
COMPANY PROFILE - RuCEM.RU PROJECTS WITH COST BENEFITS ( 2005 – 2008 ) Chain bucket elevator...
21
1 WELCOMES THE DELEGATES & PARTICIPANTS OF Excellence in Energy Management -2008 COMPANY PROFILE Vasavadatta Cement is a unit of Kesoram Industry belongs to B.K.Birla group of companies. It has state of art Cement Plant of 4.10 MTPA locate d at Sedam in the state of Karnataka. We have three lines in operation. Our Line –4 is under erection & as per schedule it will start in first quarter of 2009. We have Three Capti ve Thermal Power plant with 15 MW , 9.0 MW & 17.5 MW capacity each and 4 th unit of 17.5 MW is under execution. Our products are 43 Grade Vasavadatta Super , 53 Grade Vasavadatta Super & PPC Birla Shakti .
Transcript of COMPANY PROFILE - RuCEM.RU PROJECTS WITH COST BENEFITS ( 2005 – 2008 ) Chain bucket elevator...

1
WELCOMES THE DELEGATES &
PARTICIPANTS OFExcellence in Energy Management -2008
COMPANY PROFILEØ Vasavadatta Cement is a unit of Kesoram Industry belongs to B.K.Birla group of companies. It has state of art Cement Plant of 4.10 MTPA located at Sedam in the state of Karnataka.
ØWe have three lines in operation.
ØOur Line –4 is under erection & as per schedule it will start in first quarter of 2009.
ØWe have Three Captive Thermal Power plant with 15 MW , 9.0 MW & 17.5 MW capacity each and 4th unit of 17.5 MW is under execution.
Ø Our products are 43 Grade Vasavadatta Super , 53 Grade Vasavadatta Super & PPC Birla Shakti.
2
0.384Switching off circulating pump at R/M & Cem.Mill of unit –3 polycom LRS
5.
25.0 TPH Increased
Reversing the HR separator rotor direction of rotation.
4.
0.35 By-passing the HR-grits to mill. 3.
0.054De rating of PC firing coal bin dust collector fan motor.
2.
5.0 TPH Increased
Addition of Gypsum to polycom1.
Savings Description SL No.
PROJECTS WITH VERY LESS IN HOUSEINVESTMENTS ( 2005 – 2008 ) Rs. Lacs

3
PROJECTS WITH COST BENEFITS( 2005 – 2008 )
1.4025.0Chain bucket elevator replaced with belt bucket elevator in Packing plant –1(**)
4.
1.644.0 Installation of refrigerated air dryers at unit –1 & 2 packing plant.
3.
7.10
83.74
Investment
9.17Energy saving & Optimization of compressed air supply in pre heater –1 & 2
2.
9.0Installation of belt bucket elevator for kiln feed in line-II (**)
1.
Savings / Annum
Description SL NO
Rs. Lacs
** - B/E Chain ,Head & Tail drum , & Sproc ket replacement was due so Belt B/E ins talled.
PROJECTS WITH COST BENEFITS( 2005 – 2008)
13.230.0SPRS system for unit –1 ESP fan 8.
20% Fright charge
25.0Cement loading in open wagon with existing loading machine.
7.
2432.00120Conversion of Cement mill to Raw mill.6.
Nil
Investment
50 ton of clinker per day
Installation of Kiln Control System for Unit –3 Kiln.
5.
Savings / Annum
Description SL NO
Rs - Lacs

