Escola de Engenharia de Lorena EEL -...
86
UNIVERSIDADE DE SÃO PAULO Escola de Engenharia de Lorena – EEL Marina Brandão Leoni O processo Tecnored frente ao alto-forno e às novas tecnologias de produção de ferro primário Lorena – SP 2012
Transcript of Escola de Engenharia de Lorena EEL -...
U N I V E R S I D A D E D E S Ã O P A U L O
Escola de Engenhar ia de Lorena – EEL
Marina Brandão Leoni
O processo Tecnored frente ao alto-forno e às
novas tecnologias de produção de ferro primário
Lorena – SP
2012

Marina Brandão Leoni
O processo Tecnored frente ao alto-forno e às
novas tecnologias de produção de ferro primário
Trabalho de Conclusão de Curso I apresentado
à Escola de Engenharia de Lorena da
Universidade de São Paulo como requisito para
realização do Trabalho de Conclusão de Curso II
e conclusão do curso de graduação em
Engenharia Industrial Química, área de
concentração: produtividade e materiais.
Orientador: Prof. Dr. Fernando Vernilli Júnior
Lorena – SP
2012

DEDICATÓRIA
Aos nossos pais e irmãos,
Aos nossos amigos,
Aos nossos professores
...os quais serviram de alicerce para que pudéssemos concretizar mais uma etapa
de nossas realizações profissionais.

AGRADECIMENTOS
Á Deus que sempre me deu forças e iluminou minha vida.
Aos meus pais, que sempre foram a base de todos os passos que tomei em
minha vida, pelo carinho, dedicação e amor. Sem eles com certeza não
conseguiria chegar até aqui.
Ao meu namorado, Thomaz Pelegatti Viel Zanivan, que compartilhou comigo
tantos momentos de alegria durante minha vida universitária. Agradeço pelo
amor, companheirismo e paciência.
Às minhas amigas de república pelos momentos de alegrias durante toda a minha
graduação, fazendo com que esse tempo fosse um dos melhores da minha vida.
À Amanda Borges Rodrigues e Helena Ruiz Ramos de Oliveira pelas longas
horas de conversa nos momentos difíceis e pela valiosa e sincera amizade.
Ao Fernando Vernilli pela dedicada orientação, disponibilidade e profissionalismo.
À Tecnored pelo apoio e oportunidade.
Ao Vinicius Mendes e Rochelle Gontijo pelo imensurável apoio e contribuição para
o meu crescimento profissional.
Ao Marcos Contrucci pelo apoio, carinho e incentivo a trilhar o caminho para o
sucesso.
À Maira Elizabeth Vicente Gouvêa pela ajuda no desenvolvimento desse trabalho.
A todos que, de alguma forma, colaboraram para a realização deste trabalho, o
meu sincero agradecimento.

“O sucesso nasce do querer,
da determinação e persistência em se chegar a um objetivo.
Mesmo não atingindo o alvo, quem busca e vence obstáculos,
no mínimo fará coisas admiráveis.”
José de Alencar.

RESUMO
Leoni, M. B. O processo Tecnored frente ao alto-forno e às novas
tecnologias de produção de ferro primário. 2012. Monografia (Trabalho de
Graduação em Engenharia Industrial química) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2012.
A indústria siderúrgica tem se mostrado cada vez mais exigente em relação a
qualidade do minério de ferro, pois a demanda de aço tem aumentado cada vez
mais em diversos países. Porém o problema que essas indústrias têm enfrentado
é a diminuição na qualidade dos minérios, os quais apresentam teores cada vez
mais baixos de pureza além da constante degradação de suas reservas. Diante
dessa situação a solução encontrada é o uso de finos de minério, que necessitam
de tratamento prévio para adequação nos processos de redução convencionais
(Alto-forno), o que gera diversos impactos ambientais. Esse caminho abriu espaço
para o surgimento de novas rotas de redução para a produção do ferro-gusa,
como o processo Tecnored. Basta agora saber se ele é um processo viável.
Palavras chaves: Minério de ferro, Alto-forno, Novas tecnologias de redução,
Tecnored.

ABSTRACT
Leoni, M. B. The process Tecnored against the blast furnace and the new
technologies of primary iron production. 2012. Monografia (Trabalho de
Graduação em Engenharia Industrial química) – Escola de Engenharia de
Lorena, Universidade de São Paulo, Lorena, 2012.
The steel industry has proven increasingly demanding about the quality of iron ore
as steel demand has grown increasingly in several countries. But the problem that
these industries have faced is the decrease in the quality of ores, which have
increasingly lower levels of purity beyond the steady degradation of its reserves.
Faced with this situation the solution is the use of ore fines, which require
treatment prior to adaptation processes in conventional reduction (Blast Furnace),
which generates many environmental impacts. This paved the way for the
emergence of new routes to reduce the production of pig iron, as the process
Tecnored. Just now whether it is a viable process.
Keywords: iron ore, blast furnace, new abatement technologies, Tecnored.
LISTA DE FIGURAS
Figura 1 - Classificação do minério de ferro por produto...................................... 20
Figura 2 - Demanda de minério de ferro e sua tendência..................................... 21
Figura 3 - Produção de aço por região em 2010............................................ 23
Figura 4 - Produção Mundial de aço com projeções de 2007-2021..................... 23
Figura 5 - Produção de aço no Brasil com projeções até 2021............................ 24
Figura 6 - Crescimento da produção de aço na China......................................... 25
Figura 7 - Briquetes e pelotas auto-redutoras....................................................... 28
Figura 8- Fabricação e cura das pelotas auto-redutora........................................ 29
Figura 9 - A mineração de ferro e a siderurgia..................................................... 30
Figura 10 - Estágio de evolução das tecnologias alternativas a fusão redutora em
alto-fornos............................................................................................................. 32
Figura 11- As zonas de um Alto-forno................................................................ 34
Figura 12 - Zonas de reação do Alto-forno........................................................... 36
Figura 13 - Força impulsora de um alto-forno....................................................... 39
Figura 14 - Perfil de temperatura num alto-forno.................................................. 40
Figura 15 - Fluxograma do processo FINEX......................................................... 47
Figura 16 - Fluxograma do processo HISMELT.................................................... 49
Figura 17 - Visão geral do fluxo............................................................................ 50
Figura 18 - Fluxograma do processo ITMK3…………………….....................…… 52
Figura 19 - ITmk3 nuggets………………………………………………...………….. 53

Figura 20 - O forno Tecnored................................................................................ 58
Figura 21 - Ciclo de geração e sequestro de CO2............................................................... 64
Figura 22 - Alimentação lateral de combustível no forno...................................... 65
Figura 23 - Conceito de modularidade.................................................................. 66
Figura 24 - Fatia modular do forno Tecnored ...................................................... 66
Figura 25 - Cinética do processo Tecnored em comparação com o alto-
forno...................................................................................................................... 67
Figura 26 - CAPEX dos processos de redução.................................................... 68
Figura 27 - OPEX dos processos de redução por parâmetros..............................69
Figura 28 - Comparativo do OPEX de cada processo.......................................... 71
Figura 29 - Taxa de emissão de gás carbônico por tonelada de ferro produzido,
por processo..........................................................................................................72
Figura 30 - Taxa de emissão de SOx por tonelada de ferro produzido, por
processo................................................................................................................ 72
Figura 31 - Taxa de emissão de NOx por tonelada de ferro produzido, por
processo................................................................................................................ 73
Figura 32 - Taxa de emissão de poeira por tonelada de ferro produzido, por
process.................................................................................................................. 73
LISTA DE TABELAS
Tabela 1 - Teor de ferro contido nas reservas brasileiras.................................19
Tabela 2 - Exportação do minério de ferro brasileiro.........................................19
Tabela 3 - Comparativos entre as tecnologias de redução....................................45
Tabela 4- Combustíveis alternativos com potencial uso no forno
Tecnored................................................................................................... 63
Tabela 5 - Comparativo do OPEX de cada processo........................................... 70
Tabela 6 – Regras de classificação dos itens avaliados na comparação entre os
processos.............................................................................................................. 74
Tabela 7 – Pontuação geral.................................................................................. 76
Tabela 8 – Pontuação adicional............................................................................ 76

SUMÁRIO
1. OBJETIVOS 14
1.1. Objetivo Geral 14
1.2. Objetivos específicos 14
2. JUSTIFICATIVA 15
3. METODOLOGIA 16
4. REVISÃO DA LITERATURA 18
4.1. Premissas 18
4.2. Minério de Ferro 18
4.2.1. Aspectos Gerais 18
4.3. Aço 22
4.4. Beneficiamento do minério de ferro 25
4.5. Pelotização 26
4.6. Sinterização 26
4.7. Coqueria 27
4.8. Aglomerados auto-redutores 27
4.8.1. Pelotas auto-redutoras 28
4.8.2. Briquetes auto-redutores 29
4.9. Redução 29
4.10. Rotas siderúrgicas 33
4.11. Alto-Forno 33
4.11.1. Reações no alto-forno 40
4.11.2. A viabilidade do Alto-forno 41
4.12. Tecnologias Alternativas de Redução 44
4.13. FINEX 47
4.14. HISMELT 49
4.15. ITMK3 52
4.16. Tecnored 54
4.16.1. A história do processo Tecnored 55
4.16.2. O forno Tecnored 57

4.16.2.1. Cuba Inferior 58
4.16.2.2. Zona de Fusão 59
4.16.2.3. Zona Superior 59
4.16.3. Versões do Forno Tecnored 60
4.16.4. Características do processo Tecnored 61
4.16.5. Flexibilidade de Matéria-prima 62
4.16.5.1. Carga metálica 62
4.16.5.2. Combustível 62
4.16.6. O conceito de Modularidade 65
5. DISCUSSÃO DOS RESULTADOS 68
6. CONCLUSÃO 77
7. REFERÊNCIAS 79

14
1. OBJETIVOS
1.1. Objetivo Geral
Estudar o processo Tecnored comparando-o com os processos convencionais
e com as novas tecnologias de produção de ferro-gusa.
1.2. Objetivos específicos
Analisar de forma geral as tendências do mercado de minério de ferro;
Discutir a viabilidade econômica do processo Tecnored;
Avaliar os impactos ambientais dos processos;
Verificar a adequação do processo Tecnored no cenário metalúrgico atual;
Estudar as matérias-primas e combustíveis usados nos processos.

15
2. JUSTIFICATIVA
A mineração vem experimentando uma expansão substancial nos últimos anos
devido ao aumento da produção e consumo do aço. Um exemplo são os países
asiáticos, que devido ao crescimento de suas economias, o consumo de produtos
siderúrgicos tem aumentado cada vez mais. Em destaque temos a China, que
impulsionada por investimentos na infra-estrutura e pelo aumento crescente do
consumo de bens duráveis vem exigindo uma demanda maior de ferro e aço.
Com isso, a necessidade crescente por produtos de aço na China e em todo o
mundo, seja sob a forma de matéria-prima para indústrias exportadoras, para
atendimento do mercado interno ou para um crescimento econômico, o que gera
uma demanda ainda maior para as siderúrgicas.
Porém em contrapartida a esse crescimento encontram-se teores de ferro cada
vez mais baixos, necessitando da concentração desses minérios. A degradação
das reservas e a diminuição da produção de ferro granulado vem exigindo um
aumento da utilização de finos de minérios para produção de ferro-gusa.
Essa necessidade de uso de finos de minério é incompatível com o processo
convencional mais utilizado para produção de gusa, o alto-forno, pois a matéria-
prima utilizada na alimentação desse forno necessita de uma granulometria maior,
sendo necessário então aglomerar finos de minério, por sinterização ou
pelotização.
Esses processos juntamente com a redução em alto-fornos, apesar de sua alta
produtividade, geram um forte impacto ambiental, pois são processos poluentes.
Além do que, esses processos são caros, acarretam em impactos nos custos de
produção e exigem uma planta de produção com dimensões cada vez maiores.
A cada dia crescem as exigências por melhoramentos nos custos operacionais,
na qualidade dos produtos e principalmente em medidas que reduzam os
impactos ambientais causados pelos processos siderúrgicos. Devido a esses
fatores novas tecnologias de redução vem surgindo em diversas partes do
mundo, como rotas alternativas de produção de ferro-gusa, a fim de reduzir
minérios de forma limpa e com menor custo.

