Cenni sui Controlli Non Distruttivi -...
172
Massimiliano Pau Cenni sui Controlli Non Distruttivi Dipartimento di Ingegneria Meccanica Università di Cagliari
Transcript of Cenni sui Controlli Non Distruttivi -...

Massimiliano Pau Cenni sui Controlli Non Distruttivi
Dipartimento di Ingegneria Meccanica Università di Cagliari

Introduzione

I CONTROLLI NON DISTRUTTIVI
Il ruolo dei Controlli Non Distruttivi nell’industria
Cricche1 e difetti possono influenzare in modo devastante le prestazioni di
componenti e strutture a tal punto che la loro individuazione è parte essenziale
del controllo di qualità in tutti i campi dell’ingegneria. L’insieme delle tecniche
e delle procedure che hanno come fine la valutazione delle difettosità nei
materiali o nei manufatti è genericamente classificato sotto il nome di “Controlli
non Distruttivi” o, nella letteratura anglosassone, “Non-destructive Testing”
(NDT) o “Non-destructive Evaluation” (NDE). Tuttavia le applicazioni NDT
spesso vanno molto oltre la semplice individuazione e localizzazione dei difetti,
poiché esse riguardano tutti gli aspetti della caratterizzazione dei solidi, lo
studio della loro microstruttura e morfologia, l’analisi delle proprietà fisico-
chimiche, i loro metodi di preparazione ecc.
Tra le tecniche NDT si comprendono usualmente i metodi radiografici, quelli
ultrasonici, l’ispezione con liquidi penetranti, il metodo delle particelle
magnetiche (magnetoscopia), la termografia, tecniche basate sull’impiego di
1 La cricca può essere definita come una discontinuità originatasi per distacco inter o transcristallino in un materiale metallico originariamente continuo e sano. È un difetto che viene indicato come bidimensionale poiché solitamente si presenta più o meno lungo e profondo con andamento frastagliato mentre i suoi lembi sono piuttosto ravvicinati. Se le cricche hanno dimensioni molto ridotte (inferiori ad 1 mm), vengono definite microcricche.
2
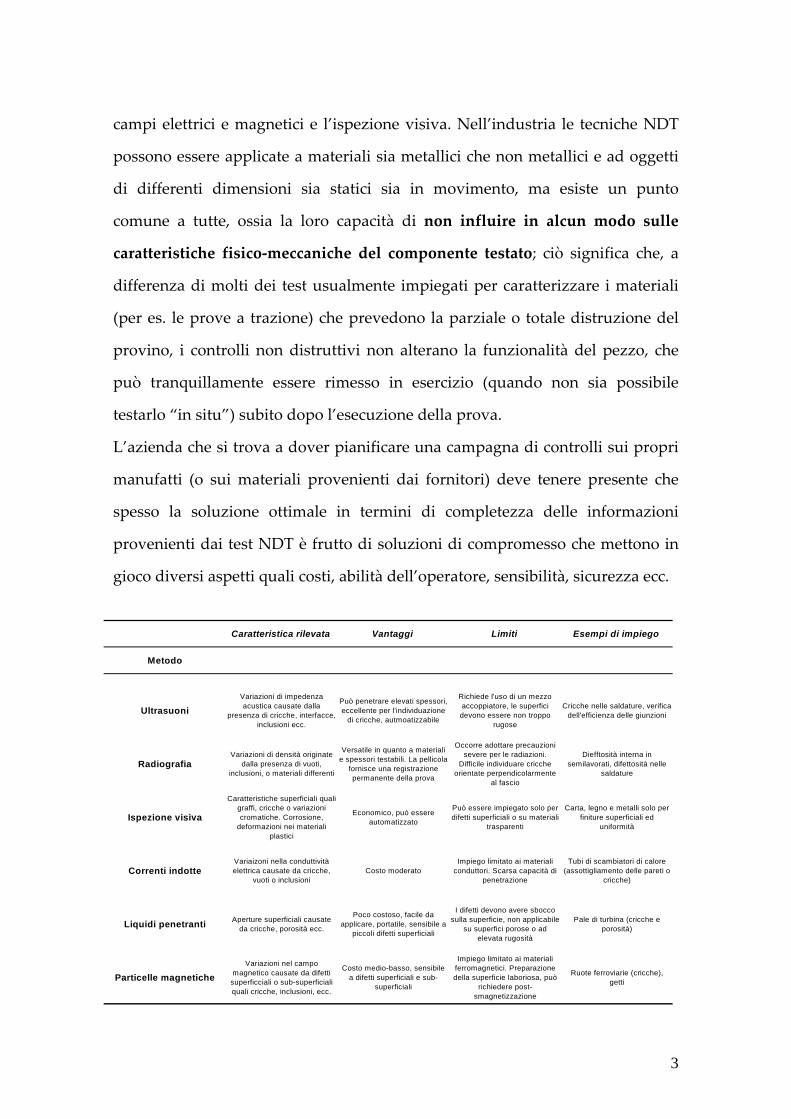
campi elettrici e magnetici e l’ispezione visiva. Nell’industria le tecniche NDT
possono essere applicate a materiali sia metallici che non metallici e ad oggetti
di differenti dimensioni sia statici sia in movimento, ma esiste un punto
comune a tutte, ossia la loro capacità di non influire in alcun modo sulle
caratteristiche fisico-meccaniche del componente testato; ciò significa che, a
differenza di molti dei test usualmente impiegati per caratterizzare i materiali
(per es. le prove a trazione) che prevedono la parziale o totale distruzione del
provino, i controlli non distruttivi non alterano la funzionalità del pezzo, che
può tranquillamente essere rimesso in esercizio (quando non sia possibile
testarlo “in situ”) subito dopo l’esecuzione della prova.
L’azienda che si trova a dover pianificare una campagna di controlli sui propri
manufatti (o sui materiali provenienti dai fornitori) deve tenere presente che
spesso la soluzione ottimale in termini di completezza delle informazioni
provenienti dai test NDT è frutto di soluzioni di compromesso che mettono in
gioco diversi aspetti quali costi, abilità dell’operatore, sensibilità, sicurezza ecc.
Caratteristica rilevata Vantaggi Limiti Esempi di impiego
Metodo
UltrasuoniVariazioni di impedenza acustica causate dalla
presenza di cricche, interfacce, inclusioni ecc.
Può penetrare elevati spessori, eccellente per l'individuazione
di cricche, autmoatizzabile
Richiede l'uso di un mezzo accoppiatore, le superfici devono essere non troppo
rugose
Cricche nelle saldature, verifica dell'efficienza delle giunzioni
RadiografiaVariazioni di densità originate
dalla presenza di vuoti, inclusioni, o materiali differenti
Versatile in quanto a materiali e spessori testabili. La pellicola
fornisce una registrazione permanente della prova
Occorre adottare precauzioni severe per le radiazioni.
Difficile individuare cricche orientate perpendicolarmente
al fascio
Diefftosità interna in semilavorati, difettosità nelle
saldature
Ispezione visiva
Caratteristiche superficiali quali graffi, cricche o variazioni cromatiche. Corrosione,
deformazioni nei materiali plastici
Economico, può essere automatizzato
Può essere impiegato solo per difetti superficiali o su materiali
trasparenti
Carta, legno e metalli solo per finiture superficiali ed
uniformità
Correnti indotteVariaizoni nella conduttività elettrica causate da cricche,
vuoti o inclusioniCosto moderato
Impiego limitato ai materiali conduttori. Scarsa capacità di
penetrazione
Tubi di scambiatori di calore (assottigliamento delle pareti o
cricche)
Liquidi penetranti Aperture superficiali causate da cricche, porosità ecc.
Poco costoso, facile da applicare, portatile, sensibile a
piccoli difetti superficiali
I difetti devono avere sbocco sulla superficie, non applicabile
su superfici porose o ad elevata rugosità
Pale di turbina (cricche e porosità)
Particelle magneticheVariazioni nel campo
magnetico causate da difetti superficciali o sub-superficiali quali cricche, inclusioni, ecc.
Costo medio-basso, sensibile a difetti superficiali e sub-
superficiali
Impiego limitato ai materiali ferromagnetici. Preparazione della superficie laboriosa, può
richiedere post-smagnetizzazione
Ruote ferroviarie (cricche), getti
3

Di per sé la sola esistenza di una notevole varietà di metodi NDT suggerisce che
nessuna delle tecniche è di per sé completa, ma piuttosto esse costituiscono un
insieme nel quale ciascuna si dimostra più adatta di altre in determinate
circostanze, oppure (come capita spesso) più metodiche sono impiegate in
modo complementare per il controllo di uno stesso manufatto al fine di
garantire l’individuazione del maggior numero possibile di potenziali difetti.
4

Sebbene siano state proposte numerose classificazioni finalizzate alla
suddivisione delle tecniche in classi omogenee, il confine tra le prestazioni che
ciascuna metodica può offrire si presenta alquanto sfumato. Tuttavia una
classificazione di larga massima può essere fatta separando i controlli
“volumetrici” da quelli “superficiali”: nel primo caso (Raggi X, Ultrasuoni) è
possibile investigare sull’esistenza di difetti interni al componente, mentre nel
secondo (Magnetoscopia, Penetranti, Correnti Indotte, Ispezione Visiva) la
tecnica si limita a fornire informazioni su difettosità superficiali o sub-
superficiali. A volte, come accade per esempio nel caso del metodo ultrasonico,
adottando opportuni accorgimenti è possibile rilevare entrambi le classi di
difetti, ma in genere tale tecnica è maggiormente utilizzata per il controllo
interno.
Ultrasuoni Raggi X Correnti Indotte Magnetoscopia Liquidi penetranti
Costo strumentazione Medio-alto Alto Medio-basso Medio Basso
Costo consumabili Molto basso Alto Basso Medio Medio
Tempo necessario ad ottenere i risultati Immediato Medio Immediato Basso Basso
Effetto della geometria Importante Importante Importante Non molto
importanteNon molto importante
Problemi di accessibilità Importante Importante Importante Importante Importante
Difetti rilevabili Interni Interni e superficiali Superficiali e sub Superficiali e sub Superficiali
Sensibilità Alta Media Alta Bassa Bassa
Automatizzabile SI Con difficoltà SI Quasi nulla Quasi nulla
Dipendenza dal materiale Alta Media Alta Solo ferromagentici Bassa
Abilità dell'operatore Alta Alta Media Bassa Bassa
Portabilità Alta Bassa Medio-alta Medio-alta Alta
Metodica
5

Altro fattore condizionante può essere legato al tipo di materiale testato. Non
tutti i metodi si prestano ugualmente bene ad indagare sulla vasta gamma dei
materiali impiegati nei diversi settori dell’ingegneria meccanica, civile o
nucleare. Ad esempio, il metodo delle particelle magnetiche e quello delle
correnti indotte possono essere applicati rispettivamente solo a materiali
ferromagnetici o conduttivi, e questo esclude a priori tutte le classi del
materiali non metallici plastici o gommosi. Questo problema non si riscontra,
invece, se si impiegano gli ultrasuoni che, essendo onde elastiche, necessitano
solo di un mezzo (solido o liquido) nel quale propagarsi.
Le indicazioni fornite dai test NDT
Qualunque sia il metodo che viene selezionato per una indagine non distruttiva
e qualunque sia il componente/manufatto/semilavorato oggetto di test, ciò che
ci si aspetta dal controllo è l’accertamento (o meno) delle cosiddette
indicazioni, ossia di informazioni che devono essere opportunamente
interpretate e valutate con il fine ultimo di formulare un giudizio di
accettazione o rifiuto del campione. Occorre sottolineare, comunque, che la
presenza di un’indicazione non è necessariamente indice dell’esistenza di
difettosità.
In base alla normativa ASTM2 la terminologia relativa alle indicazioni le
classifica come segue:
• Falsa. È un’indicazione non originata dall’interazione della tecnica
impiegata con una discontinuità, ma piuttosto un’informazione
fuorviante causata da un’errata procedura o da una scorretta
elaborazione dei dati sperimentali. Viene anche definita indicazione
“fantasma” o “spuria”.
2 American Society for Testing and Materials
6

• Non-rilevante. È un’indicazione che non ha relazione con una
discontinuità che è considerata difetto nella parte da testare; un difetto
con livello di tolleranza accettabile.
• Rilevante. Un’indicazione o un difetto che può avere un qualche effetto
sulle prestazioni del componente.
• Discontinuità. Un’interruzione (intenzionale o non-intenzionale) nella
configurazione del pezzo.
• Difetto. Una o più indicazioni che violano le specifiche sul componente
fissate a priori.
La procedura di controllo si concretizza, dunque, nelle seguenti tre fasi:
1. Indicazione
2. Valutazione
3. Interpretazione
Nella prima fase, l’obiettivo è quello di applicare la procedura in modo tale da
far emergere la presenza di indicazioni (che poi possono essere classificate come
visto in precedenza). Successivamente le indicazioni raccolte, che per il
momento vengono caratterizzate esclusivamente in base al numero alla
localizzazione e alla dimensione, devono essere valutate secondo opportuni
criteri legati in parte alla normativa (sia essa generica o specifica definita in sede
di capitolato d’appalto) e in parte all’esperienza maturata dall’operatore che
esegue il controllo. Sfortunatamente, non esistono delle regole certe e definite
per tutte le tipologie di discontinuità rilevate durante un controllo che ne
consentano una classificazione generica obiettiva, ragion per cui è essenziale
introdurre nella procedura elementi di sensibilità personale che si rivelano poi
essenziali nell’esito finale del controllo.3
3 Non sono infrequenti casi di dissidi tra tecnici della parte committente e tecnici dell’azienda appaltante causate proprio da pareri discordanti nell’attribuzione dei giudizi di idoneità su un manufatto a seguito di procedure NDT
7

Nella fase finale di valutazione, l’operatore formula un giudizio complessivo
che definisce, sulla base delle informazioni raccolte nelle fasi precedenti, se il
componente è idoneo allo svolgimento delle funzioni per le quali è stato
progettato e realizzato.
li standard per l’applicazione dei controlli non distruttivi
cifiche tecniche o
rganizzazioni di
ari aspetti di una
G
Gli standard sono documenti contenenti essenzialmente spe
altri criteri che fungono da regole, linee guida o definizioni di caratteristiche tali
da assicurare la corretta applicazione di una metodica NDT.
In genere questi elaborati tecnici sono redatti da o
standardizzazione a livello nazionale o internazionale (es. ISO, ASME, ASNT,
EN) e, pur non avendo validità di legge, vengono formalmente inserite nei
capitolati che regolano il rapporto tra cliente e committente.
Tipicamente, un insieme di standard relativi a particol
metodica NDT vanno a confluire nella cosiddetta “procedura”, che rappresenta
l’espressione operativa delle normative tecniche a livello aziendale. In
8

sostanza, la procedura stabilisce le apparecchiature, gli accessori, i materiali di
consumo, la tecnica esecutiva ed i criteri di accettabilità per l’esecuzione di un
determinato controllo su una particolare categoria di manufatti.
Ad esempio, in una procedura per l’esecuzione di controlli radiografici su
ci deve essere certificato almeno al livello 1,
i piena responsabilità di un laboratorio di prova o di un centro di esame
dare istruzioni e procedure CND
dure e le istruzioni CND da
uire e sovrintendere a tutti gli incarichi propri di un livello 1 e 2.
erranno impiegate classi di sistema pellicola conformi alla EN 584-1. Le classi minime
evono essere apposti simboli su ogni sezione dell’oggetto da radiografare. Le immagini
ome scegliere il CND giusto?
saldature in valvole FCC, è stabilito che
il personale che eseguirà i controlli radiografi
in accordo con la norma EN 473, mentre il giudizio di accettabilità deve essere emesso
da personale certificato almeno al livello 2. Il personale classificato al livello 3 può essere
autorizzato a:
a) assumers
e del relativo personale
b) stabilire e convali
c) interpretare norme, codici, specifiche e procedure
d) stabilire i particolari metodi di prova, le proce
utilizzare
e) eseg
V
dei sistemi pellicola sono indicate nei prospetti II e III allegati a EN 444. I prospetti
riportano anche il tipo e gli spessori raccomandati degli schermi metallici.
D
di questi simboli devono comparire nella radiografia, dove possibile nella zona di
interesse, e devono garantire l’identificazione univoca della sezione. EN 444 ( 5.3.
identificazione delle radiografie)
C
9

La scelta corretta del tipo di controllo da impiegare scaturisce da un’attenta
Il primo step consiste nel predisporre una appropriata “check list” che consenta
getto e di
• recedenti
• rado
nni subiti
• ione
2. Accessibilità
È necessario che l’operatore possa accedere a tutte le superfici affinché queste
magnetici od ionizzanti che limitano l’applicabilità dei CND.
analisi della problematica nel suo insieme ed è per questo che il processo
decisionale deve tenere conto di tutti i seguenti aspetti:
1. Programmazione
la raccolta e l’elaborazione dei dati attinenti al componente; per questo occorre:
• classificare il componente secondo il livello di criticità
• conoscere il tipo di materiale, le condizioni di pro
esercizio, le caratteristiche geometriche del componente
raccogliere e catalogare indicazioni fornite da p
esperienze sullo stesso componente ed analoghi.
stabilire le cause e le modalità più probabili di deg
• stabilire il tipo di CND più adeguato per verificare i da
dal componente con riguardo all’efficacia, ai tempi ed ai costi
definire i tempi necessari all’esecuzione dei controlli in relaz
anche ad altri interventi di manutenzione (es. impossibilità di
eseguire radiografie in concomitanza di altri lavori nella stessa
zona)
possano essere esaminate con i CND e tuttavia l’accessibilità ad una
apparecchiatura comporta dei costi che in molti casi potrebbero essere contenuti
se la progettazione tiene già conto a monte della possibilità di ispezione.Un
altro aspetto da considerare è la necessità di controllare un componente che
opera in una zona di impianto dove possono essere presenti campi elettrici,
10

3. Preparazione delle superfici d’esame
La preparazione delle superfici d’esame è per alcuni CND indispensabile per la
loro buona riuscita. Infatti i componenti di impianto hanno, molto spesso,
ente quale tipo di
a conoscenza della tipologia caratteristica dei difetti nei componenti di
imp ollocazione, la loro probabilità di
condizioni superficiali esterne alquanto critiche dovute a fenomeni di
ossidazione. Poiché la preparazione superficiale ha una incidenza sui costi dei
CND, è necessario che venga opportunamente valutato il tipo di controllo da
applicare per poter ottimizzare e razionalizzare l’intervento.
Ad esempio se consideriamo la preparazione superficiale di un giunto saldato
per un controllo ad ultrasuoni occorre valutare preventivam
difetti si ricerca al fine di ottimizzare il tipo di preparazione (semplice
spazzolatura, una sabbiatura, una molatura superficiale ai lati della saldatura,
una molatura con rasatura completa del cordone di saldatura)
4. Conoscenza dei difetti tipici in esercizio
L
ianto, quali la loro origine, la loro c
individuarli in zone prestabilite e la loro evoluzione, sono elementi
indispensabili per una corretta metodologia di controllo. In assenza di queste
informazioni, si corre il rischio di applicare metodologie inadeguate o di dover
ricorrere ad una sovrabbondanza di controlli necessaria per considerare tutte le
ipotesi di difettosità. Ad esempio, se si ha a che fare con fenomeni di corrosione
uniforme, certamente controlli spessimetrici di tipo ultrasonico forniscono
informazioni su estensione ed ubicazione del fenomeno corrosivo-erosivo,
mentre le radiografie possono fornire un contributo per la verifica dello
spessore su una visione di insieme. Inutile dire che i controlli superficiali sono,
in questo frangente, inutili.
11

