TRANSPORTE, DISTRIBUIÇÃO E ARMAZENAMENTO......................................9
4.5.1 Gasodutos............................................................................................10 4.5.2 Gás natural comprimido ......................................................................10 4.5.3 Gás natural liquefeito ..........................................................................11
4.6 USOS FINAIS ............................................................................................11
5 MOTIVAÇÃO...............................................................................................13 5.1 PANORAMA DA INFRA-ESTRUTURA DO SETOR DE GÁS NATURAL...............14
6 HISTÓRICO DO GÁS NATURAL LIQUEFEITO ....................................19 6.1 PRIMEIRO PERÍODO: A DÉCADA DE 1960. .................................................19 6.2 SEGUNDO PERÍODO: A DÉCADA DE 1970. .................................................20 6.3 TERCEIRO PERÍODO: A DÉCADA DE 1980..................................................20 6.4 QUARTO PERÍODO: A DÉCADA DE 1990....................................................21
7 COMÉRCIO INTERNACIONAL DE GÁS NATURAL LIQUEFEITO ...22 8 A CADEIA PRODUTIVA DO GÁS NATURAL LIQUEFEITO ...............27
8.1 UNIDADE DE LIQUEFAÇÃO........................................................................27 8.2 TANQUE DE ARMAZENAGEM.....................................................................28 8.3 TERMINAL DE REGASEIFICAÇÃO................................................................28
9 CICLOS TERMODINÂMICOS DE PRODUÇÃO DE GNL .....................30 9.1 OS CICLOS CLÁSSICOS DE LIQUEFAÇÃO....................................................30
9.1.1 O ciclo termodinâmico ideal................................................................30 9.1.2 Sistema Linde-Hampson simples..........................................................31 9.1.3 Sistema Linde-Hampson com pré-resfriamento....................................32 9.1.4 Sistema Linde de dupla pressão ...........................................................33

9.1.5 Sistema em cascata..............................................................................34 9.1.6 Sistema Claude ....................................................................................34 9.1.7 Sistemas Claude modificados...............................................................35
9.2 ALGUNS CICLOS COMERCIAIS DE LARGA ESCALA “BASE LOAD”...............36 9.2.1 Sistemas em cascata otimizado (Phillips).............................................37 9.2.2 Sistemas em cascata com refrigerante misto Statoil/Linde (MFCP) .....37 9.2.3 Sistema C3MR TM (APCI)...................................................................39 9.2.4 Sistema Shell DMR ..............................................................................40 9.2.5 Sistema Axens Liquefin TM..................................................................40
9.3 ALGUNS CICLOS COMERCIAIS DE PEQUENA ESCALA E DE “PEAK SHAVING” 41
9.3.1 Sistema Black and Veatch PRICO........................................................41 9.3.2 Sistema GTI.........................................................................................42 9.3.3 Sistema com dois ciclos independentes de expansão (ABB)..................43 9.3.4 Sistema Kryopak EXP..........................................................................44 9.3.5 Sistema Kryopak PCMR ......................................................................46 9.3.6 Sistema Idaho ......................................................................................47 9.3.7 Sistema de tubo de vórtices..................................................................47
9.4 OUTROS SISTEMAS....................................................................................48 9.5 COMPARAÇÃO DE CONSUMOS ENERGÉTICOS DE DIVERSOS PROCESSOS DE LIQUEFAÇÃO DE GÁS NATURAL ...........................................................................49
10 PROCESSOS “LETDOWN”........................................................................50 10.1 OBTENÇÃO DE GNL DIRETO .....................................................................51
11 O CICLO DE LIQUEFAÇÃO ANALISADO..............................................52 11.1 DESCRIÇÃO DO CICLO ..............................................................................52 11.2 EQUAÇÕES DE MODELAGEM E BALANÇO ..................................................53
12 ANÁLISE 1 – 100% METANO....................................................................56 12.1 OBTENÇÃO DE GNL DIRETO .....................................................................56 12.2 RESULTADOS............................................................................................57
13 ANÁLISE 2 – MISTURA MULTICOMPONENTE....................................60 13.1 OBTENÇÃO DE GNL DIRETO .....................................................................60 13.2 RESULTADOS............................................................................................62
14 COMPARAÇÃO ENTRE AS ANÁLISES...................................................66
15 CONCLUSÕES .............................................................................................67
LISTA DE ILUSTRAÇÕES
Figura 1 – Gás natural associado ...............................................................................2 Figura 2 – Gás natural não associado ........................................................................2 Figura 3 – Comparativo da emissão de CO2 (kg) ......................................................5 Figura 4 – Comparativo da emissão relativa de SO2. .................................................5 Figura 5 – Comparativo da emissão relativa de NOx.................................................6 Figura 6 – A cadeia do gás natural (CTGAS, 2006)...................................................7 Figura 7 – Representação de uma UPGN ..................................................................9 Figura 8 – Usos do gás natural (2004) .....................................................................12 Figura 9 – Matriz energética mundial (BEN, 2005) .................................................13 Figura 10 – Matriz energética brasileira (BEN, 2005) .............................................13 Figura 11 – Evolução das vendas de gás natural no Brasil (Petrobrás, 2004) ...........14 Figura 12 – Rede de gasodutos de transporte – América Latina ...............................16 Figura 13 – GNC aplicado ao "gasoduto virtual".....................................................16 Figura 14 – Aplicação do GNC...............................................................................17 Figura 15 – O conceito de GNL distribuído – Gás Local .........................................17 Figura 16 – Comércio internacional de gás natural. .................................................24 Figura 17 – A cadeia produtiva do gás natural liquefeito .........................................27 Figura 18 – Esquema de uma unidade de liquefação................................................28 Figura 19 – Esquema de um terminal de regaseificação...........................................29 Figura 20 – O ciclo termodinâmico de liquefação idealizado...................................30 Figura 21 – Sistema Linde-Hampson simples..........................................................31 Figura 22 – Sistema Linde-Hampson com pré-refrigeração .....................................32 Figura 23 – Sistema Linde de dupla pressão............................................................33 Figura 24 – Sistema em cascata...............................................................................34 Figura 25 – Sistema Claude de liquefação ...............................................................35 Figura 26 – Sistema Kapitza ...................................................................................36 Figura 27 – Sistema Heylandt. ................................................................................36 Figura 28 – Sistema Claude de dupla pressão. .........................................................36 Figura 29 – Diagrama simplificado do processo em cascata otimizado ....................37 Figura 30 – Diagrama do sistema MFCP. ................................................................38 Figura 31 – Diagrama do sistema C3MRTM...........................................................39 Figura 32 – Diagrama do processo Liquefin ............................................................41 Figura 33 – Diagrama do sistema PRICO................................................................42 Figura 34 – Diagrama simplificado do processo GTI...............................................43 Figura 35 – Diagrama do processo de liquefação desenvolvido pela ABB. ..............44 Figura 36 – Diagrama simplificado do sistema Kryopak EXP. ................................45 Figura 37 – Diagrama simplificado do processo Kryopak PCMR............................46 Figura 38 – Diagrama simplificado do processo Idaho ............................................47 Figura 39 – Processo "letdown" ..............................................................................50 Figura 40 – Ciclo analisado.....................................................................................55 Figura 41 – Diagrama temperatura-entropia (T-s)....................................................56 Figura 42 – Diagrama temperatura-entalpia (T-h)....................................................56 Figura 43 – Influência do valor da pressão do gasoduto de distribuição...................58 Figura 44 – Influência do valor do COP do ciclo de refrigeração.............................59 Figura 45 – Curvas de entropia-temperatura, para pressões de 10 e 0,1 MPa. ..........61 Figura 46 – Curvas de entalpia-temperatura, para pressões de 100 e 0,1 MPa..........62 Figura 47 – Influência do COP do ciclo de refrigeração nos resultados....................64

LISTA DE TABELAS
Tabela 1 – Composição típica do gás natural, como encontrado no reservatório. .......3 Tabela 2 – Comparação da densidade energética .....................................................18 Tabela 3 – Maiores países exportadores de GNL (2004)..........................................22 Tabela 4 – Maiores países importadores de GNL (2004) .........................................23 Tabela 5 – Plantas de liquefação. ............................................................................24 Tabela 6 – Plantas de regaseificação. ......................................................................25 Tabela 7 – Processos de liquefação comerciais........................................................49 Tabela 8 – Principais componentes do ciclo proposto..............................................53 Tabela 9 – Fração de GNL produzida em função da pressão P2................................58 Tabela 10 – Composição adotada............................................................................60 Tabela 11 – Resultados principais, para um COP=2. ...............................................62 Tabela 12 – Resultados principais, para um COP=3. ...............................................63 Tabela 13 – Resultados principais, para um COP=4. ...............................................63 Tabela 14 – Propriedades dos estados termodinâmicos do ciclo de liquefação. ........65 Tabela 15 – Razão mássica necessária para produzir 1 kg de GNL, para a análise 1 66 Tabela 16 - Razão mássica necessária para produzir 1 kg de GNL, para a análise 2.66

1
1 INTRODUÇÃO
No século XXI, a geração e a disponibilidade de energia configuram-se como questões
cruciais para o desenvolvimento de todas as nações do planeta. Dentro destas questões, no
Brasil, a utilização do gás natural como fonte de energia tem-se mostrado como uma das
alternativas mais atraentes para diversificar a matriz energética nacional, devido tanto aos
benefícios ambientais/econômicos quanto à grande quantidade de reservas existentes/recém
descobertas. Assim sendo, desde 2001, observa-se que a demanda por gás natural tem
crescido a um ritmo médio de 18% ao ano. (VEJA, 2006).
No entanto, o crescimento da demanda não tem sido acompanhado pelo crescimento
do mercado de fornecimento local, o que tornou o país dependente das importações de gás da
Bolívia, que correspondem a cerca de 50% do consumo nacional. Com as recentes crises
envolvendo a nacionalização das instalações estrangeiras de exploração de petróleo e gás no
território boliviano, projetos relacionados a este setor tomaram um novo fôlego no Brasil.
O gás natural liquefeito (GNL) surge no atual cenário brasileiro como uma alternativa
ao Gasoduto Bolívia Brasil, uma vez que possibilita o armazenamento de grandes quantidades
de gás em pequenos volumes. Desta forma, é possível importar grandes quantidades de gás
natural sem a necessidade de construir gasodutos, que demandam um elevado investimento.
Desta forma, caso a demanda por gás natural seja superior à oferta, será possível abastecer o
mercado aumentando-se as importações via GNL, o que se torna extremamente interessante,
por exemplo, quando há a necessidade de operar as usinas termoelétricas.
Do ponto de vista do mercado interno, o gás natural liquefeito surge como uma
alternativa ao transporte por gasodutos convencionais. O GNL se apresenta então como uma
forma de distribuição de gás natural rápida e imediata para mercados pequenos ou
emergentes, para os quais não se justifica economicamente a construção de gasodutos em face
à baixa demanda ou elevada distância. Além disso, o GNL também pode ser utilizado como
uma forma de armazenamento de gás natural em situações onde a oferta seja superior a
demanda, para utilização posterior, o que recebe a denominação de “peak-shaving”.
Dentro deste escopo, este trabalho apresenta inicialmente o gás natural, os benefícios
de sua utilização e as etapas de sua cadeia produtiva, focando-se posteriormente nos aspectos
relacionados ao GNL. Será proposto e avaliada a viabilidade técnica de um ciclo de
liquefação de pequena escala, que aproveita a energia de pressão dos gasodutos para produzir
GNL, fazendo com que a planta seja independente de uma fonte externa de energia para
movimentar seus componentes, o que, na literatura inglesa, é também chamado de “letdown”.

2
2 O GÁS NATURAL
O gás natural (GN) é um combustível fóssil formado a partir de matéria orgânica,
soterrada a grandes profundidades há milhões de anos atrás, degradada por bactérias
anaeróbias, sob condições de elevada pressão e temperatura. Atualmente, é encontrado em
acumulações de rochas sedimentares porosas no subsolo (terrestre ou marinho), cobertas com
uma camada de rocha impermeável. Quanto a sua origem, o gás natural pode ser classificado
em:
• Gás natural associado: encontrado, no reservatório, dissolvido no óleo ou sob a forma
de capa de gás (na parte superior da acumulação rochosa, onde a concentração de gás
é superior à concentração de outros fluídos como água e óleo). Neste caso, a produção
de gás é determinada diretamente pela produção de petróleo. Caso não haja condições
econômicas para sua extração, o GN é reinjetado na jazida ou queimado, evitando o
acúmulo de gases combustíveis próximos aos poços de petróleo.
• Gás natural não associado: encontrado, no reservatório, livre ou junto a pequenas
quantidades de petróleo. Neste caso, somente a produção do GN é justificável
comercialmente. No mundo, as maiores ocorrências de gás são de gás não associado.
Figura 1 – Gás natural associado
Figura 2 – Gás natural não associado
O gás natural é constituído predominantemente por uma mistura de hidrocarbonetos
saturados gasosos, que, à temperatura ambiente e pressão atmosférica, permanece no estado
gasoso. Sua composição é variável e depende do local da onde é extraído, mas em geral há
uma preponderância do metano (CH4) e do etano (C2H6) sobre os demais componentes. Além
destes componentes mais leves, podem estar presentes outros hidrocarbonetos mais pesados,
como propano (C3H8), butano (C4H10) e pentano (C5H12), além de impurezas como água,
compostos de enxofre, de nitrogênio e de oxigênio que devem ser eliminados antes de sua
utilização, uma vez que não são combustíveis e, portanto, diminuem o poder calorífico do gás

3
natural. A composição típica do gás natural, como encontrado no reservatório, é apresentada
na Tabela 1.
Tabela 1 – Composição típica do gás natural, como encontrado no reservatório.
Componente Fórmula Porcentagem na composição
Metano (C1) CH4 70-90%
Etano (C2) C2H6 0-20%
Propano (C3) C3H8
Butano (C4) C4H10
Dióxido de Carbono CO2 0-8%
Oxigênio O2 0 – 0,2%
Nitrogênio N2 0-5%
Sulfato de Hidrogênio H2S 0-5%
Outros gases A, He, Ne, Xe traços
Quanto a questões relativas à segurança, existem regulamentações impostas pelas
agências reguladoras que determinam que as empresas distribuidoras devem adicionar
odorantes à base de enxofre ao gás. Estas substâncias, chamadas mercaptanas, conferem um
odor característico ao gás natural, que é encontrado na natureza como um composto inodoro e
incolor, o que permite que possíveis vazamentos sejam facilmente identificados. Além disso,
como o gás natural é mais leve que o ar (densidade relativa de 0,55 a 0,70) em caso de
vazamentos, o GN se dispersa rapidamente, diminuindo o risco de explosão, já que possui um
alto limite de inflamabilidade inferior. Isto significa que, para que as condições de auto-
sustentação da combustão sejam atingidas, é necessária uma concentração significativa de gás
no ambiente, que dificilmente ocorrerá aleatoriamente e dependerá da intervenção humana
para se realizar. No entanto, processos de detonação, que ocorrem sob elevadas pressões em
ambientes fechados, a partir de uma onde de choque provocada, podem ocorrer com relativa
facilidade, caso a quantidade de oxigênio presente seja adequada. Este processo é utilizado em
motores de combustão interna alternativos a gás. Porém, quando se trata do GN, transportado
e armazenado puro, sem contato como ar, a ocorrência de processos explosivos só é possível
nas manobras de partida e parada do sistema, quando ar está presente nas tubulações e vasos.
Dessa forma, para eliminar riscos de explosão, costuma-se aplicar um gás inerte, como o
nitrogênio, para realizar a purga do ar antes de operações que possam causar acidentes.

4
3 BENEFÍCIOS DA UTILIZAÇÃO DO GÁS NATURAL
O gás natural, quando comparado aos demais combustíveis fósseis utilizados em larga
escala em todo o mundo, apresenta diversas vantagens, tanto ambientais, quanto econômicas.
Como exemplo, segundo o Departamento de Energia dos Estados Unidos, a eficiência
do gás natural, da fonte até seu consumo final, é de aproximadamente 91%. Isto significa que,
de cada 10 unidades de energia extraídas do solo, aproximadamente nove são utilizadas.
Comparativamente, outras fontes de energia, como petróleo, carvão, nuclear e hidrelétrica,
devido à degradação de energia existente nos processos de extração, produção e distribuição,
têm uma eficiência de aproximadamente 29%.
Os principais benefícios da utilização do gás natural estão apresentados nas subseções
a seguir.
3.1 Benefícios Ambientais
Quando comparado aos demais combustíveis fósseis, o gás natural mostra-se como um
combustível muito menos poluente. Devido à sua composição, a quantidade de material
particulado, óxido de enxofre (SO2), monóxido de carbono (CO) e óxidos de nitrogênio
(NOX) gerada durante sua combustão é extremamente pequena. Ainda, quando comparado aos
demais combustíveis, o gás natural emite uma quantidade muito menor de dióxido de carbono
(CO2) durante o seu processo de combustão, contribuindo para reduzir significativamente o
problema do aquecimento global relacionado ao efeito estufa. No entanto, a contribuição do
metano nesta questão não pode ser desprezada, embora os volumes lançados atualmente na
atmosfera não provoquem impactos ambientais significativos.
3.1.1 Emissões de Dióxido de Carbono (CO2)
O dióxido de carbono, CO2, é resultado da combustão completa do carbono e,
logicamente, da respiração dos seres vivos. Trata-se de um composto normalmente presente
na atmosfera sendo ainda essencial para a manutenção da vida no planeta, uma vez que é
matéria prima fundamental para a realização da fotossíntese dos vegetais. No entanto, o CO2 é
um dos grandes responsáveis pelo aquecimento global, decorrente do “efeito estufa”, uma vez
que dificulta o retorno de algumas das radiações térmicas que incidem sobre a terra.
Na Figura 3, apresenta-se um gráfico comparativo entre as emissões relativas de CO2
(kg) formadas a cada gigajoule (GJ) de energia gerada por meio da combustão de alguns
combustíveis fósseis (LIMA, 2004).

5
0
20
40
60
80
100
120
Linita Carvão Óleo 1%S Gasolina GásNatural
Emissões de CO2 (kg)
Figura 3 – Comparativo da emissão de CO2 (kg)
3.1.2 Emissões de Enxofre (S)
O enxofre, em sua forma pura, pode causar danos irreversíveis à saúde humana e, em
altas doses, pode ser fatal. No entanto, o maior prejuízo causado pelo enxofre ocorre após a
associação deste componente com o oxigênio, formando o dióxido do enxofre (SO2). Este
último composto é atualmente um dos maiores causadores da chuva ácida, que corrói prédios,
esculturas, danifica a vegetação, altera a acidez da água dos rios, modificando todo
ecossistema ao redor e causando muitos prejuízos.
Como o gás natural normalmente é tratado para eliminar totalmente o enxofre de sua
composição, o SO2 liberado durante sua combustão é, em geral, resultante do odorante
adicionado ao gás para lhe conferir o odor característico e facilitar a identificação de possíveis
vazamentos. Como se trata de uma pequena quantidade, pode-se notar então, na Figura 4, que
a quantidade de SO2 emitida na combustão do gás natural é muito inferior à dos demais
combustíveis (carvão, óleo combustível e gasolina). (LIMA, 2004).
0
1
2
3
4
5
6
Carvão Óleo 1%S Gasolina Gás Natural
Emissões de SO2 - Relativas
Figura 4 – Comparativo da emissão relativa de SO2.
3.1.3 Emissões de Óxidos de nitrogênio (NOX)
Os óxidos de nitrogênio (NO e NO2), resultantes da combinação de nitrogênio (N)
com o oxigênio (O2) em altas temperaturas, podem reagir com a água presente na atmosfera e
formar também a chuva ácida, ou ainda reagir com outros componentes e formar substâncias
tóxicas como, por exemplo, o ozônio (O3).

6
A Figura 5 mostra uma comparação entre as quantidades relativas de NOX formadas
na combustão de alguns combustíveis fósseis (LIMA, 2004), onde pode-se notar novamente
que a quantidade de emissões decorrentes da combustão do gás natural é inferior à dos demais
combustíveis fósseis.
0
0,5
1
1,5
2
2,5
3
Carvão Óleo 1%S Gasolina Gás Natural
Emissões de NOx - Relativas
Figura 5 – Comparativo da emissão relativa de NOx
3.2 Benefícios econômicos
Além dos benefícios ambientais já citados anteriormente, o gás natural pode provocar
melhorias em diversos processos industriais, já que a probabilidade de formação de ácidos é
reduzida, e conseqüentemente a taxa de corrosão de equipamentos e instalações. Desta forma,
aumenta-se a vida útil e reduz-se o gasto com manutenção e substituição de equipamentos.
Ainda, o gás natural dispensa ou reduz a necessidade de tratamento dos gases de combustão
antes de sua liberação para a atmosfera, além de dispensar também o gasto com estoque de
combustível no interior da indústria, uma vez que, hoje em dia, é entregue no consumidor
final através de gasodutos. Desta forma, o consumidor paga apenas pela quantidade de gás
utilizada, evitando gastos com manutenção de infra-estrutura para estoque de combustível.
Ainda, o gás natural apresenta um elevado rendimento energético, configurando-se
como um ótimo substituto para os demais combustíveis fósseis em quase todas as suas
aplicações.
7
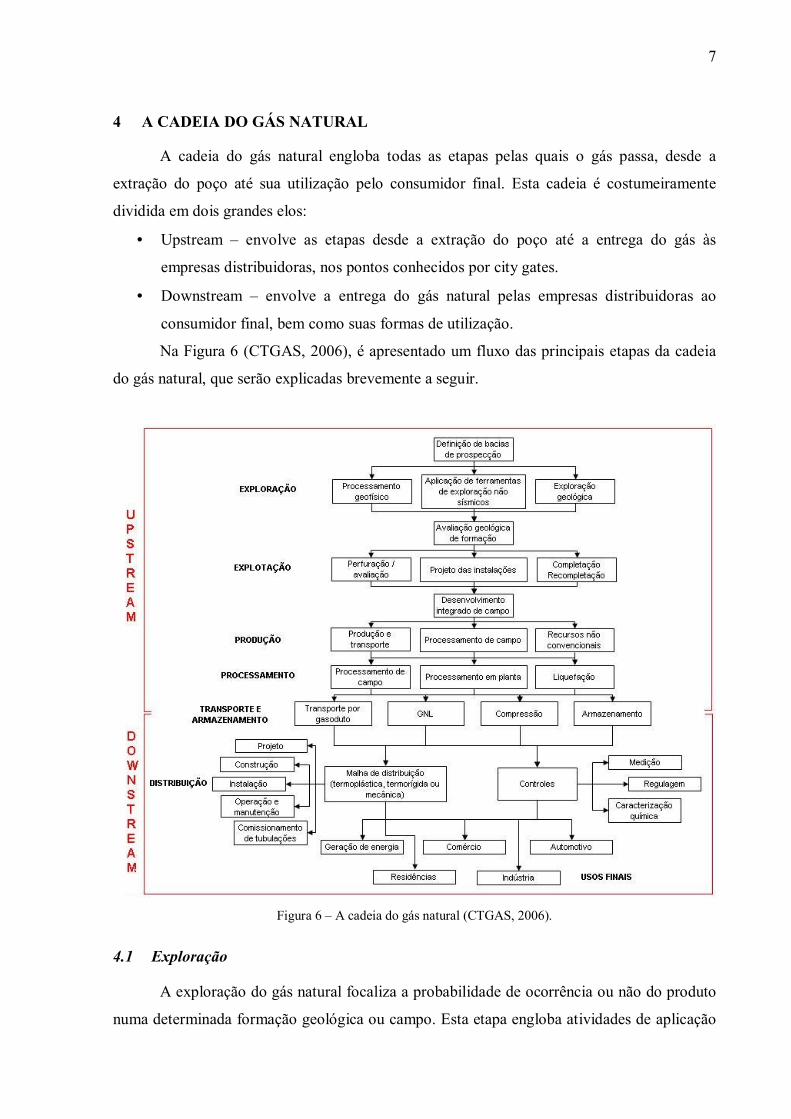
4 A CADEIA DO GÁS NATURAL
A cadeia do gás natural engloba todas as etapas pelas quais o gás passa, desde a
extração do poço até sua utilização pelo consumidor final. Esta cadeia é costumeiramente
dividida em dois grandes elos:
• Upstream – envolve as etapas desde a extração do poço até a entrega do gás às
empresas distribuidoras, nos pontos conhecidos por city gates.
• Downstream – envolve a entrega do gás natural pelas empresas distribuidoras ao
consumidor final, bem como suas formas de utilização.
Na Figura 6 (CTGAS, 2006), é apresentado um fluxo das principais etapas da cadeia
do gás natural, que serão explicadas brevemente a seguir.
Figura 6 – A cadeia do gás natural (CTGAS, 2006).
4.1 Exploração
A exploração do gás natural focaliza a probabilidade de ocorrência ou não do produto
numa determinada formação geológica ou campo. Esta etapa engloba atividades de aplicação

8
de ferramentas de avaliação do potencial gasífero de uma região geográfica, estudos
geológicos desta região e a determinação da viabilidade comercial de se explorar o campo
(LIMA, 2004).
4.2 Explotação
A explotação compreende as atividades de projeto das instalações que serão
desenvolvidas para permitir a operação comercial do poço, e as atividades de perfuração,
completação e recompletação de poços (LIMA, 2004).
4.3 Produção
Além das atividades de produção, este elo contempla o processamento em campo
(processamento primário, visando separar o gás natural do óleo, no caso de campo de gás
associado) e o transporte até a base de armazenamento ou estação de tratamento mais próxima
(LIMA, 2004).
4.4 Processamento
O gás natural, como é encontrado na jazida, contém grandes quantidades de metano
em sua composição. No entanto, este não pode ser considerado um gás puro, uma vez que há
quantidades significativas de outros hidrocarbonetos, como etano (C2), propano (C3), butano
(C4) e pentano (C5), além de água, compostos de enxofre, hélio, nitrogênio e outros
componentes. Nesta condição, o gás natural recebe a denominação de gás úmido.
A Figura 7 representa a instalação de uma típica Unidade de Processamento de Gás
Natural – UPGN (KUMAR, 1987). Nesta unidade, as principais etapas do processamento do
gás natural são resumidas abaixo:
• O gás é extraído do reservatório por um sistema de tubulações verticais conectadas a
uma tubulação principal de coleta do gás;
• O óleo e a água são removidos no módulo de separação de óleo, gás e água. O óleo é
então destinado para tratamento, armazenagem e venda;
• Os demais contaminantes são removidos no módulo de condicionamento do gás
natural;
• No último módulo, são recuperados os chamados líquidos de gás natural para
produção do chamado Gás Liquefeito de Petróleo (GLP);
Após estas etapas, o gás natural recebe a denominação de gás seco, e é
comprimido/liquefeito e transportado por caminhões/trens, ou gasodutos.

