CI Sponsorship/Champion Training - Atul Goyal · CTQ Tree Driver CTQ CTQ CTQ CTQ CTQ CTQ CTQ Driver...
33
Lean Six Sigma Sponsor Training Copyright © 2016 Magnetar LLC 1 0 CI Sponsorship/Champion Training © 2016 Magnetar LLC All Rights Reserved 1 - Black Belt - MBA, Northwestern Univ - Project management certification - Master Black Belt - Coached and trained 10 GB/BB candidates Green Belt Motorola - Warranty Reduction - 10% US$35M - Defect rate forecast Software reliability - Testing design cycle time reduction - NPI time to market reduction by 4 months - Escaped defects triage process Acxem Walmart - Web Marketing - Click through - NPI Process - Sales processes - Comm. Effectiveness - Click through - Web Traffic - Content strategy 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 Introduction: Atul Goyal [email protected] Mobile: +1 919 803 9184 -1-
Transcript of CI Sponsorship/Champion Training - Atul Goyal · CTQ Tree Driver CTQ CTQ CTQ CTQ CTQ CTQ CTQ Driver...

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 1
0
CI Sponsorship/Champion Training
© 2016 Magnetar LLC All Rights Reserved1
- Black Belt
- MBA, Northwestern Univ
- Project management certification
- Master Black Belt
- Coached and trained 10 GB/BB candidates
Green Belt
Motorola
- Warranty Reduction - 10% US$35M
- Defect rate forecast Software reliability
- Testing design cycle time reduction
- NPI time to market reduction by 4 months
- Escaped defects triage process
Acxem Walmart
- Web Marketing
- Click through
- NPI Process
- Sales processes
- Comm. Effectiveness
- Click through
- Web Traffic
- Content strategy
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
Introduction: Atul Goyal
Mobile: +1 919 803 9184- 1 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 2
© 2016 Magnetar LLC All Rights Reserved2
AgendaExpectations & IntroductionsSponsorshipProject Selection
Project TeamCoachingProject Reviews
- 2 -
Project Selection Tools
Scoping and Chartering
Project Charter Case Studies
© 2016 Magnetar LLC All Rights Reserved3
Typical Continuous Improvement Projects
Master Black Belt
Black BeltGreen BeltYellow Belt
Project Team
Composition
Green Belt Project
Project within Single-BU
Project Benefits
Upto $250,000 > $250,000
Project Duration 3 – 6 months 6 – 18 months
Black Belt Project
Complex Multi-BU Project
Yellow Belt
Applying CI to daily activities
1 month – 3 months
Upto $50,000
• For resolving basic deviation or business process problems
• Special Cause Variation
• Simplify Process
Business Problem
• Eliminate deviations and/or waste
• Special & Common Cause Variability
• Improve flow processes
• Reduce variability and/or waste
• Common Cause Variability
• Improve flow in processes
Coach
- 3 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 3
© 2016 Magnetar LLC All Rights Reserved4
Typical CI Roles: SummaryRole ResponsibilityBlack BeltGreen BeltYellow Belt
• Complete Technical Requirements of Project• Lead Project
• Schedule• Resources• Value• Scope• Enthusiasm
• Achieve Project Goals• Document project in Story Board format• Set up required meetings with team members, Coach and Sponsor
Coach (BB or MBB)
• Provide technical expertise • Meet with Belt at least 2x during each phase of the project for a technical review
Sponsor • Provide resources for the Project Team• Work with belt to remove obstacles or find alternatives• Issue resolution• Decision making at critical points• Reinforce schedule, resourcing, scope, technical elements• Ensure project documentation• Reward success
- 4 -
© 2016 Magnetar LLC All Rights Reserved5
Sponsor Role
- 5 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 4
© 2016 Magnetar LLC All Rights Reserved6
Expectations of SponsorsWhat is your current understanding of the expectations of Project Sponsors?
- 6 -
© 2016 Magnetar LLC All Rights Reserved7
Project Sponsorship
Senior business owners who sponsor projects, and whose role is to: Actively backs the programme.
