
CUATRIMESTRE 2º 2013 Máquinas Herramienta
51
ESTRUCTURA ECONÓMICA ARGENTINA (71.06) MONOGRAFÍA – CURSO CAGNASSO CUATRIMESTRE 2º 2013 Máquinas Herramienta Análisis internacional: ASIA – EEUU – BRASIL Apellido y nombre Padrón E-mail Kolaric, Lucas Julian 88329 [email protected] Dascal, Gabriel Matias 89114 [email protected] Saglimbeni, Guillermo 88830 [email protected] Zanella, Flavio 91025 [email protected] Agüero, Juan Pedro 92264 [email protected] Perez Larraburu, Manuel 92440 [email protected] Pablo Buisan 89025 [email protected] Martin Couchot 91970 [email protected]
Transcript of CUATRIMESTRE 2º 2013 Máquinas Herramienta

ESTRUCTURA ECONÓMICA ARGENTINA (71.06)
MONOGRAFÍA – CURSO CAGNASSO
CUATRIMESTRE 2º 2013
Máquinas Herramienta Análisis internacional: ASIA – EEUU – BRASIL
Apellido y nombre Padrón E-mail
Kolaric, Lucas Julian 88329 [email protected]
Dascal, Gabriel Matias 89114 [email protected]
Saglimbeni, Guillermo 88830 [email protected]
Zanella, Flavio 91025 [email protected]
Agüero, Juan Pedro 92264 [email protected]
Perez Larraburu, Manuel 92440 [email protected]
Pablo Buisan
89025 [email protected]
Martin Couchot 91970 [email protected]

INDICE
1. Caracterización del Sector según nomenclatura internacional
2. Abordaje a las características tecnológicas del Sector
3. Abordaje a las características de la industria de máquinas herramienta en Argentina
4. Abordaje a las características de la industria de máquinas herramienta a nivel mundial
5. Elaboración del informe final
Descripción del sector:
La máquina herramienta es un tipo de máquina que se utiliza para dar forma a piezas sólidas, principalmente productos de la siderurgia y/o sus derivados. Su característica principal es su falta de movilidad, ya que suelen ser máquinas estacionarias. El moldeado de la pieza se realiza por la eliminación de una parte del material, que se puede realizar por arranque de viruta, por estampado, corte o electroerosión. También se puede ensamblar o reparar. Asimismo, forman parte de esta industria las ramas electromecánicas y electrónicas, que han cobrado un dinamismo singular en los últimos años con el avance de la tecnología.
El término máquina herramienta se suele reservar para herramientas que utilizan una fuente de energía distinta del movimiento humano, pero también pueden ser movidas por personas si se instalan adecuadamente o cuando no hay otra fuente de energía. Muchos historiadores de la tecnología consideran que las auténticas máquinas herramienta nacieron cuando se eliminó la actuación directa del hombre en el proceso de dar forma o troquelar los distintos tipos de herramientas. Las máquinas herramienta pueden utilizar una gran variedad de fuentes de energía. La energía humana y la animal son opciones posibles, como lo es la energía obtenida a través del uso de ruedas hidráulicas. Sin embargo, el desarrollo real de las máquinas herramienta comenzó tras la invención de la máquina de vapor, que llevó a la Revolución Industrial. Hoy en día, la mayor parte de ellas funcionan con energía eléctrica.
Como puede intuirse por su alcance y difusión, la Industria Metalmecánica constituye un eslabón fundamental en el entramado productivo de una nación. No sólo por su contenido tecnológico y valor agregado, sino también por su articulación con distintos sectores industriales. Prácticamente todos los países con un desarrollo industrial avanzado cuentan con sectores metalmecánicos consolidados.
En otros términos, es una “industria de industrias”. Provee de maquinarias e insumos claves a la mayoría de actividades económicas para su reproducción, entre ellas, la industria manufacturera, la construcción, el complejo automotriz, la minería y la agricultura, entre otros. Asimismo, produce bienes de consumo durables que son esenciales para la vida cotidiana, como heladeras, cocinas, estufas, artefactos de iluminación, equipos de refrigeración y electrónicos, entre otros. La gran parte de ellos son fabricados con una sustancial participación de insumos nacionales, siendo de esta manera también un sector clave para otras actividades económicas.
La ‘Industria de Maquinaria y Equipo’ resulta de alta relevancia para el desarrollo productivo de una Nación principalmente porque: -es fuente de empleos de alta calificación y remuneración -es el sector que provee de maquinarias para la producción de todos los bienes que componen el Producto, repercutiendo en su calidad y en su costo -debido a que los esfuerzos hacia el desarrollo suelen generar tensión en las cuentas
externas nacionales, es deseable el desarrollo de sectores que contribuyan a permitir
incrementos del Producto sin que esto genere incrementos considerables de las
importaciones, es decir, a disminuir el ‘coeficiente de importaciones’.
Clasificaciones:
A nivel internacional hay distintas nomenclaturas y clasificaciones del sector, según la
región de la cual se trate. Aquí se distinguen tres clasificaciones relevantes:
1. Según la CIIU (clasificación industrial internacional uniforme de todas las
actividades económicas)

2. Según NCM (nomenclatura común del Mercosur)
3. Según SITC (clasificación uniforme para el comercio internacional)
1) La CIIU fue creada por Naciones Unidas en 1948 y se emplea como criterio general
de ordenamiento de las actividades económicas, y en particular industriales, en gran parte
del mundo. Se focaliza en las actividades consideradas productivas. Su última revisión
data de 2008 (cuarta revisión).
En la CIIU los agrupamientos se realizan en 4 niveles denominados: Sección – División – Grupo – Clase. Los códigos de la CIIU asociados a la Industria de Máquinas Herramienta son:
Sección: C (industrias manufactureras)
División: 28 (fabricación de maquinaria y equipos no comprendidos en otras partes)
Grupo: 282 (fabricación de maquinaria de uso especial)
Clase: 2822 (Fabricación de maquinaria para la conformación de metales y de máquinas
herramienta)
2) La NCM se emplea para ordenar la actividad de comercio exterior en el Bloque Económico correspondiente. Cuenta con una desagregación de 8 dígitos.
Los primeros dos dígitos corresponden a ‘Capítulos’, los primeros 4 dígitos corresponden a ‘Partidas’. Al utilizar más de 4 dígitos se habla de ‘Sub-Partidas’.
Los códigos de la NCM asociados a la Industria de Máquinas Herramienta son,
hasta el nivel de capítulos:
Sección: XVI_ ¨Máquinas y aparatos, material eléctrico y sus partes; aparatos de
grabación o de reproducción de sonido, aparatos de grabación o de reproducción de
imágenes y sonido en televisión, y las partes y accesorios de estos aparatos¨.
Capítulo: 84_ ¨Reactores nucleares, calderas, máquinas, aparatos y artefactos
mecánicos; partes de estas máquinas o aparatos¨.
Partidas: 84.56 _ Máquinas herramienta que trabajen por arranque de cualquier materia mediante láser u otros haces de luz o de fotones, por ultrasonido, electroerosión, procesos electroquímicos, haces de electrones, haces iónicos o chorro de plasma. 84.57 _ Centros de mecanizado, máquinas de puesto fijo y máquinas de puestos múltiples, para trabajar metal. 84.58 _ Tornos (incluidos los centros de torneado) que trabajen por arranque de metal. 84.59 _ Máquinas (incluidas las unidades de mecanizado de correderas) de taladrar, escariar, fresar o roscar (incluso aterrajar), metal por arranque de materia, excepto los tornos (incluidos los centros de torneado) de la partida 84.58. 84.60 _ Máquinas de desbarbar, afilar, amolar, rectificar, lapear (bruñir), pulir o hacer otras operaciones de acabado, para metal o cermet, mediante muelas, abrasivos o productos para pulir, excepto las máquinas para tallar o acabar engranajes de la partida 84.61. 84.61 _ Máquinas de cepillar, limar, mortajar, brochar, tallar o acabar engranajes, aserrar, trocear y demás máquinas herramienta que trabajen por arranque de metal o cermet, no expresadas ni comprendidas en otra parte. 84.62 _ Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar, para trabajar metal; máquinas (incluidas las prensas) de enrollar,

curvar, plegar, enderezar, aplanar, cizallar, punzonar o entallar, metal; prensas para trabajar metal o carburos metálicos, no expresadas anteriormente. 84.63 _ Las demás máquinas herramienta para trabajar metal o cermet, que no trabajen por arranque de materia. 84.66 _ Partes y accesorios identificables como destinados, exclusiva o principalmente, a
las máquinas de las partidas 84.56 a 84.65, incluidos los porta piezas y porta útiles,
dispositivos de roscar de apertura automática, divisores y demás dispositivos especiales
para montar en máquinas herramienta; porta-útiles para herramientas de mano de
cualquier tipo.
3) La SITC fue creada por naciones unidas y se utiliza fundamentalmente para el
comercio.
La clasificación aquí se basa en tres cifras. Nos incumben las siguientes
categorías:
Categoría 7: Equipos de maquinaria y transporte
Sub categoría 73: Maquinaria para trabajo del metal
Niveles: 731: Máquinas herramientas que trabajan por remoción de metal u otro
material
733: Máquinas herramientas para trabajar metales, carburos metálicos
sinterizados o cermets, sin arranque de material
734: Partes y accesorios identificables como destinadas, exclusiva o
principalmente, a las máquinas de los grupos 731 y 733

2. Abordaje a las características tecnológicas del sector
2.1 Indicar como puede definirse el término tecnología.
Se llama tecnología al conjunto general (o a subconjuntos del mismo grupo) de
técnicas y destrezas, así como a las herramientas a ellas vinculadas, entendiendo por las
mismas al conocimiento aplicado o aplicable en forma directa a la concreción de un fin, tal
como la satisfacción de una necesidad o de un deseo.
En lo que respecta al ámbito industrial, dichas técnicas o destrezas pueden
referirse a procedimientos implicados en la creación de un producto, así como a las
características particulares de dicho producto, es decir, sus especificaciones funcionales y
paramétricas, de diseño, desarrollo y aplicación (tecnologías de producto), a
procedimiento implicados en el desarrollo de un proceso productivo, así como a las
características particulares de dicho proceso (Tecnologías de proceso), a procedimientos
organizativos y a herramientas útiles para la operación de las distintas funciones de una
unidad productiva (tecnologías de gestión), o bien a las competencias requeridas para
hacer uso de diferentes objetos o bienes y/o servicios, así como a las prácticas realizadas
para garantizar la correcta apropiación de dichas competencias por parte de
consumidores y usuarios (tecnologías de uso).
II. Tipificación de tecnologías industriales
Se presenta la definición específica de cada uno de los tipos de tecnologías
industriales:
i. Tecnología de producto
Involucra a las diferentes técnicas, destrezas y herramientas (hard y soft)
para el desarrollo de productos, así como a las características particulares de
los mismos, es decir, sus especificaciones funcionales y paramétricas, su
diseño y desarrollo, incluyendo a los materiales implicados y las características
de éstos, así como también su aplicabilidad.
ii. Tecnología de proceso
Involucra a las diferentes técnicas, destrezas y herramientas (hard y soft)
para el desarrollo de procesos industriales de fabricación, así como de las
características (técnicas, herramientas, bienes de uso, secuencias físicas, y
despliegue) de los mismos, incluyendo la logística y los controles de calidad
correspondientes.
iii. Tecnología de gestión
Involucra a las diferentes técnicas, destrezas y herramientas (hard y soft)
empleadas en la gestión de una organización industrial en cada una de sus
áreas funcionales (desarrollo e ingeniería de producto y de proceso, logística,
de manufactura, de ingeniería de planta, administrativa, operativa en general,
comercial, financiera, de ingeniería de campo, de planeamiento y control de la
producción, estratégica, etc.).
iv. Tecnología de uso
Involucra a las técnicas y destrezas requeridas para hacer uso de diferentes
bienes y/o servicios ofrecidos por una empresa industrial, así como a las

prácticas organizacionales realizadas por ésta para garantizar la correcta
apropiación de dichas competencias por parte de los consumidores y usuarios.
2.3 Describa brevemente en que consisten las siguientes tecnologías.
Control numérico computarizado (CNC)
El control numérico computarizado (CNC) es un sistema
de automatización de máquinas herramienta que son operadas mediante comandos
programados en un medio de almacenamiento, en comparación con el mando manual
mediante volantes o palancas. Este sistema ha revolucionado la industria debido al
abaratamiento de microprocesadores y a la simplificación de la programación de las
máquinas de CNC.
PRINCIPIO DE FUNCIONAMIENTO
Para mecanizar una pieza se usa un sistema de coordenadas que especificarán el
movimiento de la herramienta de corte.
El sistema se basa en el control de los movimientos de la herramienta de trabajo
con relación a los ejes de coordenadas de la máquina, usando un programa informático
ejecutado por un ordenador.
En el caso de un torno, hace falta controlar los movimientos de la herramienta en
dos ejes de coordenadas: el eje de las X para los desplazamientos longitudinales del
carro y el eje de las Z para los desplazamientos transversales de la torre.
En el caso de las fresadoras se controlan también los desplazamientos verticales,
que corresponden al eje Y. Para ello se incorporan servomotores en los mecanismos de
desplazamiento del carro y la torreta, en el caso de los tornos, y en la mesa en el caso de
la fresadora; dependiendo de la capacidad de la máquina, esto puede no ser limitado
únicamente a tres ejes.
Ventajas:
Permite una mejor planeación de las operaciones.
Se incrementa la flexibilidad de maquinado.

