defeitos pintura
37
CURSO: INSPETOR DE PINTURA N1 INSTRUTOR: FERNANDO FERNANDES
Transcript of defeitos pintura

CURSO: INSPETOR DE PINTURA N1
INSTRUTOR: FERNANDO FERNANDES

Exames de qualificação - PROVAS PRÁTICAS - Nível 1
1. Inspeção Visual de superfícies de aço para pintura ou repintura
2. Estados iniciais de corrosão e preparo de superfície
3. Análise de abrasivos
4. Medição de perfil de rugosidade
5. Medição de espessura
6. Teste de aderência
7. Teste de descontinuidade de película
8. Análise de falhas de aplicação e defeitos de pintura

E – QP – EIF – 076
Análise de Falhas e Defeitos de Pintura:
1. São entregues ao candidato, 3 (três) corpos de prova, com falhas de aplicação e o formulário do Relatório de Inspeção.
2. O candidato deve avaliar os CPs, identificar as falhas (se houver) e anotarno Relatório de Inspeção. Deve também informar as causas das falhas oudefeitos.
3. É permitido o uso da pasta de Normas.
4. O tempo de realização da prova é de 30 minutos.
5. Ao terminar, entregar o relatório e os CPs ao Examinador.
6. Preencher o nome, número, data e assinar o Relatório de Inspeção.



Falhas durante a aplicação da tinta
a) ESCORRIMENTO (“Sagging”)
Outra denominação: Descaimento
Descrição:Excessiva fluidez da tinta em superfícies verticais.Ocorre sob a forma de cordões (leve) ou de cortina (pesado)

Falhas durante a aplicação da tinta
a) ESCORRIMENTO
Causas: Excesso de espessura na aplicaçãoDiluição excessiva da tintaTixotropia insuficiente da tinta
Correção:Antes da Secagem:
Remova o excesso de tinta com trinchaTécnica de aplicaçãoReformular a tinta
Após Secagem:Lixar e aplicar outra demão
Importante: O controle da espessura úmida é um dos melhores métodos para evitar este defeito.

Falhas durante a aplicação da tinta
b) Empolamento / Bolhas
Outra denominação: Bolha
DescriçãoA pintura apresenta protuberâncias semi-esféricas que variam de tamanho eintensidade.
Causas:a) Empolamento Seco:
Ocorre em condições secas;Oclusão de solvente ou ar no filme;Tintas incompatíveis ;Superfícies muito quentes.
b) Empolamento com líquido no interior:Ocorre em condições de imersão;Incompatibilidade com proteção catódica ou excesso de proteção catódica;Pintura sobre sal solúvel.

Falhas durante a aplicação da tinta
Bolhas provocadas pelo uso de diluente muito volátilna tinta de acabamento, em ambiente quente

Falhas durante a aplicação da tinta
Correções (Empolamento / Bolhas):Antes da secagem:Remover a pintura com pano e solvente.
Após a secagem: Dependendo da intensidade lixar e retocar ou lixar e aplicar outra demão.
Drenar e limpar os equipamentos contaminados com água e a superfície;
Não aplicar tintas incompatíveis entre si nem as que sejam inadequadas para proteção catódica;
Evitar pintar sobre superfícies muito quentes.

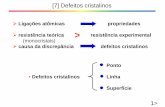
Tinta
Sal solúvelCl ; NO3 ; SO4
A umidade/água é absorvida pelo filme de tinta.
A velocidade de absorção é causada pela presença de sais solúveis (cloretos, sulfatos e nitratos) na superfície de aço.
Os sais solúveis são dissolvidos.Isto cria uma “pressão osmótica”
Mais umidade é absorvida, aumenta a pressão osmótica para umnível que causa formação de bolhas.
Empolamento
Solução Salina
CorrosãoCorrosão
Nota: A principal dificuldade da confirmação de contaminação por sal solúvel, é que ele não é visível, e requer testes de salinidade.
Contaminante NÃO VISÍVEL

Terminologia das falhas
c) Enrugamento (“Wrinkling”)A película com aspecto de pele ou couro enrugado. Esta ocorrência, quando não intencional é conseqüência da forte contração superficial da película de tintas alquídicas e principalmente óleo resinosas com óleo de tungue, mal formulada. A configuração da película enrugada pode se assemelhar a de couro de jacaré, recebendo o nome inglês de “alligatoring”, ocorrência comum em tintas de piche de alcatrão expostas ao desabrigo.