16
3. METODOLOGIA
Para a realização desse trabalho serão utilizadas técnicas de investigação
bibliográfica.
A motivação para esse trabalho foi o estágio realizado de março à novembro na
empresa Tecnored Desenvolvimento Tecnológio S.A. Como é uma empresa de
desenvolvimento tecnológico o sigilo industrial é muito importante. Portanto, neste
tarbalho só serão apresentados dados de fontes públicas como fontes eletrônicas
em sítios da internet relacionadas ao tema, livros, artigos, seminários, e também
outras dissertações e teses.
Após a realização da pesquisa bibliográfica e o levantamento de todo o referencial
teórico relevante para esse trabalho, as informações serão analisadas, discutidas
e por fim, trazidas para este trabalho para comporem o conjunto de informações
que servirão de subsídios para a confecção da conclusão deste.
Este trabalho teve como objetivo fazer um estudo comparativo do processo
Tecnored com as demais tecnologias de redução e com o alto-forno. Porém
muitas dessas tecnologias são emergentes e possuem valores e resultados pouco
concretos e sedimentados. Então só será apresentado um estudo das
concorrentes mais diretas do Tecnored como o processo FINEX, HIsmelt, ITmk3 e
o clássico Alto-forno.
Primeiramente para compor esse trabalho será apresentado um breve estudo do
mercado do minério de ferro e do aço, analisando importações, exportações e
consumo, tanto brasileiro quanto mundial.
Em seguida será explicado brevemente o processo de beneficiamento do minério
e os processos de aglomeração (pelotização e sinterização) à fim de proporcionar
um certo embasamento ao leitor.
Finalmente será contextualizado as exigências da siderurgia moderna com as
tecnologias de redução, então, serão mostradas as tecnologias de redução
existentes e as possíveis concorrentes diretas do processo Tecnored.
Para cada tecnologia será apresentado uma breve explicação técnica do
processo e suas características segundo a visão de vários autores estudados.

17
Após essa análise das tecnologias (inclusive a do Alto-forno) será feita uma
análise mais aprofundada do processo Tecnored, mostrando suas vantagens e
desvantagens.
Então, depois de todo esse embasamento teórico será possível comparar os
processos através de dados estatísticos de várias fontes e chegar a uma
conclusão sobre a adequação do processo Tecnored no cenário metalúrgico e
siderúrgico atual.

18
4. REVISÃO DA LITERATURA
4.1. Premissas
Para facilitar o entendimento de certos parâmetros apresentados no decorrer
desta monografia, algumas informações são importantes conhecer:
CAPEX: é a sigla da expressão inglesa capital expenditure ( em português,
despesas de capital ou investimento em bens de capital) e que designa o
montante de dinheiro dispendido na aquisição (ou introdução de melhorias) de
bens de capital de uma determinada empresa. O CAPEX é, portanto, o montante
de investimentos realizados em equipamentos e instalações de forma a manter a
produção de um produto ou serviço ou manter em funcionamento um negócio ou
um determinado sistema.
OPEX: é a sigla inglesa operational expenditure - refere-se ao custo associado à
manutenção dos equipamentos e aos gastos de consumíveis e outras despesas
operacionais, necessários à produção e à manutenção em funcionamento do
negócio ou sistema.
Por exemplo, a aquisição de uma máquina é CAPEX, enquanto o custo com a sua
manutenção é (OPEX).
4.2. Minério de Ferro
4.2.1. Aspectos Gerais
O ferro é um dos elementos mais abundantes na crosta terrestre e de maior
aplicação na vida do homem, desde a antiguidade.

19
O ferro ocorre na forma de óxidos, hidróxidos, carbonatos e sulfetos. Os minerais
mais importantes economicamente são hematita (Fe2O3), magnetita (Fe3O4),
alumina (Al2O3), limonita (FeO.OH.nH2O), goethita (FeO.OH) e siderita (FeCO3)
(DERR et all, 1981; FLEISCHER 1983; ABREU, 1973; BALL, 1973; ALECRIM,
1982; LIMA, 1995; MAZON, 2006).
Os principais produtos gerados com a exploração do minério de ferro são os
granulados e os finos, divididos em “sinter feed” e “pellet feed”, sendo esses dois
últimos mais direcionados para alto-forno ou redução direta.
De acordo com o sumário mineral de 2011, feito pelo departamento nacional de
produção mineral (DNPM) a reserva mundial de minério de ferro é de cerca de
180 bilhões de toneladas e os países que apresentam as maiores reservas são:
Rússia, Ucrânia, China, Austrália e Brasil. O Brasil se destaca por ter minério de
ferro com uma alta taxa de pureza, mais ou menos 60% nas hematitas.
No Brasil as reservas estão localizadas em Minas Gerais (63%), Pará (18%) e
Mato Grosso do Sul (17%) como é mostrado na Tabela 1.
Tabela 1 - Teor de ferro contido nas reservas brasileiras
Estado Teor de ferro
Mato Grosso do Sul 55,6% Minas Gerais 43,6%
Pará 67,6%
Fonte: Sumário Mineral – 2011.
O sumário mineral de 2011 indicou que a produção mundial de minério de ferro
em 2010 foi de 2,4 bilhões de toneladas, com 15% representado pelo Brasil, e
este valor indica um aumento de 24,5% de aumento comparado com 2009.
O Brasil exporta minério de ferro e finos de minério totalizando 310,9 mt e os
países consumidores são: China, Japão, Alemanha, Coréia do Sul e França,
como mostra a Tabela 2.

20
Tabela 2 - Exportação do minério de ferro brasileiro
Destino da exportação brasileira Porcentagem de exportação
China 46%
Japão 11% Alemanha 7%
Coréia do Sul 4% França 3%
Fonte: Sumário Mineral – 2011.
A importação chinesa foi de extrema importância para o crescimento do comércio
de minério de ferro.
O minério de ferro se divide em 3 grupos segundo sua granulometria: granulado,
sinter feed e pellet feed, como mostrado na figura 1.
Figura 1 - Classificação do minério de ferro por produto ( Apresentação Samarco 2008 apud SOUZA, 2010).
A indústria siderúrgica é a maior e mais importante consumidora de minério de
ferro, absorvendo em torno de 95% das vendas de minério de ferro para a
produção de ligas. O principal processo de produção de aço é o alto-forno, sendo
que o processo de redução direta responde apenas a 5% da produção mundial de
minério de ferro. (SlDERURGIA NO BRASIL, 2010).
Porém o processo de redução direta vem crescendo devido aos seguintes fatores:

21
Busca de meios de produção mais limpo devido às pressões ambientais;
Necessidade do aproveitamento de finos de minério vindos da mineração;
Necessidade de módulos de produção mais compactos, de menores custos
de investimento, ao contrário das grandes siderúrgicas integradas.
Segundo Mourão (2007), devido à grande demanda e consequente produção de
aço, principalmente na China, há um aumento expressivo na mineração de ferro.
O aumento do PIB (Produto Interno Bruto) chinês estimula o mercado do aço, já
que o governo investe muito em infraestrutura, desenvolvimento da indústria de
bens de capital, consumo de bens duráveis, entre outros.
Como o país não produz todo o minério que necessita, sua alta demanda
fomentou o mercado mundial de minério de ferro. (SIDERURGIA NO BRASIL
2010).
A China produz muito minério, porém seu teor de ferro é muito baixo, o que faz
com que seja necessária a importação. Em 2010, a China importou cerca de 60%
de todo o minério exportado mundialmente e produziu cerca de 60% de todo o
ferro-gusa produzido no mundo (Mineral Commodity Summaries, 2012).
A Figura 2 apresenta a demanda de minério de ferro e sua tendência até 2035,
evidenciando a necessidade de métodos de produção de ferro primário mais
eficientes que possam suprir essa necessidade futura.
Figura 2 - Demanda de minério de ferro e sua tendência (CRU ANALYSIS, 2011b).

22
4.3. Aço
A demanda por aço aumentou consideravelmente nos últimos anos devido à sua
inegável importância na vida humana. Mas o seu desenvolvimento também teve
alguns momentos de baixa da história.
A partir dos anos 1970 até o início de 2000, a indústria siderúrgica teve baixas
taxas de crescimento, resultado da substituição do aço por outros metais, como o
alumínio (construção). No século 21, o mercado de aço se recuperou , pois
aumentou a demanda por aço, o que fez com que o preço aumentasse e a
rentabilidade das empresas também (FONSECA et al., 2007).
De acordo com Fonseca et al. al (2007), os movimentos responsáveis pelas
tendências atuais do mercado de aço são:
O crescimento acelerado do mercado chinês desde 2003;
Processo de consolidação do setor, com a formação de grandes grupos
internacionais e a privatização do sector;
A distribuição internacional da produção, objetivando a racionalização da
logística da produção.
Por muitos anos as estatais dominaram o cenário mundial de aço. Porém com
privatização e a liberalização do comércio em diversas economias, a concorrência
no setor aumentou. Com o aumento da demanda por aço, do preço do aço e das
matérias-primas devido à participação da China no mercado, as empresas foram
obrigadas a agilizar o processo e criar novas estratégias de marketing (Fonseca
et al., 2007).
A Figura 3 mostra o destaque da Ásia com aproximadamente 900 milhões de
toneladas de aço produzido, o que representa 65% da produção mundial total. A
China representa em torno de 68% do total produzido na Ásia.

23
Figura 3 - Produção de aço por região em 2010 (CRU ANALISYS, 2011a)
A Figura 4 mostra projeções da produção mundial até 2021, e de 2007 até 2021 a
produção mundial de aço terá um crescimento médio anual de 3,2%.
Figura 4 - Produção Mundial de aço com projeções de 2007-2021 (CRU ANALISYS, 2011a).

24
A produção brasileira de aço, em 2011, foi de 35,16 milhões de toneladas de aço
como mostrado na Figura 5. O crescimento verificado nos últimos dois anos deve-
se, principalmente, à entrada em operação da CSA.
Minas Gerais lidera a produção de aço com 33,2% e 94% da produção brasileira
de aço está concentrada no Sudeste.
Figura 5 - Produção de aço no Brasil com projeções até 2021 (CRU ANALISYS, 2011a).
Antes de 2003, a China era grande importadora de aço. Em 2003, a China
aumenta sua capacidade de produção e passa a repor suas importações, como é
evidenciado na Figura 6. Em 2005, o país já era o maior produtor, contribuindo
com quase 1/3 da produção total mundial.

25
Figura 6 - Crescimento da produção de aço na China (Steel Statistical Yearbooks 2011).
4.4. Beneficiamento do minério de ferro
O processamento mineral pode ser conceituado como o conjunto de operações
básicas que são realizadas no minério bruto com o objetivo de obter sua
adequação, ou seja, produtos comercializáveis. As principais operações unitárias
do beneficiamento analogicamente aos conceitos colocados por Chaves (2002) e
Luz et al (2004) são:
1. Lavra do minério – operações de extração do minério
2. Cominuição – etapa de redução do tamanho do minério com a finalidade de
adequar seu tamanho para as operações seguintes. É composta pela
britagem e moagem.
3. Concentração – Etapa responsável por tornar o minério mais puro. Que
visa separar as partículas, não só por diferentes espécies minerais, mas
também por diferentes níveis de pureza. Os principais são a concentração
gravítica, concentração magnética e a flotação.
4. Aglomeração – Etapa de transformação de finos de minérios em
aglomerados mais resistentes para posterior redução. Tem como finalidade
Crescimento acelerado

26
a agregação de valor ao minério de ferro. Os dois principais processos são
a pelotização e a sinterização.
5. Operações auxiliares de armazenamento e transporte entre uma operação
e outra.
4.5. Pelotização
É a etapa de aglomeração dos finos de minério para posterior utilização em
fornos para produção do gusa. Os finos de minérios mais os aditivos necessários
são colocados em discos de pelotização para a formação de pelotas cruas, com
influência da ação do Roller Press. Então essas pelotas com a granulometria
apropriada e resistência mecânica suficiente são transportadas até os fornos de
endurecimento. Os aditivos são os aglomerados e ligantes, o carvão mineral e
calcário, sendo a bentonita o principal aglomerante utilizado.
A principal finalidade do carvão é a introdução de energia térmica no processo
de sinterização da pelota, diminuindo o consumo de óleo combustível do forno. O
carvão também gera uma distribuição ótima de calor na pelota durante a queima,
aumentando a produtividade do processo. Já o calcário é importante para que a
pelota sinterizada adquira resistência mecânica e características metalúrgicas
para os processos seguintes.O produto final, denominado pelota, é utilizado tanto
em altos-fornos como em reatores de redução direta, dependendo da composição
química, das propriedades físicas e características metalúrgicas.
4.6. Sinterização
Consiste em aglomerar finos de minério de ferro, finos de coque, fundentes e
aditivos. A carga é aquecida por intermédio de queimadores e com o auxílio de
fluxo de ar. A temperatura que se desenvolve durante o processo atinge 1.300 a
1500oC, suficiente para promover a ligação das partículas finas do minério,
resultando num produto uniforme e poroso chamado sínter, que é um material
sólido, poroso, sendo que a granulometria necessária para os alto-fornos pode
ser conseguida por britagem.

27
4.7. Coqueria
Coqueria é a unidade industrial que transforma mistura de carvões minerais em
coque. O coque metalúrgico é empregado nos altos fornos, onde pode atuar
como combustível, redutor, fornecedor de carbono ao gusa e permeabilizador da
carga. No custo de produção do ferro gusa, a fatia do coque supera 40%, daí a
importância que lhe é conferida na siderurgia (BRAGA 2009).
A produção brasileira de carvão e equivalente a 0,1% do total mundial. No pais,
o maior consumo de carvão é justamente na produção de coque de alto-forno
(SlDERURGIA NO BRASIL, 2010).
4.8. Aglomerados auto-redutores
Segundo Noldin (2002), “a auto-redução caracteriza-se pelas rápidas reações
químicas que ocorrem através do contato dos reagentes, em um ambiente livre de
gases inertes, logo com alta pressão parcial dos gases redutores”. Os
aglomerados auto-redutores são assim chamados por apresentarem em sua
composição o agente redutor, não dependendo da ação de um agente redutor
externo, como nos processos clássicos.
Os aglomerados auto-redutores são curados a frio, usualmente produzidos a
partir de uma mistura de finos de minério de ferro ou resíduos e um agente
carbonoso que pode ser “in natura” ou derivados/subprodutos de outros
processos. A Figura 7 apresenta a documentação fotográfica de dois tipos de
aglomerados, pelota e briquete. O ambiente interno dos aglomerados propicia
elevadas taxas de redução (extração do oxigênio do minério) (NOLDIN, 2007).