4
TOTAL SP. POWER CONSUMPTIONTOTAL SP. POWER CONSUMPTION ONONCEMENT (UNIT CEMENT (UNIT –– I,II,&III OVERALL )I,II,&III OVERALL )
69.874.2 72.3
75.0974.00
80.0 80.0 79.00
50
60
70
80
90
100
K
W
H
/
M
T
3.399
3.399
00- 01
BETTER
01- 02 02–03 03-04 04- 05 05- 06 06- 07 07- 08
**
**Power Consumption Till 06 – 07 is only for Unit-1 & 2 Power Consumption For 07 – 08 is for all the Three Units.
TOTAL SP. POWER CONSUMPTION TOTAL SP. POWER CONSUMPTION OF UNIT OF UNIT –– I ,II, & III (ON PPC )I ,II, & III (ON PPC )
73.0
66.262.14
66.8 66.0668.41
73.9
80.4
50
60
70
80
90
100
K
W
H
/
M
T
3.399
3.399
BETTER
01- 0200- 01 02–03 03-04 04- 05 05- 06 06- 07 07- 08
**
**Power consumption Till 06 – 07 is only for Unit -1 & 2 Power consumption For 07 – 08 is for all the Three Units.

5
796
757
727 725715 709 712 706 711
640
680
720
760
800
840
Kca
l/Kg
Clin
ker BETTER
SPECIFIC FUEL CONSUMPTION OVERALL
02-03 03-04 04-05 05-06 06-0701-0200-0199-00 07-08
Average15.5018.7920.11R Mill –25.
Below Avg.11.5316.3720.03R Mill –14.
Above Avg.17.0525.8217.05Kiln –23.
Remarks by CMA
Best in group
Avg. in Group
Above Avg.
Above Avg.
14.2223.3916.59Kiln – 12.
0.402.00.99Crusher1.
VC Value
SectionSr.No.
BENCH MARK DATA PUBLISHED BY CMA( Jan – Mar 2007 )
Electrical Energy ( Kwh / Ton of Material )

6
Above Average
673.0753705Kiln –29.
Best in Class
701743.5708Kiln –18.
THERMAL ENERGY FOR BURNING ( KCAL/ Kg OF CLINKER )
Remarks by CMA
Best in group
Avg. in Group
Above Avg.
Best in Class
19.4926.7023.05Cement Mill-27.
23.5431.9625.11Cement Mill-16.
VC Value
EquipmentSr.No.
Capacity Utilization

7
Unit –1
PolysiusPolysiusPolysiusPolysiusSupplier
107105.5100120%Utilization
150191402400Present Capacity
140181402000Installed Capacity
Cem.MillCoal Mill Raw MillKiln
Unit -2
PolysiusPolysiusPolysiusPolysiusSupplier
95112100144% Utilization
200272603600Present Capacity
21024210+502500Installed Capacity
Cem.MillCoal Mill Raw MillKiln
8
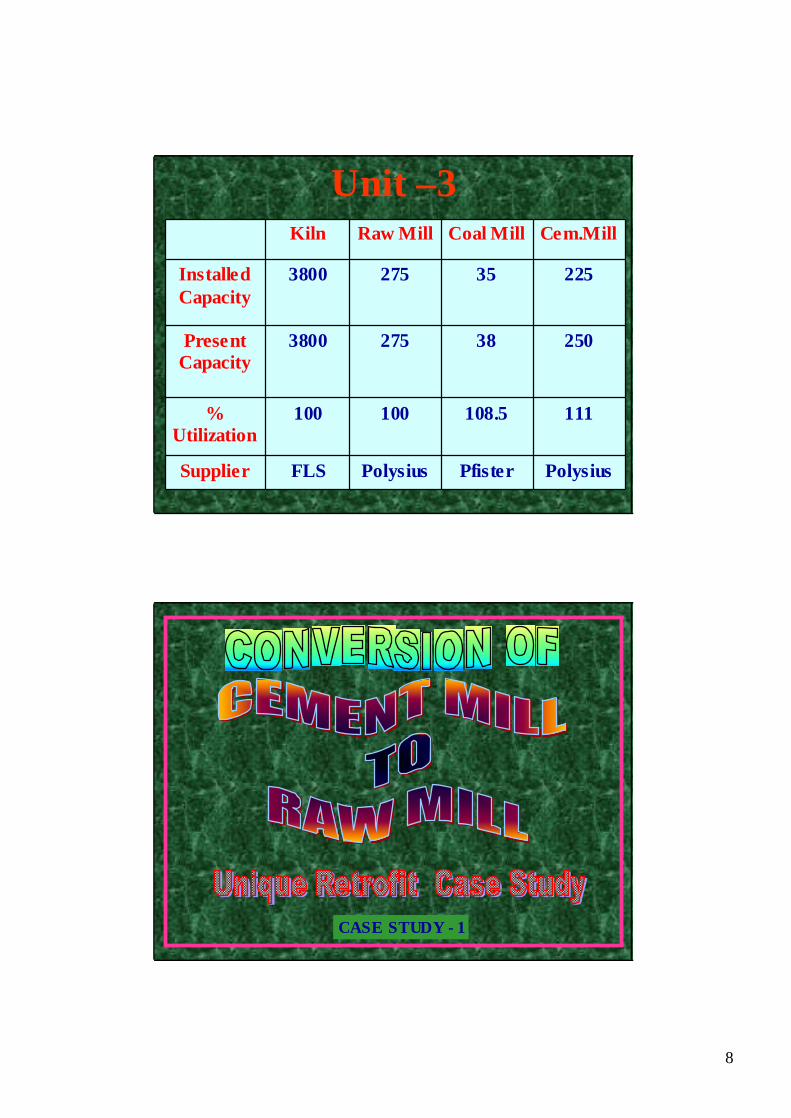
Unit –3
PolysiusPfisterPolysiusFLS Supplier
111108.5100100% Utilization
250382753800Present Capacity
225352753800Installed Capacity
Cem.MillCoal Mill Raw MillKiln
CASE STUDY - 1

