Chapter 5 Location and Layout Strategies
35
1 Chapter 5 Location and Layout Strategies 2 Outline The Strategic Importance Of Location Factors That Affect Location Decisions Methods Of Evaluating Location Alternatives The Strategic Importance Of Layout Decisions
Transcript of Chapter 5 Location and Layout Strategies

1
Chapter 5 Location and Layout
Strategies
2
Outline
The Strategic Importance Of LocationFactors That Affect Location DecisionsMethods Of Evaluating Location AlternativesThe Strategic Importance Of Layout Decisions

2
3
Outline
Types of LayoutOffice LayoutRetail LayoutWarehousing and Storage LayoutsFixed-Position LayoutProcess-Oriented LayoutWork CellsRepetitive and Product-Oriented Layout
4
Location Strategy
One of the most important decisions a firm makesIncreasingly global in natureLong term impact and decisions are difficult to changeThe objective is to maximize the benefit of location to the firm

3
5
Location and InnovationCost is not always the most important aspect of a strategic decisionFour key attributes when strategy is based on innovation
High-quality and specialized inputsAn environment that encourages investment and local rivalryA sophisticated local marketLocal presence of related and supporting industries
6
Location Decisions
Long-term decisions Decisions made infrequentlyDecision greatly affects both fixed and variable costs Once committed to a location, many resource and cost issues are difficult to change

4
7
Location DecisionsCountry Decision Critical Success Factors
1. Political risks, government rules, attitudes, incentives
2. Cultural and economic issues
3. Location of markets4. Labor availability, attitudes,
productivity, costs5. Availability of supplies,
communications, energy6. Exchange rates and currency
risks
8
Location DecisionsRegion/
Community Decision
Critical Success Factors1. Corporate desires2. Attractiveness of region 3. Labor availability, costs, attitudes
towards unions4. Costs and availability of utilities5. Environmental regulations6. Government incentives and fiscal
policies7. Proximity to raw materials and
customers8. Land/construction costs
MN
WI
MI
IL IN OH

5
9
Location DecisionsSite Decision Critical Success Factors
1. Site size and cost2. Air, rail, highway, and
waterway systems3. Zoning restrictions4. Nearness of services/
supplies needed5. Environmental impact
issues
10
Factor-Rating MethodPopular because a wide variety of factors can be included in the analysisSix steps in the method1. Develop a list of relevant factors called critical
success factors2. Assign a weight to each factor3. Develop a scale for each factor4. Score each location for each factor5. Multiply score by weights for each factor for each
location6. Recommend the location with the highest point
score

6
11
Factor-Rating ExampleCritical Scores
Success (out of 100) Weighted ScoresFactor Weight France Denmark France Denmark
Labor availabilityand attitude .25 70 60 (.25)(70) = 17.5 (.25)(60) = 15.0
People-tocar ratio .05 50 60 (.05)(50) = 2.5 (.05)(60) = 3.0
Per capitaincome .10 85 80 (.10)(85) = 8.5 (.10)(80) = 8.0
Tax structure .39 75 70 (.39)(75) = 29.3 (.39)(70) = 27.3Education
and health .21 60 70 (.21)(60) = 12.6 (.21)(70) = 14.7Totals 1.00 70.4 68.0
12
Locational Break-Even Analysis
Method of cost-volume analysis used for industrial locationsThree steps in the method
1. Determine fixed and variable costs for each location
2. Plot the cost for each location 3. Select location with lowest total cost for
expected production volume

7
13
Locational Break-Even Analysis Example
Three locations:
Akron $30,000 $75 $180,000Bowling Green $60,000 $45 $150,000Chicago $110,000 $25 $160,000Selling price = $120Expected volume = 2,000 units
Fixed Variable TotalCity Cost Cost Cost
Total Cost = Fixed Cost + Variable Cost x Volume
14
Locational Break-Even Analysis Example
–$180,000 –
–$160,000 –$150,000 –
–$130,000 –
–$110,000 –
––
$80,000 ––
$60,000 –––
$30,000 ––
$10,000 ––
Ann
ual c
ost
| | | | | | |
0 500 1,000 1,500 2,000 2,500 3,000Volume
Akron lowest cost
Bowling Green lowest cost
Chicago lowest cost
Chicago cost curve
Akron c
ost
curve
Bowling Green
cost curve

8
15
Center-of-Gravity Method
Finds location of distribution center that minimizes distribution costsConsiders
Location of marketsVolume of goods shipped to those marketsShipping cost (or distance)
16
Center-of-Gravity Method
Place existing locations on a coordinate grid
Grid origin and scale is arbitrary
Maintain relative distances
Calculate X and Y coordinates for ‘center of gravity’
Assumes cost is directly proportional to distance and volume shipped

