
(cooking) (puffing) (kneading) (shearing)...
49
Transcript of (cooking) (puffing) (kneading) (shearing)...


การดันผ่านเกลียวอดัExtrusion
เครื่องมือ Extruder
กระบวนการผลิตแบบเอ็กซ์ทรูชัน คือ กระบวนการแบบต่อเนื่องที่มกีารหมุน ผลัก พา วัตถุดิบให้ไหลผ่านช่อง (channel) ภายในเครื่องเอก็ซ์ทรูเดอร์ภายใต้สภาวะควบคุมต่างๆ โดยวัตถุดิบจะถูกขับผ่านรูหน้าแปลน (die) ให้มีรูปร่างตามต้องการ

กระบวนการผลิตแบบเอ็กซ์ทรูชันสามารถนําไปใช้งานในอุตสาหกรรมอาหาร ได้หลายลักษณะ เช่น
- การผสม (mixing)- การขึ้นรูปอาหาร (forming)- การทําให้สุก (cooking)- การทําให้พอง(puffing)- การนวด (kneading)- การเค้น (shearing)- การทําแห้ง (drying)
ขึ้นกับการออกแบบเครื่องมอืเอก็ซ์ทรูเดอร์ และ
สภาวะต่างๆ ในระหว่างกระบวนการผลิต
กระบวนการเอก็ซ์ทรูชัน เป็นการเพิ่มความหลากหลายให้กับอาหารโดยมีความแตกต่างในเรื่องของรูปร่าง เนื้อสัมผัส สี และกลิ่นรส
ปัจจัยหลักที่มผีลต่อลกัษณะของผลิตภณัฑ์ที่ไดจ้ากการเอก็ซท์รูชันมากที่สดุ คือ สภาวะการทํางานของเครื่องเอ็กซท์รูเดอร์และสมบตัิทางรีโอโลจีของอาหาร
สภาวะการทํางานของเครื่องเอก็ซท์รูเดอร์
คือ อุณหภูมิ ความดัน ลักษณะของหน้าแปลน และอัตราการเฉือน ซึ่งอัตราการเฉือนจะขึ้นกับการออกแบบภายในสกรู ความเร็ว และรูปร่างของสกรู
สมบัติของสว่นผสมของอาหารที่ป้อนเข้าสูเ่ครื่อง มีผลต่อลักษณะเนื้อสมัผัสและสีของผลติภัณฑ์ที่ออกจากเครื่อง (เอ็กซ์ทรูเดต(extrudate))
ปัจจัยสําคญัที่มีผลต่อผลิตภัณฑ์ ได้แก่ ความชื้น ขนาดของอาหาร และองค์ประกอบทางเคมขีองอาหาร โดยเฉพาะปริมาณและชนิดของแป้ง โปรตีน ไขมันและน้ําตาล

เครื่อง Extruder
A high-temperature short-time extruder

Pet Food Manufacture

ส่วนประกอบของเครื่อง
1.Extrusion drive
1.1 Support หรือ Stand เป็นฐานหรือขาตั้ง สําหรับรองรับตัวเครื่องทั้งหมด ซึ่งรวมถึง feeder screw, barrel และ drive1.2 Drive motor มอเตอร์ขับเคลือ่น ทําหน้าที่หมุนเพลาหรือสกรู เป็นมอเตอร์ไฟฟ้า ขนาดขึ้นกับกําลังการผลิตของเครื่อง1.3 Speed variation อุปกรณ์ปรับความเร็ว ของเพลา และสกรู1.4 Transmission เป็นตัวลดความเร็ว ของเพลา และสกรู1.5 Thrust bearing ประกอบด้วยลูกปืนและแหวนช่วยบังคับ เพลาให้หมุนอยู่ตรงกลาง และรับแรงผลักดันของสกรู


2.Feed Assembly
ประกอบด้วย - การป้อน (feeding)- การผสมหรือการปั่น (blending)- การปรับสภาพส่วนผสม (preconditioning)
2.1 Feed Hopper หรือ Binมีลักษณะเป็นรูปกรวยหรือถังสําหรับบรรจุวัตถุดิบส่วนผสมก่อนป้อนเข้าเครื่องเอ็กซ์ทรูเดอร์ ตั้งอยู่เหนือ Screw feeder โดยอาจจะมีระบบการอุ่น(preheat) หรือการปรับสภาพวัตถุดิบ(preconditioning) โดยใช้น้ําหรือไอน้ําด้วย ซึ่งจะต้องมีที่กวน(Vibrators) เพื่อช่วยให้อาหารไม่เกาะตัวกันเป็นก้อน และไหลเข้าเครื่องเอ็กซ์ทรูเดอร์ ได้อย่างสม่ําเสมอ

2.2 Screw feeder ใช้ในการขนส่งอาหารให้ไหลอย่างสม่ําเสมอ นิยมใช้กับอาหารที่ไหลไม่อิสระ (non-free flowing)2.3 Slurry Tanks ถังบรรจุของเหลว เช่น น้ําเชื่อม กลิ่นรส วัตถุปรุงแต่งอาหาร ซี่งจะมี agitators และ heating jacket เพื่อควบคุมอุณหภูมิให้ของเหลวมีอุณหภูมิสูงพอเหมาะสามารถกระจายตัวได้ดีเมื่อนําไปฉีดพ่นบนอาหาร2.4 Liquid feeder สําหรับใช้ป้อนวัตถุดิบที่เป็นของเหลว2.5 Batch Feed System ระบบป้อนวัตถุดิบเป็นชุดๆ โดยนําวัตถุดิบแต่ละชนิดมาผสมให้เข้ากัน ก่อนป้อนเข้าไปในเครื่องเอ็กซ์ทรูเดอร์2.6 Continuous Feed System ระบบป้อนวัตถุดิบแบบต่อเนื่อง ซึ่งจะมีการควบคุมปริมาณของวัตถุดิบให้เข้ามาผสมกันอย่างดีก่อนป้อนเข้าเครื่องเอ็กซ์ทรูเดอร์2.7 Preconditioner ใช้สําหรับปรับความชื้น อุณหภูมิ ให้วัตถุดิบ โดยใช้น้ํา ไอน้ํา หรือ ส่วนผสมที่เป็นของเหลว ทําหน้าที่คล้าย Continuous Feed System