Reducción en tiempo de programación.
Mejor control del proceso y tiempos de maquinado.
Disminución en los costos por herramientas.
Se incrementa la Seguridad para el usuario.
Reducción del tiempo de flujo de material.
Reducción del manejo de la pieza de trabajo.
Aumento de productividad.
Aumento en precisión.
Corte por laser
El mecanizado con láser es un proceso especial o proceso no convencional de
mecanizado de índole térmica, que no genera viruta, en el que la eliminación del material
se provoca por la fusión y vaporización del mismo al concentrar en zonas localizadas
elevadas temperaturas.
La tecnología del mecanizado con láser se basa en la generación de un haz láser
de elevada potencia que es dirigido hasta a la pieza a mecanizar mediante un sistema de
espejos de reflexión de alta precisión y una lente de enfoque convergente. En la zona de
incidencia del rayo se consigue una elevada densidad de energía térmica concentrada
que produce la volatilización del material.
La tasa de eliminación del material no es masiva, y se produce una zona afectada
por el calor que puede alterar la estructura cristalina, perjudicando así las propiedades
resistentes del material. Una de las ventajas que aporta este proceso es la de poder
mecanizar micro-orificios con relaciones de profundidad-diámetro de 20:1 a 10:1, siendo
el diámetro mínimo alcanzable de unos 0,1 milímetros.
Otra característica de esta tecnología es que al ser una fuente de energía la que
incide sobre el material a mecanizar, no se producen desgastes, roturas ni colisiones de la
herramienta de corte.
Es fundamental para la mecanización por láser la absorción de la radiación del
láser en el material de base o en una capa de recubrimiento. La absorción depende de la
longitud de onda, del tipo de láser y del material.
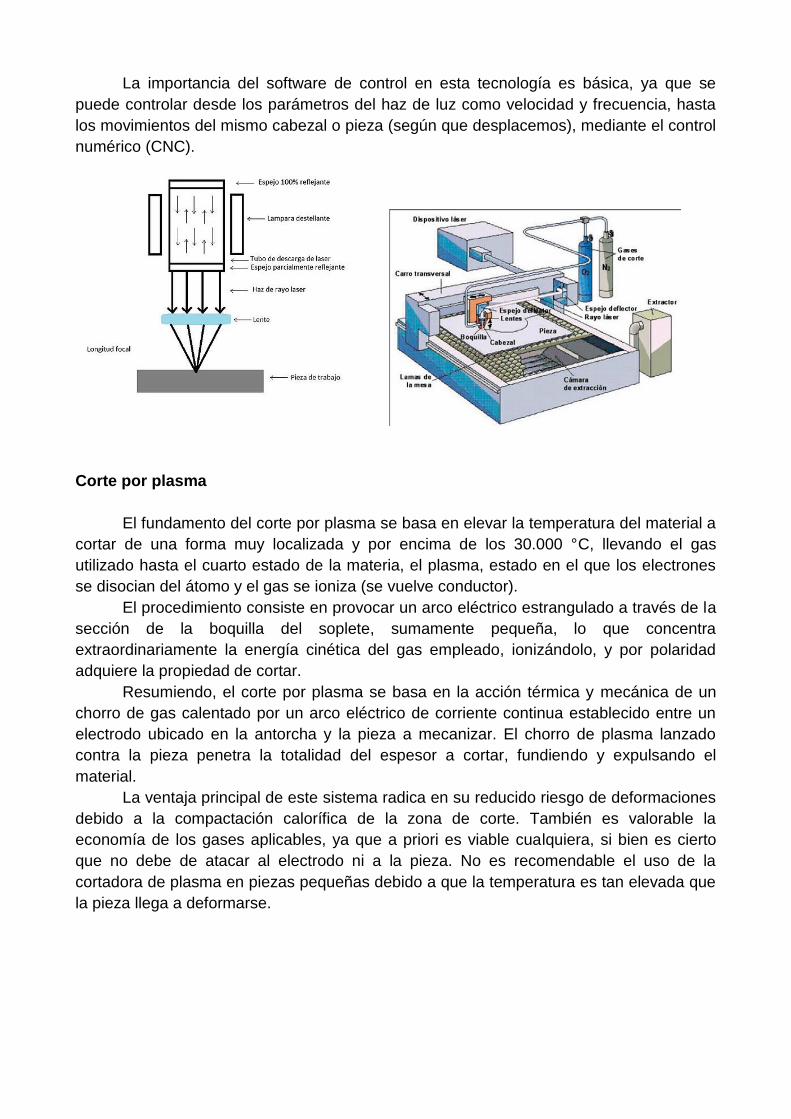
La importancia del software de control en esta tecnología es básica, ya que se
puede controlar desde los parámetros del haz de luz como velocidad y frecuencia, hasta
los movimientos del mismo cabezal o pieza (según que desplacemos), mediante el control
numérico (CNC).
Corte por plasma
El fundamento del corte por plasma se basa en elevar la temperatura del material a
cortar de una forma muy localizada y por encima de los 30.000 °C, llevando el gas
utilizado hasta el cuarto estado de la materia, el plasma, estado en el que los electrones
se disocian del átomo y el gas se ioniza (se vuelve conductor).
El procedimiento consiste en provocar un arco eléctrico estrangulado a través de la
sección de la boquilla del soplete, sumamente pequeña, lo que concentra
extraordinariamente la energía cinética del gas empleado, ionizándolo, y por polaridad
adquiere la propiedad de cortar.
Resumiendo, el corte por plasma se basa en la acción térmica y mecánica de un
chorro de gas calentado por un arco eléctrico de corriente continua establecido entre un
electrodo ubicado en la antorcha y la pieza a mecanizar. El chorro de plasma lanzado
contra la pieza penetra la totalidad del espesor a cortar, fundiendo y expulsando el
material.
La ventaja principal de este sistema radica en su reducido riesgo de deformaciones
debido a la compactación calorífica de la zona de corte. También es valorable la
economía de los gases aplicables, ya que a priori es viable cualquiera, si bien es cierto
que no debe de atacar al electrodo ni a la pieza. No es recomendable el uso de la
cortadora de plasma en piezas pequeñas debido a que la temperatura es tan elevada que
la pieza llega a deformarse.

Corte por chorro de agua
El corte por chorro de agua es un proceso de índole mecánica, mediante el cual se
consigue cortar cualquier material, haciendo impactar sobre éste un chorro de agua a
gran velocidad que produce el acabado deseado.
Es un proceso revolucionario que hoy en día es de máxima utilidad y comienza a
ser un recurso habitual a la hora de mecanizar piezas, es bastante simple pero a la vez
muy complejo. Resulta una herramienta muy versátil y cuya aplicación es extensible a
prácticamente todos los trabajos industriales.
Al ser un procedimiento de corte en frío resulta especialmente interesante, ya que
esta demandado en todas las aplicaciones en las que el material no se pueda ver
afectado por el calor. Existen numerosas ventajas que hacen de éste un producto puntero
en el mundo industrial, respecto a otros métodos más limitados.
Este tipo de corte está basado en la inyección de agua a alta presión sobre la
pieza, la presión de trabajo oscila entre los 300 y 3500 Kg/cm2 y se aplican en un área
que oscila entre 0.02 y 1,77 mm2. La característica principal de este tipo de corte es que
es un corte frío. La pieza alcanza una temperatura máxima de 40ºC. El sistema de corte
está controlado por un CNC programable.
Descripción y principio de funcionamiento de las principales maquinas
herramientas.
Torno
El torno es una de las máquinas más antiguas que el hombre ha construido como
medio de ayuda para su trabajo. El mismo se encuentra tanto en la moderna construcción
de máquinas como también talleres de reparaciones y posibilita la fabricación de piezas
sueltas y de series enteras.
El torno mecánico es una máquina universal especialmente adecuada para la
fabricación de pequeñas piezas torneadas. En él se pueden efectuar todos los trabajos de
torneado posibles y cortarse roscas.
Actualmente se utilizan en la industria del mecanizado varios tipos de tornos, cuya
aplicación depende de la cantidad de piezas a mecanizar por serie, de la complejidad de
las piezas y de la envergadura de las piezas.
El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los
tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron
convertirlo en una de las máquinas herramientas más importante que han existido. Sin
embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas
poco importantes, a utilizarse en los talleres de aprendices y en los talleres de
mantenimiento para realizar trabajos puntuales o especiales.
Para la fabricación en serie y de precisión han sido sustituidos por tornos
copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere
la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros
puede ocasionar errores a menudo en la geometría de las piezas torneadas.
Se llama torno copiador a un tipo de torno que operando con un dispositivo
hidráulico y electrónico permite el torneado de piezas de acuerdo a las características de
la misma siguiendo el perfil de una plantilla que reproduce una réplica igual a la guía.
Este tipo de tornos se utiliza para el torneado de aquellas piezas que tienen
diferentes escalones de diámetros, que han sido previamente forjadas o fundidas y que
tienen poco material excedente. También son muy utilizados estos tornos en el trabajo de
la madera y del mármol artístico para dar forma a las columnas embellecedoras. La
preparación para el mecanizado en un torno copiador es muy sencilla y rápida y por eso
estas máquinas son muy útiles para mecanizar lotes o series de piezas que no sean muy
grandes.
Las condiciones tecnológicas del mecanizado son comunes a las de los demás
tornos, solamente hay que prever una herramienta que permita bien la evacuación de la
viruta y un sistema de lubricación y refrigeración eficaz del filo de corte de las
herramientas mediante abundante aceite de corte o taladrina.
El torno revólver (desarrollado en 1840) es una variedad de torno diseñado para
mecanizar piezas sobre las que sea posible el trabajo simultáneo de varias herramientas
con el fin de disminuir el tiempo total de mecanizado. Las piezas que presentan esa
condición son aquellas que, partiendo de barras, tienen una forma final de casquillo o
similar. Una vez que la barra queda bien sujeta mediante pinzas o con un plato de garras,
se va taladrando, mandrinando, roscando o escariando la parte interior mecanizada y a la

vez se puede ir cilindrando, refrentando, ranurando, roscando y cortando con
herramientas de torneado exterior.
El torno revólver lleva un carro con una torreta giratoria en la que se insertan las
diferentes herramientas que realizan el mecanizado de la pieza. También se pueden
mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento
hidráulico.
Luego el torno automático a un tipo de torno cuyo proceso de trabajo está
enteramente automatizado. La alimentación de la barra necesaria para cada pieza se
hace también de forma automática, a partir de una barra larga que se inserta por un tubo
que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico.
Estos tornos pueden ser de un solo husillo o de varios husillos:
Los de un solo husillo se emplean básicamente para el mecanizado de piezas
pequeñas que requieran grandes series de producción.
Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los
tornos automáticos multi-husillos donde de forma programada en cada husillo
se va realizando una parte del mecanizado de la pieza. Como los husillos van
cambiando de posición, el mecanizado final de la pieza resulta muy rápido
porque todos los husillos mecanizan la misma pieza de forma simultánea.
La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan
principalmente para grandes series de producción. El movimiento de todas las
herramientas está automatizado por un sistema de excéntricas y reguladores electrónicos
que regulan el ciclo y los topes de final de carrera.
Un tipo de torno automático es el conocido como "tipo suizo", capaz de mecanizar
piezas muy pequeñas con tolerancias muy estrechas.
El torno vertical es una variedad de torno, de eje vertical, diseñado para mecanizar
piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por
sus dimensiones o peso harían difícil su fijación en un torno horizontal.
Los tornos verticales no tienen contrapunto sino que el único punto de sujeción de
las piezas es el plato horizontal sobre el cual van apoyadas. La manipulación de las
piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos.
Fresadora
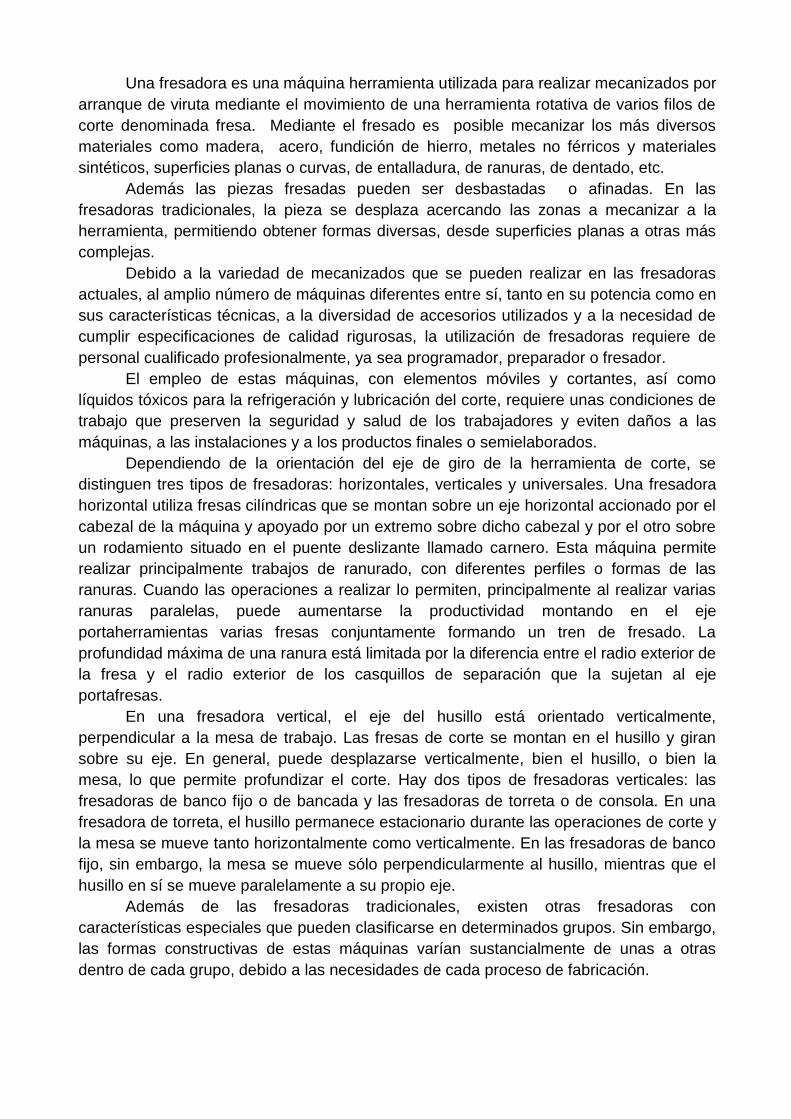
Una fresadora es una máquina herramienta utilizada para realizar mecanizados por
arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de
corte denominada fresa. Mediante el fresado es posible mecanizar los más diversos
materiales como madera, acero, fundición de hierro, metales no férricos y materiales
sintéticos, superficies planas o curvas, de entalladura, de ranuras, de dentado, etc.
Además las piezas fresadas pueden ser desbastadas o afinadas. En las
fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la
herramienta, permitiendo obtener formas diversas, desde superficies planas a otras más
complejas.
Debido a la variedad de mecanizados que se pueden realizar en las fresadoras
actuales, al amplio número de máquinas diferentes entre sí, tanto en su potencia como en
sus características técnicas, a la diversidad de accesorios utilizados y a la necesidad de
cumplir especificaciones de calidad rigurosas, la utilización de fresadoras requiere de
personal cualificado profesionalmente, ya sea programador, preparador o fresador.
El empleo de estas máquinas, con elementos móviles y cortantes, así como
líquidos tóxicos para la refrigeración y lubricación del corte, requiere unas condiciones de
trabajo que preserven la seguridad y salud de los trabajadores y eviten daños a las
máquinas, a las instalaciones y a los productos finales o semielaborados.
Dependiendo de la orientación del eje de giro de la herramienta de corte, se
distinguen tres tipos de fresadoras: horizontales, verticales y universales. Una fresadora
horizontal utiliza fresas cilíndricas que se montan sobre un eje horizontal accionado por el
cabezal de la máquina y apoyado por un extremo sobre dicho cabezal y por el otro sobre
un rodamiento situado en el puente deslizante llamado carnero. Esta máquina permite
realizar principalmente trabajos de ranurado, con diferentes perfiles o formas de las
ranuras. Cuando las operaciones a realizar lo permiten, principalmente al realizar varias
ranuras paralelas, puede aumentarse la productividad montando en el eje
portaherramientas varias fresas conjuntamente formando un tren de fresado. La
profundidad máxima de una ranura está limitada por la diferencia entre el radio exterior de
la fresa y el radio exterior de los casquillos de separación que la sujetan al eje
portafresas.
En una fresadora vertical, el eje del husillo está orientado verticalmente,
perpendicular a la mesa de trabajo. Las fresas de corte se montan en el husillo y giran
sobre su eje. En general, puede desplazarse verticalmente, bien el husillo, o bien la
mesa, lo que permite profundizar el corte. Hay dos tipos de fresadoras verticales: las
fresadoras de banco fijo o de bancada y las fresadoras de torreta o de consola. En una
fresadora de torreta, el husillo permanece estacionario durante las operaciones de corte y
la mesa se mueve tanto horizontalmente como verticalmente. En las fresadoras de banco
fijo, sin embargo, la mesa se mueve sólo perpendicularmente al husillo, mientras que el
husillo en sí se mueve paralelamente a su propio eje.
Además de las fresadoras tradicionales, existen otras fresadoras con
características especiales que pueden clasificarse en determinados grupos. Sin embargo,
las formas constructivas de estas máquinas varían sustancialmente de unas a otras
dentro de cada grupo, debido a las necesidades de cada proceso de fabricación.
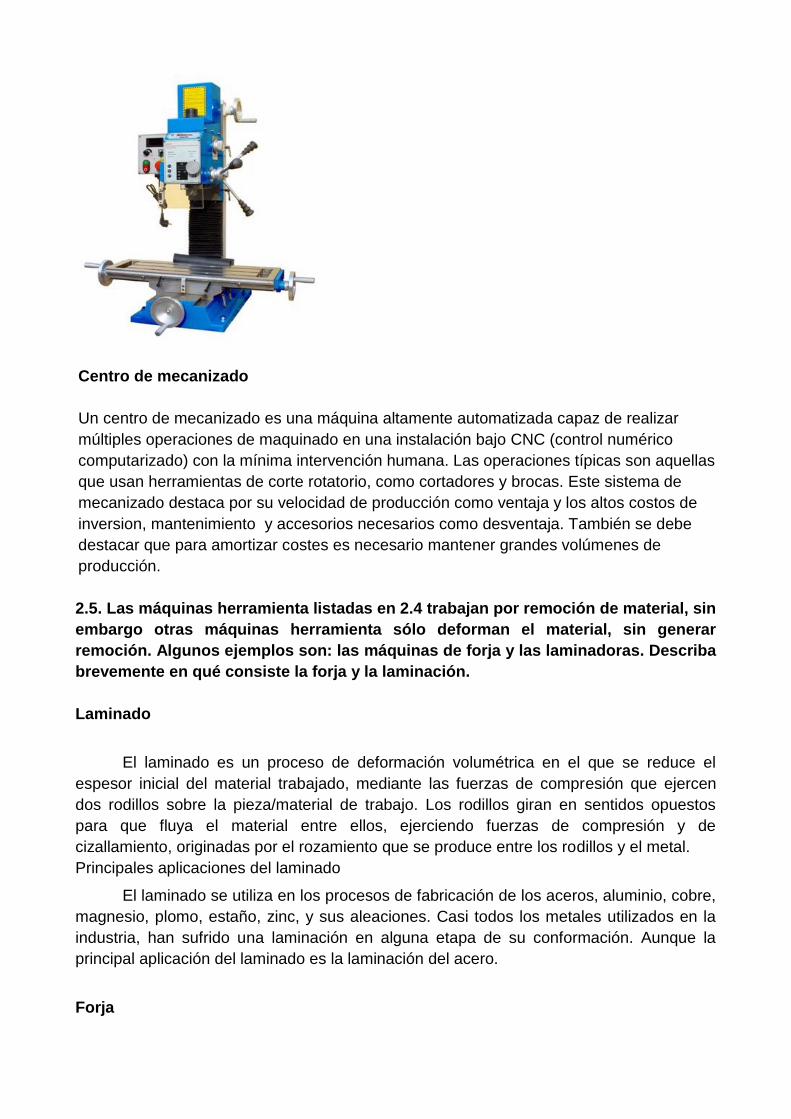
Centro de mecanizado
Un centro de mecanizado es una máquina altamente automatizada capaz de realizar
múltiples operaciones de maquinado en una instalación bajo CNC (control numérico
computarizado) con la mínima intervención humana. Las operaciones típicas son aquellas
que usan herramientas de corte rotatorio, como cortadores y brocas. Este sistema de
mecanizado destaca por su velocidad de producción como ventaja y los altos costos de
inversion, mantenimiento y accesorios necesarios como desventaja. También se debe
destacar que para amortizar costes es necesario mantener grandes volúmenes de
producción.
2.5. Las máquinas herramienta listadas en 2.4 trabajan por remoción de material, sin
embargo otras máquinas herramienta sólo deforman el material, sin generar
remoción. Algunos ejemplos son: las máquinas de forja y las laminadoras. Describa
brevemente en qué consiste la forja y la laminación.
Laminado
El laminado es un proceso de deformación volumétrica en el que se reduce el
espesor inicial del material trabajado, mediante las fuerzas de compresión que ejercen
dos rodillos sobre la pieza/material de trabajo. Los rodillos giran en sentidos opuestos
para que fluya el material entre ellos, ejerciendo fuerzas de compresión y de
cizallamiento, originadas por el rozamiento que se produce entre los rodillos y el metal.
Principales aplicaciones del laminado
El laminado se utiliza en los procesos de fabricación de los aceros, aluminio, cobre,
magnesio, plomo, estaño, zinc, y sus aleaciones. Casi todos los metales utilizados en la
industria, han sufrido una laminación en alguna etapa de su conformación. Aunque la
principal aplicación del laminado es la laminación del acero.
Forja