– Ultimately responsible for success in their area. Identify suitable people and projects in their area. Approve, fund and facilitate project. Regular project tollgate reviews
– Address and remove issues and barriers– Provide critical thinking Assess improvement
– Measure & evaluate projects accomplishments
- 7 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 5
© 2016 Magnetar LLC All Rights Reserved8
Expectations of Sponsors
Sponsors ensure their Projects Are Successful: Own the success of the project and help deliver it
– Select the right people for the projects – Hold regular project progress reviews– Anticipate problems and provide appropriate help – See the role as a co-coach to the Master Black Belt
Be proactive in supporting the project– Cheerleader for the team, promote the project– Attend the kick-off team meeting and other key project meetings
- 8 -
© 2016 Magnetar LLC All Rights Reserved9
5keys + Committed Sponsors = Effective Change
Action PlanRecognitionMission Skills Resources Effective
Change
RecognitionMission Skills Resources False Starts
Action PlanRecognitionSkills Resources Confusion
Action PlanRecognitionMission Resources Anxiety
Action PlanRecognitionSkills FrustrationMission
Action PlanSkills Resources Gradual
ChangeMission
Project Charter BB / GB/ leader CommunicationHand picked
Team MembersProcess
- 9 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 6
© 2016 Magnetar LLC All Rights Reserved10
PROJECT SELECTION
- 10 -
© 2016 Magnetar LLC All Rights Reserved11
Starting Right – Project Selection
Project selection is critical because:– Successful & impactful projects (business impact) sustain the momentum
– The GB/BB training are dependent upon a project that can be completed in less than 6 months.
– Clear linkage to corporate objectives is a must…If you think you cannot spare your best resource to focus on this project… you don’t have the proper project.
The most common root cause for project delays is poor project selection & definition
- 11 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 7
© 2016 Magnetar LLC All Rights Reserved12
Starting Right – Project Selection
- 12 -
Projects will likely have greater success if… The project is linked to a critical business goal and will contribute
positively to the goal’s metric. The Sponsor cares about this work and wants to make it happen
(sustain focus) You can demonstrate how improvements could enhance financial
performance The Sponsor has the authority to commit time and resources
(prioritization conflict) There is appropriate organizational support A process owner has been identified
© 2016 Magnetar LLC All Rights Reserved13
Potential Sources of Project Ideas
- 13 -
Lab Investigations
Process Capability StudyStrategic Business Goals

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 8
© 2016 Magnetar LLC All Rights Reserved14
Project Distribution
- 14 -
Difficulty
Qua
ntity
Six Sigma Projects
Too HardTooEasy
“World Hunger”or
Boiling OceanProblems
Logic & Intuition
© 2016 Magnetar LLC All Rights Reserved15
PROJECT TEAM
- 15 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 9
© 2016 Magnetar LLC All Rights Reserved16
Process Owner
Typically supervisor levelWorries about overall process health Has responsibility to manage and improve a process Buy-in is essential to sustain an improved process
OverallProcess
Process 10 Process 20 Process 30 Process 40
Process Owner
- 16 -
© 2016 Magnetar LLC All Rights Reserved17
Process Owner ResponsibilitiesProcess owner responsibilities include: Regularly monitor and analyze process measures to ensure optimal
performance
Respond promptly and appropriately to data patterns indicating problems
Initiate improvement or redesign efforts as needed
Provide direction to those involved in executing process activities
Help resolve interface problems
Document changes in the process management system to keep it current and aligned with the changing environment
- 17 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 10
© 2016 Magnetar LLC All Rights Reserved18
How This Work Gets Done
Sponsors and Leadership Team
MasterBlack Belt
Team Leader(GB/BB) Team Members
Draft charter
Discuss/revise charter
Review &approve charter
Select project
- 18 -
© 2016 Magnetar LLC All Rights Reserved19
Identifying the Key PlayersFour major roles that need to be filled for a successful project. Black Belt Green Belts Master Black Belt Sponsor
- 19 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 11
© 2016 Magnetar LLC All Rights Reserved20
Project Roles and ResponsibilitiesBeforeProject
DuringProject
AfterProject
Team Leader
(Black Belt/Green Belt)
Review purposestatement withsponsor(s)Draft rest of charterSelect team
members
Manage schedulesLead meetingsCoordinate
CommunicationServe as liaison with
MBB, champion(s), and stakeholdersKeep recordsDo team’s work
See that documentationis completed and lessons capturedMonitor
implementation if appropriateUse improved
methods
Team Members
Participate in meetingsCarry out assignmentsHelp with team tasks
and logisticsContribute knowledge
and expertiseLearn necessary skills
and methods
Use improved methods
- 20 -
© 2016 Magnetar LLC All Rights Reserved21
Project Roles & Responsibilities, cont.BeforeProject
DuringProject
AfterProject
Master Black Belt
Assist Team LeaderHelp draft charter
Provide regular expert guidanceand coaching to Green Belt/ Black Belt and team members onskills and methodsHelp the team gather
and interpret the dataFor Green Belts, a Black Belt will
normally be assigned to them to provide additional assistance
Provide guidance asneeded
Sponsor Identify projects
and goalsSelect Black
Belt/Green BeltAssign MBBDraft problem
statement
Provide direction and guidanceReview team progressRun interferenceControl budget
Provide ongoing supportfor implementationEnsure monitoringPreserve lessons
learned
- 21 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 12
© 2016 Magnetar LLC All Rights Reserved22
COACHING
- 22 -
© 2016 Magnetar LLC All Rights Reserved23
Organizing Technical Coaching
Benefits of coaching: Projects will be completed faster
GBs/BBs will avoid major pitfalls
GBs/BBs can increase their understanding of the theory
We can help to sustain the Project Leader’s energy and enthusiasm
- 23 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 13
© 2016 Magnetar LLC All Rights Reserved24
Projects will be completed faster…
Coaching!