5. Sensibilità dei controlli
Partendo dal presupposto che l’affermazione “componente privo di difetti”
cnicamente non ha senso, è necessario sempre riferirsi alla normativa
applicabile che identifica l’accettabilità o l’inacettabilità dei difetti riscontrati.
il
te
al caso reale.
i
ontrollo in grado di garantire la corretta applicazione del metodo e, dato che
l’efficacia dei CND è basata principalmente sulla loro ripetibilità, è fuor di ogni
te
A tal proposito, la normativa o la specifica di controllo applicabile definisce,
oltre alla classe di accettabilità, anche la taratura della strumentazione che fa
parte integrante della sensibilità del controllo. Quindi, una volta definito
difetto minimo accettabile diviene determinante il confronto con difetti
artificiali di forma e dimensioni standard praticati su blocchi di calibrazione.
Di notevole supporto, nella definizione della sensibilità dei CND per i diversi
manufatti, è la normativa nazionale, europea ed internazionale in uso, la quale
suggerisce la corretta procedura d’esame. Dunque è essenziale, a mon
dell’esecuzione di un controllo non distruttivo, definire la normativa applicabile
secondo cui viene condotto il controllo o in mancanza di questa, la tipologia dei
difetti accettabili con cui confrontare le indicazioni riscontrate.
Talvolta si ricorre a blocchi campioni con difettosità artificiali fuori standard,
ottenute con particolari lavorazioni meccaniche, ma più frequentemente per
elettroerosione, per poter creare condizioni di taratura più vicine
6. Qualificazione del personale
L’esecuzione di un esame, sottintende la stesura di un’adeguata procedura d
c
dubbio che diventa necessario il rispetto, nella sua interezza, della specifica da
applicare. Quindi per poter raggiungere tale scopo risulta indispensabile che la
conduzione dei CND sia affidata a personale adeguatamente qualificato, di
provata capacità, serietà professionale e che abbia maturato una notevole
12
esperienza sul controllo di difettosità che vengono a crearsi nel componente in
esame.
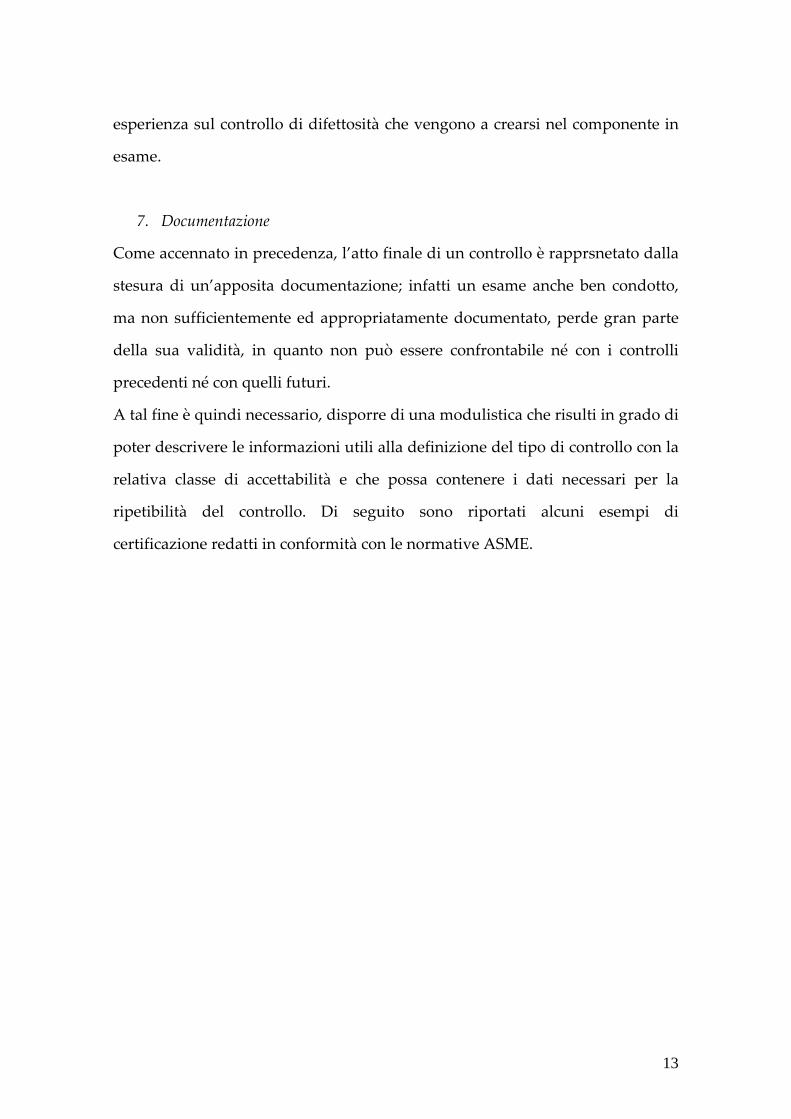
7. Documentazione
Come accennato in precedenza, l’atto finale di un controllo è rapprsnetato dalla
tesura di un’apposita documentazione; infatti un esame anche ben condotto,
ma non sufficientemente ed appropriatamente documentato, perde gran parte
che possa contenere i dati necessari per la
s
della sua validità, in quanto non può essere confrontabile né con i controlli
precedenti né con quelli futuri.
A tal fine è quindi necessario, disporre di una modulistica che risulti in grado di
poter descrivere le informazioni utili alla definizione del tipo di controllo con la
relativa classe di accettabilità e
ripetibilità del controllo. Di seguito sono riportati alcuni esempi di
certificazione redatti in conformità con le normative ASME.
13

CONTROLLLI CON LIQUIDI PENETRANTI CE/LP FoglioCERTIFICATO DI ESAME ..................................... Sheet ........of.........
PENETRANT TEST EXAMINATION REPORT Data (Date):
CLIENTE: factory
customer: ITEM
OGGETTO IN ESAME Item examinated
OGGETTO IN ESAMEitem examinedPART. CONTR. EST. INT.part examined external internal
PROCESSO DI PRODUZIONE MATERIALEproduction processing materialSTADIO DI LAVORAZIONE DISEGNOworking processing drawingCONDIZIONI SUPERFICIALI CONTR. VISIVO TEMP. SUPERFICIALE °Csurface condition Visual check OK NO surface temperature
PRODOTTI USATI - liquid penetrant groupingsgrassante penetrante sviluppatore lampada di wood
degreasing penetrant developer wood light
Tipo colorato fluorescente polvere liquidotype colored fluorescent powder liquidMarca CGM CGM CGMtrade markSigla VELNET ROTVEL ROTRIVELinitialsCaratterist. diluibile diluizione calibrazionecaracteristic that can be diluted dilution calibration
acqua - water solvente - solvent H2O solv.
PROCEDURA D'ESAME - test procedureNORME DI RIFERIMENTO ASME Sez. V atr. 6 ACCETTABILITA': ASME Sez. VIII div. 1 app. 8reference specification Proc. I8 (CQ) Rev. 0 acceptance standars
PREPULIZIA APPLICAZIONE PENETRANTE LAVAGGIOprecleaning penetrant application excess penetrant removal
MECCANICA IMMERSIONE TEMPO DI PENETRAZIONE
mechanics immersion penetration time CON ACQUACHIMICA PENNELLO with water
chemistry brush CON SOLVENTEVAPORE SPRUZZATURA min without water
vapour spray
ESSICAZIONE APPLICAZIONE SVILUPPATORE ISPEZIONE PULIZIA FINALEdrying developer application inspection final cleaning
NATURALE TEMPO DInatural IMMERSIONE SVILUPPO LUCE NATURALE SI NOAD ARIA immersion dweil time natural light yes no
air SPRUZZO LUCE DI WOODA FORNO spray min wood light
oven
RISULTATO D'ESAME Third Party o Customer Remosatest results : SATISFACTORY
NO RELEVANT INDICATION HAVE
BEEN FOUND.
MI8(CQ)-N°1-R0
14
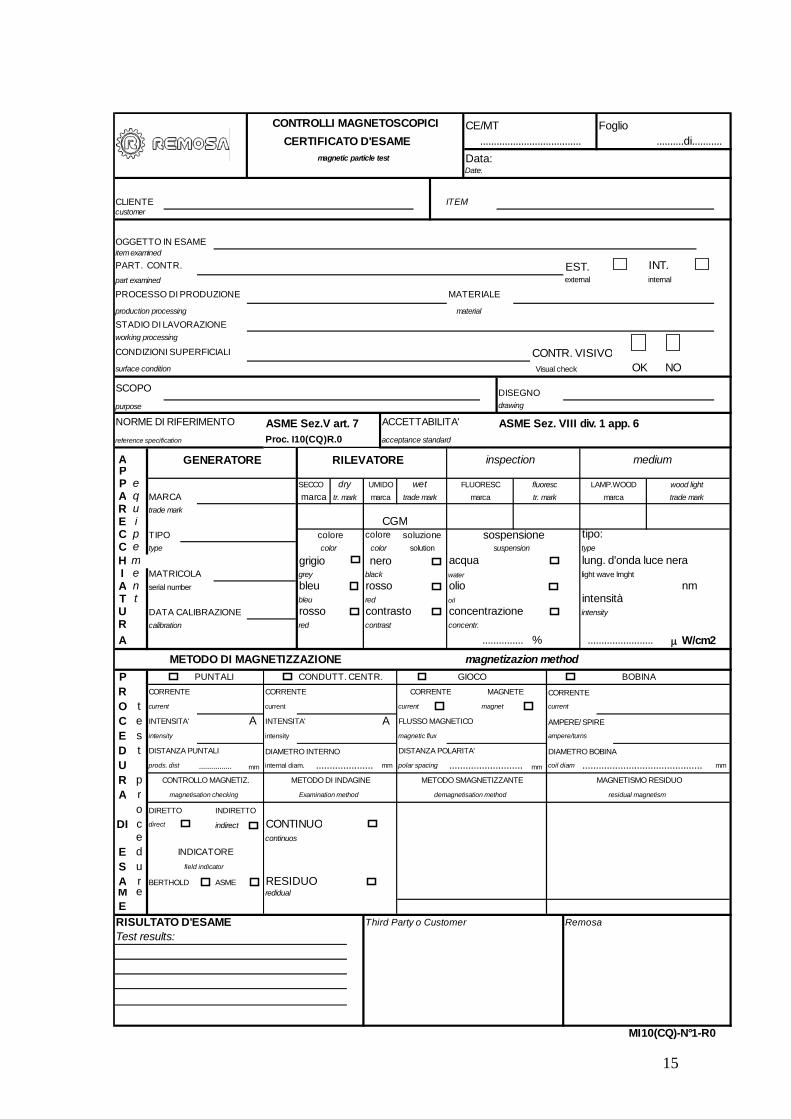
CONTROLLI MAGNETOSCOPICI CE/MT FoglioCERTIFICATO D'ESAME ..................................... ..........di...........
magnetic particle test Data:Date:
CLIENTE ITEMcustomer
OGGETTO IN ESAMEitem examinedPART. CONTR. EST. INT.part examined external internal
PROCESSO DI PRODUZIONE MATERIALE
production processing material
STADIO DI LAVORAZIONEworking processing
CONDIZIONI SUPERFICIALI CONTR. VISIVOsurface condition Visual check OK NO
SCOPO DISEGNOpurpose drawing
NORME DI RIFERIMENTO ASME Sez.V art. 7 ACCETTABILITA' ASME Sez. VIII div. 1 app. 6reference specification Proc. I10(CQ)R.0 acceptance standard
mGENERATORE RILEVATORE inspection mediuAPP e SECCO dry UMIDO wet FLUORESC fluoresc LAMP.WOOD wood light
qA MARCA marca tr. mark marca trade mark marca tr. mark marca trade markR u trade markE i CGM
p TIPO colore colore soluzione sospensione tiC po:C e type color color solution suspension type
H m grigio nero acqua lung. d'onda luce neraI e MATRICOLA grey black water light wave lrnght
n serial number bleu rosso oliA o nmT t intensitàbleu red oil
U DATA CALIBRAZIONE rosso contrasto concentrazione intensityR calibration red contrast concentr.
A ............... % ........................ μ W/cm2METODO DI MAGNETIZZAZIONE magnetizazion method
P PUNTALI CONDUTT. CENTR. GIOCO BOBINA
R CORRENTE CORRENTE CORRENTE MAGNETE CORRENTE
O t current current current magnet current
C e INTENSITA' A INTENSITA' A FLUSSO MAGNETICO AMPERE/ SPIRE
E s intensity intensity magnetic flux ampere/turns
D t DISTANZA PUNTALI DIAMETRO INTERNO DISTANZA POLARITA' DIAMETRO BOBINA
U prods. dist ................ mm internal diam. ..................... mm polar spacing ........................... mm coil diam ............................................ mm
R p CONTROLLO MAGNETIZ. METODO DI INDAGINE METODO SMAGNETIZZANTE MAGNETISMO RESIDUO
rA magnetisation checking Examination method demagnetisation method residual magnetism
o DIRETTO INDIRETTO
DI c direct indirect CONTINUOe continuos
E d INDICATORE
S u field indicator
r BERTHOLD ASME RESIDUOAeM redidual
ERISULTATO D'ESAME Third Party o Customer Remosaest results:T
MI10(CQ)-N°1-R0
15

16

Liquidi Penetranti
LIQUIDI PENETRANTI
Introduzione e breve storia del metodo
L’ispezione mediante liquidi penetranti (LPI) è un metodo semplice ed efficace
di indagine superficiale utile all’ individuazione di cricche, difetti e
discontinuità in genere, per mezzo dell’esaltazione della loro visibilità
(altrimenti impossibile all’occhio umano per limiti di carattere fisiologico) in
termini di espansione dimensionale e contrasto cromatico o fluorescenza.
La tecnica si basa sulla capacità di un liquido di essere assorbito da una
fessurazione presente sulla superficie del corpo a seguito di fenomeni di
capillarità; lo stesso liquido rimasto intrappolato nella discontinuità è soggetto a
richiamo in superficie da parte di una seconda sostanza (detta “rivelatore” o
“sviluppo”) che ha la duplice funzione di fungere da sfondo per le indicazioni e
da sede di ulteriori interstizi nei quali il penetrante risale e si espande formando
l’indicazione finale che identifica la presenza dell’anomalia e ne esalta la
visibilità.
Sebbene l’introduzione industriale del metodo LPI sia relativamente recente
(anni ’40), le origini storiche di questa tecnica possono essere fatte risalire
all’antichità, considerato che si ha traccia delle osservazioni di fabbri che, in
epoca romana, descrivevano la risalita di liquidi da cricche presenti nei pezzi in
lavorazione.
Più in generale, i metodi di indagine superficiale sembrano essere i primi ad
essere stati impiegati (in modo empirico e inconsapevole, se si vuole)
considerando che anche l’impiego di pezzi di carbone strofinati sulle superfici
delle terrecotte consentivano la visualizzazione di cricche anche molto piccole a
seguito della penetrazione della polvere fine di carbonio sul difetto.
18
Ma il progenitore per antonomasia del metodo LPI è certamente il sistema
cosiddetto “oil and whiting” (letteralmente olio e gesso in polvere) che, sul
finire del 19° secolo, registrò una grande diffusione nel controllo di componenti
dell’armamento ferroviario (in particolare ruote). In queste prime grossolane
sperimentazioni, il liquido impiegato era essenzialmente una diluizione in
cherosene di oli pesanti, nei quali i pezzi venivano completamente immersi.
Dopo la rimozione del liquido in eccesso dalla superficie e l’applicazione di una
finissima polvere di gesso sospesa in alcool (il quale evaporando piuttosto
rapidamente lasciava un deposito sottile ed uniforme di gesso), i pezzi
venivano fatti vibrare con robusti colpi di martello in modo tale che il liquido
intrappolato nelle eventuali cricche risalisse in superficie espandendosi sul
gesso.
Tuttavia, dal punto di vista dell’applicabilità industriale, un impulso decisivo
allo sviluppo del metodo fu dato dalla Magnaflux (www.magnaflux.com), società
americana che negli anni ’40 presentò il sistema di controllo LPI denominato
Zyglo basato sull’impiego di sostanze fluorescenti1 che, combinate con
opportune sostanze penetranti ed analizzate con luce ultravioletta, fornivano
inequivocabili indicazioni visibili ad occhio nudo sulla presenza di cricche ed
altri difetti superficiali. Il rapido sviluppo di questo tipo di controllo non
distruttivo venne determinato, prevalentemente, dall’utilizzo sempre più
frequente delle leghe leggere, in particolar modo nel settore aeronautico.
Infatti, poiché questo tipo di materiali non erano dotati di caratteristiche
ferromagnetiche apprezzabili, era di fondamentale importanza avere a
disposizione un valido controllo non distruttivo che fosse alternativo a quello
magnetoscopico, all’epoca già consolidato.
1 Una sostanza si definisce fluorescente se produce luce quando è sottoposta ad energia radiante quale ad esempio quella generata da raggi X o ultravioletti
19

