Dynamic Process Modeling - APMonitorapmonitor.com/che436/uploads/Main/Lecture4_notes.pdfModeling...
26
Dynamic Process Modeling
Transcript of Dynamic Process Modeling - APMonitorapmonitor.com/che436/uploads/Main/Lecture4_notes.pdfModeling...

Dynamic Process Modeling

Understanding Dynamic Process Behavior
• To learn about the dynamic behavior of a process, analyze measured process variable test data
• Process variable test data can be generated by suddenly changing the controller output signal
• Be sure to move the controller output far enough and fast enough so that the dynamic behavior of the process is clearly revealed as the process responds
• The dynamic behavior of a process is different as operating level changes (nonlinear behavior) so collect process data at normal operating levels (design level of operation)

Modeling Dynamic Process Behavior• The best way to understand process data is through modeling
• Modeling means fitting a first order plus dead time (FOPDT) dynamic process model to the data set:
where:
y(t) is the measured process variable
u(t) is the controller output signal
• The FOPDT model is low order and linear so it can only approximate the behavior of real processes
)()()(
PPP tuKtydt
tdy

Modeling Dynamic Process Behavior
• When a first order plus dead time (FOPDT) model is fit to dynamic process data
• The important parameters that result are:
• Steady State Process Gain, KP
• Overall Process Time Constant, P
• Apparent Dead Time, P
)()()(
PPP tuKtydt
tdy

• Tuning of controller means selecting the parameters for “best” operation
• FOPDT model of dynamics of the process are used• Kp
• p
• p
• See correlations
• This “Tuning Guide” is located near the end of the pdf file for the Practical Process Control book
• This is a place to start (close but not best)

The FOPDT Model
• model parameters (KP, P and P) are used in correlations to compute initial controller tuning values
• sign of KP indicates the action of the controller
(+KP reverse acting; KP direct acting)
• size of P indicates the maximum desirable loop sample time (be sure sample time T 0.1P)

Step Test Data and Dynamic Process Modeling
• Process starts at steady state
• Controller output signal is stepped to new value
• Measured process variable allowed to complete response
5 0
5 5
6 0
5 0
5 5
6 0
0 5 1 0 1 5 2 0
O pe n L oop S t e p T e s tP r o c e s s : C u s t o m P r o c e s s C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m in s )
Step Test
5 0
5 5
6 0
5 0
5 5
6 0
0 5 1 0 1 5 2 0
O pe n L oop S t e p T e s tP r o c e s s : C u s t o m P r o c e s s C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m in s )

Process Gain From Step Test Data
• KP describes how much the measured process variable, y(t), changes in response to changes in the controller output, u(t)
• A step test starts and ends at steady state, so KP can be computed from plot axes
where u(t) and y(t) represent the total change from initial to final steady state
• A large process gain means the process will show a big response to each control action
)( Output, Controller in the Change StateSteady
)(Variable, Process Measured in the Change StateSteady
tu
tyKP

KP for Gravity Drained Tanks
Steady state process gain has a: size (0.095), sign (+0.095), and units (m/%)
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n k s - O p e n L o o p S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
y = (2.88 - 1.93) m
u = (60 - 50) %
%
m095.0
%5060
m 93.188.2
u
yK P

Overall Time Constant From Step Test Data
Time Constant P describes how fast the measured process variable, y(t), responds to changes in the controller output, u(t)
P is how long it takes for the process variable to reach 63.2% of its total change, starting from when the response first begins
5 0
5 5
6 0
5 0
5 5
6 0
0 5 1 0 1 5 2 0
O pe n L oop S t e p T e s tP r o c e s s : C u s t o m P r o c e s s C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m in s )
Step Test
5 0
5 5
6 0
5 0
5 5
6 0
0 5 1 0 1 5 2 0
O pe n L oop S t e p T e s tP r o c e s s : C u s t o m P r o c e s s C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m in s )

P for Gravity Drained Tanks
1) Locate where the measured process variable first shows a clear initial response to the step change – call this time tYstart
From plot, tYstart = 9.6 min
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n k s - O p e n L o o p S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pro
ce
ss
Va
ria
ble
Co
ntr
oll
er
Ou
tpu
t
T im e ( m ins )
tYstart

P for Gravity Drained Tanks2) Locate where the measured process variable reaches y63.2, or
where y(t) reaches 63.2% of its total final change
Label time t63.2 as the point in time where y63.2 occurs
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n ks - O pe n L o op S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
tYstart t63.2
y63.2
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n ks - O pe n L o op S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
tYstart t63.2
y63.2