2.8 Feed transition มีลักษณะเป็น open hopper ธรรมดา ทําหน้าที่รับวัตถุดิบที่ไหลได้ง่ายมาเข้าเครื่องเอ็กซ์ทรูเดอร์ แต่ถ้าวัตถุดิบมีลักษณะเหนียวอาจจะใช้ feed screw หรือ hopper ที่มีใบพัดกวน
3.Extrusion screwอยู่ส่วนกลางของเครื่อง ทําหน้าที่ลําเลียงส่วนผสมของวัตถุดิบที่ป้อนเข้ามา
Flight คือ เกลียวที่พันรอบตัวสกรู ทําหน้าที่ผลักพาให้อาหารออกไปทางด้านเปิดของสกรู มีลักษณะต่อเนื่องไม่ขาดตอน ถ้ามีส่วนที่ขาดตอนจะเรียกว่า Cut flight
Root คือ เพลาหรือแกนของสกรู มีลักษณะเป็นรูปทรงกระบอกหรือกรวย

Cut flight
Flight

4.Extruder barrel
มีรูปร่างทรงกระบอก สวมครอบอยู่ตามความยาวของสกรู สกรูจะหมนุอยู่ภายในบาเรลที่เป็นปลอ้ง มีลักษณะแบ่งเป็นส่วนๆ เมื่อนํามาใช้งานจะยึดติดกันด้วย clampข้อดีของบาเรลปลอ้ง - เมื่อเกิดการสึก เปลี่ยนใหม่ได้ง่าย และใช้สลับที่กันได้ข้อเสียของบาเรลปลอ้ง – รอยต่ออาจจะรั่ว ส่วนผสมอาหารไหลออกมาGrooves หรือ Splines เป็นลักษณะของพื้นผิวภายในของบาเรล มีลักษณะเป็นร่องเลก็ๆ มี 2 ลักษณะคอื เป็นร่องแบบตรง ขนานตามความยาวบาเรล(straight) และ ร่องแบบเกลียว (spiral) โดยมีทิศทางของเกลยีวตรงข้ามกับสกรู ช่วยให้วัตถุดิบเคลื่อนตัวไปข้างหน้าและป้องกันการไหลลืน่ของอาหารVent เป็นรูระบายอากาศ ไอน้ํา หรือสารระเหยJacket เป็นช่องว่างระหว่างผนังสองชั้นของบาเรล ซึ่งเป็นที่ไหลเวียนของตัวกลางที่ช่วยปรับอุณหภูมิของอาหาร เช่น น้ํา ไอน้ํา น้ํามัน หรือขดลวดนําความร้อน


5.Extruder discharge มีส่วนประกอบที่สําคัญ คือ
1. Die (หน้าแปลน) เป็นส่วนที่ต่อจากบาเรล ซึ่งเป็นช่องทางออกของผลิตภัณฑ์ ปกติจะมีหลายรู หลายแบบ เพื่อให้ได้ผลิตภัณฑ์ที่มีรูปร่างตามต้องการ

2. Cutter (ใบมีดตัดผลิตภัณฑ์) นิยมใช้ใบมีดที่มีลักษณะหมุนได้รอบ และราบขนานไปตามผิวหน้าของหน้าแปลน (face cutter) ความยาวของผลิตภัณฑ์แต่ละชิ้นสามารถควบคุมได้จากความเร็วของใบมีด และ ความเร็วของผลิตภัณฑ์ที่ถูกอัดออกมา

3. Take away เป็นส่วนที่ช่วยให้ผลิตภัณฑ์ที่ออกจากเครื่องไม่จับตัวกันเป็นก้อน เนื่องจาก ความเหนียว หรือความร้อนของผลิตภัณฑ์ โดยอาจจะใช้เป็นลักษณะแบบลมดูด

การแบ่งประเภทของเครื่องเอ็กซ์ทรูเดอร์
เกณฑ์ที่ใช้ในการแบ่ง
1. Functional characteristics แบ่งตามลักษณะหน้าที่และผลิตภัณฑ์ที่ได้
2. Thermodynamics characteristics แบ่งตามระบบความร้อนที่ใช้
3. Moisture characteristics แบ่งตามปริมาณความชื้นในวัตถุดิบ
4. Method of operation แบ่งตามวิธีการทํางาน มีแบบร้อน และแบบเย็น
5. Method of construction แบ่งตามวิธีการประกอบเครื่อง มีแบบสกรูเดี่ยว และแบบสกรูคู่

1. Functional characteristics แบ่งตามลักษณะหน้าที่และผลิตภัณฑ์ที่ได้
1.1 Pasta Extruders เป็นเอ็กซ์ทรูเดอร์ที่มีแรงเฉือนต่ํา มีร่องเกลียวสกรูลึก ผนังด้านในของบาเรลเรียบ ความเร็วรอบของสกรูต่ํา ลักษณะของเกลียวสกรูออกแบบให้ทําหน้าที่นวด บด อัด และผลักพาวัตถุดิบให้เคลื่อนไปข้างหน้า นิยมใช้กับวัตถุดิบที่มีความชื้นสูงกว่า 28% เช่น ใช้ในการทําผลิตภัณฑ์จากแป้งสาลี โดยใช้แป้งเซโมลินา(semolina) ที่มีความชื้นและมีลักษณะนุ่ม ให้เคลื่อนที่ผ่านรูหน้าแปลนออกมา เป็นผลิตภัณฑ์ประเภทพาสต้า พวกสปาเกตตี มักกะโรนี