La forja, al igual que la laminación y la extrusión, es un proceso de conformado
por deformación plástica que puede realizarse en caliente o en frío y en el que la
deformación del material se produce por la aplicación de fuerzas de compresión.
Hay que destacar que es un proceso de conformado de metales en el que no se
produce arranque de viruta, con lo que se produce un importante ahorro de material
respecto a otros procesos, como por ejemplo el mecanizado.
Este proceso de fabricación se utiliza para dar una forma y unas propiedades
determinadas a los metales y aleaciones a los que se aplica mediante grandes presiones.
La deformación se puede realizar de dos formas diferentes: por presión, de forma
continua utilizando prensas, o por impacto, de modo intermitente utilizando martillos
pilones.
Materiales a los que se aplica
Este proceso puede aplicarse a:
Metales puros: aluminio, cobre, titanio y zinc.
Aleaciones: acero, de aluminio, de cobre, de magnesio y bronces.
La forja tiene multitud de aplicaciones en distintos campos, algunas de ellas son las
siguientes: bielas, cigüeñales, ejes, rejas, barandillas, cabezas de tornillos,
de pernos, remaches, clavos, etc.
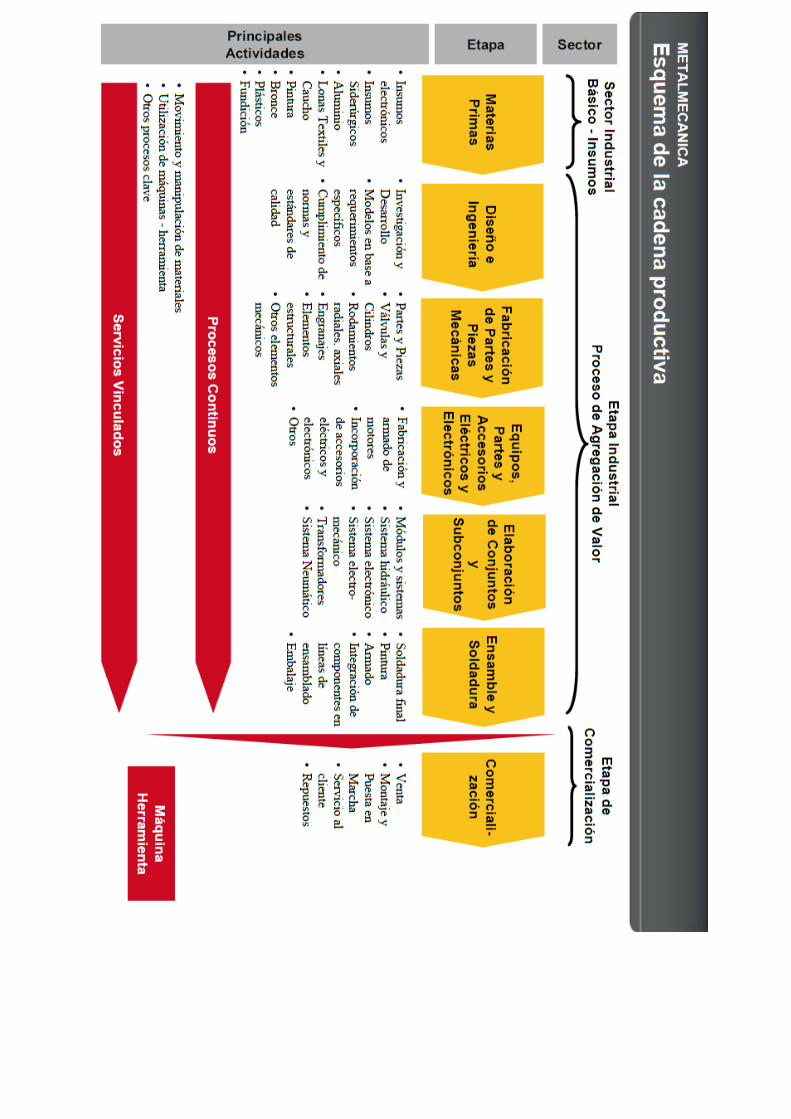
2.6. Describa brevemente el proceso industrial de desarrollo, manufactura y
comercialización de máquinas herramienta, desde su diseño hasta la venta y provisión de
servicios de puesta en marcha y pos-venta. Inserte el esquema incluido en la fuente
citada.
La fabricación de máquinas herramientas se realiza en diferentes etapas, bien
diferenciadas entre sí.
La producción comienza con una etapa de diseño de producto en el cual se
especifican las características de la máquina herramienta a producir, como por
ejemplo, las normas de calidad y seguridad que debe cumplir, confiabilidad, la
capacidad de producción, entre otras características. El proceso de diseño puede
realizarse de un concepto, o bien de un producto anterior al cual se le realizan
modificaciones en base a investigaciones y desarrollos, tanto de nuevos materiales,
mecanismos, desempeño de la máquina, procesos, etc. y de acuerdo al sector de la
industria al que está orientado, aprovechando de esta forma todos los conocimientos
y experiencia adquirido en diseños anteriores.
Diseñado el producto se procede a la fabricación de las piezas que componen
a la máquina herramienta. Estas piezas son generalmente conjuntos y subconjuntos
de chapa plegada y soldada, ruedas dentadas, piezas fundidas como bancadas y
carros portaherramientas, sistemas de lubricación, etc.
Ensamblada la parte estructural principal de la máquina se incorporan a la
misma los mecanismos complementarios (cajas reductoras, mecanismos de avance,
etc.) y los sistemas hidráulicos, electrónicos, neumáticos, etc., que constituyen el
control de la máquina. Estos componentes de control son de fabricantes mundiales
reconocidos y algunos componentes secundarios (transformadores, motores paso a
paso, actuadores, etc.) son provistos por fabricantes nacionales de acuerdo a la
necesidad de cada diseño. En esta etapa juegan un papel fundamental los
proveedores de estos elementos comerciales, ya que de ellos depende en gran
medida la calidad final del producto.
Entre las materias primas utilizadas en la fabricación podemos mencionar:
ceros, fundición gris, metales no ferrosos (bronce, aluminio, latón, etc.), plásticos,
caucho, por mencionar algunas. Como elementos comerciales estándar e insumos
podemos mencionar rodamientos, bulonería, motores, contactores, cables, sellos,
válvulas, actuadores, lubricantes, pintura, etc.
La cadena de valor finaliza con el ensamble de los sistemas de control y las
protecciones de seguridad para el operario, posteriormente la comercialización y el
servicio de puesta en marcha y posventa.
Una oportunidad de mejora y de mercado que se le presenta al sector de máquinas
herramientas, es la inversión en el país de grupos multinacionales del sector autopartista.
Esto supone la apertura de nuevas plantas de producción y la ampliación de las
existentes, incorporando a las mismas todo tipo de máquinas herramienta.
También favorece a las empresas locales de fabricación y montaje de naves
industriales.
Las TICs Industriales son las ‘Tecnologías de la Información y la Comunicación’
aplicadas en el ámbito de la producción industrial. La importancia de estas tecnologías en
dicho ámbito (así como en otros de la economía y de la vida cotidiana en general) es
creciente desde hace décadas y su aplicación efectiva se constituye como un aspecto en
muchos casos ineludible para competir con suceso en los mercados.
En este sentido, y dentro del ámbito de las TICs Industriales, el término SEGOTI
(‘Sistemas Electrónicos de Gestión y Operación Técnico Industriales’) hace referencia a la
completa integración, mediante redes informáticas, de elementos tales como
procesadores, equipamientos de control, sensores, elementos de accionamiento,
controladores, robots, instrumental de medición de parámetros físicos, químicos, etc., y
terminales informáticas (computadoras), para llevar adelante, en forma integrada, la
gestión de la operación técnica de una instalación industrial, y su gestión administrativa,
económica y financiera.
Esos sistemas y sus elementos constitutivos operan sobre los activos fijos y sobre
el flujo de producción, procesando asimismo aspectos comerciales, económicos y
financieros de la empresa (así como, en caso de haberse diseñado para cumplir tal
función, de otras empresas que integran la cadena de valor), permitiendo tomar, en
tiempo real, decisiones necesarias para optimizar el volumen de producción de un amplio
abanico de productos, ajustar aspectos de calidad, analizar efectos sobre las utilidades,
en el retorno del capital invertido y en el uso de recursos de todo tipo.
Por supuesto, las TICs Industriales en general y los SEGOTI en particular tienen
una aplicación creciente en la industria de alta competitividad en el mundo, incluida la
asociada al Sector analizado en esta guía.

ABORDAJE A LAS CARACTERÍSTICAS DE LA INDUSTRIA DE MÁQUINAS
HERRAMIENTA EN ARGENTINA
PRODUCCIÓN Y CONSUMO
PRODUCCION
Máquinas Herramienta para trabajar
Período Metales Maderas Totales
u t t/u u t t/u u t t/u
1990 3420 3968,0 1,16 246 215,2 0,87 3666 4183,2 1,14
1991 3365 2869,3 0,85 286 218,1 0,76 3651 3087,4 0,85
1992 4129 2451,0 0,59 375 270,7 0,72 4504 2721,7 0,60
1993 6441 1800,8 0,28 291 216,4 0,74 6732 2017,2 0,30
1994 4224 1749,0 0,41 230 194,1 0,84 4454 1943,1 0,44
1995 3426 1191,1 0,35 141 132,4 0,94 3567 1323,5 0,37
1996 2794 1317,1 0,47 146 150,5 1,03 2940 1467,6 0,50
1997 2141 1321,9 0,62 166 196,0 1,18 2307 1517,9 0,66
1998 3965 1304,5 0,33 150 156,3 1,04 4115 1460,8 0,35
1999 2251 650,9 0,29 102 85,3 0,84 2353 736,2 0,31
2000 889 617,2 0,69 109 144,5 1,33 998 761,7 0,76
2001 74 531,2 7,18 57 70,9 1,24 131 602,1 4,60
2002 1033 200,4 0,19 57 105,7 1,85 1090 306,1 0,28
2003 2358 709,3 0,30 151 297,3 1,97 2509 1006,6 0,40
2004 2351 653,6 0,28 136 299,4 2,20 2487 953,0 0,38
2005 2517 1169,5 0,46 73 199,6 2,73 2590 1369,1 0,53
2006 2093 865,6 0,41 65 139,8 2,15 2158 1005,4 0,47
2007 999,2 88 235,6 2,68 88 1234,8 14,03
2008 922,4 40 110,0 2,75 40 1032,4 25,81
2009 1156,3 1156,3
2010 1747,1 1747,1

0
1000
2000
3000
4000
5000
6000
7000
1990 1992 1994 1996 1998 2000 2002 2004 2006
Un
idad
es
Año
Producción Argentina: Máquinas Herramientas 1990-2006 (Unidades)
METALES
MADERAS
TOTALES
4.1
Como podemos observar del gráfico a continuación, la producción interna de
máquinas herramienta en nuestro país, tanto para aquellas orientadas al trabajo con
metales como con maderas, presentan evoluciones similares.
El mayor pico de producción se produce en los años 1993 y 1992 respectivamente.
Estos se debieron al alcance de cierta estabilidad económica producto de políticas
principalmente contra la hiperinflación precedente, por ejemplo con la Ley de
Convertibilidad. El otro motivo tiene que ver con el proceso de privatización comenzado
en 1989, a través del cual se consolidó la presencia de grandes grupos económicos. Este
proceso conllevó a la expectativa de crecimiento del sector, ya que se esperaba una gran
inversión de capitales extranjeros, la cual no podía ser garantizada por el Estado.
De la misma forma, podemos concluir el menor volumen de producción registrado,
el cual se produjo en 2001, debido a la desfavorable situación económica imperante en
ese entonces. Otro punto importante a destacar, es la diferencia entre la producción de
máquinas herramienta destinadas al trabajo con metales con aquellas destinadas a
maderas. Esta última con poca incidencia en comparación con la primera, debido a la
preponderancia de la Industria Metalmecánica.