28
Figura 7 - Briquetes e pelotas auto-redutoras (NOLDIN, 2007).
4.8.1. Pelotas auto-redutoras
As pelotas auto-redutoras são esféricas e produzidas da mesma forma que as
convencionais utilizadas em processos metalúgicos, ou seja, em discos de
pelotização ou tambores de pelotamento. O que difere uma da outra é a fase de
sinterização, ou seja, a pelota auto-redutora não necessita dessa etapa de
processo já a pelota convencional sim. Ela dispensa esse tipo de etapa pois não
precisa de um nível elevado de resistência mecânica. A Figura 8 mostra
esquematicamente o processo de fabricação de pelotas auto-redutoras.

29
Figura 8- Fabricação e cura das pelotas auto-redutoras (CONTRUCCI et al, 1992).
4.8.2. Briquetes auto-redutores
Os briquetes, cujo o processo de endurecimento foi realizado à temperatura
ambiente, apresentam baixa resistência mecânica quando submetidos à
temperatura elevada. O seu uso fica restrito aos processos onde se utiliza baixa
pressão. No processo de briquetagem, a mistura passa entre rolos estampados
que possuem forma de meio briquete. Esta mistura ao passar pelos rolos é
prensada dando forma ao briquete.
A principal diferença entre o briquete e a pelota é a faixa granulométrica, o
briquete apresenta uma faixa muito mais abrangente do que a pelota, pois esta
exige uma faixa estreita de tamanho (NOLDIN, 2007).
4.9. Redução
É o processo de obtenção do ferro primário e consiste na redução dos seus
óxidos por meio de um combustível de carbono redutor, em geral coque, carvão
vegetal e carvão mineral. Para que as reações de redução ocorram em
velocidades rápidas, é necessário temperaturas acima de 1000ºC, obtendo assim,
o ferro por redução direta ou indireta (MACHADO, 2006)..

30
De acordo com Machado (2006) redução direta consiste na redução do minério a
ferro metálico sem que ocorra a fusão da carga, diferentemente da redução
indireta que é a utilizada no convencional Alto-forno.
Essencialmente para a obtenção do ferro primário existe duas rotas de obtenção.
Uma via Alto-forno onde o produto final é o ferro-gusa e outra via redução direta
onde o produto final pe p ferro-esponja (KEMPKA, 2008).
A Figura 9 mostra o esquema de obtenção do aço desde às minas até o aço
líquido.
Figura 9 - A mineração de ferro e a siderurgia (SIDERURGIA NO BRASIL, 2010).
Também existe uma terceira rota denominada Redução/Fusão, que vem sendo
desenvolvida ao longo dos anos. São tecnologias mais modernas, flexíveis à
utilização de matérias-primas, ambientalmente sustentáveis e estão ganhando
espaço no mercado devido a redução do custo de instalação (CAPEX) e de
produção (OPEX) (SIDERURGIA NO BRASIL, 2010).

31
Os processos tradicionais apresentam algumas desvantagens. O clássico Alto-
forno, por exemplo, por mais consolidada que essa tecnologia esteja, ele depende
de fontes de carvão coqueificável, processos de sinterização/pelotização
(preparação da carga), deve ter uma elevada escala de produção e seu custo de
implantação é elevado. Já os processos de redução direta operados gás natural
apresentam desvantagem pelo fato de dependerem da disponibilidade de gás
natural, o que dificulta a instalação de uma planta e eleva seu CAPEX
(NOGUEIRA, 2010).
Esses fatos somados com as exigências da siderurgia moderna e do estudo
apresentado acima do mercado de minério de ferro e aço, fica evidente a
necessidade de desenvolvimento de tecnologias alternativas.
De acordo com Noldin et al (2003a) tanto as tecnologias tradicionais quanto as
novas tecnologias devem oferecer uma solução à lista de exigências da siderurgia
moderna, tais como:
Baixo custo de investimento (CAPEX);
Baixo custo operacional (OPEX);
Flexibilidade de escala, uso de matérias-primas e de produto;
Uso de combustíveis sólidos alternativos;
Uso de finos de minério;
Compatibilidade ambiental (com aproveitamento de resíduos, menores
emissões, etc);
Alta eficiência energética;
Eliminação de etapas de processo caras e que não são ambientalmente
viáveis (sinterização e coquerias).
A Figura 10 mostra o estágio de evolução das tecnologias alternativas a fusão
redutora em alto-fornos.

32
Figura 10 - Estágio de evolução das tecnologias alternativas a fusão redutora em alto-
fornos (NOLDIN et al, 2009).
Para uma melhor compreensão da metodologia adotada, notamos na Figura 10
que a única tecnologia de redução em estágio de maturidade é o Alto-forno. Então
iremos à partir do próximo capítulo apresentar um estudo sobre o alto-forno e o
Tecnored e suas possíveis tecnologias concorrentes.
O alto-forno é a única tecnologia em estágio de maturação que apresenta
conceitos de processo e eficiência de produção já comprovados à mais de 100
anos que servem de modelo para uma comparação mais concreta e real da
verdadeira viabilidade do Tecnored.
A Figura 10 mostra a localização do processo Tecnored, que se encontra no início
do estágio de consolidação comercial. Comparado com seus concorrentes mais
expressivos como Hismelt e Finex, que já estão neste estágio há mais de 3 anos,
fica claro a necessidade de um desenvolvimento mais acelerado do Tecnored
para comprovação de sua viabilidade comercial. Tornando-o assim, um forte
concorrente tanto para essas tecnologias em evolução quanto para o Alto-forno
(SIDERURGIA NO BRASIL, 2010)
Um fator que merece destaque é o declínio que o Alto-forno apresentou em 2000,
se mostrando para os estudiosos em estágio de declíneo tecnológico eminente.

33
Porém desde 2002 o Alto-forno vem sofrendo inúmeras mudanças positivas em
seu processo, devido a estudos inovadores que foram desenvolvidos, o que
acabou recolocando-o em posição de destaque novamente e ficou denominado
como Alto-Forno Moderno (SIDERURGIA NO BRASIL, 2010 e ESTUDO
PROSPECTIVO DO SETOR SIDERÚRGICO, 2009).
4.10. Rotas siderúrgicas
As usinas siderúrgicas são classificadas de acordo com seu processo produtivo:
Integrada: Ocorrem os processos de redução em que o minério de ferro e o
carvão após serem processados, são carregados no alto-forno para
produção do gusa. Depois ocorre o refino na aciaria, onde o gusa líquido
se transforma em aço e por último a laminação.
Semi-integrada: É utilizado o ferro já reduzido, proveniente do pão de gusa
(gusa sólido), DRI/HBI (ferro esponja) e sucata. Ocorrem as fases de refino
e laminação.
4.11. Alto-Forno
O alto-forno é um reator que funciona em contra corrente com troca de calor e
oxigênio entre a carga sólida descendente e os gases ascendentes (CASTRO,
2006).
Tem o formato similar a uma chaminé, e tem estrutura interna de um material
cerâmico e refratário (resistente a altas temperaturas) para que o forno possa
atingir a temperatura necessária para que ocorram as reações.
Segundo Castro (2006) o objetivo do processo é reduzir os óxidos de ferro para a
produção de ferro metálico (gusa) em condições de baixo custo e alta
produtividade.

34
Um alto-forno em operação contém, do topo para a sua base,conforme mostrado
na Figura 11 :
Camadas de minério e coque.
Uma área onde o minério começa a se amolecer e fundir (zona de
amolecimento–fusão).
Uma área onde existe apenas coque e ferro/escória líquidos a qual é
chamada de zona de “coque ativo” ou zona de gotejamento.
O homem morto: o coque no cadinho do forno.
O alto-forno possui uma forma cônica típica. As seções do topo para a base são:
• Goela, onde se encontra a superfície da carga.
• A cuba.
• A rampa paralela ou ventre.
• A rampa.
• O cadinho.
Figura 11- As zonas de um Alto-forno (GUEERDES et al 2004).

35
LU, W-K (1990) descreveu o alto-forno como sendo dividido em regiões como
mostra a Figura 11. Em cada uma destas regiões ocorrem reações físico-
químicas e condições termoredutoras distintas que agem de maneira diferenciada
sobre os materiais carregados.
Para o bom desempenho do reator, são exigidas determinadas características de
qualidade para a carga metálica e o coque, é necessário que eles apresentem
propriedades específicas.
Zona Granular:
É a região superior do alto-forno onde encontra-se a carga metálica sólida, livre
de escória ou metal líquido. É constituída por camadas alternadas de carga
metálica e coque, como mostra a Figura 12 (CASTRO, 2006).
A carga metálica juntamente com o redutor (coque ou carvão vegetal) desce em
contracorrente com os gases. As camadas de minério se tornam mais finas à
medida que descem no forno, sofrendo elevada degradação (GOMES, 2004).
O contato do gás redutor produzido nas regiões inferiores com os óxidos de ferro
promove a sua redução direta ou indireta. O fator permeabilidade é essencial para
a efetividade do processo, portanto, todas as ações que levem a geração de finos
devem ser evitadas. Na zona granular a carga metálica é submetida a inúmeros
esforços mecânicos como abrasão e impacto, crepitação e degradação
(CASTRO, 2006).

36
Figura 12 - Zonas de reação do Alto-forno (Editada de CASTRO, 2006).
Zona coesiva:
É onde a carga metálica amolece e funde em vários graus de redução. É
constituída por uma série de anéis empilhados formando um cone, onde cada
anel é a camada metálica em estado de fusão (GOMES, 2004).
As camadas permeáveis do coque permite que o gás ascendente atravesse a
região. O O2 remanescente combinado com a carga metálica é removido pelo
coque por redução direta (CASTRO, 2006).
É nessa região que ocorre a maior parte da redução dos óxidos, dusão do metal e
escória e é também nessa região que ocorre a reação de Boudouard

37
(CO2 + C→2 CO). Além disso é uma zona de grande absorção de calor.
De acordo com Gomes (2004) uma boa redução dos minérios depende da
distribuição adequada dos gases na Zona Coesiva.
Zona de Gotejamento:
O metal e a escória líquidos descem sob o leito poroso de coque em
contracorrente com o gás redutor. Nessa zona está presente as fases sólida,
líquida e gasosa e pode ser dividida em 2 regiões: zona de coque ativo e zona de
coque inativo (homem morto). O homem morto pode ser consumido à medida que
o carbono do coque incorpora o gusa. A zona de combustão (“raceway”) é a
região localizada em frente as ventaneiras, onde ocorre a combustão do carbono
do coque com o oxigênio do ar soprado. O “raceway” pode ser descrito como uma
cavidade formada pelo efeito do jato de ar soprado, na qual as partículas de
coque estão em alta turbulência, como mostra a Figura 13. O gusa e a escória
gotejam em contracorrente com os gases quentes e então os líquidos se
acumulam no cadinho juntamente com o empilhamento do coque. Nesta etapa o
metal líquido absorve silício, enxofre e impurezas, completando assim, a redução
completa dos óxidos (GOMES, 2004 e CASTRO, 2006).
Zona de combustão:
O ar quente soprado pelas ventaneiras faz o coque entrar em combustai elevando
a temperatura e os gases resultantes sobem aquecendo a carga (MACHADO,
2006), equação 1.
C + O2 → CO2 e mais calor...................................................................................(1)
Em presença de muito carbono (atmosfera redutora) e em temperaturas acima
de1000º C o gás CO2 resultante da combustão do coque com o ar, reage com o
carbonoformando o gás redutor CO (MACHADO, 2006), equação 2.

38
CO2 + C → 2CO....................................................................................................(2)
O CO em ascenção é o principal agente redutor do minério de ferro.
No que diz respeito à operação do alto-forno dois fatores devem ser observados:
a eficiência da queima e a taxa de substituição de carvão/coque (SILVA et al,
1999).
Para que a queima seja eficiente os seguintes fatores devem ser controlados:
taxa de injeção (t carvão injetado/ t gusa), temperatura de sopro, concentração de
O2 e o tipo de carvão. Quanto maior a taxa de injeção, maior deve ser a
temperatura do sopro e maior a concentração de O2 para que a queima seja
eficiente (GOMES, 2004).
Cadinho:
Esta região localiza-se na base do reator onde ficam armazenados a escória e o
ferro gusa produzidos na forma líquida, até que sejam removidos através dos
furos de corrida.

39
Figura 13 - Força impulsora de um alto-forno (GUEERDES et al, 2004).
Sistema de limpeza de gases
O gás que sai no topo do alto fomo arrasta consigo poeiras que não podem ser
lançadas na atmosfera, por isso, todo o material é submetido a um sistema de
controle ambiental que separa todas as partículas sólidas, formando uma lama
que é aproveitada na sinterização.
A limpeza do gás é geralmente feita por um coletor de pó, venturis, lavador de gás
(bischoff), precipitador eletrostático e separador de neblina (MACHADO, 2006).