1.2 High pressure forming extruders เป็นเอ็กซ์ทรูเดอร์ที่มีแรงเฉือนต่ํา แต่ทําให้เกิดความดันสูง โดยออกแบบผนังบาเรลให้มีลกัษณะเป็นร่อง (Grooves) และออกแบบ สกรูให้มีแรงอัดมาก (compressing screw) วัตถุดิบที่ใช้มีความชื้นค่อนข้างสูง 20-40 % มีลักษณะเป็นโดโดยอาจจะมีการเปลี่ยนสภาพให้เป็นเจลบางส่วน ในระหว่างการทํางานที่Jacket ของบาเรล จะใช้น้ําหล่อเย็น เพื่อลดอุณหภูมิไม่ให้สงูมากเกินไป ดังนั้นผลิตภัณฑ์ที่ได้จะมีลักษณะที่ยังไม่สุกพองและมีความชื้นสงู ต้องนําไปผ่านขั้นตอนการอบแห้งอีกครั้ง เรียกผลิตภัณฑ์ที่ได้ว่า pellet เมื่อจะรับประทานต้องนําไปทําให้สุกพอง โดยใช้การทอด การอบ หรือการคั่ว เช่น ข้าวเกรียบกุ้ง(ฮานามิ)
1.3 Low-shear Cooking extruders เป็นเอ็กซ์ทรูเดอร์ที่มีแรงเฉือนต่ํา และความดันต่ํา ในระหว่างการทํางานที่Jacket ของบาเรล จะทําให้มีอุณหภูมิสูงประมาณ 150oCโดยใช้ของเหลว ไอน้ํา หรือขดลวดไฟฟ้า นอกจากนี้การหมุนของสกรูยังทําให้เกิดความร้อน เนื่องจากการเสียดสีของวัตถุดิบกับสกรู ความร้อนที่เกิดขึ้นมีประโยชน์ในการ ทําลายจุลินทรีย์ ยับยั้งการทํางานของเอนไซม์ โปรตีนเสียสภาพธรรมชาติ และแป้งเกิดเจล ส่วนผสมเปลี่ยนสภาพเป็นโด และอุณหภูมิ จากนั้นทําส่วนผสมให้เย็นลง (ต่ํากว่า 100 oC)ที่ผนังบาเรลช่วงสุดท้ายที่ติดกับหน้าแปลน วัตถุดิบที่ใช้มีความชื้นสูง 20-35 %

ผลิตภัณฑ์ที่ออกจากหน้าแปลนของ Low-shear Cooking extruders มีความชื้นสูงและไม่สกุพอง (เพราะ ไม่มีการระเหยของน้ําในอาหาร) ลักษณะเนื้อสัมผัสคอ่นข้างแนน่ เช่น อาหารสัตว์ และ meat like snacks ถ้าต้องการให้สุกพองตอ้งนาํไปอบแห้งแลว้นํามาทอดหรืออบ
Soft-moist pet food
Meat Snacks

1.4 Collet extruders เป็นเอ็กซ์ทรูเดอร์ที่มีแรงเฉือนสูง และความดันสูง ผนังบาเรลเป็นร่องเกลียว และสกรูมีร่องเกลียวตื้นมาก วัตถุดิบที่ใช้มีความชื้นต่ํา (ไม่เกิน 12%) เช่น corn grit, ปลายข้าว ในการผลิตความร้อนเกิดจากการเสียดสี ทําให้ส่วนผสม
corn grit
มีอุณหภูมสิงูถึง 175-200 oC อย่างรวดเร็ว การเพิ่มความชื้น ความร้อน และความดนั ทําให้ส่วนผสมเปลี่ยนสภาพไปอย่างรวดเร็ว แป้งกลายเป็นเจล ส่วนผสมมีลักษณะข้นเหลว เรียกว่า Extrudate
จากในตัวเครื่องที่มีความดนัสูงมาก ออกมาสูภ่ายนอกเครื่องที่มคีวามดันต่ํากว่า ทําให้น้ําใน เอ็กซท์รูเดทกลายเป็นไอระเหยออกไป พร้อมกับผลิตภัณฑ์ถูกตัดด้วยใบมีด ได้รูปทรงของผลิตภัณฑ์ที่มลีกัษณะ เบา และ พองกรอบ นิยมนําไปผลิตอาหารขบเคีย้ว เช่น corn puff

extrudate expansion

1.5 High Shear Cooking Extruder เป็นเอ็กซ์ทรูเดอร์ที่มแีรงเฉือนสูง ทําผลิตภัณฑ์ไดห้ลายลกัษณะ สกรูมีหลายแบบ มีความตื้นลึกและระยะห่างระหว่างเกลยีวสกรูแตกต่างกัน รวมทั้งผนังภายในบาเรลก็มีแบบต่างๆกัน Jacket มีทั้งระบบให้ความร้อนและทําความเย็น วัตถุดิบที่ใช้มีความชื้นอยู่ในช่วงกว้าง 10-28 % โดยผลิตภัณฑ์ที่ไดม้คีวามชื้นต่ํา
วัตถุดิบที่ป้อนเข้าไปในเครื่องควรให้ความร้อนโดยใช้ไอน้ําหรือน้ําร้อนก่อน เมื่อป้อนเขา้ไปในเครื่องจะช่วยให้ส่วนผสมมีอุณหภูมิสงูขึ้นอย่างรวดเร็ว แป้งจะกลายเป็นเจล หรือวัตถุดิบมีการปรับโครงสร้างโมเลกุลใหม่ ทําให้ส่วนผสมสุก และเมื่อผลติภัณฑ์ออกพ้นหน้าแปลนก็จะเย็นตัวลงอย่างรวดเร็ว ซึ่งใช้เวลาค่อนข้างสัน้ จึงจัดอยู่ในการแปรรูปอาหาร ประเภทการให้ความร้อนแบบ HTST และเรียกกระบวนการผลิตนี้ว่า “Thermoplastic extrusion”
ผลิตภัณฑ์ที่ได้ เช่น Ready to eat cereals(RTE cereals), Snack food, โปรตีนเกษตร