9
PROBLEM : - RAW MILL POLYCOM ROLL SLEEVE GOT CRACKED.
•A Major breakdown of Raw Mill Polycom Roller was reported on 7th June 2007. On inspection it was found entire moveable roll sleeve got cracked through out the length.
•Polysius informed non availability of Spare Roller.
•Delivery period of new Roller was approximately 12 months.
•Plant was stopped due to non availability of Raw Meal.
PREMATURE FAILURE OFPOLYCOM ROLL SLEEVE

10
BRAIN STORMING
A Meeting of all Executives under the leadership of Sr.President and President was held to discuss following.
a) To get replacement from Polysius at the earliest.b) To find out alternative means to start plant.
It was decided after lot of deliberation to see possibility of converting Cement Mill No.3 to Raw Mill and start clinker production at the earliest.
CHALLENGESTo Run Cement Mill as Raw Mill following were challenges.
1) Limestone and additive feeding to Cement Mill.
2) Drying moisture of Limestone.3) Modifications required to convert Cement Mill.
4) Transportation of Raw Meal from Cement Silo toRaw Meal Silo.

11
22.08.2007Raw Mill-3 restarted.12.08.2007New Forged Roll received12.07.2007Clinkerization started
23.06.2007Cement Mill-3 converted to Raw Mill
07.06.2007Raw Mill Polycom Roll Sleeve cracked on
SEQUENCE OF EVENTS FOR UNIT-3 RAW MILL ROLL FAILURE
AND RESTARTING OF UNIT-3
Limestone Transport by Truck Limestone from Reject Hopper
Two Belt Conveyors for transportation of Limestone
Limestone to CementMill DBC
TRANSPORTATION OF LIME STONE

12
Hot Air Generator to dry Limestone
HAG connected to HRSeparator out let
HAG out let duct at Mill inlet.
DRYING OF LIMESTONE
View of Dense Phase placed below the Cement Silos.
Pipe line to convey the Raw Meal to Raw Mill Silo
TRANSPORTATION OF RAW MEAL FROM CEMENT SILO TO RAW MEAL SILO.