Enrugamento (“Wrinkling”)
S S SSO O O
evaporação dos solventes e oxigenação da resina
alquídicas
Secagem e Cura das tintasSecagem e Cura das tintas

Terminologia das falhas
d) FendimentoA ocorrência de fratura, trincas, quebras, fissuras ou fendas na película constitui falha classificável em um dos tipos abaixo:
Fendimento Superficial (“Checking”) – A película forma ligeiras fissuras e pouco profundas que não penetram até o substrato. A Norma ASTM D 660-44apresenta padrões fotográficos relativos ao fendimento superficial (“checking”).
Nota: O uso de lupa com 10 aumentos é recomendado para distinguir o fendimento superficial do fendimento até o substrato.

Trincas devidas à aplicação de tinta de acabamentode consistência mais dura sobre tinta de fundo mais macia
ou não totalmente curada

Terminologia das falhas
Fendimento até o Substrato (“Cracking”) – A película apresenta fendas profundas que penetram até o substrato. A Norma ISO 4628/4 ou ASTM D 661 STANDARD METHOD OF EVALUATING DEGREE OF CRACKING OF EXTERIOR PAINTS apresenta padrões fotográficos de referência para fendimento até o substrato.
As rachaduras podem ser provocadas por diversos outros fatores, como a aplicação ou atomização excessiva da tinta, aplicação emclima quente ou sobre substrato aquecido.
Não há como corrigir rachaduras, a tinta afetada precisa ser retirada e a pintura refeita.
Cracking Cracking -- ISO 4628/4, ASTM D661ISO 4628/4, ASTM D661

Terminologia das falhas
Fendimento Gretado (“Mud-cracking”) - Fendimento da película até o substrato, caracterizado pela configuração similar a que ocorre em camadas de terra argilosa molhada (barro ou lama) ao secar superficialmente. Este tipo de fendimento ébastante comum em tintas de zinco etil silicato aplicadas com excesso de espessura neste caso a falha poderia ser classificada como de aplicação.

Falhas durante a aplicação da tinta
e) Cratera (“Cratering/Crawling”)
Outra denominação: Craterização
Descrição: Defeito semelhante a pequenas e uniformes crateras que ocorre no filme detinta e que são formadas de bolhas que após romperem não mais se nivelam.
Causas:Oclusão de solvente ou ar durante a aplicação;
Água no ar de atomização da pistola;
Superfícies quentes;
Excessiva atomização: pressão alta;
Chuva de respingo d’água sobre a tinta fresca.
Correções: Lixar e aplicar outra demão.
ANTI-ESPUMANTE
Fervura

Falhas durante a aplicação da tinta
A formação de crateras, ou “olhospeixe” ou “crawling”, como às vezesé chamada, é uma forte separaçãodo filme de tinta fresca, expondo o substrato ou a camada de tintasubjacente.
É geralmente provocada porcontaminação com óleo, que podeocorrer durante a:
preparação da superfíciemistura da tintaaplicação da tinta

Falhas durante a aplicação da tinta
f) Impregnação de Abrasivos e/ou Materiais Estranhos
Outra denominação: “Lixa”
Descrição: A superfície fica áspera, arenosa como uma lixa.
Causas: Pintura sobre superfícies contaminada com poeira e/ou grãos de abrasivo;Contaminação da superfície da tinta ainda úmida pelo abrasivo;Tinta, rolo ou trincha contaminada por areia, terra, abrasivo, etc.Poeira levada pelo vento cobre a tinta fresca.
Correções:Antes da secagem: aplicar panos com solventes para remover a pintura contaminada.Após secagem: Dependendo da intensidade, lixar ou remover toda a pintura contaminada e aplicar outra demão.Limpar o equipamento contaminado;Filtrar a tinta contaminada;Limpar a superfície, removendo o pó antes de pintar;Melhorar as condições do canteiro, protegendo a área de pintura contra contaminação.