Il metodo dei liquidi penetranti, ebbe così un notevole successo grazie alla sua
capacità di evidenziare, in maniera rapida ed affidabile, discontinuità aperte in
superficie quali cricche, porosità, ripiegature, strappi, cricche da fatica e da
trattamento termico.
Ai giorni nostri questa tecnica, pur mantenendosi concettualmente inalterata
rispetto alle primitive applicazioni citate, si avvale di prodotti e tecnologie
molto sofisticate. Tuttavia occorre non dimenticare che essa si limita a fornire
informazioni su discontinuità che risultano aperte in superficie. In caso
contrario, infatti, il liquido non potrebbe penetrare nel materiale, rendendo
impossibile la rilevazione di qualsivoglia difetto.
Perché l’ispezione LPI migliora la rilevabilità dei difetti?
Rispetto alla semplice ispezione visiva, l’impiego di liquidi penetranti rende più
agevole (o addirittura possibile) la visualizzazione dei difetti da parte
dell’operatore. Ciò è dovuto essenzialmente a due fattori:
1. il metodo LPI produce
un’indicazione che, essendo di
dimensioni significativamente
maggiori di quelle del difetto, è
molto più visibile sulla superficie
(molte cricche sono così piccole e
strette che è praticamente
impossibile rilevarle ad occhio nudo). Infatti l’occhio umano è
caratterizzato da una soglia di acuità visiva al di sotto della quale gli
oggetti non possono essere risolti (ossia due elementi distinti fisicamente
appaiono all’occhio confusi in un’unica macchia). Sebbene il valore di
tale soglia sia fisiologicamente variabile da persona a persona, in soggetti
20

aventi la massima capacità visiva (ossia un visus di 10/10) la minima
dimensione di difetto rilevabile è di circa 7/100 di mm.
2. per il modo con il quale è strutturato il controllo LPI l’indicazione che si
ottiene possiede un elevato livello di contrasto rispetto alla superficie del
pezzo. Per esempio, nei controlli effettuati in luce ordinaria si impiega
una sostanza penetrante rosso brillante che emerge chiaramente sullo
sfondo della sostanza di “sviluppo” di colore bianco. Se invece si utilizza
un liquido penetrante fluorescente, questo è formulato in modo che, una
volta irradiato con una luce ultravioletta, produca delle indicazioni
luminose aventi una lunghezza d’onda che viene percepita con
particolare facilità dall’occhio umano in condizioni di buio.
Per comprendere meglio quanto appena esposto, è opportuno analizzare in
maniera più dettagliata, alcuni aspetti dell’apparato visivo umano, perché è su
di essi che si basa l’efficacia del controllo con i liquidi penetranti.
Acuità visiva dell’occhio umano
La struttura dell’apparato visivo, descritta nelle figure seguenti, comprende la
presenza di un cristallino, che funge da lente, un robusto rivestimento esterno
detto sclera, una coroide (un tessuto ricco di pigmento nero) e una retina. La
cornea, in materiale trasparente,
ricopre la parte anteriore del globo
oculare e, posteriormente ad essa,
un’estensione della coroide forma
l’iride. L’iride, che è ricca di
pigmenti ad azione schermante e di
fibre muscolari, regola la quantità di
21

luce che entra nell’occhio. Lo spazio compreso tra la cornea e l’iride è riempito
da un liquido trasparente detto umor acqueo. Dietro l’iride si trova il cristallino
e infine, l’umor vitreo, una sostanza gelatinosa che riempie il globo oculare.
La luce penetra nell’occhio attraverso la pupilla e attraversa il cristallino il
quale, variando la propria
curvatura, concentra i raggi
luminosi sulle cellule
fotorecettrici della retina.
Nella retina esistono due tipi
di fotorecettori, che, per la loro
forma, sono denominati
bastoncelli e coni. I bastoncelli
hanno un picco di sensibilità per una lunghezza d’onda di 498 nm (luce blu-
verde) e vengono utilizzati per la visione in condizioni di luce molto fioca. Essi
forniscono una percezione grossolana dei movimenti attraverso la rilevazione
di cambiamenti di intensità luminosa lungo il campo visivo.
I coni invece sono sensibili alla luce intensa e ad essi si deve la nitida visione
diurna e la percezione dei colori; pigmenti presenti in diversi tipi di coni sono
sensibili, rispettivamente, al rosso, al verde e al blu. In particolare, vengono
detti coni di tipo L quelli dotati di pigmenti rossi; essi presentano un picco di
sensibilità per una lunghezza d’onda di 564 nm. I coni di tipo M, sono dotati di
pigmenti verdi ed hanno un picco di sensibilità in corrispondenza di una
lunghezza d’onda di 533 nm, mentre i coni di tipo S, possiedono dei pigmenti
blu e manifestano il loro picco di sensibilità per una lunghezza d’onda di 437
nm.
I coni si addensano spazialmente in una depressione conica situata quasi al
centro della retina e detta fovea, in corrispondenza della quale il tessuto
nervoso è più sottile. La concentrazione dei coni, che è di circa 180.000 per
22

millimetro quadrato nella regione della fovea, diminuisce rapidamente quando
ci si pone al di fuori di essa fino a valori di circa 5000 per millimetro quadrato e
in corrispondenza del punto cieco, zona nella quale è localizzato il nervo ottico,
non sono più presenti fotorecettori.
L’acuità visiva, ovvero la capacità di distinguere due punti adiacenti nello
spazio, si deve soprattutto ai coni della fovea.
Per quanto riguarda l’altro tipo di recettori (i bastoncelli) essi sono caratterizzati
dalla presenza, nelle loro membrane, di molecole di una sostanza sensibile alla
luce: la rodopsina. L’assorbimento della luce causa la scissione di tale molecola
e, come conseguenza, si ha una variazione della differenza di potenziale fra i
due lati della membrana. Questa variazione, segnala la presenza di luce ai
neuroni vicini, i quali inviano segnali a delle cellule nervose dotate di lunghi
assoni che confluiscono assieme a formare il nervo ottico. Attraverso il nervo
ottico, i segnali raggiungono il talamo e quindi i centri di elaborazione presenti
nel cervello.
L’oftalmologia definisce acuità visiva normale la capacità di risolvere due oggetti
distinti separati da un angolo visivo di 1/60 di grado e tale limite di risoluzione
spaziale dipende dal fatto che la lente proietta ogni grado di una scena
attraverso 288 μm della retina.
In tale regione spaziale sono presenti circa 120 coni, sensibili al colore. Dunque,
se si hanno più di 120 linee bianche e nere alternate, disposte fianco a fianco in
un singolo grado dello spazio visivo, esse appariranno all’occhio umano come
una macchia grigia.
Con una semplice analisi trigonometrica, è possibile calcolare la risoluzione
dell’occhio ad una specifica distanza dal cristallino.
Nel caso di un soggetto avente una normale acuità visiva, l’angolo θ è di 1/60 di
grado. Bisecando l’angolo θ si ottengono due angoli pari a 1/120 di grado e, se si
considera il triangolo ABC, poiché è noto il valore di θ/2 e della distanza d, si
23

può determinare il segmento x/2, ovvero la massima dimensione risolvibile, per
quel valore di d, mediante la relazione:
⎟⎠⎞
⎜⎝⎛=
22θtgdx
Quando si osserva un oggetto al fine di localizzare la presenza di eventuali
difetti, la distanza d necessaria ad una analisi confortevole è di circa trenta
centimetri. Inserendo tale valore nella formula precedente, si ottiene che la
normale risoluzione dell’occhio umano è di 0.076 millimetri. Pertanto, se in
questo range l’oggetto in esame fosse costituito di linee bianche e nere alternate,
la maggior parte delle persone non riuscirebbe a percepire altro che una
indistinta macchia grigia.
Sensibilità al contrasto dell’occhio umano
Nell’esecuzione di un controllo con liquidi penetranti la sensibilità dell’occhio
al contrasto diventa di fondamentale importanza per distinguere
un’indicazione di difettosità dallo sfondo costituito dalla superficie del pezzo.
In generale, per contrasto si intende la differenza tra il colore (o la tonalità)
dell’oggetto che si sta osservando (le indicazioni nel caso del controllo LPI) e il
colore (o la tonalità) dello sfondo. Riducendo la differenza nelle tonalità di
colore, si peggiora il contrasto e, conseguentemente, diminuisce la percettibilità
dell’oggetto osservato quindi, dal punto di vista fisico, la sensibilità al
24
contrasto, può essere pensata come una misura di quanto un’immagine può
essere “sbiadita” prima che diventi indistinguibile rispetto ad un campo
uniforme circostante.
E’ stato determinato sperimentalmente che la minima differenza che l’occhio
umano può distinguere nella scala del grigio, è circa il 2% della luminosità
totale; si è altresì osservato che la sensibilità al contrasto è funzione del formato
e della frequenza spaziale delle caratteristiche dell’immagine.
Tuttavia, il legame con tali caratteristiche, non è diretto, infatti, spesso oggetti
grandi non sono più facilmente visibili di altri piccoli, a causa di un basso
livello del contrasto.
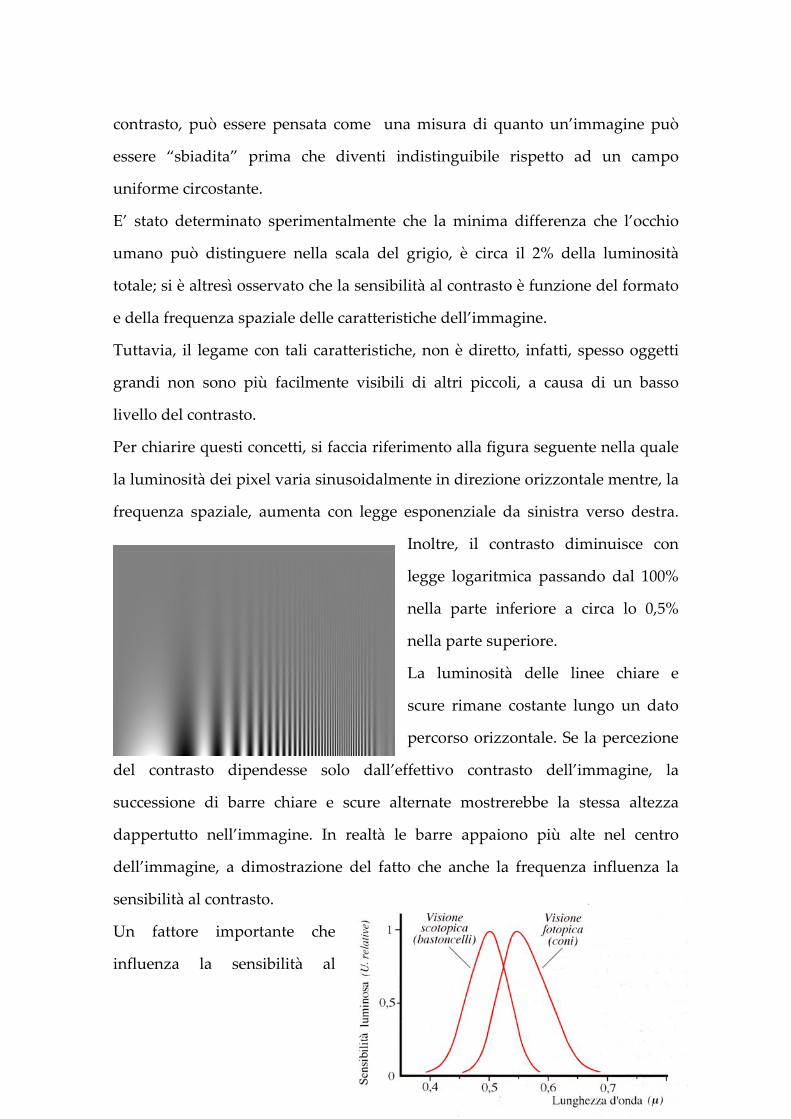
Per chiarire questi concetti, si faccia riferimento alla figura seguente nella quale
la luminosità dei pixel varia sinusoidalmente in direzione orizzontale mentre, la
frequenza spaziale, aumenta con legge esponenziale da sinistra verso destra.
Inoltre, il contrasto diminuisce con
legge logaritmica passando dal 100%
nella parte inferiore a circa lo 0,5%
nella parte superiore.
La luminosità delle linee chiare e
scure rimane costante lungo un dato
percorso orizzontale. Se la percezione
del contrasto dipendesse solo dall’effettivo contrasto dell’immagine, la
successione di barre chiare e scure alternate mostrerebbe la stessa altezza
dappertutto nell’immagine. In realtà le barre appaiono più alte nel centro
dell’immagine, a dimostrazione del fatto che anche la frequenza influenza la
sensibilità al contrasto.
Un fattore importante che
influenza la sensibilità al
25

contrasto è legato alla risposta dell’ occhio umano medio ai vari tipi di luce, che
a sua volta dipende dal tipo di fotorecettore impegnato.
Nella figura, la curva a destra, mostra la risposta dell’occhio nelle normali
condizioni di illuminazione ed è detta risposta fotopica. In tali circostanze, sono
i coni a permettere la visione, in quanto i bastoncelli diventano soprasaturi e
non trasmettono alcun segnale. La soprasaturazione, dipende dal fatto che i
bastoncelli sono molto sensibili poiché permettono la visione in condizioni di
luce fioca. La curva della risposta fotopica, presenta un picco in corrispondenza
di una luce avente lunghezza d’onda di 555 nm, il che significa, che in
condizioni di normale illuminazione, l’occhio è più sensibile ad un colore giallo-
verdastro. Viceversa, in condizioni di luce fioca, cioè in condizioni di visione
crepuscolare o notturna, la risposta dell’occhio cambia significativamente; a tale
tipo di visione, è associata una curva di risposta detta scotopica, che nella figura
si trova a sinistra.
In tali condizioni, i bastoncelli sono attivi e l’occhio è più sensibile alla luce
anche se, tuttavia, a questo incremento di sensibilità verso la luce, si
accompagna una minore sensibilità alla gamma dei colori. I bastoncelli, infatti,
pur essendo particolarmente sensibili alla luce possiedono un solo tipo di
pigmento, e questo determina una ridotta percezione dei colori.
Per quanto concerne il controllo LPI, numerosi studi hanno messo in evidenza
come la risposta dell’occhio ad un’illuminazione tipica di una cabina di
controllo per liquidi penetranti presenti un picco in corrispondenza di una
lunghezza d’onda di 550 nm il che significa che, in queste condizioni, l’occhio è
più sensibile ad un colore verde-giallastro. Ciò ha condizionato in modo
decisivo lo sviluppo di sostanze penetranti fluorescenti che, essendo in grado di
emettere luce circa a queste lunghezze d’onda fanno si che l’occhio che osserva
sia nelle condizioni di massima sensibilità e quindi aumentano (seppur in modo
indiretto) la probabilità di rilevare i difetti.
26

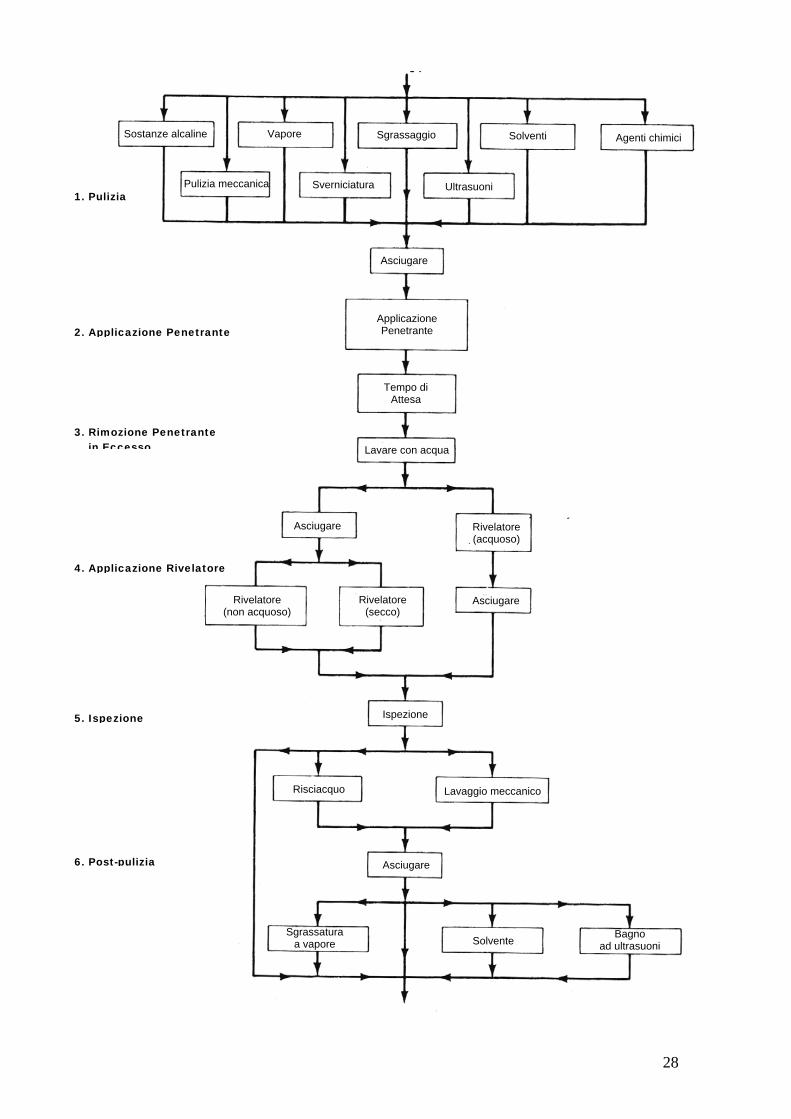
Schema della procedura di controllo con liquidi penetranti
In linea di principio la procedura di controllo con i liquidi penetranti è
estremamente semplice e consta di 6 passi:
1. Pulizia e preparazione della superficie da ispezionare
2. Applicazione del liquido penetrante e attesa del tempo di penetrazione
3. Rimozione del penetrante in eccesso
4. Applicazione del rivelatore
5. Osservazione della superficie ed esame delle indicazioni
6. Pulizia per riportare la superficie alle condizioni iniziali
Tuttavia ciascuna fase presenta un certo grado di criticità e possono essere
presenti alcune opzioni che devono essere valutate attentamente in ragione del
livello di sensibilità atteso, del tipo di materiale testato, del costo della prova
etc. (vedi diagramma successivo)
27
1. Pulizia
2. Applicazione Penetrante
3. Rimozione Penetrante in Eccesso
4. Applicazione Rivelatore
5. Ispezione
6. Post-pulizia
Asciugare
ApplicazionePenetrante
Tempo diAttesa
Lavare con acqua
Asciugare Rivelatore(acquoso)
AsciugareRivelatore (non acquoso)
Ispezione
Rivelatore(secco)
Risciacquo Lavaggio meccanico
Asciugare
Sgrassaturaa vapore Solvente Bagno
ad ultrasuoni
Sostanze alcaline
Pulizia meccanica Sverniciatura Ultrasuoni
Agenti chimiciSolventiVapore Sgrassaggio
28

