
Effect of Rare-earth
11
Materials Science and Engineering A 383 (2004) 323–333 Effect of rare earth element on microstructure formation and mechanical properties of thin wall ductile iron castings J.O. Choi a , J.Y. Kim a , C.O. Choi b , J.K. Kim b , P.K. Rohatgi b,∗ a Department of Metallurgical Engineering, Dong-A University, Busan, Republic of Korea b Materials Department, University of Wisconsin-Milwaukee, 3200 N. Cramer St., Milwaukee, WI 53211, USA Received 26 August 2003; received in revised form 21 April 2004 Abstract Ductile iron castings with 2, 3, 4, 6, 8, and 25 mm thickness and various amount of rare earth elements (RE) (from 0 to 0.04%), were cast in sand molds to identify the effects of sample thickness and the content of RE% on microstructural formation and selected mechanical properties. The effects of RE content and sample thickness on microstructural formation, including on graphite nodule count, graphite nodule shape, spherodization, and ferrite amount, were observed. The yield strength of the samples with RE within the range investigated were lower than those of the specimens without RE. The elongation was improved with the addition of RE up to 0.03% in ductile iron castings. The additions of 0.02% RE caused a smaller graphite nodule size and a higher number of graphite nodules than those in the specimen without RE at all levels of RE addition; the nodule count decreased with increase in section size. The chill zones were observed in the 2 mm thick samples, but were absent in the samples from castings which were thicker than 2 mm, irrespective of the addition of RE. The nodularity of graphite nodules improved due to the addition of 0.02–0.04% RE. The specimens with RE content up to 0.03% had a lower tensile strength and hardness, higher elongation than that of the specimens without RE. The ferrite content in all castings increased with additions of 0.02% RE. The tensile strengths of the 2 and 3 mm thick samples were also estimated using the relationship between strength and hardness, obtained from the data on the tensile strength and hardness of the 25 mm thick samples. © 2004 Elsevier B.V. All rights reserved. Keywords: Ductile iron; Rare earth element; Thin wall casting; Nodularity 1. Introduction Increasing interest in energy saving has led to the devel- opment of lightweight materials and of new processes to re- duce the weight of existing materials without compromising their properties. In the automotive industries, attempts have been made to replace cast iron and steel components with aluminum components and to develop the casting process to make thin wall ductile iron castings. Ductile irons pos- sess reasonably high strength, good ductility and resistance to shock [1]. Therefore, they can meet many design require- ments for automotive applications. Ductile cast irons also have some attractive properties, such as castability, machin- ability, wear resistance and impact resistance [1], as com- pared to those of steel. As a result, they have been used in many industrial sectors. ∗ Corresponding author. Tel.: +1-414-229-4987; fax: +1-414-229-6958. E-mail address: [email protected] (P.K. Rohatgi). The use of thin wall ductile iron components in trans- portation systems will result in a weight reduction, that will result in energy savings and less environmental pollution due to lower fuel consumption. However, a reduction in the thickness of castings leads to an increase in strength but a decrease in ductility [2] due to the formation of chill zone due to faster solidification rate [3]. Avoiding the formation of chill zone is a major concern when producing thin wall ductile iron castings with improved ductility. Both gray cast iron and nodular cast iron can be made in the form of thin walled castings. However, nodule cast iron is more benefi- cial for industrial applications due to its higher ductility than that of gray cast iron. The mechanical properties of thin wall ductile iron cast- ings depend on various factors including the nodularity and number of graphite nodules, as well as the amount of ferrite [4]. In ductile iron castings, the nodularity is one of the most important factors influencing the strength of the casting as failure will initiate from the edges of irregular shape for graphite particles. Borrajo et al. [5] observed that 0921-5093/$ – see front matter © 2004 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2004.04.060
description
ALLOYING WITH RARE EARTH
Transcript of Effect of Rare-earth
Materials Science and Engineering A 383 (2004) 323–333
Effect of rare earth element on microstructure formation andmechanical properties of thin wall ductile iron castings
J.O. Choia, J.Y. Kima, C.O. Choib, J.K. Kimb, P.K. Rohatgib,∗a Department of Metallurgical Engineering, Dong-A University, Busan, Republic of Korea
b Materials Department, University of Wisconsin-Milwaukee, 3200 N. Cramer St., Milwaukee, WI 53211, USA
Received 26 August 2003; received in revised form 21 April 2004
Abstract
Ductile iron castings with 2, 3, 4, 6, 8, and 25 mm thickness and various amount of rare earth elements (RE) (from 0 to 0.04%), werecast in sand molds to identify the effects of sample thickness and the content of RE% on microstructural formation and selected mechanicalproperties. The effects of RE content and sample thickness on microstructural formation, including on graphite nodule count, graphite noduleshape, spherodization, and ferrite amount, were observed. The yield strength of the samples with RE within the range investigated were lowerthan those of the specimens without RE. The elongation was improved with the addition of RE up to 0.03% in ductile iron castings. Theadditions of 0.02% RE caused a smaller graphite nodule size and a higher number of graphite nodules than those in the specimen withoutRE at all levels of RE addition; the nodule count decreased with increase in section size. The chill zones were observed in the 2 mm thicksamples, but were absent in the samples from castings which were thicker than 2 mm, irrespective of the addition of RE. The nodularity ofgraphite nodules improved due to the addition of 0.02–0.04% RE. The specimens with RE content up to 0.03% had a lower tensile strengthand hardness, higher elongation than that of the specimens without RE. The ferrite content in all castings increased with additions of 0.02%RE. The tensile strengths of the 2 and 3 mm thick samples were also estimated using the relationship between strength and hardness, obtainedfrom the data on the tensile strength and hardness of the 25 mm thick samples.© 2004 Elsevier B.V. All rights reserved.
Keywords: Ductile iron; Rare earth element; Thin wall casting; Nodularity
1. Introduction
Increasing interest in energy saving has led to the devel-opment of lightweight materials and of new processes to re-duce the weight of existing materials without compromisingtheir properties. In the automotive industries, attempts havebeen made to replace cast iron and steel components withaluminum components and to develop the casting processto make thin wall ductile iron castings. Ductile irons pos-sess reasonably high strength, good ductility and resistanceto shock[1]. Therefore, they can meet many design require-ments for automotive applications. Ductile cast irons alsohave some attractive properties, such as castability, machin-ability, wear resistance and impact resistance[1], as com-pared to those of steel. As a result, they have been used inmany industrial sectors.
∗ Corresponding author. Tel.:+1-414-229-4987;fax: +1-414-229-6958.
E-mail address: [email protected] (P.K. Rohatgi).
The use of thin wall ductile iron components in trans-portation systems will result in a weight reduction, that willresult in energy savings and less environmental pollutiondue to lower fuel consumption. However, a reduction in thethickness of castings leads to an increase in strength but adecrease in ductility[2] due to the formation of chill zonedue to faster solidification rate[3]. Avoiding the formationof chill zone is a major concern when producing thin wallductile iron castings with improved ductility. Both gray castiron and nodular cast iron can be made in the form of thinwalled castings. However, nodule cast iron is more benefi-cial for industrial applications due to its higher ductility thanthat of gray cast iron.