9
Figura 7 – Representação de uma UPGN
4.5 Transporte, Distribuição e Armazenamento
O transporte do gás natural envolve atividades relacionadas à movimentação de
grandes volumes de gás. Utilizam-se, neste elo da cadeia, gasodutos de grande porte,
carretas/trens/navios de gás natural liquefeito (GNL) e/ou gás natural comprimido (GNC) para
levar o gás dos campos produtores aos pontos de transferência de custódia, conhecidos como
“city gates”. Nestes pontos, o gás deixa de ser responsabilidade da empresa transportadora e
torna-se responsabilidade da distribuidora, que entrega o gás ao consumidor final.
Os city gates, geralmente, localizam-se dentro das cidades, próximo aos consumidores
finais. Nestes locais, na passagem do gasoduto de transporte para o de distribuição, a pressão
do gás natural é reduzida, por exemplo, de 10 MPa para 1,7 MPa. Até atingir os consumidores

10
finais, a pressão de gás é reduzida ainda mais, alcançando valores da ordem 100 kPa, ou
inferiores.
A distribuição é feita por gasodutos de menor porte ou carretas e trens de GNC/GNL,
que podem transportar o gás até o cliente final ou até uma derivação da rede de gasodutos de
distribuição. Neste último caso, onde o GNC e o GNL são empregados para transportar o gás
até uma rede de distribuição e esta rede encarrega-se de entregar o gás para os consumidores
finais, estas tecnologias são denominadas “gasodutos virtuais”.
O armazenamento do gás natural, comum em países de clima frio, é feito geralmente
sob a forma de GNL. Quando há uma capacidade ociosa do gasoduto (geralmente nos meses
de verão), o gás natural é liquefeito e armazenado, sendo utilizado então quando há um pico
na demanda de gás natural (meses de inverno) que não poderá ser suprida pela capacidade do
gasoduto. Esta forma de utilização do gás natural liquefeito é comumente chamada
“peakshaving”. No Brasil, existem perspectivas de utilização desta tecnologia para suprir a
demanda de usinas termoelétricas movidas a gás, que entram em operação somente em
determinadas épocas do ano, quando as hidrelétricas não conseguem suprir todo o sistema.
4.5.1 Gasodutos
Atualmente, no Brasil, os gasodutos têm se constituído na solução mais utilizada para
transporte/distribuição do gás natural. Dentro da cadeia produtiva do gás natural, costuma-se
diferenciar os gasodutos utilizados para transporte e os gasodutos utilizados para distribuição.
Os gasodutos de transporte, geralmente, possuem dimensões maiores e operam a pressões
mais elevadas que os gasodutos de distribuição, transportando, portanto, uma maior
quantidade de gás natural. Estes gasodutos levam o gás natural dos centros produtores aos
grandes centros consumidores, percorrendo grandes distâncias.
Os gasodutos de transporte operam em uma faixa de pressões que varia de 5 a 10 MPa.
Interligados aos gasodutos de transporte, existem os gasodutos de distribuição, que têm um
raio de ação mais local ou regional. Estes últimos, por sua vez, costumam operar entre 3,5 e
0,1 MPa, podendo, algumas vezes, operar a pressões inferiores, principalmente quando
ligados a consumidores residenciais.
4.5.2 Gás natural comprimido
Para pequenas quantidades e distâncias, o gás natural em fase gasosa pode ser
armazenado em reservatórios pressurizados de 20 a 30 MPa e transportado em trens,
11
caminhões ou balsas. Como exemplo, no transporte rodoviário, o volume armazenado chega a
5000 m³ de GN por reboque.
Muitos estudos estão sendo desenvolvidos para analisar o transporte intercontinental
de grandes volumes a altas pressões em navios especialmente equipados, como uma
alternativa ao transporte via gás natural liquefeito. No entanto, a transferência de gás a alta
pressão provoca um problema de temperatura que, atualmente, não apresenta solução viável.
Desta forma, a solução adotada até hoje para o problema de transporte intercontinental
prioriza o transporte a baixas temperaturas e pressão atmosférica (GNL), em vez de altas
pressões e temperatura ambiente (GNC).
4.5.3 Gás natural liquefeito
Para liquefazer-se gás natural, deve-se refrigerar e manter o mesmo a uma temperatura
de aproximadamente -162ºC, ou inferior, a uma pressão próxima da atmosférica. Este
processo exige um complexo sistema de armazenamento e transporte específico para a
operação nessas condições. Entretanto, sob a forma de GNL, 600 m³ de gás natural, sob
condições normais de pressão e temperatura (25°C e 100 kPa), ocupam apenas 1 m³.
De acordo com GASNET, na década de 1940, a indústria americana empregou pela
primeira vez a tecnologia para liquefação de gás para “peakshaving”. Posteriormente, na
década de 1960, constatou-se que o GNL poderia ser utilizado para exportar gás natural,
através de navios e barcaças, armazenando-o em um terminal até sua utilização. O transporte
do GNL pode ser feito em navios metaneiros, barcaças ou navios de pequeno porte e até
mesmo caminhões.
O GNL deve ser armazenado em tanques criogênicos sendo ainda necessário vaporiza-
lo antes de sua utilização, uma vez que, atualmente, o estado liquefeito é utilizado somente
para distribuição e armazenagem. No processo de vaporização, há uma grande liberação de
“frio”, que pode ser utilizado, por exemplo, em câmaras frigoríficas.
4.6 Usos Finais
No Brasil, a utilização do gás natural tem se concentrado tradicionalmente em três
grandes mercados: industrial, comercial e residencial. Mais recentemente, ganhou espaço
também no mercado automotivo, sob a forma de combustível (gás natural veicular – GNV). A
Figura 8 apresenta as porcentagens de utilização do gás natural em 2004, segundo o Balanço
Energético Nacional (BEN) por setor de mercado.
12
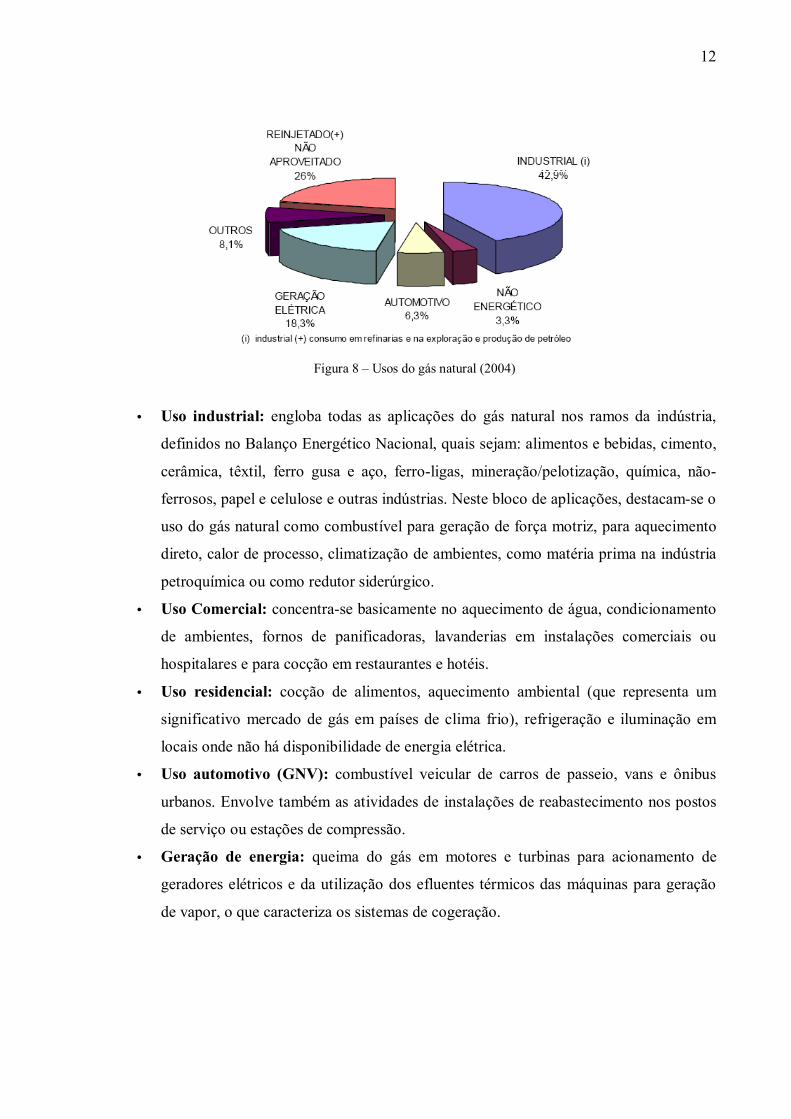
Figura 8 – Usos do gás natural (2004)
• Uso industrial: engloba todas as aplicações do gás natural nos ramos da indústria,
definidos no Balanço Energético Nacional, quais sejam: alimentos e bebidas, cimento,
cerâmica, têxtil, ferro gusa e aço, ferro-ligas, mineração/pelotização, química, não-
ferrosos, papel e celulose e outras indústrias. Neste bloco de aplicações, destacam-se o
uso do gás natural como combustível para geração de força motriz, para aquecimento
direto, calor de processo, climatização de ambientes, como matéria prima na indústria
petroquímica ou como redutor siderúrgico.
• Uso Comercial: concentra-se basicamente no aquecimento de água, condicionamento
de ambientes, fornos de panificadoras, lavanderias em instalações comerciais ou
hospitalares e para cocção em restaurantes e hotéis.
• Uso residencial: cocção de alimentos, aquecimento ambiental (que representa um
significativo mercado de gás em países de clima frio), refrigeração e iluminação em
locais onde não há disponibilidade de energia elétrica.
• Uso automotivo (GNV): combustível veicular de carros de passeio, vans e ônibus
urbanos. Envolve também as atividades de instalações de reabastecimento nos postos
de serviço ou estações de compressão.
• Geração de energia: queima do gás em motores e turbinas para acionamento de
geradores elétricos e da utilização dos efluentes térmicos das máquinas para geração
de vapor, o que caracteriza os sistemas de cogeração.
13
5 MOTIVAÇÃO
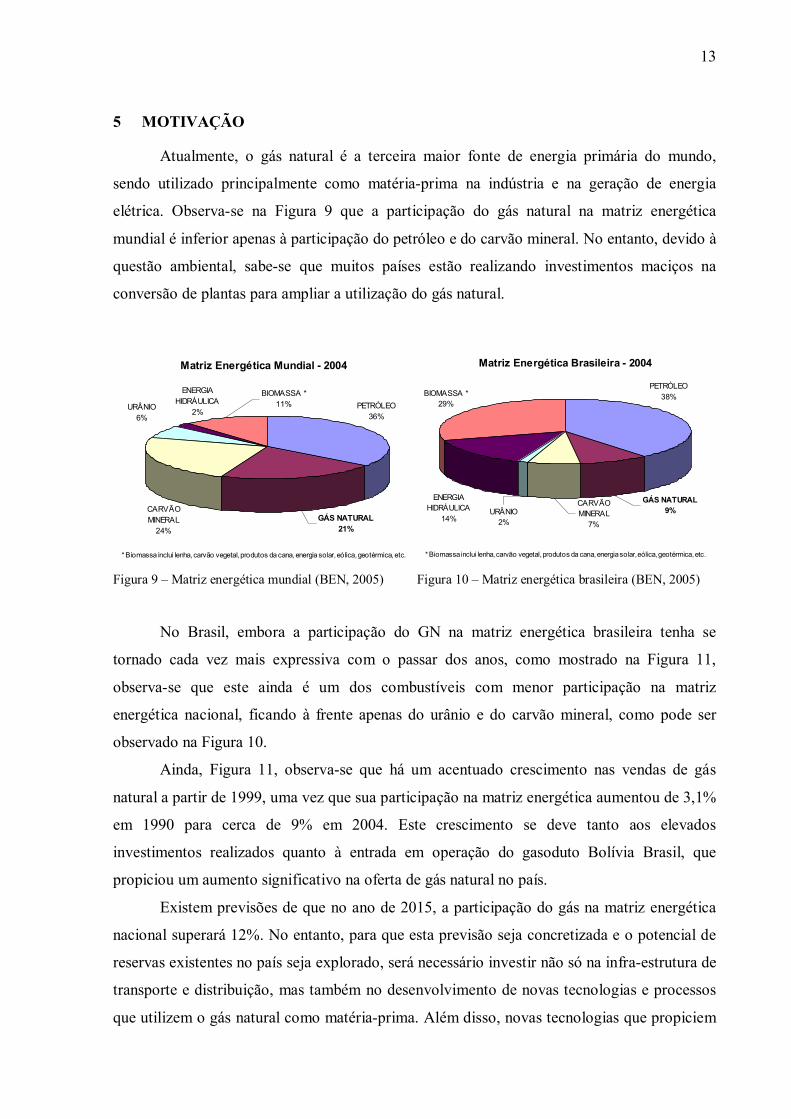
Atualmente, o gás natural é a terceira maior fonte de energia primária do mundo,
sendo utilizado principalmente como matéria-prima na indústria e na geração de energia
elétrica. Observa-se na Figura 9 que a participação do gás natural na matriz energética
mundial é inferior apenas à participação do petróleo e do carvão mineral. No entanto, devido à
questão ambiental, sabe-se que muitos países estão realizando investimentos maciços na
conversão de plantas para ampliar a utilização do gás natural.
Matriz Energética Mundial - 2004
BIOMASSA *11%
ENERGIA HIDRÁULICA
2%URÂNIO 6%
GÁS NATURAL21%
PETRÓLEO 36%
CARVÃO MINERAL
24%
* Biomassa inclui lenha, carvão vegetal, produtos da cana, energia solar, eólica, geotérmica, etc.
Figura 9 – Matriz energética mundial (BEN, 2005)
Matriz Energética Brasileira - 2004
PETRÓLEO38%BIOMASSA *
29%
GÁS NATURAL9%
CARVÃO MINERAL
7%URÂNIO
2%
ENERGIA HIDRÁULICA
14%
* Biomassa inclui lenha, carvão vegetal, produtos da cana, energia solar, eólica, geotérmica, etc.
Figura 10 – Matriz energética brasileira (BEN, 2005)
No Brasil, embora a participação do GN na matriz energética brasileira tenha se
tornado cada vez mais expressiva com o passar dos anos, como mostrado na Figura 11,
observa-se que este ainda é um dos combustíveis com menor participação na matriz
energética nacional, ficando à frente apenas do urânio e do carvão mineral, como pode ser
observado na Figura 10.
Ainda, Figura 11, observa-se que há um acentuado crescimento nas vendas de gás
natural a partir de 1999, uma vez que sua participação na matriz energética aumentou de 3,1%
em 1990 para cerca de 9% em 2004. Este crescimento se deve tanto aos elevados
investimentos realizados quanto à entrada em operação do gasoduto Bolívia Brasil, que
propiciou um aumento significativo na oferta de gás natural no país.
Existem previsões de que no ano de 2015, a participação do gás na matriz energética
nacional superará 12%. No entanto, para que esta previsão seja concretizada e o potencial de
reservas existentes no país seja explorado, será necessário investir não só na infra-estrutura de
transporte e distribuição, mas também no desenvolvimento de novas tecnologias e processos
que utilizem o gás natural como matéria-prima. Além disso, novas tecnologias que propiciem

14
melhor rendimento e eficiência na utilização do GN são fatores importantes para difundir o
uso industrial do gás natural como um forte concorrente para as demais fontes de energia.
Figura 11 – Evolução das vendas de gás natural no Brasil (Petrobrás, 2004)
5.1 Panorama da Infra-Estrutura do Setor de Gás Natural
No Brasil, as reservas totais de gás natural (soma das reservas prováveis e reservas
provadas) da Petrobrás são de aproximadamente 313 bilhões de m³, o que seria suficiente para
suprir o atual consumo do país por 20 anos. No entanto, tais reservas estão concentradas na
região Sudeste, na Bacia de Campos, Santos e na região norte, na bacia dos rios Solimões &
Amazonas. Além das reservas nacionais existentes, o Brasil importa também gás boliviano,
através do Gasoduto Bolívia-Brasil, inaugurado em 1999, para atender aos estados da região
Sul e Sudeste. Do exposto, pode-se observar que o país é muito dependente de poucas fontes
de abastecimento, o que tem gerado atualmente uma grande insegurança quanto à questão de
estabilidade de fornecimento.
Na Figura 12 (CTGAS, 2006), apresenta-se a malha de gasodutos existente na
América Latina. Atualmente o Brasil conta aproximadamente com 10.000 km de gasodutos de
transporte e com pouco mais de 11.000 km de redes de distribuição. Porém, observando-se o
mapa apresentado, nota-se que a interligação entre as redes de gasodutos de transporte é
extremamente precária, o que limita ainda mais a capacidade de abastecimento, uma vez que
os sistemas são isolados.
15
Além da deficiência presente na interligação entre as redes de gasodutos do país, ainda
há a questão regulatória do mercado de gás natural, já que a legislação atual ainda apresenta
diversos pontos polêmicos. Para que a expansão do uso do gás se dê de maneira eficiente, é
necessário criar uma regulação coerente com a meta existente de desenvolvimento da
indústria do gás.
Se houver uma demanda que não consegue ser suprida porque a infra-estrutura de
transporte e distribuição é deficitária, todos os investimentos realizados no desenvolvimento
de novas tecnologias de utilização de gás natural serão perdidos, bem como a credibilidade do
gás natural como fonte de energia. É por isso que o transporte e a distribuição configuram-se
atualmente como o elo mais significativo da cadeia do GN.
Como exemplo dos recentes esforços para flexibilizar o transporte e distribuição de
GN, expandindo a rede de “gasodutos virtuais”, a Gás Natural São Paulo Sul, uma das
distribuidoras de gás do estado de São Paulo, implantou, em fevereiro de 2006, a distribuição
de gás natural por meio de carretas de GNC. O projeto consiste na compressão do gás em uma
estação de compressão localizado no município de Cesário Lange (a 143 km de São Paulo) e
transporte por carretas até uma estação de descompressão em Avaré (a 267 km de São Paulo).
A partir daí, o gás é distribuído por uma rede secundária de gasodutos até os clientes finais.
Esta etapa do projeto é o que diferencia o chamado “gasoduto virtual” da tecnologia de GNC.
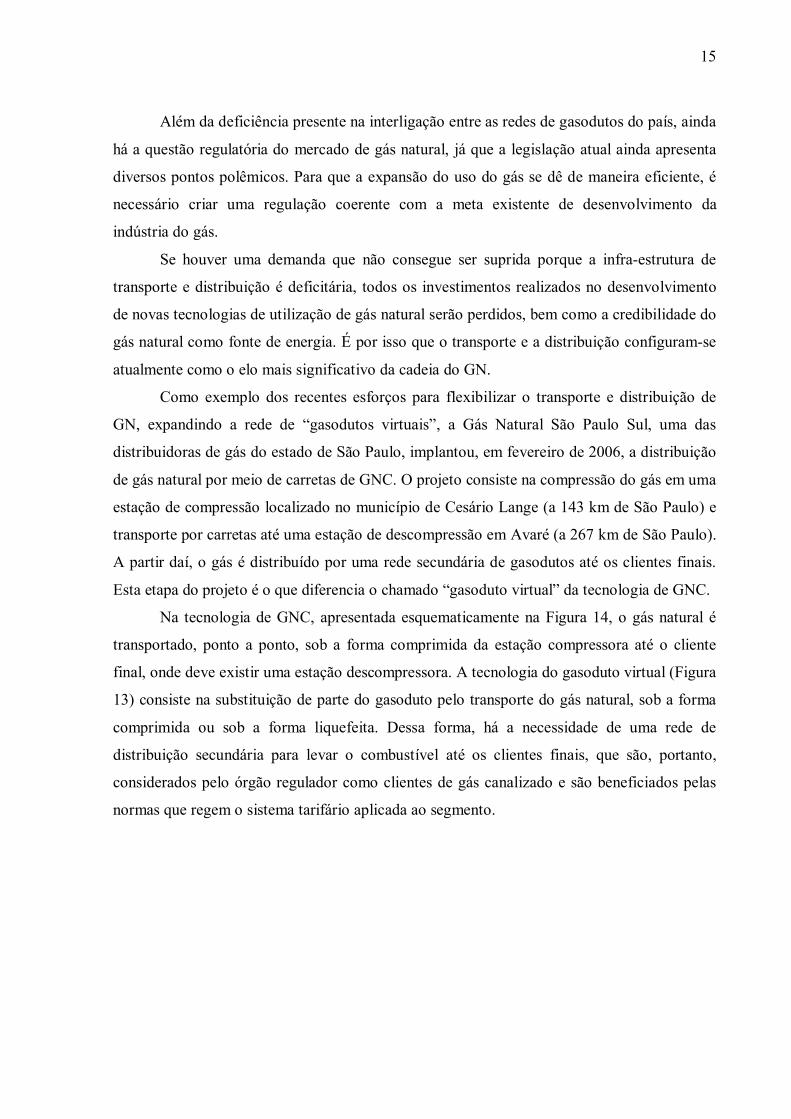
Na tecnologia de GNC, apresentada esquematicamente na Figura 14, o gás natural é
transportado, ponto a ponto, sob a forma comprimida da estação compressora até o cliente
final, onde deve existir uma estação descompressora. A tecnologia do gasoduto virtual (Figura
13) consiste na substituição de parte do gasoduto pelo transporte do gás natural, sob a forma
comprimida ou sob a forma liquefeita. Dessa forma, há a necessidade de uma rede de
distribuição secundária para levar o combustível até os clientes finais, que são, portanto,
considerados pelo órgão regulador como clientes de gás canalizado e são beneficiados pelas
normas que regem o sistema tarifário aplicada ao segmento.

16
Figura 12 – Rede de gasodutos de transporte – América Latina
Figura 13 – GNC aplicado ao "gasoduto virtual"

17
Figura 14 – Aplicação do GNC
Da mesma forma que a tecnologia do GNC pode ser aplicada à expansão do gasoduto
virtual, existe um forte interesse em projetos que envolvam a aplicação do GNL com a mesma
finalidade. Um destes projetos, denominado Gás Local (Figura 15, PETROBRAS), é fruto da
iniciativa de duas empresas (Petrobrás e White Martins), na cidade de Paulínia, em São Paulo.
Segundo o Portal Gás e Energia, este projeto possui capacidade para liquefazer cerca de 380
mil m³/dia de gás, com a utilização de um sistema de liquefação norte-americano. Configura-
se, portanto, como uma planta de pequeno porte, que atende a distribuidoras, indústrias e
postos de GNV em São Paulo, Paraná, Goiás e Brasília. Dessa forma, com o investimento da
ordem de US$ 50 milhões feito, estes consumidores passarão a depender um pouco menos da
estrutura da rede de gasodutos existente no país.
Figura 15 – O conceito de GNL distribuído – Gás Local
Dentro do panorama apresentado, este trabalho apresenta o estudo de um ciclo
termodinâmico para liquefação de gás natural, em pequena escala. Optou-se pelo estudo da
tecnologia de liquefação uma vez que, quando comparado ao gás natural comprimido (GNC),
o GNL apresenta uma redução de volume cerca de três vezes maior. Isto é, considerando 1m³
de GN (cuja densidade é aproximadamente 0,722 kg/m³), sob CNTP, ter-se-ia então
aproximadamente 140 kg de GNC por m³ de produto e 450 kg de GNL no mesmo volume de
produto. Isto significa que a densidade energética do GNL é muito maior que a densidade

18
energética das demais formas de transporte/distribuição de gás natural (Tabela 2). Além disso,
a liquefação do gás natural permite estoca-lo e transporta-lo sob forma condensada em
condições técnico-economicamente viáveis.
Tabela 2 – Comparação da densidade energética
Forma de Armazenamento kg de GN__ m³ de produto
Gás natural (CNTP: 101,325 kPa e 21,1°C) 0,722 Gás natural comprimido (25 MPa) 173 Gás natural liquefeito (-165°C) 450
Desta forma, desta seção em diante, dar-se-á um maior enfoque ao gás natural
liquefeito, seu histórico, seu mercado e sua forma de produção.

19
6 HISTÓRICO DO GÁS NATURAL LIQUEFEITO
Segundo Lom (1974), Ryan e outros (2001) e Dominion Gas Transmission (2004), o
processo de liquefação do gás natural teve seu início no século XIX, quando Michael Faraday,
realizou alguns experimentos sobre a liquefação de diferentes tipos de gases, incluindo o gás
natural. Em 1895, Carl Von Linde desenvolveu na Alemanha a primeira planta de liquefação
de ar de forma contínua, na qual se baseiam quase todos os processos industriais modernos de
liquefação. A partir de então, houve uma grande evolução nas tecnologias envolvidas neste
processo, visando principalmente aumentar as capacidades das instalações, melhorar os
rendimentos térmicos dos ciclos, e ao mesmo tempo simplificá-los, tornando-os mais
flexíveis. Para discutir-se a evolução dos processos de liquefação de gás natural, pode-se
dividir a história em quatro períodos distintos, apresentados a seguir.
6.1 Primeiro Período: A Década de 1960.
Em 1959, os Estados Unidos se torna o primeiro país a exportar o gás natural
liquefeito (GNL). Utilizando a forma liquefeita do gás, foi possível transportá-lo de Lake
Charles, em Los Angeles até Canvey Island, no Reino Unido, utilizando um navio de carga
adaptado, o Methane Pioneer. Esta primeira viagem demonstrou que grandes quantidades de
gás natural liquefeito poderiam ser transportadas seguramente pelo oceano.
A partir de então, o comércio internacional de GNL começou a dar seus primeiros
passos. Em 1960, foi firmado o primeiro acordo internacional de comércio de gás natural
liquefeito, estabelecendo a exportação de GNL da Argélia para o Reino Unido.
Em 1964, entrou em funcionamento a planta CAMEL (Compagnie Algerienne de
Methane Liquide), a primeira do mundo de liquefação de gás natural em larga escala, em
Arzew, na Argélia. Esta planta empregava o sistema de liquefação em cascata, onde cada
unidade de compressão era movida por turbinas a vapor e os condensadores utilizavam a água
do mar para resfriamento. Sua capacidade total era de aproximadamente 1,1 milhões de
toneladas/ano, dividida em três trens de produção.
Em 1969, a primeira planta construída para atender o mercado da Ásia e Oceano
Pacífico entrou em operação, em Kenai, no Alaska, com uma capacidade de 1,4 milhões de
toneladas/ano. Utilizava um sistema de liquefação em cascata do tipo Phillips, similar ao
sistema utilizado na planta CAMEL, mas muito maior, com um único trem de produção, cuja
capacidade era superior a todos os trens da CAMEL somados. Esta foi a primeira planta a
empregar turbinas a gás para fornecer energia aos compressores; os trocadores de calor eram
de placas finas, desenvolvidos pela Phillips.