1. Preparazione della superficie
Uno dei passi più critici nel processo di analisi coi liquidi penetranti, è la
preparazione della superficie da testare.Tutti gli elementi estranei al pezzo quali
vernici, sporcizia, residui di fusione, lacche, olii, placcature, grassi, ossidi, cere,
decalcomanie, ruggine, residui di eventuali precedenti controlli con liquidi
penetranti, ecc. devono essere accuratamente rimossi in modo che gli eventuali
difetti presenti abbiano sbocco sulla superficie. Infatti rivestimenti quali la
vernice, per esempio, essendo molto più elastici del metallo non si fratturano
anche se appena sotto di essi vi è un grosso difetto. Inoltre se le parti da
analizzare sono state lavorate di recente alle macchine utensili, è possibile che
sulla superficie siano presenti dei ricalcamenti di metallo che ostruiscono lo
sbocco dei difetti alla superficie. In tal caso lo strato di metallo deve essere
rimosso prima del controllo. Invece altri agenti, come ad esempio i residui di
precedenti controlli con liquidi penetranti precedenti pur avendo un effetto
meno evidente, possono ugualmente pregiudicare l’esame in maniera
determinante. Per questi motivi si rende fondamentale eseguire un’accurata
pulizia della superficie da esaminare. La pulizia può essere effettuata con
metodi meccanici (ad es. spazzolatura, smerigliatura, sabbiatura ecc.) chimici
(solventi o prodotti analoghi) o, più frequentemente, con una combinazione di
entrambi.
Tuttavia è importante selezionare il metodo e le sostanze opportune affinché
esse non abbiano ad interferirei in alcun modo con l’esito del test; ad esempio, è
stato osservato che alcuni prodotti alcalini possono alterare i risultati se
contengono silicati in concentrazioni superiori allo 0,5%. In particolare, il
metasilicato di sodio, il silicato di sodio e i silicati in generale, possono aderire
alla superficie da esaminare formando un rivestimento che impedisce al liquido
penetrante di entrare nei difetti. Anche alcuni saponi domestici e detersivi
29

commerciali possono ostruire i difetti e/o ridurre la bagnabilità del metallo,
riducendo così la sensibilità dell’esame. Quando si devono analizzare materiali
teneri, occorre prestare attenzione anche ai lavaggi con acqua bollente perché
potrebbero dar luogo a deformazioni potenzialmente in grado di ostruire i
difetti.
Al termine della pulizia la superficie deve risultare asciutta e pulita, in modo
tale da fornire un substrato ottimale alla successiva fase di applicazione del
liquido.
2. Applicazione del liquido penetrante
Generalità
Le sostanze che vengono attualmente impiegate nelle ispezioni LPI sono
certamente molto più sofisticate del kerosene e della polvere di gesso impiegate
nel secolo scorso per ispezionare i componenti ferroviari e grande cura si pone
nella realizzazione di formulazioni tali da conseguire il livello di sensibilità
desiderato dall’operatore.
Da un punto di vista assolutamente generale, tutte le sostanze penetranti
devono essere caratterizzate da alcuni requisiti base:
• Devono essere facilmente spruzzabili sulla superficie per fornire una
copertura totale ed uniforme
• Devono poter essere drenate dal difetto per azione capillare
• Devono restare intrappolate all’interno del difetto ma nel contempo
essere facilmente rimovibili dal resto della superficie.
• Devono restare fluide durante tutta la durata della prove per poter essere
richiamate alla superficie durante la fase di sviluppo
• Devono essere altamente visibili (o fluorescenti) per poter produrre
indicazioni facilmente rilevabili
30

• Non devono essere pericolose o nocive per l’operatore che le maneggia
Non tutti i tipi di penetrante svolgono lo stesso tipo di azione (e non sono
nemmeno progettati per farlo) e, nel tempo, le aziende produttrici hanno
sviluppato una varietà di prodotti che si indirizzano alle più diverse
applicazioni industriali. Alcune di queste richiedono la rilevabilità di difetti il
più piccoli possibile, mentre in altre la dimensione limite per l’accettabilità del
difetto può essere più elevata e dunque la composizione del penetrante dovrà
essere adeguata di conseguenza, considerato che se il penetrante è
estremamente “sensibile”, la prova sarà affetta dalla presenza di un
elevatissimo numero di indicazioni irrilevanti.
Le caratteristiche dei materiali penetranti sono definite e classificate in
numerose specifiche industriali e governative: attualmente negli USA la
specifica di riferimento è la AMS2 2644 tuttavia, storicamente, il primo
documento compiuto sulle sostanze LPI è stato il Military Standard 25135.
Esistono anche normative più settoriali (come ad esempio la norma ASTM3
1417 o altre) ma queste spesso si rifanno in modo più o meno esteso agli
standard precedentemente citati.
Scelta del tipo di penetrante
La scelta dei materiali da impiegare per l’esecuzione di un controllo coi liquidi
penetranti può avvenire solo dopo la valutazione di una serie di fattori che
riguardano la sensibilità richiesta, il tipo di materiale da testare, il numero dei
componenti da testare, l’estensione della superficie da controllare e la
portabilità poiché, come già accennato, esiste una grande varietà di penetranti e
sviluppatori ciascuno dei quali è maggiormente indicato per specifiche
applicazioni.
2 Aerospace Material Specification 3 American Standard for Testing Materials
31

Usualmente le sostanze penetranti si classificano in due grandi categorie:
• Tipo 1 – Penetranti fluorescenti
• Tipo 2 – Penetranti visibili
Nei penetranti visibili, alla sostanza base viene aggiunta una certa quantità di
pigmento rosso in modo tale da garantire una colorazione sufficientemente
intensa anche quando la quantità di penetrante coinvolta nella formazione
dell’indicazione è ridotta (è questo il caso delle discontinuità strette e poco
profonde). Invece i penetranti fluorescenti contengono una o più sostanze che si
illuminano quando sono sottoposte all’azione della luce ultravioletta, fornendo
così chiare e nitide indicazioni luminose su sfondo scuro quando i pigmenti
sono sottoposti all’azione di una radiazione ultravioletta (lampada di Wood).
Dunque, quando il requisito più importante del controllo è la sensibilità, la
prima opzione da valutare è se conviene usare un penetrante fluorescente
oppure uno visibile, tenendo in considerazione la possibilità di ottenere un
risultato estremamente “rumoroso” se la superficie è porosa o molto rugosa.
In generale si può affermare che per indicazioni scure di diametro superiore a
0,076 millimetri avere un contrasto più o meno elevato è, di fatto, ininfluente
ma se l’indicazione è caratterizzata da un diametro inferiore a tale valore essa
non è rilevabile anche se si ha uno sfondo chiaro ed un altro contrasto, mentre
risulterà apprezzabile se l’indicazione è chiara su sfondo scuro.
Appare dunque chiaro che un liquido penetrante fluorescente è superiore ad
uno visibile quando si vogliono individuare difetti di dimensioni ridotte.
Viceversa, quando l’esame è volto all’individuazione di difetti relativamente
grandi e non è necessaria un’elevata sensibilità che darebbe luogo a numerose
indicazioni irrilevanti, oppure quando la rugosità della superficie da analizzare
è elevata o i difetti sono situati in zone particolari quali i giunti saldati, i
penetranti visibili si dimostrano certamente più indicati.
32

Peraltro questi ultimi non necessitano di un ambiente buio in cui effettuare
l’analisi delle indicazioni con luce ultravioletta e, pertanto, sono anche più
semplici da utilizzare.
Un’ulteriore classificazione dei penetranti che si basa sulle loro caratteristiche di
sensibilità è la loro abilità a mettere in evidenza discontinuità piccole e sottili,
che, in generale, possono porre dei problemi per quanto attiene il loro
rilevamento a causa della difficoltà del liquido a penetrare e della modesta
quantità di sostanza che concorre a formare l’indicazione. La capacità di
penetrazione, infatti, diminuisce quanto più la composizione del penetrante si
allontana dalle condizioni “naturali”, rappresentate dalla base derivata dal
petrolio. A tale proposito è importante osservare che l’aggiunta di eccipienti,
quali pigmenti ed agenti emulsificanti, rende il prodotto più “carico”, e quindi
di più difficoltosa introduzione in cricche sottili.
Per tale motivo, i penetranti fluorescenti sono solitamente caratterizzati da
prestazioni superiori a quelli colorati poiché, per assicurare la visibilità, essi
richiedono una minore quantità di sostanza fluorescente rispetto a quella
colorata. In altre parole, il penetrante fluorescente è meno “carico” di quello
colorato e dunque, possiede una mobilità superiore, che gli permette di inserirsi
più facilmente di un penetrante colorato nelle fenditure sottili.
In sostanza, i penetranti rimovibili con solvente e quelli post-emulsificabili sono
avvantaggiati rispetto a quelli autolavanti. In assoluto, i penetranti migliori
sono quelli rimovibili con solvente, infatti i penetranti post-emulsificabili, non
contengono l’emulsificante nella fase di penetrazione, mentre lo possiedono
nella fase di assorbimento che, per questo motivo, può essere meno agevole.
I penetranti rimovibili con solvente, invece, mantengono le loro caratteristiche
invariate sia nella fase di penetrazione che in quella di assorbimento.
33

Riassumendo, la sensibilità nei confronti di discontinuità sottili e poco
profonde, cresce passando dai penetranti colorati a quelli fluorescenti e, in
ciascuna categoria, da quelli autolavanti a quelli rimovibili con solvente.
Per classificare i penetranti in base alla sensibilità, si fa spesso ricorso alla scala
sintetica messa a punto dalla US Air Force Materials Laboratory che definisce 5
livelli di sensibilità
• Livello 1/2 – Sensibilità ultra-bassa
• Livello 1 – Sensibilità bassa
• Livello 2 – Sensibilità media
• Livello 3 – Sensibilità alta
• Livello 4 – Sensibilità ultra-alta
La procedura impiegata per definire questa scala fa uso di provini in titanio ed
Inconel caratterizzati dalla presenza di cricche superficiali prodotte a seguito di
azioni di fatica a basso numero di cicli. La luminosità proveniente da ciascun
difetto individuato è stata misurata sperimentalmente con un fotometro.
Procedura operativa per l’applicazione dei penetranti
Dal punto di vista operativo, l’applicazione del penetrante sulla superficie da
testare può essere realizzata mediante spruzzatura, spennellatura o
immersione. La spruzzatura
mediante bombolette spray risulta
essere certamente il sistema più
semplice e portabile e garantisce una
certa facilità di stoccaggio, tuttavia quando la geometria del pezzo è
particolarmente complessa e si potrebbero avere delle difficoltà a raggiungere
col getto alcune regioni di interesse, l’immersione è il solo sistema in grado di
assicurare la massima uniformità di applicazione. In generale, di per sé il
metodo scelto non influenza la sensibilità del controllo tuttavia, risultati
34

lievemente migliori sono stati riscontrati nel caso di applicazioni tramite
spruzzatura elettrostatica. In ogni caso è vitale che il penetrante costituisca uno
strato uniforme esteso a tutta la superficie da esaminare. Nel caso di zone di
ampiezza limitata (come ad es. saldature), l’area ricoperta dal liquido deve
estendersi per circa 25 mm oltre il margine delle zone stesse.
3. Tempo di penetrazione
Una volta che la parte da esaminare è stata ricoperta occorre attendere un certo
lasso di tempo, detto tempo di penetrazione, che è necessario a consentire il
massimo assorbimento possibile per capillarità da parte del difetto.
Esistono, fondamentalmente, due modi di trattare il pezzo nella fase di
penetrazione: il primo, consiste nel mantenere il pezzo immerso nel penetrante
durante tale tempo mentre il secondo non prevede apporto di ulteriore
penetrante. Inizialmente, il primo metodo veniva considerato come più
sensibile, anche se meno economico perché si doveva lavare via più penetrante
in eccesso. Il ragionamento che portava a considerare tale metodo più sensibile
era che il penetrante si mantenesse più fluido e, quindi, più mobile in quanto
non perdeva per evaporazione i componenti volatili e, a motivo di ciò, ci fosse
una maggiore probabilità di riempimento dei difetti. Tuttavia successive
sperimentazioni hanno dimostrato il contrari infatti il penetrante a contatto con
l’atmosfera fa evaporare i componenti volatili, e di conseguenza aumenta la
concentrazione di pigmenti nei difetti che dunque sono potenzialmente più
visibili. Il tempo di penetrazione, che solitamente è suggerito dai produttori
oppure dalle norme adottate, è funzione di parametri quali:
• Tensione superficiale del liquido penetrante
• Angolo di contatto del liquido penetrante
• Viscosità del liquido penetrante
• Pressione atmosferica all’apertura del difetto
35

• Pressione capillare
• Pressione del gas bloccato nel difetto
• Raggio del difetto o distanza fra le pareti del difetto
• Densità del liquido penetrante
• Proprietà microstrutturali del liquido penetrante
Il tempo di penetrazione ideale può essere stabilito anche tramite esperimenti
specifici per l’applicazione che si deve effettuare ma, in generale, è sempre
compreso tra i 5 e i 60 minuti. Anche se di solito non è dannoso prolungare il
tempo di penetrazione oltre quello raccomandato, con alcune sostanze esiste il
rischio che si verifichino principi di essiccamento che potrebbero rendere
difficoltosa la fuoriuscita del penetrante stesso nella fase di assorbimento da
parte del rivelatore.
Nella seguente tabella sono riportati, a titolo di esempio, i requisiti ed il tempo
di penetrazione di differenti penetranti, per provini in acciaio.
Norma di riferimento Tipo di pezzo Discontinuità
Tempo di penetrazione per penetrante
autolavante (minuti)
Tempo di penetrazione per penetrante post-emulsificabile
(minuti) Getti Porosità 5-10 10
Estrusi/Forgiati Ricalcamenti NR4 10 Mancanza di
fusione 30 20 Saldature Porosità 30 20 Cricche 30 20
Military-Technical-
Order-33B-1-1
Tutti Cricche da fatica NR 30 Getti Porosità 30
Estrusi/Forgiati Ricalcamenti 60 Mancanza di
fusione 60 Saldature Porosità 60
ASME-Boiler-and-Pressure-Vessel-Code
Tutti Cricche 30 Getti Porosità 5 5
Estrusi/Forgiati Ricalcamenti 10 10 Mancanza di
fusione 5 5 Saldature Porosità 5 5
ASTM-E-1209/-E-1210
Tutti Cricche 5 5
4 NR: Tempo non suggerito per tale metodo di esame
36
Al termine del tempo di penetrazione, si deve procedere alla rimozione di tutto
il penetrante che non sia quello intrappolato nelle discontinuità.
4. Rimozione del penetrante in eccesso
Questa è l’operazione più delicata e
critica dell’intero processo di
ispezione LPI, poiché l’eccesso di
penetrante che è presente sul
componente deve essere rimosso
totalmente ma allo stesso tempo
occorre prestare molta attenzione a non eliminare anche porzioni di liquido
intrappolate nei difetti.
Poiché i liquidi penetranti sono prodotti a base di petrolio, essi non possono
essere asportati agendo direttamente con l’acqua e dunque la loro rimozione
dalla superficie del pezzo richiede una delle seguenti condizioni:
• l’impiego di un solvente capace di sciogliere il penetrante
• l’emulsificazione del penetrante (tramite l’aggiunta di una sostanza
chiamata agente emulsificante che lo renda asportabile da un lavaggio
con acqua).
Quindi, la normativa classifica i penetranti (per quanto concerne il metodo di
rimozione) in:
• Metodo A – Lavabile con acqua
• Metodo B – Post emulsificabile, lipofilo
• Metodo C – Rimovibile con solvente
• Metodo D – Post emulsificabile, idrofilo
Se il liquido penetrante non incorpora l’agente emulsificante, come detto, esso
non può essere rimosso con l’acqua e pertanto deve essere sciolto con un
solvente oppure mediante l’aggiunta di tale agente. L’applicazione
37
dell’emulsificante, può essere compiuta dopo l’applicazione del penetrante
sulla superficie e prima dell’applicazione del rivelatore. Un penetrante che
necessita dell’aggiunta, da parte dell’operatore, dell’emulsificante, è detto post-
emulsificabile.
Nel caso in cui l’agente emulsificante venga aggiunto al penetrante dal
fabbricante all’atto della produzione, il penetrante si definisce autolavante
(metodo A).
In questo caso il penetrante (indicato anche come “auto-emulsificante”) può
essere rimosso con della semplice acqua corrente. I penetranti appartenenti alla
categoria dei post-emulsificabili (metodi B e D) possono essere lipofili od
idrofili a seconda che la sostanza sia solubile nell’olio o solubile nell’acqua.
I prodotti post-emulsificabili lipofili (sia penetranti che emulsificanti), sono
costituiti da sostanze a base oleosa e vengono forniti pronti all’uso, mentre
quelli idrofili, che utilizzano come emulsionante un detersivo solubile in acqua,
sono commercializzati sotto forma di concentrato da diluire in acqua prima
dell’uso.
Gli emulsionanti lipofili, sono stati introdotti verso la fine degli anni ‘50 ed
esplicano sul penetrante, sia un’azione chimica che un’azione meccanica; infatti,
dopo che l’emulsificante ha ricoperto il penetrante, tramite l’azione meccanica
di un getto d’acqua è possibile rimuovere il penetrante in eccesso perché
durante il tempo di emulsificazione l’emulsionante diffonde nel penetrante
trasformandolo in un penetrante del tipo autolavante. Anche gli emulsionanti
idrofili, rimuovono il penetrante in eccesso con una duplice azione meccanica e
chimica, solo che l’azione chimica è differente, infatti, in tal caso non si hanno
fenomeni di diffusione.
38

Gli emulsionanti idrofili, di base, sono dei detersivi che contengono solventi e
agenti tensioattivi. Essi frammentano lo strato di penetrante in minuscole
goccioline e impediscono che queste si ricongiungano fra loro o si riattacchino
alla superficie. Successivamente, tali goccioline vengono rimosse dall’azione di
un getto d’acqua.
Gli emulsificanti idrofili, introdotti a metà degli anni 70, si sono dimostrati
subito più efficaci di quelli lipofili, tanto da renderli obsoleti; il loro principale
vantaggio è una ridotta sensibilità alle variazioni del tempo di rimozione e
contatto.
Tuttavia, è sempre importante controllare il tempo di emulsificazione, ovvero il
tempo per cui si lascia agire l’emulsificante poichè questo si dispone sul
penetrante e si muove verso la superficie del pezzo, andando ad emulsificare lo
strato di penetrante sottostante. Controllando il tempo di emulsificazione, si fa
in modo da emulsificare solo il penetrante che sta in superficie e non quello che
si trova nei difetti che, per questo motivo, non sarà lavabile con l’acqua e
rimarrà nelle fessure in cui si era precedentemente disposto. Riassumendo,
tempi di emulsificazione troppo brevi non permettono la rimozione di una
adeguata quantità di penetrante in eccesso, mentre al contrario tempi troppo
lunghi possono portare all’emulsificazione anche del penetrante contentuto nei
39