Why is tau = 63.2% to steady-state?
equation FOPDT fromdelay - time thedropKuyt
y
Book) PDC of 42 (pg. Transform LaPlace)()()0()( sKUsYyssY
FunctionTransfer obtain to0y(0) with Rearrange1)(
)(
s
K
sU
sY
function) (step 1/sU(s)1
1)(
s
K
ssY
Book) PDC of (pg.42 Transform LaPlace Inverse1)(
t
eKty
At t632.01)( 1 KeKty

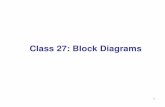
P for Gravity Drained Tanks
• y(t) starts at 1.93 m and shows a total change y = 0.95 m
• y63.2 = 1.93 m + 0.632(y)
= 1.93 m + 0.632(0.95 m) = 2.53 m
• y(t) passes through 2.53 m at t63.2 = 11.2 min
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n k s - O p e n L o o p S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
y = 0.95 m
tYstart t63.2
y63.2 = 2.53 m

P for Gravity Drained Tanks- The time constant is the time difference between tYstart and t63.2
- Time constant must be positive and have units of time
From the plot: P = t63.2 tYstart = 11.2 min 9.6 min = 1.6 min
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n k s - O p e n L o o p S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
y = 0.95 m
tYstart t63.2
P = 1.6 minutes
y63.2 = 2.53 m

Apparent Dead Time From Step Test Data
• P is the time from when the controller output step is made until when the measured process variable first responds
• Apparent dead time, P, is the sum of these effects:• transportation lag, or the time it takes for material to travel from one point
to another
• sample or instrument lag, or the time it takes to collect analyze or process a measured variable sample
• higher order processes naturally appear slow to respond
• Notes:• Dead time must be positive and have units of time
• Tight control in increasingly difficult as P 0.7P
• For important loops, work to avoid unnecessary dead time

P for Gravity Drained Tanks
P = tYstart tUstep
= 9.6 min 9.2 min = 0.4 min
1 .8
2 .0
2 .2
2 .4
2 .6
2 .8
3 .0
45
50
55
60
8 9 10 11 12 13 14 15 16 17 18
G ra v i t y D ra i n e d T a n k s - O p e n L o o p S t e p T e s tP r o c e s s : G r a v i t y D r a i n e d T a n k C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( m ins )
tYstart
P = 0.4 minutes
tUstep

Processes Have Time-Varying Behaviors
• The predictions of a FOPDT model are constant over time
• But real processes change every day because• surfaces foul or corrode
• mechanical elements like seals or bearings wear
• feedstock quality varies and catalyst activity drifts
• environmental conditions like heat and humidity change
• So the values of KP, P, P that best describe the dynamic behavior of a process today may not be best tomorrow
• As a result, controller performance will degrade with time and periodic retuning may be required

Processes Have Nonlinear Behaviors
• The predictions of a FOPDT model are constant as operating level changes
• The response of a real process varies with operating level
50
60
70
80
50
55
60
65
70
2 4 6 8 10 12 14 16 18 20
E x a m p l e N o n l i n e a r B e h a v i o r P r o c e s s : C u s t o m P r o c e s s C o n t r o l l e r : M a n u a l M o d e
Pr
oc
es
s
Va
ria
ble
Co
nt
ro
lle
r
Ou
tp
ut
T im e ( tim e un i ts )
response shape is different
at different operating levels
even though controller
output steps are the same
A
B
C

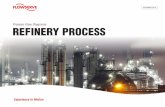
Gravity Drained Tanks is Nonlinear
A controller should be designed for
a specific level of operation!
1
2
3
4
5
6
7
40
50
60
70
80
90
0 5 10 15 20 25 30 35 40 45
N o n l i n e a r B e h a v i o r o f G ra v i t y D ra i n e d T a n k sM o d e l : F i r s t O r d e r P l u s D e a d T i m e ( F O P D T ) F i l e N a m e : T E S T .D A T
G a i n ( K ) = 0 .0 7 5 , T i m e C o n s t a n t ( T 1 ) = 1 .1 5 , D e a d T i m e ( T D ) = 0 .5 3 S S E : 2 0 6 .0
Me
as
ur
ed
Le
ve
l (
m)
Co
ntr
oll
er
Ou
tpu
t (%
)
T im e
equal u’s
constant parameter
FOPDT model
nonlinear process
variable response

Manual Fitting (FOPDT) - Practice
1. Find Kp = y/ u
2. Find p
3. Find y0.632
4. Find t0.632
5. Find p


Find Kp
• Kp = ymax / u = -2.06 m/-15%
= 0.137 m/%

Find p
p = 0.505

Find yFind ymax
y = 1.94
y0 = 4
ymax = 1.94 – 4 = -2.06

Find y0.632
Find t0.632
Find p
0.632 ymax = (0.632) (2.06) = 1.30 m
y0.632 = 4 - 1.30 = 2.70 m
t0.632 = 4.5 min
p = 4.5 – 3.05 = 1.45 min
Caution: Account for dead time when calculating p!