2. Thermodynamics characteristics แบ่งตามระบบความร้อนที่ใช้
แบ่งประเภทโดยอาศัยหลกัการเคลื่อนที่ของความร้อน
2.1 Adiabatic Extrudersหรือ Autogenous Extruders ความร้อนที่เกิดขึน้ได้จากการเสียดส ีซึ่งเปลี่ยนจากพลังงานกลที่ใส่เขา้ไป อุณหภูมิภายในเครื่องขึ้นกับองคป์ระกอบของวัตถุดบิ และการจัดรูปแบบของสกรู ควบคุมการทํางานค่อนข้างยาก เครื่องที่จัดอยู่ในประเภทนี้ คือ Collet extruders และ High Shear Cooking Extruders บางชนิด
2.2 Isothermal Extruders มีระบบการควบคุมอณุหภูมใิห้คงที่ตลอดความยาวของบาเรล โดยมีการระบาย ถ่ายเทความร้อนผ่านJacketของบาเรล นิยมใช้ในการขึ้นรูป เช่น Forming extruders
2.3 Polytropic Extruders ความร้อนได้จากพลังงานกล และ แหล่งความร้อนภายนอกที่สง่มาทาง Jacket ของบาเรล ดังนั้นเครื่องเอ็กซท์รูเดอร์เกือบทุกชนิดจัดอยู่ในประเภทนี้

3. Moisture characteristics แบ่งตามปริมาณความชื้นของวัตถุดิบ
3.1 Low moisture ใช้กับวัตถุดิบที่มีความชื้นไม่เกิน 20% พลังงานความร้อนส่วนใหญ่เกิดจากแรงเสียดทาน ผลิตภัณฑ์มีความแห้ง และพองมาก รูปร่างไม่แน่นอน
3.2 Intermediate moisture ใช้กับวัตถุดิบที่มีความชื้นอยู่ในช่วง 20-28% พลังงานความร้อนได้จากแรงเสียดทาน และ steam jacket หรือการพ่นไอน้ําลงไปผสม ผลิตภัณฑ์พองตัวเล็กน้อย มีความชื้นพอควร ต้องนําไปอบแห้งอีกครั้ง
3.3 High moisture ใช้กับวัตถุดิบที่มีความชื้นมากกว่า 28% พลังงานความร้อนส่วนใหญ่ได้จาก jacket (ในรูปของไอน้ํา ของเหลวร้อนหรือขดลวดไฟฟ้า) หรือการพ่นไอน้ําลงไปผสม หรือการพ่นไอน้ําลงไปผสมโดยตรง ผลิตภัณฑ์ไม่คอ่ยพองตัว ขึ้นรูปได้ง่าย มีความชื้นสูง และต้องผ่านการอบแห้งก่อนนําไปใช้

4. Method of operations แบ่งตามวิธีการทํางาน
4.1 แบบใช้ความร้อน (Extrusion Cookers) อาหารไดร้ับความร้อน ผ่านทางJacket ของบาเรลที่มีไอน้ําหรือขดลวดไฟฟ้า และความร้อนจากการเสียดสเีนื่องจากการทํางานของเกลยีว และร่องภายในบาเรล
การอัดภายในบาเรลเกิดจาก การเพิ่มเส้นผ่านศูนย์กลางของสกรู การลดระยะหา่งระหว่างเกลยีวสกรู การใช้บาเรลที่มีปลายเรียวแหลม(โดยความสูงของร่องเกลยีวคงที่ หรือลดลง) และการใช้ร่องเกลียวที่ตื้นมาก
ความดันภายในและขนาดรูเปิดของหน้าแปลนมีผลต่อผลติภัณฑ์ คือ
1. ความดันสูงและหน้าแปลนมีรูขนาดเลก็ ได้ผลิตภัณฑ์ที่มีลกัษณะสุกพอง เพราะเมื่อผลติภัณฑ์ผ่านออกมาความดันจะลดลงอย่างรวดเร็ว ไอน้ําและอากาศจะขยายตัวความชื้นระเหย ทําให้ได้ผลิตภัณฑ์ที่มีความหนาแน่นต่ํา

2. ความดันต่ํา และหรือ หน้าแปลนมีรูขนาดใหญ่ ได้ผลิตภัณฑ์ที่มีความหนาแน่นสูง ใช้ในการผลิตพรีฟอร์ม (preform) หรือผลิตภัณฑ์กึ่งสําเร็จรูป โดยอัดแป้งโดที่ทําให้เป็นเจลก่อน(pre-gelatinize) ผ่านสกรูหรือเกลียวอัด แล้วทําให้แห้งเป็นเม็ดเลก็ๆ แข็งๆ เป็นผลิตภัณฑ์กึ่งสาํเร็จรูป วิธีนี้ใช้ในการยืดอายุการเก็บรักษา และขนย้ายผลิตภณัฑ์ไปกระบวนการอื่นๆ เมื่อนําไปให้ความร้อนโดยการ ทอด ปิ้ง หรือใช้อากาศร้อน จะทําให้ความชื้นที่เหลอือยู่กลายเป็นไอน้ํา และ พองขยายตัวอย่างรวดเร็ว
4.2 แบบไม่ใช้ความร้อน (Cold extrusion) ผลิตภัณฑ์มีลักษณะเป็นเสน้ยาวๆ โดยไมม่ีการให้ความร้อนหรือเปลี่ยนแปลงรูปร่าง เพราะไม่มีการขยายตัว เครื่องแบบนี้จะมรี่องเกลยีวสกรูลึก ทํางานที่ความเร็วต่ํา ผนังบาเรลเรียบ ทําให้เกิดแรงเสียดทานต่ํา เช่น การผลิตพาสต้า และ ขนมหวานบางชนิด