difetti ed al loro conseguente svuotamento. Quando si ritiene che il tempo
trascorso sia tale da aver garantito la corretta emulsificazione del penetrante
superficiale, la rimozione può essere effettuata con un getto d’acqua.
Difetto pieno
Penetrante in eccesso
Difetto
Applicazione emulsificante
Emulsificante
Diffusione dell’ emulsificante Rimozione penetrante in eccessoSoluzione di penetrante
ed emulsificante
Penetrante non emulsificato
Penetrante non emulsificato
Getto d’acqua
Difetto pieno
Penetrante in eccesso
Difetto
Applicazione emulsificante
Emulsificante
Diffusione dell’ emulsificante Rimozione penetrante in eccessoSoluzione di penetrante
ed emulsificante
Penetrante non emulsificato
Penetrante non emulsificato
Getto d’acqua
Nel metodo D, invece, la rimozione richiede l’utilizzo di un solvente. La fase di
rimozione del penetrante in eccesso è piuttosto critica poiché lavaggi incompleti
sono causa della formazione di indicazioni non rilevanti che si formano nelle
zone poco pulite. Da ciò può derivare la difficoltà a percepire le indicazioni
provenienti da discontinuità molto piccole e, in generale, una ridotta efficacia
dell’esame.
Proprietà che influenzano l’efficacia di un penetrante
Dopo aver analizzato e discusso le caratteristiche principali che rendono un
liquido penetrante efficace, è importante esaminare da quali parametri esse
dipendono e tra queste citiamo:
• La capillarità
• La tensione superficiale e la capacità di bagnare la superficie
• La densità
• La viscosità
40
• La soglia dimensionale di fluorescenza
• La stabilità ultravioletta e termica
• L’amovibilità
Capillarità, bagnabilità e tensione superficiale
Il principio fondamentale sul quale si basa il metodo LPI, è la penetrazione di
una sostanza liquida, per azione capillare, all’interno dei difetti che sfociano in
superficie.
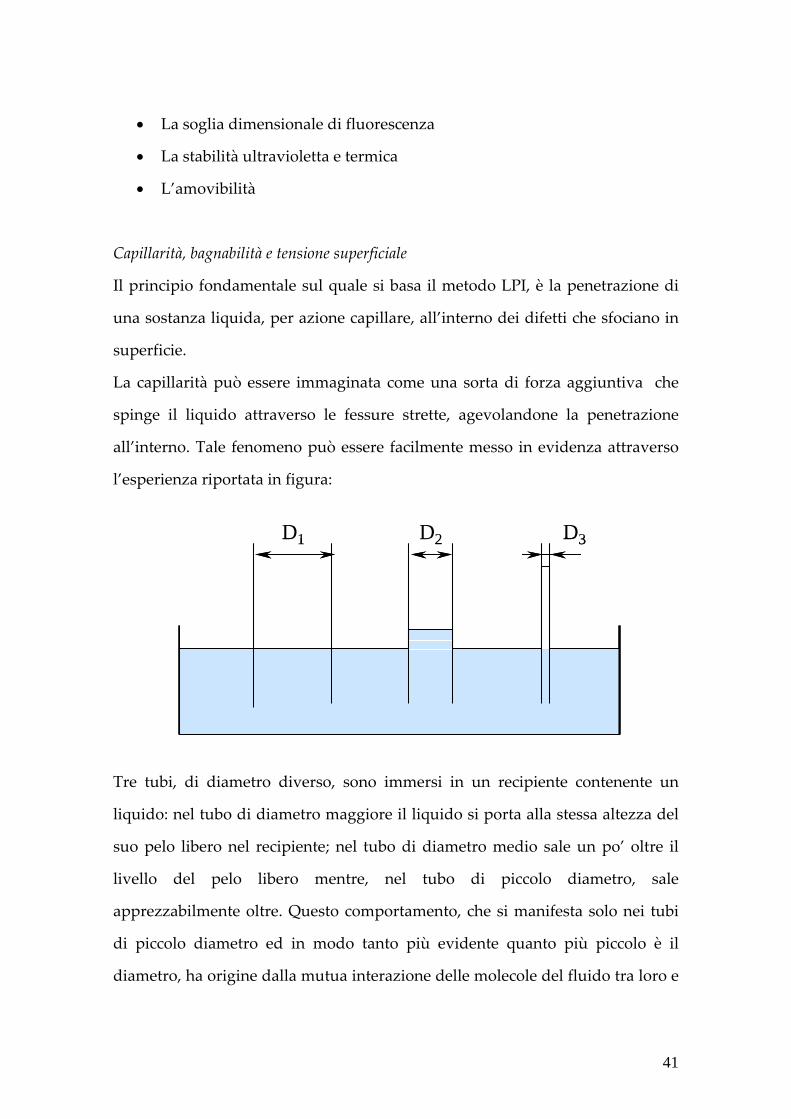
La capillarità può essere immaginata come una sorta di forza aggiuntiva che
spinge il liquido attraverso le fessure strette, agevolandone la penetrazione
all’interno. Tale fenomeno può essere facilmente messo in evidenza attraverso
l’esperienza riportata in figura:
D1 D2 D3D1 D2 D3
Tre tubi, di diametro diverso, sono immersi in un recipiente contenente un
liquido: nel tubo di diametro maggiore il liquido si porta alla stessa altezza del
suo pelo libero nel recipiente; nel tubo di diametro medio sale un po’ oltre il
livello del pelo libero mentre, nel tubo di piccolo diametro, sale
apprezzabilmente oltre. Questo comportamento, che si manifesta solo nei tubi
di piccolo diametro ed in modo tanto più evidente quanto più piccolo è il
diametro, ha origine dalla mutua interazione delle molecole del fluido tra loro e
41

con il recipiente nel quale vengono immesse. In particolare si definisce forza di
coesione la risultante delle forze di interazione molecolare su una molecola se
questa si sviluppa fra molecole identiche) o forza di adesione se si sviluppa fra
molecole diverse
forze di coesione ⇒ tengono insieme le sostanze
forze di adesione ⇒ fanno attrarre s cqu u
La condizione di equilibrio di un
fluido in presenza di più sostanze è
contatto con la parete solida del contenito
ostanze diverse (a a s vetro
determinata dalla reciproca
intensità delle forze di adesione e
coesione. Si prenda in esame, ad
esempio, il caso di un fluido a
re (acqua in un bicchiere a contatto
con l’aria). Le molecole di un liquido in vicinanza della parete sentono la forza
di coesione del fluido Fc diretta verso l’interno del fluido, la forza di adesione
liquido-gas Fa,a , diretta verso l’interno del gas, la forza d adesione liquido-
solido Fa,s , diretta verso l’ interno del solido. La Fa,a è così debole da poter essere
trascurata. Le restanti due forze, vista la loro direzione e verso, non possono
avere risultante nulla, quindi all’equilibrio la superficie libera del fluido deve
essere ortogonale alla risultante delle forze agenti.In definitiva si possono avere
due casi:
42

Fa > Fc Fa < Fc
el primo caso l’angolo Φ formato tra la tangente al menisco nel punto di
pi di angoli risultanti tra diversi accoppiamenti solido-liquido sono
cqua-vetro (A) Φ = 0°
°
in questo caso si ha innalzamento del in questo caso si ha allontanamento del liquido lungo la parete e si dice che il liquido “bagna la superficie”
liquido dalla parete e si dice che il liquido “non bagna la superficie”
N
contatto e la direzione della parete è minore di 90°, mentre nel secondo caso è
maggiore.
Alcuni esem
riportati di seguito:
A
Benzina-vetro Φ = 26
Acqua-paraffina Φ = 107°
Acqua-teflon (B) Φ = 127°
Mercurio-acqua Φ = 140°
43
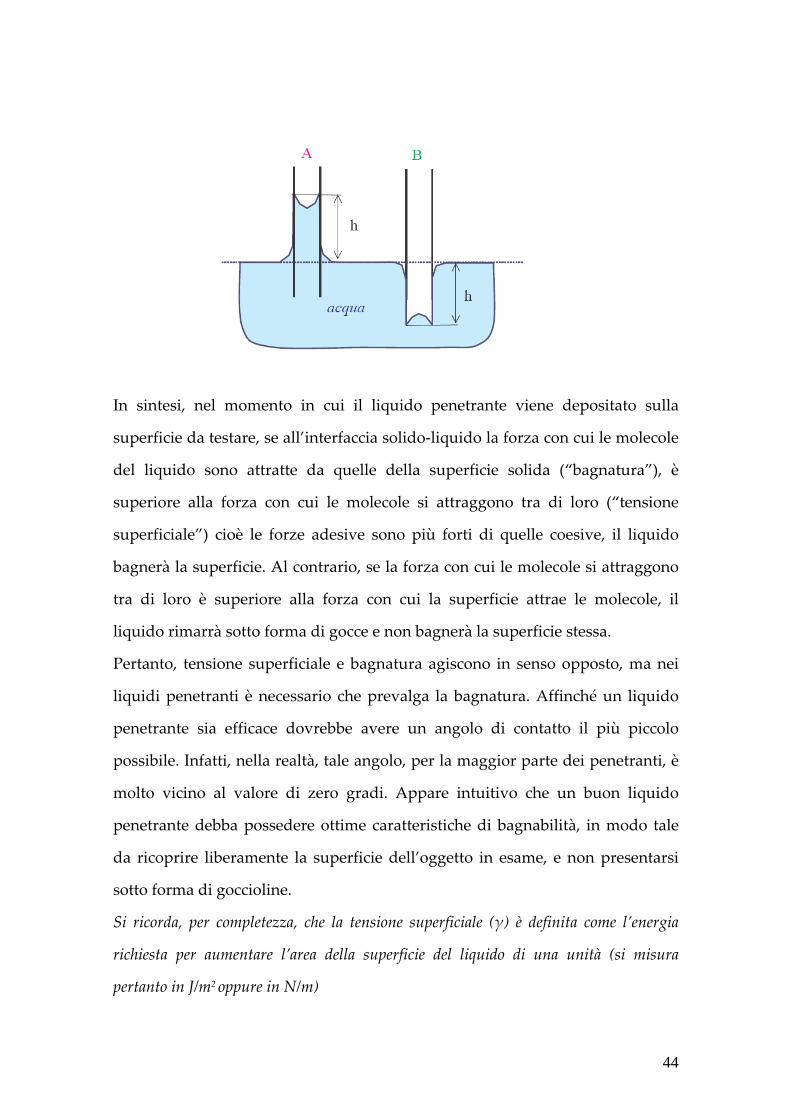
In sintesi, nel momento in cui il liquido penetrante viene depositato sulla
superficie da testare, se all’interfaccia solido-liquido la forza con cui le molecole
del liquido sono attratte da quelle della superficie solida (“bagnatura”), è
superiore alla forza con cui le molecole si attraggono tra di loro (“tensione
superficiale”) cioè le forze adesive sono più forti di quelle coesive, il liquido
bagnerà la superficie. Al contrario, se la forza con cui le molecole si attraggono
tra di loro è superiore alla forza con cui la superficie attrae le molecole, il
liquido rimarrà sotto forma di gocce e non bagnerà la superficie stessa.
Pertanto, tensione superficiale e bagnatura agiscono in senso opposto, ma nei
liquidi penetranti è necessario che prevalga la bagnatura. Affinché un liquido
penetrante sia efficace dovrebbe avere un angolo di contatto il più piccolo
possibile. Infatti, nella realtà, tale angolo, per la maggior parte dei penetranti, è
molto vicino al valore di zero gradi. Appare intuitivo che un buon liquido
penetrante debba possedere ottime caratteristiche di bagnabilità, in modo tale
da ricoprire liberamente la superficie dell’oggetto in esame, e non presentarsi
sotto forma di goccioline.
Si ricorda, per completezza, che la tensione superficiale (γ) è definita come l’energia
richiesta per aumentare l’area della superficie del liquido di una unità (si misura
pertanto in J/m2 oppure in N/m)
44

Il liquido penetrante, come già accennato in precedenza, è guidato all’interno
della fessura dall’azione della forza capillare F; essa è funzione della tensione
superficiale all’interfaccia liquido-gas, dell’angolo di contatto e di parametri
geometrici relativi alla fessurazione. In particolare, per un difetto a geometria
cilindrica, si ha:
θσπ cos2 LGrF =
dove
r raggio dell’apertura σLG tensione superficiale all’interfaccia liquido – gas θ angolo di contatto
è possibile definire anche una “pressione capillare” (pc), ottenuta dal rapporto
tra la forza capillare e l’area su cui essa agisce. Nel caso particolare di un tubo a
sezione circolare si ha:
rrr
p LGLGc
θσπ
θσπ cos2cos22 ==
Sebbene le suddette equazioni, siano state espresse nel caso semplice di un
difetto a geometria cilindrica, è bene sottolineare che le relazioni tra le variabili
permangono anche in casi più generali. Tuttavia si deve tener presente che
l’espressione della pressione capillare è valida solo quando esiste un contatto
simultaneo del penetrante su tutta la lunghezza dell’apertura, e la superficie del
liquido risulti essere equidistante dalla superficie del pezzo. Occorre, peraltro,
ricordare che talvolta, la superficie del liquido penetrante può presentarsi
irregolare a causa della particolare conformazione delle pareti del difetto e, in
questo caso la pressione capillare è espressa dalla seguente relazione
( )rr
p SLSGc
∑=−
=22 σσ
45

nella quale
σSG Tensione superficiale all’interfaccia solido–gas σSL Tensione superficiale all’interfaccia solido–liquido r Raggio dell’apertura Σ (=σSG -σSL ) Tensione di adesione
Quindi in alcuni casi è la tensione di adesione (ossia la forza che si manifesta
sulla linea di contatto liquido-solido in direzione del solido) ad essere la
principale responsabile del movimento del liquido penetrante nel difetto e non
la tensione superficiale all’interfaccia liquido-gas. È importante sottolineare che
la bagnabilità del liquido penetrante, decade considerevolmente quando la
tensione di adesione è la forza di azionamento primaria.
Osservando le equazioni, si può anche notare come le caratteristiche di
bagnabilità del liquido penetrante, siano fondamentali per il riempimento del
difetto; infatti il liquido penetrante, continua a riempire il difetto finché non si
manifesta una forza che contrasta la forza capillare. Questa forza, solitamente, è
data dalla pressione del gas che rimane intrappolato nel difetto a causa del fatto
che esso comunica con l’esterno solo da una parte. Infatti, il gas che è presente
in esso viene intrappolato dal penetrante, attraverso il quale non può passare, e
compresso contro il lato chiuso del difetto.
Poiché l’angolo di contatto dei liquidi penetranti è molto prossimo allo zero,
sono stati formulati vari metodi per valutare le loro caratteristiche di
bagnabilità, il più semplice dei quali consiste nel misurare l’altezza che un
liquido raggiunge in un tubo capillare. Tuttavia, l’interfaccia solida in tale
metodo è, in genere, di vetro e pertanto, non riproduce adeguatamente la
superficie su cui il penetrante dovrà agire nella pratica.
Un altro metodo consiste nel misurare, dopo un certo tempo, il raggio, il
diametro oppure la superficie, della macchia che si forma dopo aver versato
46

una goccia di liquido sulla superficie di prova. Utilizzando tali metodi,
influiscono sull’esito della prova anche altri parametri, quali la densità, la
viscosità e la volatilità che non compaiono nelle equazioni di capillarità, ma
sono ugualmente importanti.
Densità
La densità ρ (o peso specifico), rappresenta la massa per unità di volume di un
materiale e si misura in [Kg⋅m-3].
È stato osservato che la densità ha un effetto trascurabile sulle prestazioni dei
liquidi penetranti, tuttavia è importante sottolineare che la forza gravitazionale,
può agire a favore o contro la forza capillare secondo l’orientamento che
possiede il difetto nella fase di penetrazione.
In entrambi i casi, il modulo della forza peso (Fp) del liquido penetrante, si
calcola con la seguente formula:
ghrFp ρπ 2=
nella quale:
r raggio dell’apertura h altezza della colonna di liquido penetrante ρ densità del liquido penetrante g accelerazione di gravità
La forza così ottenuta deve essere sommata alla forza capillare, quando è
concorde con essa, perché in tal caso favorisce la penetrazione del liquido,
mentre andrà sottratto se è discorde, perché, al contrario di prima, ostacola la
penetrazione.
Viscosità
La viscosità dinamica μ [Pa⋅s] rappresenta il coefficiente di proporzionalità tra
gli sforzi tangenziali τ esistenti in un fluido in moto e la variazione di velocità in
47

direzione normale a quella del moto. La relazione che descrive tale fenomeno è
la legge di Newton espressa come segue:
yv
ΔΔ
= μτ
Dove:
τ sforzo di taglio presente nel fluido μ viscosità dinamica
yv
ΔΔ variazione di velocità nella direzione y (normale a quella del moto)
Esiste anche un altro tipo di viscosità, detta cinematica e così definita:
ρμν =
con:
μ viscosità dinamica ρ densità
La viscosità, ha un effetto trascurabile sulla capacità di un liquido penetrante di
insinuarsi nei difetti mentre, influisce sulla velocità di riempimento degli stessi.
A questo riguardo è possibile osservare che il tempo di penetrazione T per un
vuoto cilindrico e per uno ellittico, può essere ricavato utilizzando le seguenti
formule:
48

l a
b
l r
Vuoto cilindrico:
LGrlTθσμ
cos2 2
=
Vuoto ellittico:
( ) ⎥⎦
⎤⎢⎣
⎡⋅+
+⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛=
abbabalT
LG
222
cos2
θσμ
Dove:
l profondità del difetto μ viscosità dinamica r raggio della fessura σLG tensione superficiale all’interfaccia liquido-gas θ angolo di contatto a larghezza del difetto b larghezza del difetto
Osservando tali equazioni, si può osservare come il tempo di penetrazione sia
direttamente proporzionale alla viscosità μ; inoltre in nessuna delle due
espressioni si tiene conto del gas intrappolato nei difetti chiusi ad una estremità.
49

Soglia dimensionale della fluorescenza
La soglia dimensionale della fluorescenza rappresenta lo spessore minimo che
lo strato di penetrante deve avere per formare un’indicazione visibile.
Sebbene tale parametro non sia attualmente regolato in alcun modo dagli
standard tecnici, esso sembra essere molto importante nei confronti della
sensibilità di un liquido penetrante fluorescente, ed esiste un esperimento, che
permette di comprendere tale aspetto.
Due lastre piane di vetro, sulle quali in precedenza è stata disposta una goccia
di penetrante fluorescente vengono premute fortemente una contro l’altra. Il
liquido, in seguito alla pressione, si espande sulla superficie delle lastre ma, una
volta esposto alla luce nera, non manifesta alcuna fluorescenza. Tale fenomeno,
apparentemente paradossale, non è stato compreso completamente fino al 1960,
quando venne introdotto il concetto della transizione delle pellicole sottili per la
risposta della fluorescenza.
Le tipiche dimensioni dei difetti, corrispondono alle soglie dimensionali della
risposta di fluorescenza, che sono caratteristiche di ciascun liquido penetrante.
Il grado della risposta di fluorescenza dipende dall’assorbimento delle
radiazioni ultraviolette e questo, a sua volta, dipende dalla concentrazione dei
pigmenti fluorescenti e dallo spessore della pellicola di liquido. Di
conseguenza, la capacità di un liquido penetrante di visualizzare
un’indicazione, dipende soprattutto dalla sua capacità di essere fluorescente
nelle condizioni di pellicola sottile.
Le prestazioni dei liquidi penetranti, possono essere previste facendo
riferimento alla seguente equazione che, tuttavia, non tiene conto del fatto che il
liquido opera nelle condizioni di pellicola sottile. CtxeII λ−= 0
50
Dove:
I intensità della luce emessa I0 intensità della luce incidente λ coefficiente di assorbimento per unità di concentrazione C concentrazione dei pigmenti fluorescenti t spessore dello strato assorbente
Qundi l’intensità dell’energia trasmessa risulta essere direttamente
proporzionale all’intensità della luce incidente e variabile esponenzialmente
con lo spessore dello strato di penetrante e la concentrazione di pigmenti. Di
conseguenza, aumentando la concentrazione dei pigmenti, la luminosità di un
sottile strato di penetrante aumenta. Tuttavia, la concentrazione di pigmenti
non può essere aumentata oltre una certa soglia, perché valori troppo elevati
potrebbero penalizzare la luminosità stessa.
Stabilità ultravioletta e termica delle indicazioni
L’esposizione a luce ultravioletta intensa ed a temperature elevate può avere un
effetto negativo sulle indicazioni ottenute con liquidi penetranti fluorescenti,
infatti le sostanze fluorescenti possono perdere la loro luminosità dopo un
periodo di esposizione a luce ultravioletta ad alta intensità.
Ciò può essere dimostrato con un esperimento che consiste nel misurare
l’intensità delle indicazioni fluorescenti di un campione che è stato sottoposto a
cicli multipli di esposizione ai raggi ultravioletti. Ogni ciclo consiste in 15
minuti di esposizione ad una luce ultravioletta di 800 microwatt/cm2 e di 2,5
minuti ad una di 1500 microwatt/cm2. I risultati mostreranno che le indicazioni
esaminate sono sbiadite in seguito all’eccessiva esposizione.
Anche la temperatura elevata può avere degli effetti negativi sui liquidi
penetranti, infatti, il calore eccessivo può:
51