40
4.11.1. Reações no alto-forno
Figura 14 - Perfil de temperatura num alto-forno (GUEERDES et al, 2004).
As reações químicas que ocorrem no alto-forno estão citadas a seguir:
Zona Granular:
Para temperatura entre 200ºC e 950ºC.
3 Fe2O3 + CO → 2Fe3O4 + CO2.............(3) ΔH = - 10,33 Kcal/mol
Fe3O4 + CO → 3FeO + CO2…………..(4) ΔH = + 8,75 Kcal/mol
Para temperatura entre 950ºC e 1000ºC.
FeO + CO → Fe + CO2........................(5) ΔH = - 3,99 Kcal/mol
Zona coesiva:
Redução direta.
FeO + CO → Fe + CO2 ΔH = - 3,99 Kcal/mol
CO2 + C → 2 CO ΔH = + 41,21 Kcal/mol
FeO + C→ Fe + CO...............................(6) ΔH = + 37,22 Kcal/mol

41
Formação da escória primária.
SiO2 + 2FeO → 2FeO.SiO2...........................................................................................(7)
Al2O3 + FeO → FeO.Al2O3............................................................................................(8)
SiO2 + MnO → MnO.SiO2..............................................................................................(9)
SiO2 + 2CaO → 2CaO.SiO2........................................................................................(10)
Zona de gotejamento:
FeO(l) + CO → Fe(l) + CO2…………………………………………………………….…….(11)
CO2 + C → 2CO………………………………………………………………………………(12)
P2O5 + 5CO → 2P + 5CO2…………………………………………………………………(13)
P2O5 + 5C → 2P + 5CO…………………………………………………………………….(14)
SiO2 + 2C → Si + 2CO........................................................................................(15)
FeS + CaO + C → CaS + CO + Fe.....................................................................(16)
FeS + MnO + C → MnS + Fe + CO…………………………………………………(17)
MnS + CaO + C → Mn + CaS + CO………………………………………………(18)
4.11.2. A viabilidade do Alto-forno
A usina integrada via alto-forno é a rota mais utilizada para a produção de aço e
atualmente vem sofrendo contínua modernização devido às exigências
operacionais e ambientais, já mencionadas, tais como:
Baixos níveis de emissões de gases poluentes;
Maior compatibilidade ambiental;
Maior eficácia no tratamento e reciclagem de resíduos;
Flexibilidade de matéria-prima;
Baixo OPEX e CAPEX.

42
O alto-forno opera em larga escala e produz cerca de 600 kg de resíduos por
tonelada de aço produzido, isso sem falar nos processos extremamente poluentes
necessários para essa rota de produção como sinterização e coqueria (SÁVIO,
2012).
A operação do alto-forno requer uso de aglomerados de minério de ferro, fonte
significativa de SOx, NOx e dioxinas. Assim como requer uso de aglomerados de
carvão, fonte significativa de SOx, NOx e benzeno. Além do que o alto-forno
requer elevado custo de capital e extensa área para implantação – larga escala
(CURSO ABM, 2009).
De acordo com o Relatório Interno da Tecnored (2012), o alto-forno é uma
tecnologia já dominada que necessita de elevados investimentos tanto no alto-
forno em si, mas também nas coquerias e plantas de sinterização. Depende de
fontes não-renováveis (carvão mineral) e apresenta custo de produção elevados
devido ao preço das matérias-primas (carvão e minério de ferro).
Segundo Bates (2012) o alto-forno é inflexível, operando com um carregamento
metálico e de coque com especificações definidas, o que acarreta em impactos
nos custos de produção. Além do que altos preços são pagos por essas
matérias-primas, para que as mesmas cumpram com as especificações
desejadas. O custo para construir um novo alto-forno ou reformar um já existente
é muito alto e o custo para manter coquerias e plantas de sinterização nos
padrões atuais de controle de emissões podem não compensar.
O alto-forno também vem se modificando para entrar nos novos padrões da
siderurgia. Como é o caso do alto-forno moderno que utiliza técnicas de melhor
“convivência” com teores mais elevados de fósforo, sílica e alumina; menores
emissões líquidas de CO2, reciclagem de resíduos, baixa utilização da água, uso
de minérios mais finos (através de técnicas de micro-aglomeração) e reciclagem
do gás de topo (CURSO ABM, 2009).
A utilização do mini alto-forno a carvão vegetal também se mostra uma opção
mais vantajosa que o alto-forno a coque por apresentar (SIDERURGIA NO
BRASIL, 2010):

43
Menor desgaste do alto-forno;
Inexistência de contaminantes danosos ao aço;
Menor produção de escória;
Menor consumo energético.
No entanto, é limitado por restrição da capacidade de carga no alto-forno. Outro
aspecto negativo é a necessidade de elevados investimentos em terra.
Antigamente apresentava problemas de cunho sócio-ambiental, pelo uso
inadequado de carvão vegetal de florestas nativas.
O mini alto-forno não difundiu no Brasil porque é necessário investir em coquerias
ou importar o coque (ficando preso ao preço do mercado). O mini alto-forno a
carvão vegetal e não a coque também é uma outra alternativa e apresenta como
principais características (RELATÓRIO INTERNO TECNORED, 2012):
Uso de fonte Renovável de energia;
Não há riscos tecnológicos;
Baixa escala de produção;
Necessidade de um maior controle da origem do carvão vegetal;
Exige investimentos em terra (devido ao carvão vegetal necessitar áreas
para plantação);
Baixo controle ambiental.
Devido ao fato do mini alto-forno ser de baixa escala de produção ele não será
estudado detalhadamente e nem entrará no estudo comparativo entre os
processos.
É sabido que o alto-forno é bastante eficiente para produção do gusa e que sua
substituição não acontecerá de uma hora para a outra. Mas como o alto-forno
não atende às novas exigências da siderurgia moderna, ele acaba abrindo espaço
para a inserção de novas rotas tecnológicas de redução, já que essas são
alternativas mais sustentáveis. O Mini Alto-forno também entra como uma outra
alternativa pois apresenta baixo CAPEX, flexibilidade na preparação e
composição da carga, mas faz uso do coque como combustível. (NOLDIN et al,
2008).

44
4.12. Tecnologias Alternativas de Redução
As novas tecnologias alternativas de redução têm se mostrado fundamentais no
processo de renovação da siderurgia, principalmente no fornecimento de ferro
primário para mini-mills e na reciclagem de resíduos siderúrgicos (Noldin et al,
2003b).
Essas tecnologias podem seguir 3 vertentes (Noldin et al, 2003b):
Fusão redutora Os óxidos de ferro são dissolvidos em banhos metálicos
ou escórias líquidas, reduzidos pelo carbono dissolvido, produzindo metal
líquido. (Ex: HIsmelt, Ausiron, AISI, Romelt).
Redução sólida: Os reatores de leito fluidizado fazem uso da interação
gás-sólido, para reduzir as partículas suspensas de finos de minérios de
ferro, por gases redutores, produzindo ferro-esponja. (Ex: HyL, Midrex,
etc).
Auto-redução: Utiliza uma mistura de finos de minério de ferro ou de resíduos
ferrosos, com finos de materiais carbonosos, como o carvão mineral,
aglomerados na forma de pelotas ou briquetes que são reduzidos pelo
modelos de reação sólido-sólido, via intermédiários gasosos, com alta
velocidade de redução, produzindo metal líquido ou ferro-esponja. (Ex: Oxycup
e Tecnored).
Com os dados mostrados na Tabela 3 somados com os dados presentes na
Figura 10 fica mais fácil de observar as principais tecnologias concorrentes com o
Tecnored.

45
Tabela 3 - Comparativo entre as tecnologias de redução
CARGA DE FERRO
REDUTOR PRODUTO
CARVÃO GÁS NATURAL
Pelotas/ Lump AISI
COREX
HOT METAL OR
FULLY REDUCED IRON
Aglomerados auto-redutores
TECNORED OXICUP ITMK3
Finos HISMELT, DIOS,
ROMELT, AUSIRON FINEX
Pelotas/ Lump SL/RN, DRC,
ACCAR HYL
MIDREX
DRI Aglomerados
auto-redutores
FASTMET, MAUMEE IDI,
INMETCO, REDSMELT
Finos CIRCOFER PRIMUS
CIRCORED, IC (FE₃C), FINMET
FONTE: Adaptado de NOLDIN, 2011.
A primeira é o Alto-forno que é ainda o principal processo para produção de gusa
e a única tecnologia consolidada, portanto, principal concorrente do Tecnored.
Mas fazendo uma análise somente das novas tecnologias, nota-se que a as
tecnologias que estão no mesmo estágio de evolução que o Tecnored, segundo a
Figura 10 são: ITMK3, HISMELT, OXYCUP, PRIMUS, COREX, MINI- AF (mini
alto-forno), FINEX, FINMET, RHF (FASTMET, REDSMET) e CIRCORED.
Porém nem todas essas tecnologias apresentam o mesmo produto final que o
Tecnored, as que apresentam como produto o metal líquido são: COREX,
OXICUP, ITMK3, HISMELT e FINEX.
Todas essas tecnologias usam carvão não-coqueificável como combustível,
menos o processo OXYCUP, que utiliza coque.
Os processos COREX e FINEX são muito parecidos, diferem entre si apenas pela
data de desenvolvimento, pelo tipo de matéria-prima usada e pela granulometria
do combustível. O processo COREX utiliza como matéria-prima pelotas ou lump e

46
como combustível ele utiliza diretamente o carvão não-coqueificável granulado. Já
o processo FINEX utiliza diretamente como matéria-prima finos de minério e como
combustível utiliza diretamente finos de carvão não-coqueificável. Com isso pode-
se concluir que entre esses dois processos, o FINEX é mais flexível do que o
COREX, além de ser uma tecnologia mais recente.
Então para simplificar o estudo das novas tecnologias de redução, concorrentes
do Tecnored, só será mostrado nesse trabalho um breve estudo das seguintes
tecnologias: ITMK3, HISMELT e FINEX.
Como já mencionado anteriormente, o mini alto-forno não será estudado nesse
trabalho para efeito comparativo com o Tecnored, pois apresenta pequena escala
de produção e seu controle ambiental ainda é insuficiente, pois não atende as
atuais exigências ambientais.
A etapa de redução é a que mais necessita de capital e energia e é responsável
pela produção de unidades de ferro-virgem ou ferro-primário. E por isso a
crescente necessidade de aprimorar e desenvolver os processos de redução.
Apesar dos inegáveis avanços de otimização dos alto-fornos, houve pouco
sucesso nas tentativas de substituição destes por outras tecnologias.
Porém esses processos alternativos têm apresentado melhoras significativas em
seus processos e com esse desenvolvimento acelerado, buscam sim, substituir o
clássico alto-forno que, apesar de eficiente vem sofrendo diversas pressões
ambientais, técnicas e econômicas.
De uma maneira geral, os processos alternativos buscam oferecer às siderúrgicas
as seguintes características (Noldin et al, 2003b):
Flexibilidade de matéria-prima;
Dispensa de uso de unidades de coqueria e sinterização;
Maior eficácia para a reciclagem dos resíduos gerados pela unidade e por
terceiros;
Baixos custos fixos;
Maior flexibilidade de produção para atender às variações de demanda;
Maior compatibilidade ambiental;

47
Baixo custo operacional, mesmo para escalas de produção mínimas
(OPEX);
Baixo custo de instalação, ampliação ou reforma (CAPEX);
Boa adequação às instalações e procedimentos existentes;
Uso otimizado da área disponível;
Maior eficiência energética.
4.13. FINEX
Figura 15 - Fluxograma do processo FINEX (PASSOS, 2009).
Foi desenvolvido pela POSCO e VAI-SIEMENS à partir do COREX. O reator
utilizado no processo COREX foi substituído por uma série de reatores de leito
fluidizado (CURSO ABM, 2009).
Carga metálica: finos de minério (pré-reduzidos em leito fluidizado)
Redutor: finos de carvão (compactados à quente e injeção de carvão pulverizado)
(CURSO ABM, 2009).