5. Method of construction แบ่งตามวิธีการประกอบเครื่อง
5.1 แบบสกรูเดี่ยว (Single-screw extruder) เป็นเครื่องที่ใช้กันมากในอุตสาหกรรม มีทั้งที่ใช้ขึ้นรูปที่อุณหภูมิต่ํา และให้ความร้อนจนสุกพอง
สามารถแบ่งประเภทตามระดบัแรงเฉือนได้ดงันี้
1. แรงเฉือนสูง ใช้ผลิต breakfast cereals และ snack foods
2. แรงเฉือนปานกลาง ใช้ผลิต ขนมปังและอาหารสัตว์เลี้ยงที่มคีวามชื้นปานกลาง
3. แรงเฉือนต่ํา ใช้ผลิตพาสต้า และ ผลิตภัณฑ์เนื้อ


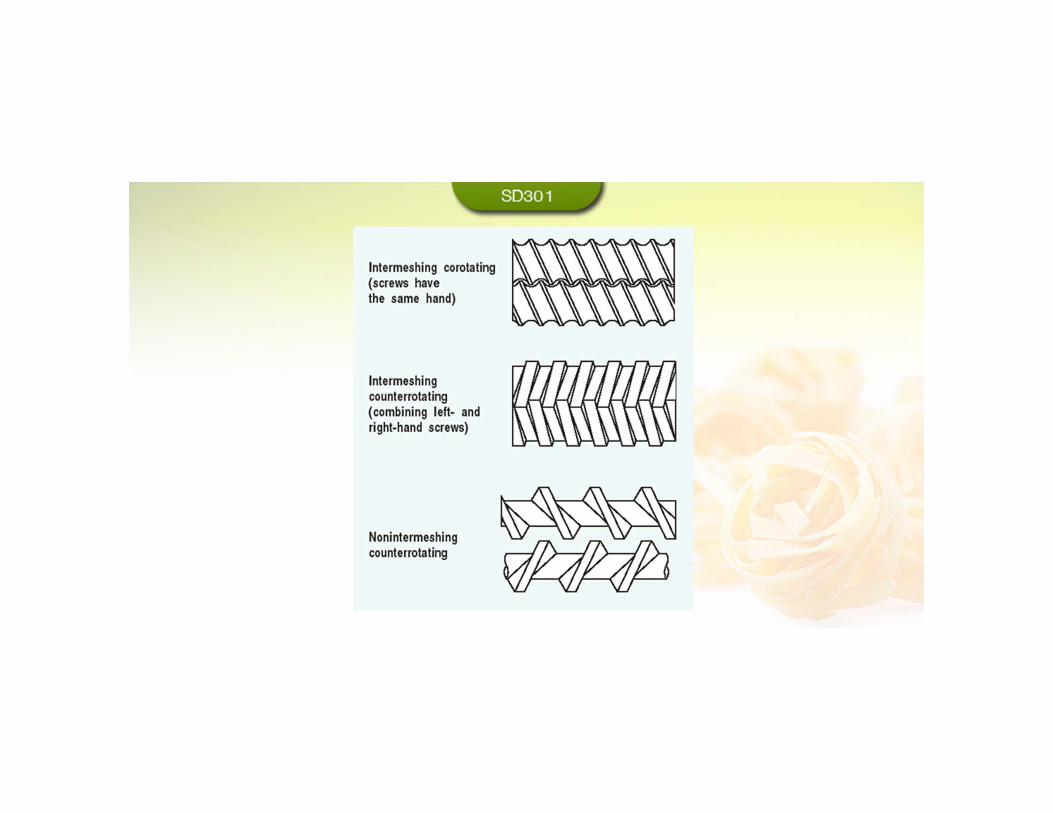
5.2 แบบสกรูคู่ (Twin-screw extruder) ในอุตสาหกรรมได้รับความนิยมหลงัสกรูเดีย่ว มีสกรู 2 อัน วางอยู่คู่กันในลักษณะที่เกลยีวซ้อนกัน หมุนเป็นรูปเลขแปด อยู่ในบาเรล สามารถแบ่งประเภทไดต้ามทิศทางการหมนุของสกรู แต่ในกระบวนการแปรรูปอาหารนิยมใช้เกลียวที่หมุนไปในทิศทางเดียวกัน
การหมุนทําให้วัตถุดิบเคลือ่นที่ไปตามเกลยีวของเครื่อง การหมุนเจอกันช่วยในการผสมและป้องกันการหมุนของวัตถุดิบในบาเรล

ข้อดีของเครื่องเอ็กซทรูเดอร์แบบสกรูคู่
1. สามารถควบคุมอตัราการผลิตไดโ้ดยปรับการทํางานของสกรู ถึงแม้ว่าอัตราการป้อนวัตถุดิบไม่แน่นอน แต่เครื่องแบบสกรูเดี่ยวต้องป้อนวัตถุดิบให้เต็มเสมอ 2. อัตราการถ่ายเทความร้อนและการควบคุมการถ่ายเทความร้อนดีกว่าสกรูเดี่ยว 3. มีความยืดหยุ่นในการทํางานดีกว่า โดยสามารถใช้กับวัตถุดิบที่มัน เหนียว เปียก หรือลื่น ได้ดีกว่าสกรูเดี่ยว และสามารถใช้ส่วนผสมที่มีขนาดวัตถุดิบ ที่ละเอยีดเปน็ผงจนถึงขนาดเมลด็ถั่วได้ 4. สามารถควบคุมการลําเลยีงวัตถุดิบไปขา้งหน้าหรือย้อนกลบัเพื่อควบคุมความดันภายในบาเรลได ้ 5. ระบบการทํางานทําให้ชิ้นส่วนของเครื่องเกิดการสึกหรอน้อยกว่าเครื่องแบบสกรูเดี่ยว

