
CONTINUOUS-FLOW FERMENTATJONOF SUGAR … files/Publications/NAST Transactions/NAST...ethyl alcohol)....
24
Trant /Vuf. A cad Sd. &: (Phils) 1985.7. 169·187 CONTINUOUS-FLOW FERMENTATJONOF SUGAR INTO IoTHANOL USING IMMOBILIZED YEAST E.1 , del Rosario\ F.B. Elcgad()* and F.V. fnsti'w w o/Chnnistr.J· alld of Hiotf!.:/mo/tw.J' and Applied Microbiology ( nfOn:CfJj* Univ('rsi'y oft1!e PhiUl'l'int.·.t af / ,(lS Ra;TQ$ l.ll,l(urta, Philippine. l· ABSTRACT ·tpil·jpil' (Leucol'l1a lrucoC!'phala} wo ... xl S:JWtltL.;1 and sluvin gs and kappu · w("(e Ol in <l mhJnrt' for illlJuI)biiiz ing, Succhllfo. myc{!,ii cerevisiae HB :mu imlllllbiliJed ye3s1 wa So u1i1.itcd for the (,'on· ethanol or KaPPH -cauuger . n"Ul was 111(: b ... st c.:Ufk:r; at a. YC;)Sf loading uf 30 g/1 gel j volumet ric pmductivily of I 1.5- 16.6g eth:jflol per liler p,'r Ill)Ur ohtained durin g 67 days of c llhme. AVl'WM,C of fermentation cfficii!'o.;y ,md aknhoJ. concentration in the 'bt:er' \WJc 92 % 'ilnd 7 .7% (w/v). re5pt'ctively. oH J fCTme"nTCr time of six tWUT'>, NOIl-pash>,unz<lthm o f the tced and the usc o f ferriliz.cf grade ammonium as the nutrient reduced the I.' ·th:;tnol produciivity by less than I glt-hL 8anano pulp juice [rom ripe C;Jvctldish banana fr uits was extracred by either mMual or mechani c.' LI The juice- h3d. a pH of 4.9-5 .0 and contilincd 12.4-12.8% (w!v) to tal sugiHS. After supplementation with :lmmtmium sUlfate.• :rodlurn phosphatl.! and magnesium sulfate. Ihe ft'nnt:ntt'",U In in us ing inlfllobili7.e,d on kappu->.:.:!rf3)!Ce. nan g('1. The vtllumetric productivity und fenllt'l1tatjOt1 wej'('; jbout l5 gJ I-h , 111(1 94 %, fCR(k:c tjvcly . TIll' cc:nLwtioo:'i of alcohol : 1I)d residuaJ sugur in the 'h0Cf' 54 f!Jl and 12,8·14.5 gil , rcspccli .... \}!y , Il1troduction Biofuc.!s from plant biomass represent one of the most promiSing alte,mattve of energy. plant-derived fuels arC rcplenishable uue to photosynthesis unHk. e- fossil fuel s. SUd1 as petroLeum and coal, whose reserves are rapidly being exhaust-cd. The most ilnpoli.aot liquid biofuel presently available is ethanol (or ethyl alcohol). The of sucrose, glucose and fructose into ethanol .in the presence of yeast follows the reaction: sucrore 342 g,r,uos in,<,crtasot glucose/fructose 2x l80 grams Scheme I 169 gi}TOlytk enzymes ethanol 4x46 grams
Transcript of CONTINUOUS-FLOW FERMENTATJONOF SUGAR … files/Publications/NAST Transactions/NAST...ethyl alcohol)....

Trant /Vuf. A cad Sd. &: T(~ch (Phils) 1985.7. 169·187
CONTINUOUS-FLOW FERMENTATJONOF SUGAR INTO IoTHANOL USING IMMOBILIZED YEAST
E.1 , del Rosario \ F.B. Elcgad()* and F.V . PaU1atong~ fnsti'w w o/Chnnistr.J· alld Nt1tiont1llmriw{c~' of
Hiotf!.:/mo/tw.J' and Applied Microbiology (nfOn:CfJj* Univ('rsi'y oft1!e PhiUl'l'int.·.t af / ,(lS Ra;TQ$
C(j"t~;rt:, l.ll,l(urta, Philippine.l·
ABSTRACT
·tpil·jpil' (Leucol'l1a lrucoC!'phala} wo ... x l S:JWtltL.;1 and sluvings and kappu· c.utra~'t:en :HI ~el w("(e tls~d lWpaJ'at~ly Ol in <l mhJnrt' for illlJuI)biiizing, Succhllfo. myc{!,ii cerevisiae HB 1~~45 :mu t1H~ imlllllbiliJed ye3s1 wa So u1i1.itcd for the (,'on· tinu(Jll~-flo\V ethanol fcnn~TltJt.iOJ'l or :.ugiHt'Jm~ ffJ(llll~ seS. KaPPH -cauuger.n"Ul was 111(: b ... st c.:Ufk:r; at a. YC;)Sf loading uf 30 g/1 gel j volumet ric pmductivily of I 1.5-16.6g eth:jflol per liler p,'r Ill)Ur W;l~ ohtained during 67 days of l'ontinU()ll~ cllhme. AVl'WM,C vaJUI~s of fermentation cfficii!'o.;y ,md aknhoJ. concentration in the 'bt:er' \WJc 92% 'ilnd 7 .7% (w/v). re5pt'ctively. oH J fCTme"nTCr rc~·;jden(X time o f
six tWUT'>, NOIl-pash>,unz<lthm o f the mol:is~t.'s tced and the usc o f ferriliz.cf grade ammonium phmpllO.tl.~ as the onl~' nutrient supplcm~nl reduced the I.'·th:;tnol produciivity by less than I glt-hL
8anano pulp juice [rom ripe C;Jvctldish banana fruits was extracred by either mMual or mechani c.'LI pres~ng: , The juice-h3d. a pH of 4.9-5 .0 and contilincd 12.4-12.8% (w!v) to tal sugiHS. After supplementation with :lmmtmium sUlfate .• :rodlurn phosphatl.! and magnesium sulfate. Ihe juin~ w.a~ ft'nnt:ntt'",U Inin ~Ihannl using y('a~t inlfllobili7.e,d on kappu->.:.:!rf3)!Ce.nan g('1. The vtllumetric productivity und fenllt'l1tatjOt1 l~ITid(~Il!'::Y wej'('; jbout l5 gJ I -h ,111(1 94%, fCR(k:c tjvcly . TIll' (;on~ cc:nLwtioo:'i of alcohol :1I)d residuaJ sugur in the 'h0Cf' WCI\~ 54 f!Jl and 12,8 ·14.5 gil , rcspccli .... \}!y,
Il1troduction
Biofuc.!s from plant biomass represent one of the most promiSing alte,mattve ~ources of energy. Th~se plant-derived fuels arC rcplenishable uue to photosynthesis unHk.e- fossil fuel s. SUd1 as petroLeum and coal, whose reserves are rapidly being exhaust-cd. The most ilnpoli.aot liquid biofuel presently available is ethanol (or ethyl alcohol).
The rcmH~fllation of sucrose, glucose and fructose into ethanol .in the presence of yeast follows the reaction:
sucrore 342 g,r,uos
in,<,crtasot
glucose/fructose 2x l80 grams
Scheme I
169
gi}TOlytk enzymes
ethanol 4x46 grams
PO T r;mS:lclmns N;niollal Aca<il'my uf Scient''':
The conversion of :ill crose 1.0 invert sugar i£ i..~ ata!y f:cd by the l'tlzymc invertase which is bouJI(J to the I)utc.r layers of the y~ast eel! while th e. fermentation of iJlve rt
sllgar into cthano.l is catalyzed by the yeast's cndocd lul:H ~ly.:ulyUc en z.ymes. The stoichiomet ric pr,xi uct yko\d coeflkienl Y rho w hi ch is til t' IW]S~ rnt!o "f (he produd (e thanol) fOfmed to the slibsl r ~te consumed. is t: ak u.1ateo fwm Sch..:-me I ;
t..p 4,46 Yp/s = = " 0.51 {hased on gtu ("usC' 01 fru dlJSe }
/ \S 2x 180
,\P 4x 4(> Yp/s ... - 0 .54 (based on SUCfOs.t·)
' $ 342
The fermen tation eftkkncy is rak·ulated by dividing th~' <.IGtHa! mass nli io of ethanul produced to sugar consumed by 11\(' correspondin g sloj,,~ ll ion;effk ~o·
cllkicnt Y pIs.
The fermelltation of sugar into C(hallOi rnay b~ done either baldiwi.se or in a continuu:ls manner. 1n the first type. the fermcntcr i~ flUed wilh inocuiat.ed worf or fermentat.ion medium and. then emptied (:ornpletely {sil1lp ic.' bat(.;h) or partially (semi.hatch) o f the ·beer" or fermented liqUld , Subsequent fernlt~nt<!tion r ai che::; are prepared by adding fresh wort to the fuiJy or pa rtiJlIy emptied fcrm enter. in the f c'mi ll uoo:-) prore5\:S . th(' SUg(l f snhJl ion i~ ~'O!H i iluously pumped \J1.I(1 !he fl' r11ll'lltt'!
while th\! fermented product. 'beer" is w ithdrawn such {hat th.' vulume ~) f lite fer
menting liquid remains constant as shown be low ;
Scheme 2
The comple te mass balance equation for the sugar during continuous alcohol fe rmentation is given by the equation (Wang el al., 1979) :
Sugar Sugar fliOIll:l$.!t Muirtl~'n~lnl"C Lthaoo l Sugar
i.n out proJm;r.d T\!-quirc l11(lnt formed act umUla lcd
"X _ QpX _ tiS DSn DS, mX ( I )
Y xis Yp!s d.