48
Neste processo o minério é carregado em uma série de reatores de leito
fluidizado no sentido descendente, onde é aquecido e reduzido, produzindo ferro-
esponja. Ao final da redução o ferro esponja é briquetado à quente e transferido
por gravidade até o reator onde acontece a fusão. É nessa etapa que o carvão é
adicionado simultaneamente com o oxigênio (SIEMENS VAI, 2012).
De acordo com Passos (2009) o gás que é gerado pela gaseificação do carvão
(CO +H₂) flui em contracorrente com o minério.
De acordo com Siemens Vai (2012) o processo apresenta as seguintes
características:
Utiliza matéria-prima de baixo custo;
Apresenta CAPEX e OPEX mais baixos que o Alto-forno;
Emissões mais baixas de SOx e NOx mais baixas que o Alto-forno.
De acordo com os estudos realizados sobre o processo FINEX pelo U.S
DEPARTMENT of ENERGY (2000), esse processo é ambientalmente
sustentável e apresenta a vantagem econômica de ter flexibilidade
operacional e dispensar coqueria e sinterização.
Siemens Vai (2007), contudo, afirma que o FINEX é um processo
economicamente favorável se comparado com o Alto-forno, apresenta
baixas taxas de emissão de poluentes e a exportação do gás de processo
para várias aplicações metalúrgicas e produção de energia, agrega valor ao
processo.
Após vários testes em laboratórios e em plantas pilotos, em Agosto de 2004 foi
assinado o contrato com a Siemens Metals & Mining Technologies, para construir
uma planta oficial na Coréia do Sul, E, finalmente, em 30 de Maio de 2007, iniciou
a sua primeira corrida com capacidade de 1,5 milhões de toneladas de metal
fundido ao ano (LEE, 2008).
49
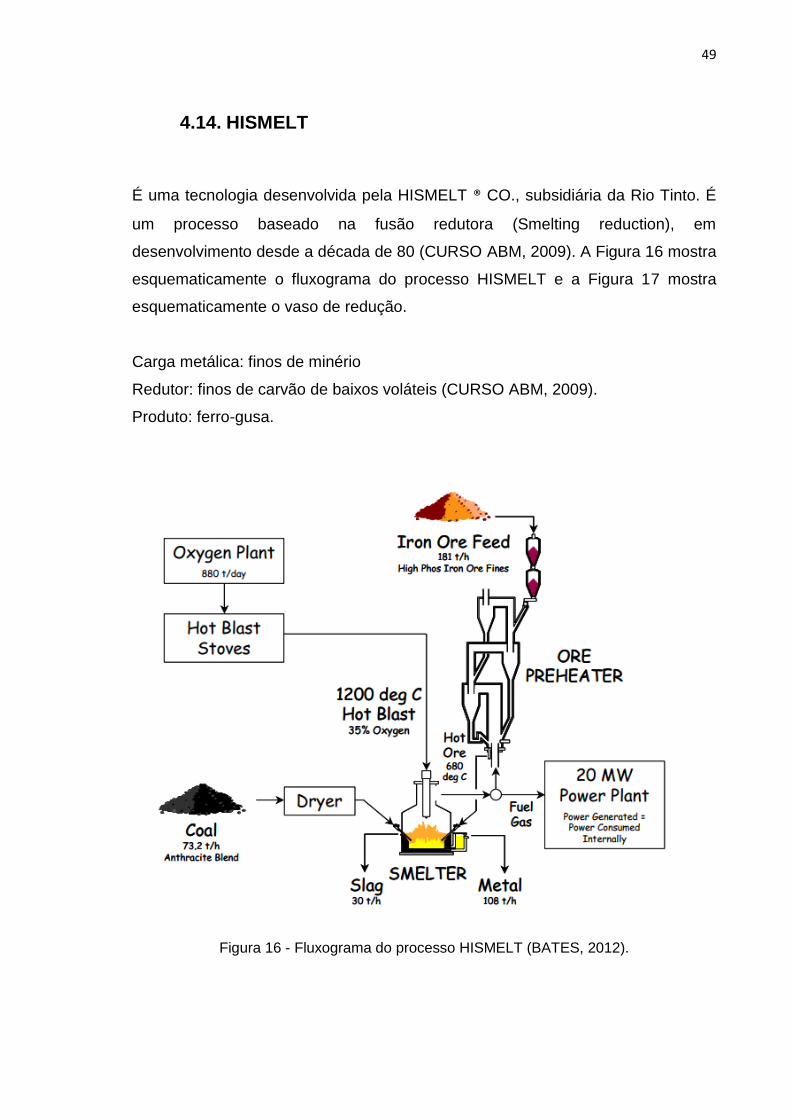
4.14. HISMELT
É uma tecnologia desenvolvida pela HISMELT ® CO., subsidiária da Rio Tinto. É
um processo baseado na fusão redutora (Smelting reduction), em
desenvolvimento desde a década de 80 (CURSO ABM, 2009). A Figura 16 mostra
esquematicamente o fluxograma do processo HISMELT e a Figura 17 mostra
esquematicamente o vaso de redução.
Carga metálica: finos de minério
Redutor: finos de carvão de baixos voláteis (CURSO ABM, 2009).
Produto: ferro-gusa.
Figura 16 - Fluxograma do processo HISMELT (BATES, 2012).

50
Diferentemente dos demais processos bath smelting a redução dos óxidos e a
gaseificação do carvão ocorrem no banho metálico (NOLDIN et al, 2003b).
Segundo Passos (2009) os finos são injetados por lanças submersas e não pelo
topo do reator.
Figura 17 - Visão geral do fluxo (RIO TINTO, 2012a).
Neste processo o minério de ferro é pré-aquecido em um sistema de ciclone
semelhante a fornos de cimento. Depois de aquecido o minério de ferro
juntamente com o carvão e fundentes são injetados num banho fundido à
temperatura de 1450ºC (U.S DEPARTMENT of ENERGY, 2000).
Ocorre uma rápida dissolução e fusão do metal e os gases resultantes
produzidos (H₂ e CO) retornam ao banho através da interface escória-metal
(PASSOS, 2009 and U.S. DEPARTMENT of ENERGY, 2000).
De acordo com Passos (2009) duas reações importantes ocorrem durante o
processo:
C (carvão) = C (dissolvido no ferro)
3C (dissolvido no ferro) + Fe2O3 = 2 Fe + 3CO (g)

51
Caso seja necessário remover o enxofre do produto final, o gusa passará por um
processo de dessulfuração e caso este sistema seja implantado a planta poderá
produzir como subproduto o gesso (CaSO4). Outro ponto importante é que o gás
de topo apresenta baixo poder calorífico, porém quando enriquecido com gás
natural ele é equivalente ao gás de topo de um alto-forno e pode ser utilizado no
pré-aquecimento do minério e do combustível (PASSOS, 2009).
A Hismelt® é uma alternativa de menor custo, mais eficiente e mais limpa em
relação à tecnologia convencional de fabricação
de ferro (RIO TINTO, 2012b).
De acordo com Noldin (2011) o processo HIsmelt apresenta às seguintes
características:
Elevado CAPEX;
Elevados teores de FeO na escória resultando em menor rendimento
metálico;
Produção excessiva de escória e com índices de ganga elevados;
Fundamentos de processo concretos e fortes;
Gás de saída pode ser utilizado no pré-aquecimento do minério, o que
torna o processo mais eficiente.
Porém para Bates (2012) o processo apresenta outros diferenciais como:
Engenharia simples e robusta;
Baixo impacto ambiental;
Flexibilidade de matéria-prima (incluindo resíduos de aciarias e
minérios fosforosos).

52
4.15. ITMK3
ITmk3 representa a próxima geração em produção de ferro, processando finos de
minero em gusa – ITmk3 nuggets em apenas 10 minutos (MC CLELLAND, 2008).
Seu desenvolvimento começou em 1996, servindo-se as operações de teste em
uma instalação piloto e depois em uma em larga escala. Sua primeira planta
industrial foi construída em Minessota, EUA (KIKUSHI et al, 2010). A Figura 18
mostra esquematicamente o fluxograma do processo ITMK3.
Matéria-prima: finos de minério de ferro
Redutor: finos de carvão não-coqueificável
Produto final: Gusa – Itmk3 nuggets.
Figura 18 - Fluxograma do processo ITMK3 (SBB STEEL MARKETS LATIN AMERICA, 2009).

53
Este processo trabalha com finos de minérios e finos de carvão não-coqueificável
que são aglomerados formando pelotas auto-redutoras. Porém esse processo
requer um combustível adicional como óleo ou gás natural.
Essas pelotas são peneiradas para 17-19 mm de diâmetro e são então
distribuídas para o forno RHF (forno de soleira rotativa). Enquanto se desloca os
aglomerados são aquecidos até 1350°C. Durante o processo de aquecimento
ocorre a redução do óxido de ferro e a desvolatilização do carvão. O contato
íntimo entre o óxido de ferro e carbono a uma alta temperatura resulta em uma
rápida reação (U.S. DEPARTMENT of ENERGY, 2000).
Depois da redução o ferro e a escória são separados no forno e descarregados
na forma de escória e nuggets de ferro. A Figura 20 mostra a documentação
fotográfica dos nuggets. O produto final não requer manuseamento especial
durante o transporte e pode ser continuamente alimentado a um EAF.
De acordo com U.S. DEPARTMENT of ENERGY (2000) as principais
características dos processo são:
Usa finos de minério;
Menor tempo de redução;
Completa separação do metal e da escória
Figura 19 - ITmk3 nuggets (SBB Steel Markets Latin America, 2009).

54
Já de acordo com o SBB (Steel Markets Latin America, 2009) os principais pontos
são:
Operação flexível em matéria-prima e em uso (EAF e BOF)
Produz gusa em uma só etapa
Alimentação contínua
- Reduz tempo de redução
- Aumento da produtividade
- Reduz consumo de energia
E de acordo com o ponto de vista do Curso da ABM (2009), os principais pontos
são:
Simplicidade do processo
Energeticamente eficiente
Ambientalmente amigável
Tem-se mostrado superior na fabricação de produto de ferro pois este é
continuamente carregado em forno elétrico a arco, EAF’s, o que aumenta a
produtividade e diminui o gasto energético.
Para KOSUKE et al (2012) o processo é atraente para as mineradoras pois
agrega valor ao minério devido a facilidade de manuseio e transporte.
4.16. Tecnored
O processo Tecnored é uma tecnologia emergente desenvolvida no Brasil para
produção de ferro-gusa, que se processa através da redução de aglomerados
auto-redutores (pelotas ou briquetes) de cura a frio, produzidos a partir de
misturas compostas de unidades de ferro (finos de minério de ferro, resíduos de
mineração, resíduos siderúrgicos) e unidades de carbono (finos de carvão
mineral, carvão vegetal, coque verde de petróleo ou resíduos industriais contendo
carbono). Esses materiais são misturados com fundentes e ligantes e
aglomerados em briquetadoras ou em discos tradicionais de pelotização, na forma
de briquetes e pelotas, respectivamente (NOLDIN, 2002).

55
Os aglomerados produzidos são então reduzidos e fundidos em um forno de
geometria diferenciada e de alta eficiência, o forno tecnored, que por suas
características únicas, permite o uso variado de combustíveis sólidos de baixo
custo, como coque verde de petróleo, coque siderúrgico, carvão mineral ou semi-
coques, produzindo metal líquido e escória com características similares aos
produzidos pelos processos convencionais (NOLDIN et al, 2006b).
Ao contrário dos processos convencionais, o processo Tecnored foi concebido e
desenvolvido para ser uma tecnologia “coke-less”, ou seja, que dispensa o uso de
coque durante o processo produtivo, seja como agente térmico ou redutor;
evitando assim o investimento e operação de coquerias, e qualquer emissão
oriunda dessas unidades (CONTRUCCI et al, 2004).
Uma característica importante do processo é a formação de uma atmosfera
redutora dentro das pelotas, que resulta em elevadas taxas de redução dos
óxidos de ferro, independentemente da natureza da atmosfera presente dentro do
forno (CONTRUCCI et al, 1992).
O processo está baseado então em duas fases: no uso de aglomerados auto-
redutores e a na operação do forno Tecnored.
4.16.1. A história do processo Tecnored
O desenvolvimento do processo resultou de um esforço conjunto entre teoria e
prática, por meio da compilação continuada de resultados obtidos em planta
piloto, através da realização de repetidas corridas experimentais em um módulo
de verdadeira grandeza do forno, e através de modelamentos matemáticos,
estudos exploratórios, desenvolvimento em bancada, etc (NOLDIN et al, 2003b).
O forno Tecnored foi concebido em 1985. Seu desenvolvimento foi impulsionado
pela necessidade de um novo modelo de forno mais adaptado à auto-redução. De
1979 a 1985 foram desenvolvidas pelotas auto-redutoras de resíduos piritosos,
como carga metálica em fornos. Assim, surgiu a necessidade de adequar as
pelotas auto-redutoras em outros tipos de forno de redução, evitando assim, o

56
elevado consumo de combustível, problemas de permeabilidade e qualidade das
pelotas (NOLDIN et al, 2005).
De 1985 a 1990 foi desenvolvido um forno circular para comprovar a viabilidade
do conceito proposto anteriormente. A operação se mostrou estável e contínua, o
que estimulou um projeto para aumentar a escala do forno (NOLDIN et al, 2005),
Em escala maior começaram os controles de processo, melhorias, mapeamento
de processos e uma definição da geometria do forno. Depois de diversos testes e
operações, ficou evidente a necessidade de uma geometria retangular para o
forno, construindo uma fatia “modular” do forno industrial. Com esse conceito de
modularidade foi possível ampliar o forno na escala desejada e assim, aumentar a
capacidade sempre que desejado. Então, em 2000, foi decidido que seria
construída a primeira planta de demonstração industrial (NOLDIN et al, 2005).
Desde o surgimento da ideia até hoje, o projeto Tecnored passou por várias
fases. A planta piloto foi construída pela Aço Villares no ano 2000 e depois
assumida pela Gerdau, que terminou vendendo o projeto à VALE.
A VALE entrou no projeto no final de 2009 ao desembolsar R$80 milhões e
assumindo 37% da Tecnored Desenvolvimento Tecnológico S.A., empresa cujo
principal ativo é a planta piloto em Pindamonhangaba. Em Julho de 2011, a VALE
aumentou a fatia para 43,04%. Os outros acionistas são a BNDESPar, braço de
participações do Banco Nacional de Desenvolvimento Econômico e Social
(BNDES), com 31,79%, e a Logos Tecnocom, com 25,17%. A Logos reúne
pesquisadores que desenvolveram a tecnologia e é a detentora de sete patentes
com alcance em 35 países (ROTA METAL MECÂNICA, 2011).