Terminologia das falhas
g) Descascamento (“ Detachements”)Perda de aderência caracterizada pela separação de uma ou mais demãos do sistema de pintura do substrato. Quando acontece entre demãos a ocorrência é chamado “descascamento entre demãos”, delaminação ou desfolhamento ou destacamento.

Descolamentos (“ Detachements”)
Descolamentos ou delaminações são falhas de aderência evidentes entre o “primer” e o substrato, ou entre duas demãos de tinta.Existem duas causas principais para este tipo de problema:
1. Contaminações superficiais2. Intervalos máximos de repintura excedidos
Descolamentos relacionados à contaminaçãopodem ser provocados por sujeira, poeira, umidade, óleo ou graxa, sais, etc.
São evitados através de uma inspeção minuciosada superfície a ser pintada imediatamente antes da aplicação da tinta, assegurando-se de que a limpeza e o tratamento adequado tenham sidoefetuados.

h) EnferrujamentoDegradação da película em relação ao meio, com visível deterioração do substrato.
Em termos da Norma Internacional ISO 4628/1, adotada pela ABNT sob denominação ABNT NBR – 5770 – determinação do grau de enferrujamento de superfícies pintadas, designa o grau de formação / de ferrugem constatada em superfícies de aço pintadas, tendo como referência padrões fotográficos publicados na Norma.
Terminologia das falhas
Espessura baixaFalta de manutenção

ASTM D 610 – Avaliação de ferrugem
RustingRusting ::ISO 4628/3 , ASTM D610ISO 4628/3 , ASTM D610

Falhas durante a aplicação da tinta
i) Inclusão de Pelos
Outra denominação: Desconhecemos
Descrição:A pintura fica impregnada por pêlos ou fiapos que podem aflorar,tornando-se visíveis ou ocluídos no seio da pintura, marcando asuperfície.
Causas:Contaminação da superfície a ser pintada ou ainda com tinta fresca por pelos (fios, fiapos, cabelos, etc), originados de trinchas, rolos, trapos, panos, etc.;
Pelos levados pelo vento e que caem sobre a tinta fresca;
Tinta contaminada por estes tipos de impurezas.

Falhas durante a aplicação da tinta
Correções (Inclusão de Pelos):Antes da Secagem: remover as impurezas e retocar;
Após a secagem: Lixar e retocar as áreas contaminadas;
Descartar trinchas e rolos defeituosos;
Limpar os equipamentos contaminados;
Filtrar a tinta contaminada;
Limpar as superfícies antes de pintar;
Evitar o uso de estopa. Use pano;
Melhorar as condições do canteiro, protegendo a área de pintura contra contaminação.

Falhas durante a aplicação da tinta
j) Porosidade
Outra denominação: Poros
Descrição:A pintura apresenta diminutas descontinuidades em forma de orifícios, invisíveis a olho nu, somente detectável com aparelho
Causas:Oclusão de ar ou solvente no filme
Superfície contaminada
Atomização deficiente, muito grossa
Espessura insuficiente
Perfil de Ancoragem: rugosidade muito alta
Temperatura da superfície muito quente
Falta de habilidade do pintor
Falta de controle do filme úmido
“Over Spray”

Falhas durante a aplicação da tinta
Pequenos furos ou “pinholes” são orifícios profundosencontrados no filme de tinta, visíveis a olho nu, quepodem penetrar até o substrato ou até a demão de tintasubjacente.Ocorrem principalmente na pulverização convencional, mas podem ser provocados por diversas causasdiferentes.
Os “pinhloes” podem se formar quando a pistola estámuito próxima da superfície.
Bolhas de ar ficam aprisionadas na tinta fresca e criampequenos orifícios quando estouram.
Este furos permanecem na tinta enquanto ela seca, a menos a tinta seja de secagem muito lenta.
Os pinholes também são causados pelo ajuste incorretoda pistola convencional, podendo ser provocados tantopela pressão excessiva do ar quanto pela pressãoexcessiva do fluido.