20
6.2 Segundo Período: A Década de 1970.
Na década de 1970, foi inaugurada a planta Marsa el-Brega, na Líbia, com quatro trens
de produção com capacidade de 750.000 toneladas/ano. Essa planta foi a primeira a utilizar
um ciclo de refrigerante misto com apenas um estágio, conhecido como PRICO, menos
eficiente, porém muito mais simples que o ciclo em cascata. Este ciclo foi desenvolvido pela
Air Products & Chemicals Internacional Inc. (APCI), com o objetivo de reduzir o número de
compressores e de trocadores de calor utilizados. Isso foi possível, uma vez que,
diferentemente do ciclo em cascata, que utiliza três ciclos de refrigeração integrados, o
PRICO utiliza apenas um ciclo e um refrigerante misto (metano, etano, propano, etc.) que
possui uma composição específica para que o líquido refrigerante possa evaporar numa
temperatura próxima ao ponto de liquefação do gás natural.
Em novembro de 1972, entrou em operação a planta em Skikda, na Argélia, utilizando
o ciclo PRICO. Possuía três trens de produção com capacidade para 1 milhão de
toneladas/ano cada um, um aumento de 25% em relação ao tamanho dos trens de Marsa el-
Brega.
Apenas um mês antes, havia sido inaugurada a Brunei Liquefied Natural Gas; BLNG,
a maior planta já construída até então, com cinco trens de produção de mais de 1 milhão de
toneladas/ano, sendo sua capacidade total de 5,5 milhões de toneladas/ano. Esta planta
utilizava um ciclo à base de propano pré-aquecido e um refrigerante misto (C3-MR), também
desenvolvido pela APCI. Este ciclo possuía uma eficiência térmica de aproximadamente 90%,
uma drástica melhoria em relação aos outros ciclos de refrigerante misto.
Em 1977, a Indonésia entrou para o grupo de países exportadores de GNL, com a
inauguração de dois trens de produção em Bontang, cada um com capacidade para 2 milhões
de toneladas/ano. Um ano depois, em Arun, entrou em operação uma planta que utilizava
uma turbina a gás de eixo duplo, e uma versão levemente modificada do ciclo C3-MR. Após
10 anos, esta era a primeira planta a utilizar turbinas a gás, desde que a planta de Kenai foi
construída.
Após este período, versões do processo de liquefação C3-MR passaram a dominar a
indústria, com apenas duas exceções: a planta de Skikda e a planta de Trindade. As turbinas a
gás também a passaram a dominar a indústria, prevalecendo sobre as turbinas a vapor.
6.3 Terceiro Período: A Década de 1980.
Após um período no qual o comércio mundial de gás natural liquefeito crescia
incrivelmente, em 1979 houve uma crise no mercado, provocada pelo choque do preço do

21
petróleo. Apenas duas plantas foram construídas neste período: a MLNG Satu, na Malásia; e a
NWS (The Australian Northwest Shelf Project), na Austrália; enquanto que dois terminais de
recepção de GNL nos Estados Unidos foram desativados. Todos os outros crescimentos
ocorridos durante esta década foram apenas expansões das plantas existentes: Arzew, 1981;
Skikda, 1981; Bontang, 1983; e Arun, 1983 e 1986.
A principal inovação tecnológica deste período foi a utilização do ar para resfriamento,
procedimento empregado em NWS, uma vez que as restrições ambientais não permitiam a
utilização da água para tal finalidade. No entanto, após ter sido testado em NWS, esse
processo passou a ser utilizado também em outros locais, tanto por motivos ambientais quanto
econômicos.
6.4 Quarto Período: A Década de 1990.
Um dos maiores desafios a ser vencido na década de 1990 era reduzir custos,
maximizando a transmissão de potência das turbinas para os compressores e aumentar o
tamanho dos trens de produção. Com a expansão da planta MLNG, na Malásia, em 1995, foi
dado um grande passo para vencer este desafio. Esta planta foi a primeira a utilizar uma
turbina a gás de 80-MW (GE Frame 7), no lugar de quatro turbinas de 28 MW (Frame 5). A
“Frame” 7 era responsável por acionar o ciclo de refrigerante misto, enquanto que a “Frame”
6 movia o ciclo de propano pré-resfriado. Com a utilização das “Frame 7”, houve uma
redução de 15 a 25% no custo unitário ($/MW) e uma redução de 10 a 15% no consumo de
combustível.
Em 1999, após aproximadamente 20 anos sem nenhuma planta construída na costa do
Oceano Atlântico, iniciou-se a construção de uma planta na Nigéria e uma planta em Trindade
(Atlantic LNG, ALNG). Este último evento, combinado com o aumento na demanda de gás
natural pelos Estados Unidos, particularmente pra produção de eletricidade, e com o aumento
do preço do gás natural no mercado, resultou num interesse renovado do mercado americano
em GNL. Assim, os dois terminais de recepção que haviam sido abandonados em 1979, foram
reativados.

22
7 COMÉRCIO INTERNACIONAL DE GÁS NATURAL LIQUEFEITO
Observando-se a Tabela 3 (BP Statistical Review of World Energy, 2005), nota-se
que, geralmente, os maiores produtores de GNL são países que possuem grandes reservas de
gás, mas não têm a possibilidade de escoar sua produção via gasodutos, como a Indonésia e
Malásia. Ainda, existem países que exportam GNL por não possuírem um mercado
consumidor que seja capaz de absorver todo o gás produzido, como é o caso da Algéria e
Nigéria, que poderiam utilizar gasodutos para transportar o gás para o interior da África.
Além disso, existem os países do Oriente Médio, que têm sua economia baseada na
exportação de petróleo e gás natural, e não possuem mercado suficiente para o tamanho de
suas reservas.
Tabela 3 – Maiores países exportadores de GNL (2004)
País Ano de inauguração
Bilhões de pés cúbicos/ano
Crescimento relativo a 2003
nº de terminais de liquefação
Indonésia 1977 1182 -5,0% 2 Malásia 1983 977 18,9% 3 Austrália 1989 430 15,9% 1 Brunei 1972 335 -1,8% 1 Estados Unidos 1969 59 -9,2% 1 Qatar 1996 849 26,9% 2 Omã 2000 319 2,1% 1 Emirados Árabes 1977 260 1,6% 1 Algéria 1964 909 -6,1% 4 Trinidad e Tobago 1999 494 17,9% 1 Nigéria 1999 444 9,6% 1 Líbia 1971 22 -12,0% 1
Já o mercado consumidor de GNL pode ser atualmente dividido em três áreas:
Extremo Oriente (Japão, Coréia do Sul e Taiwan), Europa e Estados Unidos.
O Extremo Oriente desponta como o maior importador mundial de GNL devido à
baixa quantidade de reservas energéticas existente, e principalmente, devido a sua localização
geográfica que inviabiliza o comércio de gás via gasodutos. Além disso, a questão ambiental e
a questão do espaço físico disponível (uma termelétrica a gás natural ocupa uma área bem
menor que uma nuclear equivalente) são fatores que impulsionam o comércio de GNL na
região. Como exemplo, observando se Tabela 4 (BP Statistical Review of World Energy,
2005), nota-se que Japão e Coréia do Sul representam cerca de 60% do mercado mundial de
GNL. Segundo GASNET, a Índia já tem contratos para futura importação de GNL, e a China
deverá segui-la em breve.

23
Tabela 4 – Maiores países importadores de GNL (2004)
País Ano de inauguração
Bilhões de pés cúbicos/ano
Crescimento relativo a 2003
nº de terminais de regaseificação
Japão 1969 2716 -3,3% 24 Coréia do Sul 1986 1055 17,7% 3 Taiwan 1990 322 24,8% 1 Índia 2001 93 --- 1 Espanha 1970 618 19,1% 4 EUA 1971 652 28,9% 4 França 1972 269 -15,7% 2 Itália 1979 208 -11,1% 1 Turquia 1994 151 -6,2% 1 Bélgica 1987 101 -15,1% 1 Porto Rico 2000 24 -7,7% 1 Grécia 1999 19 -5,0% 1 Portugal 2003 46 130,0% 1 Rep. Dominicana 2003 6 -40,0% 1
A Europa, diferentemente da Ásia, tem possibilidades de ser abastecida por gasodutos
vindos de zonas produtoras externas (especialmente Norte da África e Sibéria), e conta ainda
com reservas internas consideráveis. Desta forma, o GNL encontra competição intensa,
obrigando à prática de preços menores. De acordo com o portal GASNET, menos de um
décimo do mercado de gás europeu é hoje suprido por GNL, sendo que isto já representa
cerca de 20% do mercado mundial de GNL.
Os Estados Unidos hoje importam cerca de 10% de todo o GNL produzido no mundo.
Entretanto, as previsões feitas pelo U.S. Energy Information Administration (EIA) de que, em
2020, os Estados Unidos podem sofrer um déficit de cerca de 5 trilhões de pés cúbicos (Tcf)
no abastecimento vem incentivando inúmeros projetos de plantas de liquefação (por exemplo,
Trinidad e Tobago) e terminais de regaseificação. Com o crescimento do consumo, acelerado
pelo uso em geração elétrica, e esgotamento das reservas de gás natural, o GNL está em fase
de retomada nos EUA, havendo perspectiva de que, nos próximos quinze anos, atenda a 20%
do consumo do país.
Novos mercados, como o sul americano, deverão demorar algum tempo para
desenvolver-se, embora já se fale em unidades de liquefação na Venezuela, Peru e mesmo no
Brasil – um dos possíveis aproveitamentos das novas reservas de Santos, visando atender ao
mercado norte-americano, por exemplo. Dessa forma, o comércio internacional de gás natural,
mostrado esquematicamente na Figura 16 (BP, 2006), será cada vez mais intensificado.

24
Figura 16 – Comércio internacional de gás natural.
As Tabelas 6 e 7 mostram resumidamente as plantas de liquefação e regaseificação
existentes, bem suas capacidades, localizações e anos de inauguração.
Tabela 5 – Plantas de liquefação.
País Planta de Liquefação Proprietário nº. trens
Capacidade (10³ mta)
Ano de inauguração
Algéria Arzew GL-1Z (Bethouia) Sonatrach 6 7,95 1978
Algéria Arzew GL-2Z (Bethouia) Sonatrach 6 8,4 1981
Algéria Arzew GL-4Z (Camel) Sonatrach 3 0,9 1964 Algéria Skikda GL-1K, Fase 1 Sonatrach 3 2,8 1972 Algéria Skikda GL-1K, Fase 2 Sonatrach 3 3 1981 Egito Egyptian LNG Bechtel/Phillips/British Gas 1 3,6 2005 Egito SEGAS Damietta SEGAS 1 5,6 2005 Líbia Marsa El Brega NOC (Sirte Oil Company) 3 2,3 1970 Nigéria Bonny Island, T1 & T2 Nigerian LNG 2 5,9 1999 Nigéria Bonny Island, T3 Nigerian LNG 1 2,95 2002
Austrália NWS Australian LNG Woodside Offshore Petroleum 2 5 1989
Austrália NWS Australian LNG Woodside Offshore Petroleum 1 2,5 1992

25
Austrália NWS Australian LNG Woodside Offshore Petroleum 1 4,2 2004
Brunei Lumut 1 Brunei LNG 5 7,2 1972 Indonésia Arun, Fase 1 PT Arun NGL 3 2 1978 Indonésia Arun, Fase 1 PT Arun NGL 2 4 1983 Indonésia Arun, Fase 1 PT Arun NGL 1 2 1986
Indonésia Bontang A-H (Kalimantan) PT Badak NGL 8 22,59 1977-1999
Malásia Bintulu MLNG 1 Petronas, Shell, Mitsubishi 3 8,1 1983
Malásia Bintulu MLNG 2 (Dua) Petronas, Shell, Mitsubishi, Sarawak 3 7,8 1994
Malásia Bintulu MLNG 3 (Tiga).
Petronas, Shell, Mitsubishi, Sarawak 2 6,8 2003
Omã OLNG (Qualhat) Oman LNG 2 6,6 2000 Qatar Qatargas 1 T1-T3 Qatargas 3 8,6 1994 Qatar Rasgas 1 (Ras Laffan) Rasgas 2 6,6 1999
Qatar Rasgas 2 (Ras Laffan) T1 Rasgas 1 4,7 2004
Emirados Árabes
ADGAS (Das Island I & II) ADGAS 3 5,6 1977-1994
Estados Unidos Kenai ConocoPhillips 1 1,5 1969
Trinidad e Tobago Atlantic LNG Atlantic LNG 1 3,3 1999
Trinidad e Tobago Atlantic LNG T2 & T3 Atlantic LNG 2 6,6 2002-2003
Tabela 6 – Plantas de regaseificação.
País Planta de Regaseificação Proprietário nº.
trens Capacidade
(mta) Ano de
inauguração Bélgica Zeebrugge Fluxys 3 261 1987 França Fos-sur-Mer Gaz de France 2 150 1972 França Montoir-de-Bretagne Gaz de France 2 360 1980 Grécia Revithoussa DEPA 2 130 1999 Itália Panigaglia SNAM Rete Gas 2 100 1971 Portugal Sines Transgas 2 240 2003 Espanha Barcelona Engas 4 240 1970 Espanha Huelva Engas 3 160 1988 Espanha Cartagena Engas 2 160 1989
Espanha Bilbao Repsol, BPAmoco, Iberdrola, EVE 2 300 2003
Turquia Marmara Ereglisi Botas 3 255 1994 Turquia Aliaga (Izmir) Egegaz 2 280 2003 Reino Unido Isle of Grain Grain LNG Ltd 4 200 2005 Índia Dahej (Gujarat) Petronet LNG Ltd 2 320 2004 Japão Shin Minato Sendai Gas 1 80 1997 Japão Higashi Niigata Tohoku Eletric 8 720 1984 Japão Futtsu Tokyo Eletric 8 860 1985 Japão Sodegaura Tokyo Eletric, Tokyo Gas 35 2660 1973 Japão Higashi Ohgishima Tokyo Eletric 9 540 1984 Japão Ohgishima Tokyo Gas 3 600 1998 Japão Negishi Tokyo Eletric, Tokyo Gas 16 1250 1969

26
Japão Sodeshi Shimizu LNG – Shizuoka Gas 2 177,2 1996
Japão Chita Kyodo Chubu Eletric, Toho Gas 4 300 1977
Japão Chita LNG Chita LNG – Chubu Eletric, Toho Gas 7 640 1983
Japão Yokkaichi LNG Centre Toho Gas 4 320 1987 Japão Yokkaichi Works Chubu Eletric 2 160 1991 Japão Kawagoe Chubu Eletric 4 480 1997 Japão Senboku I Osaka Gas 4 180 1972 Japão Senboku II Osaka Gas 18 1510 1972 Japão Himeji Osaka Gas 7 520 1977 Japão Himeji Joint Osaka Gas, Kansai Electric 7 1440 1984 Japão Hatsukaichi* Hiroshima Gas 1 170 1996 Japão Yanai Chuboku Electric 6 480 1990
Japão Ohita Ohita LNG – Kyushu Electric, Kyushu Oil, Ohita Gas
5 460 1990
Japão Tobata Kita Kyushu LNG, Kyushu Electric, Nippon Steel 8 480 1977
Japão Fukuoka Saibu Gas 2 70 1993 Japão Kagoshima Kagoshima Gas 1 36 1996 Japão Chita Midorihama Toho Gas 1 200 2001 Coréia do Sul Pyeong Taek Kogas 10 1000 1986
Coréia do Sul Incheon Kogas 12 1280 1996
Coréia do Sul Tongyeong Kogas 7 980 2002
Coréia do Sul Gwangyang POSCO 2 200 2005
Taiwan Yung-An CPC 6 430 1990 EUA Everett Distrigas/Tractebel 2 160 1971 EUA Cove Point Dominion 5 370 2001 EUA Elba Island Southern LNG 3 190 2002 EUA Lake Charles CMS Energy 3 285 1982
EUA Gulf Gateway Energy Bridge Excelerate 0 0 2005
República Dominicana AES Los Mina AES Corporation 1 160 2003
Porto Rico EcoElectricta Edison Mission Energy, Gas Natural 2 160 2000

27
8 A CADEIA PRODUTIVA DO GÁS NATURAL LIQUEFEITO
No capítulo 4, considera-se o gás natural liquefeito como um dos elos da cadeia do gás
natural. Neste capítulo, no entanto, será dado um enfoque maior às etapas da cadeia produtiva
do gás natural liquefeito (Figura 17), desde sua liquefação até sua regaseificação para
utilização final.
Como apresentado no capítulo 4, o gás natural, antes de ser liquefeito, também deve
passar pela etapa de pré-tratamento e remoção de contaminantes outros componentes, na
chamada UPGN. Dessa forma, evita-se o congelamento de substâncias durante o processo de
liquefação, como água e dióxido de carbono, o que prejudicaria muito o processo, uma vez
que válvulas, trocadores de calor e diversos outros componentes do ciclo de liquefação seriam
bloqueados ou danificados. Após ser pré-tratado, o gás pode seguir diretamente da UPGN
para a unidade de liquefação ou ser transportado por gasodutos até a mesma.
Figura 17 – A cadeia produtiva do gás natural liquefeito
8.1 Unidade de Liquefação
Na unidade de liquefação (Figura 18, GASNET), o gás natural, após o tratamento na
UPGN, adentra um ciclo termodinâmico, onde será efetivamente liquefeito. Os processos de
liquefação utilizados devem ser baseados em conceitos simples e robustos e ser também fáceis
de operar, oferecendo um elevado fator de disponibilidade. O equipamento incorporado deve
ser também seguro, eficiente e ter ampla disponibilidade.
Uma unidade de liquefação típica é composta por um conjunto de trocadores de calor;
um gás refrigerante (em geral, uma mistura de metano, etano e propano) que é pressurizado e
em seguida expande-se através de uma válvula (efeito Joule – Thompson). O gás refrigerante
é o responsável por extrair calor do gás natural que chega aos trocadores de calor.