57
4.16.2. O forno Tecnored
O forno Tecnored possui 4 versões que apresentam pequenas variações entre
elas, mas que irão ser detalhadas mais à frente.
A principal diferença entre o forno Tecnored e o forno de cuba clássico é a
alimentação lateral do combustível sólido separada da alimentação central da
carga metálica. O propósito desse conceito de alimentações individuais é evitar a
reação endotérmica de Boudouard na cuba central (CO2 + C↔ 2CO), região onde
ocorre o pré-aquecimento e fusão da carga. Em alto-fornos esse tipo de
configuração é inviável pois nele a alimentação é feita em camadas alternadas de
coque e carga (CONTRUCCI, 2001).
Como nos fornos convencionais, no forno Tecnored a carga descendente troca
calor com o gás em contra-corrente, o que gera altos índices de troca térmica e
aproveitamento do calor sensível dos gases.
O forno Tecnored essencialmente gera a energia necessária para o processo, e o
faz em dois estágios. O primeiro ocorre através da queima do combustível sólido
pelas ventaneiras primárias, localizadas na cuba inferior do forno e o segundo
pela queima do monóxido de carbono (CO) oriundo das regiões inferiores, nas
ventaneiras secundárias, localizadas na cuba superior do reator. Essa queima
secundária ocorre de maneira que não possibilite uma nova geração de CO
devido à ausência de combustível sólido nessa região, o que evita a reação
endotérmica de Boudouard (CO2+C ↔2CO) (CONTRUCCI, 2001)
Dependendo da intensidade da queima esta irá resultar em maiores ou menores
teores de CO no gás de topo e por consequência maiores ou menores “Fuel-
rate”. Além disso caso haja queima externa de gás de topo (se rico em CO) esse
pode ser utilizado para pré-aquecimento do ar primário, na versão do forno que
utiliza ar quente, reduzindo assim, o “Fuel-rate”.
O metal líquido produzido pelo forno apresenta rendimento metalúrgico da ordem
de 98%.(CONTRUCCI, 2001).
O forno pode ser dividido em 3 zonas distintas, conforme mostra a Figura 20:

58
Cuba Superior:
Compreendida entre o nível de carregamento das pelotas e as ventaneiras
secundárias.
Zona de Fusão:
Compreendida entre as venatneiras secundárias e o topo da cama de
combustível.
Cuba inferior:
Compreendida entre o topo da Câmara de combustível e as bicas de vazamento
de metal.
Figura 20 - O forno Tecnored (NOLDIN, 2007).
4.16.2.1. Cuba Inferior
A cuba inferior recebe material da cuba central (metal primário e escória primária)
e o combustível dos alimentadores laterais.
As primeiras funções da cuba inferior são garantir a queima do combustível
através do sopro primário e promover reduções de óxidos de ferro residuais,

59
remoção do enxofre pela escória e a redução e incorporação do silício no banho
metálico (NOLDIN, 2007).
Para a queima do combustível utiliza-se ar pré-aquecido a cerca de 850º C e
sobre o combustível a ser queimado deve-se ressaltar que este deve apresentar
boa permeabilidade para que haja um bom fluxo das fases gasosas e líquidas, e
também, deve apresentar uma resistência suficiente para suportar a carga acima
formada (NOLDIN, 2007). É importante deixar claro que essa exigência mecânica
é baixa se comparada aos processos convencionais de redução que necessitam
de uma elevada resistência mecânica, utilizando combustíveis coqueificados,
emitindo substâncias extremamente nocivas durante o processo.
Portanto o forno Tecnored oferece uma gama de opções de combustíveis, de
baixo custo e ampla oferta, garantindo extrema flexibilidade e competitividade
tecnológica.
4.16.2.2. Zona de Fusão
Ocorre a fusão dos briquetes reduzidos, formação da escória, redução dos óxidos
de ferro residuais e também parte da carburação do metal.
A carga é aquecida pelos gases provenientes da cuba inferior até a temperatura
de amolecimento e fusão.
Tal como no alto-forno é necessário ter uma diferença mínima entre o
amolecimento e a fusão da carga de maneira a minimizar o tamanho da zona
coesiva e consequentemente a perda de carga na região (NOLDIN, 2007).
4.16.2.3. Zona Superior
É a zona onde são carregados os aglomerados auto-redutores, outros agentes e
uma parte dos combustíveis (NOLDIN, 2007).
Também na zona superior ocorre a queima secundária, gerando energia.
Quase todas as reações de redução dos óxidos ocorrem na cuba superior.
A alimentação lateral garante que na região da cuba ocorra a eliminação de
matérias voláteis e posteriormente a reação de gaseificação (Boudouard), como
será mostrado na Figura 22.

60
4.16.3. Versões do Forno Tecnored
Em todas as versões o processo utiliza o mesmo tipo de forno e combustíveis de
baixo custo.
SMELTER
De acordo com Noldin et al (2003b) esta versão do processo compreende a
redução e posterior fusão dos aglomerados. Um dos maiores diferenciais do
processo é a sua rapidez (tresidência= 20 à 30 minutos contra 6 à 8 horas no
processo de Alfo-Forno) e isso é devido aos seguintes fatores:
A concepção e o projeto do reator permite um aproveitamento substancial
da energia disponível no processo.
O ambiente interno dos aglomerados e a alta reatividade das partículas
finamente divididas de carvão e minério favorecem a cinética das reações,
resultando em altas taxas de redução.
FINISHER
Esta versão utiliza DRI/HBI (ferro diretamente reduzido/ ferro quente briquetado) e
disponibiliza ferro líquido para as aciarias elétricas, reduzindo o consumo de
energia elétrica e aumentando a substancialmente a produtividade dos fornos
elétricos a arco. Deste modo pode operar upstream a fornos elétricos antes
carregados com DHI/HBI de mercado ou de plantas cativas de redução direta
(NOLDIN et al, 2003b).
MELTER
Esta versão tem como finalidade otimizar a utilização de cargas metálicas usuais
e não usuais em aciarias e fundições, tais como sucatas de baixa qualidade e
cavacos de usinagem. É um processo bastante vantajoso pois utiliza

61
combustíveis de baixo custo ao invés do coque e possui alta eficiência (NOLDIN
et al, 2003b).
É importante ressaltar que o uso de reatores compactos possui uma série de
vantagens como:
Melhor controle da fluidodinâmica do processo
Menor perda de carga através do leito
Parâmetros como resistência mecânica e porosidade de carga apresentam
menor influência no processo.
4.16.4. Características do processo Tecnored
De acordo com Noldin et al (2008) o processo apresenta as seguintes
características:
Forno de cuba com geometria diferenciada, otimizada em função da
utilização (alta concentração de sólidos);
Flexibilidade de matéria-prima, produção, produto e escala;
Metal líquido com química similar ao alto-forno
Simplicidade operacional ( Start-up, shut down, etc);
Projeto modular (construção modular e seção retangular);
Alta eficiência energética (contra-corrente, carvão agindo como
distribuidor dos gases, permeabilidade)
Matérias-primas não convencionais (minérios de baixo teor, carvões
de baixo rank, resíduos, etc)
Não depende do uso de coque
Cura a frio dos aglomerados
Uso de periféricos simples e comuns de mercado
Forno simples (metal líquido em uma etapa)
Sem partes móveis ou transferência entre reatores

62
4.16.5. Flexibilidade de Matéria-prima
4.16.5.1. Carga metálica
Como já foi comentado anteriormente, o processo Tecnored utiliza aglomerados
auto-redutores como carga metálica que são aglomerados em discos de
pelotização ou em máquinas de briquetar, sem a necessidade de forno para a
queima (endurecimento). No forno Tecnored foram testados diversos tipos de
matéria-prima, e mesmo fontes com baixos teores de ferro ou mesmo resíduos
com baixo teor de ferro e alta quantidade de ganga, foram reduzidos rapidamente.
Isso é devido às excelentes condições cinéticas presentes no interior dos
aglomerados (materiais finos em contato íntimo e na ausência de atmosfera
inerte) (NOLDIN, 2006a).
Na planta piloto foram testados minérios com teor de ferro da ordem de 58% ,
obtendo sucesso na redução, enquanto que nos testes de bancada minérios com
teor de ferro da ordem de 52% e 55% apresentaram sucesso (NOLDIN, 2006a).
4.16.5.2. Combustível
O material combustível utilizado no forno Tecnored deve criar a permeabilidade
necessária para um bom fluxo das fases gasosa e líquida. Para isso o
combustível deve apresentar no fim dos alimentadores laterais uma resistência
suficiente para aguentar a carga acima (NOLDIN, 2006a). A Tabela 4 mostra os
combustíveis alternativos com potencial uso no forno Tecnored.
De acordo com Noldin (2006a) o “char” formado deve ter reatividade adequada
para promover uma boa temperatura adiabática e garantir a relação CO/CO2
desejada no topo da cama de combustível. A Figura 21 mostra esquematicamente
o ciclo de geração e sequestro de CO2.

63
Tabela 4- Combustíveis alternativos com potencial uso no forno Tecnored (NOLDIN, 2007)
Classe Tipos de Combustíveis
Carvão mineral não-coqueificável Carvão semi-antracítico Briquetes de
finos de carvão
Coque verde de petróleo CVP (Tipo "esponja")
Briquete de finos de CVP
Coque metalúrgico
Coque chinês de baixa- resistência Semi-coque (coque indiano de alto-
cinza) Briquetes de finos de coque
Biomassas
Madeira seca (Até 20% do total) Madeira anidra (tiço)
Carvão vegetal Briquetes de finos de carvão vegetal
Resíduos Pedaços de pneu (até 20% do total) Resíduos automotivos (até 20% do
total)
O uso de biomassas no processo trazem grandes vantagens, tais como (NOLDIN
et al, 2008):
Baixas emissões de SOx;
Uso de biomassa de crescimento rápido, tipo capim elefante;
Uso de madeira anidra como combustível.

64
Figura 21 - Ciclo de geração e sequestro de CO2 (NOLDIN, 2006a).
Um ponto que deve ser destacado é em relação as exigências mecânicas dos
aglomerados usados no forno Tecnored. Eles não necessita, de uma resistência
mecânica elevada igual aos utilizados em processos convencionais (Alto-forno).
Para garantir essa resistência exigida pelo alto-forno, os combustíveis precisam
ser coqueificáveis o que gera ainda mais substâncias poluentes durante o
processo. A Figura 22 mostra o percurso realizado pelo combustível nas laterais
do forno Tecnored.

65
Figura 22 - Alimentação lateral de combustível no forno (NOLDIN, 2006a).
4.16.6. O conceito de Modularidade
Por ser retangular o forno Tecnored permite a instalação de etapas sucessivas,
respondendo aos planos de expansão das empresas ou demanda do mercado.
A modularidade do equipamento é suportada pela possibilidade de aumento do
comprimento do forno e consequente volume permitindo o aumento da produção
linearmente ao acréscimo no comprimento. As Figuras 23 e 24 mostram
esquematicamente o conceito de modularidade dos fornos Tecnored.

66
Figura 23 - Conceito de modularidade (Relatório interno Tecnored, 2012).
Figura 24 - Fatia modular do forno Tecnored (Relatório interno da Tecnored, 2012).
Aumento do comprimento do
forno resulta em maiores
capacidades.
Módulos

67
A Figura 25 mostra a alta cinética do processo Tecnored. O alto-forno apresenta
um tempo de residência de 6 a 8 horas, enquanto o Tecnored apresenta um
tempo de 0,5 horas. Portanto o Tecnored é mais rápido e de menor escala
(CONTRUCCI, 2008).
Outro ponto que merece destaque é o tamanho do forno Tecnored em relação ao
alto-forno, enquanto o primeiro possui uma altura de 5m e o segundo tem altura
de 20 a 100m.
Figura 25 - Cinética do processo Tecnored em comparação com o alto-forno
(CONTRUCCI, 2008).