0
500
1000
1500
2000
2500
3000
3500
4000
4500
1990 1992 1994 1996 1998 2000 2002 2004 2006 2008 2010
Ton
ela
das
Año
Producción Argentina: Máquinas Herramientas 1990-2006 (Toneladas)
METALES
MADERAS
TOTALES
4.2
Con respecto a la producción en toneladas de las maquinas herramienta, podemos
primero analizar ambas industrias por separado. Para la producción de aquellas
destinadas al trabajo con metales vemos un marcado descenso en las toneladas
producidas durante toda la década de los 90, llegando a su mínimo en el 2001. Pero esto
no necesariamente implica un decrecimiento en la producción del rubro, ya que al
observar la producción en unidades, vemos años productivos de crecimiento favorable. A
partir de la crisis del 2001, vemos una tendencia positiva tanto en toneladas como en
unidades, debido a la mayor inserción internacional del rubro. En lo que se refiere a
aquellas para trabajo con maderas, se puede apreciar grades variaciones año a año, sin
una tendencia marcada. Vale destacar que se debe tener en cuenta que los volúmenes
analizados para la misma son pequeños comparados con la anterior, por lo que las
variaciones son apreciables. Si tomamos en cuenta ambas industrias, la tendencia de la
Metalmecánica se mantiene a lo analizado, pero la maderera presenta cierta estabilidad.
Lo anteriormente expuesto se puede apreciar en los gráficos siguientes. Al analizar
el período, considerando el peso por unidad producida, se puede observar la estabilidad
mencionada, con el crecimiento a partir del año 2001. En dicho año se produce un pico
de dicho parámetro. A pesar de disminuir la producción tanto unitaria como en peso, para
la industria metalmecánica, se produjo una leve disminución en peso pero una fuerte en
cuanto a unidades. El parámetro analizado es alto debido a la producción de maquinaria
pesada en dicho año.

4.3
PRODUCERS OF MACHINE TOOLS
Country
2012 (est.)
$-Millons % Cut
%
Form
2011
(rev.)
$-
Millons
Change
in
local
currency
Change
in
U.S.
dollars
Porcentaje
de
Producción
1 China, Peoples
Rep. 27540 67% 33% 28270 $ -3% 29.55 %
2 Japan 18252,9 87% 13% 18326,6 0% 0% 19.58 %
3 Germany 13622,9 74% 26% 13373,7 1% 2% 14.62 %
4 Korea, Rep. Of 5705 73% 27% 5754 $ -1% 6.12 %
5 Italy 5667,7 50% 50% 5912,6 4% -4% 6.08 %
6 Taiwan 5430 84% 16% 5160 5% 5% 5.83 %
7 United States 4983,2 74% 26% 4676,7 $ 4% 5.35 %
8 Switzerland 3199,3 85% 15% 3607 -6% -11% 3.43 %
9 Spain 1060,3 65% 35% 1072,6 7% -1% 1.14 %
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
8,00
1990 1992 1994 1996 1998 2000 2002 2004 2006
Ton
ela
das
/ U
nid
ad
Año
Producción Máquinas Herramientas Argentina: 1990-2006 (peso/unidad)
METALES
MADERAS
TOTALES

10 Austria 1032 53% 47% 971,1 15% 6% 1.11 %
11 France 805,8 64% 36% 855,6 2% -6% 0.86 %
12 Czech
Republic 728,4 80% 20% 646 25% 13% 0.78 %
13 India 720,7 88% 12% 880 -6% -18% 0.77 %
14 Canada c 693 61% 39% c 639,3 8% 8% 0.74 %
15 United
Kingdom 649,8 66% 34% 731,5 -10% -11% 0.70 %
16 Turkey 649 24% 76% 659,4 7% -2% 0.70 %
17 Brazil 643,2 81% 19% 891,3 $ -28% 0.69 %
18 Netherlands 402,3 20% 80% 407,6 7% -1% 0.43 %
19 Belgium 296,9 20% 80% 357,5 -10% -17% 0.32 %
20 Russia u 263 41% 59% 263 0% 0% 0.28 %
21 Sweden 201,8 38% 62% 218,4 0% -8% 0.22 %
22 Findland 185,1 20% 80% 196,2 2% -6% 0.20 %
23 Australia 155 90% 10% 150 $ 3% 0.17 %
24 Mexico c 122,4 58% 42% c 122,4 $ 0% 0.13 %
25 Denmark u 70 40% 60% 76,5 0% -8% 0.08 %
26 Portugal 46,3 44% 56% 50,1 0% -8% 0.05 %
27 Romania u 42,5 71% 29% u 42,5 $ 0% 0.05 %
28 Argentina 36,4 53% 47% 32,4 $ 12% 0.04 %
Total 93205,4
93344,1
-1%
u = unrevised from previus year but converted at current rates
c = circa; rough estimate from fragmentary reports
$ = reported in U.S. dollars
% = ratio of cutting/forming production in some cases estimated from previus
reports
De acuerdo al Ranking mundial de productores de máquinas herramientas del año
2012, Argentina ocupó el puesto nº 28. Es posible observar que su aporte a la producción
mundial en este rubro es poco apreciable frente a los grandes productores como China,

Japón o Alemania. Entre estos tres países concentran el 63.75% de la producción
mundial de máquinas herramienta; y si consideramos a los primeros 10 productores del
ranking, entre ellos concentran el 92,81% de la producción mundial. Como se ha
analizado, Argentina ha tenido un crecimiento de producción a partir del 2001, sumado a
la inserción internacional reflejada con el aumento de exportaciones; pero es necesaria
una mayor inversión para promoveer el desarrollo de la producción.
4.4
CONSUMERS
Country 2012 (est.) $-Millons
2011 (rev.) $-Millons
Change in local
currency
Change in U.S. dollars
Porcentaje de
Consumo
1 China, Peoples Rep. 38510 39090 $ -1% 45.12 %
2 United States 8722,5 7321,3 $ 19% 10.22 %
3 Japan 7462,8 7417,7 1% 1% 8.74 %
4 Germany 6400,2 6901,8 0 -7% 7.50 %
5 Korea, Rep. Of 4646 5244 $ -11% 5.44 %
6 India 2286,1 2556,4 2% -11% 2.68 %
7 Italy 2172 2762,9 -15% -21% 2.54 %
8 Brazil 1867 2385,7 $ -22% 2.19 %
9 Taiwan 1744 1989 -7% -7% 2.04 %
10 Mexico uc 1360,9 1360,9 $ 0% 1.59 %
11 Turkey 1344,3 1341,1 $ 0% 1.58 %
12 Russia u 1317 1317 0 0% 1.54 %
13 Canada c 1256,6 1143,6 $ 10% 1.47 5
14 France 1118,1 1309,1 -8% -15% 1.31 %
15 Switzerland 1034,4 1274,5 -14% -19% 1.21 %
16 United Kingdom 816,2 745,8 11% 9% 0.96 %
17 Austria 586 620,5 2% -6% 0.69 %
18 Spain 392 427,1 -1% -8% 0.46 %
19 Czech Republic 348,5 403,3 $ -14% 0.41 %
20 Sweden 344,4 372,8 0% -8% 0.40 %
21 Netherlands 343,1 346,4 7% -1% 0.40 %
22 Argentina 261,3 210,1 $ 24% 0.31 %
23 Belgium 246,8 292,2 -9% -16% 0.29 %
24 Romania u 243 243 0% 0% 0.28 %
25 Australia 210 213 $ -1% 0.25 %
26 Findland 140,1 150,3 1% -7% 0.16 %
27 Portugal 137,5 118,3 26% 16% 0.16 %
28 Denmark 39,8 43,1 0% -8% 0.05 %

Apparent Consumption = local Production, less Exports, plus Imports
u = unrevised from 2011 but converted at current rates
c = circa; rough estimate from fragmentary data
$ = reported in U.S. dollars
Con respecto al consumo, nuestro país ocupó en el año 2012 el puesto nº 22 de
consumidores a nivel mundial. Nuevamente haciendo un análisis similar al realizado a
nivel producción, tiene poca incidencia considerando que entre los principales
consumidores (China, Estados Unidos y Japón) concentran más del 50% del consumo. Y
tomando en cuenta a los primeros 10, entre ellos suman el 88,06%. Argentina es un gran
consumidor, pero no a los volúmenes manejados internacionalmente. Como se indicará
más adelante, nuestro país presenta un consumo interno superior a lo producido,
reflejado en las importaciones. Esto da cuenta del poco desarrollo del sector.
4.5
Argentina es caracterizada por ser un gran importador en el rubro analizado. Y por
lo regular, el consumo interno representa cuatro veces la producción doméstica.
Sin embargo, a pesar de esta caracterización, es necesario remarcar que se podrá
ver más adelante en el presente informe, que el crecimiento de las importaciones
sufrieron en el año 2009 una fuerte caída (cercana al 30%), debido a la crisis mundial del
año anterior, la cual afectó notablemente el comercio a nivel mundial. Luego en el año
2010 se observa una recuperación cercana al 15%.

4.6
AAFMHA
EMPRESA UBICACIÓN PRINCIPALES PRODUCTOS FABRICADOS
SOLDADURAS SOMMER LANÚS, BUENOS AIRES SOLDADORAS
ASCAM S.A SAN JUSTO, BUENOS AIRES CORTADORAS
AUTOMACIÓN MICROMECÁNICA
SAIC WILDE, BUENOS AIRES CENTROS DE MECANIZADO
BURANI SRL AVELLANEDA, BUENOS AIRES TALADRADORA, FRESADORAS
CENA HNOS SRL SAN FRANCISCO, CÓRDOBA CILINDRADORAS, PLEGADORAS, GUILLOTINAS
CONARCO ALAMBRES Y SOLDADURAS S.A
VILLA LINCH, BUENOS AIRES SOLDADORAS
CT ELECTROMECÁNICA SRL CIUDAD AUTÓNOMA DE
BUENOS AIRES TORNO CNC, FRESA CNC
CUTTER MACHINE DE JUAN C.
BONETTO CÓRDOBA CAPITAL, CÓRDOBA CORTADORAS
DELLE GRAZIE SRL RAMOS MEJÍA, BUENOS AIRES CORTADORAS
ELECTROMECÁNICA LA- SER DE
LUZIC DIANA VIOLETA CASEROS, BUENOS AIRES SOLDADORAS
EQUIPOS KAMI SH LOMAS DE ZAMORA, BUENOS
AIRES SOLDADORAS, CORTADORAS
ESTABLECIMIENTOS METALÚRGICOS RVC
VILLA BALLESTER, BUENOS AIRES
CORTADORAS
HIDRAMET SH BERNAL, BUENOS AIRES PRENSAS
INDUSTRIAS CAMPORESI CASEROS, BUENOS AIRES TORNOS AUTOMÁTICOS, TORNOS CNC,
FRESADORAS
INDUSTRIAS TAURO SRL ROSARIO, SANTA FÉ SOLDADORAS
INTRAUD S.A MERCEDES, BUENOS AIRES SOLDADORAS, CORTADORAS
JOSE ITURROSPE S.A ROSARIO, SANTA FÉ PRENSAS, CORTADORAS
LEALI DINO E HIJOS SRL VIGOR
CIUDADELA, BUENOS AIRES CORTADORAS
LEITEN SRL CASEROS, BUENOS AIRES CORTADORAS
MACH 97 SA CONTINUADORA DE
CARLOS ARRIGONI SRL
CIUDAD AUTÓNOMA DE BUENOS AIRES
PRENSAS, CORTADORAS
MEGASOL S.A AVELLANEDA, BUENOS AIRES SOLDADORAS, CORTADORAS
OK INDUSTRIAL SRL VILLA BALLESTER, BUENOS
AIRES CORTADORAS,PRENSAS
PANTOGRAFOS MASTER BURZACO, BUENOS AIRES CORTADORAS
POLISSETTI SA VILLA LOMA HERMOSA,
BUENOS AIRES FRESADORAS, CENTROS DE MECANIZADO
PRENSAS SCHMIDT SA LOMA HERMOSA, BUENOS
AIRES PRENSAS
PROMECOR SA CÓRDOBA CAPITAL, CÓRDOBA TORNOS CNC, CENTROS DE MECANIZADO
ROBLEDO E HIJOS SA ADROGUÉ, BUENOS AIRES SOLDADORAS
ROLOP SA QUILMES, BUENOS AIRES PRENSAS
SCHNITT CNC CASEROS, BUENOS AIRES CORTADORAS
SECIN SA LANÚS, BUENOS AIRES PRENSAS
SOLDADURAS SOMMER TEMPERLEY, BUENOS AIRES SOLDADORAS
SUPER TOOLS N/A, BUENOS AIRES CORTADORAS
TECNOLOGIA BUENOS AIRES SA
VILLA LINCH, BUENOS AIRES SOLDADORAS, CORTADORAS
UNIR SA ROSARIO, SANTA FÉ SOLDADORAS, CORTADORAS
WAL MAR SRL BOULOGNE, BUENOS AIRES SOLDADORAS, CORTADORAS
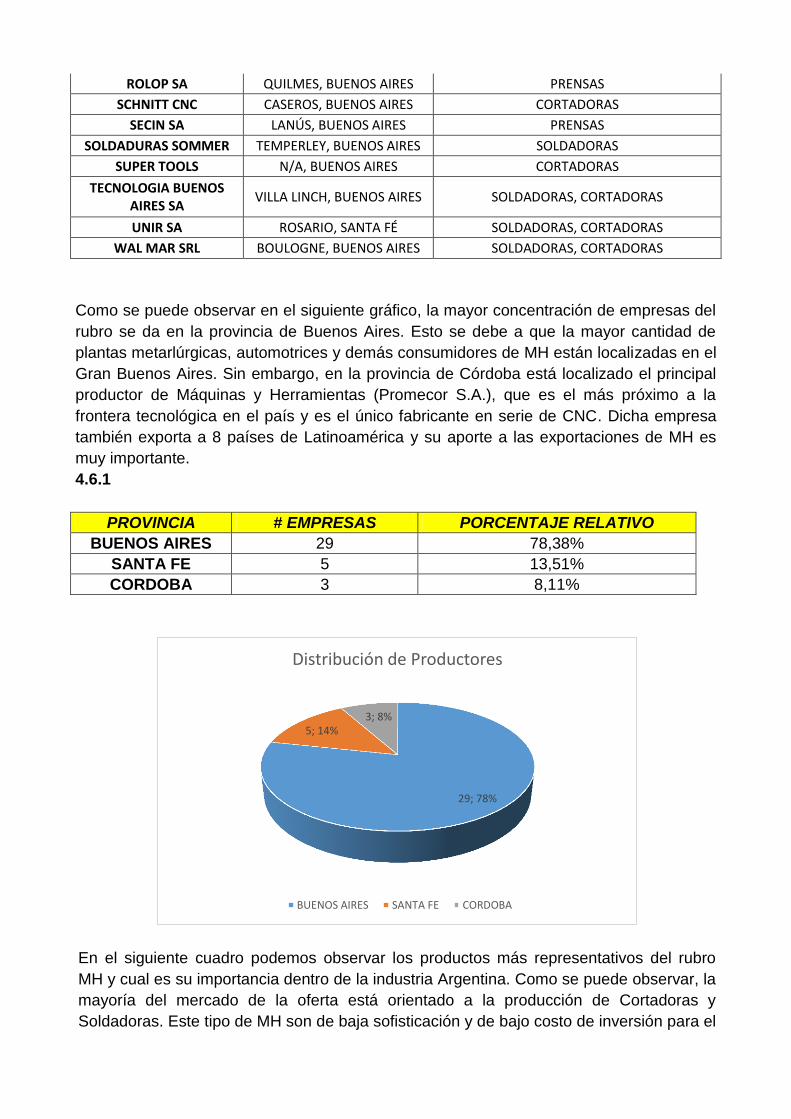
Como se puede observar en el siguiente gráfico, la mayor concentración de empresas del
rubro se da en la provincia de Buenos Aires. Esto se debe a que la mayor cantidad de
plantas metarlúrgicas, automotrices y demás consumidores de MH están localizadas en el
Gran Buenos Aires. Sin embargo, en la provincia de Córdoba está localizado el principal
productor de Máquinas y Herramientas (Promecor S.A.), que es el más próximo a la
frontera tecnológica en el país y es el único fabricante en serie de CNC. Dicha empresa
también exporta a 8 países de Latinoamérica y su aporte a las exportaciones de MH es
muy importante.
4.6.1
PROVINCIA # EMPRESAS PORCENTAJE RELATIVO
BUENOS AIRES 29 78,38%
SANTA FE 5 13,51%
CORDOBA 3 8,11%
En el siguiente cuadro podemos observar los productos más representativos del rubro
MH y cual es su importancia dentro de la industria Argentina. Como se puede observar, la
mayoría del mercado de la oferta está orientado a la producción de Cortadoras y
Soldadoras. Este tipo de MH son de baja sofisticación y de bajo costo de inversión para el
29; 78%
5; 14% 3; 8%
Distribución de Productores
BUENOS AIRES SANTA FE CORDOBA
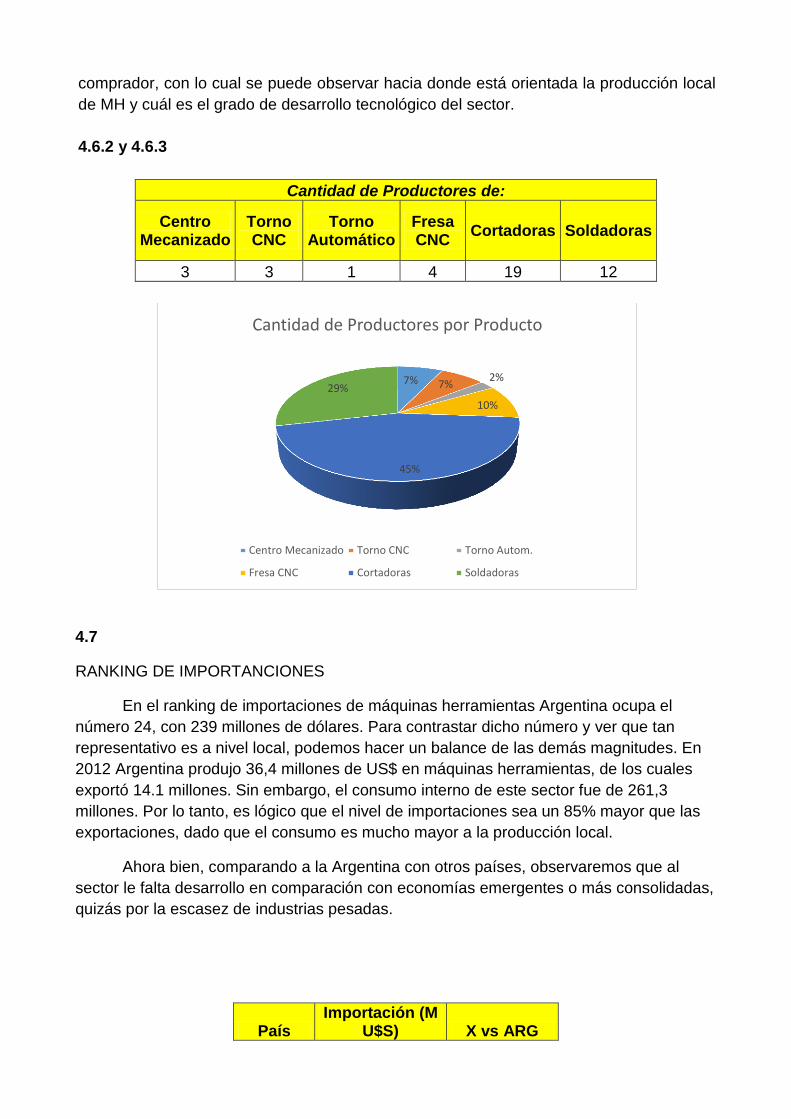
comprador, con lo cual se puede observar hacia donde está orientada la producción local
de MH y cuál es el grado de desarrollo tecnológico del sector.
4.6.2 y 4.6.3
Cantidad de Productores de:
Centro Mecanizado
Torno CNC
Torno Automático
Fresa CNC
Cortadoras Soldadoras
3 3 1 4 19 12
4.7
RANKING DE IMPORTANCIONES
En el ranking de importaciones de máquinas herramientas Argentina ocupa el
número 24, con 239 millones de dólares. Para contrastar dicho número y ver que tan
representativo es a nivel local, podemos hacer un balance de las demás magnitudes. En
2012 Argentina produjo 36,4 millones de US$ en máquinas herramientas, de los cuales
exportó 14.1 millones. Sin embargo, el consumo interno de este sector fue de 261,3
millones. Por lo tanto, es lógico que el nivel de importaciones sea un 85% mayor que las
exportaciones, dado que el consumo es mucho mayor a la producción local.
Ahora bien, comparando a la Argentina con otros países, observaremos que al
sector le falta desarrollo en comparación con economías emergentes o más consolidadas,
quizás por la escasez de industrias pesadas.
País Importación (M
U$S) X vs ARG
7% 7% 2%
10%
45%
29%
Cantidad de Productores por Producto
Centro Mecanizado Torno CNC Torno Autom.
Fresa CNC Cortadoras Soldadoras