d01 RosariQ ct ol., Co,ntillU()lLIJ·Flow f\:rmeilt,ti iOlt \If SHg~ r
Tile para,meten; and their units are defmed as follows:
D (hi] ), dilution mlo (ratio of flow rate F 10 fermente r working vulume V) Sr (gf l J; residual sug:u concentnltion in the 'beer' fJ (hi l ) , specific growth rate :x (gil), YO.5! COllc<llllralion (dzy ba,is)
Y xl' (gig), hiumass yield coeffi cient Ypis (gfg), product (elhanol) yield coefficient So (g/ l ), feed sugar concenlration m (gjg·hrJ. specific lIlainlellance rate Op (glg·hi) , specHic ethanol produclion rat.
111
The. b~omass yield coefficil~nt Y xIs is equ<fJ to the mass ratio of yeast produced to sugal c.cnsumed . The specific. maIntenance r:.tt~ is expressed as grams o f sugar uli!lzed per gram of dry yeast per hour and represents substrate ut.ilization for cell fWh;ti f) IlS other than growth and ethaIlol ,Production. These fUl1ctions.in ciude turn· over or cell matcriaL'i. osrnoric work to maintain COlll.:entratioH gradien ts and ccB lllotiUty. The spedtic ethano'! production rate Qp 1s det1.ncd as the r'Jtio of the. volumetric productivity dPjdt to the ceU concennalio:n X and is expressed as grams e lhanol produced per gram of yeast (dry basis) p<r hour:
I dP QI) = x"d-;- (2)
It e,m be ,""'1 afler rc:manging Eq, (2) tha I the volum eeric productivity dP/dl is direct!y propoltiona.l to both t.he yeast concentration X and Ule specifi t productivi ly Qp .
Under ~tcldy·stat.e cond.itions, su~r does not accumulate, in the continuous rennen ter and Eq. (n may be simplified and reaniln &~d as:
D(So . S,) J1 + III + Qp Q, = ----- = (3)
X Yxjs Y pi,
Qs is tJH~ specHk su.ga r uptake rale expressed as grams of sugar assi.milated per gram of yeast pCJ htHlI .
The voh.un~ tr ic productivity of a continuous alcohol fennenter is greater than th at of Il,. ba·(ch femlenter because the laUer has a lag time before Ihe yeast can ma.x.imaJly produce alcohol while the continuous femcnl:er 3'1 steady stale is ''d.lways operali.ng optimally. FurthcmlOre, Ihe balch process requires a "down lime" or id.le period for empty ing, deaning and filling of the fcunenter in between batch runs. At the same. produc tivity, <) continuous fcrrnenter is equivaleIl.t t.o a bigger batch fennenter . When employed at a higb yeast concentration and with ceU recycle,

112 Transactions National Academy of Science
wttich results in a rapid fcnnentation, the savinf;) in capital investment can be substantial compared to the batch process.
As indicated in Eq.(2), the volumetric productivity may be maximized by selecting a productive yeast strain, i.e. with a hjgh Qp value and by working at a high yeast concentration X. The latter observation, which results in ferrnenL1tion times of six hours or less, was earlier reported by Nagodawithall3 el al. (1974). Continuous-.f1ow fennentation of saccharine substrates into ethanol at. high yeast levels has been studied using flocculent yeast with or withollt cell recycle (Ghose and Tyagi, 1979; del Rosario ef al .. 1979; Prince and Barford, 1982; Taniguchi et al., 1983; Ramirez and Boudorel, 1983; Jones el al. , 1984; Comberbach and Bu'lock, 1984; Damiallo and Wang, 1985: Netto el ai , 1985), as well as yeast which had been immobilized on solid supports (Ghose and Bandyopadhyay. 1980; Robinson el al., 1981 ; Wada el al., 1981 ; Cho el al., 1981; Siva Raman el al., 1982 ; Ryu .1 al., 1982; Taguchi, 1982). Materials for yeast immobilization "telude peclin. gelatin, calcium algjnate, polyacrylamide and carrageenan, as well as wood particles and porous inorganic ~upports.
The present paper describes the results of the continuous-flow ethanol fennentat.ion of sugarcane molasses, which had been diluted and supplemented with nutrients, using yeJst immobtHzed in wood partit".les and/or kappa-carrageenan . Similar studies were done on banana pulp juice from ripe Cavendish b3Jlana fruits using carrageenan-immobilized yeast. The various fennentation parameters were calculated and the proSpeCLS for large-scale process application are discussed.
Materials and Methods
Materinls. Blackstrap sugarcane molasses wa.s donated by Central A:wcarcrJ. de Don Pedro. Nasughu, Batang",. Alkali-treated kappa-carageenan was a gift of FMC (philippines)IMarine Colloids, Cebu City. LeucaelUJ lrocoeeplwla 'ipil-ipiJ' wood sawdust and shavings were obtained from the UPLB College of Forestry.
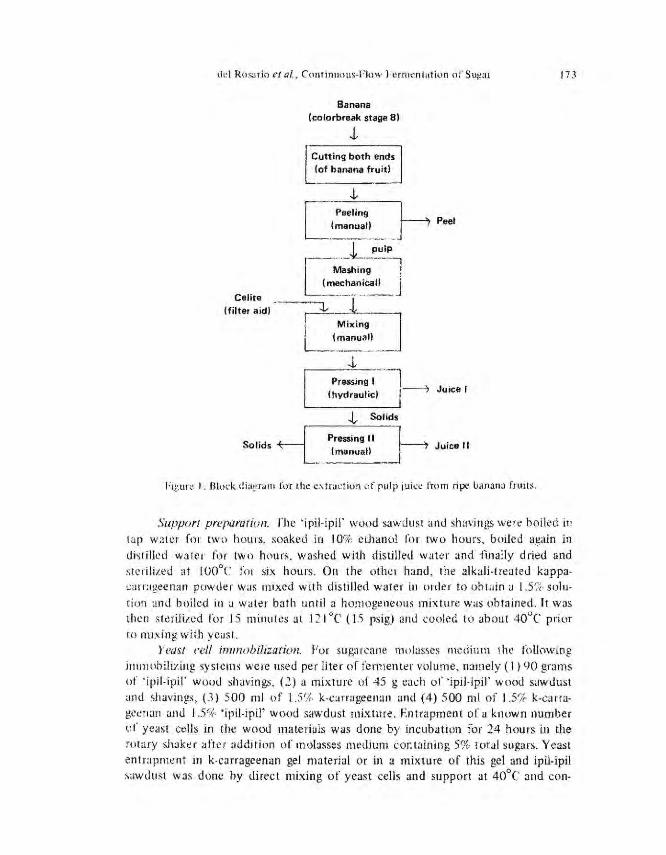
Banana fruit (Cavendish) rejects from a banana plamation in Davao were obtained through Eden Fruits and Vegetables Co. , Inc. (Quezon City). The fruits at color-break stage 8. were used t1lfoUghout this study. The fruit pulp juice w",
extracted using the processing steps outlined in rig. 1. Due to lack of the necessary pieces of eqUipment, processing step no. 3 was done using a cassava chipper (UPLBEngineering). However, processing step no. 5 was done using a hydraulic press (UPLS-Pood Science & Technology). Manual pressing was also done using cotton sack cloth as filter. The banana fruit juice obtained was then kept in the walk-in freezer until needed. However, the peel and solids were dried at 105°C, milled and kept in plastic bags for further analysis.
Inoculum preparation and build-up. Saccharomyces cerevisiae BB1945 and BBI630 were selected from the culture coDection of the National Institutes ofBiotechnology and Applied Microbiology based on the evaluation of several local yellSt isolates and yeast strains from foreign culture collections. Procedures for inoculum preparation and build-up followed those of Colle etal (1982).
Celite (filter aid)
Banana (colorbreak stage 8'
J Cutting both ends (of banana fruit!
Peeling (manual)
[ __ L-"-~;
Mashing , (mechanical) J 'l-
Mixing
(manual)
Pee'
Pressing I (hydraulic)
---7 Juke I
t Solid,
Solid, "_J- ... premn9 11 -h L .. (manuaU .--1 Juice II
l-"igUH" .I . Dl ut'k di;l t~IiJ!II I"IH Ihe c.,tructivn ( If pu lp iuke from nJX' banana fruit~ .