• far volatilizzare i componenti volatili, aumentare la viscosità ed avere
effetti negativi sul grado di penetrazione
• alterare le caratteristiche dell’emulsionante
• far evaporare dei prodotti chimici che impediscono la separazione e la
gelificazione dei penetranti solubili in acqua
• neutralizzare la fluorescenza dei pigmenti del penetrante
Quest’ultimo meccanismo di degradazione, coinvolge direttamente le molecole
dei materiali penetranti. Ricordiamo che il fenomeno della fluorescenza
coinvolge gli elettroni delocalizzati in una molecola che non sono implicati in
un dato legame fra due atomi. Quando la molecola riceve una quantità di
energia sufficiente, questi elettroni passano ad un livello energetico più elevato.
Pochi istanti dopo l’eccitazione, gli elettroni tornano al livello energetico di
partenza emettendo un’energia più bassa di quella che avevano ricevuto. Tale
perdita di energia, può riguardare sia un processo “radioattivo” come la
fluorescenza, sia un processo “non-radioattivo”. I processi non-radioattivi,
includono un’attenuazione delle collisioni fra molecole, il rilassamento termico
e reazioni chimiche. Il calore, fa aumentare il numero degli scontri molecolari
con conseguente attenuazione dell’entità degli stessi e, come risultato, si ha una
minore fluorescenza.
Tale spiegazione è valida solo quando sia il componente in esame che il liquido
penetrante sono ad alta temperatura. Al ripristinarsi della temperatura entro
valori normali, la fluorescenza si ripresenta invariata.
In generale, i danni termici si manifestano quando i liquidi penetranti
fluorescenti sono riscaldati sopra 71 °C. Se si ha un riscaldamento ma la
temperatura si mantiene sotto tale valore, la sensibilità del controllo può invece
addirittura migliorare.
Alcuni liquidi penetranti attualmente in uso, sono formulati con componenti ad
elevato punto di ebollizione, cosicché presentano una migliore resistenza ai
52

danni dovuti al calore. Nonostante ciò, è ancora possibile rilevare una perdita di
luminosità se il liquido penetrante è esposto alle alte temperature per un lungo
periodo.
Durante l’esame di liquidi penetranti termoresistenti, si è rilevata una riduzione
di luminosità del 20% dopo che il materiale è rimasto per 273 ore ad una
temperatura di 163°C. I liquidi penetranti fluorescenti comunemente utilizzati,
cominciano la decomposizione a 71°C e in prossimità di 94°C si ha
un’attenuazione quasi totale della fluorescenza in seguito alla sublimazione dei
pigmenti fluorescenti.
Amovibilità
La rimozione del liquido penetrante in eccesso dalla superficie in esame (ma
non dai difetti) è una delle fasi più critiche del controllo coi liquidi penetranti.
Il liquido penetrante, infatti, deve essere rimosso completamente dalla
superficie del componente in esame poiché potrebbe dar luogo a false
indicazioni o limitare la visibilità di eventuali piccoli difetti. Perché questo sia
possibile, le forze adesive (cioè le forze che si instaurano tra superficie del pezzo
e il liquido) non devono essere così forti da non permettere la rimozione coi
metodi comunemente utilizzati. Tuttavia, perché il liquido abbia una buona
bagnabilità, le forze adesive devono vincere le forze coesive (cioè le forze
intermolecolari che tengono assieme il liquido), pertanto occorre una
formulazione adeguata che garantisca un giusto rapporto fra le due grandezze.
5. Applicazione del rivelatore (sviluppo)
Come accennato in precedenza, il ruolo del rivelatore (o sviluppo) è quello di
attirare in superficie il penetrante rimasto intrappolato nelle cricche e di
espanderlo in modo tale da renderlo facilmente visibile all’operatore.
53
Nel caso dei penetranti fluorescenti, le particelle fini dello sviluppatore,
riflettono e rifrangono la luce ultravioletta usata per l’ispezione, permettendole
di interagire meglio coi pigmenti del penetrante cosicché si ha una fluorescenza
migliore. Lo sviluppatore permette, inoltre, che venga emessa più luce
sfruttando lo stesso meccanismo. Questo spiega perché, quando vengono
esposte alla luce ultravioletta, le indicazioni sono più luminose del solo
penetrante.
Nel caso invece dei penetranti colorati, lo sviluppatore deve costituire uno
sfondo di un colore che sia in contrasto con quello del penetrante, in modo che
le indicazioni siano facilmente visibili.
Gli sviluppatori, in genere, sono costituiti da talco, gesso o silice amorfa
finemente suddivisi, per cui si presentano sotto forma di una polvere molto
soffice. Il loro funzionamento si basa, ancora una volta, sulla capillarità, infatti
nello strato di sviluppatore si crea un numero molto elevato di sottilissimi
condotti che richiamano in superfici il penetrante intrappolato nei difetti
sottostanti.
Le norme AMS 2644 e MIL-I-25135 classificano i rivelatori in 6 categorie:
1. Polvere secca
2. Solubile in acqua
3. Sospensione acquosa
4. Nonacquoso Tipo 1 Fluorescente (base solvente)
5. Nonacquoso Tipo 2 Visibile (base solvente)
6. Applicazioni speciali
La classificazione è basata sulla modalità con la quale il rivelatore è applicato
(in polvere oppure disciolto o sospeso in un mezzo liquido). Naturalmente
54

ciascuna di queste possibilità presenta vantaggi ed inconvenienti che possono
essere riassunti come segue:
Polveri secche
Gli sviluppatori basati sull’impiego di polveri secche, sono certamente i meno
sensibili, ma anche i più economici e semplici da usare. Si presentano come
delle polveri bianche e lanuginose che possono essere applicate ad una
superficie asciutta in vari modi. L’applicazione, che deve essere fatta dopo
l’asportazione del penetrante in
eccesso e l’asciugatura della
superficie trattata, può avvenire
immergendo il pezzo in esame in un
contenitore riempito con lo
sviluppatore, tramite dei soffiatori
che caricano elettrostaticamente le
polveri e le sparano sulla superficie
in esame oppure tramite dei contenitori (tipo borotalco). Eventuali eccessi di
polvere devono essere eliminati con un leggero soffio d’aria. L’uso delle polveri
è indicato per l’esame di superfici molto ruvide e per difetti profondi da cui cioè
fuoriesce molto liquido, questo perché il rilevatore assorbe di meno e da una
definizione migliore su tali difetti. Per contro è meno adatto alla rilevazione di
difetti sottili, da cui fuoriesce poco liquido. Un difetto delle polveri secche è che
spesso lo sfondo bianco non è uniforme, e questo può limitare fortemente la
visibilità dei difetti. Utilizzando tale tipo di sviluppatore, spesso le indicazioni
si presentano chiare e poco espanse. In ogni caso, questo tipo di sviluppatore,
viene usato in combinazione con penetranti fluorescenti.
Solubili in acqua
55

Come suggerisce il nome, gli sviluppatori solubili in acqua, consistono in una
serie di sostanze chimiche disciolte in acqua che lasciano sulla superficie in
esame uno strato di sviluppatore una volta che l’acqua è evaporata. Si
applicano dopo la rimozione del penetrante e senza asciugare la superficie da
esaminare. Il modo migliore per applicare questo tipo di sviluppatori è
spruzzarli direttamente sulla parte in esame che può essere umida o asciutta.
Sono praticabili, ma meno indicati, anche altri metodi di applicazione, quali
spennellatura o immersione. La superficie bagnata va poi asciugata utilizzando
un getto di aria calda con temperatura compresa fra i 35 e 40 °C. L’asciugatura
deve avvenire in modo uniforme su tutta la superficie in esame poiché le parti
umide danno luogo a indicazioni sfuocate e indistinte. Quando lo sviluppatore
è asciugato correttamente, la superficie presenta un rivestimento bianco
uniforme e pallido e le indicazioni si manifestano nitidamente.
Sospensioni in acqua
I rivelatori prodotti sotto forma di sospensione acquosa consistono in particelle
di una sostanza insolubile sospesa in acqua. Questa tipologia di rivelatore
richiede un continuo movimento di miscelazione in modo tale da evitare la
separazione tra le due fasi. Le modalità di applicazione sono le stesse dei
rivelatori solubili e i componenti trattati con questa forma di sviluppo
presentano una sorta di rivestimento di colore bianco traslucido.
Non acquosi
Gli sviluppatori non acquosi, siano essi del tipo visibile o del tipo fluorescente,
sono costituiti da un solvente volatile in
cui sono sospese le particelle di
rivelatore. L’applicazione, che avviene
dopo la rimozione del penetrante e in
56

eccesso e l’asciugatura della superficie, si effettua con una pistola a spruzzo
tuttavia, molto spesso questo tipo di sviluppatori sono distribuiti in bombolette
spray in modo da garantire una migliore trasportabilità. Poiché il solvente è
altamente volatile, non è necessaria l’asciugatura con aria calda come nel caso
precedente. La presenza del solvente, oltre a evitare l’asciugatura, si rivela
benefica anche nei confronti del penetrante. Infatti, il solvente dello
sviluppatore esercita una leggera diluizione del penetrante presente nelle
discontinuità sottostanti rimovendo così gli eventuali principi di essiccamento e
ripristinando le iniziali condizioni di mobilità. Per questo motivo, il loro uso
avviene solo in combinazione con penetranti rimovibili con solvente. Prima
dell’applicazione dello sviluppatore, il pezzo deve essere accuratamente
asciugato, cosicché al termine dell’applicazione esso presenterà sulla sua
superficie un rivestimento bianco traslucido.
Applicazioni speciali
In casi particolari è possibile utilizzare rivelatori sotto forma di plastica o lacche.
In tal modo l’indicazione proveniente dalla prova è conservata
permanentemente.
Gli sviluppatori non acquosi, sono universalmente riconosciuti come i più
sensibili mentre vi è meno accordo per quanto riguarda le prestazioni degli
sviluppatori in polvere secca e acquosi anche se questi ultimi, sono considerati
più sensibili in quanto formano uno strato di particelle più sottile che stabilisce
un contatto migliore con la superficie da testare.
Tuttavia, se lo spessore dello strato è troppo elevato si corre il rischio che i
difetti vengano mascherati. Gli sviluppatori acquosi, inoltre, possono causare
57

l’offuscamento delle indicazioni se usati in combinazione con penetranti
rimovibili con acqua.
Nelle tabelle seguenti sono riportati alcuni dati riassuntivi relativi alla
sensibilità degli sviluppatori (con relative tecniche di applicazione) e alcuni
vantaggi e svantaggi principali nell’impiego dei vari tipi di sviluppatore.
Categoria Forma dello sviluppatore Metodo di applicazione
1 Non acquoso (base solvente) Spruzzo
2 Film di materiale plastico Spruzzo
3 Solubile in acqua Spruzzo
4 Sospensione acquosa Spruzzo
5 Solubile in acqua Immersione
6 Sospensione acquosa Immersione
7 Polvere secca Spruzzatura elettrostatica
8 Polvere secca A letto fluidizzato
9 Polvere secca Spruzzo
10 Polvere secca Immersione
58
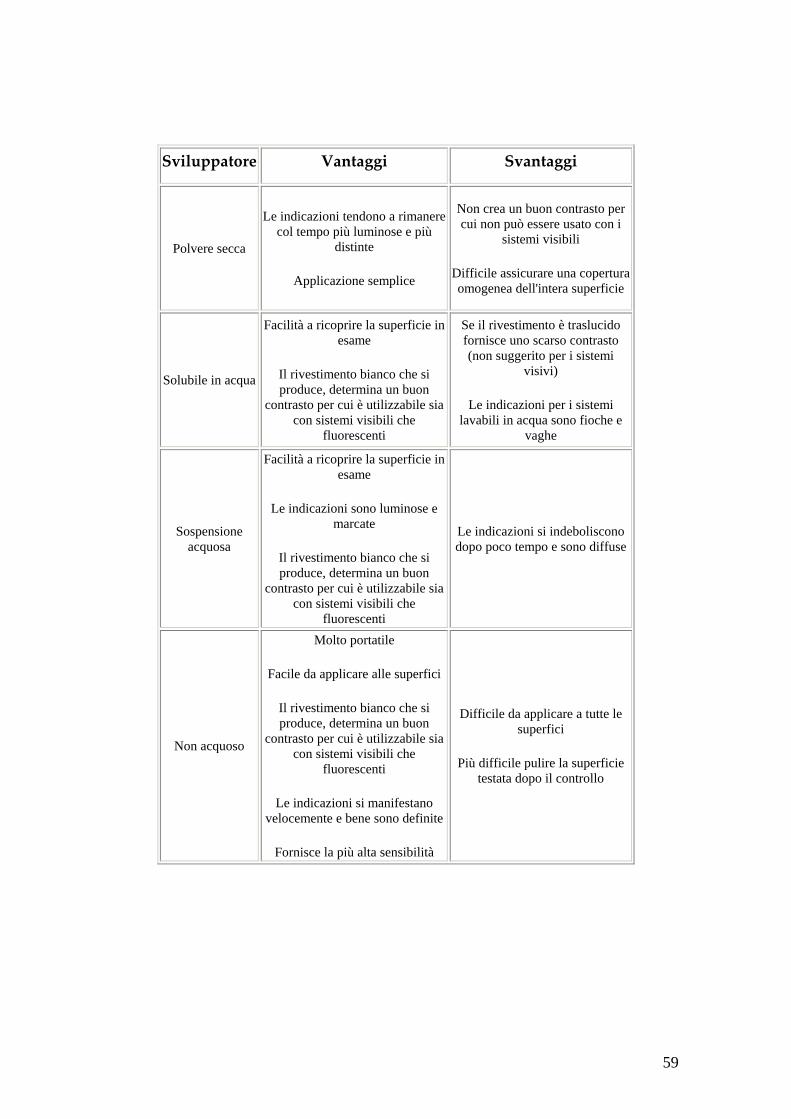
Sviluppatore Vantaggi Svantaggi
Polvere secca
Le indicazioni tendono a rimanere col tempo più luminose e più
distinte
Applicazione semplice
Non crea un buon contrasto per cui non può essere usato con i
sistemi visibili
Difficile assicurare una copertura omogenea dell'intera superficie
Solubile in acqua
Facilità a ricoprire la superficie in esame
Il rivestimento bianco che si produce, determina un buon
contrasto per cui è utilizzabile sia con sistemi visibili che
fluorescenti
Se il rivestimento è traslucido fornisce uno scarso contrasto (non suggerito per i sistemi
visivi)
Le indicazioni per i sistemi lavabili in acqua sono fioche e
vaghe
Sospensione acquosa
Facilità a ricoprire la superficie in esame
Le indicazioni sono luminose e marcate
Il rivestimento bianco che si produce, determina un buon
contrasto per cui è utilizzabile sia con sistemi visibili che
fluorescenti
Le indicazioni si indeboliscono dopo poco tempo e sono diffuse
Non acquoso
Molto portatile
Facile da applicare alle superfici
Il rivestimento bianco che si produce, determina un buon
contrasto per cui è utilizzabile sia con sistemi visibili che
fluorescenti
Le indicazioni si manifestano velocemente e bene sono definite
Fornisce la più alta sensibilità
Difficile da applicare a tutte le superfici
Più difficile pulire la superficie testata dopo il controllo
59

6. Esame delle indicazioni
In questa fase viene condotta l’ispezione visiva vera e propria dei segnali
prodotti dal trattamento, impiegando un opportuno tipo di illuminazione. È
importante sottolineare che l’esame deve essere effettuato dopo che sia
trascorso un certo tempo (detto “tempo di rilevamento”) compreso tra 7 e 30
minuti dall’applicazione del rivelatore. Tempi lunghi, infatti, sono necessari per
richiamare in superficie il liquido contenuto nelle discontinuità sottili e
profonde.Qualora si esegua l’esame con lampada ultravioletta (penetranti
fluorescenti) l’operatore deve avere l’accortezza di abituare la vista al buio per
almeno 5 minuti prima dell’ispezione. Lo sguardo dell’operatore, inoltre, non
dovrebbe mai cadere direttamente sulla lampada per evitare principi di
abbagliamento indotti dalla presenza di sostanze fluorescenti all’interno dei
tessuti dell’occhio umano.
Come già esposto in precedenza scopo finale dell’esame coi liquidi penetranti, è
segnalare la presenza di discontinuità sfocianti sulla superficie del pezzo in
esame e permettere di valutare se il pezzo è affidabile, ossia se può essere
impiegato senza temere inconvenienti durante il suo uso. Tuttavia è opportuno
sottolineare che non sempre ad un segnale corrisponde una effettiva anomalia.
Infatti, condizioni esecutive non corrette dell’esame possono dar luogo alla
formazione di indicazioni senza che vi siano discontinuità oppure, alla
formazione di indicazioni che corrispondono a condizioni caratteristiche del
pezzo e non a reali anomalie.
Quindi, sulla base dei segnali disponibili, l’operatore deve individuare
dapprima le indicazioni false e non rilevanti, successivamente interpretare le
indicazioni rilevanti e, infine, valutare le discontinuità. Le indicazioni false e
non rilevanti, naturalmente, non vengono prese in considerazione.
L’interpretazione delle indicazioni rilevanti consiste, invece, nell’individuare il
tipo di discontinuità cui essi si riferiscono. La presenza di una discontinuità,
60

tuttavia, non implica, automaticamente, l’inaffidabilità del pezzo. Alcune
discontinuità, infatti, pur rappresentando una effettiva anomalia del pezzo, se
contenute entro certi limiti, possono essere tollerate in quanto non danno luogo
ad inconvenienti.
Quando invece una discontinuità non può essere tollerata, viene considerata
difetto. In tal caso si può rimuovere la discontinuità oppure scartare il pezzo,
quindi in sostanza, valutare le discontinuità, significa stabilire se una
discontinuità può essere tollerata oppure deve essere considerata difetto.
La fase di valutazione non può essere affidata al solo giudizio dell’operatore o
di un ispettore. Se così fosse, si avrebbero certamente pareri discordi a seconda
delle opinioni e dell’esperienza di chi esegue la valutazione.
Pertanto, chi esegue la valutazione, fa riferimento a dei documenti che per
ciascuna discontinuità indicano i limiti di tollerabilità a seconda dei vari casi
pratici.
Il grado di tolleranza di una discontinuità, viene stabilito da questi documenti
in base ai seguenti elementi:
• Condizioni di funzionamento previste per il pezzo (entità e tipo di sollecitazione,
aggressività dell’ambiente operativo, etc.)
• Tipo di discontinuità (cricca, porosità, inclusione, etc.)
• Forma, dimensioni ed orientamento della discontinuità
• Materiale del pezzo
I documenti di riferimento cui si è accennato prima, possono essere divisi in tre
categorie in base al tipo di costruzioni cui sono applicabili ed al fatto che il loro
impiego sia obbligatorio oppure facoltativo.
61