ขั้นตอนการทํางานของเครื่องเอ็กซทรูเดอร์1. Feed section(สกรูป้อน) เป็นส่วนที่รับเอาวัตถุดิบเข้ามา มีเกลียวลึก ช่วยลําเลียงวัตถุดิบไปขา้งหน้าอย่างสม่ําเสมอ และอัดวัตถุดิบให้รวมตัวกัน แรงเสียดทานต่ํา ไม่มีความร้อนเกิดขึ้น (ยาวประมาณ10-25%ของความยาวสกรูทั้งหมด)
2. Compression section(สกรูอัด) แรงอัดเกิดจากความลกึของร่องเกลยีวที่ค่อยๆ ตื้นขึ้นทีละน้อย หรือลดความห่างระหว่างเกลยีวสกรูลง วัตถุดิบจะถูกบด ผสม นวด และอัด เกิดความร้อนจากการเสียดส ีและอาจมีการให้ความร้อน นอกจากนี้อาจจะพ่นไอน้ําลงไปเพื่อเพิ่มอุณหภมูิและความชื้นให้วัตถุดิบ ลักษณะของอาหารจะเปลีย่นจากเม็ดเลก็หรือเป็นผงไปเป็นอสณัฐาน หรือโดที่เหนียวคล้ายพลาสติก ดังนั้นสกรูส่วนนี้ต้องยาว โดยยาวประมาณ 50% ของความยาวสกรูทั้งหมด

3. Metering sectionหรือCooking section(สกรูที่ทําให้สุก) เป็นสกรูที่ติดกับหน้าแปลน (die) มีร่องตื้นที่สุดเพื่อเพิ่มแรงเฉือนสูงสุดภายในสกรูบาเรลและสกรูมักจะเป็นรูปกรวยเพื่อบีบช่องทางออกให้เล็กลง ความร้อนที่เกิดขึ้นจากแรงเสียดทาน ทําให้อุณหภูมิสงูขึ้นอย่างรวดเร็ว มีผลให้ความข้นหนืดของโดกลายเป็นของเหลว และผสมเขา้กันดี เมื่อส่วนผสมผ่านออกมาทางหน้าแปลน ความดันจะลดลงอย่างรวดเร็ว มีผลให้น้ําระเหยอย่างเร็ว ผลิตภัณฑ์เกิดการพองตัว

Co-extrusionการนําวัตถุดิบหรือส่วนผสมที่มีลกัษณะต่างกันมารวมกัน เช่น ผลิตภัณฑ์ที่ใส่ไส้บรรจุ (filled product)
Two common methods for filling a co-extruded tube

วัตถุดิบ
วัตถุดิบหลัก(major ingredient)
แบ่งตามชนิดของผลิตภัณฑ์ ซึ่งมี 2 ประเภท คือ ผลิตภัณฑ์ที่มีแป้งเป็นส่วนผสมหลัก และผลิตภัณฑ์ที่มีโปรตีนเป็นส่วนผสมหลัก
1.การใช้แป้งเป็นวัตถุดิบหลัก
ใช้ในการผลิตพาสตา้ ขนมขบเคี้ยว(snack food) Cereal breakfast
แป้งวัตถุดิบที่มีความชื้นต่ํา การเกิดเจลลาติไนซข์องเม็ดแป้งขึ้นกับความร้อนและแรงเฉอืน แรงเฉือนจะทําให้เม็ดแป้งเปิดออก ทําให้บางโมเลกุลแตกออกมีสายสั้นลง ละลายน้ําได้มากขึ้น ได้โดที่เหนียว เมื่อผ่านหน้าแปลนความชื้นระเหยจากโดที่ร้อนทําให้พองตัวได้

1.1 ธัญชาติหรือธัญพืช(Cereals) นิยมใช้ degermed cereal grits มากกว่าใช้แป้งบริสุทธิ์ เพราะมีโปรตีน ไขมัน และ เส้นใยอยู่ด้วย ธัญพืชที่นิยมใช้มีดังนี้
ข้าวสาลี(wheat) ใช้ในการผลิตเบเกอรี และพาสต้า ซึ่งมีหลายพันธุ์แต่ละพันธุ์นําไปผลติผลิตภัณฑ์ต่างชนิดกัน ข้าวสาลีมีโปรตีน glutenin และ gliadin ที่ทําให้เกิด gluten ข้าวสาลีที่ใช้ทํา Semolina สําหรับผลิตพาสต้า เป็นประเภทข้าวสาลปีระเภท durum wheat
ข้าวโพด (Maize) เป็นวัตถุดิบที่นิยมนํามาใช้เพราะ มีกลิ่นรสดี และมีการพองตัวดีมีหลายสายพันธุ์ เมล็ดข้าวโพดมี endosperm 2 ชนิด ชั้นนอกมีลักษณะแข็ง มีแป้งและโปรตีนอยู่มากจับตัวกันแน่น เม็ดแป้งเป็นรูปหลายเหลีย่ม ชั้นในมีลักษณะนุ่ม โปรตีนและแป้งเกาะกนัอย่างหลวม ๆ เม็ดแป้งมีลกัษณะกลมผิวเรียบ บดละเอยีดได้ง่าย ในข้าวโพดมีโปรตีนประมาณ 6-10 %

