EFFICIENT BEER RECOVERY FROM SURPLUS YEASTaebafrica.co.za/beer/spindasol_sb3_ebc_glasgow.pdfImage...
22
EFFICIENT BEER RECOVERY EFFICIENT BEER RECOVERY FROM SURPLUS YEAST FROM SURPLUS YEAST May 25, 2011 May 25, 2011 Dr. Gerald Dr. Gerald Zanker Zanker Brewery Manager Brewery Manager Brau Union Brau Union Puntigam Puntigam , Graz Austria , Graz Austria
Transcript of EFFICIENT BEER RECOVERY FROM SURPLUS YEASTaebafrica.co.za/beer/spindasol_sb3_ebc_glasgow.pdfImage...

EFFICIENT BEER RECOVERY EFFICIENT BEER RECOVERY
FROM SURPLUS YEASTFROM SURPLUS YEAST
May 25, 2011May 25, 2011
Dr. Gerald Dr. Gerald ZankerZanker
Brewery ManagerBrewery Manager
Brau Union Brau Union PuntigamPuntigam, Graz Austria, Graz Austria

INTRODUCTIONINTRODUCTION
Improved Surplus Beer Improved Surplus Beer MangementMangement
Reduction of extract loss achieved Reduction of extract loss achieved 4,5%4,5%
Large part of the losses are related to Large part of the losses are related to beer content of surplus yeast slurrybeer content of surplus yeast slurry

INTRODUCTIONINTRODUCTIONOutput approx. 1,1 mil. hl p.a.Output approx. 1,1 mil. hl p.a.Yeast slurry accumulated: 20.000 hlYeast slurry accumulated: 20.000 hlGravity: 10% (+/Gravity: 10% (+/-- 1%)1%)Dry matter: 12% (+/Dry matter: 12% (+/-- 1%)1%)Application: animal feedApplication: animal feedFarmers now prefer solid feedFarmers now prefer solid feedLess commercial benefit Less commercial benefit

PROCESSPROCESSBeer and yeast separated on a weekly basisBeer and yeast separated on a weekly basisYeast sediment and sludge collected from Monday to FridayYeast sediment and sludge collected from Monday to FridayDilution to 10% gravity with waterDilution to 10% gravity with waterPumping of yeast slurry every 2 hours at Pumping of yeast slurry every 2 hours at a rate 200 hl/h for 5 a rate 200 hl/h for 5 –– 10 min.10 min.Cooling to grant 4Cooling to grant 4°°CCPump switched off on Friday middayPump switched off on Friday middayMonday morning Monday morning –– actual separation phase beer from yeast actual separation phase beer from yeast slurryslurryBeer yielded is flash pasteurised at 80 p units and distributed Beer yielded is flash pasteurised at 80 p units and distributed into fermentation tanksinto fermentation tanks

CHALLENGECHALLENGEAdd a food grade Add a food grade flocculantflocculant to raise the dry matter of to raise the dry matter of the yeast slurrythe yeast slurryChoice made according to Austrian food grade codex Choice made according to Austrian food grade codex and Heineken approval standardsand Heineken approval standardsSeparation of beer takes place at 4Separation of beer takes place at 4°°CCThe beer is The beer is sensoricallysensorically without faultwithout faultDead yeast cell analysis show to be below 5%Dead yeast cell analysis show to be below 5%No negative influence from fermentation by productsNo negative influence from fermentation by productsNo negative influence from relevant ageing carbonyls No negative influence from relevant ageing carbonyls

CHOOSING THE CORRECT CHOOSING THE CORRECT FLOCCULANTFLOCCULANT
ImhoffImhoff cones used for a rough cones used for a rough selectionselection
Sedimentation behaviour testedSedimentation behaviour tested
MicroscopicalMicroscopical examinationexamination
Particle size determinationParticle size determination