Argentina 239
China 13720 98,26%
México 1269,1 81,17%
Suecia 308,4 22,50%
Japón 774,9 69,16%
USA 5826,8 95,90%
Alemania 3187,3 92,50%
Francia 988,3 75,82%
Canadá 851,4 71,93%
Brasil 1435,8 83,35%
España 314,9 24,10%
Holanda 263,5 9,30%
Como podemos ver, los países analizados (países desarrollados y economías
emergentes) importan más máquinas herramientas que Argentina. Dada la extensión del
país y la diferencia de población con, por ejemplo Holanda, podríamos concluir que falta
industrialización. Sin embargo, hace falta hacer una consideración: este ranking es de los
28 mayores productores de máquinas herramientas.
País Importación (M
U$S) Cantidad de Hab. (en M) Imp. Per capita
(U$S) ARG vs X
Argentina 239 41,9 5,7
China 13720 1323,6 10,4 44,97%
México 1269,1 111,2 11,4 50,02%
Suecia 308,4 9,1 33,9 83,17%
Japón 774,9 127,1 6,1 6,44%
USA 5826,8 307,2 19,0 69,93%
Alemania 3187,3 82,3 38,7 85,27%
Francia 988,3 64,4 15,3 62,83%
Canadá 851,4 33,5 25,4 77,56%
Brasil 1435,8 198,7 7,2 21,06%
España 314,9 40,5 7,8 26,64%
Holanda 263,5 16,7 15,8 63,85%
Ahora bien, si hacemos un análisis de importaciones per capita, veremos que las
diferencias con respecto a Argentina bajan. Por ejemplo, la diferencia con Brazil baja del
80% al 20% y con Japón del 70% al 6%.

4.8
RANKING DE EXPORTACIÓN
A nivel de exportación Argentina está en el puesto número 28, con 14.1 millones de
dólares. Este es el puesto más bajo del ranking, con lo que podemos concluir que
Argentina a nivel de producción y exportación de máquinas y herramientas todavía tiene
un largo camino por andar, con muchas áreas de oportunidad.
País Exportación (M
U$S) X vs ARG
Argentina 14,1
China 2750 99,49%
México 30,6 53,92%
Suecia 165,8 91,50%
Japón 11565 99,88%
USA 2087,5 99,32%
Alemania 10410 99,86%
Francia 676 97,91%
Canadá 288,8 95,12%
Brasil 211,8 93,34%
España 983,2 98,57%
Holanda 322,6 95,63%
Con el cuadro anterior, se puede deducir que Argentina tiene un carácter más
importador que exportador, al igual que USA. En el caso de Argentina, se puede deber al
proceso de industrialización de los últimos años, con gran demanda de máquinas
herramientas.
4.9
BALANZA COMERCIAL
Como bien hemos analizado anteriormente, el consumo argentino de MH en 2012
fue de 261,3 millones de U$S y el nivel de importación fue de 210. Ahora bien, el nivel de
exportación fue de 14,1 millones y la producción local de 36,4. De esta manera, 261,3-
(36,4-14,1) = 210.8 M U$S fue el total del consumo que tuvo que ser amortiguado con
importaciones. Como se puede ver, aproximadamente un 81% del consumo local tuvo que
ser correspondido con importaciones.

4.10 Al analizar las características de la industria de máquinas herramienta, es importante hacer un análisis histórico de las exportaciones e importaciones del sector: al hacer esto conseguimos obtener un panorama de la balanza comercial y su evolución a través del tiempo y sus posibles implicancias al hacer un análisis para el futuro. En concordancia con lo planteado, A continuación se presentan las tablas y gráficos correspondientes a la evolución de los montos de exportación e importación argentinas de máquinas herramienta de las partidas 84.56, 84.57, 84.58, 84.59, 84.60, 84.61, 84.62, 84.63, 84.66 para el período 2007-2012: Exportaciones
SubPartidas 2007 2008 2009 2010 2011 2012
845610 - Que operen mediante láser u otros haces de luz o de fotones - - 58 82 6 32
845620 - Que operen por ultrasonido 0 18 5 - - -
845630 - Que operen por electroerosión - 183 38 13 7 93
845690 - Las demás 323 386 658 36 697 13
845710 - Centros de mecanizado 314 457 333 178 54 557
845720 - Máquinas de puesto fijo 171 144 34 - 113 12
845730 - Máquinas de puestos múltiples 164 604 1984 - 27 1695
845811 - De control numérico 2028 2423 2659 1394 745 828
845819 - Los demás 59 69 51 136 90 60
845891 - De control numérico - - 4 - - 241
845899 - Los demás 95 624 16 181 63 106
845910 - Unidades de mecanizado de correderas 4 5 - 31 - -
845921 - De control numérico - 9 197 185 - -
845929 - Las demás 64 89 436 598 124 42
845931 - De control numérico 334 - - 499 - -
845939 - Las demás 1 7 - 16 - -
845940 - Las demás escariadoras 38 61 862 19 142 113
845951 - De control numérico - - - 22
845961 - De control numérico 160 532 560 22 233 17
845969 - Las demás 144 164 327 289 375 489
845970 - Las demás máquinas de roscar (incluso aterrajar) 5 48 127 60 21 5
846011 - De control numérico - 31
846019 - Las demás 29 39 29 26 74 243
846021 - De control numérico - 8 392 - - 109
846029 - Las demás 387 95 85 182 37 103
846039 - Las demás 145 67 19 107 38 10
846040 - Máquinas de lapear (bruñir) 102 67 144 61 53 53
846090 - Las demás 153 580 311 262 206 583
846120 - Máquinas de limar o mortajar - 4 2 12 - 220
846130 - Máquinas de brochar - - - - 26 74
846140 - Máquinas de tallar o acabar engranajes 3 422 23 128 571 70
846150 - Máquinas de aserrar o trocear 154 111 226 560 283 116
846190 - Las demás 185 117 73 145 97 67
846210 - Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras
máquinas de martillar 272 1383 1768 216 727 673
846221 - De control numérico 636 868 802 486 377 24
846229 - Las demás 564 681 509 2090 451 598
846231 - De control numérico 143 189 289 246 243 -
846239 - Las demás 477 638 221 54 54 274
846241 - De control numérico - 154 295 82 - 8

846249 - Las demás 371 773 244 597 940 287
846291 - Prensas hidráulicas 746 1009 1501 1391 603 2215
846299 - Las demás 742 563 192 64 389 297
846310 - Bancos de estirar barras, tubos, perfiles, alambres o similares 336 516 4737 51 - - 846320 - Máquinas laminadoras de hacer roscas 48 52 19 297 91 116
846330 - Máquinas para trabajar alambre 128 111 196 93 134 44
846390 - Las demás 140 256 685 76 2786 808
846610 - Portaútiles y dispositivos de roscar de apertura automática 335 250 562 345 334 248
846620 - Portapiezas 332 284 561 245 371 423
846630 - Divisores y demás dispositivos especiales para montar en máquinas
herramienta 64 80 87 16 33 2
846691 - Para máquinas de la partida 84.64 19 45 19 28 38 34
846692 - Para máquinas de la partida 84.65 452 262 177 550 183 188
846693 - Para máquinas de las partidas 84.56 a 84.61 516 814 691 609 1096 314
846694 - Para máquinas de las partidas 84.62 u 84.63 665 458 631 1223 282 1100 Total 12048 16750 23839 14003 13214 13604
Importaciones SubPartidas 2007 2008 2009 2010 2011 2012
845610 - Que operen mediante láser u otros haces de luz o de fotones 8299 10454 3267 11559 9687 7510
845620 - Que operen por ultrasonido 17 49 182 66 14 134
845630 - Que operen por electroerosión 2380 2909 1167 2463 2009 1085
845690 - Las demás 2872 4072 1579 3723 4724 3645
845710 - Centros de mecanizado 24535 43584 21261 15622 24925 23646
845720 - Máquinas de puesto fijo 356 645 379 111 1109 158
845730 - Máquinas de puestos múltiples 207 365 225 146 456 372
845811 - De control numérico 21390 33148 20757 11254 16651 23372
845819 - Los demás 10152 11804 3616 5800 8204 3937
845891 - De control numérico 1838 4934 4438 410 3928 5267
845899 - Los demás 395 390 207 1232 401 154
845910 - Unidades de mecanizado de correderas 5 22 95 21 63 49
845921 - De control numérico 1154 1250 387 876 1678 388
845929 - Las demás 2424 2584 1743 1798 2916 2376
845931 - De control numérico 612 188 249 85 231 62
845939 - Las demás 77 64 7 31 85 22
845940 - Las demás escariadoras 281 319 180 139 289 152
845951 - De control numérico 172 765 43 255 265 177
845959 - Las demás - 81 45 20 126 11
845961 - De control numérico 2657 3105 2745 2178 2324 1872
845969 - Las demás 3074 3884 1887 2762 3159 2028
845970 - Las demás máquinas de roscar (incluso aterrajar) 1835 1967 1116 948 2994 1006
846011 - De control numérico 10 71 19 436 42 326
846019 - Las demás 598 720 833 562 1029 250
846021 - De control numérico 3926 7337 1099 403 2626 9000
846029 - Las demás 641 1225 499 311 653 33
846031 - De control numérico 814 232 313 144 1231 1692
846039 - Las demás 836 804 450 597 715 587
846040 - Máquinas de lapear (bruñir) 1296 2828 710 366 318 3976
846090 - Las demás 2225 3393 4073 2417 3565 1991
846120 - Máquinas de limar o mortajar 139 205 343 95 129 64
846130 - Máquinas de brochar 69 1431 - 17 67 5926
846140 - Máquinas de tallar o acabar engranajes 1105 14562 2404 2292 6852 23797
846150 - Máquinas de aserrar o trocear 4509 6910 5559 4741 5553 4190