9
17
Center-of-Gravity Method
x - coordinate =∑dixQi
∑Qi
i
i
∑diyQi
∑Qi
i
i
y - coordinate =
where dix = x-coordinate of location idiy = y-coordinate of location iQi = Quantity of goods moved to or
from location i
18
Center-of-Gravity MethodNorth-South
East-West
120 –
90 –
60 –
30 –
–| | | | | |
30 60 90 120 150Arbitrary origin
Chicago (30, 120)New York (130, 130)
Pittsburgh (90, 110)
Atlanta (60, 40)

10
19
Center-of-Gravity MethodNumber of Containers
Store Location Shipped per MonthChicago (30, 120) 2,000Pittsburgh (90, 110) 1,000New York (130, 130) 1,000Atlanta (60, 40) 2,000
x-coordinate =(30)(2000) + (90)(1000) + (130)(1000) + (60)(2000)
2000 + 1000 + 1000 + 2000= 66.7
y-coordinate =(120)(2000) + (110)(1000) + (130)(1000) + (40)(2000)
2000 + 1000 + 1000 + 2000= 93.3
20
Center-of-Gravity MethodNorth-South
East-West
120 –
90 –
60 –
30 –
–| | | | | |
30 60 90 120 150Arbitrary origin
Chicago (30, 120)New York (130, 130)
Pittsburgh (90, 110)
Atlanta (60, 40)
Center of gravity (66.7, 93.3)+

11
21
Transportation Model
Finds amount to be shipped from several points of supply to several points of demandSolution will minimize total production and shipping costsA special class of linear programming problems
22
Worldwide Distribution of Volkswagens and Parts

12
23
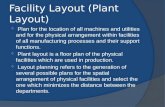
Strategic Importance of Layout Decisions
The objective of layout strategy is to develop an economic layout that will
meet the firm’s competitive requirements
24
Good Layouts Consider
1. Material handling equipment2. Capacity and space requirements3. Environment and aesthetics4. Flows of information5. Cost of moving between various
work areas

13
25
Types of Layout
1. Office layout 2. Retail layout 3. Warehouse layout4. Fixed-position layout5. Process-oriented layout6. Work cell layout 7. Product-oriented layout
26
Office Layout
Grouping of workers, their equipment, and spaces to provide comfort, safety, and movement of informationMovement of information is main distinctionTypically in state of flux due to frequent technological changes

14
27
Relationship Chart
Not desirableX
UnimportantU
Ordinary OKO
ImportantI
Especially importantE
Absolutely necessaryA
ClosenessValue
President
Chief Technology Officer
Engineer’s area
Secretary
Office entrance
Central files
Equipment cabinet
Photocopy equipment
Storage room
O
UA
X
O
U
A
I
OA
I
O
U
AI
I
A
UO
AU O
UX
O I
U
OII
I
E
EE
E E
12
34
56
78
9
28
Supermarket Retail Layout
Objective is to maximize profitability per square foot of floor spaceSales and profitability vary directly with customer exposure

15
29
Five Helpful Ideas for Supermarket Layout1. Locate high-draw items around the
periphery of the store2. Use prominent locations for high-impulse
and high-margin items3. Distribute power items to both sides of an
aisle and disperse them to increase viewing of other items
4. Use end-aisle locations5. Convey mission of store through careful
positioning of lead-off department
30
Store Layout

16
31
Warehousing and Storage Layouts
Objective is to optimize trade-offs between handling costs and costs associated with warehouse spaceMaximize the total “cube” of the warehouse – utilize its full volume while maintaining low material handling costs
32
Warehousing and Storage Layouts
All costs associated with the transactionIncoming transportStorageFinding and moving materialOutgoing transportEquipment, people, material, supervision, insurance, depreciation
Minimize damage and spoilage
Material Handling Costs

17
33
Warehousing and Storage LayoutsWarehouse density tends to vary inversely with the number of different items storedAutomated Storage and Retrieval Systems (ASRS) can significantly improve warehouse productivityDock location is a key design element
34
Cross-Docking
Materials are moved directly from receiving to shipping and are not placed in storage in the warehouseRequires tight scheduling and accurate shipments, typically with bar code identification

18
35
Random StockingTypically requires automatic identification systems (AISs) and effective information systemsRandom assignment of stocking locations allows more efficient use of space
1. Maintain list of open locations2. Maintain accurate records3. Sequence items to minimize travel time4. Combine picking orders5. Assign classes of items to particular areas
36
Customization
Value-added activities performed at the warehouseEnable low cost and rapid response strategies
Assembly of componentsLoading softwareRepairsCustomized labeling and packaging

19
37
Fixed-Position LayoutProduct remains in one place Workers and equipment come to siteComplicating factors
Limited space at siteDifferent materials required at different stages of the projectVolume of materials needed is dynamic
38
Alternative Strategy
As much of the project as possible is completed off-site in a product-
oriented facility
This can significantly improve efficiency but is only possible when
multiple similar units need to be created