Norme o standards
Questi documenti vengono redatti da organizzazioni quali UNI, ASTM, etc.
Esse hanno carattere facoltativo e possono essere adottate come termine di
accordo tra il committente ed il costruttore. Generalmente si riferiscono a
categorie di costruzioni più o meno estese.
Regolamenti o codici
Tali documenti, si riferiscono a specifici settori di costruzioni e vengono redatti
da enti cui spetta, per legge, l’approvazione di tali costruzioni. L’impiego di tali
documenti è, pertanto, obbligatorio.
Specifiche
Questi documenti, generalmente, vengono elaborati dal committente che fissa i
limiti di accettabilità per le discontinuità e altri parametri in quel dato
componente.
Essi si riferiscono ad una ben precisa costruzione ed hanno carattere
obbligatorio solo per quella costruzione e per quel committente.
Sensibilità del controllo
Il concetto di sensibilità del controllo LPI fa riferimento alla capacità del metodo
di rilevare difetti più piccoli possibile con un alto grado di affidabilità, e
dunque, la natura del difetto ha un notevole effetto sull’efficacia della tecnica.
62

Tipicamente, per definire il formato del difetto si rapporta la sua lunghezza a
quella della superficie del pezzo in esame e, se si prende in esame la curva della
probabilità di rilevazione per un controllo coi liquidi penetranti, si può
osservare come le dimensioni del difetto siano influenti sulla sensibilità.
Tuttavia, la lunghezza di un difetto, non determina a priori il suo grado di
visibilità, infatti, il suo volume deve essere tale da contenere una quantità di
penetrante sufficiente a produrre un’indicazione chiaramente visibile.
La sperimentazione ha mostrato come alcune tipologie di difetti siano più
facilmente individuabili di altre e in particolare:
• I difetti piccoli e rotondi rispetto a quelli piccoli ma lineari.
Ci sono diverse ragioni che spiegano questo risultato: anzitutto i difetti rotondi
possono intrappolare una maggiore quantità di penetrante, inoltre essi si
riempiono più velocemente. Analisi sperimentali hanno mostrato che un difetto
ellittico con un rapporto tra lunghezza e larghezza pari a 100, impiega, per
riempirsi, fino a 10 volte di più di un difetto cilindrico dello stesso volume.
• I difetti più profondi rispetto a quelli poco profondi.
63

La causa di questo è da attribuirsi al fatto che i difetti più profondi intrappolano
una maggiore quantità di penetrante e sono meno soggetti fenomeni di
svuotamento durante la fase di lavaggio dell’eccesso di penetrante.
• I difetti con un’apertura stretta rispetto a quelli molto aperti.
Anche in questo caso i difetti con un’apertura stretta sono meno soggetti a
svuotamenti durante la fase di lavaggio.
• I difetti su superfici regolari rispetto a quelli su superfici rugose.
La rugosità della superficie in esame è importante nei confronti della stabilità
del penetrante. Le superfici rugose, trattengono più penetrante nelle loro
asperità superficiali e questo residuo, per esempio, può dar luogo a
fluorescenza che ostacola l’osservazione in quanto riduce il contrasto.
• I difetti su pezzi scarichi o sottoposti a trazione rispetto ai difetti su pezzi
sottoposti a compressione.
Per valori elevati del carico di compressione, il difetto può risultare addirittura
completamente chiuso, impedendo così al penetrante il riempimento. Questo
problema non si presenta su pezzi scarichi dove il difetto non muta le proprie
condizioni, o nel caso in cui la sollecitazione sia di trazione (in questo caso al
più, il difetto si apre ulteriormente)
Vantaggi e svantaggi
Come tutti i metodi appartenenti alla famiglia dei controlli non distruttivi,
anche l’ispezione LPI è caratterizzata da vantaggi e svantaggi che sono
sintetizzati qui di seguito:
Vantaggi:
1. Il metodo è altamente sensibile alla presenza di piccole discontinuità
superficiali
64

2. Esistono poche limitazioni pratiche al suo impiego. Possono essere testati
materiali metallici e non metallici, magnetici e amagnetici, conduttivi e
non conduttivi
3. Possono essere ispezionate grandi aree e grandi volumi rapidamente e a
basso costo
4. Geometrie anche complesse sono testate comunemente
5. Le indicazioni relative ai difetti sono prodotte direttamente sulla
superficie e costituiscono una traccia visibile dell’entità del difetto
6. La disponibilità dei liquidi penetranti in formato spray rende il metodo
facilmente portabile
7. I consumabili (penetranti e rivelatori) e tutto l’equipaggiamento
associato hanno basso costo
Svantaggi:
1. Possono essere visualizzati solo difetti superficiali
2. Il metodo funziona solo su superfici di materiali relativamente non
porosi
3. La pulizia pre-trattamento è essenziale (i contaminanti possono
nascondere la presenza di difetti)
4. Tutti i residui delle lavorazioni meccaniche devono essere rimossi prima
di iniziare l’ispezione
5. L’operatore deve avere accesso diretto alla superficie da testare
6. La finitura superficiale e la rugosità possono influenzare
significativamente la sensibilità del test
7. Devono essere eseguite e controllate numerose operazioni (in genere
almeno 5)
8. È necessario ripulire la superficie al termine della prova
65

9. Il metodo richiede lo stoccaggio e il trattamento opportuno delle
sostanze chimiche impiegate
Sicurezza nell’esecuzione del controllo coi liquidi penetranti
Quando la procedura di controllo coi liquidi penetranti viene eseguita
rispettando tutte le norme di sicurezza e salubrità, non vi sono pericoli per gli
operatori. A seconda del contesto in cui si opera si farà riferimento a delle
norme specifiche, tuttavia è possibile individuare dei caratteri di sicurezza,
comuni per tutti i tipi di test con liquidi penetranti, che sono la sicurezza
chimica e della luce ultravioletta.
Infatti, ogni volta che si utilizzano dei prodotti chimici è necessario prendere
delle opportune precauzioni (specificate in apposite norme) per preservare la
sicurezza e la salute sia degli operatori sia di chi opera in prossimità di essi.
Molti materiali penetranti sono infiammabili e pertanto dovrebbero essere usati
e stoccati in piccole quantità. Si dovrebbe poi lavorare in ambienti ben arieggiati
ed evitare il contatto con scintille o altre possibili fonti d’incendio.
Gli operatori dovrebbero, inoltre, portare sempre appositi occhiali protettivi
onde evitare il contatto dei prodotti in uso con gli occhi, e guanti, oltre ad
apposito vestiario che riduca al minimo le possibilità di contatto coi vari
prodotti. Un altro fattore da tenere sotto controllo è la luce ultravioletta. Essa è
caratterizzata da lunghezze d’onda comprese fra i 180 e i 400 nm, pertanto, è
collocata nella parte invisibile dello spettro elettromagnetico, fra la luce visibile
ed i raggi X. L’uomo subisce l’irradiazione di raggi ultravioletti da parte del
sole, ma la quantità che viene assorbita è molto piccola e, in tale misura, utile
per determinati processi chimici. Esposizioni eccessive presentano invece gravi
rischi tra cui il cancro alla pelle. Per gli occhi, invece, i danni vanno dalle
semplici infiammazioni alle cataratte fino a danni più gravi a carico della retina.
66
Le lampade usate per l’osservazione, emettono con una intensità molto
superiore rispetto a quella delle radiazioni ultraviolette che ci giungono dal
sole, per cui eventuali danni si manifestano molto più velocemente. Il problema
fondamentale è che i raggi ultravioletti sono invisibili, quindi ci si accorge di
eventuali lesioni solo quando sono già state provocate anche perché il dolore si
manifesta solo parecchie ore dopo l’esposizione.
Le lesioni a carico della pelle e dell’apparato visivo sono provocate da
lunghezze d’onda che vanno dai 320 nm in giù, cioè ben al di sotto dei 365 nm
che sono necessari perché il penetrante manifesti la sua fluorescenza.
Per questo motivo, le lampade utilizzate nell’esame dei liquidi penetranti, sono
schermate in modo da rimuovere le lunghezze d’onda nocive. A tale proposito,
è importante controllare che il filtro sia sempre in buone condizioni e, in caso
contrario, sostituirlo.
67
Magnetoscopia

MAGNETOSCOPIA
Introduzione
Il controllo con Particelle Magnetiche (chiamato anche “Magnetoscopia” ed
indicato con l’acronimo MPI o MT) è una tecnica di indagine non distruttiva
molto semplice che sfrutta le proprietà ferromagnetiche dei materiali per
produrre un’indicazione visiva ben distinta laddove il componente testato
presenti una qualche discontinuità non soltanto strutturale ma anche di
carattere fisico-chimico.
Il principio del metodo è estremamente semplice: se si prende in esame un
comune magnete, è noto che su di esso è possibile individuare due poli (Nord e
Sud) nei quali rispettivamente hanno origine e termine le linee di forza del
campo magnetico associato. Se il magnete viene diviso in due parti, le porzioni
così originate sono a loro volta due nuovi magneti ciascuno dei quali possiede
una propria coppia di poli N e S. Tuttavia, se la continuità di una simile
struttura viene alterata anche solo parzialmente (per esempio a causa della
presenza di una cricca), il nuovo dipolo verrà a formarsi solo in corrispondenza
della regione nella quale il materiale è assente, mentre nella restante parte del
magnete le linee di forza conserveranno la loro precedente configurazione; ciò
provoca, complessivamente, un significativo indebolimento del flusso
magnetico.
Se si provvede a cospargere di particelle di ferro (o altro materiale
ferromagnetico) la zona nella quale è presente la discontinuità, esse tenderanno
ad agglomerarsi in corrispondenza dei sui bordi, producendo un’indicazione
visibile (sotto opportune condizioni) ad occhio nudo. Così come accade anche
nel caso dell’ispezione con liquidi penetranti, l’indicazione ottenuta è
nettamente superiore, in termini dimensionali, rispetto alla discontinuità alla
69

quale fa riferimento, e questo rende la procedura particolarmente indicata per
la localizzazione e caratterizzazione di difetti anche estremamente ridotti.
L’unico requisito essenziale per poter eseguire questo tipo di controllo è che il
componente da testare sia composto da materiale ferromagnetico (sono tali ad
es. il ferro, il nichel, il cobalto e alcune delle loro leghe). Come si vedrà meglio
successivamente, i materiali ferromagnetici possiedono la caratteristica di poter
essere magnetizzati (con l’ausilio di un’opportuna strumentazione) fino ad un
livello tale da rendere la tecnica applicabile ed efficace. Il controllo MPI è molto
diffuso nell’industria automobilistica, petrolchimica, aerospaziale e in generale
nei processi produttivi di componenti strutturali e la versatilità del metodo è
tale che esso rappresenta una delle soluzioni privilegiate per il test di strutture
sottomarine (pipelines o strutture petrolifere off-shore) situazione nella quale
molte altre metodiche non possono essere applicate
Breve storia del metodo
Come accennato in precedenza, il metodo MPI si basa essenzialmente sul
magnetismo, ossia sulla proprietà che possiede la materia (sotto alcune
condizioni particolari) di attrarre a sé altra materia. La scoperta del magnetismo
è attribuita agli antichi Greci, mentre in tempi successivi fisici come Bergmann,
Beqeuerel e Faraday accertarono che tutte le sostanze (incluse quelle liquide e
gassose) sono caratterizzate da un certo livello di magnetismo, ma solo alcune
esprimono questa proprietà a livelli significativi.
Il primo uso documentato del magnetismo quale tecnica ispettiva NDT, risale
solo alla fine dell’800, quando si ha notizia dell’impiego di sistemi
magnetoscopici per verificare la presenza di difetti nei cannoni (se ne
magnetizzava il fusto per poi movimentare su di esso un compasso magnetico
lungo alcune direzioni preferenziali). In realtà questa è stata la prima forma
70

conosciuta di controlli non distruttivi, anche se il termine non verrà coniato
prima della fine della prima guerra mondiale.
Nei primi anni ’20, William Hoke si rese conto che particelle magnetizzate
(trucioli metallici colorati) potevano essere validamente impiegati quale
indicatore della presenza di difetti se introdotti su un campo magnetico. Hoke
osservò che un difetto superficiale o subsuperficiale causava una perturbazione
del campo magnetico applicato al componente anche ben oltre la zona
interessata, e questo era particolarmente evidente qualora il corpo fosse
ricoperto di fine polvere magnetizzata. Negli anni ’30 l’ispezione MPI venne
rapidamente rimpiazzata dall’allora innovativo sistema dei liquidi penetranti
quale metodo d’elezione in ferrovia, ma nel corso del tempo ci si è resi conto
della validità del metodo tanto che ancora oggi esso è estensivamente impiegato
in particolar modo per l’ispezione di barre o altri prodotti semilavorati da
avviare alla lavorazione e quale metodo complementare da affiancare ad altre
tecniche NDT.
Principi del metodo
Proprietà magnetiche dei materiali
Quando un materiale viene inserito all’interno di un campo magnetico, le forze
magnetiche a cui sono sottoposti gli elettroni degli atomi che lo compongono,
ne risultano alterate e questo effetto è noto come legge di Farady dell’induzione
magnetica. Tuttavia, diversi materiali possono reagire in modo estremamente
differente l’uno dall’altro all’influenza di un campo magnetico esterno, e tali
differenze dipendono da fattori quali la struttura atomica e molecolare, e il
campo magnetico esistente associato agli atomi (che a sua volta è legato al moto
degli elettroni orbitali e al loro spin )
71

Nella maggior parte degli atomi, gli elettroni sono disposti a coppie e ciascuno
di essi ruota in direzione opposta rispetto all’altro, in modo tale che i rispettivi
campi magnetici si annullino a vicenda. Tuttavia esistono sostanze nelle quali
alcuni elettroni risultano spaiati e dunque suscettibili di reagire all’azione di un
campo magnetico esterno. Da tali considerazioni discende la classificazione in
ferromagnetici, diamagnetici e paramagnetici.
Le sostanze ferromagnetiche, che possiedono alcuni elettroni spaiati tali da
conferire un certo momento magnetico ai loro atomi, mostrano una
significativa suscettibilità ai campi magnetici esterni; esse, infatti ne sono
fortemente attratte e sono in grado, inoltre, di mantenere le proprietà
magnetiche anche dopo che il campo è stato rimosso. Tra le sostanze
ferromagnetiche si ricordano il ferro, il nichel e il cobalto.
Tuttavia è importante sottolineare che le proprietà ferromagnetiche sussistono
anche grazie al fatto che il materiale è composto da numerose piccole regioni
chiamate “domini magnetici” nei quali tutti i dipoli magnetici esistenti a livello
atomico sono accoppiati in una direzione preferenziale. Tale allineamento si
sviluppa di pari passo con la struttura cristallina del materiale durante il
passaggio di stato da liquido a solido.
A causa di questa peculiare struttura, i materiali ferromagnetici sono
caratterizzati dalla cosiddetta “magnetizzazione spontanea”, poiché i singoli
domini sono orientati in una direzione preferenziale, ma nel complesso,
considerato che tutti i domini presentano allineamenti differenti, non si ha un
effetto di magnetismo macroscopico esteso all’intero corpo.
La magnetizzazione avviene un campo magnetico esterno produce
l’allineamento dei domini nella stessa direzione (quella del campo appunto);
maggior è il numero di domini allineati, maggior è l’effetto di magnetizzazione
e quando tutti i domini sono allineati, si parla di “saturazione magnetica”;
72

questo significa che anche se l’intensità del campo esterno viene ulteriormente
incrementata, l’entità dell’effetto di magnetizzazione non aumenta.
Materiale non magnetizzato Materiale magnetizzato
Le sostanze paramagnetiche invece (esempi sono il magnesio, il molibdeno e il
litio) possiedono una minore sensibilità ai campi esterni (da cui sono
debolmente attratte) e non conservano alcuna traccia di magnetismo residuo
dopo che il campo esterno è stato rimosso.
Infine le sostanze diamagnetiche sono caratterizzate da una negativa suscettibilità
ai campi esterni, dai quali risultano debolmente respinti. Come è facile intuire,
la maggior parte degli elementi conosciuti presenta questo comportamento, che
è causato dalla totale assenza di elettroni spaiati.
La tecnica: concetti base
La magnetoscopia si serve essenzialmente di un campo magnetico e di
minuscole particelle di metallo magnetizzato (come ad esempio la limatura di
ferro) per individuare la presenza di difetti nei componenti testati. Il principio
di base è relativamente semplice: è noto che quando una barretta magnetica
viene spezzata lungo la linea mediana, si originano due nuovi magneti completi
aventi poli su ciascuna estremità. Se il magnete non venisse completamente
tagliato, ma solo interrotto parzialmente, due nuovi poli si creerebbero sui due
73

lati opposti della cricca (come nel caso di rottura completa). Se piccole particelle
metalliche vengono ora introdotte su al di sopra del sistema, le particelle
risulteranno essere attratte non solo dai
due estremi della barra originaria, ma
anche da quelli della cricca.
Il primo passo per eseguire un’ispezione
MPI è quello di magnetizzare il
componente da testare. La presenza di difetti sulla superficie (o
immediatamente sotto), darà luogo ad una perdita di campo magnetico. Dopo
la fase di magnetizzazione, il pezzo viene
cosparso di finissime particelle magnetiche
(sia in forma secca o in sospensione liquida)
che vengono attratte e si raggruppano nella
zona delle perdite di campo, in modo tale da
formare un’indicazione ben visibile della presenza di cricche od altre
imperfezioni.
Schema della procedura di controllo con il metodo MPI
A. Preparazione della superficie
In questa fase occorre verificare che la superficie del pezzo da testare sia
sufficientemente esente dalla presenza di grasso e polvere in modo tale da
permettere alle particelle magnetiche di muoversi liberamente e concentrarsi
nelle regioni nelle quali è presente la perdita di flusso magnetico. Nei casi per i
quali è richiesto il passaggio di corrente sul componente, è inoltre necessario
che alcune porzioni della superficie si prestino in modo ottimale a fungere da
terminali elettrici.
74