846190 - Las demás 676 1609 324 314 264 600
846210 - Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras
máquinas de martillar 7328 18205 24774 14597 15118 6507
846221 - De control numérico 7104 10383 3492 6615 11323 7594
846229 - Las demás 7156 12220 5130 4682 10134 6492
846231 - De control numérico 798 4251 4521 2485 6806 1191
846239 - Las demás 11478 7312 3082 1686 2112 2368
846241 - De control numérico 4913 5593 3021 4899 9857 4482
846249 - Las demás 1486 2179 1362 3093 3804 1950
846291 - Prensas hidráulicas 4094 4600 2905 2362 3008 2560
846299 - Las demás 1365 6387 1819 2179 2174 2441
846310 - Bancos de estirar barras, tubos, perfiles, alambres o similares 2348 3106 1615 2098 2714 829
846320 - Máquinas laminadoras de hacer roscas 247 189 317 375 882 526
846330 - Máquinas para trabajar alambre 5505 5220 1863 3372 5505 6472
846390 - Las demás 2664 3122 4179 5620 5656 1511
846610 - Portaútiles y dispositivos de roscar de apertura automática 4693 6083 3418 5042 7351 3945
846620 - Portapiezas 1692 2507 2541 2181 2823 1704
846630 - Divisores y demás dispositivos especiales para montar en máquinas
herramienta 197 301 983 356 927 414
846691 - Para máquinas de la partida 84.64 2814 1438 1051 1245 1781 1174
846692 - Para máquinas de la partida 84.65 1169 1206 1248 1523 2416 877
846693 - Para máquinas de las partidas 84.56 a 84.61 7423 10900 6519 9990 10535 7154
846694 - Para máquinas de las partidas 84.62 u 84.63 10112 60152 5313 6687 9913 14815 Total 186162 333264 161354 155281 224121 204861
Montos expresados en miles de dólares CIF P: Información Provisoria / nM : Información Parcial cubriendo n meses 0 : Comercio inferior a 500 dólares - : No se registró comercio
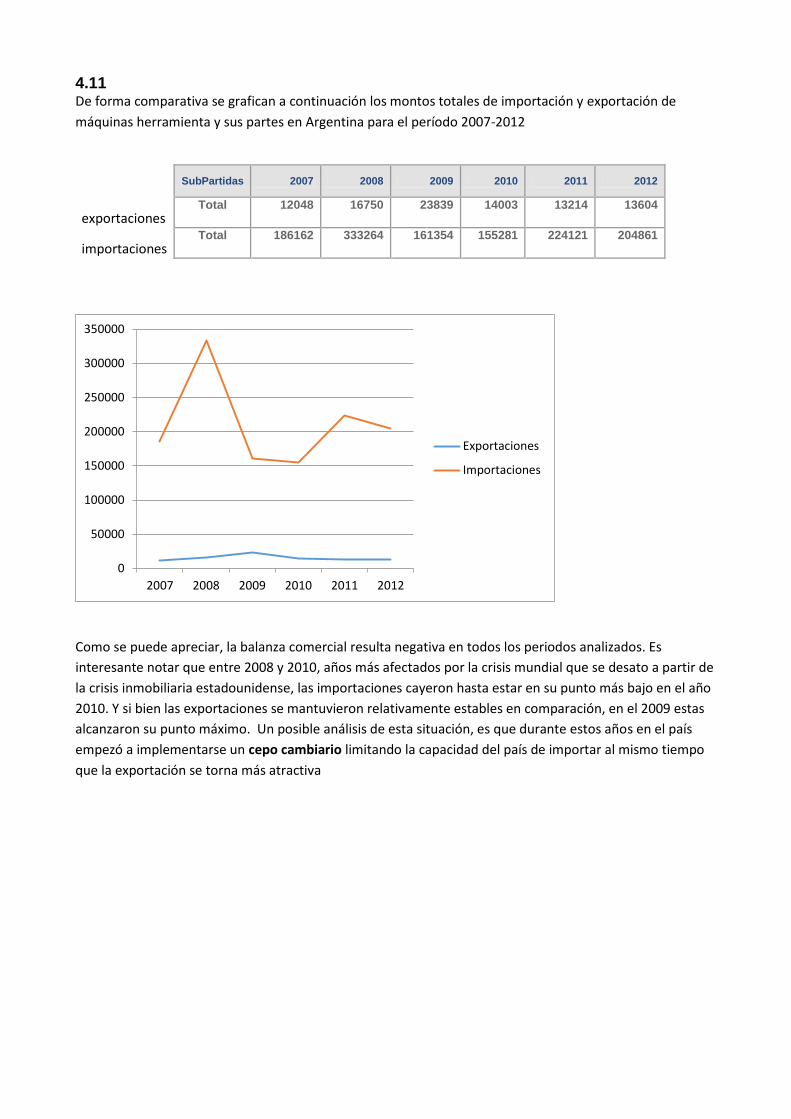
4.11 De forma comparativa se grafican a continuación los montos totales de importación y exportación de
máquinas herramienta y sus partes en Argentina para el período 2007-2012
SubPartidas 2007 2008 2009 2010 2011 2012
exportaciones Total 12048 16750 23839 14003 13214 13604
importaciones Total 186162 333264 161354 155281 224121 204861
Como se puede apreciar, la balanza comercial resulta negativa en todos los periodos analizados. Es
interesante notar que entre 2008 y 2010, años más afectados por la crisis mundial que se desato a partir de
la crisis inmobiliaria estadounidense, las importaciones cayeron hasta estar en su punto más bajo en el año
2010. Y si bien las exportaciones se mantuvieron relativamente estables en comparación, en el 2009 estas
alcanzaron su punto máximo. Un posible análisis de esta situación, es que durante estos años en el país
empezó a implementarse un cepo cambiario limitando la capacidad del país de importar al mismo tiempo
que la exportación se torna más atractiva
0
50000
100000
150000
200000
250000
300000
350000
2007 2008 2009 2010 2011 2012
Exportaciones
Importaciones

4.12 Para ver lo analizado en el punto 4.11 de manera más gráfica, a continuación se calcula y se grafica la evolución del monto total de déficit comercial de Argentina en máquinas herramienta para el período 2007-2012
SubPartidas 2007 2008 2009 2010 2011 2012
exportaciones Total 12048 16750 23839 14003 13214 13604
importaciones Total 186162 333264 161354 155281 224121 204861
Diferencia/deficit
-174114 -316514 -137515 -141278 -210907 -191257
puede apreciarse que en todo momento la balanza comercial es negativa y si bien en los años 2009 y 2010
parecia que la balanza comercial se acercaba al cero, esta diferencia crecio para el 2011
4.13
Incidencia importaciones 2012
Montos por partida para el año 2012 en Miles de Dolares
84,62 84,61 84,58 84.66 84,57 84,60 84,56 84.63 84,59 Total
35585 34577 32730 30083 24176 17855 12374 9338 8143 204861
% de incidencia
17% 17% 16% 15% 12% 9% 6% 5% 4% 100%
-400000
-300000
-200000
-100000
0
100000
200000
300000
400000
2007 2008 2009 2010 2011 2012
Exportaciones
Importaciones
Diferencia

4.14
Incidencia exportaciones
Montos por partida para el año 2012 en Miles de Dolares
84,62 84.66 84,57 84,58 84,60 84.63 84,59 84,61 84,56 Total
4376 2309 2264 1235 1101 968 666 547 138 13604
% de incidencia
32% 17% 17% 9% 8% 7% 5% 4% 1% 100%
4.15
Para importaciones:
SubPartidas 2012
845811 - De control numérico 23372
845819 - Los demás 3937
845891 - De control numérico 5267
845899 - Los demás 154
846120 - Máquinas de limar o mortajar 64
846130 - Máquinas de brochar 5926
846140 - Máquinas de tallar o acabar engranajes 23797
846150 - Máquinas de aserrar o trocear 4190
846190 - Las demás 600
846210 - Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras
máquinas de martillar
6507
846221 - De control numérico 7594
846229 - Las demás 6492
846231 - De control numérico 1191
846239 - Las demás 2368
846241 - De control numérico 4482
846249 - Las demás 1950

846291 - Prensas hidráulicas 2560
846299 - Las demás 2441
Para las Exportaciones
845710 - Centros de mecanizado 557
845720 - Máquinas de puesto fijo 12
845730 - Máquinas de puestos múltiples 1695
846210 - Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras
máquinas de martillar
673
846221 - De control numérico 24
846229 - Las demás 598
846231 - De control numérico -
846239 - Las demás 274
846241 - De control numérico 8
846249 - Las demás 287
846291 - Prensas hidráulicas 2215
846299 - Las demás 297
846610 - Portaútiles y dispositivos de roscar de apertura automática 248
846620 - Portapiezas 423
846630 - Divisores y demás dispositivos especiales para montar en máquinas herramienta 2
846691 - Para máquinas de la partida 84.64 34
846692 - Para máquinas de la partida 84.65 188
846693 - Para máquinas de las partidas 84.56 a 84.61 314
846694 - Para máquinas de las partidas 84.62 u 84.63 1100
APECTOS GENERALES
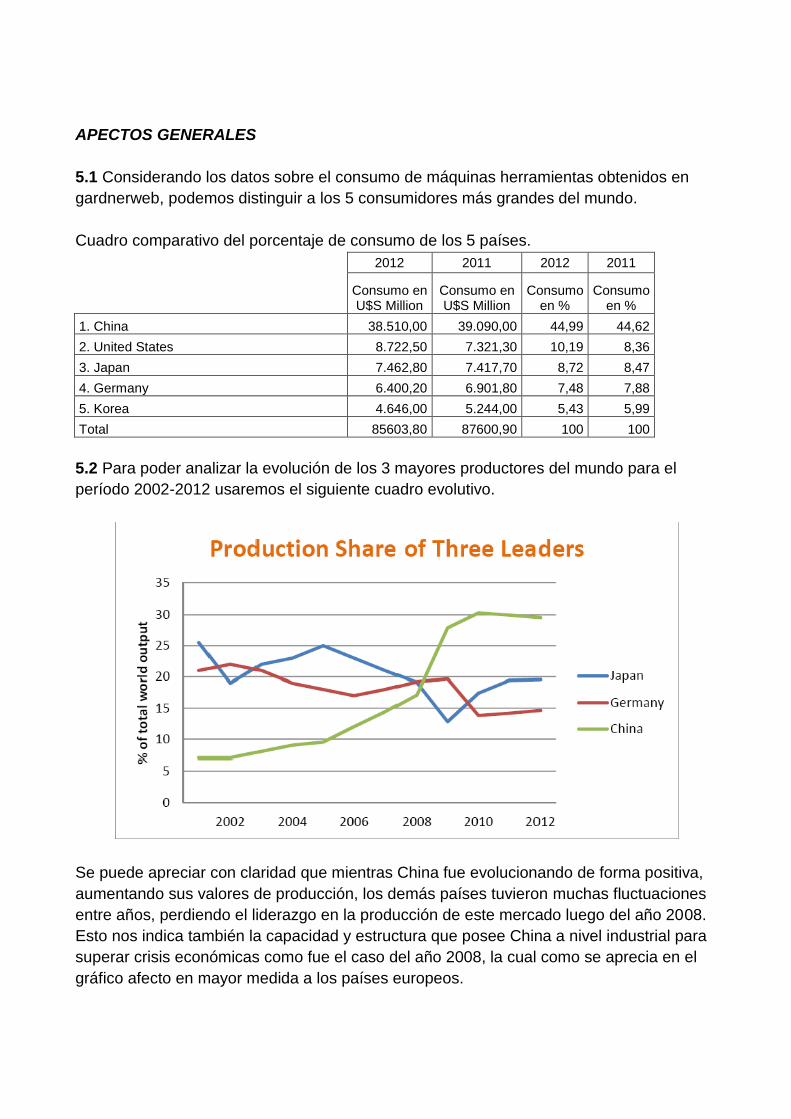
5.1 Considerando los datos sobre el consumo de máquinas herramientas obtenidos en
gardnerweb, podemos distinguir a los 5 consumidores más grandes del mundo.
Cuadro comparativo del porcentaje de consumo de los 5 países.
2012 2011 2012 2011
Consumo en U$S Million
Consumo en U$S Million
Consumo en %
Consumo en %
1. China 38.510,00 39.090,00 44,99 44,62
2. United States 8.722,50 7.321,30 10,19 8,36
3. Japan 7.462,80 7.417,70 8,72 8,47
4. Germany 6.400,20 6.901,80 7,48 7,88
5. Korea 4.646,00 5.244,00 5,43 5,99
Total 85603,80 87600,90 100 100
5.2 Para poder analizar la evolución de los 3 mayores productores del mundo para el
período 2002-2012 usaremos el siguiente cuadro evolutivo.
Se puede apreciar con claridad que mientras China fue evolucionando de forma positiva,
aumentando sus valores de producción, los demás países tuvieron muchas fluctuaciones
entre años, perdiendo el liderazgo en la producción de este mercado luego del año 2008.
Esto nos indica también la capacidad y estructura que posee China a nivel industrial para
superar crisis económicas como fue el caso del año 2008, la cual como se aprecia en el
gráfico afecto en mayor medida a los países europeos.

5.2.1 Como se puede apreciar, en los últimos 10 años China fue el país con mayor
desarrollo en materia de producción de máquinas herramientas, logrando ser el líder en
producción luego del año 2008. En tan solo 6-7 años a partir del 2002, China logro
incrementar su producción más de un 20%.
5.2.2 Analizaremos ahora que destino tuvo mayoritariamente la producción de máquinas
herramientas para el caso de China en el año 2012.
2012
Producción U$S Million
Exportación U$S Million
Importación U$S Million
Consumo U$S Million
China 27540 2750 13720 38510
Como podemos apreciar, la diferencia entre lo producido y exportado es de U$S 24.790
millones, con lo cual lo destinado al consumo interno es de aproximadamente el 90% y el
destinado a la exportación de 10%.
5.2.3. Haremos el mismo análisis para los otros dos países productores líderes de
máquinas herramientas.
2012
Producción Exportación Importación Consumo
China 27.540,0 2.750,0 13.720,0 38.510,0
Japón 18.252,9 11.565,0 774,9 7.462,8
Alemania 13.622,9 10.410,0 3.187,3 6.400,2
Japón: Destina el 63.36% de su producción al mercado de exportación y el 36.64% al
mercado interno.
Alemania: Destina el 76.42% de su producción al mercado de exportación y el 23.58% al
mercado interno.
5.3 Analizaremos ahora los países entrepot, los cuales poseen montos de exportación
superiores a los montos de su producción para el año 2012.
2012
Producción U$S Million
Exportación U$S Million EXPO/PROD
Argentina 36,4 14,1 0,39
Australia 155 135 0,87
Austria 1032 834,1 0,81
Belgium 296,9 862,4 2,90
Brazil 643,2 211,8 0,33
Canadá 693 288,8 0,42
China 27540 2750 0,10
Czech Republic 728,4 822,7 1,13
Denmark 70 88,7 1,27

Finland 185,1 159,4 0,86
France 805,8 676 0,84
Germany 13622,9 10410 0,76
India 720,7 33,3 0,05
Italy 5667,7 4433,9 0,78
Japan 18252,9 11565 0,63
Korea 5705 2551 0,45
Mexico 122,4 30,6 0,25
Netherlands 402,3 322,6 0,80
Portugal 46,3 59,1 1,28
Romania 42,5 85,2 2,00
Russia 263 64 0,24
Spain 1060,3 983,2 0,93
Sweden 201,8 165,8 0,82
Switzerland 3199,3 2772,7 0,87
Taiwan 5430 4236 0,78
Turkey 649 476,8 0,73
United Kingdom 649,8 784,5 1,21
United States 4983,2 2087,5 0,42
Obtenemos así entonces, los países que tienen montos de exportación mayor a los de su
producción.
2012
Producción U$S Million
Exportación U$S Million EXPO/PROD
Belgium 296,9 862,4 290,47%
Romania 42,5 85,2 200,47%
Portugal 46,3 59,1 127,65%
Denmark 70 88,7 126,71%
United Kingdom 649,8 784,5 120,73%
Czech Republic 728,4 822,7 112,95%
5.4 Vamos a analizar ahora las exportaciones de máquinas herramienta que trabajan por remoción de material para el período 2003-2011 de los siguientes países principales en exportación.
Exportaciones Millones de U$S
2003 2004 2005 2006 2007 2008 2009 2010 2011
Estados Unidos 1692,2 3109 3241,7 4365,4 1803,3 2062,2 1336,1 1652,7 2052,3
Japón 4881,1 6317,7 7386 7919,7 7591,9 8436,6 3445,5 6950,3 10740,2
Corea del Sur 516 719,9 864,9 1221,2 1375 1404,2 863 1180,9 1553,5
China 317,8 444,5 657,2 916,7 1219,1 1456,3 954,2 1284,2 1661,8