SEDIMENTATION METHODSEDIMENTATION METHOD
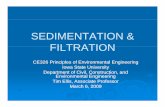
Image Lumifuge
Light Source
Cuvette with sample
Transmission profile
CCD Line

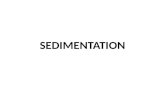
SEDIMENTATION METHODSEDIMENTATION METHODImage Transmission
Profile
Tra
nsm
issi
on [%
]
Radius [mm]115.0110.0105.0100.095.090.0
100.0
50.0
Radius mm [mm]
The de-mixing graph shows the phase border between sediment and the clarifying phaseas a function of time. The rise of the de-mixing cu rve shows the speed of sedimentation in[µm/s].

SURFACE AREA CHARGESURFACE AREA CHARGE
Measurment of zeta potential Streaming current detector

MICROSCOPIC OBSERVATION MICROSCOPIC OBSERVATION OF YEAST CELLSOF YEAST CELLS
Image Olympus BX 51 CC 12

RESULTS RESULTS
-1,88-2,57-2,290,06
-1,44-2,65-1,780,03
-1,30-2,26-2,370,00Yeast sample
Temp = 25° CQ
[C/g]
Temp = 10° CQ
[C/g]
Temp = 5° CQ
[C/g]
Spindasol SB3
conc. [%]

DETERMINATION OF ZETA POTENTIALDETERMINATION OF ZETA POTENTIAL
-18,9 +/- 0,56+0,03 % SPINDASOL SB 3
-16,4 +/- 0,52sample 3 non treated
-15,9 +/- 0,67+0,03 % SPINDASOL SB 3
-17,2 +/- 0,96sample 2 non treated
-20,7 +/- 0,39+0,03 % SPINDASOL SB 3
-18,9 +/- 0,32sample 1 non treated
Zetapotential [mV]Samples

SEDIMENTATIONSEDIMENTATION
Image deblendingcurve
Time elapsed for de-blending of the beer sample with various concentrations of SPINDASOL SB 3 at incubation temperatures of 5 °C, 10 °C and 25 °C

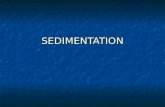
Microscopic view and determination of yeast cellsMicroscopic view and determination of yeast cells
Image 1
Microscopic view of the yeast cellsConcentration of SPINDASOL SB 3: 0,0%Incubation temperature: 10 °CAgglomeration of yeast cells: occasional, single yeast cell approx. 15 µm

Microscopic view and determination of yeast cellsMicroscopic view and determination of yeast cells
Microscopic view of the yeast cells aftertrial with SPINDASOL SB 3
Concentration of SPINDASOL SB 3: 0,03%Incubation temperature: 10 °C

MicrscopicMicrscopic view and determination of yeast cellsview and determination of yeast cells
Microscopic view of the yeast cells aftertrial with SPINDASOL SB 3
Concentration of SPINDASOL SB 3: 0,03%Incubation temperature: 5 °C

Microscopic view and determination of yeast cellsMicroscopic view and determination of yeast cells
Image 4Microscopic view of the yeast cells after trial withSPINDASOL SB 3Concentration of SPINDASOL SB 3: 0,03%Incubation temperature: 25 °CAgglomeration of yeast cells: none, yeast cells approx. 13 µm

Results from the BreweryResults from the Brewery
Standard procedure: from 40.000 hl beer yeast slurr y ���� 20.000 hl Beer = 50:50New procedure with SPINDASOL SB 3 ���� 25.000 hl Beer = 63:37
St

Discussion of ResultsDiscussion of ResultsInfluence of process aids with respect to flocculation Influence of process aids with respect to flocculation sedimentation properties was shownsedimentation properties was shownVan Van derder WalsWals forces can be assumed responsible for forces can be assumed responsible for the aggregation of yeast with the the aggregation of yeast with the flocculantflocculantNo relevant charge on flocculation systemNo relevant charge on flocculation systemProblem solving developed on an industrial scaleProblem solving developed on an industrial scaleTemperature is a limiting factorTemperature is a limiting factorVan Van derder WalsWals adsorption form adsorptive energyadsorption form adsorptive energyAggregation potential increases with falling ambient Aggregation potential increases with falling ambient temperature and an appropriate sedimentation aid.temperature and an appropriate sedimentation aid.