Falhas durante a aplicação da tinta
Outra causa dos pinholes é a formulaçãoinadequada da tinta ou desequilíbrio do solvente.
É o que ocorre quando os pintoresadicionam solvente errado
Os pinholes também podem ser criadospor substratos porosos, como primers inorgânicos de zinco.

Falhas durante a aplicação da tinta
k) Sangramento
Outra denominação: Ressolubilização
Descrição: A pintura apresenta mancha grande, de cor diferente.
Causas:Ressolubilização de pintura existente do tipo termoplástica pelo solvente da
demão subseqüente, independentemente do método de aplicação quando a demão existente é tinta betuminosa ou derivada que migra para a demão superior;
Este defeito também ocorre com aplicação a trincha ou rolo de outro termoplástico, por exemplo acabamento branco de borracha clorada aplicada àtrincha sobre primer de borracha clorada vermelho. Devido ao método de aplicação a ressolubilização causará manchas róseo-avermelhadas no acabamento.
Correções:Após Secagem:No caso das betuminosas, remover toda a pintura, inclusive a betuminosa. No caso de tintas do mesmo tipo aplicar com pistola em vez de rolo ou trincha.

Falhas durante a aplicação da tinta
Secagem e Cura das tintasSecagem e Cura das tintas
SS
SS
SS S
SS
evaporação dos solventes Acrílicas, B.Clorada (lacas)
Sangramento

Falhas durante a aplicação da tinta
l) Manchas
Outra denominação: Manchamento
Descrição: O filme apresenta-se manchado
Causas: Contaminação da superfície, dos equipamentos de aplicação ou da área de trabalho
Tinta mal misturada, heterogênea
Tinta defeituosa – Vide nota
Respingos de solvente sobre a tinta fresca ou seca

Falhas durante a aplicação da tinta
Correções (Manchas):Antes de Secar: Remover com pano embebido em solvente.
Aguardar que a área de trabalho fique sem contaminantes, adequada a pintura.
Inspecionar os equipamentos de aplicação.
Homogeneizar a tinta, agitando-a.
Após secagem: No caso de falta de agitação, aplicar outra demão.
Demais casos, remover a pintura
Importante (Manchas):No caso de alvenaria, poderá estar havendo infiltração.
No caso de madeira, poderá estar havendo exsudação ou solubilização de susbtâncias resinosas.
No caso de tinta defeituosa, as manchas poderão ocorrer por flutuação dos pigmentos.

Falhas durante a aplicação da tinta
m) “Over Spray” (Pulverização Deficiente)
Outra denominação: Atomização seca.
Descrição :Superfície sem brilho, áspera, porém o pó da tinta não sai ao contato dos dedos.
Causas:As partículas da tinta quase secas atingem a superfície devido a
evaporação muito rápida do solvente;
Pistola muito distante da superfície;
Forte calor ambiente;
Vento;
Pressão de pulverização muito alta.

Pistola convencional: Equilíbrio Ar x Tinta
• Camada seca
Ar
Tinta• Camada áspera• Névoa• Deformação do leque.
• Excesso de camadaAr
Tinta• Escorrimento• Casca de laranja• Deformação do leque
Ar Tinta • Camada uniforme• Pintura ideal

Falhas durante a aplicação da tinta
“Overspray”causado por mátécnica de aplicação
Correções:Antes da Secagem: Aplicar um pano com solventeApós a Secagem: Lixar e aplicar outra demão, corrigindo eventuais ajustes na pistola e/ou na diluição usando solvente mais lento, tipo retardador, adequado ao verão.

Falhas durante a aplicação da tinta
Técnicas de aplicação à pistolaTTéécnicas de aplicacnicas de aplicaçção ão àà pistolapistola
Movimento