Organizing Technical Coaching
It’s not just about hints and tips It’s about guiding the direction that the project is taking BUT Belts that are struggling rarely ask for help!
Coaching!Coaching!
- 24 -
© 2016 Magnetar LLC All Rights Reserved25
Organizing Technical CoachingProject leaders will avoid major pitfalls Lessons you do not want your belts to learn ‘the hard way’… Check your measurement system before relying on your data
Baseline your performance before making improvements
Get the buy-in of key stakeholders
Other ?
- 25 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 14
© 2016 Magnetar LLC All Rights Reserved26
Organizing Technical CoachingWhat to plan: Who will provide the coaching ?
How frequent should the coaching be? (typically –every 2-4 weeks)
How to allocate coaches to projects? (may be based on geography, business unit or training wave)
How much coaching resource will we need?
What transition plan do we need? (from external to internal … for Green Belt projects, from MBB to BB coaching)
- 26 -
© 2016 Magnetar LLC All Rights Reserved27
Organizing Technical CoachingControlling the coaching process Track coaching activity for your GB/BBs
Know when each Belt has been coached – check that the frequency is adequate
Get regular updates on status of each project Which phase they are in Updated financials and business benefit
Poll Belts to check that they are happy with the level of support they are receiving
- 27 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 15
© 2016 Magnetar LLC All Rights Reserved28
The Sponsor’s Coaching Role
Drive the project forward (meet BBs every week, GBs every 2-3 weeks)
Look for potential problems, check the rate of progress
Sponsors are not expected to be Six Sigma experts – that is what MBBs are for!
Sponsors are expected to take responsibility for the success of the project!
We shall review typical issues that crop up in each phase of a DMAIC project
- 28 -
© 2016 Magnetar LLC All Rights Reserved29
Typical Pattern of Project Progress
There are times in most projects when progress seems to slow down. Detecting these times, and intervening to help remove the cause of delays, is
a key skill for Sponsors. Don’t rely on the GB/BB to alert you. Sometimes they seem to get used to
banging their heads against a brick wall!
Time
Progress
Intervention needed!
- 29 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 16
© 2016 Magnetar LLC All Rights Reserved30
PROJECT REVIEWS
- 30 -
© 2016 Magnetar LLC All Rights Reserved31
Define Problem Definition Process Mapping
Measure Gather and Display data
– Time Series Plot– Pareto Chart
Analyze Process Analysis Brainstorming Analyze Cause & Effect
Improve Generate and select
solutions Pilot and implement
solutions
Control Standardize and document Control Charts Evaluating results
DMAIC - The Analysis Methodology
Involve the right people
- 31 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 17
© 2016 Magnetar LLC All Rights Reserved32
Define
OutputsProcessInputs
Supp
liers
Cus
tom
ers
SIPOCProject Charter
Business Case
Problem Statement
Goal
Business Case
Project Scope
Roles & Resources
Schedules
CTQ Tree
Driver
CTQCTQCTQ
CTQCTQ
CTQCTQ
Driver
DriverDriver
Need
- 32 -
© 2016 Magnetar LLC All Rights Reserved33
Define Phase Project Review
Typical Pitfalls
Project will not get required support
Project scope too large
Defect not defined
Process owner resistance
No team accountability
No benefit or financial estimates
Useful Questions
What is the benefit to the business? How was the Project Scope determined?
What is your plan? What metrics will you use to judge the
performance of the project? How has the Process Owner reacted to the
project? (Sponsor must ensure this is taken care of)
Who is on the team, what do they understand their role to be, how much time will they give?
What approach was used to estimate the process and financial benefits?
- 33 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 18
© 2016 Magnetar LLC All Rights Reserved34
Management Gut Check
Would you be proud to talk about this project at a shareholders meeting? A customer conference?
Does the project have the resources it needs to succeed? Does the team anticipate any barriers to timely completion? Is this project still “a go” as is? Are there any issues, risks or items for decision at this point?
Next Steps When will the Data Collection Plan be ready for review? When will the data collection be completed?