EconomyEconomyExtract yields of 0,4% to 0,7% are possibleExtract yields of 0,4% to 0,7% are possibleFor a Brewery of with 1 mil. Hl output this results in For a Brewery of with 1 mil. Hl output this results in 4.000 4.000 –– 7.000 hl racked beer7.000 hl racked beerAssumption: production cost of beer at EUR 6.Assumption: production cost of beer at EUR 6.--/hl/hlAnnual saving EUR 24.000 Annual saving EUR 24.000 –– 42.000.42.000.--No substantial investment into hardwareNo substantial investment into hardwareYeast slurry concentration moved by 5 Yeast slurry concentration moved by 5 –– 7% to a 7% to a maximum of 19%maximum of 19%Lower extract losses obtained Lower extract losses obtained Practically no influence on running costsPractically no influence on running costs

AcknowledgementsAcknowledgementsColloidal chemical research performed by the institute of chemicColloidal chemical research performed by the institute of chemical al process development and control of the process development and control of the JoanneumJoanneum Research, Graz, Research, Graz, Austria under the management of Prof. Dr. Volker Austria under the management of Prof. Dr. Volker RibitschRibitsch
Quality control department of Brau Union, Quality control department of Brau Union, PuntigamPuntigam
Research and development department of AEBResearch and development department of AEB--Group, Brescia, ItalyGroup, Brescia, Italy
CoCo--author Stephen Wilkinson, Senior Area Manager, AEBauthor Stephen Wilkinson, Senior Area Manager, AEB--Group, Group, ItalyItaly
More information on this paper from the Author: More information on this paper from the Author: [email protected]@brauuion.com

LiteratureLiteratureInstruction Manual for Instruction Manual for ZetaplusZetaplus (Zeta Potential Analyzer) ; (Zeta Potential Analyzer) ; Brookhaven Instruments Corporation, (1997).Brookhaven Instruments Corporation, (1997).Supplementary Instruction Manual for Supplementary Instruction Manual for ZetapalsZetapals ; Brookhaven ; Brookhaven Instruments Corporation.Instruments Corporation.Betriebsanleitung fBetriebsanleitung füür Brookhaven Instruments 90 Plus r Brookhaven Instruments 90 Plus (Partikelgr(Partikelgrößößenmessgerenmessgeräät); Brookhaven Instruments Corporation.t); Brookhaven Instruments Corporation.PaarPaar EKA EKA ElectrokineticElectrokinetic Analyzer; Operations Manual Part I; Analyzer; Operations Manual Part I; DefinationDefination and Determination of the Zeta Potential, A. and Determination of the Zeta Potential, A. PaarPaar (1991).(1991).Paar EKA Electrokinetic Analyzer; Bedienungshandbuch Teil 2; Paar EKA Electrokinetic Analyzer; Bedienungshandbuch Teil 2; Inbetriebnahme und Arbeiten mit dem EKA; , A. Paar (1991).Inbetriebnahme und Arbeiten mit dem EKA; , A. Paar (1991).Partikelladungsdetektor PCD 02, Bedinungsanleitung, MPartikelladungsdetektor PCD 02, Bedinungsanleitung, Müütek.tek.MMüütek PCD Titrationssoftware Version 1.6, Handbuch , Mtek PCD Titrationssoftware Version 1.6, Handbuch , MüütektekHefequalitaetHefequalitaet in in ZylindrokonischenTanksZylindrokonischenTanks –– BRAUWELT Nr. 14 (2009)BRAUWELT Nr. 14 (2009)