28
Figura 18 – Esquema de uma unidade de liquefação
O gás natural liquefeito é a seguir armazenado em tanques capazes de mantê-lo a uma
temperatura de -162º C, ou inferior, até o embarque, em navios, trens ou caminhões.
8.2 Tanque de Armazenagem
Os tanques de armazenamento utilizados atualmente para armazenar GNL são
construídos com um tanque interno em aço inoxidável próprio para baixas temperaturas (até
196°C negativos) envolvido por um tanque externo em aço carbono. O espaço anular é
preenchido com perlita expandida e mantido sob vácuo.
O transporte entre o local de produção e o de recepção é feito em navios especialmente
construídos para este propósito. Cerca de cento e vinte deles estão em operação, e vários
outros são atualmente construídos em todo o mundo.
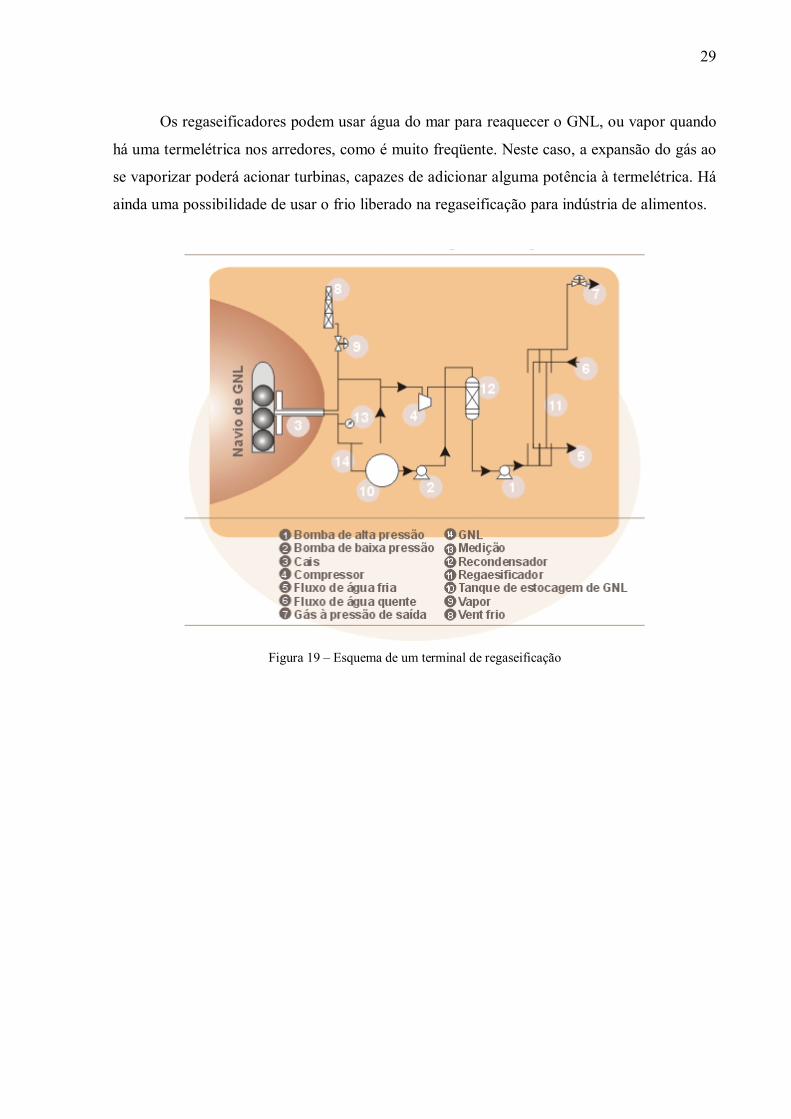
8.3 Terminal de regaseificação
Os terminais para desembarque do gás situam-se junto aos centros de consumo. Seus
principais elementos são os tanques de estocagem e os regaseificadores, além dos
equipamentos complementares, conforme mostra a Figura 19.
Segundo GASNET, no caso de terminais de regaseificação destinados a receber GNL
importado, a capacidade dos tanques de estocagem pode ser um pouco superior a carga de um
navio (caso da Espanha, com 160 mil m³ de armazenagem, para navios de 135 mil m3), ou
muito superior, quando o terminal propõe-se a servir de balanceador de picos de consumo e
estoque estratégico. Neste último caso está o terminal de Sodegaura, na baía de Tóquio, capaz
de armazenar 2,7 milhões m³, vinte vezes a carga de um navio padrão.
29
Os regaseificadores podem usar água do mar para reaquecer o GNL, ou vapor quando
há uma termelétrica nos arredores, como é muito freqüente. Neste caso, a expansão do gás ao
se vaporizar poderá acionar turbinas, capazes de adicionar alguma potência à termelétrica. Há
ainda uma possibilidade de usar o frio liberado na regaseificação para indústria de alimentos.
Figura 19 – Esquema de um terminal de regaseificação
30
9 CICLOS TERMODINÂMICOS DE PRODUÇÃO DE GNL
9.1 Os Ciclos Clássicos de Liquefação
A seguir são revistos alguns ciclos termodinâmicos de liquefação clássicos, como
descritos por BARRON (1966).
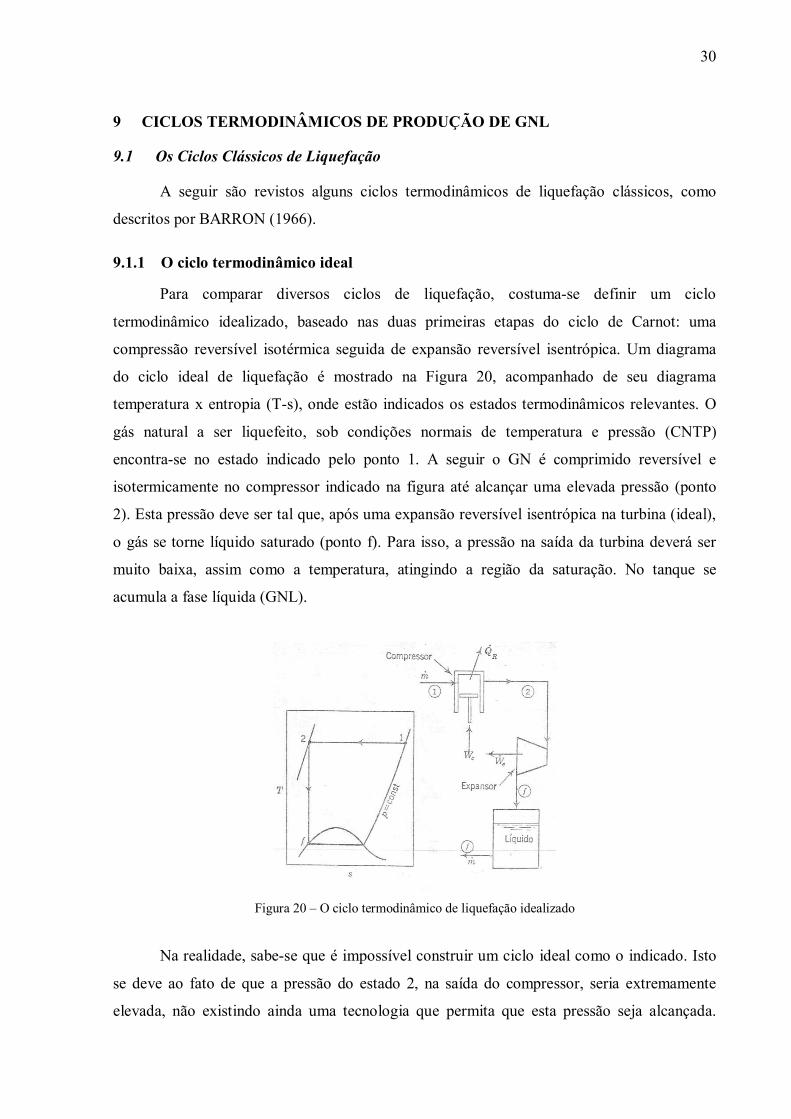
9.1.1 O ciclo termodinâmico ideal
Para comparar diversos ciclos de liquefação, costuma-se definir um ciclo
termodinâmico idealizado, baseado nas duas primeiras etapas do ciclo de Carnot: uma
compressão reversível isotérmica seguida de expansão reversível isentrópica. Um diagrama
do ciclo ideal de liquefação é mostrado na Figura 20, acompanhado de seu diagrama
temperatura x entropia (T-s), onde estão indicados os estados termodinâmicos relevantes. O
gás natural a ser liquefeito, sob condições normais de temperatura e pressão (CNTP)
encontra-se no estado indicado pelo ponto 1. A seguir o GN é comprimido reversível e
isotermicamente no compressor indicado na figura até alcançar uma elevada pressão (ponto
2). Esta pressão deve ser tal que, após uma expansão reversível isentrópica na turbina (ideal),
o gás se torne líquido saturado (ponto f). Para isso, a pressão na saída da turbina deverá ser
muito baixa, assim como a temperatura, atingindo a região da saturação. No tanque se
acumula a fase líquida (GNL).
Figura 20 – O ciclo termodinâmico de liquefação idealizado
Na realidade, sabe-se que é impossível construir um ciclo ideal como o indicado. Isto
se deve ao fato de que a pressão do estado 2, na saída do compressor, seria extremamente
elevada, não existindo ainda uma tecnologia que permita que esta pressão seja alcançada.
31
Além disso, o ciclo termodinâmico ideal exige que os processos reversíveis, o que não é
fisicamente possível.
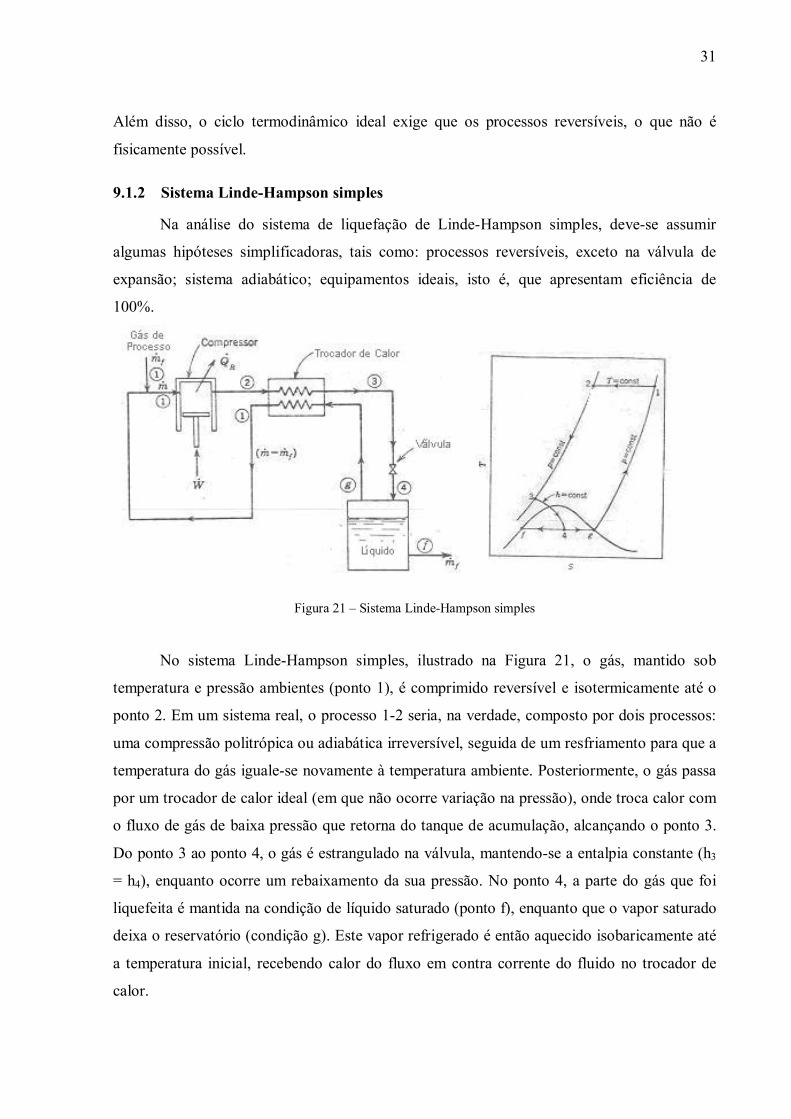
9.1.2 Sistema Linde-Hampson simples
Na análise do sistema de liquefação de Linde-Hampson simples, deve-se assumir
algumas hipóteses simplificadoras, tais como: processos reversíveis, exceto na válvula de
expansão; sistema adiabático; equipamentos ideais, isto é, que apresentam eficiência de
100%.
Figura 21 – Sistema Linde-Hampson simples
No sistema Linde-Hampson simples, ilustrado na Figura 21, o gás, mantido sob
temperatura e pressão ambientes (ponto 1), é comprimido reversível e isotermicamente até o
ponto 2. Em um sistema real, o processo 1-2 seria, na verdade, composto por dois processos:
uma compressão politrópica ou adiabática irreversível, seguida de um resfriamento para que a
temperatura do gás iguale-se novamente à temperatura ambiente. Posteriormente, o gás passa
por um trocador de calor ideal (em que não ocorre variação na pressão), onde troca calor com
o fluxo de gás de baixa pressão que retorna do tanque de acumulação, alcançando o ponto 3.
Do ponto 3 ao ponto 4, o gás é estrangulado na válvula, mantendo-se a entalpia constante (h3
= h4), enquanto ocorre um rebaixamento da sua pressão. No ponto 4, a parte do gás que foi
liquefeita é mantida na condição de líquido saturado (ponto f), enquanto que o vapor saturado
deixa o reservatório (condição g). Este vapor refrigerado é então aquecido isobaricamente até
a temperatura inicial, recebendo calor do fluxo em contra corrente do fluido no trocador de
calor.
32
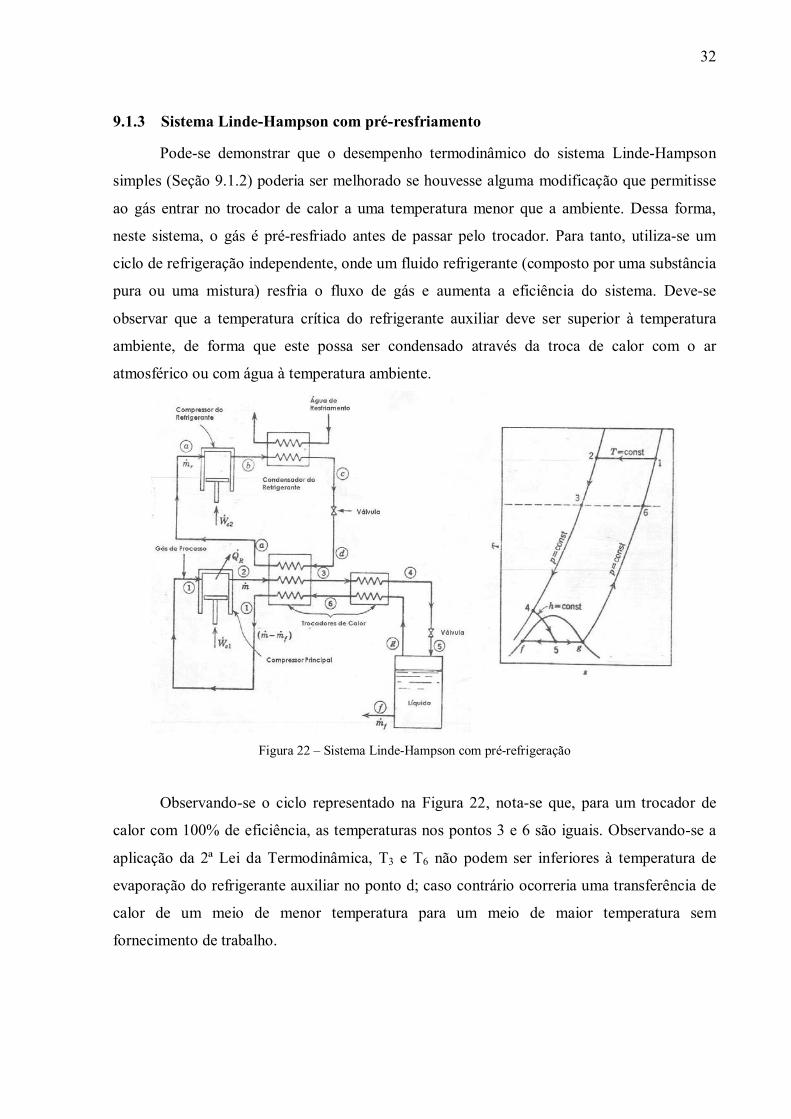
9.1.3 Sistema Linde-Hampson com pré-resfriamento
Pode-se demonstrar que o desempenho termodinâmico do sistema Linde-Hampson
simples (Seção 9.1.2) poderia ser melhorado se houvesse alguma modificação que permitisse
ao gás entrar no trocador de calor a uma temperatura menor que a ambiente. Dessa forma,
neste sistema, o gás é pré-resfriado antes de passar pelo trocador. Para tanto, utiliza-se um
ciclo de refrigeração independente, onde um fluido refrigerante (composto por uma substância
pura ou uma mistura) resfria o fluxo de gás e aumenta a eficiência do sistema. Deve-se
observar que a temperatura crítica do refrigerante auxiliar deve ser superior à temperatura
ambiente, de forma que este possa ser condensado através da troca de calor com o ar
atmosférico ou com água à temperatura ambiente.
Figura 22 – Sistema Linde-Hampson com pré-refrigeração
Observando-se o ciclo representado na Figura 22, nota-se que, para um trocador de
calor com 100% de eficiência, as temperaturas nos pontos 3 e 6 são iguais. Observando-se a
aplicação da 2ª Lei da Termodinâmica, T3 e T6 não podem ser inferiores à temperatura de
evaporação do refrigerante auxiliar no ponto d; caso contrário ocorreria uma transferência de
calor de um meio de menor temperatura para um meio de maior temperatura sem
fornecimento de trabalho.

33
9.1.4 Sistema Linde de dupla pressão
Uma outra modificação feita ao sistema Linde-Hampson simples com o objetivo de
reduzir o trabalho total requerido consiste em expandir parte do gás a uma pressão
intermediária, já que, no sistema original, apenas uma pequena parcela do gás que é
comprimido é liquefeita. Assim, uma vez que o trabalho requerido para uma compressão
isotérmica-reversível (wT) é proporcional ao logaritmo da razão entre as pressões envolvidas,
isto é, ( )12T /ppln α W , uma diminuição nessa razão de pressões resultaria num trabalho
menor.
Figura 23 – Sistema Linde de dupla pressão
Como se observa na Figura 23, neste ciclo, o gás é primeiramente comprimido a uma
pressão intermediária e, posteriormente, a uma pressão mais elevada após adicionar o fluxo de
retorno. O gás de alta pressão atravessa o trocador de calor e é expandido a uma pressão
intermediária (ponto 5), onde parte do gás é liquefeita. O líquido saturado e o vapor são
separados; o vapor é retornado ao segundo compressor (fluxo de retorno), passando pelo
trocador de calor enquanto o líquido é expandido.
34
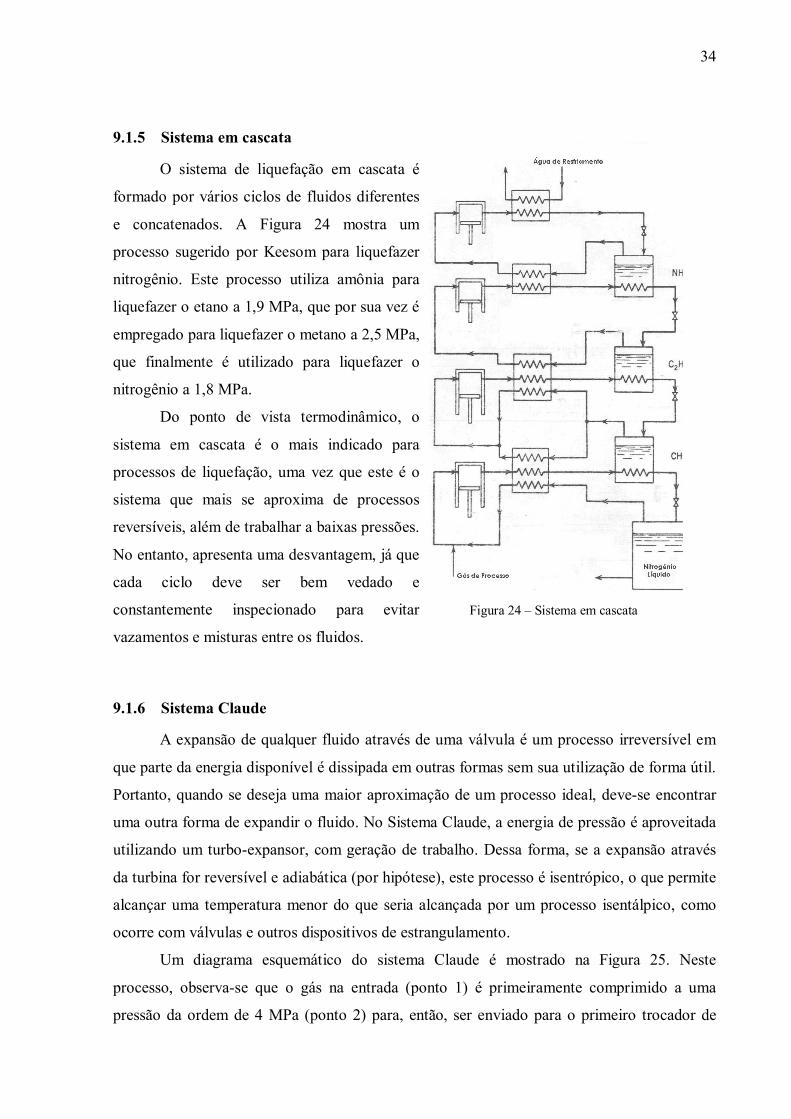
9.1.5 Sistema em cascata
O sistema de liquefação em cascata é
formado por vários ciclos de fluidos diferentes
e concatenados. A Figura 24 mostra um
processo sugerido por Keesom para liquefazer
nitrogênio. Este processo utiliza amônia para
liquefazer o etano a 1,9 MPa, que por sua vez é
empregado para liquefazer o metano a 2,5 MPa,
que finalmente é utilizado para liquefazer o
nitrogênio a 1,8 MPa.
Do ponto de vista termodinâmico, o
sistema em cascata é o mais indicado para
processos de liquefação, uma vez que este é o
sistema que mais se aproxima de processos
reversíveis, além de trabalhar a baixas pressões.
No entanto, apresenta uma desvantagem, já que
cada ciclo deve ser bem vedado e
constantemente inspecionado para evitar
vazamentos e misturas entre os fluidos.
Figura 24 – Sistema em cascata
9.1.6 Sistema Claude
A expansão de qualquer fluido através de uma válvula é um processo irreversível em
que parte da energia disponível é dissipada em outras formas sem sua utilização de forma útil.
Portanto, quando se deseja uma maior aproximação de um processo ideal, deve-se encontrar
uma outra forma de expandir o fluido. No Sistema Claude, a energia de pressão é aproveitada
utilizando um turbo-expansor, com geração de trabalho. Dessa forma, se a expansão através
da turbina for reversível e adiabática (por hipótese), este processo é isentrópico, o que permite
alcançar uma temperatura menor do que seria alcançada por um processo isentálpico, como
ocorre com válvulas e outros dispositivos de estrangulamento.
Um diagrama esquemático do sistema Claude é mostrado na Figura 25. Neste
processo, observa-se que o gás na entrada (ponto 1) é primeiramente comprimido a uma
pressão da ordem de 4 MPa (ponto 2) para, então, ser enviado para o primeiro trocador de

35
calor. Aproximadamente 80% deste vapor é então desviado do fluxo principal, expandido
através de uma turbina e reintegrado ao fluxo de gás que está retornando no segundo trocador
de calor no ponto 8. O fluxo principal de vapor continua através do segundo e terceiro
trocadores de calor e é finalmente expandido através de uma válvula (processo 5-6),
liquefazendo-se parcialmente. O vapor saturado restante é então recirculado através dos
trocadores de calor para resfriar o fluido que está entrando no processo.
A válvula é ainda necessária já que, em um sistema real, o expansor não pode trabalhar
com uma quantidade grande de líquidos, em função das suas limitações mecânicas (erosão das
pás). Além disso, caso se formem líquidos no interior do cilindro de um equipamento de
expansão, uma alta tensão atuaria na estrutura, aumentando as chances de falha do
mecanismo.
Em alguns sistemas, a energia obtida no expansor é utilizada para comprimir parte do
fluido a ser liquefeito; no entanto, em sistemas de pequena escala, esta energia é dissipada.
Figura 25 – Sistema Claude de liquefação
9.1.7 Sistemas Claude modificados
Diversas modificações podem ser realizadas no Sistema Claude, visando obter
sistemas mais práticos, reduzindo o número de equipamentos, como os Sistemas Kapitza,
apresentado na Figura 26, e Heylandt, ilustrado na Figura 27, ou sistemas
termodinamicamente mais eficientes, como o Sistema Claude de Dupla Pressão (Figura 28).

36
Figura 26 – Sistema Kapitza
Figura 27 – Sistema Heylandt.
Figura 28 – Sistema Claude de dupla pressão.
Detalhes adicionais desses ciclos podem ser encontrados em Barron (1966).
9.2 Alguns Ciclos Comerciais de Larga Escala “Base Load”
Os ciclos comerciais de uma ou outra forma se originam nos sistemas clássicos
apresentados na subseção anterior. Para efeito de organização, os ciclos foram agrupados
entre aqueles de larga escala (“base load”) e de pequena escala (“peak shave”).
Os chamados ciclos “base load” são empregados tipicamente em unidades de
liquefação voltadas para a exportação de gás natural, onde grandes quantidades de gás devem

37
ser liquefeitas. Já os chamados ciclos “peak shave” são utilizados para liquefazer gás e
armazená-lo, ou então transportá-lo, sob a forma de gasoduto virtual.
Nesta seção são discutidos os ciclos de larga escala e na seção seguinte, os de pequena
escala.
9.2.1 Sistemas em cascata otimizado (Phillips)
Segundo Tariq (2004), FINN e outros (1999), este ciclo é uma versão modificada do
sistema em cascata já mencionado anteriormente (Seção 9.1.5). Neste processo, o gás natural
sofre um processo de pré-resfriamento, é condensado e sub-resfriado através da sucessiva
troca de calor com propano, etano e metano, respectivamente. Cada um dos três ciclos de
refrigeração geralmente realiza a expansão e compressão do fluido refrigerante em múltiplos
estágios, em níveis de temperatura de evaporação distintos. A Figura 29 ilustra
esquematicamente o processo Phillips.
Quanto aos equipamentos, geralmente utilizam-se trocadores de calor de placas finas
de alumínio. São utilizados compressores centrífugos para o fluido refrigerante, sendo que
cada um dos refrigerantes possui sua própria unidade de compressão.
A capacidade de uma unidade produtora é de 3,3 milhões de toneladas por ano (tpa),
com um consumo específico de energia de aproximadamente 14,1 kW/ton-dia, sendo que
unidades com capacidades produtivas ainda maiores estão em construção. Trata-se de um
processo típico para produção em larga escala (“base-load”).
Figura 29 – Diagrama simplificado do processo em cascata otimizado
9.2.2 Sistemas em cascata com refrigerante misto Statoil/Linde (MFCP)
De acordo com Linde (1999) e Tariq (2004) neste processo, três refrigerantes mistos
(RM), compostos de nitrogênio, metano, etano e propano, são utilizados para pré-refrigerar,
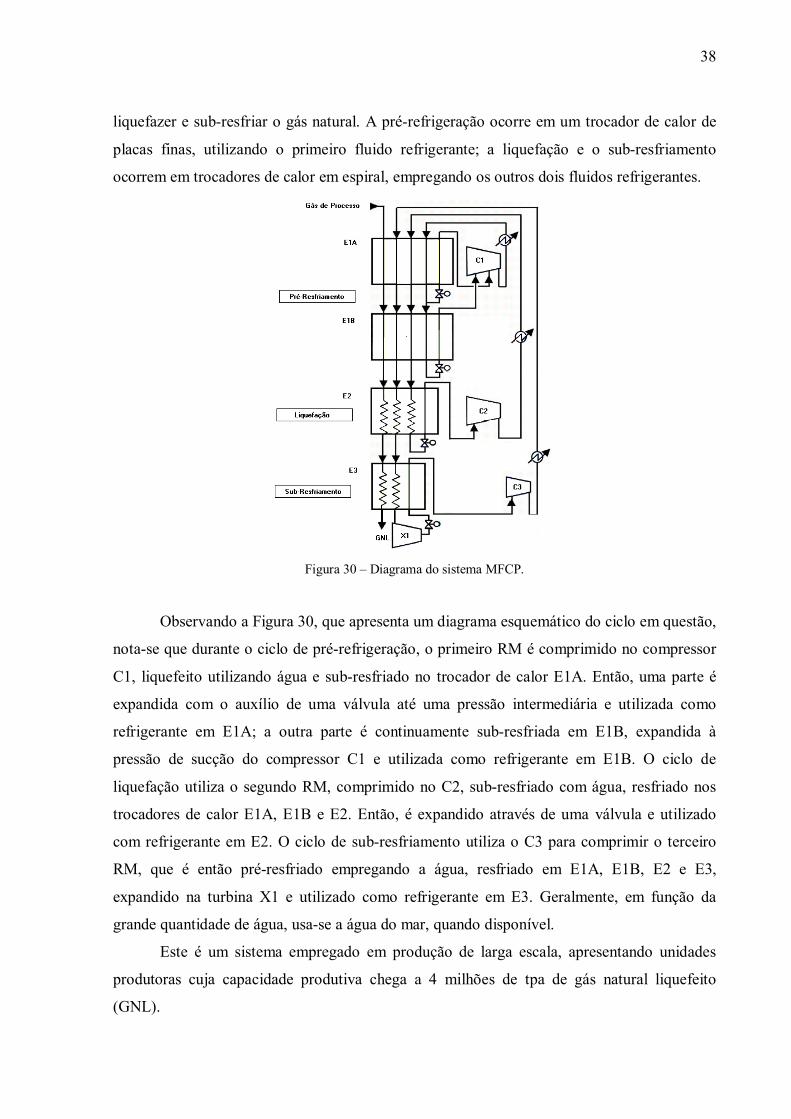
38
liquefazer e sub-resfriar o gás natural. A pré-refrigeração ocorre em um trocador de calor de
placas finas, utilizando o primeiro fluido refrigerante; a liquefação e o sub-resfriamento
ocorrem em trocadores de calor em espiral, empregando os outros dois fluidos refrigerantes.
Figura 30 – Diagrama do sistema MFCP.
Observando a Figura 30, que apresenta um diagrama esquemático do ciclo em questão,
nota-se que durante o ciclo de pré-refrigeração, o primeiro RM é comprimido no compressor
C1, liquefeito utilizando água e sub-resfriado no trocador de calor E1A. Então, uma parte é
expandida com o auxílio de uma válvula até uma pressão intermediária e utilizada como
refrigerante em E1A; a outra parte é continuamente sub-resfriada em E1B, expandida à
pressão de sucção do compressor C1 e utilizada como refrigerante em E1B. O ciclo de
liquefação utiliza o segundo RM, comprimido no C2, sub-resfriado com água, resfriado nos
trocadores de calor E1A, E1B e E2. Então, é expandido através de uma válvula e utilizado
com refrigerante em E2. O ciclo de sub-resfriamento utiliza o C3 para comprimir o terceiro
RM, que é então pré-resfriado empregando a água, resfriado em E1A, E1B, E2 e E3,
expandido na turbina X1 e utilizado como refrigerante em E3. Geralmente, em função da
grande quantidade de água, usa-se a água do mar, quando disponível.
Este é um sistema empregado em produção de larga escala, apresentando unidades
produtoras cuja capacidade produtiva chega a 4 milhões de tpa de gás natural liquefeito
(GNL).
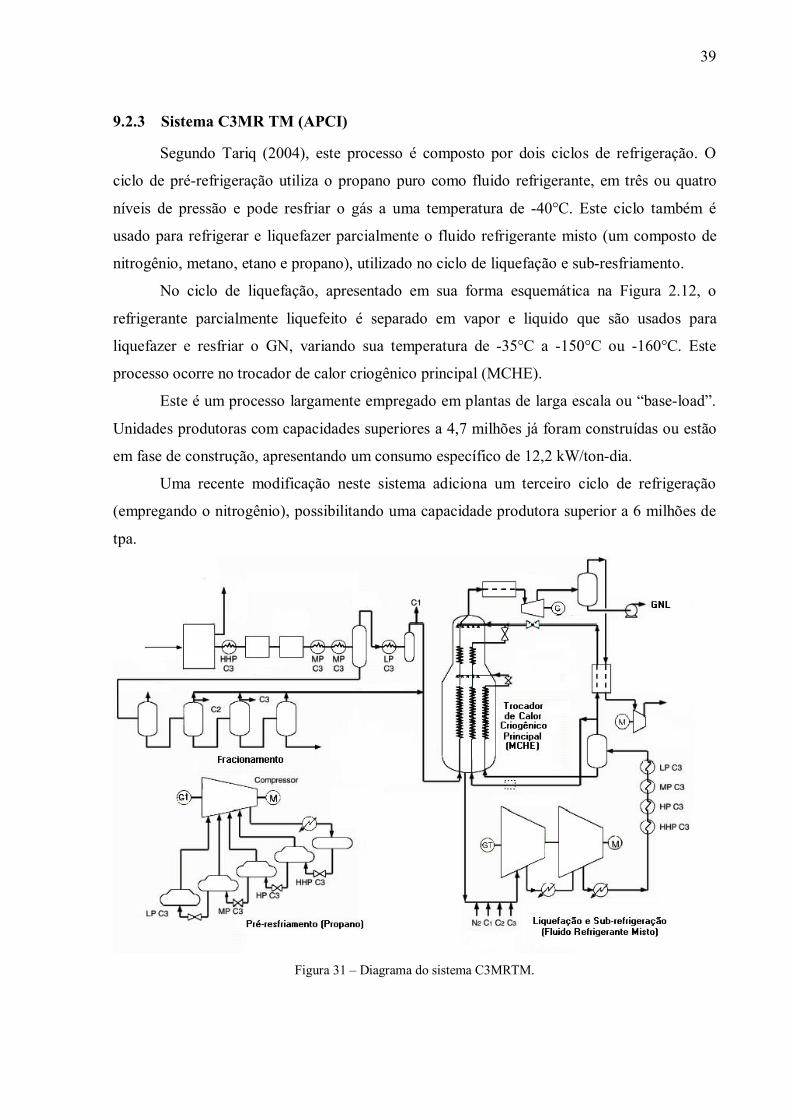
39
9.2.3 Sistema C3MR TM (APCI)
Segundo Tariq (2004), este processo é composto por dois ciclos de refrigeração. O
ciclo de pré-refrigeração utiliza o propano puro como fluido refrigerante, em três ou quatro
níveis de pressão e pode resfriar o gás a uma temperatura de -40°C. Este ciclo também é
usado para refrigerar e liquefazer parcialmente o fluido refrigerante misto (um composto de
nitrogênio, metano, etano e propano), utilizado no ciclo de liquefação e sub-resfriamento.
No ciclo de liquefação, apresentado em sua forma esquemática na Figura 2.12, o
refrigerante parcialmente liquefeito é separado em vapor e liquido que são usados para
liquefazer e resfriar o GN, variando sua temperatura de -35°C a -150°C ou -160°C. Este
processo ocorre no trocador de calor criogênico principal (MCHE).
Este é um processo largamente empregado em plantas de larga escala ou “base-load”.
Unidades produtoras com capacidades superiores a 4,7 milhões já foram construídas ou estão
em fase de construção, apresentando um consumo específico de 12,2 kW/ton-dia.
Uma recente modificação neste sistema adiciona um terceiro ciclo de refrigeração
(empregando o nitrogênio), possibilitando uma capacidade produtora superior a 6 milhões de
tpa.
Figura 31 – Diagrama do sistema C3MRTM.