- 34 -
© 2016 Magnetar LLC All Rights Reserved35
Measure
Data Collection & Operational Definitions
Gage R&R
Patterns in DataProcess Capability - baseline
SamplingSamplePopulation Data from Gage
Sample 1 2 Xbar Range
Part 1
Part 2
ResultCollectSetup
Time Series Plot
Patte
rns
Date
Cus
tom
er N
eeds
Defects Defects
Too earlyToo late
Completion Time
Lower Specification
Upper Specification
- 35 -
Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 19
© 2016 Magnetar LLC All Rights Reserved36
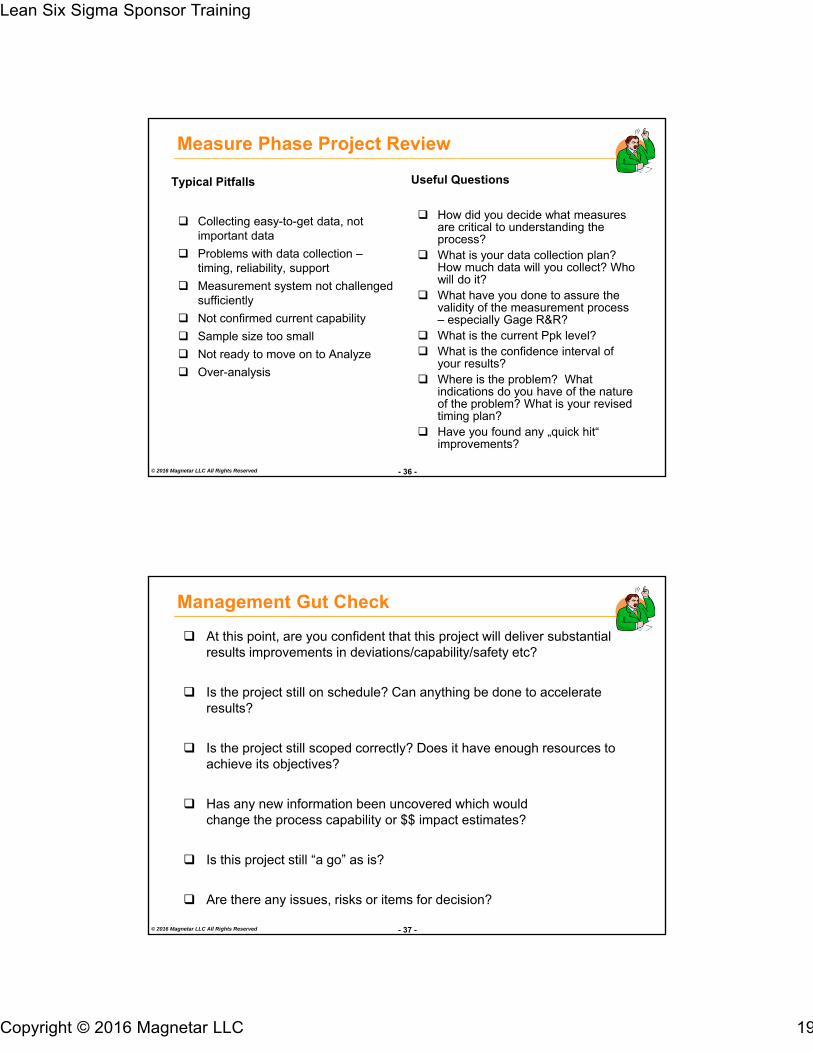
Measure Phase Project Review
Typical Pitfalls
Collecting easy-to-get data, not important data
Problems with data collection –timing, reliability, support
Measurement system not challenged sufficiently
Not confirmed current capability Sample size too small Not ready to move on to Analyze Over-analysis
Useful Questions
How did you decide what measures are critical to understanding the process?
What is your data collection plan? How much data will you collect? Who will do it?
What have you done to assure the validity of the measurement process – especially Gage R&R?
What is the current Ppk level? What is the confidence interval of
your results? Where is the problem? What
indications do you have of the nature of the problem? What is your revised timing plan?
Have you found any „quick hit“ improvements?
- 36 -
© 2016 Magnetar LLC All Rights Reserved37
Management Gut Check At this point, are you confident that this project will deliver substantial
results improvements in deviations/capability/safety etc?
Is the project still on schedule? Can anything be done to accelerate results?
Is the project still scoped correctly? Does it have enough resources to achieve its objectives?
Has any new information been uncovered which would change the process capability or $$ impact estimates?
Is this project still “a go” as is?
Are there any issues, risks or items for decision?
- 37 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 20
© 2016 Magnetar LLC All Rights Reserved38
Analyze
Cause & Effect DiagramsHypothesis Testing
Design of Experiments
Regression Analysis
X Axis
Continuous Discrete
Regression T-test
Paire t-test
ANOVA
Logistic Regression
Chi SquareY A
xis
Con
tinuo
usD
iscr
ete
X (input)
Y (output)
- 38 -
© 2016 Magnetar LLC All Rights Reserved39
Analyze Phase Project ReviewTypical Pitfalls
Lack of clear analysis logic
Collected data insufficient; additional data collection prohibitively expensive or discouraged
Jumping to obvious/convenient answers
Analysis ended before all vital Xs revealed
Useful Questions
What was the team looking for when the hypothesis was developed? How did the results of hypothesis testing lead to team conclusions?