The mechanical properties of thin wall ductile iron cast-ings depend on various factors including the nodularityand number of graphite nodules, as well as the amount offerrite [4]. In ductile iron castings, the nodularity is one ofthe most important factors influencing the strength of thecasting as failure will initiate from the edges of irregularshape for graphite particles. Borrajo et al.[5] observed that
0921-5093/$ – see front matter © 2004 Elsevier B.V. All rights reserved.doi:10.1016/j.msea.2004.04.060
324 J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333
graphite nodule counts increase with decreasing solidifica-tion time and the nodularity increases with decreasing sec-tion thickness. Javaid et al.[2] observed that the elongationof 3 mm thick, thin walled castings increases with increas-ing Si content from 2.5 to 3% but decreases with increasingMg content from 0.02 to 0.05%. The fracture toughnesswas not considerably influenced by Si (2.25–3.5%) andCe (0.006–0.014%). In addition, the formation of graphitenodules are influenced by a number of variables, includ-ing chemical composition, cooling rate, type, amount,and method of post-inoculation and pouring temperatures[6–11].
In this study, rare earth elements (RE) were added to duc-tile iron melts to identify the effect of RE content on themicrostructure formation and mechanical properties of thematrix alloy. Samples with 2, 3, 4, 6 and 8 mm thicknesseswere cast and their hardness was measured. The effectsof RE content and sample thickness on the graphite nod-ule count, graphite nodule size, spherodization, and ferriteamount were observed. The tensile strength, yield strength,and elongation, were also measured from the samples madefrom a Y block.
2. Experimental procedure
Fourteen kilograms of melts was prepared by melt-ing pig iron, gray iron, and steel scraps together usingan induction furnace. The processes for spherodizationand post-inoculation were performed on the melts. Thespherodization process was performed by adding Fe–Si–Mgalloys into the melts at a melt temperature of 1500◦C.In this process, the amount of rare earth elements in thefinal casting were varied at 0, 0.02, 0.03, and 0.04% toobserve the effect of the amount of RE on the formation ofgraphite nodules. The analyzed chemical compositions ofdifferent RE content are shown inTable 1. The melts werepost-treated by adding 0.2% of a Fe–Si type inoculant, afterwhich the melts were poured into sand molds with a geom-etry shown inFig. 1. In addition, the melts were poured intostep bar molds as shown inFig. 2, which enables makingof samples with various thicknesses. The molds shown inFigs. 1 and 2were CO2 sand molds. Four samples contain-ing varied amount of RE were made using this process, andtheir chemical compositions are shown inTable 2.
Table 1List of heats made for the present study and the chemical compositionof the samples
Heat number Chemical composition (wt.%)
C Si Mn P S Mg RE CE
1 3.46 2.56 0.23 0.017 0.015 0.044 0.00 4.322 3.52 2.41 0.23 0.016 0.015 0.045 0.02 4.333 3.52 2.41 0.26 0.019 0.019 0.043 0.03 4.324 3.49 2.48 0.26 0.018 0.014 0.045 0.04 4.32
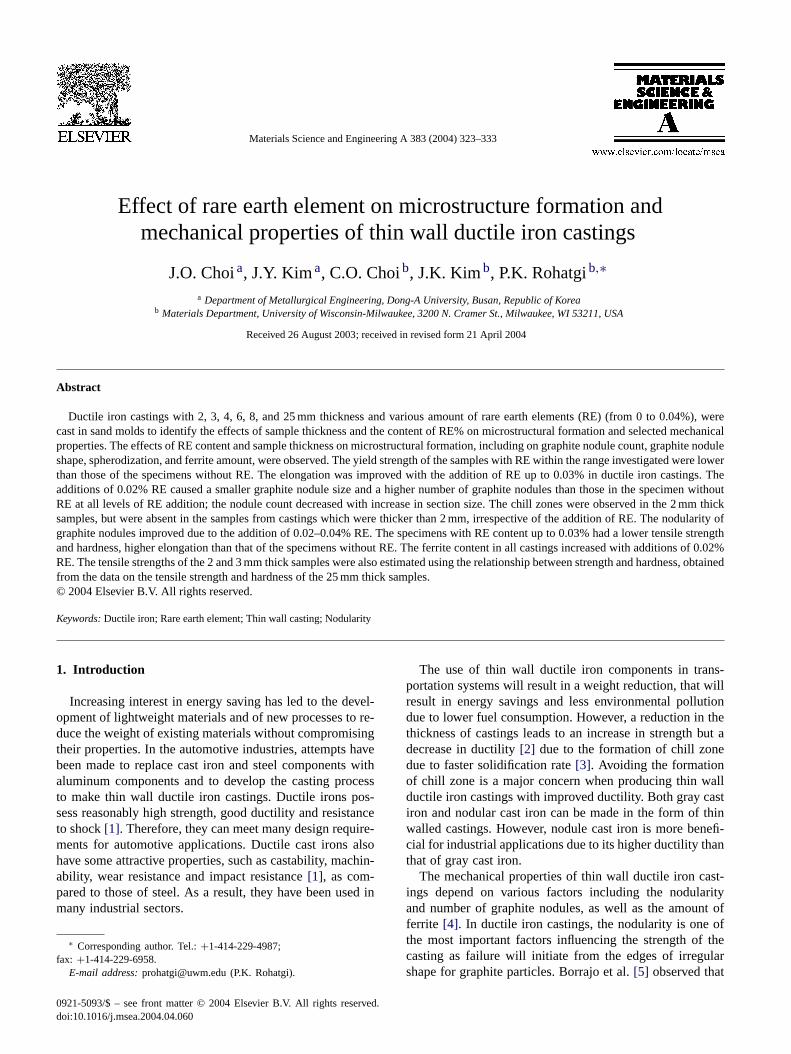
Fig. 1. Geometry of theY-block (dimensions are in mm).
Fig. 2. Schematic drawing of step-bars with different section thickness(dimensions are in mm).