40
9.2.4 Sistema Shell DMR
De acordo com Tariq (2004), o processo Shell DMR apresenta uma configuração
semelhante à configuração do sistema C3MRTM (Seção 9.2.3). No entanto, para o ciclo de
pré-resfriamento, este utiliza um refrigerante misto, composto principalmente por etano e
propano, e não apenas o propano puro. Além disso, há também uma diferença quanto aos
trocadores de calor utilizados no ciclo de pré-resfriamento.
A capacidade da unidade produtora é de 4.8 milhões de tpa, indicando que o processo
Shell DMR é empregado em plantas para produção em grande escala, com um consumo
específico é de 12.5 kW/ton-dia de GNL produzido.
9.2.5 Sistema Axens Liquefin TM
O processo Liquefin, conforme descrito por Foglietta e Mowrey (2002) e Tariq (2004),
apresenta unidades produtoras que possuem uma capacidade de 6 milhões de tpa, tratando-se
portanto, de um sistema empregado em produção de larga escala.
Este sistema utiliza dois refrigerantes mistos, compostos por metano, etano, propano,
butano e nitrogênio. Neste sistema, o ciclo de pré-refrigeração do gás natural é feito utilizando
um refrigerante misto e não mais o propano. Dessa forma, o ciclo de pré-refrigeração pode
ser operado a uma temperatura inferior à dos ciclos convencionais, variando numa faixa de -
50°C a -80°C. A esta temperatura, o refrigerante misto está totalmente condensado e não há a
necessidade de separar fases líquidas e gasosas, além de reduzir consideravelmente a
quantidade de fluido refrigerante necessária, reduzindo também a energia consumida. O
segundo fluido refrigerante, que é pré-resfriado pelo primeiro fluido refrigerante, é utilizado
para liquefazer e sub-resfriar o gás natural. O diagrama simplificado do processo Liquefin é
mostrado na Figura 32.

41
Figura 32 – Diagrama do processo Liquefin
9.3 Alguns Ciclos Comerciais de Pequena Escala e de “Peak Shaving”
Nesta seção são apresentados alguns ciclos comerciais de pequena escala e os de “peak
shaving”. Existe uma certa diferença entre os dois tipos. As plantas de “peak shaving”
geralmente entram em operação para suprir demanda de gás natural “fora do pico”, isto é, o
gás natural é armazenado na sua forma liquefeita, armazenado, revaporizado e entregue à
linha de distribuição em períodos de alta demanda. No caso das pequenas plantas, o gás
natural é liquefeito para atender mercados descentralizados de gás, por exemplo. Estes são os
ciclos de liquefação de maior interesse desse trabalho.
9.3.1 Sistema Black and Veatch PRICO
O processo PRICO, como descrito por Tariq (2004) e representado na Figura 33, foi
desenvolvido para otimizar o consumo de energia. Utiliza uma mistura de nitrogênio e
hidrocarbonetos (metano, etano, propano e iso-pentano) como fluido refrigerante, que circula
utilizando um único ciclo de compressão.
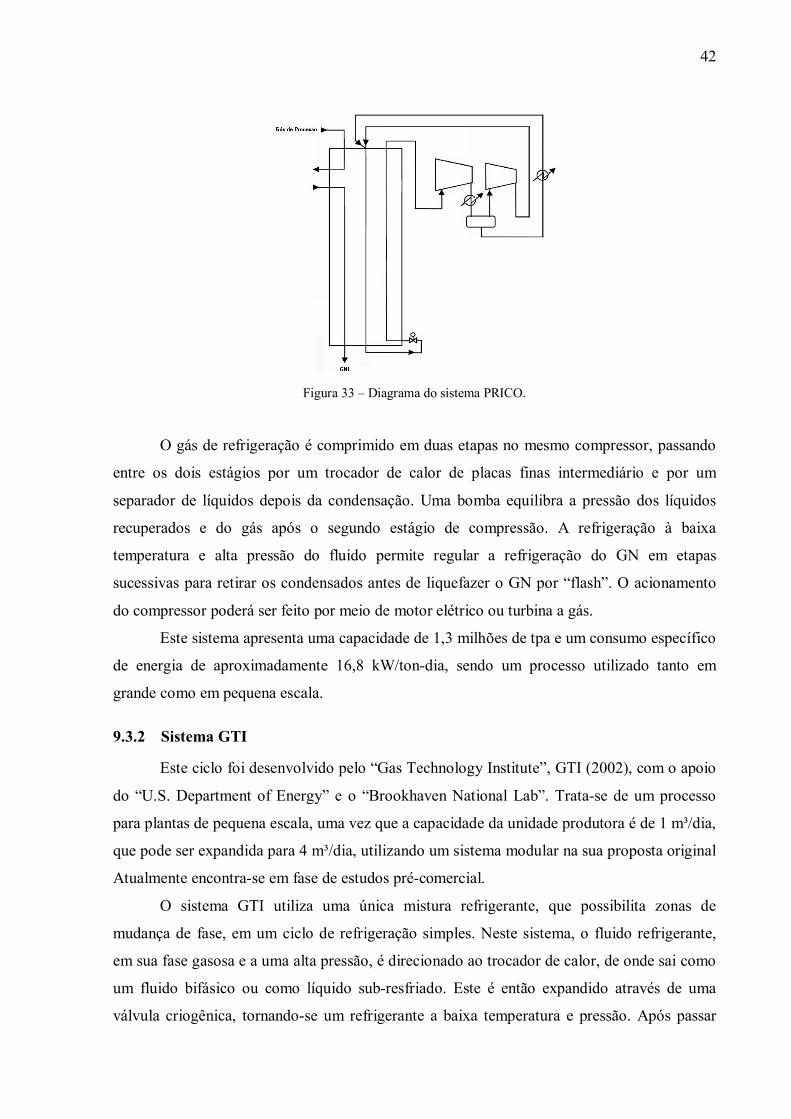
42
Figura 33 – Diagrama do sistema PRICO.
O gás de refrigeração é comprimido em duas etapas no mesmo compressor, passando
entre os dois estágios por um trocador de calor de placas finas intermediário e por um
separador de líquidos depois da condensação. Uma bomba equilibra a pressão dos líquidos
recuperados e do gás após o segundo estágio de compressão. A refrigeração à baixa
temperatura e alta pressão do fluido permite regular a refrigeração do GN em etapas
sucessivas para retirar os condensados antes de liquefazer o GN por “flash”. O acionamento
do compressor poderá ser feito por meio de motor elétrico ou turbina a gás.
Este sistema apresenta uma capacidade de 1,3 milhões de tpa e um consumo específico
de energia de aproximadamente 16,8 kW/ton-dia, sendo um processo utilizado tanto em
grande como em pequena escala.
9.3.2 Sistema GTI
Este ciclo foi desenvolvido pelo “Gas Technology Institute”, GTI (2002), com o apoio
do “U.S. Department of Energy” e o “Brookhaven National Lab”. Trata-se de um processo
para plantas de pequena escala, uma vez que a capacidade da unidade produtora é de 1 m³/dia,
que pode ser expandida para 4 m³/dia, utilizando um sistema modular na sua proposta original
Atualmente encontra-se em fase de estudos pré-comercial.
O sistema GTI utiliza uma única mistura refrigerante, que possibilita zonas de
mudança de fase, em um ciclo de refrigeração simples. Neste sistema, o fluido refrigerante,
em sua fase gasosa e a uma alta pressão, é direcionado ao trocador de calor, de onde sai como
um fluido bifásico ou como líquido sub-resfriado. Este é então expandido através de uma
válvula criogênica, tornando-se um refrigerante a baixa temperatura e pressão. Após passar

43
novamente pelo trocador de calor, este fluido é comprimido. Dessa forma, o refrigerante a
baixa pressão troca calor tanto com o gás natural que deve ser liquefeito quanto com o próprio
refrigerante a alta pressão. Um diagrama do processo é mostrado na Figura 34. Como
vantagens desse sistema, pode-se mencionar o uso de compressores normalmente utilizados
na indústria de refrigeração, com acionamento elétrico, como na figura, ou por meio de um
motor de combustão interna movido a gás natural. O protótipo atual em estudo pelo GTI
produz 250 gal/dia de GNL.
Figura 34 – Diagrama simplificado do processo GTI.
9.3.3 Sistema com dois ciclos independentes de expansão (ABB)
Este processo, conforme descrito por Foglieta e Mowrey (2002), produz GNL
utilizando a refrigeração gerada pela expansão isentrópica dos gases empregados como
agentes refrigerantes, não havendo a necessidade de empregar uma refrigeração gerada
mecanicamente, o que simplifica o processo consideravelmente. Observando a Figura 35,
nota-se que a refrigeração necessária para liquefazer o fluxo de gás natural é obtida através de
dois ciclos de compressão/expansão independentes. Estes dois circuitos utilizam dois fluidos
diferentes como refrigerantes: um deles é o metano ou um gás que possua a mesma
composição do gás a ser liquefeito e o outro é o nitrogênio, ambos sendo mantidos na fase
gasosa.
Basicamente, no ciclo de expansão, um fluxo de gás, à alta pressão, é expandido
isentropicamente até uma pressão mais baixa. Neste processo, trabalho de refrigeração é
extraído do sistema. A refrigeração é utilizada no processo de liquefação e o trabalho extraído
é utilizado para recomprimir parcialmente o gás refrigerante.
Durante o ciclo de etano, o metano, a 1000 psi e 32°C, é resfriado a uma temperatura
de aproximadamente -7°C. O gás é então expandido isentropicamente a 200 psi, com geração
de trabalho. Durante a expansão, a temperatura é reduzida a -84°C. O fluido refrigerante é
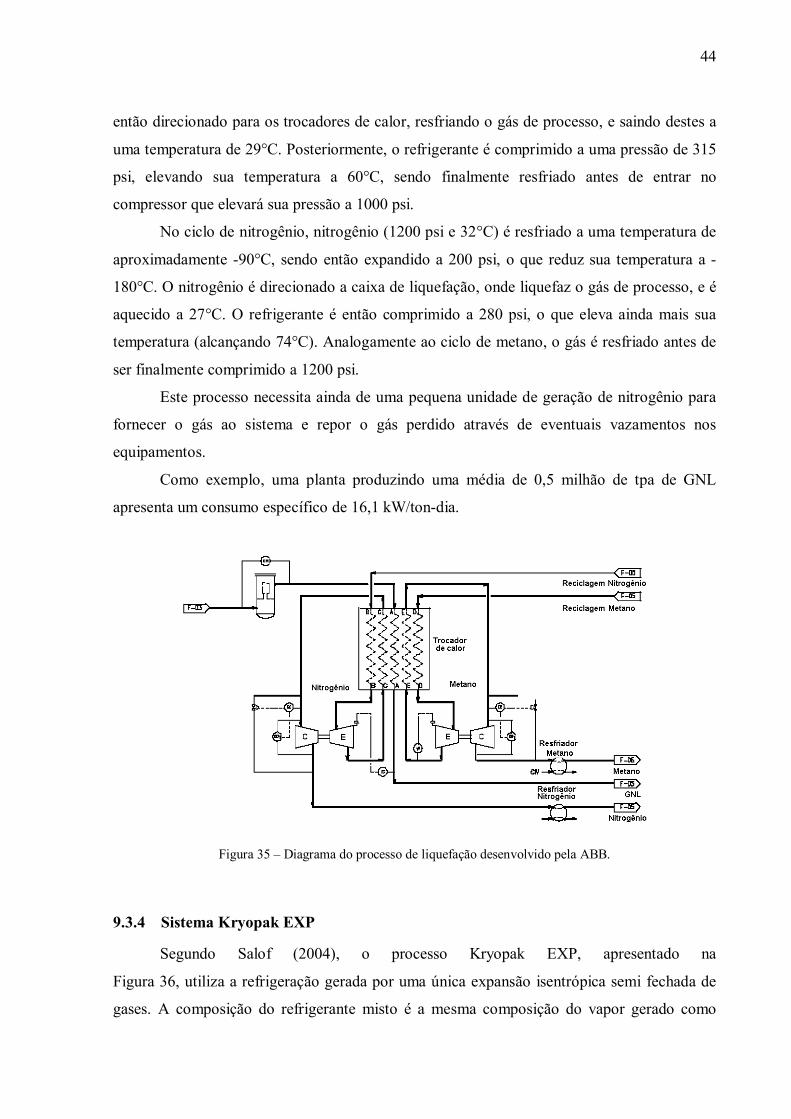
44
então direcionado para os trocadores de calor, resfriando o gás de processo, e saindo destes a
uma temperatura de 29°C. Posteriormente, o refrigerante é comprimido a uma pressão de 315
psi, elevando sua temperatura a 60°C, sendo finalmente resfriado antes de entrar no
compressor que elevará sua pressão a 1000 psi.
No ciclo de nitrogênio, nitrogênio (1200 psi e 32°C) é resfriado a uma temperatura de
aproximadamente -90°C, sendo então expandido a 200 psi, o que reduz sua temperatura a -
180°C. O nitrogênio é direcionado a caixa de liquefação, onde liquefaz o gás de processo, e é
aquecido a 27°C. O refrigerante é então comprimido a 280 psi, o que eleva ainda mais sua
temperatura (alcançando 74°C). Analogamente ao ciclo de metano, o gás é resfriado antes de
ser finalmente comprimido a 1200 psi.
Este processo necessita ainda de uma pequena unidade de geração de nitrogênio para
fornecer o gás ao sistema e repor o gás perdido através de eventuais vazamentos nos
equipamentos.
Como exemplo, uma planta produzindo uma média de 0,5 milhão de tpa de GNL
apresenta um consumo específico de 16,1 kW/ton-dia.
Figura 35 – Diagrama do processo de liquefação desenvolvido pela ABB.
9.3.4 Sistema Kryopak EXP
Segundo Salof (2004), o processo Kryopak EXP, apresentado na
Figura 36, utiliza a refrigeração gerada por uma única expansão isentrópica semi fechada de
gases. A composição do refrigerante misto é a mesma composição do vapor gerado como

45
produto final do processo de “flashing”. Isto significa que nenhuma refrigeração mecânica é
utilizada, como ocorre comumente em outros sistemas que empregam refrigerantes mistos, o
que simplifica bastante o processo. Neste sistema, trabalho e refrigeração são extraídos
através de processos de expansão. A refrigeração é utilizada para auxiliar o processo de
liquefação do gás natural e o trabalho extraído é utilizado para recomprimir parcialmente o
gás refrigerante.
Termodinamicamente, este ciclo é tão eficiente como o mais avançado dos ciclos de
refrigeração que empregam mistura de refrigerantes RM. Atualmente, as eficiências térmicas
dos equipamentos compressores/ expansores podem ultrapassar 85%, o que representa um
importante fator para continuar a insistir na utilização desta tecnologia no mercado de GNL.
Este processo tem como principais vantagens:
• É um processo extremamente simples, se comparado a outros processos que utilizam
refrigerantes mistos.
• É adaptável a diferentes composições do gás de insumo, sem perda de eficiência da
planta, já que o ciclo de refrigeração deve operar com o propósito de produzir GNL e
atender a demanda existente.
• O fluido refrigerante está sempre na forma gasosa, o que elimina a dificuldade
existente quando se trabalha com gases e líquidos.
• Não há a necessidade de pré-misturar o fluido refrigerante.
• Todos os equipamentos empregados são largamente empregados atualmente na
indústria de óleo e gás.
Este processo possui uma capacidade de 125 toneladas por dia (tpd) por unidade
produtora e um consumo específico de 15,5 kW/ton-dia. É indicado para plantas de pequena
escala.
Figura 36 – Diagrama simplificado do sistema Kryopak EXP.
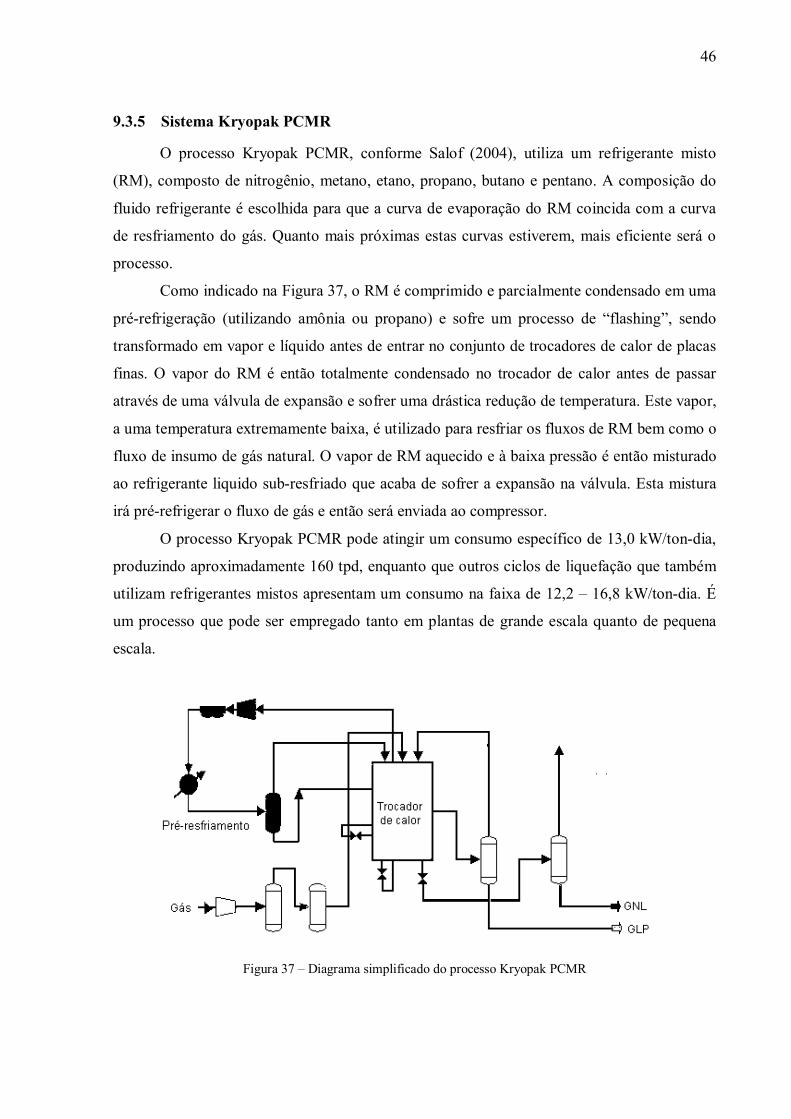
46
9.3.5 Sistema Kryopak PCMR
O processo Kryopak PCMR, conforme Salof (2004), utiliza um refrigerante misto
(RM), composto de nitrogênio, metano, etano, propano, butano e pentano. A composição do
fluido refrigerante é escolhida para que a curva de evaporação do RM coincida com a curva
de resfriamento do gás. Quanto mais próximas estas curvas estiverem, mais eficiente será o
processo.
Como indicado na Figura 37, o RM é comprimido e parcialmente condensado em uma
pré-refrigeração (utilizando amônia ou propano) e sofre um processo de “flashing”, sendo
transformado em vapor e líquido antes de entrar no conjunto de trocadores de calor de placas
finas. O vapor do RM é então totalmente condensado no trocador de calor antes de passar
através de uma válvula de expansão e sofrer uma drástica redução de temperatura. Este vapor,
a uma temperatura extremamente baixa, é utilizado para resfriar os fluxos de RM bem como o
fluxo de insumo de gás natural. O vapor de RM aquecido e à baixa pressão é então misturado
ao refrigerante liquido sub-resfriado que acaba de sofrer a expansão na válvula. Esta mistura
irá pré-refrigerar o fluxo de gás e então será enviada ao compressor.
O processo Kryopak PCMR pode atingir um consumo específico de 13,0 kW/ton-dia,
produzindo aproximadamente 160 tpd, enquanto que outros ciclos de liquefação que também
utilizam refrigerantes mistos apresentam um consumo na faixa de 12,2 – 16,8 kW/ton-dia. É
um processo que pode ser empregado tanto em plantas de grande escala quanto de pequena
escala.
Figura 37 – Diagrama simplificado do processo Kryopak PCMR
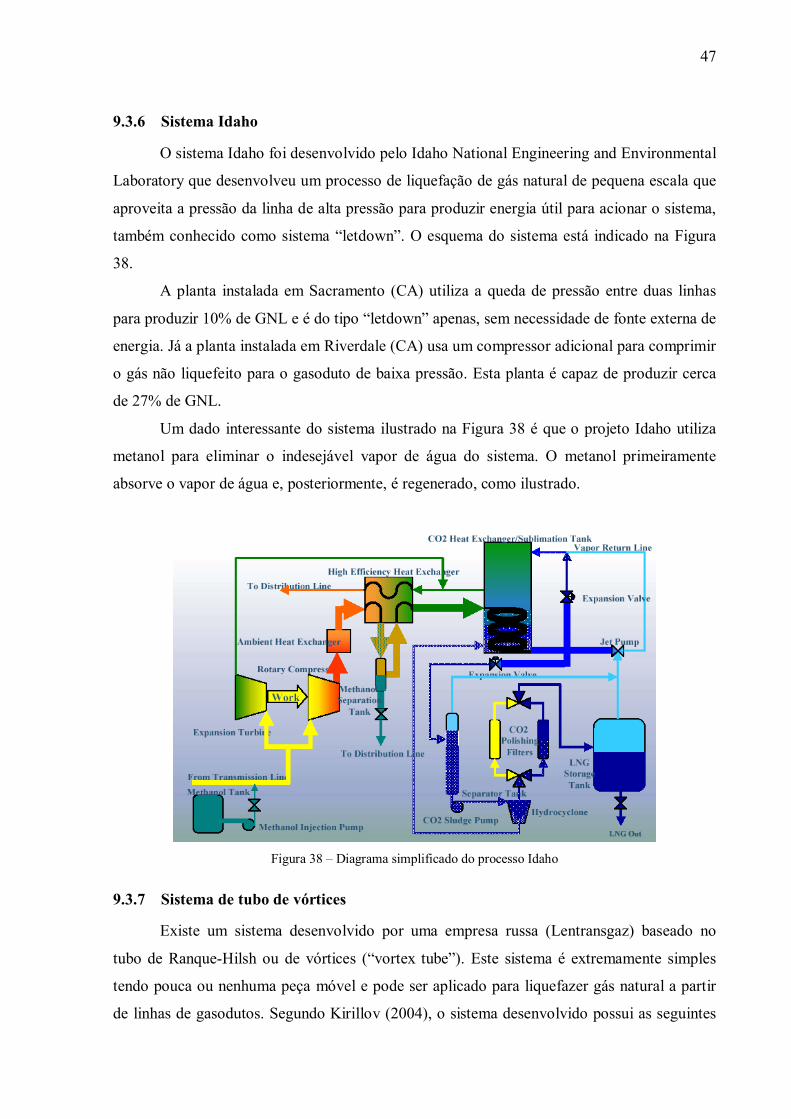
47
9.3.6 Sistema Idaho
O sistema Idaho foi desenvolvido pelo Idaho National Engineering and Environmental
Laboratory que desenvolveu um processo de liquefação de gás natural de pequena escala que
aproveita a pressão da linha de alta pressão para produzir energia útil para acionar o sistema,
também conhecido como sistema “letdown”. O esquema do sistema está indicado na Figura
38.
A planta instalada em Sacramento (CA) utiliza a queda de pressão entre duas linhas
para produzir 10% de GNL e é do tipo “letdown” apenas, sem necessidade de fonte externa de
energia. Já a planta instalada em Riverdale (CA) usa um compressor adicional para comprimir
o gás não liquefeito para o gasoduto de baixa pressão. Esta planta é capaz de produzir cerca
de 27% de GNL.
Um dado interessante do sistema ilustrado na Figura 38 é que o projeto Idaho utiliza
metanol para eliminar o indesejável vapor de água do sistema. O metanol primeiramente
absorve o vapor de água e, posteriormente, é regenerado, como ilustrado.
Figura 38 – Diagrama simplificado do processo Idaho
9.3.7 Sistema de tubo de vórtices
Existe um sistema desenvolvido por uma empresa russa (Lentransgaz) baseado no
tubo de Ranque-Hilsh ou de vórtices (“vortex tube”). Este sistema é extremamente simples
tendo pouca ou nenhuma peça móvel e pode ser aplicado para liquefazer gás natural a partir
de linhas de gasodutos. Segundo Kirillov (2004), o sistema desenvolvido possui as seguintes