How do you know that the evidence you have is sufficient?
If hypothesis testing was not used, how were conclusions determined?
How do we know the conclusions are accurate?
- 39 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 21
© 2016 Magnetar LLC All Rights Reserved40
Management Gut Check
Based upon controlling these critical factors (X’s) at their optimum levels, what would be the potential impact on the problem area? Are these levels realistic? (practical significance)
Are these learnings transferable across the business?
IF “quick hits” have been implemented, have you been able to quantify their impact?
Do you have any resource constraints?
Is the project on track for completion? What is the updated timing plan?
Are there any issues, risks, or items for decision
- 40 -
© 2016 Magnetar LLC All Rights Reserved41
Improve
EvaluatingGenerating
Running a Pilot
Y A
xis
A 4
B 1
C 3
D 2
Process Step Potential Failure Mode
Potential Failure Effects
SEV
Potential CausesOCC
Current ControlsDET
RPN
Actions Recommended Resp.
PSEV
POCC
What is the process step?
What can go wrong with the process step?
What is the impact on the customer (the effect on the big Y's)?
How
sev
ere
is th
e ef
fec
to th
e cu
stom
er? What causes the
process step to go wrong--what is the source of the failure?
How
ofte
n do
es c
ause
or
failu
re m
ode
occu
r? What are the existing controls and procedures that either prevent or detect the cause or the failure mode?
How
wel
l can
you
det
ect
caus
e or
failu
re m
ode?
Sev
x O
cc x
Det What are the actions
for eliminating or reducing the
occurrence of the cause, or improving
detection of the cause or failure mode?
Who is responsible
for the action? When should it be completed?
Assessing Risks
- 41 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 22
© 2016 Magnetar LLC All Rights Reserved42
Improve Phase Project ReviewTypical Pitfalls
Trying to improve too many things (lack of focus)
Rushing in the improvements Insufficient resources to implement
improvements Insufficient planning
Lack of buy-in from Process Owner
Lack of political support
Insufficient preparation for Control
Useful Questions
How did you prioritize the improvements to be made?
Do you need a pilot (if not, why not?) Do you have adequate resources to
complete the project? What is your risk analysis for the
improvements? What is you pilot plan?
How will you involve the process owner in the creation of the control plan?
What support or involvement do you need from your local management?
When will the team and you be ready to discuss the control plan?
- 42 -
© 2016 Magnetar LLC All Rights Reserved43
Management Gut Check Are any of the new improvements transferable across
the business? Is there a plan for sharing this best practice?
What are the practical implications of the solutions being recommended? (costs, resources, timing, impact, etc.)
Is the timing plan realistic?
Are the improvements attained sufficient? If not, should additional improvements be requested of this team or should a new project be chartered in this same area?
Do you have any resource constraints?
Is the project on track for completion?
Are there any issues, risks, or items for decision?
- 43 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 23
© 2016 Magnetar LLC All Rights Reserved44
Control
Continuous ImprovementControl Charts
Project Closure
Indi
vidu
al V
alue
Mov
ing
Ran
ge
- 44 -
© 2016 Magnetar LLC All Rights Reserved45
Control Phase Project ReviewTypical Pitfalls
Control Plan not accepted by process owner
Ineffective control plan or reaction plan
No reporting system in place to track improvements
No audit plan established
Useful Questions
Has control been turned over to the process owner? Has he/she formally taken responsibility for it? What have you done to ensure that this is permanent?
Why was the control strategy chosen? What is the Reaction Plan? What training requirements were there?
How will improvements be tracked going forward?
When will the improvement be audited?