Tensile testing specimens (Fig. 3) were made from cast-ings obtained from Y blocks (Fig. 1) and their tensilestrength, yield strength, and elongation were measured us-ing an Instrong at a cross speed of 1.5 mm/min. Hardness
Table 2Chemical composition of nodulizers
Chemicalcompound kind
Mg Ca RE SI Al Fe
C-6K 6.30 1.60 – 44.5 <1.0 BalanceC-5K 4.30 1.50 1.46 44.0 <1.0 BalanceC-5 5.07 1.80 1.80 44.0 <1.0 BalanceC-8 8.14 3.26 2.60 44.0 <1.0 Balance
J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333 325
R4 φ10
30
50
60
140
φ12
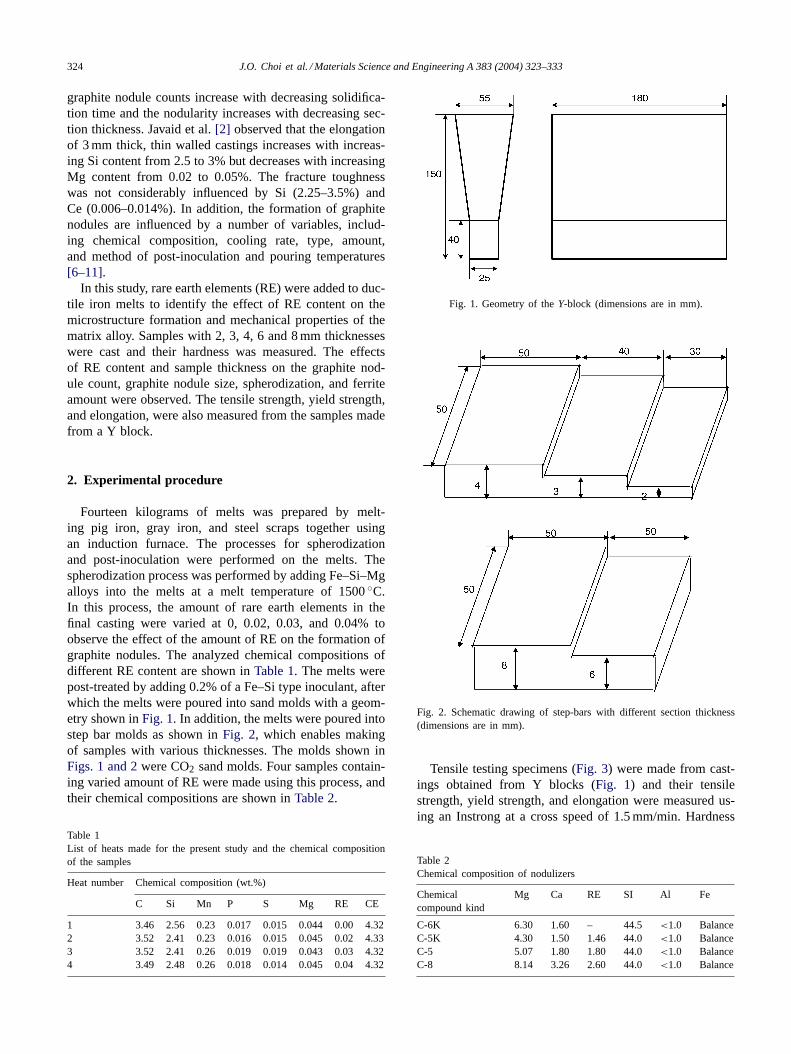
Fig. 3. Specimen for tensile test (dimensions are in mm).
tests were also performed on each sample using a BrinellHardness tester. Average values of the hardness were ob-tained based on 10 measurements. A 3000 kg load wasapplied to specimens with thickness of 4, 6, 8, and 25 mm,and 500 kg for 2 and 3 mm.
Fig. 4. Optical microstructures of the 2 mm thick specimens containing (a) 0%, (b) 0.02%, (c) 0.03%, and (d) 0.04% RE (×100).
The samples for microstructural observation were takenfrom the center of the thin walled castings made usingthe molds shown inFig. 2. The microstructures of thesamples were observed using a digital optical microscope(Leica-DM IRM HC) after polishing and etching using aNital solution. The number and size of the graphite noduleswere recorded, and chill formation was also documentedfrom optical photographs with a 100 magnification. Thegraphite nodule count was determined by averaging theamount of nodules observed in 1 mm2 at 10 different loca-tions. The nodularity of graphite nodules was determinedusing the following equation[12]:
R =∑
nidi∑
ni
(1)
where R is the average diameter of spherical graphite,di
is the measured diameter of graphite particle, andni is thenumber of graphite particles with a specific size.

326 J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333
3. Results and discussion
3.1. Microstructural observation
The optical microstructures of the 2 mm thick specimenswith varied RE content are shown inFig. 4. It is shownthat the distribution of graphite nodules are quite uniform.Chill zones form in all the specimens, but the extent ofchill zones is less in the specimens containing RE. Thehigher the amount of RE, the less is the degree of chillzone formation and the more is the formation of graphite.The reduced chill zone formation in the specimens contain-ing RE suggests that the presence of RE retards the ini-tiation of cementite formation. Unlike RE, the addition ofcerium was observed to enhance formation of chill zones[13,14].
Graphite nodules enveloped by ferrite in the pearlite ma-trix are also shown inFig. 4. The difference in the thicknessof the layer of ferrite around the graphite nodules betweenthe alloys (a) containing RE and (b) without RE suggeststhat the addition of RE influences the formation of ferrite.The layer of ferrite on the surface of graphite nodules isthicker in the specimens containing RE than in the speci-men without RE, suggesting promotion of the formation offerrite by the addition of RE.
Fig. 5. Optical microstructures of the 3 mm thick specimens containing (a) 0%, (b) 0.02%, (c) 0.03%, and (d) 0.04% RE (×100).
The effects of RE content on microstructural formation inthe 3 mm thick ductile iron castings are shown inFig. 5. Itis shown that the specimens with RE have smaller graphitenodules and a larger number of graphite nodules than thoseof the specimen without RE. This tendency suggests thatthe presence of RE plays a role in reducing the growth ofgraphite nodules and increasing their nucleation rate in the3 mm thick specimen. This tendency is different from thatobserved in the 2 mm thick specimens (Fig. 4). It is alsoshown that the graphite nodule size and counts depend onthe amount of RE. In the samples with RE, the nodule sizedecreases with increasing RE content to 0.02% and increaseswith increasing RE content from 0.02 to 0.03%. However,as RE content increases from 0.03 to 0.04%, the nodule sizeagain decreases. This results suggest that the effect of REon the nodule sizes and numbers of graphite nodules is verysensitive to the cooling rate due to a change in the thickness.