173
Support preparation. The 'ipil -ipiJ' wood !i3wdU5t and ShH\'ings were boil('d in
IU p W<ltt:t for tw o hours, soaked in IOr10 ctlHmol for two hours, buiJcd ::lgain ill
uh;lilkd wulel' for two hours, washed with distilled wli tcr and ' 1"iJlal ly d ri~u uud stcfilixt'J ,It 100°C for six hours. On the othel hand , !he alkali·l reated kappa!.:mr:lge·ellilll powJer WJ S mixed with d ist illed w ,:l1e r ill order t.o obl'lin a 1.5';,· SQlu
lion and boiled i.n i.l wClto;:r bath I1nlil a homoge neous mixture was obtained . It was then s tcriJiLcd ror J 5 minutes at 121 or (15 psig) ;)Ild cooled to about 40<)(' prior
to nll ::dng wiih yeas l .. Yeast cdl immobilization. For sUg<lI'('ane 1)1o.Jusscs medillm 1he foUowing
imlllohilizing system s were us.ed per Uter or femtenter volume, namely ( 1 ) 90 grams of 'i pil -ipil' wood shavings. (2) a mixture of 45 g eadl of "ipjJ·ipif wood sawdust J.lld s.having.' , (3) 500 1111 of 1.5',1,· k-cJrrageellun and (4) 500 011 of 1.5% k-car rag~~eni..l.!1 ~ml J .5~f· 'ip il-ipiJ' wood SCI\vdu st mixture. Ent.rapment of a known number o f ye:dst ccUs in (he wooU matcrlu is was done by incubutilm for 24 hours in the rotary i h3k.c r <.I!"tCf addition 1,)1' mobsses medium cont~inil1g 5% foral sugars. Yeas t e.ntrapment in k· cn rragcenan gel material o r in a mixture of this gel and ipH-ipi l :<-.awti ust was done by direct mixing of yeast cells and support ~t 40°C J nd con-

174 TrClnSl::lctions National Al'lldc-my of Scil' nce
version 10 pellets by dropwise extrusion (Fig. 2). A solution ofO.2M KCI solution was the receiving medium fur the bead-making process. The tOlal yeast cell coun ts remaining in the molasses medium after immobilization and in the KC I solution were determined in order to calculate the yea~t loading (expressed as grams YC3st
on dry basis immobilized per liter of fcrmentcr volume).
o
magnetic stirrer
Yeast plus
K -carrageenan ('v40" C)
pump o
magnt1:ic
!tiffOf'
H gur l" 2 . Set-up fo r hUOlohiJizatioll o f Yl'ast ... 'd b in k-mrragl,.X' llan .
Immobilized
The yeast cells, whkb were to be immobilized rOJ fcnncnting banana [mit juice, were fint grown in a 9·lilcr airlift fennemer for 24 hours .It room temperalure in a mediutn containing 59;; total sugars (wI\') banana fruit juice supplemented
with (a) 5.0 gi l (NB4 }JS04 . (b) 3.0 gi l Na2BP04. (c) 0 .01 gi l MgS04. 7HzO. The pH W:JS adjusted to 45. lmmobilized yea st cells were prepared under sterile cunditions using kapp:J-t' j.Hrageenan as follows :
(a) kappa-carrageenan n .5% w/v, 40-42°C) was added (0 a required volume of concentr::ncd yeast cells up to 350 m] in an Erleruneycr feed flask .
(b) Using a Gilson pump (Fig. 2). the nlixtur. obtained in (a) was added dropwise tu genLly.stirreu :::!50 ml of 0 .2 M KC1. The resulting carrageenan gel beads of about 4mm mean diameter contain the entrappedyeast cells .
(e) Steps (a) to (b) were repeated as necessary .
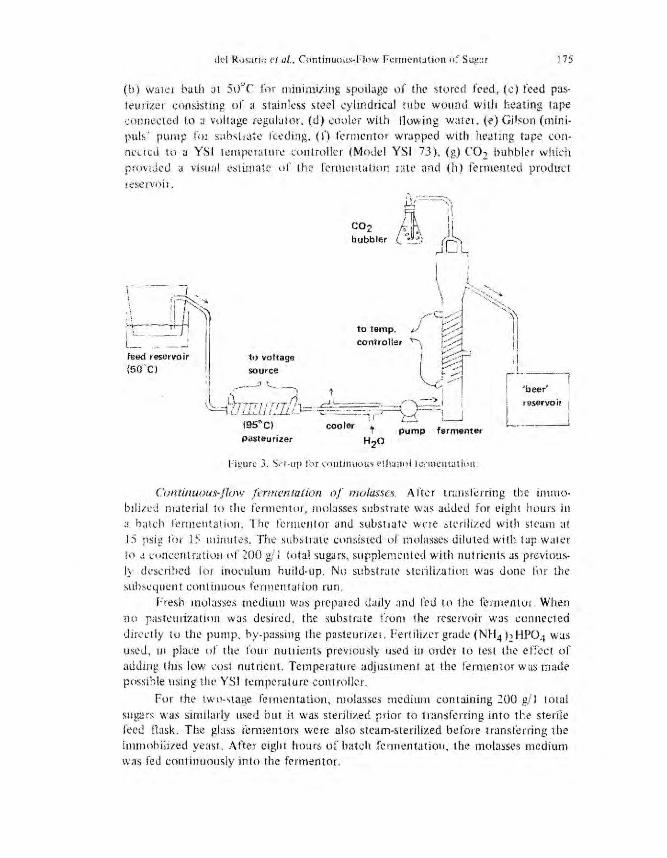
Fennelltatiofl set-up for mulasses medium. The same 9.5-liter airlift fermentor used in yeast build-up was utilized , eXl,.:ept that the inner tube was removed and a stainless steel screen (20 mesh) plate was added at tlle upper part of the [crmentor in order to prevent the outflow of immobiliz.ed material. As shown in Fig. 3 , the icrmentation apparatus consisted of (a) 20-titer substrate resclvoir,
dd Ro~ari:} ('/ Ill .• Cuntinllou::;.-Fknv r~rlll('ntilli(l11 p~' SUg:H 175
(b) Wilier b;.Jlh ~t 5d~ C for rnini mil.ing spuilage· ~)f tilt' stored fred l (c) feed pas· it'lIril.',cr t:onsisting or a stainkss s.t~el cy lindrical rube wound with heating tape ,..:oonectcd I.o~) ..... olt,lgc ri:guhltnr. (d) ('ooler wHh flow·jng walel. (e) Gi!~on (minipu!< pump fO I suh:;lj"a~c (c~di.ng . (n t~'rmcnt()r wrapped with h(,~Jllng ti.lPC (on· m'cicJ to J YSI t~lllpl'ra tur~ conl roller (Model YSI 73), fg) CO2 hubbk-r which pn.)l.i[.Jcd a vL..;ual (·~tilHntc ul' the Icrlll~Htation rate ~Hld (h) fermented product (CSt'rvoir.
('untilluous·jlow ./('rmelltation oj" molasses. Arter lr'.lllsl"l.:rring lh.e imlllo· bllized mJterbJ to the fcrm cntllf, 1l1Ob5Ses substnltt' W3!\ adul..'u for eigh t hours ill a i)'ltch knnent3!iun. T hC' fcnurntor anti subst J<.It i.' wrle s l.l'ri Jii',~d with ::;tC:.l1ll ~ti
15 psig I(n 15 (!Jiftut?;:;. Th(' Sllostrate clmsistcd or molas.se-s diluted wilh tap W,ljer
to ,"\ l.:ollcelltrLltioll of ;200 g/I (uta! sug:Jrs, supplemcBkd with nulricnts as previously d<..':sr..:rihcd for inOl' llluII! huild-up. Nu substratC' ~tcrili7.arioll was d~mc li.lI" HI(:" sub::-cquent continu ous rt.'rtllCn!alion run,
Fresh molas:ic:; lIledi.ulll was prcpun::d uaUy anu j'C'u. to the fcnrwntlll " When no P<I!'i it:utizafiolJ WJS desirt!d . the substr3te. frunl ihe reservoir WJS con nected Jir('ctly to the- pump. by-passing lite pilsteuri7.c l. Fertilizer grade (NH4 )!I-IP04 was used, \II plate nr lilt.' four llULrit:llts previously us('d ill ordrr to fcst the effect of adding th.is low \.'051. nutrklll. Temperature <Jdjustment ,It the !"ennentor was mad~ pnssihle using till..' YSI tcmp('ruIUrc COH!n)ller.
For the- !Wl}.. .. ;tage fermentation. molussc.$ medi ulll cuntaining 200 gi l total sugars was similinly used but il was sterilized prior to 1I":msfcrring int.o the' sterile fectl tlask. The glass l"enllClltors w·ere <!.1so steam-steriliz.ed before lr:lI1s.terring the imm ohih"lcd yeas!.. After eight hou rs of b~tch fcnn~ntatjoll. the motas.ses medium was fed cont inuously into the fcnnentor.

176 TranSiH.;tiom National Academy of Science
Continuous-flow fermentation of banana fruit juice. The fermentation set.-up was prepared as shown in Pig. 4. The gel beads. which had been prepared as previously me-ntioned, were poured into the column and sterile han an a fruit juice media [banana fruit juice + supplements (5.0 gil (NH4 )S04. 3.0 gil N.2HP04, a.Ol gil MgS04H20. 2.5 gil KCI)] (pH 4.5) was pumped into the bottom of the column. The yeast cells entrapped in the gel beads were allowed to grow for about three hours or more, Then continuous feeding of banana juice media was began as soon as CO2 bubbling became vigorous.
8 .nt~oam ;-- . L _ .2.---=-=-=-=--=-=:;,
carrageenan gel beads
1 ~~~ml~ bioreactor
pump
'beer' reservoir
Figure 4. Set-up for contimlOus ethanol fermentation using Immobilized yeast cells.
Analytical methods. Mie-roscope counting of the yeasts was facilitated hy using a haemocytometer. Yeast viability was determined using the viable plate count method (Colle et al., 1982). The alcohol conlent of the !"nnented product 'beer' was analyzed with an ebulliometer and counterchecked by Fro gas chromatography (after filtration using a GC Whatman filter paper). The Westphal balance was used to determine the density of the 'beer'. Total reducing sugars were de-termined on the 'beer' . after inversion of sucrose with HCI (AOAC. 1975) using the dinitrosalicyJic acid method (Miller el al .• 1960).