- 45 -
Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 24
© 2016 Magnetar LLC All Rights Reserved46
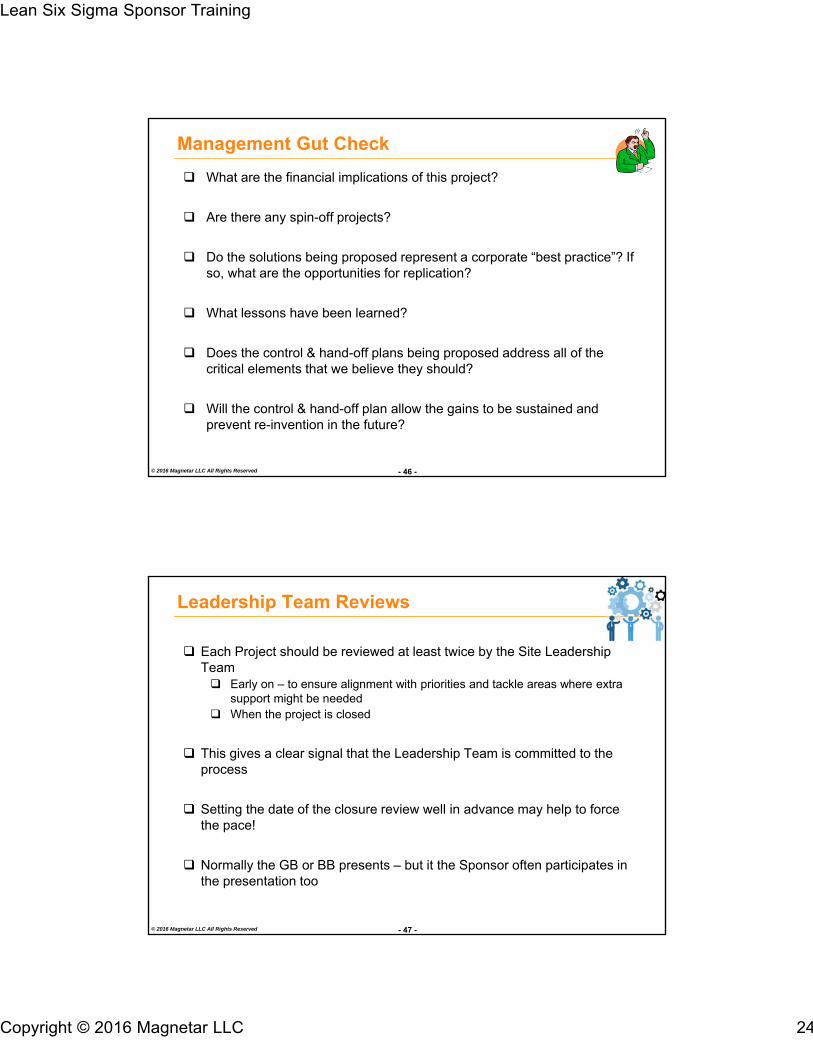
Management Gut Check What are the financial implications of this project?
Are there any spin-off projects?
Do the solutions being proposed represent a corporate “best practice”? If so, what are the opportunities for replication?
What lessons have been learned?
Does the control & hand-off plans being proposed address all of the critical elements that we believe they should?
Will the control & hand-off plan allow the gains to be sustained and prevent re-invention in the future?
- 46 -
© 2016 Magnetar LLC All Rights Reserved47
Leadership Team Reviews
Each Project should be reviewed at least twice by the Site Leadership Team Early on – to ensure alignment with priorities and tackle areas where extra
support might be needed When the project is closed
This gives a clear signal that the Leadership Team is committed to the process
Setting the date of the closure review well in advance may help to force the pace!
Normally the GB or BB presents – but it the Sponsor often participates in the presentation too
- 47 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 25
© 2016 Magnetar LLC All Rights Reserved48
How Long Should Projects Take to Complete?
Indicative timings for a ‘home run’ project: Define 4 weeks Measure 6 weeks Analyse 6 weeks Improve 4 weeks Control 4 weeks Total 6 months
Why does it take so long? Projects incur delays at various stages – data collection, data analysis,
availability of people or equipment
What can you do to help? Watch the project progress carefully. Look for opportunities to intervene if lack
of resource is becoming an issue. Few GBs and BBs can do enough on their own to solve these issues.
Make sure that GBs get technical coaching from an MBB or experienced BB
- 48 -
© 2016 Magnetar LLC All Rights Reserved49
PROJECT SELECTION TOOLS
- 49 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 26
© 2016 Magnetar LLC All Rights Reserved50
Project SelectionWhat Makes a “Good” Project?
• A lot of time can be spent debating whether or not an issue would make a “suitable” CI project
• In general, anything that can be called a “problem” can benefit from the DMAIC approach
• Easily the most important criteria in vetting projects is:
Is it important to the business?
… Adapt the DMAIC process to suit the project(not the other way round!)