The microstructures of thin walled castings change withtheir size due to the change in the solidification rates.Graphite nodule size decreases with an increased coolingrate of melts[8]. An increase in the thickness of specimensfrom 2 to 3 mm will lead to a decreased solidification rate,which may lead to a larger size of graphite nodules inthe 3 mm thick specimens. When compared to that of the2 mm thick specimen without RE, the microstructure of the
J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333 327
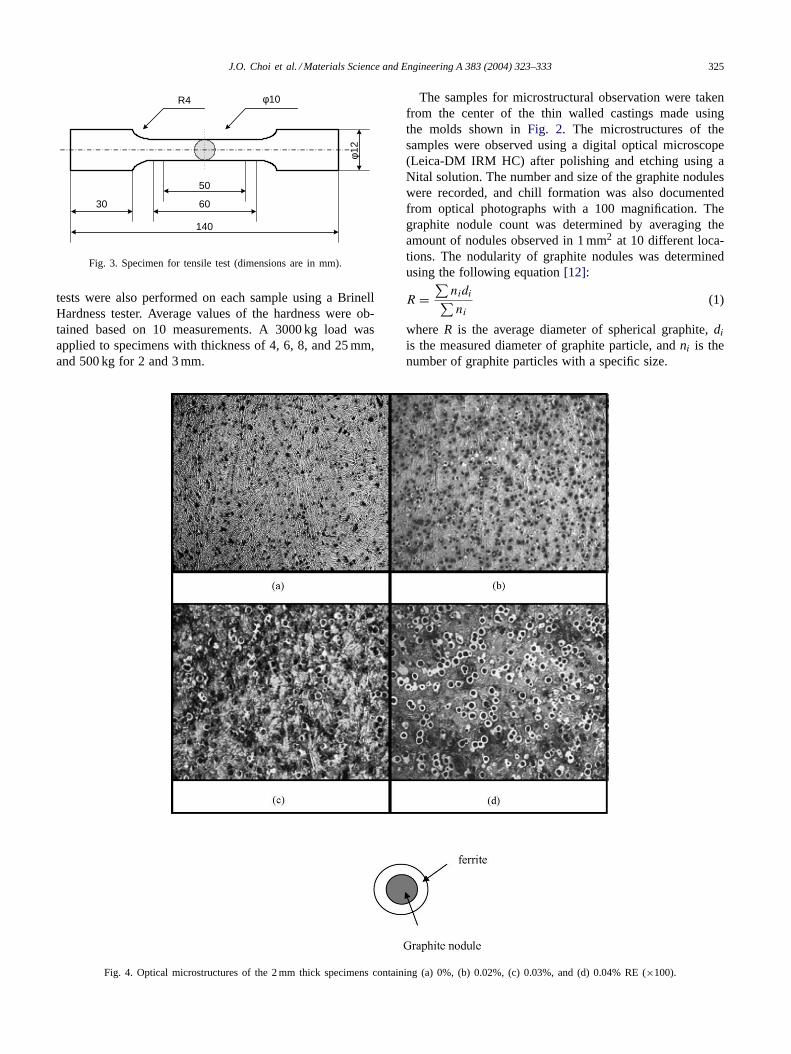
Fig. 6. Optical microstructures of the 4 mm thick specimens containing (a) 0%, (b) 0.02%, (c) 0.03%, and (d) 0.04% RE (×100).
3 mm specimen without RE shows much larger graphitenodules due to its lower solidification rate. However, in the2 and 3 mm thick specimens containing RE, the size of thegraphite nodules increases only slightly with the additionof RE due to an increase in sample thickness. This sug-gests that the addition of RE effectively reduces the growthrate of graphite nodules in the 3 mm thick specimen. Thebest effect of RE on the reduction in the growth rate ofgraphite nodules can be obtained at 0.02% in the 3 mmthick specimen (Fig. 5).
Microstructures of the 4 mm thick specimens containingvaried RE content are shown inFig. 6. The addition of REleads to a decrease in the size of graphite nodules and an im-proved nodularity, as was observed inFig. 5. In the specimenwithout RE, there are many nonspherical graphite nodules;however, in the specimen with RE, the graphite nodules aremore spherical in shape. The smallest graphite nodules wereobtained in the specimen with 0.02% RE. It is also shownthat a ferrite layer is thicker in the specimen without REthan in the specimens with RE, suggesting that the additionof RE plays a role in reducing ferrite formation. This sameeffect was observed in the 3 mm thick specimen.
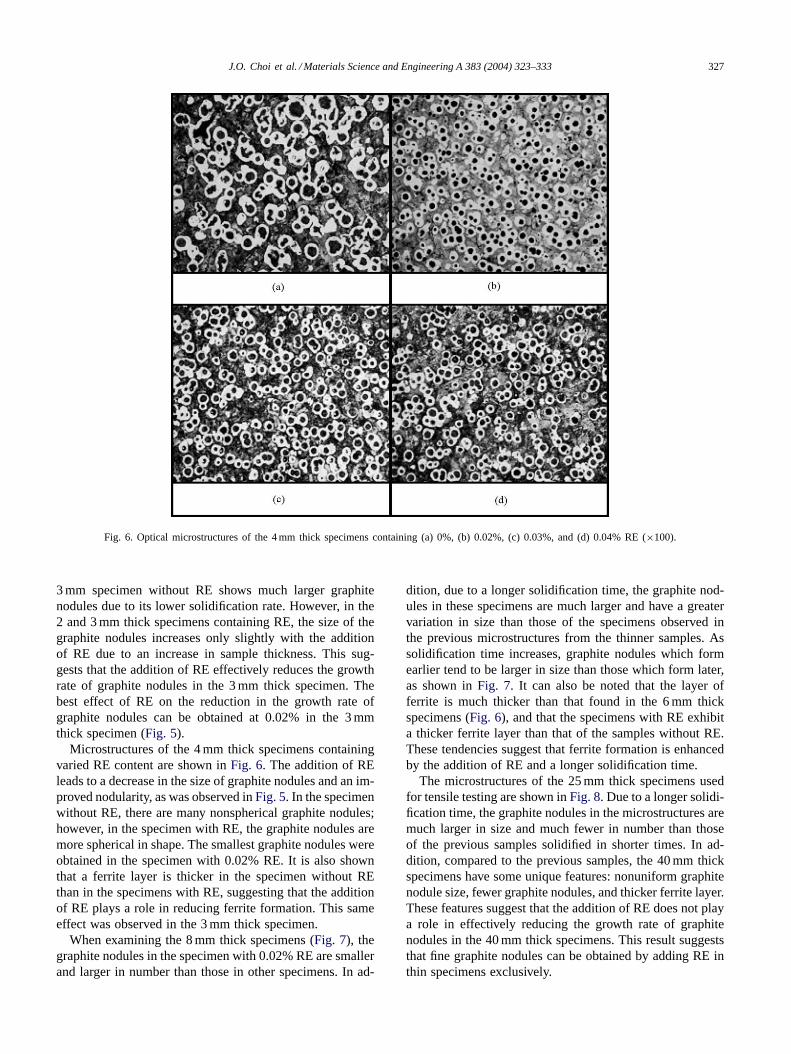
When examining the 8 mm thick specimens (Fig. 7), thegraphite nodules in the specimen with 0.02% RE are smallerand larger in number than those in other specimens. In ad-
dition, due to a longer solidification time, the graphite nod-ules in these specimens are much larger and have a greatervariation in size than those of the specimens observed inthe previous microstructures from the thinner samples. Assolidification time increases, graphite nodules which formearlier tend to be larger in size than those which form later,as shown inFig. 7. It can also be noted that the layer offerrite is much thicker than that found in the 6 mm thickspecimens (Fig. 6), and that the specimens with RE exhibita thicker ferrite layer than that of the samples without RE.These tendencies suggest that ferrite formation is enhancedby the addition of RE and a longer solidification time.
The microstructures of the 25 mm thick specimens usedfor tensile testing are shown inFig. 8. Due to a longer solidi-fication time, the graphite nodules in the microstructures aremuch larger in size and much fewer in number than thoseof the previous samples solidified in shorter times. In ad-dition, compared to the previous samples, the 40 mm thickspecimens have some unique features: nonuniform graphitenodule size, fewer graphite nodules, and thicker ferrite layer.These features suggest that the addition of RE does not playa role in effectively reducing the growth rate of graphitenodules in the 40 mm thick specimens. This result suggeststhat fine graphite nodules can be obtained by adding RE inthin specimens exclusively.

328 J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333
Fig. 7. Optical microstructures of the 8 mm thick specimens containing (a) 0%, (b) 0.02%, (c) 0.03%, and (d) 0.04% RE (×100).