20
39
Process-Oriented Layout
Like machines and equipment are grouped togetherFlexible and capable of handling a wide variety of products or servicesScheduling can be difficult and setup, material handling, and labor costs can be high
40
Surgery
Radiology
ER triage room
ER Beds Pharmacy
Emergency room admissions
Billing/exit
Laboratories
Process-Oriented Layout
Patient A - broken leg
Patient B - erratic heart pacemaker

21
41
Process-Oriented Layout
Arrange work centers so as to minimize the costs of material handlingBasic cost elements are
Number of loads (or people) moving between centersDistance loads (or people) move between centers
42
Layout at Arnold Palmer Hospital

22
43
Process-Oriented Layout
Minimize cost = ∑ ∑ Xij Cij
n
i = 1
n
j = 1
where n = total number of work centers or departments
i, j = individual departmentsXij = number of loads moved from
department i to department jCij = cost to move a load between
department i and department j
44
Process Layout Example
1. Construct a “from-to matrix”2. Determine the space requirements3. Develop an initial schematic diagram4. Determine the cost of this layout 5. Try to improve the layout6. Prepare a detailed plan
Arrange six departments in a factory to minimize the material handling costs. Each department is 20 x 20 feet and the building is 60 feet long and 40 feet wide.

23
45
Department Assembly Painting Machine Receiving Shipping Testing(1) (2) Shop (3) (4) (5) (6)
Assembly (1)
Painting (2)
Machine Shop (3)
Receiving (4)
Shipping (5)
Testing (6)
Number of loads per week
50 100 0 0 20
30 50 10 0
20 0 100
50 0
0
Process Layout Example
46
Room 1 Room 2 Room 3
Room 4 Room 5 Room 660’
40’
Process Layout Example
Receiving Shipping TestingDepartment Department Department
(4) (5) (6)
Assembly Painting Machine ShopDepartment Department Department
(1) (2) (3)

24
47
Process Layout Example
Cost = $50 + $200 + $40(1 and 2) (1 and 3) (1 and 6)
+ $30 + $50 + $10(2 and 3) (2 and 4) (2 and 5)
+ $40 + $100 + $50(3 and 4) (3 and 6) (4 and 5)
= $570
Cost = ∑ ∑ Xij Cij
n
i = 1
n
j = 1
48
100
50
20
50
50
2010
100
30
Process Layout ExampleInterdepartmental Flow Graph
1 2 3
4 5 6

25
49
Process Layout Example
Cost = $50 + $100 + $20(1 and 2) (1 and 3) (1 and 6)
+ $60 + $50 + $10(2 and 3) (2 and 4) (2 and 5)
+ $40 + $100 + $50(3 and 4) (3 and 6) (4 and 5)
= $480
Cost = ∑ ∑ Xij Cij
n
i = 1
n
j = 1
50
Process Layout Example
30
50
10
50
502050 100
100
Interdepartmental Flow Graph
2 1 3
4 5 6

26
51
Room 1 Room 2 Room 3
Room 4 Room 5 Room 660’
40’
Process Layout Example
Receiving Shipping TestingDepartment Department Department
(4) (5) (6)
Figure 9.8
Painting Assembly Machine ShopDepartment Department Department
(2) (1) (3)
52
Computer SoftwareGraphical approach only works for small problemsComputer programs are available to solve bigger problems
CRAFTALDEPCORELAP
Factory Flow

27
53
Work CellsReorganizes people and machines into groups to focus on single products or product groupsGroup technology identifies products that have similar characteristics for particular cellsVolume must justify cellsCells can be reconfigured as designs or volume changes
54
Advantages of Work Cells1. Reduced work-in-process inventory2. Less floor space required3. Reduced raw material and finished
goods inventory4. Reduced direct labor5. Heightened sense of employee
participation6. Increased use of equipment and
machinery7. Reduced investment in machinery and
equipment

28
55
Improving Layouts Using Work Cells
Current layout - workers in small closed areas. Cannot increase output without a third worker and third set of equipment. Improved layout - cross-trained
workers can assist each other. May be able to add a third worker as additional output is needed.
56
Improving Layouts Using Work Cells
Current layout - straight lines make it hard to balance tasks because work may not be divided evenly
Improved layout - in U shape, workers have better access. Four cross-trained workers were reduced.
U-shaped line may reduce employee movement and space requirements while enhancing communication, reducing the number of workers, and facilitating inspection

29
57
Requirements of Work Cells1. Identification of families of products2. A high level of training and flexibility on
the part of employees3. Either staff support or flexible,
imaginative employees to establish work cells initially
4. Test (poka-yoke) at each station in the cell
58
Staffing and Balancing Work CellsDetermine the takt time
Takt time =total work time available
units required
Determine the number of operators required
Workers required =total operation time required
takt time