- 50 -
© 2016 Magnetar LLC All Rights Reserved51
How do you Identify & Prioritize projects
TAC
TIC
AL
ST
RA
TE
GIC
PERCEPTION-BASED FACT-BASED
Driver Trees Process Management
Project ClustersBrainstorming
c us t om er r eques t
new produc t / c us tom er reques t and r equirem ent s s atis fied
c om plianc e r equir em ents s atis fied
Plan p ro d uc tio n
[ R] S iteLog istic sD ire ct o r
M ake an d rele ase pro du c t
[R] AP I Direc to r
Sh ip p rod uc t a n d c on f irm
c ust omer re ce ip t
[R] S it eLo gist ic sDirec to r
O bt ain ma te ria ls a n d a llo ca te
res ou rce s
[R] S it eLo g ist icsDirec t or
k now what t o m ak e and when, plus what res our c es andm at erials
m aterials , labour and pla nt avai lable to m eetpr oduc tion plan produc t avai la ble
for s hipping
m aterials, labour and plant available to meet production plan
produc t available for shipping
Prepare and approve plant docmentation
[R] TechnicalServicesManager
[R] QA Manager
Pre campaign operator training
[R] TechnicalServicesManager
Configure / prepare plant
[R] OperationalManagers
Ensure materialsare available for
batch
[R] Warehouseand Logistics
Manager
Manufacture batch and approve
documentation
[R] QA Manager
Test the batch
[R] QC Manager
Release batch
[R] QA Manager
proces s and equipment defined, compl iance requirements defined
plant and equipm ent ready for m anufacture
operators readyfor optimal m anufacture
c orrec t m aterials avai lable in the right p lac e at the right tim e
batch avai lable for tes ting
batc h meets speci fications
- 51 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 27
© 2016 Magnetar LLC All Rights Reserved52
Brainstorming
• Pragmatic, fast approach – often a “target-rich” environment• Typical of early efforts in launching Lean Six Sigma• Emphasis on internal knowledge of process - participants know customer and
business needs• Fixing obvious pain points demonstrates that CI can really help people• Can be data or experience-based• Validated with minimal data collection effort
• Driven by customer requirements, competitive analysis and business strategy
• Enables you to pick less obvious targets with greater long-term impact potential
A Valuable Place to Start…
- 52 -
© 2016 Magnetar LLC All Rights Reserved53
Driver-Tree
• Based on defined strategic, customer and business imperatives• Emphasis on outcomes and exploration of associated cause and effect relationships• Relies on intimate knowledge of business processes and operations• Validated and quantified with data• Supports the development of business and process dashboard
Good for Targeted Early CI Activity…
- 53 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 28
© 2016 Magnetar LLC All Rights Reserved54
Project Clusters
• Involves the identification of multiple, bundled and integrated project efforts involving the same process
• Relies on intimate knowledge of business processes and operations• Validated and quantified with data• Typically these are organized as a Yellow Belt wave with all the projects on a
specific ‘theme’• This makes it possible to achieve dramatic results while keeping the scope of
individual projects narrow
A Focus on Specific Process or Performance Issues
CI activity is focused on the following “Clusters”:• Back order fulfilment time reduction• Seminar Cost reduction• Marketing/Technical Collatoral design cost reduction
Example
- 54 -
© 2016 Magnetar LLC All Rights Reserved55
Process Management
customer request
new product / customer request and requirements satisfied
compliance requirements satisfied
Plan production
[R] SiteLogisticsDirector
Make and release product
[R] API Director
Ship product and confirm customer receipt
[R] SiteLogisticsDirector
Obtain materials and allocate resources
[R] SiteLogisticsDirector
know what to make and when, plus what resources andmaterials
materials, labour and plant available to meetproduction plan product available
for shipping
materials, labour and plant available to meet production plan
product available for shipping
Prepare and approve plant docmentation
[R] TechnicalServicesManager
[R] QA Manager
Pre campaign operator training
[R] TechnicalServicesManager
Configure / prepare plant
[R] OperationalManagers
Ensure materialsare available for
batch
[R] Warehouseand Logistics
Manager
Manufacture batch and approve
documentation
[R] QA Manager
Test the batch
[R] QC Manager
Release batch
[R] QA Manager
process and equipment defined, compliance requirements defined
plant and equipment ready for manufacture
operators readyfor optimal manufacture
correct materials available in the right place at the right time
batch available for testing
batch meets specifications
Understand Your Processes and How they Impact Strategic Goals• Comprehensive approach for building and sustaining
competitive advantage• Basis is understanding how business processes are
performing and how they will impact Strategic Goals• Provides an ongoing framework for identification of CI
opportunities – and tracking their impact• Enables Visual Management and Scorecards• Difficult to implement in the short-term
- 55 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 29
© 2016 Magnetar LLC All Rights Reserved56
Project Selection Criteria
• Related to a key business issue• Leadership see it as a high priority• Clear start and end points can be identified• Significant opportunity for improvement exists• The defect or inefficiency can be clearly stated• We can clearly identify customers and get their input• The issue is stated as a “need” not a “solution”• The scope is narrow enough for a 4-6 month project run• The process has a clear owner• The process is not subject to alteration by other initiatives• THE SPONSOR HAS THE ABILITY TO COMMIT TIME AND
RESOURCES
Typical Criteria for a “Good” CI Project Include:
- 56 -
© 2016 Magnetar LLC All Rights Reserved57
Lean Sigma in Sales & Marketing
• Accelerate launches, POAs• Increase field rep time with physicians• Improve & accelerate training• Improve KOL experience across multiple contact points• Pay vendors on time• Improve reporting processes• Improve targeting process• Simplify & accelerate regulatory and review processes• Reduce inventory of marketing literature• Improve forecasting and reduction of inventory• Accelerate introduction of key medical knowledge to marketplace• Improve medical call center service levels• Improve recruitment, training, on boarding, performance management• Improve pricing scheme effectiveness• Streamline price approval process
Common CI Objectives in Pharmaceutical Sales, Marketing & Medical
- 57 -

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 30
© 2016 Magnetar LLC All Rights Reserved58
PROJECT SCOPING AND CHARTERING
- 58 -
© 2016 Magnetar LLC All Rights Reserved59
Elements of Project Charter
Project Description
Scope
Goal and Measures (indicators)
Expected Business Results
Team Members
Support required
Expected Customer Benefits
Schedule
- 59 -
Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 31
© 2016 Magnetar LLC All Rights Reserved60
Yellow Belt, Green Belt or Black Belt?