3.2. Graphite nodule count and size
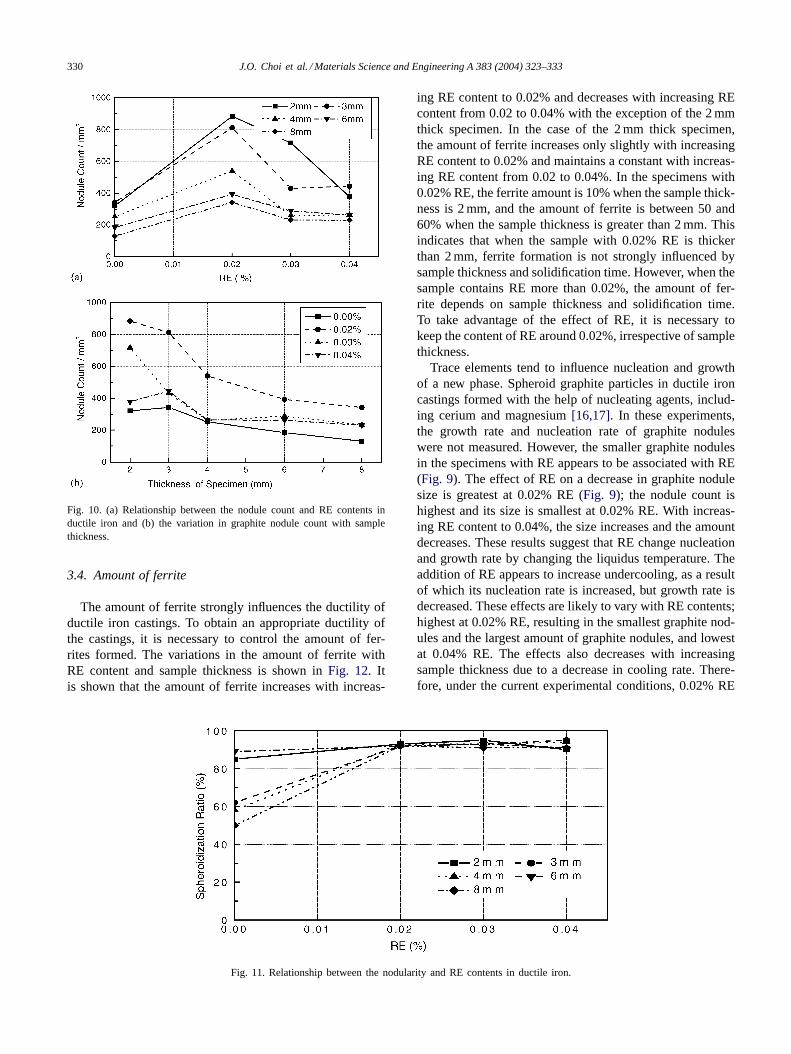
The effect of RE content on the diameter of graphitenodules in the specimens of varied thickness is shown inFig. 9. In the sample without RE, the thinner the sample, thesmaller the graphite nodules, due to a shorter solidificationtime. The same effect of sample thickness is observed in thespecimen with RE; however, the addition of RE leads to asmaller graphite nodule size. In the specimens with RE, thediameter decreases with increasing RE content to 0.02% andincreases with increasing RE content from 0.02 to 0.03%,irrespective of sample thickness. Kanetkar et al.[14] alsoobserved a similar effect of La on graphite nodule count,as seen inFig. 10(a). This shows that the graphite nodulecount increases with increasing La content to 0.02% and de-creases from 0.02 to 0.04%. Onsoien[9] also observed thatthe addition of Ce increases graphite nodule count with in-creasing Ce content to 0.02–0.04% and decreases with in-creasing RE content to 0.06%. In this study, the smallestgraphite nodule size (13�m) was obtained in the 2 mm spec-imen with 0.02% RE; the largest (24�m) in the 8 mm thickspecimen without RE. From the results, it can be noted thatcombination of the use of RE with a decrease in samplethickness is a desirable method to increase graphite nodulecount. However, since this effect decreases at RE content
higher than 0.02%, it is necessary to maintain RE contentaround 0.02%.
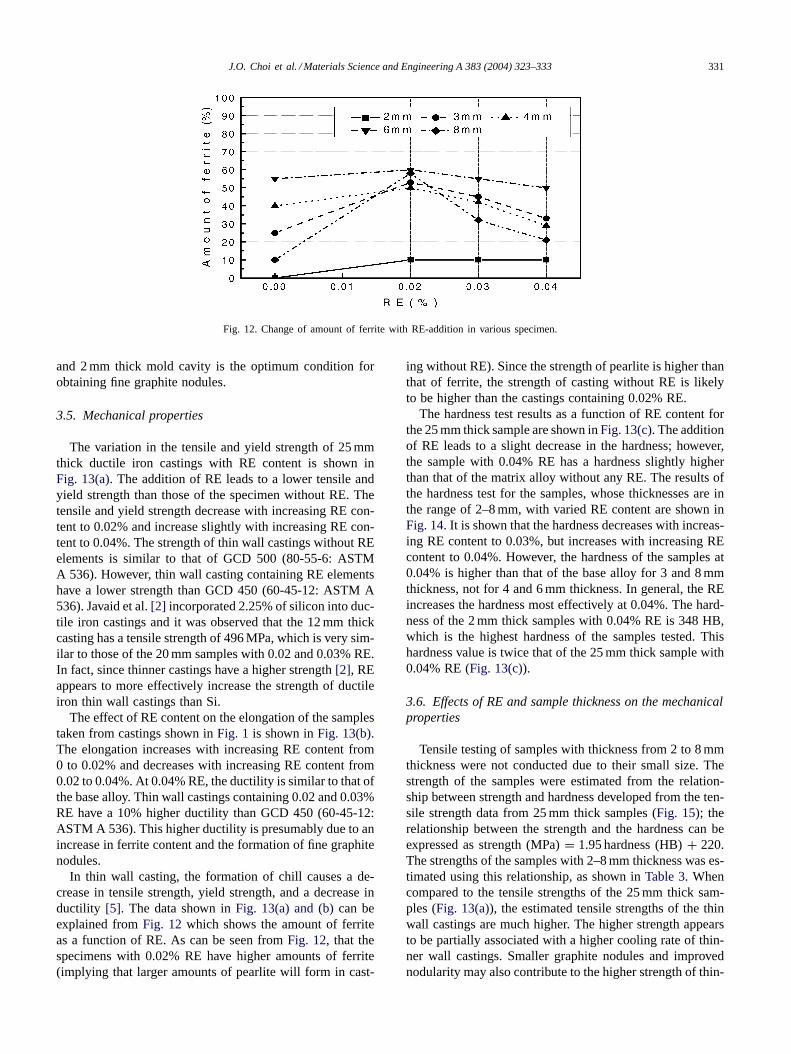
In Fig. 10a, it can be noted that graphite nodule countis higher in the thinner specimens; however, the specimenswith RE have a larger number of graphite nodules than thosein the specimens without RE. The 2 mm thick specimen with0.02% RE has the highest graphite nodule count (890 countin 1 mm2 area); the lowest nodule count (120 count) was ob-tained in the 8 mm thick specimen without RE. The effect ofan addition of RE is the highest in 0.02% RE and decreaseswith increasing RE content. At 0.04% RE, graphite nodulecount is slightly higher than that in the specimen without RE,as shown inFig. 10b. At 0.02% RE, a small variation in sam-ple thickness leads a greater change in graphite nodule count.