(iel RflS3 rio C'! aL. COlltinu(lu~-Fk,w Fcrm.::n tatitm of Sugar 177
Fermentation of/tJolasses
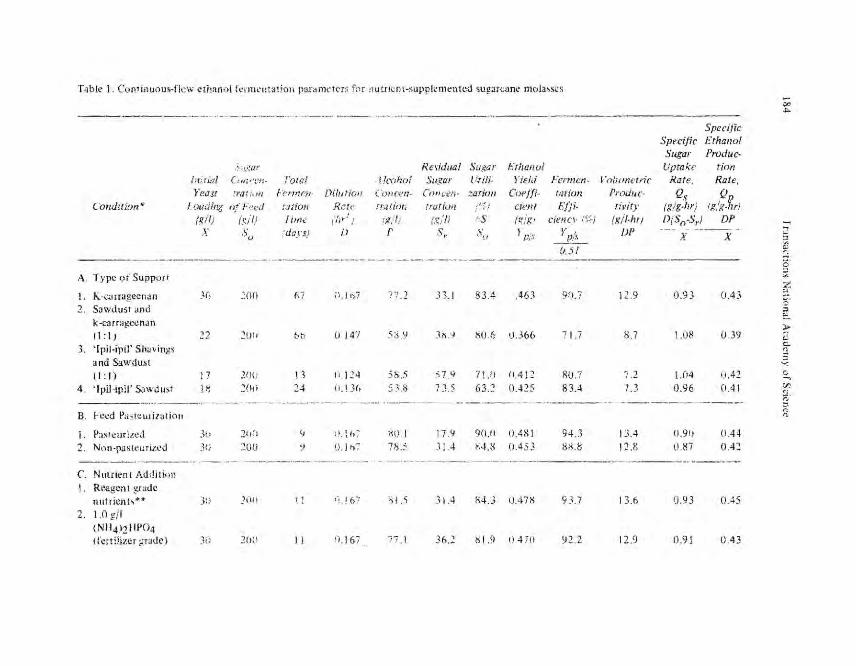
C{}'mparison. of support materials. The results of the C'olltlnuous-flow etlwno] femlclltJ[ion \)f nutrienl~supplcmentcd sugarcane molas,ses using four support materials arc shown in Fig. 5 iJnd summarized in Table I. Kappa-(:arrageenan gave the high~~ t ethanol concentration in the 'beer'. name'!)' 77 g/l (or 7.7':10 \v,lv) , (\'verage \'OfUmeIT!c prouuc(,ivity of 12 ,9 grams ethanol per liter per hour , and fermenta tion cftk icHCY of 90.7%. These- fe rmentation parameters were- obtai11cd a t 11 yem;l io;l(ting o f 30 gi .1 and r~sidcnCt' time of six hours ( llilu tion ratl' of O.167/hr). tl tl fofluJul~l,,~ly. when yca.sl loading was increa.';~~d t.o 50 gjl the geJ beds were t~asHy ruptured , resuh ing in high yeast wash-out.
The beltf; r pe rfurmance of carrageenan was due to the higher yeast loading. lcs.\ cell waSh-OlJt and highly pon,1llS strlli.~ture of the gi.-"l compared to \\d.)od ur wood*plus-carrageenan. int'fiiciellt yeasi entrapment inside' the wood pa rticles rc~u!t (';d ill low YCHst IOHdings of approximi:'tely 17 g/ l and YGas.t \\'3shout in Lho efO u\.'1l1 of up to 5 x lO't t:cHs/mL
12
10
15 20
Fermel1Ul'hon Time {Oaysl
-- '-------,
i !
F igilJ t 5, Effect (,I f iyp~ o f support 111.0 1 t" ( in! (i f\. CO Ol iInlC'us t,',rh:lf)j-;d ft:fJ)I~t1 1<H.iOll ,
j_ * . ~ _) 50% !'<.Iwdust + 50% shavings o f ' i piHpir Woo\1-ye:l :s1. IO :H.!in~ '~; 17 g/ I (el • . • c;) '(pH·ipll' \\'0')0 shovinr, >< - y~~ a5-t luadin g '" I g ~/ i
C"-- ~ . w q 50% tpiJ-iril w {'H)d S<'1\nh.l'1 " 5m% K-c~m:1g.cen:.Hl-Y(;,:ilS~ !oading = 22 (;tl I!I - - - 0) K-c01fragcenan YCrt :<.t foadinl! c~ :W g!l
(Sug~: r~ 0; molasses fe('-d "" 20U g/l,l
Effecf of[eed pasteurization, It is seen in Fig. 6 and Table I that pasteul'izJlion of the molass~ $ feed resulted in bettel perfoummcc of th~ <,arrngecnan~
h.l1I lll)bJliz~d yeafl t fermenter l fspedaUy in terms of fermentation efnckncy and iiojulTlctri (,~ productivity . This may he explained by the miverS{' effects of contaminan t microorganisms on yeast fermenta{ion of sugar into el:hanol.

17B Transact ions National Acad~nly or Sciencc
---::::1100
I • 98 0 .. 96 ,;
u i
9. : ~ :=
92 w < g
90 ~ ~
~- • IL
FermentatKln Time (hrs)
ri~ure 6. Cont inuous c!hanol /"e-rmen{ation of pastclIJ'izell «(,-('I) , c; •.. . !::» and Non-p3.sTl'uril.cd moL1s~s fc\!d ( •• ), ( .. - - - ... ) .
l~ffect of ItUlrient supplementation. A signilic:mt improvemcnr in fe rmentation characte ristics was observed after supplementation uf diluted sugarcane molasses with on(> or more nutrients (Fig. 7 and Table 1). Addition of fe rtilizergrade ammon.ium phosphate resullcd in greater enhancement of Ih~ fenllentat ion compared to furth er addition or reagent grade KzllP04• (NH4 11S04 and MgS04 ; this indicates tha t the molasses used W(lS deficient in the nutrients that were added .
r' 0: 50 l -<;
'" I. I ~
r : ~ 13 :; • " £ 12 I , u
'i 1'1 l! 10 • > or _~ ________ L . _ 0 , _ _ ~ __ _
50 100 150
----l
I 1
o I I
6, . ' J:'--~ --6 1
,~ ~_/ ----, ____ ~_ I 200 250 300
Fermentation T ime (Hrs)
Fif,ur(' 7 . Effect of nutrient supplementatio n on continuous ethanol fermenl'al ion (0 _." 0) Reagent grade: KH2P04. (NH4>2 S04. MgS04 - 1.4, J .0 , 0.25 gi l . rl!sp. : ( D, .. D
(rl-D) Fertilizer grade: (NH4nHP04 (lL...J:\) Withoul nutrient Sll!:!l1T conc. 200 gi l
(kl Rhsark, ('f af .. Cnl1linu()us-Fjuw I;CTIlll!!l, al inn of SUg,lf 179
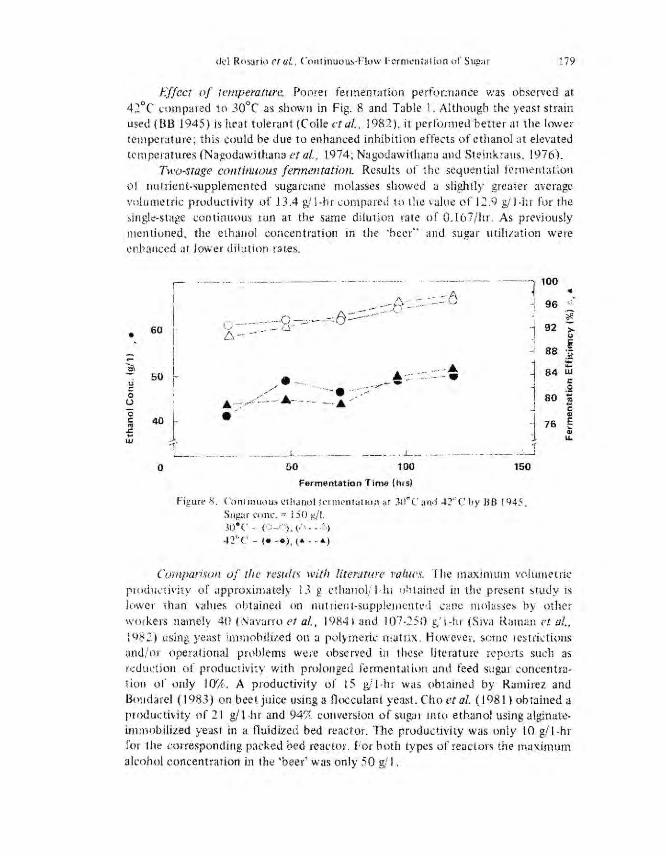
.tjj"CCl of temperafure. Pomer fennenr<ltion pe.rfOnnilllCe was observed at. 42°r com pared 10 30°C a'S shown in Fig. 8 and Table .1. Although the yeast stntin used ( [lB 1945) is heat tolerant (foile etal .. 1982 ). it performed better a1 the lower t(,1!1 pcrature ; this cuuld be due t o enhanced inhibition effe.:ts of clhanol .lt elevated (cmper:lIures (Nagodawit.hana et al., 1974; N:tgodaw itharli.l and St~ink ra lls, 11.)76).
7\l'o-slage continuous ferm an ration Result:>. or the scquclilial fer1nt~ ntati()n
o j IHll ricllt.supplemc nlcd sugafc;m~ molasses showed a slighHy grc<Jter avcragl~
VI JiIlHll!triC pf\.ldu~tiv ity of 13 .4 gj J-hr ~orn pared tn I hI! \ alue o f J .2.9 g/ J ·h r for the :-,jl1g.1~-s tagc con tinuous run at tht: same eUiulion r:1 (e of a. J(l 7/1lr. As p reviollsly men tiuned , the cihanol cO'lI ccn tration in the 'beer" and sugar 1I1 ililatioll we-re ~nklllccd ;l! iO\l,i e r dilution ra tes.