68
5. DISCUSSÃO DOS RESULTADOS
Neste capítulo serão avaliadas as principais características de cada processo, ou
seja, suas vantagens e desvantagens, através de dados numéricos compilados
em gráficos e também de informações proveniente de várias fontes e autores
mostradas na revisão bibliográfica.
Depois de estudo e análise de dados provenientes de fontes como Noldin (2011)
e alguns relatórios internos da Vale (2012), U.S. Department of energy (2000),
Gordon (2012) e Tanaka (2010) foi possível compilar todos esses dados
aproximados em gráficos de Capex, Opex e emissões que serão mostrados
adiante.
Analisando a Figura 26 fica evidente que o Tecnored é o processo que apresenta
o menor CAPEX, ou seja, o menor custo de investimento. Esse número de
CAPEX reduzido é devido a ausência de sinterização e coquerias para o
processo, a aglomeração à frio dispensa a etapa de endurecimento das pelotas e
é um processo que pode ser implantado em diversas escalas, não necessitando
de elevados investimentos em terra.
Figura 26 - CAPEX dos processos de redução ( NOLDIN, 2011).
Menor CAPEX

69
Na Figura 27 pode ser analisado o OPEX de cada processo, dividido em custo
capital, conversão e matéria-prima:
Figura 27 - OPEX dos processos de redução por parâmetros ( NOLDIN, 2011).
De acordo com a Figura 27 é possível notar o destaque do Tecnored, perante os
processos HIsmelt e Finex. Esse gráfico é interessante pois mostra que o
Tecnored se destaca no baixo custo em matéria-prima e de capital perante as
outras duas tecnologias. Porém perde para o processo HIsmelt no quesito de
conversão.
A partir dos dados mostrados na Tabela 5 é possível chegar ao gráfico mostrado
na Figura 27, que é um comparativo do OPEX de cada processo:
Menor OPEX

70
Tabela 5 - Comparativo do OPEX de cada processo (NOLDIN, 2011).
Tecnored ITmk3 Alto-forno a coque Hismelt FINEX
Unidade USD/unidade Unidade/Mt USD/ Mt Unidade/Mt USD/ Mt Unidade/Mt USD/ Mt Unidade/Mt USD/ Mt Unidade/Mt USD/ Mt
Carga metálica
Finos (65% Fe) T 110,73 1,55 171,63 1,55 171,63
Sinter feed T 123,03 0,80 97,93 1,55 190,70 1,55 190,70
Lump T 151,09 0,16 24,02
pelotas para alto-forno T 184,01 0,64 117,21
Carga de carbono
Carvão pulverizado T 250 0,75 188,70 0,37 92,50 0,16 40,00 0,66 165,00
Carvão LV T 250 0,80 200,00
Gás natural, óleo,etc Gcal 50 1,67 83,33
Coque cativo T 466,67 0,32 149,33 0,14 66,67
Ligantes
Ligantes $ 40,00 40,00 10,00 10,00 10,00
Outros
Oxigênio Nm³ 0,30 1,00 0,30 1,00 0,30 50,00 15,00 280,00 84,00 500,00 150,00
Manutenção $ 28,00 30,00 40,00 35,00 35,00
Energia MWh 70,00 0,16 11,20 0,20 14,00 0,10 7,00 0,35 24,50 0,20 14,00
Utilidades, ect $ 5,00 5,00 5,00 5,00 5,00
Créditos
Créditos de gás Gcal -10,00 2,00 -20,00 1,00 -10,00 0,90 -9,00 4,00 -40,00
Escória a T -10,00 0,21 -2,10 0,25 -2,50 0,27 -2,70
Escória b T -4,00 0,20 -0,80 0,30 -1,20
Opex TOTAl 422,73 435,96 493,00 539,00 593,66

71
A Figura 28 nos mostra mais uma vez que o processo Tecnored se destaca
perante os outros processos no quesito OPEX, custo de produção.
Figura 28 - Comparativo do OPEX de cada processo (ADAPTADO DE NOLDIN, 2011).
Na Figura 29 está a taxa de emissão de CO2 por processo, sendo que o
processo que se destaca nesse quesito é o ITmk3 pois é o que possui menor
taxa de emissão de CO2.
Já com relação às emissões de SOx o processo que merece destaque é o
FINEX, que apresenta taxas de emissões baixíssimas, comparada com os
outros processos, como mostrado na Figura 30. Outro ponto importante da
Figura 29 é a diferença brusca entre o Processo FINEX e o Alto-forno. Nesse
caso o alto-forno apresenta valores elevados pois os processos de sinterização
e coquerias também estão presentes.
Menor OPEX

72
Figura 29 - Taxa de emissão de gás carbônico por tonelada de ferro produzido, por
processo.
Figura 30 - Taxa de emissão de SOx por tonelada de ferro produzido, por processo.

73
O Finex se destaca mais uma vez quando comparamos as taxas de emissão
de NOx entre os processos, como é mostrado na Figura 31. Porém nesse
quesito o Tecnored também apresenta em destaque.
O alto-forno mais uma vez apresenta valores mais altos, pois os processos de
sinterização e coqueria também estão presentes, como também na emissão de
poeira, conforme pode ser observado na Figura 32.
Figura 31 - Taxa de emissão de NOx por tonelada de ferro produzido, por processo.
Figura 32 - Taxa de emissão de poeira por tonelada de ferro produzido, por processo.

74
Agora todos esses dados serão avaliados e compilados em uma única tabela
que mostrará a pontuação para cada parâmetro. Os parâmetros mostrados
anteriormente são parâmetros comuns a todos os processos Tecnored,
HIsmelt, ITmk3, FINEX e o alto-forno.
Foi então estabelecida uma regra para classificação de cada item, conforme é
mostrado na Tabela 6, que exibe as regras de classificação dos itens avaliados
na comparação entre os processos:
Tabela 6 – Regras para classificação dos itens avaliados na comparação entre os
processos
Quantidade de estrelas preenchidas
Pontuação
Muito Bom
Bom
Regular
Ruim
OBS: Pode haver intermediários entre esses valores, então a estrela
aparecerá preenchida apenas pela metade.
Foram estabelecidos como comum a todos os processos os seguintes
parâmetros:
CAPEX;
OPEX;
Flexibilidade de matéria-prima;
Emissões de CO2;

75
Emissões de SOx;
Emissões de NOx;
Emissões de poeira.
Depois de analisados todos esses parâmetros comuns aos processos foi
estabelecido uma pontuação adicional para os parâmetros que só alguns
processos apresentam (um diferencial de cada processo).
Se um processo possui esse diferencial, recebe uma estrela e se não possui,
não recebe nenhuma.
Depois de estabelecidos os parâmetros comuns e adicionais foi realizada a
somatória de estrelas por processos, para assim determinar o ranking parcial e
total de todos os processos. A Tabela 7 mostra a pontuação geral e a Tabela 8
mostra a pontuação adicional.
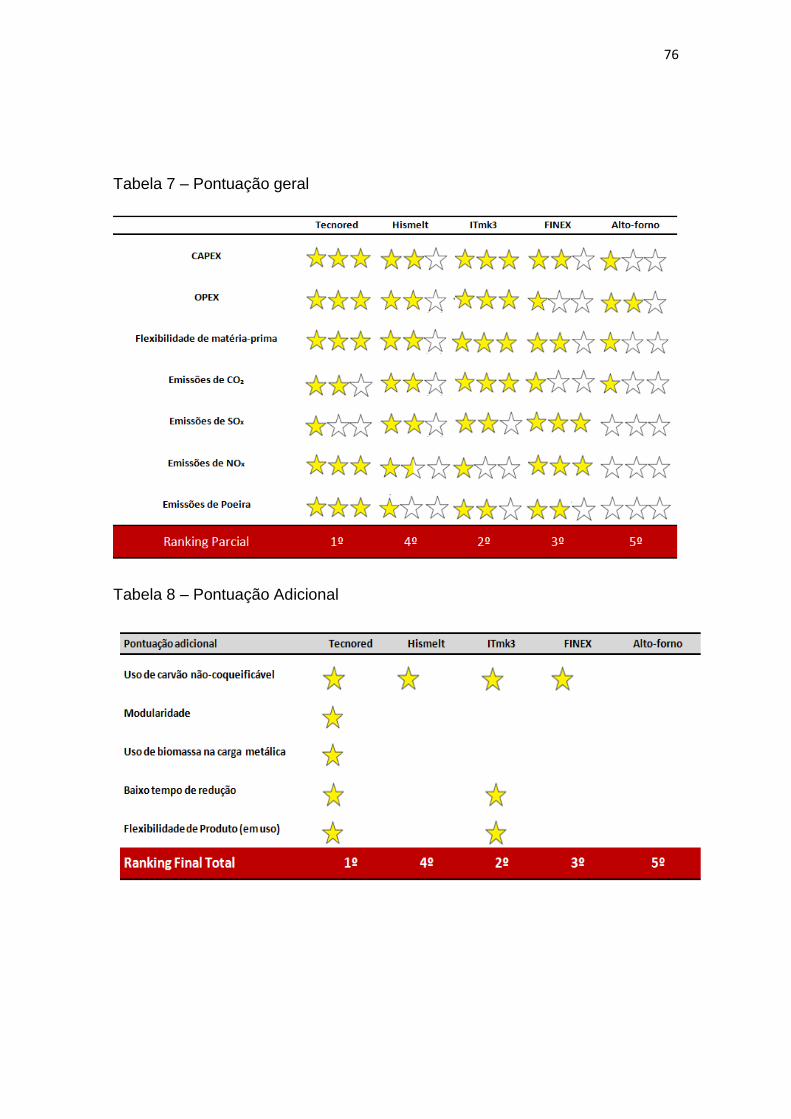
76
Tabela 7 – Pontuação geral
Tabela 8 – Pontuação Adicional

77
6. CONCLUSÃO
O processo convencional para a produção de aço vem sofrendo inúmeras
adaptações e melhorias ao longo dos últimos anos, para atender às questões
ambientais e econômicas impostas. Tais como, baixo custo de investimento
(CAPEX), baixo custo operacional (OPEX), flexibilidade de escala, uso e
matérias-primas e menores taxas de emissões de poluentes.
A indústria siderúrgica de uma maneira geral está preocupada e comprometida
com a manutenção e melhoria da saúde humana e do meio ambiente. A
eliminação no meio ambiente de substâncias poluidoras pela indústria
siderúrgica mundial foi reduzida em mais de 90% em relação aos anos 70,
após maiores investimentos para o controle ambiental. No entanto há muito
mais a se fazer.
É nesse contexto que o alto-forno busca se adaptar às novas exigências da
siderurgia, modernizando seus processos e minimizando seus impactos
ambientais. Ao mesmo tempo, surgem as tecnologias alternativas, que visam
uma maior compatibilidade ambiental, uma diminuição do CAPEX e OPEX,
maior flexibilidade para atender às variações de demanda e eliminar etapas
como coquerias e plantas de sinterização que são extremamente nocivas ao
meio ambiente. Porém mesmo em escala de desenvolvimento tecnológico elas
apresentam um forte potencial para desenvolvimento em escala industrial.
Deve-se levar em consideração o volume de resíduos sólidos, principalmente
escória, dependendo do teor de ferro contido na matéria-prima utilizada. Isso
mostra que a flexibilidade da matéria-prima tem um ponto negativo que merece
atenção.
Através do método comparativo adotado neste trabalho, o processo Tecnored
se mostrou como a tecnologia alternativa mais promissora e favorável às novas
exigências do mercado siderúrgico e às questões ambientais.

78
O processoTecnored apresentou os menores valores de CAPEX e OPEX, o
que é um atrativo para o ramo metalúrgico e siderúrgico. Mostrou-se um
processo simples e robusto que oferece flexibilidade de matérias-primas,
flexibilidade de uso e escala. Essa flexibilidade de uso permite que o processo
forneça metal líquido para mini-mills e a pra projetos greenfield de unidades em
larga escala.
O processo Tecnored apresenta o conceito de modularidade, o que permite
sua adequação à inúmeras situações, de pequena a larga escala de produção.
Essa implantação pode ser alinhada ao plano de expansão de mercado da
empresa ou adaptada a demanda de produtos. É um processo que apresenta
alta compatibilidade ambiental e permite o uso de biomassa.
Á partir da análise de todos os parâmetros pode-se dizer que o processo
Tecnored se mostra como a melhor tecnologia alternativa para produção de
ferro primário, mas ainda não possui a robustez necessária nem a
comprovação de sua tecnologia em escala verdadeiramente industrial para
poder substituir o alto-forno, pois ainda está em escala piloto e em fase de
muitos testes e comprovações. É uma tecnologia ainda incipiente e que
necessita de desenvolvimento técnico para torná-la economicamente
sustentável e competitiva no mercado.