48
especificações técnicas: pressão mínima de trabalho de 3,5 MPa; vazão de gás na faixa de
2000 – 7000 m3/h; produção de 500 kg/h de GNL; peso total da planta de 3700 kg e área total
ocupada de 6 m2. Dados operacionais confirmaram a capacidade operacional da planta,
porém o processo produtivo deve ser interrompido esporadicamente para limpeza. As
vantagens desse sistema são: energia a custo zero (usa a pressão do gasoduto), simplicidade e
baixo investimento de capital. Entre as desvantagens, pode-se citar um baixo rendimento de
produção de GNL (2 a 4 %), o GNL produzido não atinge padrões estabelecidos (na Rússia);
requer manutenção constante e tempos de parada freqüentes.
Com relação a esse princípio de funcionamento, o coordenador deste projeto
desenvolveu um protótipo bastante elementar para produção de ar frio (Polisel e Simões-
Moreira, 2005). O princípio de funcionamento do tubo de vórtices consiste na injeção de ar
comprimido na forma perpendicular ao tubo, sendo que essa corrente de ar é separada, saindo
pelas duas extremidades do tubo: a extremidade “fria” e a “quente”. Embora o princípio tenha
sido testado apenas com ar, baseado na experiência russa poderia se analisar o sistema para
gás natural em um protótipo mais apropriado para as pressões e temperaturas envolvidas.
9.4 Outros sistemas
Existem outros sistemas de liquefação de gás natural menos difundidos. Um sistema
bastante simples consiste em utilizar um fluxo de nitrogênio líquido operando em um trocador
de calor de contra-corrente com o fluxo de gás natural a ser liquefeito. Em função da
baixíssima temperatura de nitrogênio líquido (-196°C e pressão normal) a temperatura de
liquefação do metano de -162°C (pressão normal) poderia ser alcançada. A simplicidade do
sistema é imediatamente avaliada em função da necessidade de apenas um trocador de calor
de contra-corrente. O nitrogênio líquido, após se evaporar no trocador de calor, pode ser
lançado diretamente para a atmosfera e, assim, não precisa de um circuito fechado. O
problema principal reside em necessitar de um suprimento constante e regular de nitrogênio
líquido a preço competitivo.
Segundo Kirillov (2004), na Rússia tem sido testado uma tecnologia de expansão
baseado em motores Stirling. A técnica foi desenvolvida em um projeto conjunto envolvendo
Academia Militar e de Espaço A. F. Mozhaiskii e pelo Centro de Pesquisa e Inovação em
Tecnologia Stirling, ambos da Rússia. Essa tecnologia foi aproveitada pela experiência prévia
dos engenheiros russos em plantas de liquefação de vários gases e nitrogênio. De acordo com
Kirillov, a tecnologia baseada nesse sistema permite 100% de liquefação do gás natural em
baixa pressão. Além disso, é compacta e de fácil manutenção. O sistema ainda tem uma
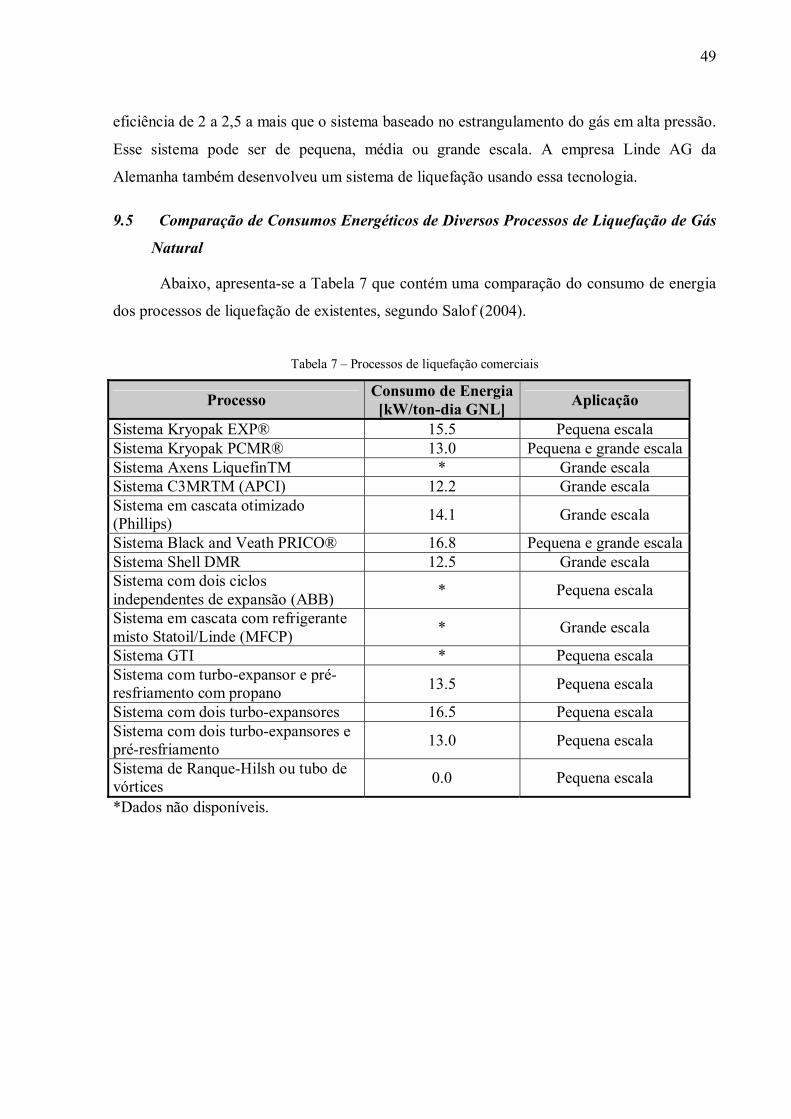
49
eficiência de 2 a 2,5 a mais que o sistema baseado no estrangulamento do gás em alta pressão.
Esse sistema pode ser de pequena, média ou grande escala. A empresa Linde AG da
Alemanha também desenvolveu um sistema de liquefação usando essa tecnologia.
9.5 Comparação de Consumos Energéticos de Diversos Processos de Liquefação de Gás
Natural
Abaixo, apresenta-se a Tabela 7 que contém uma comparação do consumo de energia
dos processos de liquefação de existentes, segundo Salof (2004).
Tabela 7 – Processos de liquefação comerciais
Processo Consumo de Energia[kW/ton-dia GNL] Aplicação
Sistema Kryopak EXP® 15.5 Pequena escala Sistema Kryopak PCMR® 13.0 Pequena e grande escalaSistema Axens LiquefinTM * Grande escala Sistema C3MRTM (APCI) 12.2 Grande escala Sistema em cascata otimizado (Phillips) 14.1 Grande escala
Sistema Black and Veath PRICO® 16.8 Pequena e grande escalaSistema Shell DMR 12.5 Grande escala Sistema com dois ciclos independentes de expansão (ABB) * Pequena escala
Sistema em cascata com refrigerante misto Statoil/Linde (MFCP) * Grande escala
Sistema GTI * Pequena escala Sistema com turbo-expansor e pré-resfriamento com propano 13.5 Pequena escala
Sistema com dois turbo-expansores 16.5 Pequena escala Sistema com dois turbo-expansores e pré-resfriamento 13.0 Pequena escala
Sistema de Ranque-Hilsh ou tubo de vórtices 0.0 Pequena escala
*Dados não disponíveis.

50
10 PROCESSOS “LETDOWN”
Os gasodutos de transporte carregam grandes quantidades de gás natural, sob elevadas
pressões, das regiões produtoras às regiões consumidoras. Ao longo do trajeto dos gasodutos
de transporte, existem os gasodutos de distribuição, que transportam o gás, a uma pressão
reduzida, até o consumidor final.
Na passagem de um gasoduto de transporte para um gasoduto de distribuição, existe
uma estação redutora de pressão, conhecida como “city gate”, onde ocorre o processo de
transferência de custódia do gás natural. Nesta estação, onde a responsabilidade sobre o gás
deixa de ser da empresa transportadora e passa a ser da empresa distribuidora, a pressão do
GN é reduzida de cerca de 10 MPa (no caso do gasoduto Bolívia Brasil) para cerca de 1,7
MPa, podendo variar de “city gate” para “city gate”.
Os processos conhecidos como letdown aproveitam o grande diferencial de pressões
existente no processo de transferência de custódia para gerar energia. Dessa forma, elimina-se
a necessidade de uma fonte externa de energia para movimentar os componentes de uma
planta de liquefação ou para manter equipamentos elétricos do “city gate”, como bombas de
odorização e modens. Atualmente, o potencial de geração de energia existente é basicamente
dissipado sob a forma de calor e/ou vibração.
Neste trabalho, será proposto um ciclo de liquefação de gás natural baseado em
processos letdown, conforme ilustra o esquema apresentado na Figura 39. O gás natural, ao
ser transferido do gasoduto de transporte para o de distribuição, atravessa o ciclo de
liquefação, onde uma parcela do gás é liquefeita, sendo armazenada no tanque de
armazenamento. O restante do gás, juntamente com o gás vaporizado no tanque de
armazenamento é enviado então ao gasoduto, podendo sofrer tratamentos para que seja
entregue de acordo com as condições estabelecidas em contrato, isto é, à pressão e
temperaturas adequadas.
Figura 39 – Processo "letdown"

51
10.1 Obtenção de GNL direto
A liquefação consiste em processos termodinâmicos que promovem a mudança de
estado dos gases para o estado líquido. Para alguns gases, incluindo o metano, a mudança para
o estado líquido não ocorre apenas com a elevação da pressão, sendo necessária a adoção de
resfriamento. Para tais gases, chamados criogênicos, a temperatura acima da qual não existe
uma mudança distinta entre as fases líquida e vapor, a temperatura crítica, se encontra abaixo
da temperatura ambiente.
O gás natural, por possuir uma grande quantidade de metano em sua composição,
comporta-se tipicamente como um fluido criogênico durante o processo de liquefação. No
entanto, como é composto por vários componentes, sua liquefação obedece às leis da
termodinâmica do equilíbrio de fases das misturas, o que dificulta a modelagem
termodinâmica dos processos empregados em sua liquefação.
Existem especulações de que seria possível obter GNL através da simples expansão do
gás natural em uma turbo-máquina, onde, em uma primeira análise, o processo de expansão
pode ser considerado isentrópico. Nas próximas seções, verifica-se, no entanto, que tal
processo não é capaz de produzir GNL.
52
11 O CICLO DE LIQUEFAÇÃO ANALISADO
11.1 Descrição do Ciclo
O ciclo de liquefação proposto é apresentado na Figura 40. As partes principais deste
ciclo são compostas por um expansor, um trocador de calor (TC) principal de contra-corrente,
uma válvula de “flashing” e um tanque de armazenamento de GNL. Além disso, o gás sofre
um pré-resfriamento por meio de um trocador de calor auxiliar, que também é o evaporador
de um ciclo de refrigeração de compressão mecânica a vapor formado pelos componentes
principais, quais sejam: o compressor, o condensador, uma válvula de expansão e o
evaporador, já mencionado. A potência mecânica produzida pelo expansor ( EW& ) é utilizada
para acionar o ciclo de compressão a vapor ( CW& ), bem como para movimentar outros
equipamentos auxiliares, como o compressor para elevar a pressão do gás que volta à linha de
distribuição. Nesta configuração, primeiramente é realizada uma expansão do gás natural do
seu estado inicial (1) até a pressão da linha de distribuição (2), o que o conduz a uma
temperatura baixa, porém insuficiente para produzir GNL diretamente por esse processo de
expansão. Assim, um trocador de calor criogênico é introduzido para rebaixar a temperatura
até o ponto em que GNL possa ser produzido (5). Para essa configuração, verificou-se que
para o sistema operar, é preciso que apenas parte do gás natural que é expandido no turbo-
expansor continue o processo de resfriamento (4), sendo que a outra parte é retornado à linha
de pressão de distribuição (3) na fase vapor apenas. Isto para que o sistema se auto-sustente
do ponto de vista energético, já que o trabalho de expansão é, nesse ciclo, usado para acionar
um compressor de um circuito de refrigeração associado para obter o desejado rebaixamento
de temperatura até o estado (5). Também, é necessário um motor de combustão interna (mci)
para comprimir a pequena parcela de vapor de GNL que não se condensou (rico em gás
nitrogênio) para ser injetado na linha de pressão de distribuição. Um trocador de calor final
(condicionamento) é necessário para o “acerto” de temperatura de injeção do gás natural na
linha de distribuição. Os balanços globais indicam a fração de GNL produzida para cada
unidade de gás natural empregada. Adota-se uma pressão de armazenamento de GNL de 100
kPa.
O sistema de liquefação de gás natural proposto tem as seguintes características
principais:
• Capacidade de produção entre 10 e 50 m³ de líquido/dia;
• Dados da linha de alta pressão P1 = 10 MPa e T1 = 30°C;

53
• Pressão da linha de distribuição entre 0,5 e 3,5 MPa, variando 0,5 em 0,5 MPa;
• Pressão de armazenamento do GNL 0,1 MPa;
• Rendimento isoentrópico do expansor: ηexp = 85%;
• Rendimento isoentrópico do compressor: ηcomp = 80%;
• Não há perda de pressão no interior do trocador de calor, isto é, a pressão no estado
2 é igual à pressãon o estado 3.
A Tabela 8 indica os principais componentes do ciclo proposto, juntamente com cada
uma de suas funções.
Tabela 8 – Principais componentes do ciclo proposto
Equipamento Símbolo Descrição/função
Turbo-expansor TE Expandir gás natural em alta pressão até a pressão de distribuição
Trocador de calor posterior de resfriamento TC-resf Resfriar o gás natural usando um circuito de
refrigeração criogênico para isso. Trocador de calor de condicionamento final TC-cond Condicionar a temperatura final de reinjeção do gás
natural na linha de distribuição
Circuito de refrigeração CR
Efetuar o rebaixamento final da temperatura do gás natural até a região em que se dá início a condensação do metano. É um sistema criogênico que usa o trabalho de expansão no tubo-expansor para acionar o compressor.
Motor de combustão interna MCI
Tem a função de comprimir os vapores de GNL que não se condensaram. Motor de combustão interna aciona o compressor usando gás natural como combustível.
Válvula de “flashing” VF Realizar a expansão final do gás natural. Tanque de armazenamento de GNL TGNL Armazenar o GNL em condições criogênicas.
11.2 Equações de Modelagem e Balanço
Conhecidos o estado termodinâmico do gás natural da linha de alta pressão (indicado
por 1, na Fig (6)) e a eficiência isentrópica do expansor (ηS), pode-se obter o estado 2 (na
saída do expansor) através da Eq. (1), onde hi é a entalpia específica correspondente ao estado
i, e h2s é a entalpia do estado 2 ideal (considerando expansão isentrópica).
( )2S1S12 hhηhh −⋅−= (1)

54
Desta forma, pode-se calcular também o trabalho produzido no turbo-expansor através
da expansão do gás natural, através da Eq. (2).
21E hhW −= (2)
Definindo-se o estado 4 (pressão e temperatura) de forma a garantir a obtenção de gás
natural liquefeito na saída da válvula de “flashing”, e admitindo que o processo de expansão
através da mesma é isentálpico, isto é, h3 = h4, pode-se então calcular a fração f que é
liquefeita, utilizando para isso, a Eq. (3), baseada na aplicação da 1ª Lei da Termodinâmica no
TC-resf. Nesta equação, ηCOMP corresponde à eficiência isentrópica do compressor.
COMPE23 ηCOPW)h(hf ⋅⋅=−⋅ (3)
Deve-se notar que a temperatura T3 – na saída do trocador de calor – deve ser maior
que a temperatura de vaporização do fluido de trabalho do ciclo de refrigeração. Desta forma,
fica evidente que fluido utilizado no ciclo de refrigeração será também um fluido criogênico,
como por exemplo, o nitrogênio.
Para definir o estado 5, na entrada do gasoduto de distribuição, foi estimada uma
temperatura na qual a probabilidade de formação de gelo na rede de distribuição seria quase
nula. Desta forma, pode-se então calcular o calor necessário para condicionar a fração (1-f) de
gás natural que não é liquefeito, chamado Qreq1, através da Eq. (4).
)h(hf)(1Q 25req1 −⋅−= (4)
Além disso, é também necessário fornecer calor e elevar a pressão do gás natural que
retorna do tanque de armazenamento, utilizando para tanto a Eq. (5).
( )45req2 hhxfQ −⋅⋅= (5)
Deve-se mencionar, ainda, que todas as equações acima foram obtidas ao considerar a
hipótese de que a massa total de trabalho neste ciclo é de 1 kg de gás natural. Assim sendo,
todos os valores encontrados para trabalho e calor têm como unidade [kJ/kg total de gás
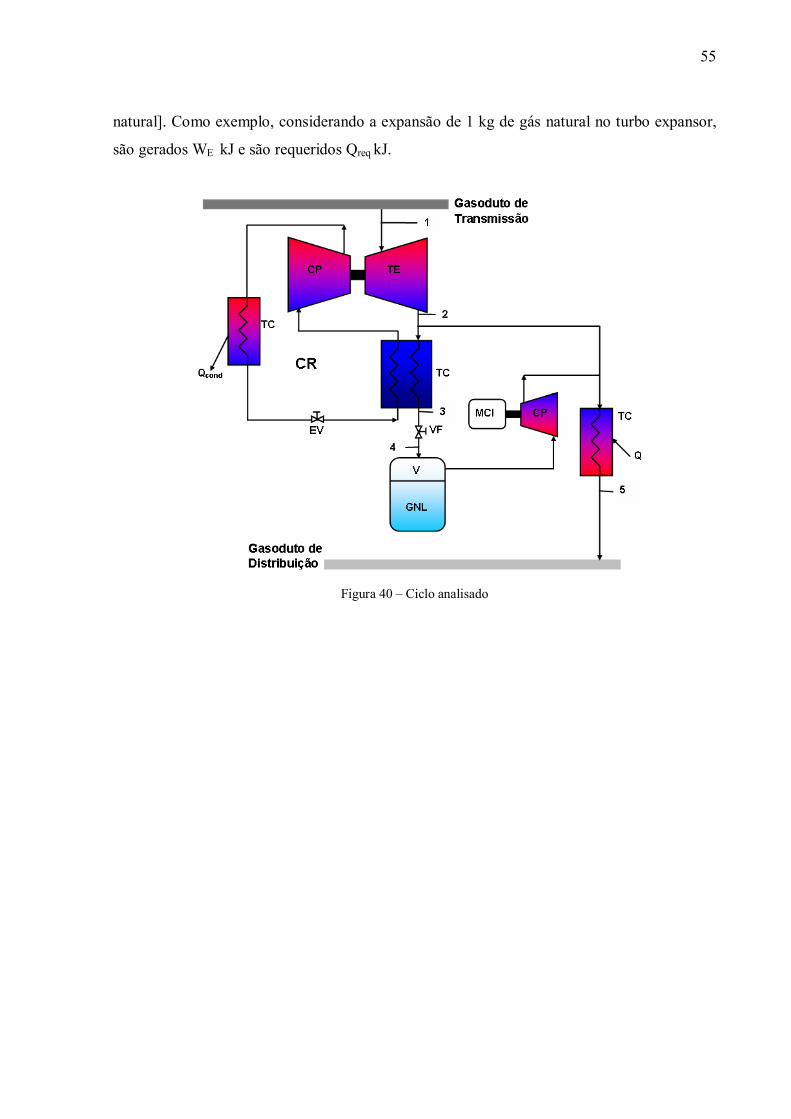
55
natural]. Como exemplo, considerando a expansão de 1 kg de gás natural no turbo expansor,
são gerados WE kJ e são requeridos Qreq kJ.
Figura 40 – Ciclo analisado

56
12 ANÁLISE 1 – 100% METANO
Em uma primeira análise, adota-se uma composição simplificada para o gás natural,
visando familiarizar-se com os conceitos e facilitar a verificação dos resultados. Uma vez que
o gás natural, de maneira geral, é composto por uma grande fração de metano, utiliza-se a
hipótese de que este é composto, então, somente por metano.
12.1 Obtenção de GNL direto
Nesta seção, são usadas as curvas e tabelas do metano, para representar o
comportamento do gás natural durante o processo de liquefação e verificar a possibilidade de
obtenção de GNL direto. Para representar comportamento termodinâmico são usados os
diagramas de entropia e entalpia, em função da temperatura, com excelente aproximação, para
GNL de alto teor de metano, no cálculo das mudanças de fase gás-GNL.
Verifica-se facilmente através de um diagrama temperatura-entropia apresentado na
Figura 41 que não é possível obter GNL direto, como exposto na seção 10.1. Para uma
pressão final de 500 kPa, não há condensação de metano, enquanto que para uma pressão final
de 100 kPa, é obtida uma mistura onde ainda há grande quantidade de vapor (título próximo a
1). Considerando que processo real não é isentrópico, o título da mistura final será ainda
maior, indicando a condensação de uma parcela muito pequena de metano. Ainda, caso
considere-se a obtenção de GNL através da expansão através de uma válvula de
estrangulamento (considerando uma expansão isentálpica), nota-se, através do diagrama
temperatura-entalpia (Figura 42), que também não é possível produzir GNL direto através
deste processo.
Figura 41 – Diagrama temperatura-entropia (T-s)
Figura 42 – Diagrama temperatura-entalpia (T-h)
57
12.2 Resultados
Na análise do ciclo proposto, foram consideradas as seguintes hipóteses:
• Fluxo mássico total: 1kg/stm =& ;
• Temperatura de entrada no gasoduto de distribuição: T5 = 15°C
• Composição adotada: 100% metano.
Utilizando o software EES (Engineering Equation Solver), realizaram-se
primeiramente simulações variando o valor da pressão P2 (na saída do tubro-expansor) entre
10 MPa (pressão no gasoduto de transporte) e 0,5 MPa, considerando-se um mesmo valor
para o coeficiente de desempenho de ciclo de refrigeração (COP). Posteriormente, para
verificar a influência do COP na fração f (quantidade de gás natural liquefeito sobre a
quantidade de gás natural cuja pressão foi reduzida no turbo-expansor) variou-se o seu valor
entre 2 e 4, para cada um dos valores de pressão P2.
Como exemplo dos resultados obtidos, a Tabela 9 ilustra os resultados obtidos em
função de P2, para valores de COP variando entre 2 e 4. Com base na Tabela 9, foi possível
gerar os gráficos apresentados nas Figura 43 e 44.
A Figura 43 mostra a influência da pressão do gasoduto de distribuição na quantidade
de trabalho gerada através da expansão no expansor. Como esperado, a quantidade de trabalho
gerada aumenta conforme diminui a pressão do gasoduto de distribuição. Além disso,
observando-se a mesma figura, nota-se que, quanto menor a pressão no gasoduto de
distribuição, menor será a temperatura na saída do expansor.
A Figura 44 ilustra a influência do valor do COP do ciclo de refrigeração na fração de
gás natural que é liquefeita. Observando-se tanto a Tabela 9 quanto a Figura 45, nota-se, que
quanto menor o valor de P2, maior será a porcentagem de GNL produzida para um
determinado valor de COP.
Ainda, observa-se na Tabela 9, que o calor Qentrega não varia linearmente com a
temperatura do gás natural T2 ou com a pressão P2. Isto ocorre uma vez que este valor
depende tanto da temperatura na saída do expansor (entalpia) quanto da fração (f) de gás
natural que é liquefeita. Isso fica claro observando a Figura 44, onde nota-se um pico no
gráfico do calor a ser fornecido indicando que, nesta determinada situação, a diferença de
entalpias é considerável, assim como a fração de gás que deverá ser aquecida