•
o
'1 ~
~ J
1 , __ . _____ .L ...• ~_ .•.• __ . L __ _ .. ___ . _ .' ____ .. ,,;,-.1
50 100 150
Fermentat ion nnw {htS)
Figurt' g. (',;mrillunus l!thano l !l'r m~II ';lt jO:1 <4T .~O" C :I ild -I- :r'c by UB 11.}45. Su~r cone. =:". ! 50 til. 30· (' C;-'"'}.lil - - ;~'. )
.I:!"C - l. ·- . ), l6, ... ... )
100 •
96
92 g >-0
88 .f ~
84 iii • .S;
80 S • • 76 ~ • ...
Cumpari.wll of rlie results with literature I'Qlu('s. The maxi mulll v0!lmH,· trk' prolill\.'t ivity o f Jpproxima lely ! 3 g et h<lllOli Jolli uhln ili'.~d in tht! present study i.s lowel' lhan \"iiJlIes. obtained on IHl1ricnt-supp l~nl(.'ntcd ':<-:111.'; niOla s~es by other workers namely 40 ((\av(JrJ'o er al .. ilJR..:i .1 and 107·250 !!v' ,I-hr (S iva Raman Cl at" ~
lq8 ~. ) using y~~}lst inlll1ohilil.cd on a roIY!ll crii.:~ rnatr.ix , However. S(11)e r<.'sni..:rioflS and /or opera tional pwb1ems wcre {lbserveu in thest' literature reports su(h as fl; d w:tiO Il of product ivity with prolOll ged ft! nl1e ntathm and feed sl.~ gar l' OIlCel1 t.rjl·
lion of only Uric· , A productivi1y o f 15 gj l ·h r was obt3ine d by Ramire.z and [loudarel ( 1983) on bee! juice using a f1oCcl1ianl yeast. f ho et al. ( 198 1) ob,ained a pwductivity of 21 g! 1 ·h l and 94~;{ C01lvers.ion of sligar jnto e thanol using alginate. immobHized yeas t in :'t Ouidized bed reactor. The productivity was unly 10 g/ l-hr fo r the corresponding packed bed real'lor. For both ty pes o f reaclors the ll1<lximum akohol conc.entraTion in the 'bee r' was only 50 gj I .

180 Transactions National Academy of Science
Ethanol Fennentatwn of Banana Fruits
Per kilogram of ripe cavendish fruit pulp, which had been manually separated from the peel, O.50.().71 liter of juice was obtained. This hanana juice had a pH of 4.9-5.0 and contained J 2.4-12.8% (w/v) IOtal <uga". The pulp-peel ratio was in the range 1.6-2.1 (w/v). This value is less than 3.4 which had been previously reported (Pontiveros el al.. 1978) for unripe Giant Cavendish bananas. Sugar recovery in the ,iuice was calculated from the ratio of the sugar extracted in the juice, which was equal to juice volume and sugar concentratioll. to the total sugar content of the fruit pulp. The latter value was found to be 16%. Sugar recoveries in the juice were 39.8 and 55.3% for runs I and H. respectively. These low recoveries may be explained by the ineffiCiency of both mechanical extraction using a hydraulic press and manual pressing. The use of suitable filter press is expected to substantially improve the juice extraction process.
The yields of ethanol from ripe bananas are equal to 0.037.().051 liters of 94.5% alcohol per kilogram fresh pulp and 24.8-31.6 liters of 94.5% alcohol per metric ton of fresh fruits (using only the fruit puJp as alcohol raw material). These low ethanol yields are mainly due to low sugar recoverie, during juice extraction from banana pulp, which was at most 55 .3%. A 90% sugar recovery in the juice extraction process would correspond to a yield of approximately 52 liters of94.5% alcohol from the pulp of one metric ton of fresh fruits.
The average values of the fennentation parameters at room temperature are given in Table 2 . Run I was conducted at a yea,t loading of 6.4g dry yeast per liter of column bed volume and an average dilution rate of 0.18/hr corresponding to a re,idence time of 5.6 hrS, while run II had a greater yeast loading of 13.4 gjl and an average dilution rate of 0.28/hr (3 .6 hrs residence time). The average values were calculated after at least 24 hours of fernlenlation for both runs in order to establish 'teady-'tate conditions. Comparing Ihese values. there are no significant differences for the two runs in tenns of the concentrations of ethanol and residual sugar in the fennented product 'beer' as well as sugar utilization. However, fun II had a greater volumetric ethanol productivity DP (14.9 gj I-hI') but a lower specific sugar uptake rate Q, (2.34 gjg-hr) and specific ethanol production rate Qp (1.1 J gjg-hr) compared to run I. For the latter, the corresponding values of DP, Q, and Qp are 9.5 , 3.09 and 1.49, respectively.
Conclusions
The present study has shown that for molasses medium kappa-carrageenan is a better immubililing material than Leucaena leucocep/rala ' ipil-ipil' wood sawdust or shavings. The volumetric productivities of caHageenan*and wood-immobilized yeast systems were approximately 13 and 7 gil-hr, respectively. The lower productivity of the wood system is due mainly to yeast wash-out from the fermenter. This problem was less pronounced with the carrageenan system and steady-state condi-
d~'[ Rm.ario el ai" Conlinuou'i-Flow Fcrmcn <alion of SU;;;H J&I
(ions \..'ould be maintained for at least three months. The gel-immobilized yeast had
a fermentatioil ('mdt'Hey of up to 94%. an alcohol cnncenrratil)n of about 80 gil and the lowes! vulue of sugar concentration (17.9 g/l) in the "heer' using 200 gil fceLl sug.ar concentratjoll .
For thl! CXlr;Jcted juice of b:l1Iana fruit pulp, whkl1 (.;omairu."'d about 126 gil tma] sugars, fermentation by carrHgeeilan-imrnobmz~d yeast resulted in il VOtll
melde productivity of almost 15 gil -hr , 1(..'rmct1tiltiun enl\..'jency of about 94%, akl)hol l:oncentratitJIl of appro~'{imately 54 gil and 12 .8-14.5 gi 1 residual sugar in the 'beer".
The ...:harw • .:tt'rls(lt;s of the continuous-now felmentatlon systems described in the pre~ent study ~ which arc denoted 3S BIOTECH Processes 2 ~J!d:1 fOl' wood·anu ,:;;J rr~lgec llall·ilIllil ohililCd yeast , rcspectivdy, are compJred with the traditional b3kh prncess in T:lb/e 3. A prcviuusly.s[UJil~d prot::(,s~ using l1occ-lIlenl y~ast (del ROs,llrio el aI., )9S3 ), denoted as BIOTECH Process I, anu il semi·cummercia] contil1uo!ls-now pmcess developed by Alcon Biol('chnolog}' Lirnikd of the Uilited Kin gdom (Guldnholl i, 1984; A. Thomas, pcrsI.:mal cUJ1llllunkation. 1981) :U'C' also included in the T~hl~ . [uOTECH Process 1 had a volumetric ethanol productivity
of J8 gi l·llf but ye.bt viabiHIY could n01 be mainWined for more thwllWU weeks c\'cn with limited aera tion. Process 3 is definitely more promising in tel1n~ of large,s<.'ak applicatiuns thal1 Processes I and ~ and hns more than six t.imes the pl'l)(iuctivilY of the traditiunal batch proces~ used in most Philippine distilleries. Needless to say, further research and developmenf work. is needed in order to scale-up and cosl,-evaluate Process 3 for Philippine conditions
Acknowledgement
The <lut!1llrs are grateful to the folJo\\o'ing: the PhiUpPltle (\)uJlcii fur Agrj~
I.'ullure and Resolln.:~s Research and Development (PCARRD) for providing nnandar support for tile ext rat:tion and ethanol fennentation 01' sugars from banana fruits: Mr. Manuel Lim, J1. alld Mr. NUll Alerta for providing the Cavendish b;Jnana fruits; Me. Ruben Barr"ca Jnd Dr. lain Neish or FMCI ror the ,lkali-trealed kappaCatT<lgeen.w; Centni! Azucarera de Don Pedro for the sug,ifl'iHle nwlasscs: LIPLB College of Forestry and Dr. A. Villa nor for the 'ipil·ipH' wood: UPLB Institut.e or Food Science and Tedmology <lnd Dr. E, Escueta for the use of the hydroutk pl'ess; LJPLB-CEAT Jntllk E. L()/,ada for the use of tho ,assava chipper.
Literature Cited
,\OAt'. J975 . Officia! Melhod:'> of Analysis Assod<ltlun of OfliciaJ Analyti~al (,h~'rnist;!.. t2th Fd. W'ashinFton, O.c.. C.S.A.
ClIO, G.II. , c.Y. CiHH'. Y.D. (,hoy atld MJI. Han . 1981 , (olll-in\IPUS ctltatlol l'wduc tiOll by i JlHnobi1h:':(~d ~.' \!a~~t in ,I nuidiLed reactor. Biotl.'L'hllol. I .euers 3: 66 7-67 J ,
CoUt" H.D .. J.el Garci:l and E.J dd RoslIrio, 1981. Evaluation of S(WCf,tl yc.a~1 isulates and lyrrWm{JIlil.Y strains ror akohol productioJl . ProceeJillgs 0/ {Ire 29th PlIILSfl TEOI Convention. Ccbu Cit),', Au,!!. 6,1982, pp. 188·202 .

IS1 Tran~~ctions Nat ional Academy of Scie.nce
Combelbach, D.M. and J.D. Bu'10Ck. t984. COlltinuOlls c ti1anol production in the g;:s.-lift towt.'.r t"ermcntcL Biotechnol. Lertt?rs 6: 129-134.