13
RAW MEAL TRANSPORTATION COMPRESSOR HOUSE.
We are very proud of producing Clinker by converting Cement Mill to Raw Mill within 40 days of stoppage due to Polycom Roll Sleeve breakdown.

14
BENEFITS
• Longer period Stoppage of kiln avoided. • With The raw meal produced by cement
mill we have produced 1.08 lac ton of clinker .
• A saving of 24.32 Crores .• A perfect time gap filling proposal.
CASE STUDY - 2
• NO PROVISION TO LOAD OPEN WAGONS IN THE EXISTING WAGON LOADER
ARRANGMENT
PROBLEM

15
SOLUTION :SOLUTION :
• ADDITIONAL WAGON LOADER DRIVE FEED CONVEYOR FABRICATED AND SUPPORTED WITH FABRICATED STRUCTURE AND BAG DIVERTOR ARRANGEMENT.

16
BENEFITS:BENEFITS:
v IT IS DIRECT SAVING OF 20% ON FREIGHT.v EASY TO LOAD OPEN WAGONS.v LESS DUST EMISSION.v POWER SAVING OF 3.7 kW.v EASY FOR THE LOADING LABOUR TO LOAD

17
CASE STUDY - 3
Reduction of Harmonics at Design Stage
Previous Condition
6 - Pulse
TRF PCC I/C
6.6 KV
PCC
SFU
MCC
VFD 6-Pulse
Breaker - HT
LT - Breaker
LT- Breaker
00
00
00
VFD
00

18
6.6 KV
PCC St ar Delt a
HT - Breaker
00
Star
Delta
12 Pulse VFD
Present Condition
BENEFITS• Avoided Nuisance tripping of Electrical circuit
breaker.• Maintain the Harmonics level in current &
voltage well within the limit.• Avoided the 3rd ,5th & 7th more predominant,
Harmonics.• This is first time of it’s kind instillation in any
Cement industry.• M/s Holtec consultancy accepted that this is one
of the best configuration & know they have made this as Standard Configuration.

19
METHODOLOGY OF ENERGY SAVING / SUSTAINABILITY
Ø Awareness and training to employees for energy conservation .
Ø Periodic energy audit , continuous monitoring , review of targets & bench marks for energy consumption.
Ø Identifying potential areas & equipments for energy conservation.
Ø Implement , innovative Ideas / Modifications , Improvements and up gradation of the equipments.
Ø Process optimization to minimize specific energy consumption.
Ø Adopted the concept of TPM in the year 1997 .
Ø ISO 9001 , ISO 14001 and IS 18001 implemented .
ØMultifunction meters for power monitoringinstalled .
Ø All predictive maintenance tools are used tominimize break downs .

20
ENERGY MONITORING FORMAT
Specific Power Consumption for the date : 28/03/2008
75.081.361.0222.624.4620.8623.141.600.01
TotalMiscP.PlantCement Mill
Coal Mill
KilnRaw Mill
CrusherMines
29.5031.028.5Cement mill working days /month
680.55698.42684Cement mill running hours
148.6166.83104Cement mill out put rat e (Tons/Hr)
636.57728684Raw mill running hours
141.14146.63148Raw mill out put rat e (Tons/Hr)
30.031.028.5Kiln working days
716744684Kiln running hours
100107.42100Kiln out put rate (Tons/Hr)
Jun -08Best Achieved
Purta Section
Best Achieved Performance
Unit –1

21
- 0.65276.70276.049PPC Grade ---Nil Nil 53 Grade
- 1.4587.72686.27643 Grade Unit -3
- 0.02369.4269.40PPC Grade
+ 0.35185.73086.08153 Grade - 0.10179.64879.54843 Grade
Unit –2- 1.31366.09164.778PPC Grade - 0.98683.89682.90953 Grade
---Nil Nil 43 Grade Difference May –08Jun - 08Unit –1
Power Allocation for the month of June -08
VASAVADATTA CEMENT


