ข้าวเจ้า (Rice) เม็ดแป้งมีขนาดเลก็มาก มีโปรตีน 6-8 % มีลักษณะการเปลีย่นแปลงทางกายภาพและเคมใีน extrusion cooking คล้ายกับขา้วโพด สามารถพองตัวได้ด ีกลิ่นรสอ่อน ทําผลิตภัณฑ์ไดห้ลายชนิด
ข้าวโอ๊ต(Oats) ในการสีข้าวโอ๊ต ต้องนําไปนึ่งด้วยไอน้ํา เพื่อทําลายเอนไซม ์เช่น ไลเปสก่อน แล้วนําไปอบแห้งจนมีความชื้นเหลือ 6-8 % จึงสีเอาส่วนของเปลอืกขา้วออก จากนั้นจึงนําไปบด ลกัษณะของ endosperm คล้ายแป้งสาลทีี่มีโปรตีนต่ํา (soft wheat) จึงบดเป็นแป้งได้ง่าย ข้าวโอ๊ตมีคณุคา่ทางอาหารสูง โดยเฉพาะปริมาณโปรตีนและไขมนัที่สงู ทําให้ต้องใช้อุณหภูมิ ความชื้น และแรงเฉือนสูง จึงจะทําให้สุกพอง
นอกจากนี้ ยังมีธัญชาติอื่นๆ ที่นํามาใช้อีก เช่น ข้าวบาร์เล่ย์ ข้าวไรย์ และข้าวฟ่าง

1.2 พืชหัว ที่นิยมนํามาใช้
มันฝรั่ง (Potatoes) ที่นํามาใช้มีหลายลกัษณะดังนี้ Potato granules ทําจากมันฝรั่งรูปลูกเต๋า (diced potato) ผ่านกระบวนการ temper ให้เอนไซม์ทําปฏิกิริยากับผนังเซลล ์จนอ่อนนุ่ม แล้วนําไปทําให้สุกและทําให้แห้ง โดยอาจจะมกีารเติมสาร emulsifier เช่น monoglyceride ลงไปผสมด้วย Potato flour หรือ flakes ทําจากการนํา cooked potato slurry ผสมกับ monoglycerideแล้วนําไปทําให้แห้ง เมื่อผสมกับน้ําจะให้โดที่เหนียวกว่า Potato granules Potato starch นิยมใช้กันมากในการผลิตขนมขบเคี้ยว เพราะ ช่วยเพิ่มการพองตัว ผลิตโดยการนํา flour มาล้าง การผลิตต้องใช้อุณหภูมิและความชื้นสูง
มันสําปะหลงั(Cassavaหรือ Tapioca) เป็นแป้งที่นํามาใช้ในการผลิตได้โดยต้องใช้อุณหภูมทิี่คอ่นข้างสูง และความชื้นปานกลาง
นอกจากนี้ก็มกีารใช้แป้งดัดแปร ตามคุณสมบัติที่ต้องการ ซึ่งมีมากมายหลายชนิด

Indian corn starch
tapioca starch
rice starch
patato starch wheat starch

2.การใช้วัตถุดิบที่มีโปรตีนสูงเป็นวัตถุดิบหลกันิยมใช้กับการผลิต ผลิตภัณฑ์ที่มีโปรตีนเป็นองค์ประกอบหลกั เมื่อผ่านเครื่องเอก็ซท์รูเดอร์ออกมาแล้ว จะมีการเปลี่ยนแปลงโครงสร้างให้ลักษณะผลติภัณฑ์คลา้ยเนื้อสตัว์ ถั่วเหลือง ใช้ในรูปของ soy flours soy grits หรือโปรตีนถั่วเหลืองสกัด เช่น SPC(soy protein concentrates) และ SPI(soy protein isolates)
กลูเตน(Gluten) ได้จากการนําแป้งสาลมีาผ่านกระบวนการลา้งแล้วทําให้แห้ง
วัตถุดิบรอง (minor ingredient)ทําหน้าที่ต่างๆ ในผลิตภัณฑ์ ดังนี้
1. Fillers (1) Protein ทําให้โดเหนียวข้น และ ช่วยลดการพองตัวของ starch ที่หน้าแปลน เช่น โปรตีนจากถั่วเหลอืง โปรตีนกลูเตน และ โปรตีนจากพืช เป็นต้น

2) Starch สตาร์ชที่ทําหน้าที่เป็น filler มักจะใช้สตาร์ชที่มีอุณหภมูิในการเกิดเจลคอ่นข้างสงู เพื่อให้กระจายตัวอยู่ในของเหลว(melt fluid)ในเครื่องเอ็กซทรูเดอร์ ซึ่งจะทําหน้าที่เป็น filler คล้ายกับ โปรตีน 3) Fibrous materials เป็นสารประเภทที่ให้ fiber เช่น ส่วนของเปลือกรําจากเมลด็ธัญชาติ ซึ่งสามารถคงรูปร่าง และขนาด ในระหว่างกระบวนการเอ็กซ์ทรูชั่นได้
2. Plasticizers and lubricants 1) น้ํา ถ้ามีปริมาณน้อย ความชื้นต่ํา (10-25 % wwb) จะทําหน้าที่เป็น plasticizersของพวกสตาร์ช และโปรตีน ถ้าความชื้นสูง (มากกว่า 30 %wwb) จะทําหน้าที่เป็น solvent 2) น้ํามันและไขมนั ทําหน้าที่หลอ่ลืน่ และช่วยปรับปรุงคุณภาพในการบริโภค ทําให้ผลิตภัณฑ์มีความนุ่ม ไม่แข็งกระด้าง 3) อิมัลซไิฟเออร์ ช่วยในการหล่อลื่นและช่วยลด Surface stickiness ในเครื่องเอ็กซทรูเดอร์