Damiano, D. and S.s. Wang. 1985. Impro\'ements in cthanru conccntfatil)n :md f~'lmelltor t'lhanoi productivity in yca):! Jermentation:-; using whole 1t{JY n {}lU in batch and continuous le~~yc.J1.': sYS{i,;lmi;. Biott'chuol, /'etter,\' 7: 135-140.
Del Rosa rio. E,) ., K.J. lee and PL. Ro~crs. 1979. KinNic~ of alcohol fermentation at hjgh Yi?.<lst. levels . Hiorechnol. Bioeng 21 : 1477- t482.
Del Rosllrio. EJ , V Sanlisopasri. C.S . Abrigo, Jr. and C.R. I.huril. 198 3. R8pid icrme.nt-:.ltiuo tt:'.:hm{jltc$ ror p!odudn~ ~'thRn'.)l from sugarcane "molMscs and bi l.1ga'i from ilistillcry ~Iops. Proccl.:vfn.{5 oJ' fll£' Second ASEAN Workshop (!tI Fcrrflfmlafio n r{'(;hnology. Cebu Ci ty , O(:t. ) -&, 1983 . pp. 213·238.
t ;!1o\<c, TK. a.nd R.D. Tyagi. 1979 . R;Jpid e.~ha.no[ fermentation of l:el1uil)si.' hydrolysa te, B io/i:ciln(l/. BiocfI)!,. 2: 1387- 14 20.
GllOse, T.R. and R.I\.. Btlndynpadhyay. 1980. Rapid ethanol fennelltarion in immobHi'lt'd yeast l,dl n::lctoL Bioteclm<Ji. BioCllg. 22: 14 ~9" 14%.
Genccr, M.A. ~nd H. MUl.fi. arasan. 198 3. EtlHUlol fcmwntation in a ~'eas t iJmllobiliLed tubulru fermcntOL Rior ... 'chno;, Rioeng 25: 2243-2262.
Guiuuboni, G . l:~ . 1984 . Con tinuous fermentation 'f\.'~ tcms for alcohol production. Em.·.:me l,.f;cmh. Techno/. 6: J.94 ·1 0().
J{lncs. S .• R. K()Jn.~, "V. Adl":l<J:,,'lU <tlld R. Heims\"';h, 1984. E1.hanol fNnH.mt.<ltion in :.l cQ:rlt inutJu.s tm\'''.[ fc nm:ntiJr..BiotiiClmol. BioeliJ.;. 26: 74~·747.
Milk'r. C.L. . R. 13I UIll , W. E. Gknnon and A.L Burhm . 1960. Mcasu,cmcnl of c~.rboxymc:thyl
cc Uula!i{' 3{: tl'{iry. Anu{ Biochem. 2: 127-13:'1. NIIg.oduwlthana, T.W., C. Cas ldli.t1lo and K.B. Sh~ inkr.m", 1974. Effe-,ct of di s..'io lv~d oxygen,
tcmp(,Iatun:, intti:t! cd l count, and :-ugar (:om'(,lHm tll)tl 011 the viabllity of S'!i .. :d~a.r(r mYCt' .r.: f.·iN·c~!'i.\·ll7~~ in rapid fermentation . AppJ. ,tfiavbioJ.. 28(3); 383-390.
Nag(Jd:Jwithan."t. "LW , and K Jf. Stdnk.nus. 1976 . l nt1Ui;\lH;-(' of the mi'c of trhan,}\ pwdl1ction :uvJ iJC;;uOlui::nion of lit e viabilitf of Succnt;f()mrces ct.'f('l-'iSiaf in rapid fc t1m.':ntntion, API'i. Em'!rorl. Mic!'obioL 31 : [58") 62.
N;:v!\TJo. A ., H. MarangonL U"I'f. Pta7..iJ a.nd D. C.AWed . t984 . I-f oriL;)fJtltl 1 ~.~tt(l1 for ch~ .::ont\mIOU~ produ("tioH of elll:uwl b~' Yl,a);t~ im"i}lOblHl.eJ in \,l<:'':!,:t.i.P . BioUchrloi. Letters 6 :: 4il5··no,
Netto, (:.B " A. Dc;;uulta ut and G. GlJj\;a. 1985 . Etlwnol n." rm';" l1t,ltlO;! by n~ln~IlJat\n g Y:.1ast: P~', rfO[ml\.l1':":(: and "Labi lity d~p\~l1de!icc on a l:Ii th;ul fettth1f1ta ti ~Jfl rate . !Jfotf:ch1Iol.
l.euus 1 : 355-360 P(li)ti·'ems.. C:.R. , LA. AlcantarJ and EJ . del RO$~.fjO . 1978. Acid suc;.: nari.ij,;-.Jth.·n tHUS llkohoi
frm!tnt "HUll of Hl}xi~"(: banana frui"h. Pllii. J. Cr~){) Scicn,;~: 3; 15 3" '15~t rri1l'.x~. lJ"i . ",lid JJt. f::brlord. 1982. ContinuQUS tower t\.mnentariotl f,!r puwtr erlu<lol t:\Jo{fuc
l IOn. R:Olechnol. L errer5 4: 26J-26i'\. Rnmh"c:,;., A , .) ;H~ ~L.i. liolldarel. t983. ContinuQui> pn:xillction of eHHlnol 011 o",.;-,t juice b~" t1
fi 0cc.ulnll t stl ui.11 of S(/c~~hm·omyc('s ceraisiae. Bioteclmol. {,eUe!'! S ~ 659·664, Robhh llfi. C".V{ ,. ~L ~h) :)··"{ <.J u ng and J. Lilnptey. IY8"l . EtlwntJI p roouc tion by lmmobluzeJ
yeast ('dh in ~ pllcked toWN. In Ad\'anc~~:> in Biutedmology {~L MOI,.Y\lU Hg. ed; Vol H ht\11s., Ch('rnkal~, Food!> tind Wa~te Trea tmen t, Perp.\Hwn VT'!S:::;, P{l , lOS-Il L
Ryu. Y,W .. J.1\!. N;IV,Hro and C. Durand. 1982, CUI"npa.tative study of $thanol produ.:ticn by an imn; obilJ7;~d yeu:-; t in i;i tllbuia r n~:achH" and in ~ m\lll:istage rcac.tor . Em, .1, Applft:d Mlt:robio( 8iorljdmo!. 15; I-a.
s,jv;ltamu!1. n., B. S\,cianuna Rao. A,V. rundle. lmd C. Slvaratnlln. Ccntimtous t;:t!t:lI\ol production by yeast f('US itI111101)i1.ilCd in o pen pore gekitin matrix. 4: 359-364.
faguchi , H. 1982. Ren.'1lt topics of ethanol femwntation in Ja panese in~titutions . ProF.;. Regiollal Work"hop un the TechnoL of Fuel Atcoiwi Production. UPLB, Collegt'-, Lnguna. Ott. 25~30, 1982. pp. 77"120.

del Ro~ario er oi., Contimlolls-Flow Fermem,ti,ion of Sugar
Taniguchi, M., K Wakamiya, M. Tmchiya, R. Matsuno ,Uld 1'. Kamiklibo. 1983. Eul'. J, Appl. MicrobioJ. Biorechnot. 18: 20 1-106.
WadOt, M" J. Kal;) and 1, Chlbi1~il . .198 1. Continuous production of e1:hanol in high conccn'ru· l ion umn}?: immobilized growing yeasts (;:'i!lls. Ern- J. Appl. Microbial. Biotf.>cJwo/. '1 (2): 67-71.
Wan!:;, D.1.e" C~L. Cooney. A",L Demain. P. DunnJl , AJ2. Humphrey and M,D. Lilly. 197Q. Fermentation and Entym~ Tcchnoh .. 'gY. John Wiley and Sons, ~~\ ... York.