In fact, the number of graphite nodules are very importantin terms of strength. Goodrich[19] suggested most desirablenodule count being 300 mm2 for suitable strength of ductileiron castings for industrial applications. The nodule countsshown inFig. 10asuggests that the thin wall castings withRE may have a suitable strength for industrial applications,except the 8 mm thick castings with RE. In addition, graphitenodule counts which increase with decreasing the size ofthe nodules is of importance in terms of the floatation ofthe nodules. Since coarse graphite nodules, due to a smallnodule count, tend to more readily float[20], leading to a
J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333 329
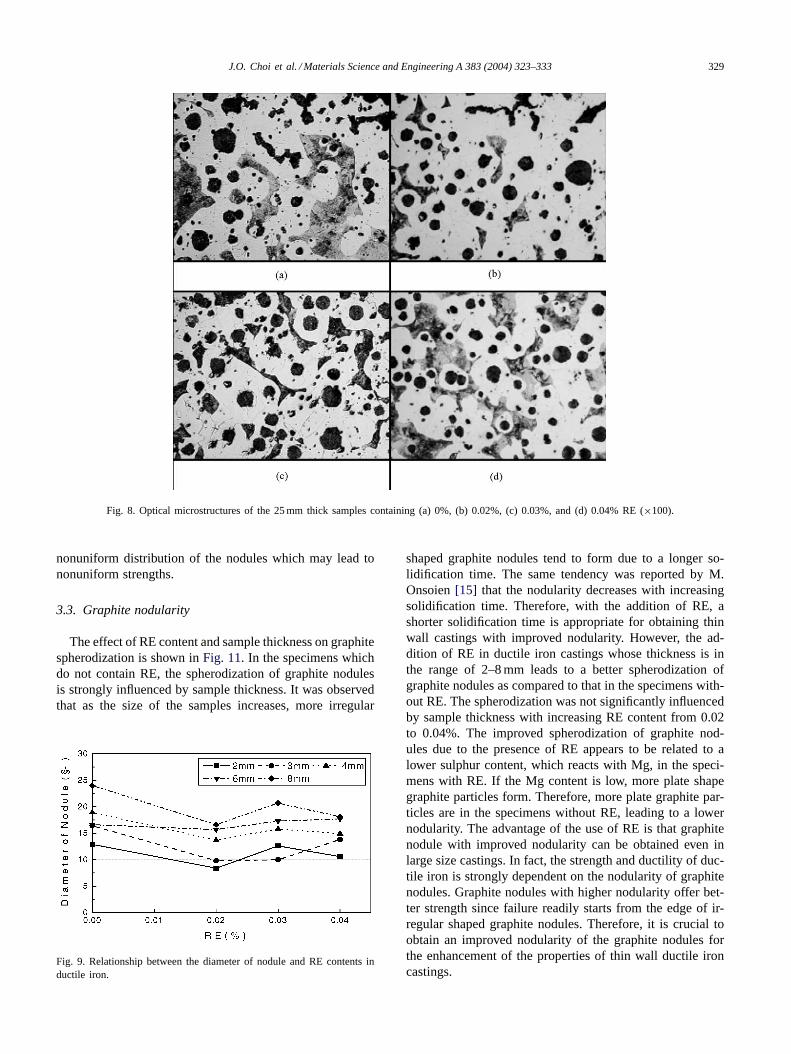
Fig. 8. Optical microstructures of the 25 mm thick samples containing (a) 0%, (b) 0.02%, (c) 0.03%, and (d) 0.04% RE (×100).
nonuniform distribution of the nodules which may lead tononuniform strengths.
3.3. Graphite nodularity
The effect of RE content and sample thickness on graphitespherodization is shown inFig. 11. In the specimens whichdo not contain RE, the spherodization of graphite nodulesis strongly influenced by sample thickness. It was observedthat as the size of the samples increases, more irregular
Fig. 9. Relationship between the diameter of nodule and RE contents inductile iron.
shaped graphite nodules tend to form due to a longer so-lidification time. The same tendency was reported by M.Onsoien[15] that the nodularity decreases with increasingsolidification time. Therefore, with the addition of RE, ashorter solidification time is appropriate for obtaining thinwall castings with improved nodularity. However, the ad-dition of RE in ductile iron castings whose thickness is inthe range of 2–8 mm leads to a better spherodization ofgraphite nodules as compared to that in the specimens with-out RE. The spherodization was not significantly influencedby sample thickness with increasing RE content from 0.02to 0.04%. The improved spherodization of graphite nod-ules due to the presence of RE appears to be related to alower sulphur content, which reacts with Mg, in the speci-mens with RE. If the Mg content is low, more plate shapegraphite particles form. Therefore, more plate graphite par-ticles are in the specimens without RE, leading to a lowernodularity. The advantage of the use of RE is that graphitenodule with improved nodularity can be obtained even inlarge size castings. In fact, the strength and ductility of duc-tile iron is strongly dependent on the nodularity of graphitenodules. Graphite nodules with higher nodularity offer bet-ter strength since failure readily starts from the edge of ir-regular shaped graphite nodules. Therefore, it is crucial toobtain an improved nodularity of the graphite nodules forthe enhancement of the properties of thin wall ductile ironcastings.
330 J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333
Fig. 10. (a) Relationship between the nodule count and RE contents inductile iron and (b) the variation in graphite nodule count with samplethickness.