58
Tabela 9 – Fração de GNL produzida em função da pressão P2.
COP = 2 COP = 3 COP = 4 P2 [kPa]
WEXP [kW]
WCOMP [kW]
T2 [°C] f Qentrega
[kW] f Qentrega [kW] f Qentrega
[kW] 10000 0,0 0,0 30,0 0,00 -45,7 0,00 -45,7 0,00 -45,7 9500 5,9 4,7 26,4 0,01 -33,9 0,02 -33,7 0,02 -33,5 9000 11,9 9,5 22,6 0,02 -22,2 0,04 -21,9 0,05 -21,6 8500 18,2 14,6 18,7 0,04 -10,4 0,05 -10,2 0,07 -10,0 8000 24,8 19,8 14,5 0,05 1,3 0,07 1,3 0,10 1,2 7500 31,7 25,3 10,2 0,06 13,0 0,10 12,5 0,13 12,1 7000 38,9 31,1 5,6 0,08 24,6 0,12 23,5 0,16 22,5 6500 46,4 37,1 0,7 0,10 36,1 0,14 34,2 0,19 32,3 6000 54,4 43,5 -4,5 0,11 47,5 0,17 44,5 0,23 41,5 5500 62,9 50,3 -10,0 0,13 58,7 0,20 54,3 0,26 49,8 5000 71,9 57,6 -15,9 0,15 69,7 0,23 63,4 0,31 57,2 4500 81,7 65,3 -22,3 0,18 80,5 0,26 71,9 0,35 63,3 4000 92,3 73,8 -29,2 0,20 90,8 0,30 79,4 0,40 68,0 3500 103,9 83,1 -36,8 0,23 100,7 0,35 85,7 0,46 70,6 3000 116,8 93,4 -45,2 0,26 109,9 0,40 90,3 0,53 70,6 2500 131,4 105,1 -54,7 0,30 118,0 0,45 92,4 0,61 66,8 2000 148,4 118,7 -65,6 0,35 124,5 0,53 90,9 0,70 57,4 1500 169,1 135,3 -78,7 0,41 128,0 0,62 83,2 0,82 38,4 1000 195,9 156,7 -95,3 0,50 125,6 0,75 63,4 0,99 1,3 500 236,3 189,0 -119,2 0,64 106,1 0,96 11,4 1,00 0,0
Figura 43 – Influência do valor da pressão do gasoduto de distribuição.
Influência da Pressão de Distribuição
0
50
100
150
200
250
10000 9000 8000 7000 6000 5000 4000 3000 2000 1000
Pressão de Distribuição [kPa]
Trab
alho
Ger
ado
no E
xpan
sor [
kW]
-140
-120
-100
-80
-60
-40
-20
0
20
40
Temperatura na Saída do Expansor [°C
]
WEXP
T2
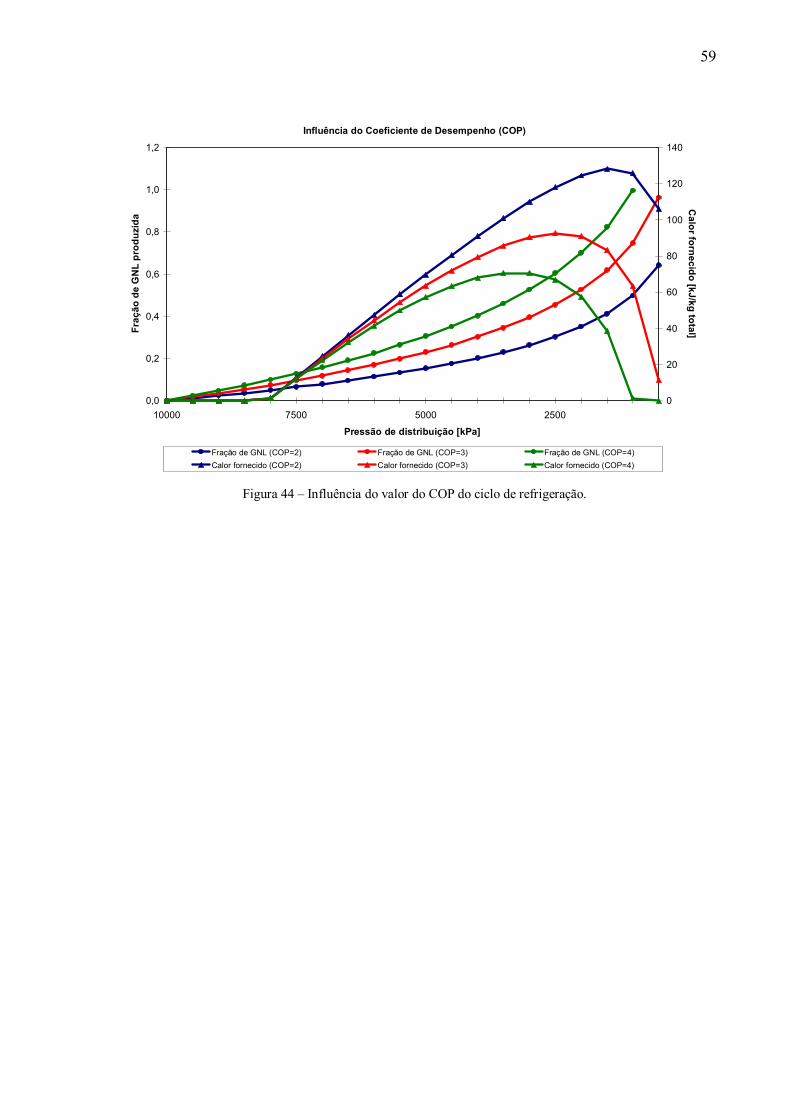
59
Influência do Coeficiente de Desempenho (COP)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
10000 7500 5000 2500
Pressão de distribuição [kPa]
Fraç
ão d
e G
NL
prod
uzid
a
0
20
40
60
80
100
120
140
Calor fornecido [kJ/kg total]
Fração de GNL (COP=2) Fração de GNL (COP=3) Fração de GNL (COP=4)Calor fornecido (COP=2) Calor fornecido (COP=3) Calor fornecido (COP=4)
Figura 44 – Influência do valor do COP do ciclo de refrigeração.

60
13 ANÁLISE 2 – MISTURA MULTICOMPONENTE
Nesta seção, deseja-se verificar se o ciclo proposto é capaz de trabalhar com uma
composição real de gás natural, na qual existem diversos componentes com comportamentos
distintos, e produzir o gás natural liquefeito.
Para tanto, é adotada uma composição de mistura multicomponente simplificada, cujas
propriedades são muito próximas às propriedades do gás natural real. Esta composição,
apresentada na Tabela 10, é muito utilizada atualmente para fornecer estimativas de poder
calorífico, densidade e etc. com excelente aproximação.
Tabela 10 – Composição adotada
Componente Fração na mistura Metano (CH4) 90,16 % Etano (C2H6) 7,84 %
Nitrogênio (N2) 2,00 %
Assim, através de equações de equilíbrio de fase, químico e termodinâmico, é possível
simular o ciclo termodinâmico proposto, com uma mistura multicomponente. Desta forma, é
possível aproximar com maior exatidão o comportamento do gás natural real ao ser liquefeito
e analisar o processo de uma maneira mais crítica.
13.1 Obtenção de GNL direto
Utilizando curvas calculadas com base no equilíbrio termodinâmico da mistura
multicomponente pode-se representar então o comportamento do gás natural durante o
processo de liquefação. Desta forma, pode-se verificar a possibilidade de produzir GNL
através da simples expansão do gás natural em uma turbo-máquina, onde, em uma primeira
análise, o processo de expansão pode ser considerado isentrópico.
Através de um diagrama temperatura-entropia (T-s), apresentado na Figura 45, nota-se
claramente que não é possível obter GNL desta forma, uma vez que, no estado final indicado,
não alcança-se a faixa de condensação de metano, que representa o componente de maior
fração na mistura. Considerando ainda que processo real não é isentrópico, pode-se concluir
que a obtenção de GNL diretamente através de um processo de expansão em um turbo-
expansor torna-se ainda mais irrealizável. Nesta figura, indica-se ainda a temperatura inicial
mínima de resfriamento (aproximadamente 8°C) para que possa ocorrer o início da
condensação em um processo de expansão isentrópica, isto é a temperatura mínima de início
de processo para que seja possível obter GNL direto.

61
Ainda, caso considere-se a obtenção de GNL através da expansão através de uma
válvula de estrangulamento (considerando um processo isentálpico), nota-se, analisando o
diagrama temperatura-entalpia (Figura 46), que também não é possível produzir GNL através
deste processo. Observando a figura, nota-se também a indicação do processo de
estrangulamento adiabático, da faixa de condensação do metano e da temperatura mínima de
resfriamento, isto é, início da condensação (aproximadamente –65°C).
Desta forma, como já concluído na seção anterior, quando a composição adotada
considerava apenas uma substância pura (metano), sob as condições atuais, não é possível
obter o GNL direto, quando se considera uma mistura multicomponente. Além disso, com
base nas curvas obtidas, pode-se mostrar que a temperatura mínima de resfriamento para um
processo isentálpico é muito menor do que a temperatura requerida em um processo
isentrópico, o que indica que o primeiro processo é ainda mais crítico para a obtenção de GNL
do que o segundo.
Expansão Isentrópica
-6
-5
-4
-3
-2
-1
0
1
2
-170 -150 -130 -110 -90 -70 -50 -30 -10 10 30
Temperatura (°C)
Entr
opia
(kJ/
kg.K
)
P = 10 MPa
P = 0,1 MPa
Expansão isentrópica
Faixa de condensação
do metano
Estado final
Estado inicial
Temperatura mínima para o início da condensação
Figura 45 – Curvas de entropia-temperatura, para pressões de 10 e 0,1 MPa.
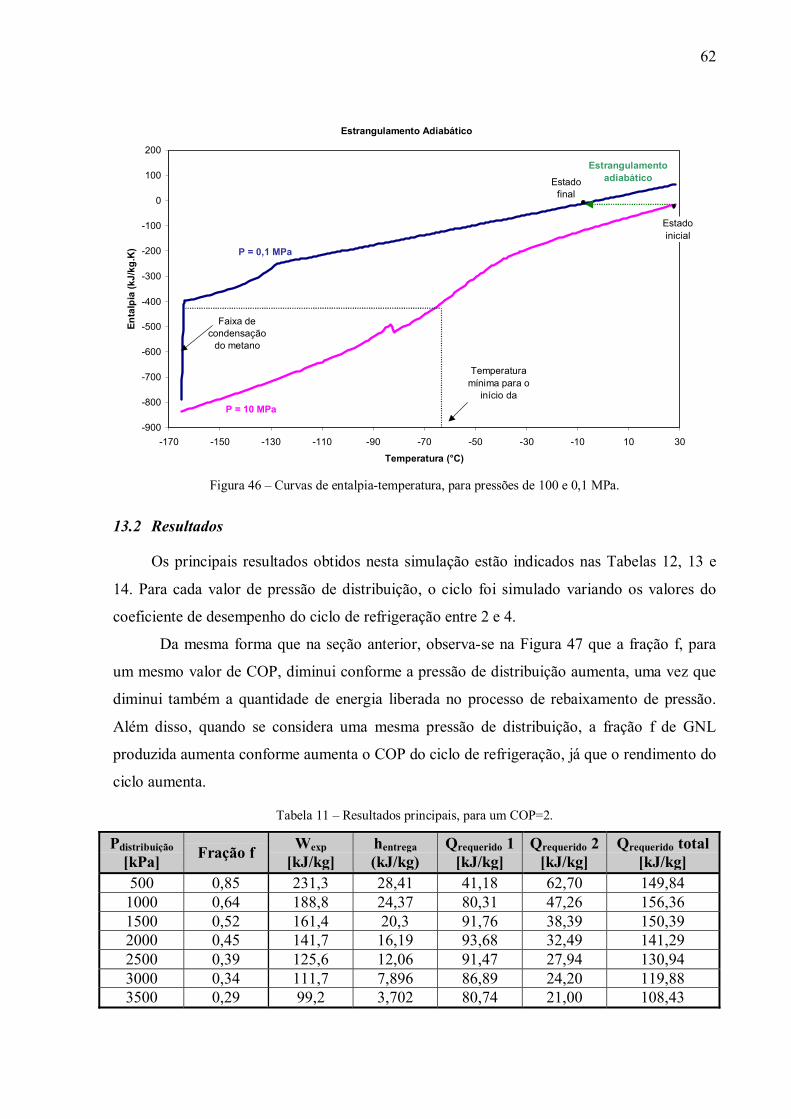
62
Figura 46 – Curvas de entalpia-temperatura, para pressões de 100 e 0,1 MPa.
13.2 Resultados
Os principais resultados obtidos nesta simulação estão indicados nas Tabelas 12, 13 e
14. Para cada valor de pressão de distribuição, o ciclo foi simulado variando os valores do
coeficiente de desempenho do ciclo de refrigeração entre 2 e 4.
Da mesma forma que na seção anterior, observa-se na Figura 47 que a fração f, para
um mesmo valor de COP, diminui conforme a pressão de distribuição aumenta, uma vez que
diminui também a quantidade de energia liberada no processo de rebaixamento de pressão.
Além disso, quando se considera uma mesma pressão de distribuição, a fração f de GNL
produzida aumenta conforme aumenta o COP do ciclo de refrigeração, já que o rendimento do
ciclo aumenta.
Tabela 11 – Resultados principais, para um COP=2.
Pdistribuição [kPa] Fração f Wexp
[kJ/kg] hentrega (kJ/kg)
Qrequerido 1 [kJ/kg]
Qrequerido 2 [kJ/kg]
Qrequerido total [kJ/kg]
500 0,85 231,3 28,41 41,18 62,70 149,84 1000 0,64 188,8 24,37 80,31 47,26 156,36 1500 0,52 161,4 20,3 91,76 38,39 150,39 2000 0,45 141,7 16,19 93,68 32,49 141,29 2500 0,39 125,6 12,06 91,47 27,94 130,94 3000 0,34 111,7 7,896 86,89 24,20 119,88 3500 0,29 99,2 3,702 80,74 21,00 108,43
Estrangulamento Adiabático
-900
-800
-700
-600
-500
-400
-300
-200
-100
0
100
200
-170 -150 -130 -110 -90 -70 -50 -30 -10 10 30
Temperatura (°C)
Enta
lpia
(kJ/
kg.K
)
P = 10 MPa
P = 0,1 MPa
Estrangulamento adiabático
Faixa de condensação
do metano
Estado final
Temperatura mínima para o
início da
Estado inicial

63
Tabela 12 – Resultados principais, para um COP=3.
Pdistribuição [kPa] Fração f Wexp
[kJ/kg] hentrega (kJ/kg)
Qrequerido 1 [kJ/kg]
Qrequerido 2 [kJ/kg]
Qrequerido total [kJ/kg]
500 1,00 231,3 28,41 0 92,43 92,43 1000 0,77 188,8 24,37 51,48 70,87 122,35 1500 0,63 161,4 20,3 71,53 57,58 129,11 2000 0,54 141,7 16,19 78,59 48,74 127,33 2500 0,46 125,6 12,06 79,99 41,91 121,90 3000 0,40 111,7 7,896 78,11 36,29 114,40 3500 0,35 99,2 3,702 74,05 31,50 105,55
Tabela 13 – Resultados principais, para um COP=4.
Pdistribuição [kPa] Fração f Wexp
[kJ/kg] hentrega (kJ/kg)
Qrequerido 1 [kJ/kg]
Qrequerido 2 [kJ/kg]
Qrequerido total [kJ/kg]
500 1,00 213,3 28,41 0 92,43 92,43 1000 1,00 188,8 24,37 0 91,97 91,97 1500 0,84 161,4 20,3 31,07 76,78 107,85 2000 0,71 141,7 16,19 48,42 64,98 113,40 2500 0,62 125,6 12,06 57,03 55,89 112,92 3000 0,54 111,7 7,896 60,55 48,40 108,95 3500 0,47 99,2 3,702 60,68 41,99 102,67
Da análise dos resultados obtidos, pode-se perceber também que o calor requerido
total não varia linearmente com a fração de GNL obtida ou com a pressão de distribuição,
uma vez que é função tanto da diferença de entalpias quanto da quantidade de gás natural que
deverá ser retornada ao gasoduto de distribuição.
Na Tabela 14, são apresentadas as propriedades dos estados termodinâmicos indicados
na Figura 40. Tais propriedades foram obtidas através de simulações no software EES,
considerando pressões de distribuição variando entre 3,5 MPa e 0,5 MPa, faixa de trabalho da
rede de gasodutos da Comgás, uma das empresas concessionárias de distribuição do estado de
São Paulo. Como desejado, o titulo do estado 4, na entrada do tanque de armazenamento, é
baixo, para que a quantidade de gás natural liquefeito produzida seja elevada.
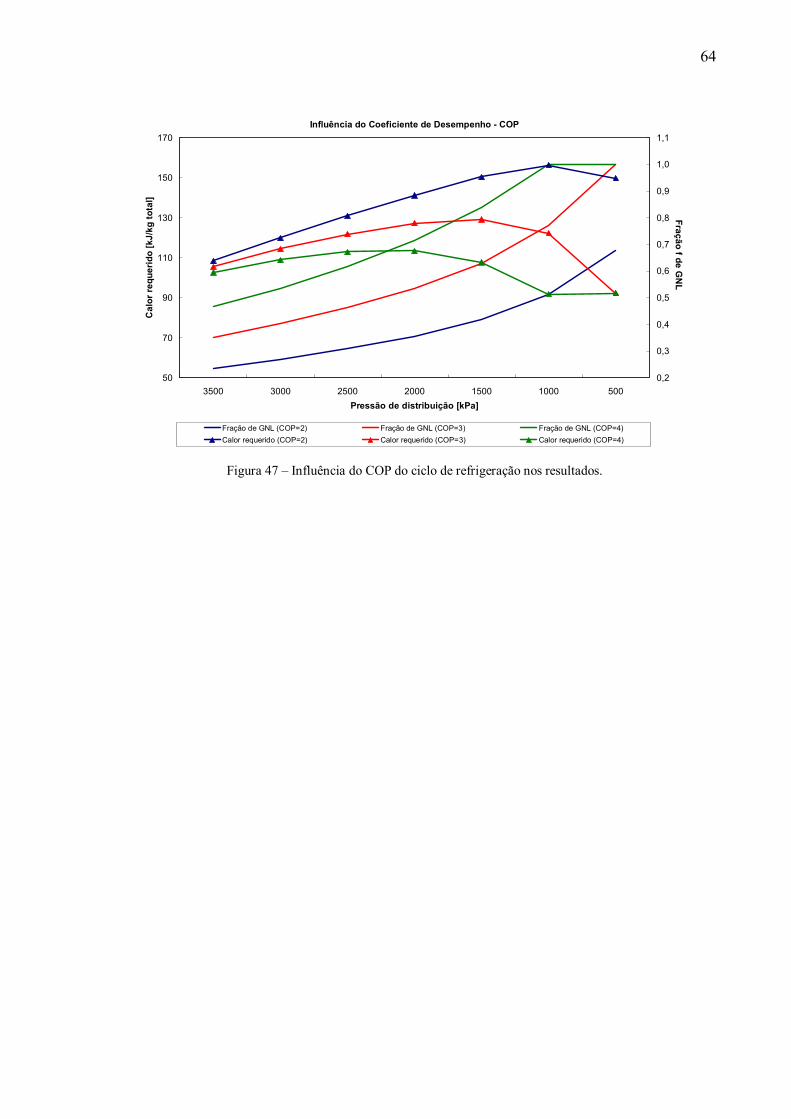
64
Influência do Coeficiente de Desempenho - COP
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
500100015002000250030003500Pressão de distribuição [kPa]
Fração f de GN
L
50
70
90
110
130
150
170C
alor
requ
erid
o [k
J/kg
tota
l]
Fração de GNL (COP=2) Fração de GNL (COP=3) Fração de GNL (COP=4)Calor requerido (COP=2) Calor requerido (COP=3) Calor requerido (COP=4)
Figura 47 – Influência do COP do ciclo de refrigeração nos resultados.
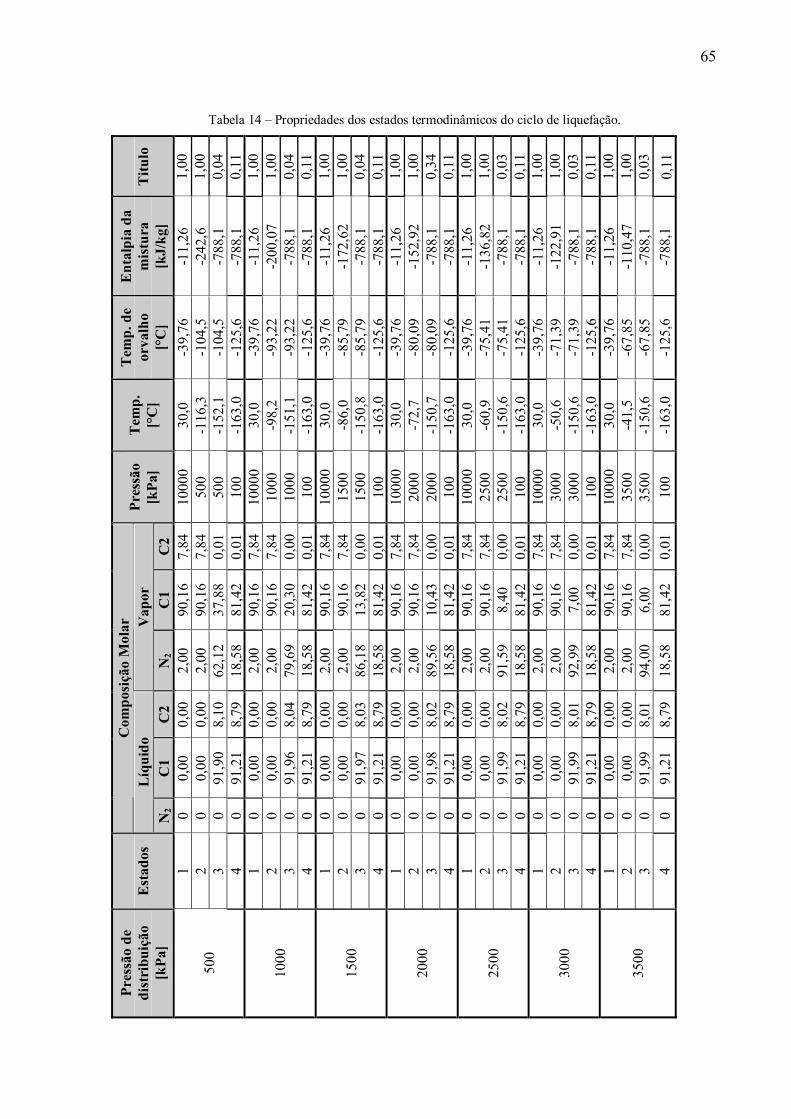
65
Tabela 14 – Propriedades dos estados termodinâmicos do ciclo de liquefação.
Titu
lo
1,00
1,
00
0,04
0,
11
1,00
1,
00
0,04
0,
11
1,00
1,
00
0,04
0,
11
1,00
1,
00
0,34
0,
11
1,00
1,
00
0,03
0,
11
1,00
1,
00
0,03
0,
11
1,00
1,
00
0,03
0,
11
Ent
alpi
a da
m
istu
ra
[kJ/
kg]
-11,
26
-242
,6
-788
,1
-788
,1
-11,
26
-200
,07
-788
,1
-788
,1
-11,
26
-172
,62
-788
,1
-788
,1
-11,
26
-152
,92
-788
,1
-788
,1
-11,
26
-136
,82
-788
,1
-788
,1
-11,
26
-122
,91
-788
,1
-788
,1
-11,
26
-110
,47
-788
,1
-788
,1
Tem
p. d
e or
valh
o [°
C]
-39,
76
-104
,5
-104
,5
-125
,6
-39,
76
-93,
22
-93,
22
-125
,6
-39,
76
-85,
79
-85,
79
-125
,6
-39,
76
-80,
09
-80,
09
-125
,6
-39,
76
-75,
41
-75,
41
-125
,6
-39,
76
-71,
39
-71,
39
-125
,6
-39,
76
-67,
85
-67,
85
-125
,6
Tem
p.
[°C
]
30,0
-1
16,3
-1
52,1
-1
63,0
30
,0
-98,
2 -1
51,1
-1
63,0
30
,0
-86,
0 -1
50,8
-1
63,0
30
,0
-72,
7 -1
50,7
-1
63,0
30
,0
-60,
9 -1
50,6
-1
63,0
30
,0
-50,
6 -1
50,6
-1
63,0
30
,0
-41,
5 -1
50,6
-1
63,0
Pres
são
[kPa
]
1000
0 50
0 50
0 10
0 10
000
1000
10
00
100
1000
0 15
00
1500
10
0 10
000
2000
20
00
100
1000
0 25
00
2500
10
0 10
000
3000
30
00
100
1000
0 35
00
3500
10
0
C2
7,84
7,
84
0,01
0,
01
7,84
7,
84
0,00
0,
01
7,84
7,
84
0,00
0,
01
7,84
7,
84
0,00
0,
01
7,84
7,
84
0,00
0,
01
7,84
7,
84
0,00
0,
01
7,84
7,
84
0,00
0,
01
C1
90,1
6 90
,16
37,8
8 81
,42
90,1
6 90
,16
20,3
0 81
,42
90,1
6 90
,16
13,8
2 81
,42
90,1
6 90
,16
10,4
3 81
,42
90,1
6 90
,16
8,40
81
,42
90,1
6 90
,16
7,00
81
,42
90,1
6 90
,16
6,00
81
,42
Vap
or
N2
2,00
2,
00
62,1
2 18
,58
2,00
2,
00
79,6
9 18
,58
2,00
2,
00
86,1
8 18
,58
2,00
2,
00
89,5
6 18
,58
2,00
2,
00
91,5
9 18
,58
2,00
2,
00
92,9
9 18
,58
2,00
2,
00
94,0
0 18
,58
C2
0,00
0,
00
8,10
8,
79
0,00
0,
00
8,04
8,
79
0,00
0,
00
8,03
8,
79
0,00
0,
00
8,02
8,
79
0,00
0,
00
8,02
8,
79
0,00
0,
00
8,01
8,
79
0,00
0,
00
8,01
8,
79
C1
0,00
0,
00
91,9
0 91
,21
0,00
0,
00
91,9
6 91
,21
0,00
0,
00
91,9
7 91
,21
0,00
0,
00
91,9
8 91
,21
0,00
0,
00
91,9
9 91
,21
0,00
0,
00
91,9
9 91
,21
0,00
0,
00
91,9
9 91
,21
Com
posi
ção
Mol
ar
Líq
uido
N
2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Est
ados
1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
Pres
são
de
dist
ribu
ição
[k
Pa]
500
1000
1500
2000
2500
3000
3500