3. สารช่วยให้พองตัวและปรับปรุงเนื้อสัมผัส ใช้ในปริมาณเล็กน้อยเพียง 1-2 % จะทําให้เกิดฟองแก๊ส และช่วยให้ผลิตภัณฑ์มีลักษณะเนื้อสมัผัสที่ละเอียดเนียนขึ้น เช่น baking soda, baking powder, dicalciumphosphate และ magnesium carbonate
4. สารให้กลิ่นรส ได้แก่ เกลือ น้ําตาล เครื่องเทศ และสารปรุงแต่งกลิ่นรสต่างๆ เกลือ เติมประมาณ 1-1.5 % น้ําตาล เติมประมาณ 5-10 % และอาจจะเติมไดม้ากถงึ 15% สําหรับผลิตภัณฑ์ที่มรีสหวาน
5. สารให้สี ใช้สีผสมอาหาร ในรูปของสีธรรมชาติหรือสีสังเคราะห์ หรือ ใช้เป็นสารที่ทําให้เกิดสีในกระบวนการผลิต เช่น การเติม reducing sugar เช่น กลูโคส ฟรุคโตส และแลคโตส เพื่อให้เกิดปฏิกิริยา maillard reaction หรืออาจจะใช้นมผงก็ได้

1. มีความหลากหลาย (versatility) สามารถใช้ในการผลิตผลิตภัณฑ์ไดห้ลายประเภทและหลายรูปทรง กระบวนการมีความยืดหยุ่นสูง สามารถดดัแปลงผลติภัณฑ์ใหม่ๆ ตามความต้องการของผู้บริโภคได ้โดยการแปรสภาวะในการผลิต แบบหน้าแปลน และส่วนผสมของวัตถุดิบ ทําให้มีรูปร่างของผลิตภัณฑ์หลากหลาย (product shapes) ได้ผลิตภัณฑ์อาหารใหม่ๆ (production of new foods)2. มีอัตราการผลิตสงู (high productivity) เนื่องจากมกีารผลิตแบบต่อเนื่อง โดยผลิตต่อเนื่องแบบอตัโนมัติได้3. ต้นทุนต่ํา (low cost) เนื่องจากมอีตัราการผลิตสูง ใช้คนทํางานน้อย ใช้พื้นที่ที่ในการผลิตน้อย นอกจากนี้การดันผ่านเกลียวอัดมคีา่ใช้จ่ายต่ํา และให้ผลผลิตสูงกว่าวิธีการต้มหรือการขึ้นรูปอื่นๆ และเนื่องจากเอก็ซท์รูเดอร์ใช้ไอน้ําในการแลกเปลี่ยนความร้อนน้อย ทําให้ประหยัดพลังงานไอน้ํา
ข้อดีของการแปรรูปอาหารด้วยกระบวนการเอก็ซ์ทรชูัน
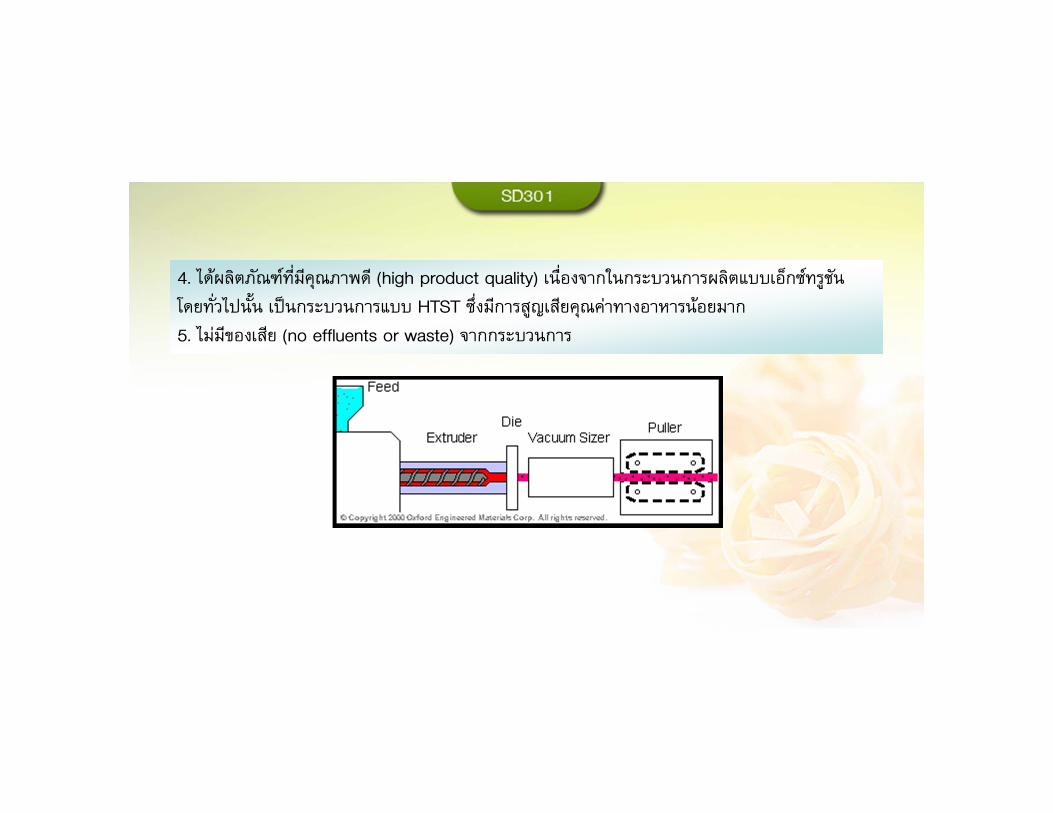
4. ได้ผลิตภัณฑ์ที่มคีณุภาพดี (high product quality) เนื่องจากในกระบวนการผลิตแบบเอ็กซท์รูชันโดยทั่วไปนั้น เป็นกระบวนการแบบ HTST ซึ่งมีการสูญเสียคณุคา่ทางอาหารน้อยมาก5. ไม่มีของเสยี (no effluents or waste) จากกระบวนการ