79
7. REFERÊNCIAS
ABREU, S.F. Ferro e Metais da Indústria do Aço. Recursos Minerais do Brasil,
Editora Edgar Blucher Ltda, v. 2, p. 451 – 492. 1973.
ALECRIM, J.D. Recursos Minerais do Estado de Minas Gerais. Metais de
Minas Gerais S/A – METAMIG, p. 131 – 136, Belo Horizonte – MG. 1982. In:
APRESENTAÇÃO SAMARCO, 2008. In: Souza, N. A. F. Análise crítica de
rotas de processamento de minérios de ferro itabiríticos. Monografia em
engenharia Metalúrgica, UFRJ, Rio de Janeiro, 2010.
BALL, D.F., DARTNELL, J., DAVINSON, J., GRIEVE, A., WILD, L. Iron Ore.
Agglomeration of iron ores, Published by Heinemann Education Books, p. 3 – 9,
London. 1973.
BATES, P.; GOLDSWORTHY, T. Documento interno da Rio Tinto. HISMELT –
meeting the global steel industry challence. Disponível em:
<http://www.riotintoironore.com/documents/HIsmelt_meeting_the_global_steel_i
ndustry_challenge.pdf> com acesso em Setembro de 2012.
CASTRO, A. A. Avaliação das Propriedades em altas temperaturas de pelotas
para alto-forno. Dissertação de mestrado em Engenharia de Materiais –
REDEMAT, 2006.
CASTRO, L. F. A.; FIGUEIRA , R. M.; TAVARES, R. P. Princípios básicos e
processos de fabricação do gusa ao aço líquido. Papelaria Oficial Ltda. (Ed.) 1
ed; Belo Horizonte, Minas Gerais, 1985. In: GOMES, M. L. I. Avaliação da
viabilidade técnica da utilização de misturas do carvão faxinal com importados

80
para injeção em alto-fornos, dissertação de mestrado em engenharia de Minas,
Metalúrgica e de Materiais, UFRGS, Rio Grande Do Sul, 2004.
CHAVES, A.P. Teoria e prática do tratamento de minérios. V. 1, 2. Ed. São
Paulo: Signus, 2002.
CONTRUCCI, M. A.; D’ABREU, J. C. et al. Processo de ferro-gusa pelo
processo Tecnored. In: III Seminário sobre insumos para aciaria elétrica, 1992,
São Paulo, SP. São Paulo : ABM, 1992.
CONTRUCCI, M. A.; D’ABREU, J. C.; NOLDIN JR., J. H. et al. Processo
Tecnored – Flexibilidade no uso de combustível. In: Seminário de Redução de
Minério de Ferro e Matérias-primas, 34., 2004, Vitória – ES. São Paulo : ABM,
2004.
CONTRUCCI, M. A. Tecnored Process. From Pilot Scale to Industrial Scale
Demo to Large Scale Plants. 14th World Steel Conference, Rio de Janeiro,
2008.
CRU ANALISYS. Iron ore Long Term: Main report 2011. London: CRU
International Ltd, 2011b.
CURSO ABM. Novos Processos de Produção de Ferro Primário. 39º Seminário
de Redução de Minário de Ferro e Matérias-Primas. 2009.
DEER, W.A, HOWIE, R. A, ZUSSMAN, J. Minerais Constituintes das Rochas –
Uma introdução – Fundação Calouste Gulbenkian, p. 1 – 44. 1981.

81
ESTUDO PROSPECTIVO DO SETOR SIDERÚRGICO. Centro de Gestão e
Estudos Estratégicos. ABM, Brasília. 2008.
FLEISCHER, M. Glossary of Mineral Species. The Mineralogical Record,
Tucson. 1983.
FONSECA, P. S. M.; ALECRIM, M. A.; SILVA, M. M. 2007. Siderurgia:
Dimensionamento do Potencial de Investimento (Steelmaking: Sizing the
Investment Potential) . In: Perspectivas do Investimento 2007/2010
(Investment perspectives 2007/2010). Organizers: Ernani Teixeira Torres Filho,
Fernando Pimentel Puga. Rio de Janeiro. BNDES, 2007. 328p.
GOMES, M. L. I. Avaliação da viabilidade técnica da utilização de misturas do
carvão faxinal com importados para injeção em alto-forno. Programa de pós-
graduação em Engenharia Química, UFRGS, Porto Alegre, 2004.
GORDON, Y.; FREISLICH, M.; KUMAR, S.; Hatch Speakman Drive,
Mississauga, Ontario Canada, 2012.
HOLCOMBE, D.; COIN, C. D. A .; CALDEIRA FILHO, J. G. Carvões para PCI:
Parâmetros de qualidade para uma utilização eficiente. In: Seminário redução e
matérias-primas, 25., 1994, Volta Redonda. Anais...São Paulo: ABM, 1994, p.
325-346. In: GOMES, M. L. I. Avaliação da viabilidade técnica da utilização de
misturas do carvão faxinal com importados para injeção em alto-fornos,
dissertação de mestrado em engenharia de Minas, Metalúrgica e de Materiais,
UFRGS, Rio Grande Do Sul, 2004.
KEMPKA, A. Auto-Redução do Ferro-Esponja. Uma nova Técnica para o
Aumento de sua Qualidade. Dissertação de Mestrado em Engenharia
Metalúrgica - UFRGS, Porto Alegre, 2008.

82
KIKUSHi, S.; ITO, KOBAYASHI, I.; TSUGE, O.; TOKUD, K. ITkm3 Process –
Research & Development Department, Iron Unit Division, Natural Resources &
Engineering Business. 2010.
KOSUKE, S.; TANAKA, H. DEVELOPMENT OF IRON & STEEL INDUSTRY
BY APPLYING COAL BASED DR PROCESSES: FASTMELT® & ITmk3®.
Disponível em:
<http://cdm.unfccc.int/filestorage/6/E/X/6EXAZY24KFAT9C04DKAUFO5ZE0RG
PV/%26%2337096.pdf?t=S3l8bWFvbXhjfDCFh23K7SRJA9j6u6L7Mm21>
Acessado em Setembro de 2012.
LEE, P. H. South Korea Steel Industry in the World Restructuring Process.
Master’s Degree in Human Geography at USP – SP, 2008.
LIMA, R. M. F. Adsorção de Amina e Amido na Superfície do Quartzo e
Hematita, e sua Influência na Flotação. Tese de doutorado, UFMG – Belo
Horizonte, 1995.
LU, W. K. Rate limiting steps and future development of blast furnace
ironmaking. ISIJ, Proceedings of the sixty international iron and steel congress,
1990, Nagoya, 548-557.
LUZ, A. B. et al. Tratamento de minérios. 4. ed. Rio de Janeiro: Centro de
Tecnologia Mineral – Ministério da ciência e Tecnologia, 2004.
MACHADO, M. L. P. Redução dos Minérios de Ferro. Fundamentos e
Aplicação. CEFETES, Vitória, 2006.

83
MAZON, R. Efeito do tempo de residência sobre a recuperação metálica da
flotação colunar reversa de minério de ferro. Dissertação de mestrado em
engenharia Mineral, UFOP, Ouro Preto, 2006.
MC CLELLAND, J. A Layman’s guide to the MIDREX and Kobe Steel Rotary
Hearth Furnace Technologies, 2008.
MINERAL COMMODITY SUMARIES, 2012. U.S. Department of the Interior
and U.S. Geological Survey. Disponível em:
<http://minerals.usgs.gov/minerals/pubs/mcs/2012/mcs2012.pdf> Acessado em
agosto 2012.
MOURÃO, M. B. Introdução a Siderurgia. Livro publicado pela ABM,
Associação Brasileira de Metalurgia e Materiais, 2007, 428p.
NOGUEIRA, A. E. A. Estudo da Redução Carbotérmica de Minérios de Ferro
na Forma de Pelotas ou Misturas Autorredutoras em Forno Rotativo. Tese de
Doutorado – USP. São Paulo, 2010.
NOLDIN, J. H.; D’ABREU, J. C.; ARAUJO, D. R. Tecnologias emergentes da
siderurgia primária. Novas oportunidades?, 2003a.
Disponível em:
<ftp://ftp.cefetes.br/Cursos/EngenhariaMetalurgica/Marcelolucas/Disciplinas/Re
ducao/Material%20Tecnored/TECNOLOGIAS%20EMERGENTES%20DA%20S
IDERURGIA%20PRIM%C1RIA.pdf>. Acessado em 2 de maio de 2012.
NOLDIN, J. H.; CONTRUCCI, M. A.; D’ABREU, J. C. Technological Evolution
of the Tecnored Process. 60º Congresso anual da ABM, Belo Horizonte, 2005.

84
NOLDIN, J.H. “Contribuição ao estudo da cinética de redução de briquetes
auto-redutores”, tese, Departamento de Ciência dos Materiais e Metalurgia,
PUC, Rio de Janeiro, 2002.
NOLDIN, J. H.; CONTRUCCI, M. A.; D’ABREU, J.C. Technological Evolution
of the Tecnored Process. 60º Congresso Annual da ABM, Belo Horizonte,
2005.
NOLDIN, J. H.; D’ABREU, J. C.; MARCHEZE, E. S.; COSTA, P. H. C.
Flexibilidade de Matérias-primas no Processo Tecnored. Congresso Anual da
ABM, Rio de Janeiro, 2006a.
NOLDIN, J. H.; D’ABREU, J. C.; KOHLER, H. M.; COSTA, P.H. C.;
JACOMINI, N.; MARCHEZE, E.C. Modelamento matemático da cuba superior
do forno Tecnored. In: Seminário de Redução de Minério de Ferro e Matérias-
primas, 34., 2006, Ouro Preto, MG. São Paulo : ABM, 2006b.
NOLDIN, J. H. Modelo Termoquímico da Auto-redução em Fornos de Cuba.
Tese de Doutorado em Engenharia Metalúrgica, PUC- RIO. Rio de Janeiro,
2007.
NOLDIN, J. H.; SANCHES, E. O Projeto Tecnored na Aço Vilares. II Workshop
de Sustentabilidade do Setor Siderúrgico Brasileiro, 2008.
NOLDIN, J. H. Surfando na Onda do Crescimento Econômico. O papel das
novas tecnologias. ABM. 8º ENEMET. 2008.
NOLDIN, J. H.; D’ABREU, J. C.; NOGUEIRA, P. F. Curso ABM de Novas
Tecnologias de Ferro Primário - Set. 2009.

85
NOLDIN, J. H. An Overview of the new and emergent Ironmaking
Technologies. 8ª Ironmaking Conference. 2011.
PASSOS, E. K. D. Avaliação das Rotas Alternativas de Produção de Ferro
Gusa. Projeto de Formatura – UFRJ, Rio de Janeiro, 2009.
RELATÓRIO INTERNO TECNORED. Análise da industria siderúrgica. 2012.
RELATÓRIO INTERNO DA VALE, 2011.
RIO TINTO, 2012a. Documento interno da Rio Tinto. Disponível em:
<http://www.riotintoironore.com/ENG/operations/495_hismelt_process.asp>
Acessado em setembro de 2012.
RIO TINTO, 2012b. Available in:
<http://www.riotinto.com/documents/ReportsPublications/corpPub_IronOre_por.
pdf> Acessado em setembro de 2012.
ROTA METAL MECÂNICA, 2011. VALE Testa Nova Forma de fazer Ferro
Gusa. Disponível em:
< http://rotametalmecanica.wordpress.com/2011/09/21/vale-testa-nova-forma-
de-fazer-o-ferro-gusa/> Com acesso em 2012.
SÁVIO, F. E. C. PRODUÇÃO SUSTENTÁVEL DE AÇO NO BRASIL. Jornada
da Iniciação Científica – UFRJ. Disponível em:
<http://www.cetem.gov.br/publicacao/serie_anais_XVI_jic_2008/Filipe%20Estev
es%20Cortes%20Salvio.pdf> Acessado em setembro de 2012.
SBB STEEL MARKETS LATIN AMERICA. The ITmk3 Process. A
Breakthrought in Ironmaking Technology, São Paulo, 2009.
SIDERURGIA NO BRASIL 2010-2025; subsidios para tomada dedecisao –
Brasilia: Centro de Gestao e Estudos Estrategicos, 2010.112p.; il, 24 cm (Serie
Documentos Tecnicos, 9), 2010.

86
SIEMENS VAI, 2012. Disponível em:
<http://www.industry.siemens.com/verticals/metals-
industry/en/metals/ironmaking/finex/Pages/home.aspx?stc=wwiis320402>
Acessado em Setembro de 2012.
SIEMENS VAI., 2007. Competence in Ironmaking. 2007. Disponível em:
http://www.industry.siemens.com/datapool/industry/industrysolutions/metals/sim
etal/en/Competence-in-Ironmaking-en.pdf Acessado em setembro de 2012.
SILVA, A. M. da et al. Aumento da taxa de substituição dos carvões injetados
nos alto-fornos da companhia siderúrgica nacional, através da alteração na
mistura de carvões. IN: Seminário de Redução, 30, 1999, Belo Horizonte.
Anais...São Paulo: ABM, 1999, p. 51-71.
STEEL STATISTICAL YEARBOOK, 2011. International Iron and Steel
Institute. Committee on economic studies. Brussels, 2011.
SUMÁRIO MINERAL. Ministério de Minas e Energia. Departamento Nacional
de Produção Mineral; Thiers Muniz Lima, Carlos Augusto Ramos Neves
(coordenadores). 105f. – Brasília : DNPM/DIPLAM, 2011. Disponível em:
<https://sistemas.dnpm.gov.br/publicacao/mostra_imagem.asp?IDBancoArquiv
oArquivo=6350> acessado em maio de 2012.
TANAKA, H.; MICHISHITA, H.; HARADA, T.; FUGITA, K. CO₂ Emission
Comparission betewen Coal-based Direct Reduction Process and Conventional
BF Process. International Symposium on Ironmaking for sustainable
Development, Osaca, Japan. 2010.
U.S. DEPARTMENT OF ENERGY. Alternatives Screening Study. Volume I:
Summary Report, 2000.

87
VALE TESTA TECNOLOGIA TECNORED, pesquisada há 35 anos. 2012.
Disponível em: <WWW.vale.com>. acessado em março de 2012.