66
14 COMPARAÇÃO ENTRE AS ANÁLISES
Para efeito de comparação entre os resultados encontrados nas duas análises
realizadas, pode-se calcular, em ambos os casos, qual a massa de gás natural que deve ser
expandida no turbo-expansor para que seja possível produzir 1 kg de GNL. Tais valores estão
apresentados na Tabela 15 em função do coeficiente de desempenho (COP) e da composição
adotada.
Com base nos resultados apresentados, pode-se concluir então que, quanto maior a
quantidade de metano presente na composição do gás natural, menor a quantidade de gás que
deverá ser expandida para produzir 1 kg de gás natural liquefeito. Entretanto, a diferença
obtida (0,3 kg) não deve ser considerada significativa a ponto de inviabilizar a liquefação de
um gás que possua uma menor quantidade de metano em sua composição.
Tabela 15 – Razão mássica necessária para produzir 1 kg de GNL, para a análise 1
COP=2 COP=3 COP=4 Pressão f kgGN
kgGNL f kgGN kgGNL f kgGN
kgGNL 3500 0,23 4,3 0,35 2,9 0,46 2,2 3000 0,26 3,8 0,40 2,5 0,53 1,9 2500 0,30 3,3 0,45 2,2 0,61 1,7 2000 0,35 2,9 0,53 1,9 0,70 1,4 1500 0,41 2,4 0,62 1,6 0,82 1,2 1000 0,50 2,0 0,75 1,3 0,99 1,0 500 0,64 1,6 0,96 1,0 1,00 1,0
Tabela 16 - Razão mássica necessária para produzir 1 kg de GNL, para a análise 2
COP=2 COP=3 COP=4 Pressão f kgGN
kgGNL f kgGN kgGNL f kgGN
kgGNL 3500 0,23 4,8 0,35 3,2 0,47 2,4 3000 0,26 4,3 0,4 2,8 0,54 2,1 2500 0,31 3,7 0,46 2,5 0,62 1,8 2000 0,36 3,2 0,54 2,1 0,71 1,6 1500 0,42 2,7 0,63 1,8 0,84 1,3 1000 0,51 2,2 0,77 1,5 1,00 1,1 500 0,68 1,7 1,00 1,1 1,00 1,1

67
15 CONCLUSÕES
Devido às recentes crises envolvendo o fornecimento de gás natural, está sendo dado
um grande enfoque às tecnologias relacionadas a formas alternativas de transporte do gás
natural, como o gás natural liquefeito (GNL) e o gás natural comprimido (GNC). Sob a forma
de GNL ou GNC, o gás natural pode ser então armazenado e transportado através de carretas,
trens ou navios, da estação de liquefação/compressão até o mercado consumidor, dispensando
a utilização de gasodutos. Desta forma, pode-se diversificar então as possíveis fontes de
fornecimento de gás natural, tornando o Brasil menos dependente de alguns poucos
fornecedores, como a Bolívia. Além disso, estas formas de transporte do gás natural,
chamadas “gasodutos virtuais”, quando relacionadas ao mercado interno, são uma das formas
mais eficientes para suprir regiões com baixas ou médias demandas, que não justificam o
elevado investimento em gasodutos. No entanto, devido às vantagens apresentadas pelo gás
natural liquefeito, este trabalho deu maior enfoque a esta tecnologia e às formas de obtenção
de GNL.
Foram realizadas duas análises do processo de liquefação, considerando composições
distintas. A primeira análise, mais simplificada, considera que o gás natural é composto
somente por metano e permite verificar a influência global de diversos parâmetros do sistema
na quantidade final de gás natural liquefeito que pode ser produzida. A segunda análise, por
sua vez, ao considerar uma mistura multicomponente, permite verificar o comportamento das
substâncias durante o processo de liquefação e sua influência na quantidade de GNL que pode
ser produzida.
Desta forma, primeiramente, concluiu-se que o chamado GNL-direto, que poderia ser
obtido através de uma expansão simples em um turbo-expansor, entre dois níveis de pressão
distintos, não é tecnicamente viável. Isto significa dizer que, para as duas análises realizadas,
não é possível obter GNL somente pela expansão isentrópica. Com base nesta informação, foi
elaborada uma configuração para um ciclo de liquefação de pequena escala, que aproveita
então a energia gerada no turbo-expansor durante o processo de rebaixamento de pressão para
movimentar um ciclo de refrigeração. Tal processo de aproveitamento de energia é atualmente
denominado “let-down”.
Em uma primeira análise da viabilidade técnica do ciclo de liquefação proposto, pode-
se concluir que é possível liquefazer todo o gás natural que é expandido no turbo-expansor,
caso este seja composto somente por metano (CH4). No entanto, isto exige que o fluido de
trabalho do ciclo de refrigeração seja capaz de trabalhar a temperaturas cada vez menores,

68
dificultando a operação do ciclo de liquefação. No entanto, apesar deste entrave, observa-se
que a configuração proposta para um ciclo de liquefação auto-suficiente do ponto de vista
energético é factível.
Pode-se concluir também que a porcentagem de GNL produzida pode ser aumentada
diminuindo-se a pressão P2 (na saída do turbo-expansor) ou aumentando-se o valor do
coeficiente de desempenho do ciclo de refrigeração. Tais medidas aumentam a eficiência do
ciclo, reduzindo temperatura T3, na saída do trocador de calor de resfriamento. Constatou-se
também que a pressão da linha de distribuição (linha de baixa pressão) não exerce grande
influência na quantidade de GNL produzida.
Já na segunda análise realizada, considerando-se o gás natural como uma mistura
multicomponente, observa-se que os resultados obtidos são análogos aos resultados
anteriores, isto é, os parâmetros que influenciam os resultados são semelhantes. Entretanto,
nota-se que a fração de gás natural liquefeito que é produzida é consideravelmente menor, da
ordem de 30%, para um coeficiente de performance igual a 3. No entanto, uma vez que o
ciclo não necessita de uma fonte externa de energia, e visa a produção em pequena escala,
mostra-se que sua utilização, principalmente para armazenamento de gás durante períodos de
baixa demanda (“peak-shaving”), é bastante viável..
Assim, através dos resultados obtidos, pode-se afirmar que a instalação de um ciclo de
liquefação no ponto de transferência de custódia pode contribuir para a expansão da área de
atuação do gás natural, reduzindo a dependência de fontes externas e flexibilizando as formas
de transporte do gás natural.

69
REFERÊNCIAS
ABREU, P. L. E MARTINEZ, J., 2003. Gás Natural: O Combustível do Novo Milênio. Plural Comunicação, 2a edição, Porto Alegre.
ANP, 2005. AGÊNCIA NACIONAL DE PETRÓLEO. Disponível em: <http://www.anp.gov.br/> Acesso em: 11/11/2005.
ARRUDA, F.I.F. Estudo de viabilidade técnico-ecônomica da implantação de uma unidade de liquefação de gás natural. Trabalho de Formatura, EPUSP, 2002.
BEN, 2004. BALANÇO ENERGÉTICO NACIONAL. Disponível em: <www.mme.gov.br>. Acesso em: 11/02/2006.
BARRON, R., 1966. Cryogenic systems. Series in Mechanical Engineering. McGraw Hill, Nova York,
BP Global. Disponível em <http://www.bp.com>. Acesso em: 12/01/2006. BURANI, G.F.; FAGÁ, M.T.W.; UDAETA, M.E.M.; RIGOLIN, P.H.C. Relatório Técnico
sobre Tendências Tecnológicas e Demandas Profissionais no Setor de Gás Natural – PIPGE. Instituto de Eletrotécnica e Energia, São Paulo, 2005.
DOMINION GAS TRANSMISSION, 2005. Disponível em: <http://www.dom.com/>. Acesso em: 31/11/2005.
EIA, 2005. ENERGY INFORMATION ADMINISTRATION. Disponível em: <http://www.eia.doe.gov/>. Acesso em: 16/11/2005.
GÁS BRASIL. Disponível em: <http://www.gasbrasil.com.br>. Acesso em: 21/01/2006. GÁS ENERGIA. Disponível em: <http://www.gasenergia.com.br>. Acesso em: 21/01/2006
GASNET. Disponível em: <http://www.gasnet.com.br>. Acesso em: 23/09/2005. COMGÁS. Disponível em: <http://www.comgas.com.br>. Acesso em: 10/01/2006.
CTGÁS. Disponível em: <http://www.ctgas.com.br>. Acesso em: 10/01/2006. GTI, 2004. GAS TECHNOLOGY INSTITUTE Small Scale Liquefier Development.
Disponível em <http://www.nrel.gov/vehiclesandfuels/ngvtf/pdfs/gti_liquefier.pdf>. Acesso em: 09/11/2005.
IEA, 2002. INTERNATIONAL ENERGY AGENCY World Energy Outlook 2002, Paris: OECD. World Energy Investment Outlook 2003, Paris: OECD.
KIRILLOV, N. G., 2004. Analysis of Modern Natural Gas Liquefaction Technologies, Chemical and Petroleum Engineering, V. 40, N. 7-8.
KUMAR, S., 1987. Gas Production Engineering. Gulf Publishing Company, EUA. LINDE, 2004. A New LNG Baseload Process and Manufacturing of the Main Heat
Exchanger. Disponível em <http://www.linde-process-engineering.com/>. Acesso em: 27/11/2005.
LIMA, P.C.R. Gás natural: uma importante alternativa energética para o Brasil. Brasília, 2004.
LIQUEFIED NATURAL GAS IN CALIFORNIA. Disponível em: <http://www.energy.ca.gov/lng/>. Acesso em: 10/01/2006.

70
LOM, W. L. Liquefied natural gas. Applied Science Publishers LTD, London, 1974.
LUSAS CIVIL & STRUCTURAL. Disponível em: <http://www.lusas.com>. Acesso em: 15/04/2006.
NATURALGAS.ORG. Disponível em: <http://www.naturalgas.org>. Acesso em: 15/04/2006.
PETROBRÁS. Disponível em: <http://www.petrobras.com.br>. Acesso em: 28/01/2006. POLISEL, R. A. e SIMÕES-MOREIRA, 2005. Experimental Study of a Vortex Tube,
submetido ao 18th International Congress of Mechanical Engineering – COBEM 2005, Minas Gerais, ABCM – Associação Brasileira de Ciências e Engenharia Mecânica.
PORTAL BR. Disponível em: <http://www.br.com.br>. Acesso em: 28/01/2006. POSITIVE ENERGY. Disponível em: <http://www.positive-energy.co.nz>. Acesso em:
28/01/2006. POULALLION, P. Manual do gás natural. Coleção José Ermírio de Moraes, 1986.
SALOF, 2004. What LNG processes are available. Disponível em: <http://www.salofcompanies.com/html/kryopak/>. Acesso em: 05/01/2005.
TARIQ, S., 2004. LNG Technology Selection. Disponível em <http://www.fwc.com/ publications/tech_papers2/files/TariqLNG.pdf>. Acesso em: 29/11/2005.
UNIVERSIA. Disponível em: <http://www.universia.com.br>. Acesso em: 28/01/2006. VEJA. Edição 1995, Ano 39, nº18. 10 de Maio de 2006. Editora Abril.
WHITE MARTINS. Disponível em: <http://www.whitemartins.com.br>. Acesso em: 28/01/2006.

ANEXOS
Listagem do programa utilizado Para composição de 100% de metano " R$='methane' " INÍCIO DO PROGRAMA PRINCIPAL " " Para o estado 1 " P_1=10000 "kPa" T_1=30 "°C" h_1=enthalpy(R$; P=P_1;T=T_1) s_1=entropy(R$; P=P_1;T=T_1) " Para o estado 2 – Isentrópico " P_2s=P_2 s_2s=s_1 T_2s=temperature(R$; P=P_2; s=s_2s) h_2s=enthalpy(R$; P=P_2; s=s_2s) " Para o estado 2 – Real " eta_EXP=0,85 h_2=h_1-eta_EXP*(h_1-h_2s) T_2=temperature(R$; P=P_2; h=h_2) W_EXP=h_1-h_2 " Para o estado 3 " P_3=P_2 h_3=h_4 T_3=Temperature(R$; P=P_3;h=h_3) s_3=entropy(R$; P=P_3;h=h_3) " Para o estado 4 " P_4=100 "kPa" T_4=-162 "°C" h_4=enthalpy(R$; P=P_4;T=T_4) s_4=entropy(R$; P=P_4;T=T_4) h_L4=enthalpy(R$;T=T_4;x=0) h_V4=enthalpy(R$;T=T_4;x=1) x_4=(h_4-h_L4)/(h_V4-h_L4) " Cálculo da fração f " eta_COMP=0,8 h_3=h_2-(COP*eta_COMP*W_EXP)/f " Calor necessário " T_entrega=15 h_entrega=enthalpy(R$; T=T_entrega;P=P_2) Q_entrega=(1-f)*(h_entrega-h_2)

Para composição
2
62
4
N 2%HC 7,84%
CH 90,16%
{DADOS DE ENTRADA: TM – temperatura de mistura [C] TORV – temperatura de orvalho – na verdade o programa calcula este valor [C] N – número de componentes N$[i] – nome dos componentes IC[i] – indicativo se houve condensação para aquela fase em particular (IC=0 => não houve condensação) PSAT[i] – pressão de saturação da fase i DADOS DE SAIDA: XE[i] – frações molares dos componentes da fase líquida de saída – se houver condensação YE[i] – frações molares dos componentes da fase vapor de saída – se houver condensação – terá o mesmo valor da entrada se não houver condensação} PROCEDURE ORV(TORV;N;N$[1..N];Z[1..N];PM:IC[1..N];PSAT[1..N]) TL[1]=-200 "Temperaturas-limite da faixa de validade das equações" TL[2]=-182 TL[3]=-182 I=0 REPEAT I=I+1 IC[I]=0 TC[I]=T_CRIT(N$[I]) IF(TORV<TC[I]) THEN IF (TORV<TL[I]) THEN P1=P_SAT(N$[I];T=TL[I]) P2=P_SAT(N$[I];T=TL[I]+10) PSAT[I]=((TORV-TL[I])/10)*(P2-P1)+P1 ELSE PSAT[I]=P_SAT(N$[I];T=TORV) ENDIF IC[I]=1 "houve condensação" ELSE PSAT[I]=1E-8 ENDIF IF (PSAT[I]>Z[I]*PM) THEN PSAT[I]=1E-8 IC[I]=0 ENDIF until (I=N) END PROCEDURE EQUIL(PM;TORV;TM;N;N$[1..N];V;Z[1..N]:K[1..N];S;ICC[1..N]) TL[1]=-200 "Temperaturas-limite da faixa de validade das equações" TL[2]=-182 TL[3]=-182 I=0 S=0 IF (TM<TORV) THEN REPEAT I=I+1 TC[I]=T_CRIT(N$[I]) IF(TM<TC[I]) THEN IF(TM<TL[I]) THEN P1=P_SAT(N$[I];T=TL[I]) P2=P_SAT(N$[I];T=TL[I]+10) PSAT[I]=((TM-TL[I])/10)*(P2-P1)+P1
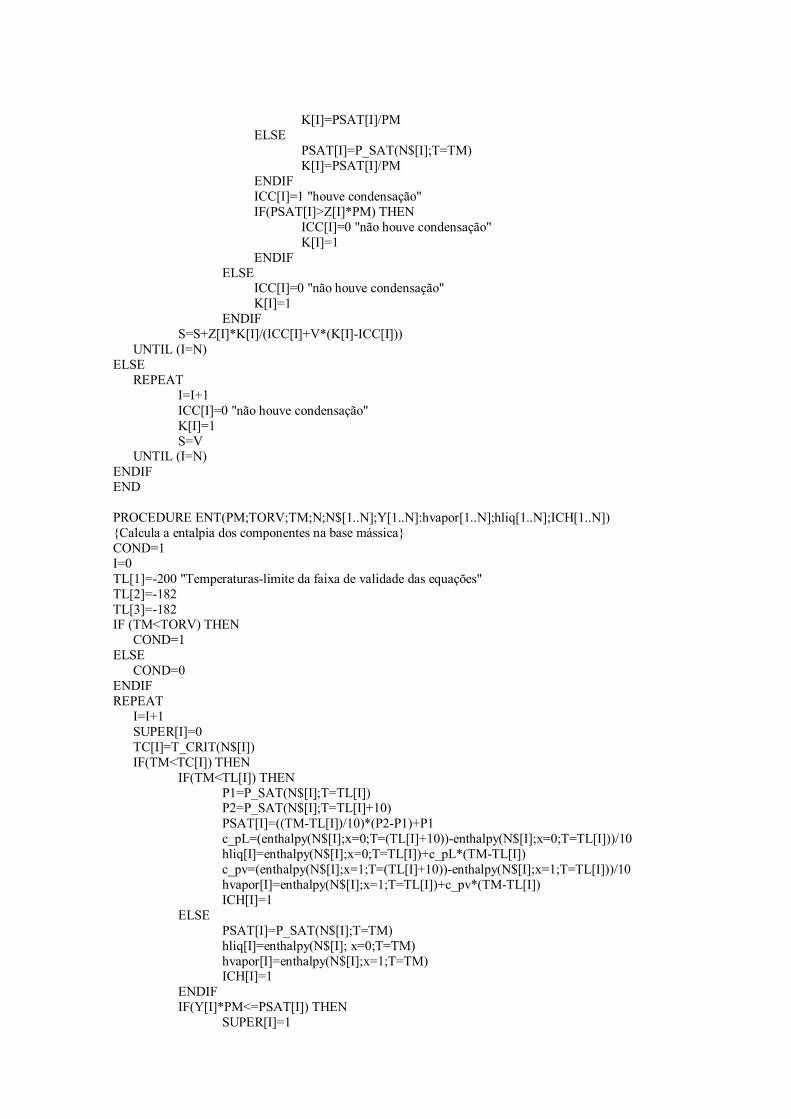
K[I]=PSAT[I]/PM ELSE PSAT[I]=P_SAT(N$[I];T=TM) K[I]=PSAT[I]/PM ENDIF ICC[I]=1 "houve condensação" IF(PSAT[I]>Z[I]*PM) THEN ICC[I]=0 "não houve condensação" K[I]=1 ENDIF ELSE ICC[I]=0 "não houve condensação" K[I]=1 ENDIF S=S+Z[I]*K[I]/(ICC[I]+V*(K[I]-ICC[I])) UNTIL (I=N) ELSE REPEAT I=I+1 ICC[I]=0 "não houve condensação" K[I]=1 S=V UNTIL (I=N) ENDIF END PROCEDURE ENT(PM;TORV;TM;N;N$[1..N];Y[1..N]:hvapor[1..N];hliq[1..N];ICH[1..N]) {Calcula a entalpia dos componentes na base mássica} COND=1 I=0 TL[1]=-200 "Temperaturas-limite da faixa de validade das equações" TL[2]=-182 TL[3]=-182 IF (TM<TORV) THEN COND=1 ELSE COND=0 ENDIF REPEAT I=I+1 SUPER[I]=0 TC[I]=T_CRIT(N$[I]) IF(TM<TC[I]) THEN IF(TM<TL[I]) THEN P1=P_SAT(N$[I];T=TL[I]) P2=P_SAT(N$[I];T=TL[I]+10) PSAT[I]=((TM-TL[I])/10)*(P2-P1)+P1 c_pL=(enthalpy(N$[I];x=0;T=(TL[I]+10))-enthalpy(N$[I];x=0;T=TL[I]))/10 hliq[I]=enthalpy(N$[I];x=0;T=TL[I])+c_pL*(TM-TL[I]) c_pv=(enthalpy(N$[I];x=1;T=(TL[I]+10))-enthalpy(N$[I];x=1;T=TL[I]))/10 hvapor[I]=enthalpy(N$[I];x=1;T=TL[I])+c_pv*(TM-TL[I]) ICH[I]=1 ELSE PSAT[I]=P_SAT(N$[I];T=TM) hliq[I]=enthalpy(N$[I]; x=0;T=TM) hvapor[I]=enthalpy(N$[I];x=1;T=TM) ICH[I]=1 ENDIF IF(Y[I]*PM<=PSAT[I]) THEN SUPER[I]=1

ELSE IF(COND=0) THEN SUPER[I]=1 ENDIF ENDIF ELSE SUPER[I]=1 ENDIF IF(SUPER[I]=1) THEN Pparc[I]=Y[I]*PM IF (Pparc[I]<P_SAT(N$[I];T=TL[I])) THEN Pparc[I]=0,99*P_SAT(N$[I];T=TL[I]) ENDIF IF (TM<TL[I]) THEN c_pv=(enthalpy(N$[I];P=Pparc[I];T=TL[I]+10)-enthalpy(N$[I];P=Pparc[I];T=TL[I]))/10 hvapor[I]=enthalpy(N$[I];P=Pparc[I];T=TL[I])+c_pv*(TM-TL[I]) ELSE hvapor[I]=enthalpy(N$[I];P=Pparc[I];T=TM) ENDIF hliq[I]=0 ICH[I]=0 "não houve condensação" ENDIF UNTIL (I=N) END PROCEDURE ENTR(PM;TORV;TM;N;N$[1..N];Y[1..N]:Svapor[1..N];Sliq[1..N];ICS[1..N]) {calcula a entropia dos componentes na base mássica} I=0 TL[1]=-200 "Temperaturas-limite da faixa de validade das equações" TL[2]=-182 TL[3]=-182 IF (TM<TORV) THEN COND=1 ELSE COND=0 ENDIF REPEAT I=I+1 SUPER[I]=0 TC[I]=T_CRIT(N$[I]) IF(TM<TC[I]) THEN IF(TM<TL[I]) THEN P1=P_SAT(N$[I];T=TL[I]) P2=P_SAT(N$[I];T=TL[I]+10) PSAT[I]=((TM-TL[I])/10)*(P2-P1)+P1 ds_L=(entropy(N$[I];x=0;T=(TL[I]+10))-entropy(N$[I];x=0;T=TL[I]))/10 Sliq[I]=entropy(N$[I];x=0;T=TL[I])+ds_L*(TM-TL[I]) ds_V=(entropy(N$[I];x=1;T=(TL[I]+10))-entropy(N$[I];x=1;T=TL[I]))/10 Svapor[I]=entropy(N$[I];x=1;T=TL[I])+ds_V*(TM-TL[I]) ICS[I]=1 ELSE PSAT[I]=P_SAT(N$[I];T=TM) Svapor[I]=entropy(N$[I];x=1;T=TM) Sliq[I]=entropy(N$[I];x=0;T=TM) ICS[I]=1 ENDIF IF(Y[I]*PM<=PSAT[I]) THEN SUPER[I]=1 ELSE IF(COND=0) THEN
SUPER[I]=1 ENDIF ENDIF ELSE SUPER[I]=1 ENDIF IF(SUPER[I]=1) THEN Pparc[I]=Y[I]*PM IF (Pparc[I] < P_SAT(N$[I];T=TL[I])) THEN Pparc[I]=0,99*P_SAT(N$[I];T=TL[I]) ENDIF IF (TM<TL[I]) THEN ds_V=(entropy(N$[I];P=Pparc[I];T=(TL[I]+10))-entropy(N$[I];P=Pparc[I];T=TL[I]))/10 Svapor[I]=entropy(N$[I];P=Pparc[I];T=TL[I])+ds_V*(TM-TL[I]) ELSE Svapor[I]=entropy(N$[I];P=Pparc[I];T=TM) ENDIF Sliq[I]=0 ICS[I]=0 "não houve condensação" ENDIF UNTIL (I=N) END "************************** INÍCIO DO PROGRAMA PRINCIPAL **************************" "Composição do gás em estudo" N=3 Z[1]=0,02 "nitrogênio" Z[2]=0,9016 "metano" Z[3]=0,0784 "etano" N$[1]='Nitrogen' N$[2]='Methane' N$[3]='Ethane' PM1=5000 "kPa" TM1=25 "°C" "Determina massas moleculares individuais" Duplicate J=1;N M[J]=MOLARMASS(N$[J]) END "Determina massa molecular total" M_M=SUM(M[J]*Z[J];J=1;N) "A partir deste ponto, calcula-se o equilíbrio para a temperatura de mistura, dado que esse valor seja menor temperatura de orvalho calculada acima" "************************** Para a entrada do turbo-expansor **************************" CALL ORV(TORV1;N;N$[1..N];Z[1..N];PM1:IC1[1..N];PSAT1[1..N]) " Os dados que saem da subrotina chamada acima são para a temp. de orvalho!!! " Duplicate J=1;N X1[J]=Z[J]*PM1*IC1[J]/PSAT1[J] "critério de equilíbrio de fases" END 1=SUM((X1[J]*IC1[J]);J=1;N) "consistência" S1=1 CALL EQUIL(PM1;TORV1;TM1;N;N$[1..N];V1;Z[1..N]:K1[1..N];S1;ICC1[1..N]) Duplicate J=1;N YE1[J]=Z[J]*K1[J]/(ICC1[J]+V1*(K1[J]-ICC1[J]))"ver equ. 10.29)"

XE1[J]=YE1[J]*ICC1[J]/K1[J] END " Teste de consistência " SOMAdosXE1=SUM(XE1[J];J=1;N) SOMAdosYE1=SUM(YE1[J];J=1;N) SOMAdosXEM1=SUM(XEM1[J];J=1;N) SOMAdosYEM1=SUM(YEM1[J];J=1;N) " Cálculo das massas molares totais das fases vapor e líquida" MTL1=SUM(XE1[I]*M[I];I=1;N)+1E-15 MTV1=SUM(YE1[I]*M[I];I=1;N) q1_molar=(M_M-MTL1)/(MTV1-MTL1) q1=q1_molar*MTV1/M_M " Cálculo das frações mássicas" Duplicate K=1;N XEM1[K]=XE1[K]*M[K]*ICC1[K]/MTL1 YEM1[K]=YE1[K]*M[K]/MTV1 END "Cálculo da entalpia de mistura – base mássica kJ/kg mist" CALL ENT(PM1;TORV1;TM1;N;N$[1..N];Z[1..N]:hvapor1[1..N];hliq1[1..N];ICH1[1..N]) h_MIST1=q1*SUM((hvapor1[I]*YEM1[I]);I=1;N)+(1-q1)*SUM((hliq1[i]*XEM1[I]);I=1;N) "Cálculo da entropia de mistura – base mássica kJ/K kg mist" CALL ENTR(PM1;TORV1;TM1;N;N$[1..N];Z[1..N]:Svapor1[1..N];Sliq1[1..N];ICS1[1..N]) s_MIST1=q1*SUM((Svapor1[I]*YEM1[I]);I=1;N)+(1-q1)*SUM((Sliq1[I]*XEM1[I]);I=1;N)


