3.4. Amount of ferrite
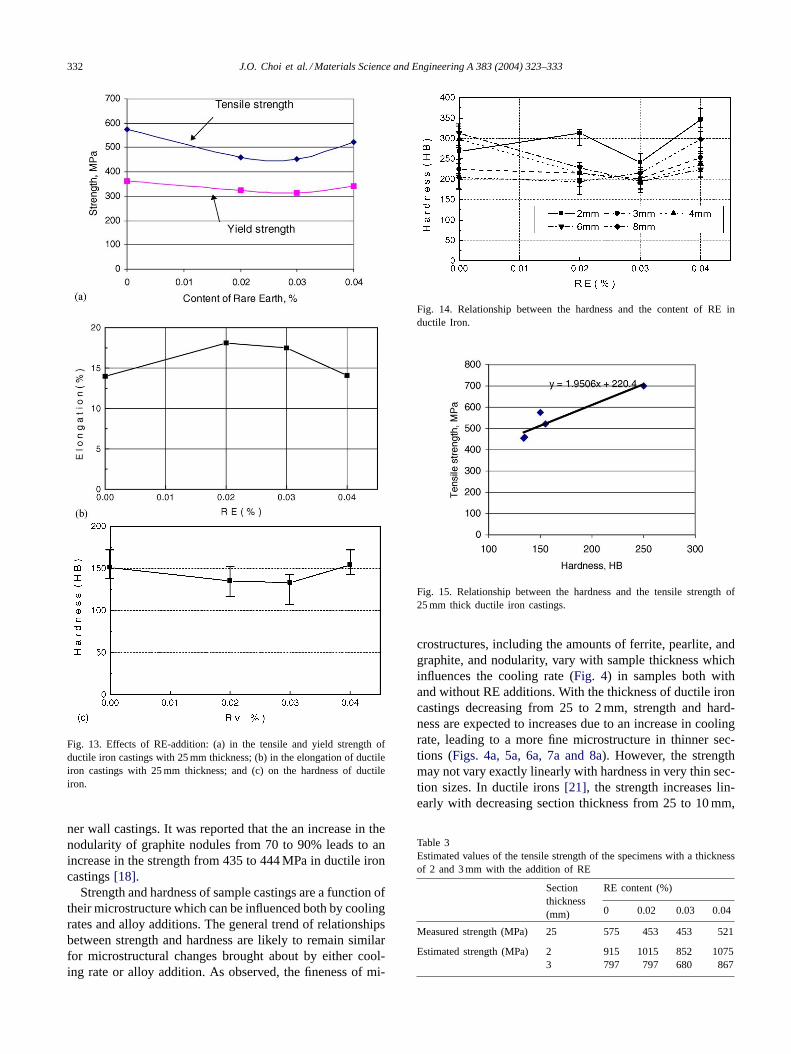
The amount of ferrite strongly influences the ductility ofductile iron castings. To obtain an appropriate ductility ofthe castings, it is necessary to control the amount of fer-rites formed. The variations in the amount of ferrite withRE content and sample thickness is shown inFig. 12. Itis shown that the amount of ferrite increases with increas-
Fig. 11. Relationship between the nodularity and RE contents in ductile iron.
ing RE content to 0.02% and decreases with increasing REcontent from 0.02 to 0.04% with the exception of the 2 mmthick specimen. In the case of the 2 mm thick specimen,the amount of ferrite increases only slightly with increasingRE content to 0.02% and maintains a constant with increas-ing RE content from 0.02 to 0.04%. In the specimens with0.02% RE, the ferrite amount is 10% when the sample thick-ness is 2 mm, and the amount of ferrite is between 50 and60% when the sample thickness is greater than 2 mm. Thisindicates that when the sample with 0.02% RE is thickerthan 2 mm, ferrite formation is not strongly influenced bysample thickness and solidification time. However, when thesample contains RE more than 0.02%, the amount of fer-rite depends on sample thickness and solidification time.To take advantage of the effect of RE, it is necessary tokeep the content of RE around 0.02%, irrespective of samplethickness.
Trace elements tend to influence nucleation and growthof a new phase. Spheroid graphite particles in ductile ironcastings formed with the help of nucleating agents, includ-ing cerium and magnesium[16,17]. In these experiments,the growth rate and nucleation rate of graphite noduleswere not measured. However, the smaller graphite nodulesin the specimens with RE appears to be associated with RE(Fig. 9). The effect of RE on a decrease in graphite nodulesize is greatest at 0.02% RE (Fig. 9); the nodule count ishighest and its size is smallest at 0.02% RE. With increas-ing RE content to 0.04%, the size increases and the amountdecreases. These results suggest that RE change nucleationand growth rate by changing the liquidus temperature. Theaddition of RE appears to increase undercooling, as a resultof which its nucleation rate is increased, but growth rate isdecreased. These effects are likely to vary with RE contents;highest at 0.02% RE, resulting in the smallest graphite nod-ules and the largest amount of graphite nodules, and lowestat 0.04% RE. The effects also decreases with increasingsample thickness due to a decrease in cooling rate. There-fore, under the current experimental conditions, 0.02% RE
J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333 331
Fig. 12. Change of amount of ferrite with RE-addition in various specimen.
and 2 mm thick mold cavity is the optimum condition forobtaining fine graphite nodules.
3.5. Mechanical properties
The variation in the tensile and yield strength of 25 mmthick ductile iron castings with RE content is shown inFig. 13(a). The addition of RE leads to a lower tensile andyield strength than those of the specimen without RE. Thetensile and yield strength decrease with increasing RE con-tent to 0.02% and increase slightly with increasing RE con-tent to 0.04%. The strength of thin wall castings without REelements is similar to that of GCD 500 (80-55-6: ASTMA 536). However, thin wall casting containing RE elementshave a lower strength than GCD 450 (60-45-12: ASTM A536). Javaid et al.[2] incorporated 2.25% of silicon into duc-tile iron castings and it was observed that the 12 mm thickcasting has a tensile strength of 496 MPa, which is very sim-ilar to those of the 20 mm samples with 0.02 and 0.03% RE.In fact, since thinner castings have a higher strength[2], REappears to more effectively increase the strength of ductileiron thin wall castings than Si.
The effect of RE content on the elongation of the samplestaken from castings shown inFig. 1 is shown inFig. 13(b).The elongation increases with increasing RE content from0 to 0.02% and decreases with increasing RE content from0.02 to 0.04%. At 0.04% RE, the ductility is similar to that ofthe base alloy. Thin wall castings containing 0.02 and 0.03%RE have a 10% higher ductility than GCD 450 (60-45-12:ASTM A 536). This higher ductility is presumably due to anincrease in ferrite content and the formation of fine graphitenodules.
In thin wall casting, the formation of chill causes a de-crease in tensile strength, yield strength, and a decrease inductility [5]. The data shown inFig. 13(a) and (b)can beexplained fromFig. 12 which shows the amount of ferriteas a function of RE. As can be seen fromFig. 12, that thespecimens with 0.02% RE have higher amounts of ferrite(implying that larger amounts of pearlite will form in cast-
ing without RE). Since the strength of pearlite is higher thanthat of ferrite, the strength of casting without RE is likelyto be higher than the castings containing 0.02% RE.
The hardness test results as a function of RE content forthe 25 mm thick sample are shown inFig. 13(c). The additionof RE leads to a slight decrease in the hardness; however,the sample with 0.04% RE has a hardness slightly higherthan that of the matrix alloy without any RE. The results ofthe hardness test for the samples, whose thicknesses are inthe range of 2–8 mm, with varied RE content are shown inFig. 14. It is shown that the hardness decreases with increas-ing RE content to 0.03%, but increases with increasing REcontent to 0.04%. However, the hardness of the samples at0.04% is higher than that of the base alloy for 3 and 8 mmthickness, not for 4 and 6 mm thickness. In general, the REincreases the hardness most effectively at 0.04%. The hard-ness of the 2 mm thick samples with 0.04% RE is 348 HB,which is the highest hardness of the samples tested. Thishardness value is twice that of the 25 mm thick sample with0.04% RE (Fig. 13(c)).