Tllb l(> 1. ComimlOus--flow ethanol fcnm.'l!«l1ion PUIi;lTIt'Kr:; for JlutfJCfl\~$upplc mentcd SllgJ-1Qlne mola~scs
Specific Sper:ijic Erhanol Sugar Prvduc·
,5; ~;:Il.'" Re~'ldil(Jl SUiNt Ellioi/ol Up!4kt' rion if/.nAt (u,,"'!!!1- Foul! Urohol Su .. zor U: ili· rield Fennell · VOIUIfWlr1C Rate. Rale, y'east r'<1j i •. 1fI !- r<nnr:iI- DiI!/tim; C()Hf't-'t: - ('OI'/;:t'tJ- :;afi<JIj Cot-'!/i- lotion Prodtu;· Q, Q
Corlditfon .. l.oadif16 {if Fecd !';.tiOf/ Ret! ' :ril lior. rrorkm i~'j/ Cl~'I(1 EJii- Th'ity (gig·Ii,.; /g/K-~r) (g/ I) (Si/.! Jim.:: (Ii .... • ! ,gi l; (1:/i) ,'05 (f{/gJ ciellc.'· (~1; (xi i-I", O($(l-SrJ OP
~
X , /days/ IJ p 5 ,\'1) }- - ~L fJP ---. -- --~~ - 2 'u . , Pt·) X X ;;;
tJ. 51 0 c -_._-_ .. _- ---- .---- - _ .•. ---_._------ E'
A. Typt' or Suppurt ~ Z
L K~HageCn;}n JO ::01'1 h7 ;;. 167 77.2 33_ 1 83.4 .463 9{U 12.9 o_93 0.43 :0
2_ Sawdust .tnd ~
.. -carrageenan =-» 11 : I) ~2 ~UI' "b 0 14"1 ::;';i.':I 3k:' l'\O.6 t.I ,J6(i 7 I " n l.l)8 0 .39 -,
~
3. ' tpil-ipiJ' Shalli ng.~ ~
" and Sa.wdu~t ~ II : 1) 17 2/)0 l.l 0 _12'4 5~.5 ;;'7 Lf 71.0 0.411 80.7 ? .2 1.04 1).41
'" 4 _ " pil-ipir Sawdust 1~ .:!(It) 24 ll.! }I, 5:H~ 73.5 63.~ 0.-125 83.4 U 0.96 0.4 1 '" ~. ' . .-.... - .---~- . ,------- - .. ~------.---.--. -.-.--~.-- -- - ~------~-- .. -- ~
B_ Feed P(im~ll!jl"t i o ll 0 ,-
I. b~h:'!mil.l.'d Jll 2hr) • :!. \11 7 xV I IH 9o_" O.4Rl 94 .3 13.4 0 .9[, (1.44
2. Non-pll:>lCllri.f.l'd 31i :'00 , O.J tJ; 78.S J i,4 ~4.~ 0.453 R~.8 11.8 U_87 O . 4~ --_._-_ .. _--_ ._ ... -_. .. --.. -----~--.- . __ .... -- -- --- ,- ., _'_OT_. __ · __ ___ ._"
--.--.----~---~----.----~----. - _._-C. Nutric-nt Addilinl1
I. Rt-agcnl gr<ldc nlllril':n"~* 3lj ){III 1.1 ' ~.! 67 i)! j 31.4 H4.J U.47K 9 .~. 7 13.6 0.93 0_45 , 1.0 !!il .-(Nil. >:! I<PO. i fert illzcr ;;!:id(') 3i: 2iJl ) ! 1 !I.l67 77.1 36.2 ~ 1.9 o 4 JH 92.2 12.9 0_9 1 0.43

Table J. ConUnuous-rlow ethanol fermentation p3r;lm~ter:; for nUlrienl-~upplcmen tcd sugarcane molasses -- - .. - -- ~-
Spec(fic Specific Ethanol
~ Sugar Produc-SligOI' Residual Su.(Oy Ethanol Uptake lion
[lIitwl Ct1nCf'tI - Total Alcohol Sugar Utili- Yield fe nnell- Volumetric Rote. Role. "" Y"Qst IratiOIl FaUlen· Dilution COlleen- COlleell- zation Coelfi· tat ion Produc· Qs Qp :>.
C01:ditio/l • LQ(Jding of f"ec?d (alioll Ra le trolio" trl1rion 1%) cient t"ff;· til'icy (g!g-hr) {glg-Itr) " 0 (gi l ) (g/ J) Time (hrl) (gil; (g/I) AS (gig, ciene), {%j Ix!I·II,) .DISo·S,) DP ~
X So (da)'s) D P S, So Yp/s Ypls X X 5' - ' {-
" 0 .. 1 ~ ~
3. No Addt:d ,.., 0
nutrient 30 200 I I 0. 167 63.9 42.6 78.7 0.469 92 .0 Il.l 0.87 0.36 ;; 5'
~-.--. -.- 0
D. Effect of 0
!. Tempclatulc :ij I. 42"C 22.6 150 5 0.167 46.4 48.4 67 .7 0.456 89.4 7.8 0.75 0.34 • 2. 3WC 22.6 150 5 11 .161 62.4 16.8 . 8.8 0.469 92 .0 10.4 0.98 0.46 ."
!l "._----------_ .. _,,_. -." 3 L Effect of Dilut.ion
~
;; ~
Ralc 30 20<) 5 0.125 95.4 4.2 91 .9 00487 95.5 11.9 0.82 0.40 g-30 200 5 0.131 89.0 l2 .7 93.6 00475 93.2 11.7 0.82 0.38 ~
0
30 200 5 0.167 HO.4 30.M 84.6 0.475 93.2 13.4 0.94 0.45 -,
'" :\(1 200 ; 0.250 62 .8 49.6 75 .2 0.416 81.9 15 .7 L.25 0.52 " ----~--.--. ._---_._-_._-- ~ *Ex,~ pt for A, aU (',xpcrimen t:.; uscd k-CHITt'lgeenan as support materia l.
11.4 gil Kill P04. 1.0 "il IN1l4i2S04. 0.25 gil MgS04
:;; ~
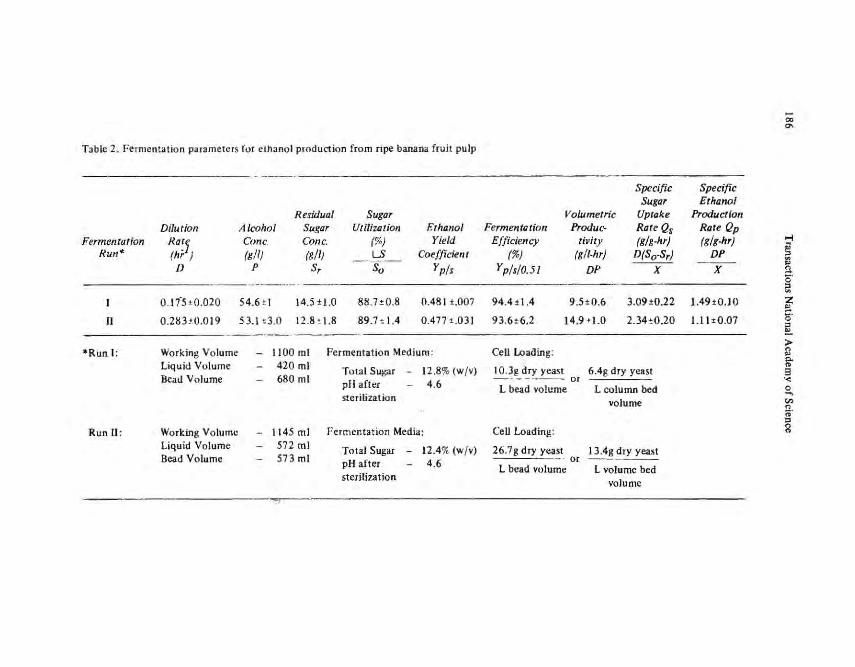
Table 2 . Fermentation parameters fur ethanol production from ripe banana fruit pulp
---_.
Residual Sugar Dilu tion Alcohol Sugar Utilization F.thanol
Fermentation Ra'f Cone. Cone, (%) Yield Run* (hr ) (g/I) (g/I) L..5 Coefficient
D P Sr ---5;;-
Yp/, .-----.~ ..
0.1 1'5 ±0.020 54.6 ' 1 14.51 1.0 88.7±0.8 0.481 ' .007
n 0.28310.019 53.1 t 3.0 12 .8 ±1.8 89.7= 1.4 0.477 1.031
·Run I: Working Volume - 1100 ml Fermentat io n Medium: liquid Volume 420 ml To tal Sugar 12 .8% (wlv) -Beall Volume 680ml pH after 4.6
sterilization
Run U: WOfking Volume - 1145 ml Fermentation Media: Liquid Volume 572 ml Total Sugar - 12.4% (wl v) Bead Volume 573 ml pH after 4.6
sterilization
Specific Sugar
Volumetn"c Uptake Fermentllrion Produl? Rate Qs
Efficiency tivity (g/g.hr) (%) (g/I.hr) D(So-Sr)
Yp/, /O.51 DP X
94.4 .1.4 9.5. 0.6 3.09.0.22
93.6,6.2 14.9 ' 1.0 2.34 . 0.20
Cell Loading:
1 O.3g dry yea~t 0 '
6.4@ dry yeast
L bead volume L column bed volume
Ce ll Loading:
26.78 dry yeast 0'
13.4g dry yeast
L bead volume L volume bed volume
Specific Ethanol
Production Rate Qp (g/g./rr)
DP
X
1.49.0.10
1.1 1,0.07
co
'"
... ~ !l 0-a z • 5 §.. > n Ii' 9 .< 0 ~
'" ri· = g
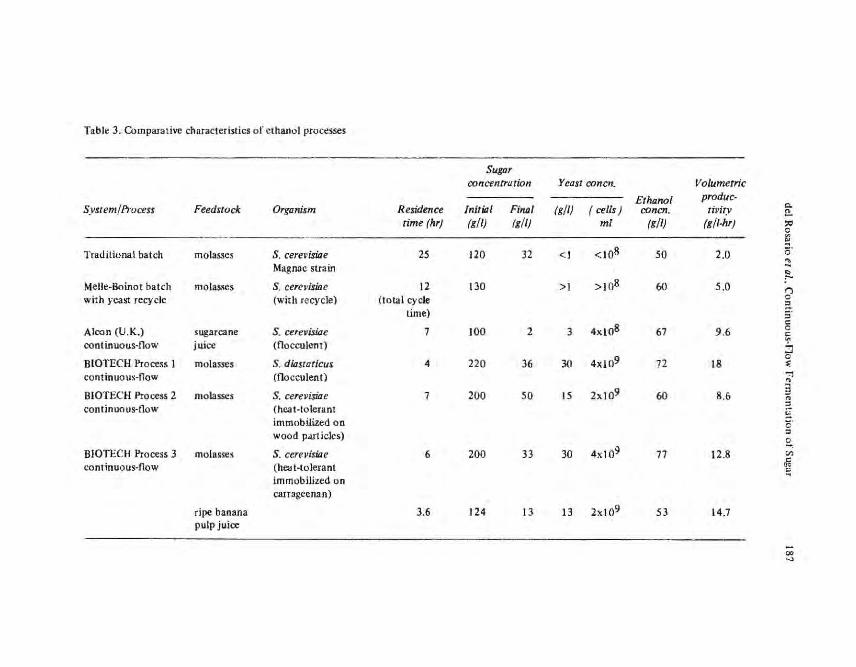
Table 3. G>mp8I3tive characteristics of ethanol processes
Sugor concentration Yeast ClJncn. Volumetric
Ethancl produc· Sy!tem/Process Feedstock Organism Residence Initiol Fintll (g/I) ( cell,) COnen. tivity Co g.