Total del mundo 18084,8 23674,8 26997,2 32046,4 32648,4 36907,8 21514 26899,2 38310,7
Como mencionamos anteriormente, se puede apreciar los países que destinan su producción al abastecimiento del mercado interno, como China que siendo el mayor productor, tiene bajos niveles de exportación. Japón por lo contrario tiene altos valores de exportación 5.5 En este punto analizaremos las exportaciones de máquinas herramienta que NO trabajan por remoción de material para el período 2003-2011 de los mismos países analizados en el punto anterior.
Exportaciones Millones de U$S
2003 2004 2005 2006 2007 2008 2009 2010 2011
Estados Unidos 492,4 508,6 613,8 720,4 702,7 804,7 645,4 809,6 994,3
Japón 1078,9 1198,7 1320 1296 1334,1 1520,3 913,8 1142,1 1920,38
Corea del Sur 157,3 242,6 292,1 380,7 441,4 505,7 349,5 500,9 742,8
China 60,9 94 164,9 259,6 413,7 648,2 457,5 571,5 755,4
Total del mundo 6638,1 7861,9 9000 10056,6 11982,5 13371,6 9024,7 9804,4 13078
Partición en % de la exportación total mundial
2003 2004 2005 2006 2007 2008 2009 2010 2011
Estados Unidos 7,42% 6,47% 6,82% 7,16% 5,86% 6,02% 7,15% 8,26% 7,60%
Japón 16,25% 15,25% 14,67% 12,89% 11,13% 11,37% 10,13% 11,65% 14,68%
Corea del Sur 2,37% 3,09% 3,25% 3,79% 3,68% 3,78% 3,87% 5,11% 5,68%
China 0,92% 1,20% 1,83% 2,58% 3,45% 4,85% 5,07% 5,83% 5,78%
Se puede ver que los resultados son muy análogos a los de máquinas herramienta que
trabajan por remoción de material para el período 2003-2011, variando únicamente los
montos de exportación pero manteniéndose prácticamente igual los porcentajes.
5.6 En este punto utilizaremos la información brindada por la fuente ALADI (Asociación
Latinoamericana de Integración), obteniendo los siguientes datos de exportación para
Brasil.
Exportación (Valores en miles de U$S)
Código Descripción 2007 2008 2009 2010 2011 2012
845610 Que operen mediante láser u otros haces de luz o de fotones 749 969 421 784 795 259
845620 Que operen por ultrasonido 4 3 17
845630 Que operen por electroerosión 330 354 200 205 63 169
Partición en % de la exportación total mundial
2003 2004 2005 2006 2007 2008 2009 2010 2011
Estados Unidos 9,36% 13,13% 12,01% 13,62% 5,52% 5,59% 6,21% 6,14% 5,36%
Japón 26,99% 26,69% 27,36% 24,71% 23,25% 22,86% 16,02% 25,84% 28,03%
Corea del Sur 2,85% 3,04% 3,20% 3,81% 4,21% 3,80% 4,01% 4,39% 4,06%
China 1,76% 1,88% 2,43% 2,86% 3,73% 3,95% 4,44% 4,77% 4,34%

845690 Las demás 1146 105 37 33 1015 349
845710 Centros de mecanizado 22591 40172 36372 22214 29356 33927
845720 Máquinas de puesto fijo 755 708 26 1 14
845730 Máquinas de puestos múltiples 8516 7685 14833 3725 1584 16721
845811 De control numérico 28102 24003 5509 6849 17544 13612
845819 Los demás 2085 3306 2099 633 2308 1894
845891 De control numérico 1041 1039 565 534 47
845899 Los demás 686 5090 1159 1149 174 509
845910 Unidades de mecanizado de correderas 236 221 104 207 445 270
845921 De control numérico 2437 2774 341 46 28 58
845929 Las demás 500 27 367 278 556 406
845931 De control numérico 1010 1333 3371 1164 8 111
845939 Las demás 3 13 74 66 1121 20
845940 Las demás escariadoras 220 792 309 327 287 50
845951 De control numérico 2 1
845959 Las demás 86 119 81 137 192 32
845961 De control numérico 794 2975 574 1217 1215
845969 Las demás 408 312 111 266 1273 622
845970 Las demás máquinas de roscar (incluso aterrajar) 311 153 90 83 20 16
846011 De control numérico 102 69 5 33
846019 Las demás 397 821 445 1231 519 734
846021 De control numérico 1028 1318 884 1052 4296 8780
846029 Las demás 1107 614 1098 930 730 217
846031 De control numérico 0 68 14 110 0
846039 Las demás 1031 1354 466 539 321 628
846040 Máquinas de lapear (bruñir) 1025 2157 54 1184 4043 156
846090 Las demás 188 196 111 332 1190 641
846120 Máquinas de limar o mortajar 35 100 8 7 399 9
846130 Máquinas de brochar 237 174 260 288
846140 Máquinas de tallar o acabar engranajes 1321 21 0 0
846150 Máquinas de aserrar o trocear 1218 3634 797 460 2071 522
846190 Las demás 101 247 78 43 266 479
846210
Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar 22335 31027 41664 2707 20766 77774
846221 De control numérico 1369 1701 808 1372 413 1501
846229 Las demás 8055 10385 2478 5864 10922 3487
846231 De control numérico 230 186 1 678 7622
846239 Las demás 1196 3131 733 1034 2072 935
846241 De control numérico 122 927 22 557 847
846249 Las demás 266 340 583 812 471 427
846291 Prensas hidráulicas 2854 2410 854 1345 1723 1832
846299 Las demás 1364 1263 814 1507 1709 721
846310 Bancos de estirar barras, tubos, perfiles, alambres o similares 1204 514 1610 3619 6 675
846320 Máquinas laminadoras de hacer roscas 16 9 58 21 110 28
846330 Máquinas para trabajar alambre 1675 2493 2363 1796 3031 2659
846390 Las demás 555 1119 1063 1694 83 2151
846410 Máquinas de aserrar 23 285 315 245 916 127
846420 Máquinas de amolar o pulir 647 390 231 187 227 156
846490 Las demás 5710 1709 2183 1242 2218 1114
846510
Máquinas que efectúen distintas operaciones de mecanizado sin cambio de útil entre dichas operaciones 108 37 83 192 206 448
846591 Máquinas de aserrar 12559 12569 4214 8576 4542 5766
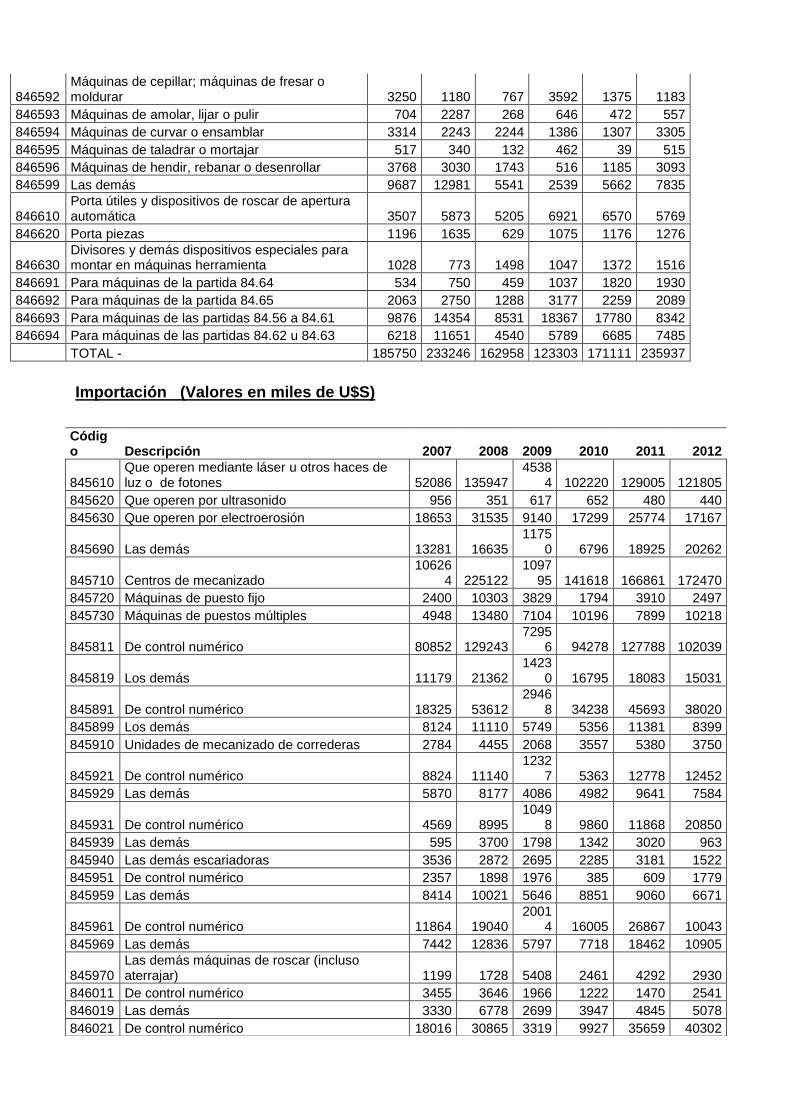
846592 Máquinas de cepillar; máquinas de fresar o moldurar 3250 1180 767 3592 1375 1183
846593 Máquinas de amolar, lijar o pulir 704 2287 268 646 472 557
846594 Máquinas de curvar o ensamblar 3314 2243 2244 1386 1307 3305
846595 Máquinas de taladrar o mortajar 517 340 132 462 39 515
846596 Máquinas de hendir, rebanar o desenrollar 3768 3030 1743 516 1185 3093
846599 Las demás 9687 12981 5541 2539 5662 7835
846610 Porta útiles y dispositivos de roscar de apertura automática 3507 5873 5205 6921 6570 5769
846620 Porta piezas 1196 1635 629 1075 1176 1276
846630 Divisores y demás dispositivos especiales para montar en máquinas herramienta 1028 773 1498 1047 1372 1516
846691 Para máquinas de la partida 84.64 534 750 459 1037 1820 1930
846692 Para máquinas de la partida 84.65 2063 2750 1288 3177 2259 2089
846693 Para máquinas de las partidas 84.56 a 84.61 9876 14354 8531 18367 17780 8342
846694 Para máquinas de las partidas 84.62 u 84.63 6218 11651 4540 5789 6685 7485
TOTAL - 185750 233246 162958 123303 171111 235937
Importación (Valores en miles de U$S)
Código Descripción 2007 2008 2009 2010 2011 2012
845610 Que operen mediante láser u otros haces de luz o de fotones 52086 135947
45384 102220 129005 121805
845620 Que operen por ultrasonido 956 351 617 652 480 440
845630 Que operen por electroerosión 18653 31535 9140 17299 25774 17167
845690 Las demás 13281 16635 1175
0 6796 18925 20262
845710 Centros de mecanizado 10626
4 225122 1097
95 141618 166861 172470
845720 Máquinas de puesto fijo 2400 10303 3829 1794 3910 2497
845730 Máquinas de puestos múltiples 4948 13480 7104 10196 7899 10218
845811 De control numérico 80852 129243 7295
6 94278 127788 102039
845819 Los demás 11179 21362 1423
0 16795 18083 15031
845891 De control numérico 18325 53612 2946
8 34238 45693 38020
845899 Los demás 8124 11110 5749 5356 11381 8399
845910 Unidades de mecanizado de correderas 2784 4455 2068 3557 5380 3750
845921 De control numérico 8824 11140 1232
7 5363 12778 12452
845929 Las demás 5870 8177 4086 4982 9641 7584
845931 De control numérico 4569 8995 1049
8 9860 11868 20850
845939 Las demás 595 3700 1798 1342 3020 963
845940 Las demás escariadoras 3536 2872 2695 2285 3181 1522
845951 De control numérico 2357 1898 1976 385 609 1779
845959 Las demás 8414 10021 5646 8851 9060 6671
845961 De control numérico 11864 19040 2001
4 16005 26867 10043
845969 Las demás 7442 12836 5797 7718 18462 10905
845970 Las demás máquinas de roscar (incluso aterrajar) 1199 1728 5408 2461 4292 2930
846011 De control numérico 3455 3646 1966 1222 1470 2541
846019 Las demás 3330 6778 2699 3947 4845 5078
846021 De control numérico 18016 30865 3319 9927 35659 40302

8
846029 Las demás 4767 6593 5323 3525 6660 4262
846031 De control numérico 8535 12329 8533 5790 8687 12359
846039 Las demás 2199 2964 2036 2614 4000 3511
846040 Máquinas de lapear (bruñir) 2072 2519 2226 1233 4557 3937
846090 Las demás 12241 22189 1488
1 22311 36171 35344
846120 Máquinas de limar o mortajar 76 428 153 1696 544 279
846130 Máquinas de brochar 687 1028 752 161 3694 1947
846140 Máquinas de tallar o acabar engranajes 9733 48139 2533
0 30319 31967 25462
846150 Máquinas de aserrar o trocear 10154 15438 1101
7 19120 43480 27574
846190 Las demás 3574 3653 3808 1711 3852 2502
846210
Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar 52241 108910
164280 91884 131697 116479
846221 De control numérico 28483 71085 5477
9 52735 79763 60753
846229 Las demás 32263 50651 5160
1 52222 91739 104098
846231 De control numérico 478 4727 5766 14161 20095 4872
846239 Las demás 13864 20822 1501
5 16774 68229 55279
846241 De control numérico 25047 32378 2122
2 35893 44866 35603
846249 Las demás 9451 19668 1215
1 7925 15709 9005
846291 Prensas hidráulicas 14399 19519 3371
3 32310 32088 19494
846299 Las demás 23173 44468 3168
8 43909 67369 52211
846310 Bancos de estirar barras, tubos, perfiles, alambres o similares 2785 1856 2572 4193 8055 12660
846320 Máquinas laminadoras de hacer roscas 3194 4428 4364 3357 3260 3455
846330 Máquinas para trabajar alambre 16091 21931 2177
0 28832 37182 21981
846390 Las demás 13997 16596 1808
0 7224 10520 12667
846410 Máquinas de aserrar 10463 7059 8382 16307 28994 31638
846420 Máquinas de amolar o pulir 7464 13852 9774 12645 22044 16468
846490 Las demás 13534 32013 2947
3 29284 42102 56298
846510
Máquinas que efectúen distintas operaciones de mecanizado sin cambio de útil entre dichas operaciones 14195 19066
20970 27021 32755 33110
846591 Máquinas de aserrar 28404 29431 2825
2 29858 36517 40968
846592 Máquinas de cepillar; máquinas de fresar o moldurar 7043 10274 4849 7017 9948 9079
846593 Máquinas de amolar, lijar o pulir 7755 16304 8288 5783 9050 9183
846594 Máquinas de curvar o ensamblar 3001 5739 1747 5980 13073 23853
846595 Máquinas de taladrar o mortajar 4123 7533 5876 10646 10260 14436
846596 Máquinas de hendir, rebanar o desenrollar 667 4372 2071 1193 2393 799
846599 Las demás 15368 23833 2229
1 29401 44450 50020
846610 Porta útiles y dispositivos de roscar de apertura automática 22719 29651
18782 26176 33122 27685
846620 Porta piezas 3628 7956 6116 8888 13448 9005