Just Do It and Yellow Belt should be used for relatively simple problems that can be solved with basic tools in a few days.
There is no simple distinction between Green Belt and Black Belt projects
© 2016 Magnetar LLC All Rights Reserved61
Keep the Scope of the project narrow:
One process
One critical Y / performance metric / specification
If the scope is too small:
The project should finish quickly
If the scope is too large:
The team may be unable to sustain the momentum through to completion
Temptation to produce superficial solutions increases
This is a very common cause of project failure
Dealing with “too large” scope:
Break into smaller projects
Do the most urgent one first… then the next…then the next There is no simple distinction between Green Belt and Black Belt projects
Selecting the Project Scope

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 32
© 2016 Magnetar LLC All Rights Reserved62
Project Charter Case Studies
Case #1: Maintenance part shortages
The Maintenance team noticed a growing problem when needing to repair or perform scheduled preventive maintenance on the filling and packaging lines.
Critical parts were often not available in the stockroom even though the computers used for inventory control claimed in most cases ample parts should be available. These delays increased downtime which in turn increased missed or late deliveries.
Which Method do you think would be best to tackle this problem?What would be an appropriate way to scope the project?
Method 1 – Yellow Belt - Individual approach, qualitative toolsMethod 2 – Green Belt – part time, general analytical and statistical toolsMethod 3 – Black Belt – full-time, capable of advanced analytical methods
© 2016 Magnetar LLC All Rights Reserved63
Project Charter Case Studies
Case #2: Particle Size Distribution (PSD) problems
An API plant’s process capability indices were very low in a recent study. This was no surprise since for years they have had trouble controlling PSD and in fact have many investigations associated with the problem.
It seems everybody in the plant has a theory as to what’s causing the variation and poor capability numbers. The Drug Product plant is very discouraged as they are constantly taking extra measures at their site to do something they believe “should be handled at the API site.” This is a high volume API product that is produced continuously.
Which Method do you think would be best to tackle this problem?What would be an appropriate way to scope the problem?
Method 1 – Yellow Belt - Individual approach, qualitative toolsMethod 2 – Green Belt – part time, general analytical and statistical toolsMethod 3 – Black Belt – full-time, capable of advanced analytical methods

Lean Six Sigma Sponsor Training
Copyright © 2016 Magnetar LLC 33
© 2016 Magnetar LLC All Rights Reserved64
Project Charter Case Studies
Case #3: Low Utilization
A plant which makes a commercial product has experienced much higher volumes than Marketing had ever imagined. Second and third production lines have recently been added to increase capacity. The fourth line won’t be available for another 18 months.
Data shows lines 1 and 3 tend to have similar profiles in terms of utilization rates, scrap, etc. However, Line 2 has a much higher rate of downtime. Site leadership is under pressure to speed up the process as best they can to meet demand until the fourth line is up and running.
Which Method do you think would be best to tackle this problem?What would be an appropriate way to scope the problem?
Method 1 – Yellow Belt - Individual approach, qualitative toolsMethod 2 – Green Belt – part time, general analytical and statistical toolsMethod 3 – Black Belt – full-time, capable of advanced analytical methods
6σ




![Astronauta magnetar [hqonline com br]](https://static.fdocuments.net/doc/165x107/568bd4d71a28ab20349640f8/astronauta-magnetar-hqonline-com-br.jpg)






![Radio Time-Domain Signatures of Magnetar Birthsurveygizmoresponseuploads.s3.amazonaws.com/fileuploads/... · 2019-03-11 · magnetar remnants as well [52]. Indeed, there is evidence](https://static.fdocuments.net/doc/165x107/5f910083d47f1337ad0a63ef/radio-time-domain-signatures-of-magnetar-birthsurveygizmoresponseuploadss3-2019-03-11.jpg)






![Astronauta Magnetar [HQOnline.com.Br]](https://static.fdocuments.net/doc/165x107/55cf8ca55503462b138e8189/astronauta-magnetar-hqonlinecombr.jpg)