3.6. Effects of RE and sample thickness on the mechanicalproperties
Tensile testing of samples with thickness from 2 to 8 mmthickness were not conducted due to their small size. Thestrength of the samples were estimated from the relation-ship between strength and hardness developed from the ten-sile strength data from 25 mm thick samples (Fig. 15); therelationship between the strength and the hardness can beexpressed as strength (MPa)= 1.95 hardness (HB)+ 220.The strengths of the samples with 2–8 mm thickness was es-timated using this relationship, as shown inTable 3. Whencompared to the tensile strengths of the 25 mm thick sam-ples (Fig. 13(a)), the estimated tensile strengths of the thinwall castings are much higher. The higher strength appearsto be partially associated with a higher cooling rate of thin-ner wall castings. Smaller graphite nodules and improvednodularity may also contribute to the higher strength of thin-
332 J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333
Fig. 13. Effects of RE-addition: (a) in the tensile and yield strength ofductile iron castings with 25 mm thickness; (b) in the elongation of ductileiron castings with 25 mm thickness; and (c) on the hardness of ductileiron.
ner wall castings. It was reported that the an increase in thenodularity of graphite nodules from 70 to 90% leads to anincrease in the strength from 435 to 444 MPa in ductile ironcastings[18].
Strength and hardness of sample castings are a function oftheir microstructure which can be influenced both by coolingrates and alloy additions. The general trend of relationshipsbetween strength and hardness are likely to remain similarfor microstructural changes brought about by either cool-ing rate or alloy addition. As observed, the fineness of mi-
Fig. 14. Relationship between the hardness and the content of RE inductile Iron.
Fig. 15. Relationship between the hardness and the tensile strength of25 mm thick ductile iron castings.
crostructures, including the amounts of ferrite, pearlite, andgraphite, and nodularity, vary with sample thickness whichinfluences the cooling rate (Fig. 4) in samples both withand without RE additions. With the thickness of ductile ironcastings decreasing from 25 to 2 mm, strength and hard-ness are expected to increases due to an increase in coolingrate, leading to a more fine microstructure in thinner sec-tions (Figs. 4a, 5a, 6a, 7a and 8a). However, the strengthmay not vary exactly linearly with hardness in very thin sec-tion sizes. In ductile irons[21], the strength increases lin-early with decreasing section thickness from 25 to 10 mm,
Table 3Estimated values of the tensile strength of the specimens with a thicknessof 2 and 3 mm with the addition of RE
Sectionthickness(mm)
RE content (%)
0 0.02 0.03 0.04
Measured strength (MPa) 25 575 453 453 521
Estimated strength (MPa) 2 915 1015 852 10753 797 797 680 867

J.O. Choi et al. / Materials Science and Engineering A 383 (2004) 323–333 333
and has a linear relationship with hardness between 180and 300 HB. To verify the exact nature of the relationshipin thin sections, it is necessary to measure the strength ofthin samples by developing a testing method for thin wallcastings.
In fact, the mechanical properties of ductile iron castingsdepend on various parameters, including the volume frac-tions of pearlite, ferrite and graphite nodules, thickness offerrite and shape of graphite nodules. FromTable 3, it canbe noted that the thinner samples have a higher strength.However, as seen inFigs. 4 and 5, while the microstruc-tures of the 2 mm thick samples shows the formation ofchill zone which leads to a lower ductility, the 3 mm thicksamples do not show the formation of chill zone. In viewof this, 2 mm thick ductile iron castings containing RE andmade under the current experimental conditions are likelyto be undesirable for industrial applications due to the for-mation of chill zone. However, castings of 3 mm thicknesswith 0.04% RE would appear to be appropriate for industrialapplications.
4. Conclusions
1. Microstructural features in thin wall ductile iron castings,including the thickness of ferrite layer around graphiteferrite, graphite nodule size, and graphite nodule count,were observed to depend on the amount of rare earth el-ements and sample thickness. In the 2 mm thick speci-mens, the addition of RE leads to a decrease in the amountof chill formation, a higher graphite nodule count andsize as compared to those in the specimens without RE.However, in the specimen whose thickness is in the rangeof 3–6 mm, the addition of RE led to a smaller graphitenodule size and a higher number of graphite nodules thanthose in the specimen without RE. These results suggestthat the role of RE varies with sample thickness. In ad-dition, chill formation was not observed in the samplesthicker than 2 mm, irrespective of the addition of RE,suggesting that the effect of rare earth in reducing chillformation is important in very thin sections.
2. The nodularity of graphite nodules improved due to theaddition of RE. In the samples without RE, the nodular-ity increases with decreasing sample thickness; the RE
addition significantly reduced the variation in nodularitywith sample thickness.
3. The amount of ferrite was observed to depend on REcontent and sample thickness. The addition of RE ledto a higher amount of ferrite than that of the specimenswithout RE. The ferrite content was the lowest for the2 mm thick specimen with 0.02% RE.
4. The specimens with RE had a lower tensile and yieldstrength as compared to same thickness specimens with-out RE. The lower strength appears to be related to alower amount of pearlite in the specimens with RE. Theductilities of the specimens with RE are lower than thoseof the specimens without RE.
References
[1] H.T. Angus, Cast Iron: Physical and Engineering Properties, seconded., Butterworths, 1976.
[2] B. Javaid, K.G. Davis, M. Sahoo, AFS Trans. 97 (1989) 191.[3] K.K. Schrems, J.A. Hawk, O.N. Dogan, A.P. Druschitz, SAE Inter-
national, 2003, 2003-01-0828.[4] R. O’Rourke, Adv. Mater. Proc. 159 (2001) 65.[5] J.M. Borrajo, R.A. Martinez, R.E. Boeri, J. A Sikora, ISIJ Int. 42 (3)
(2002) 257–263.[6] J. Gayet, J.C. Margerie, AFS Int. Cast Met. J. 6 (6) (1981) 47.[7] J.E. Bevan, W.G. Scholz, AFS Trans. 85 (1977) 271.[8] X.X.P. Shen, S.J. Harris, B. Nobel, Mater. Sci. Technol. 11 (1995)
893.[9] L. Guerin, M. Gagne, Foundryman 8 (1987) 336.
[10] N. Fatahalla, T. Gomaa, S. Bahi, M. Negm, Z. Metallkde 89 (1998)507.
[11] S.K. Yu, C.R. Loper Jr., H.H. Cornell, AFS Trans. 94 (1986) 557.[12] Standard Optical Microscope of Spherical Graphite in Ductile Irons,
Society of Japanese Foundry, 1986, p. 3.[13] B.C. Liu, T.X. Li, L. Li, AFS Trans. 97 (1989) 11.[14] C.S. Kanetkar, H.H. Cornell, D.M. Stefanescu, AFS Trans. 92 (1984)
417.[15] M.I. Onsoien, Ph.D Thesis, Norwegian University of Science and
Technology, 1997.[16] H.T. Angus, Cast Iron, Physical and Engineering Properties, second
ed., British Cast Iron Research Association, Butterworths, 1976,p. 128.
[17] A. Yanagisawa, T.S. Lui, Met. Trans. 16A (1995) 667–673.[18] D. Venugopalan, A. Alagarsamy, AFS Trans. 98 (1990) 122.[19] G.M. Goodrich, Modern Casting, 1990, May, p. 44.[20] E.F. Ryntz Jr., Modern Casting, 1990, November 65.[21] Iron Castings Engineering Handbook, American Foundry Society,
Des Plaines, IL, 2003, p. 152.


