A continuación graficamos los montos totales de importación y exportación de máquinas herramienta listadas anteriormente para Brasil en el período 2007-2012, como así también la diferencia entre ambos para poder analizar la balanza comercial de dicho país.
Incidencia de cada partida sobre el total de las exportaciones para el año 2012
Exportaciones de Brasil
Selección a nivel de Subpartida - Año: 2012 (Valores en miles de U$S)
Partida Monto Incidencia
8462 95146 40,33%
8457 50662 21,47%
8466 28407 12,04%
8465 22702 9,62%
8458 16062 6,81%
8460 11156 4,73%
8463 5513 2,34%
-2000000
-1500000
-1000000
-500000
0
500000
1000000
1500000
2000000
2500000
2007 2008 2009 2010 2011 2012
Valores en miles de U$S
exportaciones
importaciones
Balanza comercial
846630 Divisores y demás dispositivos especiales para montar en máquinas herramienta 3853 5494 2992 2643 4064 3122
846691 Para máquinas de la partida 84.64 4256 5929 5243 6789 8911 9184
846692 Para máquinas de la partida 84.65 7911 9959 7702 10825 12390 11697
846693 Para máquinas de las partidas 84.56 a 84.61 62738 100782 5418
2 77241 109872 99333
846694 Para máquinas de las partidas 84.62 u 84.63 57270 64630 4278
6 55690 78957 75918
TOTAL - 96321
9 170104
7 1211034
1352433
1969465
1783248

8459 2800 1,19%
8464 1397 0,59%
8461 1298 0,55%
8456 794 0,34%
Exportación 235937 100,00%
Las 3 partidas con mayor incidencia sobre el total de las importaciones para el año
2012 y sus sub-partidas
Importaciones de Brasil
Selección a nivel de Subpartida - Año: 2012 (Valores en miles de U$S)
Código Monto 2012 Incidencia
8462 457794 25,67%
8466 235944 13,23%
8457 185185 10,38%
Importaciones 1783248 100,00%
Sub-partidas
Código Descripción Monto 2012
Incidencia
846210 Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar
116479 6,53%
846221 De control numérico 60753 3,41%
846229 Las demás 104098 5,84%
846231 De control numérico 4872 0,27%
846239 Las demás 55279 3,10%
846241 De control numérico 35603 2,00%
846249 Las demás 9005 0,50%
846291 Prensas hidráulicas 19494 1,09%
846299 Las demás 52211 2,93%
846610 Porta útiles y dispositivos de roscar de apertura automática
27685 1,55%
846620 Porta piezas 9005 0,50%
846630 Divisores y demás dispositivos especiales para montar en máquinas herramienta
3122 0,18%
846691 Para máquinas de la partida 84.64 9184 0,52%
846692 Para máquinas de la partida 84.65 11697 0,66%
846693 Para máquinas de las partidas 84.56 a 84.61 99333 5,57%
846694 Para máquinas de las partidas 84.62 u 84.63 75918 4,26%
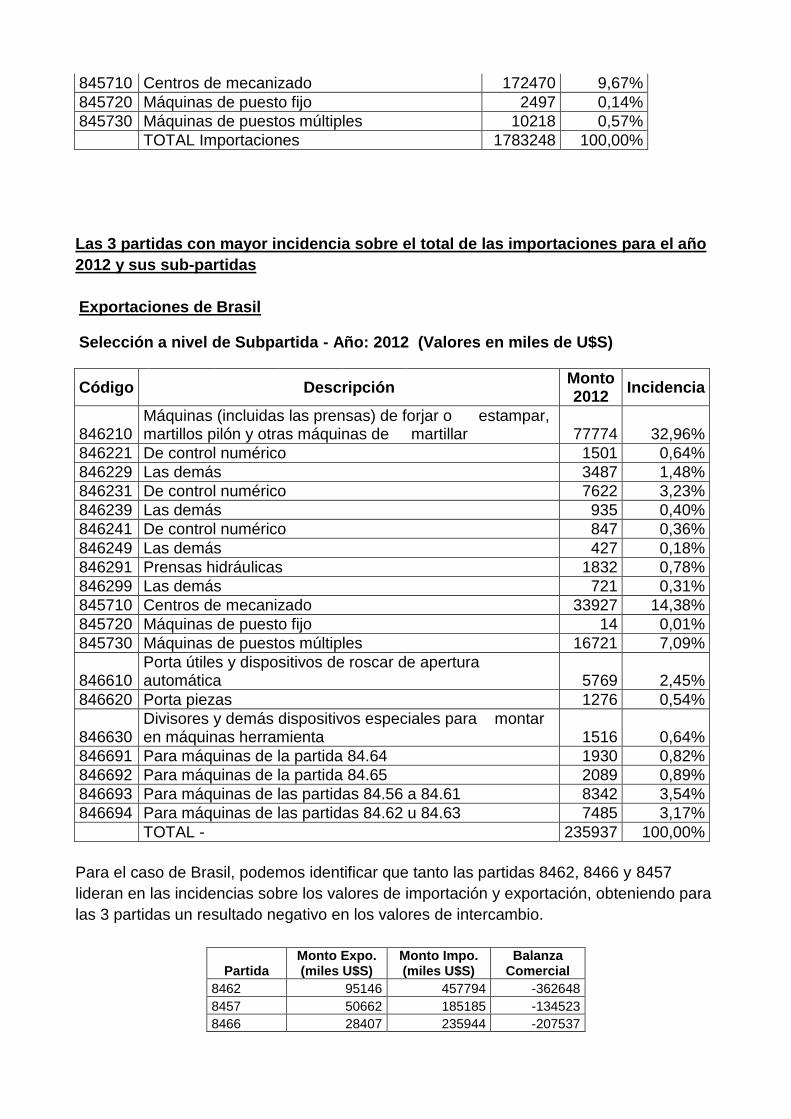
845710 Centros de mecanizado 172470 9,67%
845720 Máquinas de puesto fijo 2497 0,14%
845730 Máquinas de puestos múltiples 10218 0,57%
TOTAL Importaciones 1783248 100,00%
Las 3 partidas con mayor incidencia sobre el total de las importaciones para el año
2012 y sus sub-partidas
Exportaciones de Brasil
Selección a nivel de Subpartida - Año: 2012 (Valores en miles de U$S)
Código Descripción
Monto 2012
Incidencia
846210 Máquinas (incluidas las prensas) de forjar o estampar, martillos pilón y otras máquinas de martillar 77774 32,96%
846221 De control numérico 1501 0,64%
846229 Las demás 3487 1,48%
846231 De control numérico 7622 3,23%
846239 Las demás 935 0,40%
846241 De control numérico 847 0,36%
846249 Las demás 427 0,18%
846291 Prensas hidráulicas 1832 0,78%
846299 Las demás 721 0,31%
845710 Centros de mecanizado 33927 14,38%
845720 Máquinas de puesto fijo 14 0,01%
845730 Máquinas de puestos múltiples 16721 7,09%
846610 Porta útiles y dispositivos de roscar de apertura automática 5769 2,45%
846620 Porta piezas 1276 0,54%
846630 Divisores y demás dispositivos especiales para montar en máquinas herramienta 1516 0,64%
846691 Para máquinas de la partida 84.64 1930 0,82%
846692 Para máquinas de la partida 84.65 2089 0,89%
846693 Para máquinas de las partidas 84.56 a 84.61 8342 3,54%
846694 Para máquinas de las partidas 84.62 u 84.63 7485 3,17%
TOTAL - 235937 100,00%
Para el caso de Brasil, podemos identificar que tanto las partidas 8462, 8466 y 8457
lideran en las incidencias sobre los valores de importación y exportación, obteniendo para
las 3 partidas un resultado negativo en los valores de intercambio.
Partida Monto Expo. (miles U$S)
Monto Impo. (miles U$S)
Balanza Comercial
8462 95146 457794 -362648
8457 50662 185185 -134523
8466 28407 235944 -207537

6) Elaboración del informe final
Durante el desarrollo de la monografía se pudo observar la importancia de las maquinas herramientas para
procesos de producción y como se pueden relacionar con el desarrollo de un país. La producción y el
consumo de las mismas nos permiten tener una clara idea de la situación económica y se pueden sacar
conclusiones sobre el desarrollo industrial y la balanza comercial, tal como se hará a continuación.
La industria de máquinas herramientas genera un importante efecto expansivo sobre el resto de las
industrias, y su nivel de producción es un claro indicador del progreso del nivel de producción a nivel
general de la industria.
En relación con el progreso tecnológico, el sector máquinas herramientas incorpora una parte
significativa de éste y lo difunde en el tejido productivo. De esta manera, muestra líneas de progreso
continuo mediante la aplicación de un conjunto de técnicas de desarrollo y de la implementación de
nuevas tecnologías. Todo esto hace que el sector presente una importancia crucial en los aspectos
tecnológicos, constituyéndose como un sector estratégico para el desarrollo de una nación.
El valor agregado de un producto depende de su manufactura, la cual a la vez esta en función de los
bienes de capital que se encuentran en una industria. Por lo tanto una inversión productiva sobre una
industria tiene como ejes centrales a las tecnologías y sus bienes de capitales asociados.
Por lo apuntado, los países desarrollados fomentan la producción de “sus” bienes de capital, que son la
máxima expresión de su capacidad tecnológica, y la base socio-económico para sostener una justa
distribución del ingreso. Nuestro país, ampliamente dotado para el desarrollo tecnológico, carece de
una política industrial que promueva la fabricación nacional de bienes de capital.
Debe afirmarse también que no todos los bienes de capital se pueden fabricar hoy en el país, sobre
todo después de largos años de destrucción sistemática del sector. Por tales razones, es que se puede
y debe elaborar una política industrial equilibrada y posible.
Un claro ejemplo sobre el avance en la producción y consumo de maquinarias herramientas junto con
un sostenido desarrollo industrial es China, un país que ha emergido como el mayor consumidor de
máquinas herramientas desde el año 2002, acompañando su marcado crecimiento económico. En un
principio, satisfacía sus requerimientos principalmente mediante importaciones. Como consecuencias
de ventajas impositivas y bajos costos de mano de obra, muchas industrias (de diversas ramas) han
decidido migrar sus plantas en China, lo que produjo un crecimiento exponencial en la producción de
las Máquinas Herramientas, pero con estándares de calidad muy inferiores al del resto de los líderes
de la industria. Este es un claro ejemplo, de cómo se puede incurrir errores en el análisis comparativo
entre distintas naciones al considerar únicamente volúmenes como estándares del progreso y
reputación.
Por lo motivos mencionados se puede observar en el gráfico que el año 2008 fue un momento bisagra
de la consolidación de China como primer productor mundial en volumen de MH.

Argentina compensa su déficit productivo mediante importaciones, que desequilibran marcadamente
su balanza comercial. En el período 2003-2010, la inversión ha crecido notablemente, dirigida en gran
medida a la industria, de gran crecimiento junto al transporte y la agricultura, y específicamente a la
compra de equipo durable de producción. Sin embargo, el nivel de inversión es aún insuficiente, ya
que el uso de la capacidad instalada en la industria se encuentra actualmente en niveles máximos, y se
requiere un aumento de la participación del sector privado en el esfuerzo inversor.
Otro dato relevante en el análisis de la escena mundial respecto a las máquinas herramientas son las
cifras de consumo de las mismas.
Durante el 2012, fue Estados Unidos el país con mayor grado de crecimiento en el consumo de
equipamiento dentro de los países industrializados, con un consumo 19% mayor al exhibido en el año
2011 (cambio en U$S) . Sin embargo en el cuadro de Consumo mundial de los 5 países líderes – AÑO
2012, EEUU ocupa el segundo lugar con U$8.722,50-mil, representando el 10% y China esta primero
con el 45% de consumo a nivel mundial.
Por su parte, Argentina presenta un consumo considerable (U$261,3-mil), muy superior a su
producción (U$36-mil), el consumo interno representa más de 7 veces la producción domestica. Caso
muy distinto es el de China que logro un desarrollo en la producción (acompañado de un desarrollo
industrial) de MH que le permitió un consumo interno del 90% siendo la principal consumidora a nivel
mundial.
Los bienes de capital, y en particular las máquinas herramientas, son elementos determinantes en la
consolidación de las sociedades productoras de manufacturas. Por lo tanto, la tasa a la cual un país
instala nuevas máquinas herramientas es un fuerte indicador de su ritmo de industrialización. En las
últimas décadas, la industria argentina de bienes de capital ha sufrido una involución muy
pronunciada, que cobra mucha más relevancia si se considera la trayectoria seguida por un conjunto
de países que a mediados de los setenta contaban con un similar o incluso inferior grado de desarrollo
y en la actualidad ejercen el liderazgo en el nivel internacional. En relación con esto, se puede notar
que las Maquinas Herramientas Argentinas son de baja sofisticación y baja tecnologías (como son las
soldadoras y máquinas de corte) siendo las maquinas importadas aquellas de mayor tecnología
capaces de lograr trabajos mas complejos
En los años noventa, la retracción del sector nacional fabricante de medios de producción estuvo estrechamente asociada a la orientación de muchas de las políticas neoliberales y sus principales implicancias, mientras que en la pos-convertibilidad se ha verificado la reversión de ciertos procesos (por ejemplo, se han expandido los niveles productivos y ocupacionales, aunque en el marco de una importante regresividad distributiva) y la profundización de otros, entre los que sobresale el escaso grado de competitividad internacional de la industria (con la excepción de unos pocos segmentos), lo que constituye un indicador por demás elocuente de la dependencia tecnológica y la vigencia de una matriz productiva deteriorada. Sobre esto último, es importante remarcar que a pesar del escenario macroeconómico favorable que
se abrió a partir del abandono de la convertibilidad y la consecuente fase expansiva de la actividad
económica y la inversión (al menos hasta el año 2007), la mayor producción local de bienes de capital
no alcanzó para cubrir una demanda creciente, de allí el salto experimentado por el componente
importado en la inversión total en el rubro maquinaria y equipo, así como los abultados déficit de
comercio exterior que registró el sector.
Por lo tanto la dinámica macroeconómica debe favorecer la inversión en máquinas y equipos, lo cual
requiere coordinar la política cambiaria, monetaria, fiscal y comercial para obtener en forma
simultánea:
Tipos de cambio reales competitivos.
Rentabilidades suficientes para los sectores productivos (que deben ser mayores a las de la especulación financiera).
Dinamismo del mercado interno como plataforma para la expansión de las exportaciones.
Certidumbre y transparencia a partir de estabilidad de políticas y solidez de la política macro.
Debería impulsarse una política integral para la inversión en la Argentina, que contemple tanto la
mirada del inversor como la del fabricante de bienes de capital. Algunas medidas posibles serían:
Implementar un régimen con ventajas impositivas, como la desgravación impositiva para las utilidades reinvertidas en la compra de bienes de capital y obras de infraestructura de origen nacional.
Fortalecer y facilitar la oferta de financiamiento para la adquisición de bienes de capital local a partir de fondos públicos
Desarrollar incentivos específicos a los fabricantes de bienes de capital. Todas estas medidas generarían una reducción notable del costo efectivo de la inversión, y tendría un impacto macroeconómico muy favorable, ya que incrementaría la oferta de bienes, la tasa de expansión del producto y el empleo en el largo plazo y contribuiría a una mejor estabilidad de precios accesibles y salarios reales, lo cual generaría un crecimiento del consumo, continuando con ésta dinámica en virtud de la expansión económica y social del país. Las mejoras de competitividad sectorial favorecerían la expansión del producto industrial sobre la base de una mayor integración de las cadenas de valor, contribuyendo a la generación de empleo de calidad, al crecimiento endógeno, reconocimiento y mejor inserción internacional.


