rime (hr) (g/I) (g/I) ml Ig/I) (g/I./v) '" 0 ~
Traditional batch molasses S, cerevisiae 25 120 32 <I <108 50 2.0 S' Magnac strain ~
• Melle-Roinot batch molas.'\es S, cerel'/slae 12 130 > lOS 60 5 .0
!" > 1 G' with yeast recycle (with re.cycle) (total cycle
" lime) S·
Alcon (U.K.) sugarcane S. cefetJisiae 7 100 2 3 4xlOS 67 9.6 § c
continuous-flow juice (flocculent) ,. :I
BIOTECH Process 1 molasses S. dltl$(Qricu, 4 220 36 30 4xlO9 72 0
18 .. continuou .... -flow (flocculent) .." • BIOTECH Process 2 molasses S. cerevisiae 7 200 50 15 lx109 60 8.6
3 ;;
continuous-flow (heat-tolerant " ~
immubilized on ~.
wood particles) • 0
4xl09 -. BIOTECH Process 3 molasses S, cerevi$iae 6 200 33 30 77 12.S '" continuous-flow (heut-loleranl ..
!; immobilized on carrageenan)
ripe banana 3.6 124 13 13 lxl09 53 14.7 pulp juice
QO ~


del Rosario ct 01 .• Cont inuous-fo'low Fermentation of Sugar 189
Perfecto Q. Flor, Discussant
Continuous fermentation of sugar into ethanol using immobilized yeast is basically a new process in the field of fermentation . The use of wood sawdust and shavings, and K-carrageenan has been reported by several workers from Canada, Japan and U.S.A .. However, the work of Dr. del Rosario ef al. is supposed to be the first in the Philippines. The use of ipil-ipil sawdust and shavings showed to be poor in containing the yeast cells, precisely because we have to depend only on the amount of yeast cells that are physically trapped in the wood pores_ Wood sawdust and shavings could be a good immobilizing agent depending on the pretreatment process. One is by mild alkali or acid treatment process. This is (0 improve the texture , to remove some of the protein materials if present, and to loosen up the fibers to give way for a better entrapment.
K-carrageenan gel is undoubtedly a very good matrix for yeast entrapment. In fact thjs material could withstand rigid environmental conditions making advantageous for yeast immobilization. The disadvantage of this medium is that it allows the yeast cells to grow or multiply causing the beads to break , and in the long run freeing the cells into the fermentation medium.
The economics for continuous fermentation opemtion should be mOre carefully studied especially on the energy side of the process. We calU101 go into con· tinuous femlentation operation process unless the system is closed. i.e. everything must be sterilized. Continuous f~rmentatioI1 by immobilized yeast would un· deniably help in preventing contamination because of high ceU loading and fa ct ferrnentatlon .
Lydia M. Joson, Discussant
Fermentative ethanol product jon can be accomplished by either batch or continuous process. Most distilleries, however, not on ly in the Philippines but throughout the. world operate by batch fermemation process . The process has not changed much from what had been successfully practiced thoLL~nds of years ago and handed down from generation to generation.
Although the batch process is be,..t with many problems (Le., low cell con· centration I~ading to long fermentation time ; hjgh volwnc ofJow concentrat ion of saccharine material to be [cmlented to overcome subst rate and end product inhibi tion; high energy consumption in the disliUation due to low alcohol content of the beer; and the continual start lip and shut down inherent in the process , which all leads to low producti;-ity) akoho! yields of more than 80% can be attained even fermentat ions are carded out in apparently primitive ways.
It was only in the 1930's when improvement in [he process was made. To overcome the low cell concentration, Boirlot of Melle Distillery in France recovered the yeast and partially recyded it after treatment with acid to a new batch to
190 Transactions National Academy of Science
provide a more concentrated cell mass. The pioneering work of Boinot gave birth to the Melle Boinot process extensively used in Brazilian Distilleries.
As given in Table 4 of Dr. del Rosario's, productivity was increased from 2 S/I/hr in the traditional process to 5 g/I/hr in the Melle-Boinot process. This, however, could still be increased two- to four-fold by the application of continuous fermentation process as in the Alcon process and Biotech Process I. respectively.
Guidobani (1984) reviewed the commercially available continuous processes into two major headings:
A. Simple Tank Fermenters
I. Alcon Process - maintains the yeast in high concentration (IS to 45 g/I day matter) by cell recycle. The fermenters are stirred by pump recirculation to provide adequate mass transfer between yeasts and feedstock in use.
2. Tate and Lyle Process - is very similar to the Alcon process. The basis of the process is a single-stage fermenter with yeast separalion and recycle without the use of any moving parts (presumably a gravity settler) made possible by the use of yeast strains which are highly fiocculant and exhibit high alcohol tolerance.
3. Inter-loop process - a single fermenter followed by two gravity decanters in series.
4. ATPAL (Atkins Power Alcon Process) features a novel, fully integrated fermentation and distillation system that operates continuously. Only about one fourth of the energy equivalent is consumed in the integrated process.
5. Biostill Process of A1f.·Laval - another integrated fermentationj distillation process using concentrated feedstocks.
B. Cascade Fermenters in Series - a bridge between traditional batch and truly continuous Cell Sedimentation Stirred Tank Reactor fermentation process. Fermentation plant usually consists of between five and seven production fermenters connected in series.
I . Vogelbusch 2. Technipetrol S.p .•.
The constraint of cell w3sh..out in the continuous process using free living ceU, is encountered when high dilution rate is used to attain high productivity. This is eliminated when cells are immobilized as in the BIOTECH Processes 2 and 3. Carrageenan and alginic acid which are easily available in the Philippines are two carriers usually employed in cell immobilization. The former is obtained from Eucheul1Ul cotton;; while the latter is from Sargassum_
The productivity of Dr. del Rosario's process could still be improved by modification in the immobilization process. Wang and Hettner (1982) were able to further increase the productivity by 50% by trapping tricalcium phosphate crystals into the intmobilized yeast cell in K-carrageenan. The co-existence of yeast cell and

del Rosario e{ 01 .• Conlinuous·flow Fermentation of Sugar 191
tricalcium phosphate in the material resulted in sustained viability through internal pH control, increased cell loading, greater settling velocity and enhanced produc· tion. On the other hand, Fang et al. (1983) immobilized Saccflllromyccs forma· sensis in sodium alginate and sands (2:1) and obtalned maximum productivity of 116.34 gli/hr at a dilution rate of 4.2h·1.
References
Fang. B.S .• H.Y. Fang. C.S. WU and C.T. P-dn. 1983. High productivity ethanol production by immobilized yeast (.'Clls. Biotech and Bioeng'g. Symp. 13: 457463.
Guidobani. G.E. 1984. Continuous fermentation systems for alcohol production. E'nz.vme Microh. Tech. 6: I 94· :WO .
Wang, H.Y. and D . .1 . Henner . 1982. ('ell immobilization in K- c:uragecnan with tricalcimn phosphate . BiotechnoL Bioeng. 24: 1827·183).
Pham Binh Chay, Discussant
AJcohol has long been produced from molasses for industrial use . In develop· iog countries, significant improvement in ethanol production technology are necessary to reduce production cost and make ethanol available in large amount as fuel and chemical feed stock. Various innovative te,chniques like continuous fermentation with recycling and ceU recycling have been investigated.
Adoption of some of these techniques in the Philippines , where bat ch fermentation is being used for ethanol production , would requuc complete over· hauling of the present set up of distilleries resulting in enormous capital investment.
In this context. the technique of continuous flow fermentation in which yeast can be maintained either by immobilization or natural sedimentation (cell recycling) was undertaken by Dr. E. del Rosario's studies on ethanol fermentation to exploit its potential using S. c,erevisiae for increase ethanol production.
There are many valuable data given in the study for the application of the fermentation processes and design criteria for scalc~up. First, the optimization of the process using two important agricultural products. banana peels and molasses. an agricultural waste product and an agricultural by.product. respectively. Second, the use of locally available nutrients inslcild of the imported ones and third, the different modes of preparation of the substrate and also the use of the different types of bioreactors.
The ,wthor was able to study in detail valuable process parameters and data evaluation primarily for design and scale·up. Although the continuous process has shown promise , it has few industrial applications for ethanol. It may be useful for laboratory scale only as it is not used in induslIial scale. The industrial fermentation process industries of Brazil use instead the fed·batch process for ethanol production.

192 Transactions National Academy of Science
I still have some doubt about the BIOTECH process (Figure 4). If this process will eventually scale·up, the energy consumption is very high for maintaining this process. Another observation is in BIOTECH process 3 (Figs. 5 , 6). If this process will eventually scale·up to for example 50,000 Iiday of anhydrous alcohol, the maintenance of the tank containing the substrate after sterilization may pose a problem due to contamination. According to Figures 5 and 6, this tank also contains nutrient supplements for the substrate. This may cause the reduction of sugar concentration as nitrogen components of the supplement would interact with sugars resulting to browning and consequently reduce sugar concentrations.
It was shown in the results that residual sugars in process 3 is very high which means that the ethanol produced must have inhibited further conversions of sugars to the ethanol produce. Therefore, I suggest that economic feasibilities of fermentalion system should be undertaken before scale·up of BIOTECH process 3 should be done.


