30
59
Staffing Work Cells Example600 Mirrors per day requiredMirror production scheduled for 8 hours per dayFrom a work balance chart
total operation time = 140 seconds
Sta
ndar
d tim
e re
quire
d
Operations
Assemble Paint Test Label Pack forshipment
60
50
40
30
20
10
0
60
600 Mirrors per day requiredMirror production scheduled for 8 hours per dayFrom a work balance chart
total operation time = 140 seconds
Staffing Work Cells Example
Takt time = (8 hrs x 60 mins) / 600 units = .8 mins = 48 seconds
Workers required =total operation time required
takt time
= 140 / 48 = 2.91

31
61
Repetitive and Product-Oriented Layout
Volume is adequate for high equipment utilizationProduct demand is stable enough to justify high investment in specialized equipmentProduct is standardized or approaching a phase of life cycle that justifies investment Supplies of raw materials and components are adequate and of uniform quality
Organized around products or families of similar high-volume, low-variety products
62
Product-Oriented LayoutsFabrication line
Builds components on a series of machinesMachine-pacedRequire mechanical or engineering changes to balance
Assembly linePuts fabricated parts together at a series of workstationsPaced by work tasksBalanced by moving tasks
Both types of lines must be balanced so that the time to perform the work at each station is the same

32
63
Product-Oriented Layouts
1. Low variable cost per unit2. Low material handling costs3. Reduced work-in-process inventories4. Easier training and supervision5. Rapid throughput
Advantages
1. High volume is required2. Work stoppage at any point ties up the whole
operation3. Lack of flexibility in product or production rates
Disadvantages
64
Assembly-Line Balancing
Objective is to minimize the imbalance between machines or personnel while meeting required outputStarts with the precedence relationships
1. Determine cycle time2. Calculate theoretical minimum number of
workstations3. Balance the line by assigning specific tasks
to workstations

33
65
Copier Example
This means that tasks B and E cannot be done until task A has been completed
Performance Task Must FollowTime Task Listed
Task (minutes) BelowA 10 —B 11 AC 5 BD 4 BE 12 AF 3 C, DG 7 FH 11 EI 3 G, HTotal time 66
66
Copier ExamplePerformance Task Must Follow
Time Task ListedTask (minutes) Below
A 10 —B 11 AC 5 BD 4 BE 12 AF 3 C, DG 7 FH 11 EI 3 G, HTotal time 66 I
GF
C
D
H
B
E
A
10
1112
5
4 3
711 3
Figure 9.13

34
67
Performance Task Must FollowTime Task Listed
Task (minutes) BelowA 10 —B 11 AC 5 BD 4 BE 12 AF 3 C, DG 7 FH 11 EI 3 G, HTotal time 66
Copier Example480 available mins
per day40 units required
Cycle time =
Production time available per day
Units required per day= 480 / 40= 12 minutes per unit
Minimum number of
workstations=
∑ Time for task i
Cycle time
n
i = 1
= 66 / 12= 5.5 or 6 stations
68
PerformancePerformance Task Must FollowTask Must FollowTimeTime Task ListedTask Listed
TaskTask (minutes)(minutes) BelowBelowAA 1010 ——BB 1111 AACC 55 BBDD 44 BBEE 1212 AAFF 33 C, DC, DGG 77 FFHH 1111 EEII 33 G, HG, HTotal time Total time 6666
Copier ExampleLine-Balancing Heuristics
Choose the available task with the least number of following tasks
5. Least number of following tasks
Choose the available task with the shortest task time
4. Shortest task time
Choose the available task for which the sum of following task times is the longest
3. Ranked positional weight
Choose the available task with the largest number of following tasks
2. Most following tasks
Choose the available task with the longest task time
1. Longest task time

35
69
480 available mins per day
40 units requiredCycle time = 12 minsMinimum
workstations = 5.5 or 6
Performance Task Must FollowTime Task Listed
Task (minutes) BelowA 10 —B 11 AC 5 BD 4 BE 12 AF 3 C, DG 7 FH 11 EI 3 G, HTotal time 66
Copier Example
I
GF
H
C
D
B
E
A10 11
12
5
4
3 7
11
3
Station 1
Station 2
Station 3
Station 5
Station 4
Station 6
Figure 9.14
70
Performance Task Must FollowTime Task Listed
Task (minutes) BelowA 10 —B 11 AC 5 BD 4 BE 12 AF 3 C, DG 7 FH 11 EI 3 G, HTotal time 66
Copier Example480 available mins
per day40 units required
Cycle time = 12 minsMinimum
workstations = 5.5 or 6
Efficiency =∑ Task times
(actual number of workstations) x (largest cycle time)
= 66 minutes / (6 stations) x (12 minutes)= 91.7%