B. Magnetizzazione della superficie
Per ispezionare in modo ottimale un componente al fine di identificare la
presenza di cricche o altri difetti, è importante valutare l’orientamento relativo
tra la direzione delle linee di forza del campo magnetico e quella dei possibili
difetti. In generale si possono impiegare due tipologie distinte di campi
magnetici:
• campi magnetici longitudinali, aventi linee di forza che si sviluppano
parallelamente tra loro e hanno origine e termine nei poli del magnete (o
elettromagnete) impiegato per l’ispezione.
• campi magnetici circolari, nei quali le linee di forza corrono in direzione
circonferenziale intorno al perimetro del componente testato. Un tale
campo magnetico può essere generato, per esempio, facendo attraversare
da corrente il componente.
Linee di forza rettilinee Linee di forza circonferenziali
Il tipo di campo magnetico risultante è determinato dal metodo impiegato per
l’ispezione: è molto importante essere in grado di magnetizzare il pezzo su due
direzioni perché la miglior rilevabilità dei difetti si ottiene per angoli elevati
(90° coincide con la condizione ottimale) rispetto alla dimensione prevalente.
Tale orientamento crea, infatti, la maggior dispersione (rottura) delle linee di
forza del campo e inoltre, qualora il campo magnetico fosse parallelo alla
75

direzione del difetto, non si potrebbe avere una dispersione sufficiente a
produrre indicazioni distinguibili.
In sintesi, un angolo compreso tra 45 e 90° tra direzione delle linee del campo e
direzione del difetto è essenziale affinché si formi un’indicazione e, poiché i
difetti possono presentarsi con orientazioni assolutamente casuali, ogni parte è
di regola magnetizzata in due direzioni tra loro ortogonali.
Visibilità dei difetti nel caso di linee di forza rettilinee Visibilità dei difetti nel caso di linee di forza circonferenziali
La magnetizzazione del pezzo può essere eseguita con sistemi elettrici (che
prevedono un passaggio diretto di corrente sul pezzo da testare) o magnetici
(che viceversa sfruttano l’azione di un campo magnetico generato in un
secondo conduttore disposto nelle sue vicinanze). Nel secondo caso, molto
frequente nella pratica industriale, si impiegano solenoidi (o bobine) che
vengono movimentati sul pezzo da testare.
L’equipaggiamento standard più
largamente impiegato fa uso di un
“giogo” che è essenzialmente un
magnete permanente foggiato ad
“U” dotato di avvolgimento
elettrico con un grande numero di
spire disposte sull’area da trattare (vedi figura). Questo tipo di magnete genera
76

un campo magnetico molto intenso nella zona compresa tra i due puntali (a
volte così forte che è possibile sollevare pesi di oltre 20 Kg).
Occorre ricordare che la direzione di magnetizzazione deve essere maggiore di
45° rispetto alla direzione di ogni possibile difetto. Per ciò che riguarda il tipo di
corrente applicata al pezzo, è possibile impiegare sia corrente continua che
alternata, sebbene per la ricerca di difetti subsuperficiali quella continua sia più
adatta. Anche il livello di
magnetizzazione deve essere scelto
accuratamente, infatti se esso è
troppo basso alcuni difetti
potrebbero non essere individuati
mentre, viceversa, in caso di
magnetizzazione troppo elevata le linee di flusso di sfondo possono
mascherarne la presenza. Sfortunatamente non esistono regole quantitative a
tale riguardo, e dunque il livello ideale di magnetizzazione deve essere
determinato empiricamente caso per caso in funzione del tipo di applicazione e
della strumentazione scelta.
Per quanto riguarda la tipologia di corrente da impiegare per la generazione del
campo magnetico, è importante sottolineare che essa può influenzare le
prestazioni dell’intero esame. In generale negli esami MPI si possono
impiegare tre tipologie di corrente:
Corrente continua (CC)
La CC, di solito generata da una batteria, fluisce con continuità in una certa
direzione con voltaggio costante: il suo impiego è desiderabile quando si
vogliano localizzare con maggior precisione e dettaglio difetti subsuperficiali
perché il campo magnetico che essa genera penetra in profondità nel materiale.
77
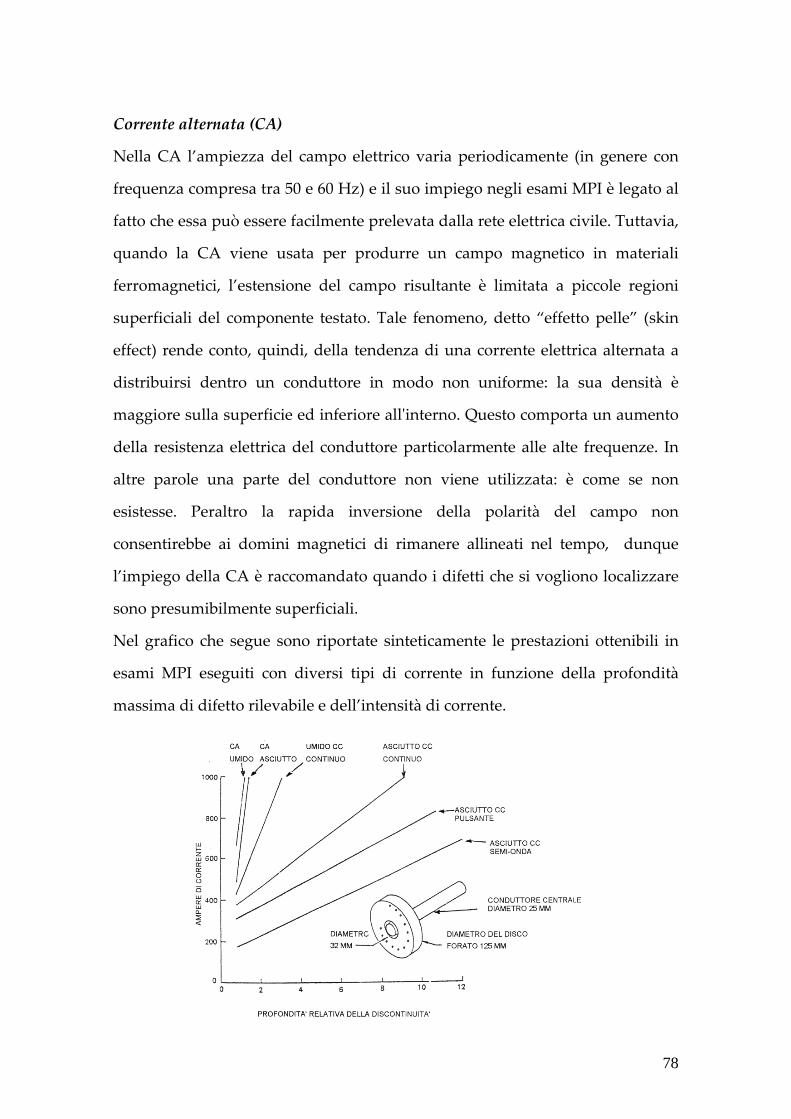
Corrente alternata (CA)
Nella CA l’ampiezza del campo elettrico varia periodicamente (in genere con
frequenza compresa tra 50 e 60 Hz) e il suo impiego negli esami MPI è legato al
fatto che essa può essere facilmente prelevata dalla rete elettrica civile. Tuttavia,
quando la CA viene usata per produrre un campo magnetico in materiali
ferromagnetici, l’estensione del campo risultante è limitata a piccole regioni
superficiali del componente testato. Tale fenomeno, detto “effetto pelle” (skin
effect) rende conto, quindi, della tendenza di una corrente elettrica alternata a
distribuirsi dentro un conduttore in modo non uniforme: la sua densità è
maggiore sulla superficie ed inferiore all'interno. Questo comporta un aumento
della resistenza elettrica del conduttore particolarmente alle alte frequenze. In
altre parole una parte del conduttore non viene utilizzata: è come se non
esistesse. Peraltro la rapida inversione della polarità del campo non
consentirebbe ai domini magnetici di rimanere allineati nel tempo, dunque
l’impiego della CA è raccomandato quando i difetti che si vogliono localizzare
sono presumibilmente superficiali.
Nel grafico che segue sono riportate sinteticamente le prestazioni ottenibili in
esami MPI eseguiti con diversi tipi di corrente in funzione della profondità
massima di difetto rilevabile e dell’intensità di corrente.
78

C. Applicazione della polvere magnetica
Come è facile intuire, le polveri magnetiche da impiegare nelle ispezioni
magnetoscopiche costituiscono un ingrediente chiave per la buona riuscita
dell’esame, poiché sono esse a disporsi in modo tale da rendere visibile la
presenza della discontinuità all’operatore. Il materiale base per le polveri è
solitamente limatura di ferro (od ossido di ferro) che può essere all’occorrenza
variamente pigmentato per aumentare il contrasto su alcuni tipi di superficie.
Il metallo ottimale per realizzare polveri magnetiche possiede elevata
permeabilità magnetica (che dà alle particelle la possibilità di essere attratte con
facilità dalle zone di rottura del campo) e bassi valori di ritenzione magnetica in
modo tale che al cessare dell’azione del campo esterno esse non restino
agglomerate tra loro o attaccate troppo saldamente al componente testato. Le
proprietà fondamentali che caratterizzano una polvere magnetica possono
essere riassunte sinteticamente come segue:
1. Comportamento magnetico
2. Geometria delle particelle (fattore che influenza la fluidità di movimento e
la possibilità di scorrimento sul pezzo)
3. Visibilità degli agglomerati formati in corrispondenza di un difetto
4. Granulometria (è necessario impiegare un mix di particelle di differenti
dimensioni per poter rilevare difetti grandi e piccoli)
Dal punto di vista operativo, solitamente si distinguono due grandi classi di
modalità di applicazione delle polveri: asciutte e umide.
Le polveri magnetiche asciutte si trovano in commercio con colorazione rossa,
blu, grigia e gialla, in modo tale che sia garantito il massimo livello di contrasto
tra la polvere stessa e lo sfondo. La dimensione dei granuli rappresenta un
fattore estremamente critico per la scelta della polvere ottimale: se è vero che
polveri sottili (dell’ordine dei 50 μm) garantiscono un’elevata sensibilità anche
79

nei confronti di limitate rotture del campo magnetico (corrispondenti a difetti
estremamente piccoli), è altrettanto vero che esse possono influenzare
negativamente l’esame in particolare nei casi di avverse condizioni
atmosferiche (es. vento) o qualora la superficie sia significativamente rugosa o
contaminata (in questo caso si possono ottenere numerose false indicazioni).
Occorre sottolineare che la presenza di granulometrie superiori (anche fino a
150 μm) assicura una buona visibilità dei difetti grossolani e garantisce una
sorta di azione “legante” anche nei confronti delle particelle più fini. Le polveri
secche soffrono anche di problemi di “riciclo” perché tipicamente si riesce a
recuperare, dopo un’ispezione, solo la parte più grossolana del mix, incorrendo
inevitabilmente in perdite di sensibilità per le successive ispezioni.
Anche la forma delle particelle riveste una notevole importanza: esse possono
presentarsi sferiche, allungate (aghi) o a bastoncelli. Polveri con grani lunghi e
snelli tendono a comportarsi come piccoli magneti N-S formando in tal modo
chiare e distinte indicazioni anche in presenza di campi magnetici deboli, ma la
sperimentazione ha mostrato che se le polveri fossero esclusivamente composte
in questo modo, la loro applicazione (che tipicamente avviene per mezzo di
dispenser) risulterebbe problematica per i notevoli fenomeni di agglutinamento
che impedirebbero l’ottimale distribuzione sul componente da testare. Le
particelle di forma sferica si comportano meglio nei confronti del movimento e
della fluidità di disposizione sulla superficie (peraltro quando si ha a che fare
con sospensioni acquose le considerazioni di carattere geometrico passano in
secondo piano). Per tali ragioni si preferisce sempre unire una certa percentuale
di particelle globulari che garantiscono al mix buone caratteristiche di
sensibilità e facilità di applicazione. In generale la maggior parte delle polveri
secche possiede particelle con rapporti L/D compresi tra uno e due.
80

Le polveri magnetiche umide, invece, sono sospese in un veicolo liquido a base
acquosa o oleosa (tipicamente un idrocarburo); le sospensioni acquose
producono rapide indicazioni, sono più economiche, non comportano rischi di
incendi e sono facili da rimuovere una volta eseguito l’esame. In genere si
introduce nella sospensione anche un agente anticorrosione, anche se le
sospensioni in kerosene sono certamente superiori nell’evitare i rischi derivanti
da corrosione o da infragilimento superficiale.
Le polveri umide offrono un migliore grado di sensibilità complessiva poiché il
veicolo liquido consente una maggiore scorrevolezza e, inoltre, è possibile
impiegare granulometrie anche molto sottili poiché non si corre il rischio di
disperdere la frazione più sottile a causa dell’azione dell’aria e anche i fenomeni
di adesione indesiderata sono praticamente inesistenti. Il metodo umido
consente anche facilità di applicazione su aree relativamente estese e inoltre
esiste la possibilità di rivestire i granuli di pigmenti fluorescenti
Esistono, poi, altri tipi di agenti magnetici meno frequentemente impiegati tra i
quali si possono citare i rivestimenti applicati con tecniche speciali (vernici
magnetiche, plastica magnetica, gomma magnetica).
La magnetizzazione deve essere prolungata durante tutto il tempo di
applicazione della polvere finché il pezzo non raggiunge un alto livello di
ritenzione magnetica
D. Illuminazione della superficie
Per analizzare il risultato della prova MPI è necessario disporre di un buon
livello di illuminazione (almeno 1000 lux) che può essere raggiunto impiegando
lampade fluorescenti (80W) o incandescenti (150W) ad una distanza di 1 metro.
Per le prove eseguite con polveri fluorescenti si rende indispensabile l’uso di
una lampada cosiddetta “a luce nera” ossia un dispositivo che emette luce
81

ultravioletta mediante una lampada ad arco a vapori di mercurio nella banda di
lunghezza d’onda 320-400 nm. Quando si utilizza questo tipo di sorgente
luminosa occorre tenere presente che
• L’arco è affetto dalla presenza del campo magnetico (bisogna tenere
distante la lampada dall’apparecchiatura magnetizzatrice)
• L’arco è scoccato solo entro un ben determinato range di voltaggio
• Devono essere evitate frequenti manovre di accensione/spegnimento
consecutivo, fatto che accorcia significativamente la vita della lampada.
E. Ispezione della superficie
Il risultato dell’ispezione dipende, inevitabilmente, dal visus dell’operatore
dalla sua acutezza visiva e dall’esperienza. Laddove l’indicazione del difetto
abbia una forma non regolare, l’operatore è tenuto a ripetere il test in quella
zona per verificare la riproducibilità del segnale. Di seguito sono riportate
alcune considerazioni di carattere generale:
1. I difetti superficiali
tendono a fornire
indicazioni nitide, strette
e ben delimitate, con
particelle ben legate
assieme tra loro. È ben
visibile una sorta di
accumulo di particelle che è tanto più grande quanto più profondo è il
difetto
2. I difetti subsuperficiali forniscono indicazioni più larghe e sfocate con
particelle meno aderenti l’una sull’altra.
82

Le false indicazioni eventualmente riscontrabili a seguito di una prova MPI
non sono causate da forze di tipo magnetico, infatti alcuni assembramenti di
particelle sono formati a seguito della presenza della rugosità superficiale
oppure originati da azioni di tipo meccanico. Nella maggior parte dei casi
questo tipo di segnale scompare se si ripete il trattamento. Alcuni indicatori
ingannevoli possono anche essere originati dalla presenza di residui di stoffa
(panni usati per la pulizia della superficie), capelli, impronte digitali ecc.
Le indicazioni non rilevanti sono la diretta conseguenze di distorsioni del
campo magnetico che non sono in alcun modo collegate con la presenza di
difetti e possono essere causate da diversi fattori:
• L’accumulazione di particelle magnetiche può verificarsi in
corrispondenza degli spigoli o nei punti di variazione delle sezioni del
pezzo.
• Punti di unione di differenti materiali rappresentano una discontinuità
nel valore della permeabilità magnetica del materiale e dunque possono
fornire un’indicazione non rilevante più o meno netta.
• Contorni dei cordoni di saldatura (Heat-Affected Zones, HAZ) possono
fornire indicazioni non rilevanti a causa della presenza di decarburazioni
o per l’esistenza di stress residui non rilassati con opportuni trattamenti
termici.
• Lavorazioni meccaniche possono anch’esse essere causa di variazioni
nella permeabilità magnetica e forniscono indicazioni sfocate
• Negli accoppiamenti forzati possono essere presenti finissimi gap d’aria
che originano indicazioni piuttosto nette. Al crescere della pressione di
contatto l’indicazione tende a rimpicciolirsi. Nel caso di accoppiamenti
tra differenti materiali l’indicazione può comunque restare presente
anche se il serraggio è molto forte.
83

F. Demagnetizzazione del pezzo
Molto spesso è necessario procedere alla smagnetizzazione del pezzo una volta
eseguito il test MPI. Ciò può essere fatto applicando un campo magnetico di
polarità opposta rispetto al precedente e di intensità gradualmente decrescente
Materiali testabili e limiti del metodo
Come accennato in precedenza, il metodo MPI può essere applicato per testare
alcuni (anche se non tutti) materiali ferromagnetici. Un test semplice per
stabilire l’idoneità della tecnica a valutare un determinato materiale è quello di
verificare quanto un magnete permanente è attratto dalla sua superficie. Per gli
acciai è possibile generalizzare questo concetto come segue:
• In un acciaio ferritico, l’induzione magnetica B deve essere superiore a
10.000 Gauss per un campo magnetico H di 2500 A/m, e dunque la
corrispondente permeabilità magnetica relativa vale 300.
• Acciai inossidabili con contenuto di ferrite superiore al 70% sono di regola
adatti al test, mentre gli acciai austenitici con elevati contenuti di nichel e
cromo non sono testabili.
Le principali limitazioni del metodo sono relative al rapporto fra le dimensioni
dei difetti rilevabili, infatti una cricca o una generica discontinuità lineare, deve
avere lunghezza almeno tre volte maggiore della sua larghezza; inoltre il difetto
deve essere localizzato sulla superficie o poco sotto. A questo proposito, la
sensibilità del metodo può consentire di localizzare cricche disposte:
• A circa 6 mm dalla superficie se si utilizzano polveri secche
• A circa 0.25 mm dalla superficie se si usano polveri in sospensione
acquosa e magnetizzazione in corrente alternata
84

• A circa 1.3 mm dalla superficie se si usano polveri in sospensione
acquosa e magnetizzazione in corrente continua
Indicatori standard di difetto
La valutazione della sensibilità e delle prestazioni dell’equipaggiamento
impiegato per un test MPI (strumentazione elettrica + polveri) viene usualmente
realizzata impiegando i cosiddetti “indicatori di campo”, ossia strumenti che
misurano l’intensità relativa dei campi magnetici dispersi e che fungono da
calibratori del sistema. Esistono diversi tipi di indicatori (Anello di Ketos,
Piastrine ottagonali, Indicatori artificiali di difettosità AFI, ecc.) dei quali è
possibile trovare descrizioni dettagliate in letteratura o negli standards tecnici.
La piastrina ottagonale (che rappresenta sostanzialmente un indicatore della
direzione del campo magnetico) è costituita da un disco di materiale
ferromagnetico ad alta permeabilità che è separato in sei o otto triangoli e i cui
vertici sono uniti da piccoli gap contenenti materiale non ferromagnetico. I
triangoli sono brasati insieme in modo da formare un esagono, e ricoperti su un
lato maggiore da una lamina di rame di 0.25 mm di spessore. La sonda viene
appoggiata sul pezzo, si procede alla magnetizzazione e si cosparge al sonda
con le particelle magnetiche; la comparsa più o meno nitida dei giunti brasati
indica in quali direzioni il campo può riscontrare efficacemente la presenza di
difetti.
85

Le piastrine ottagonali sono facili da usare e possono essere riutilizzate
indefinitamente senza alcun tipo di deterioramento, tuttavia nel tempo esse
possono conservare un certo magnetismo residuo. Il loro uso è consigliato su
superfici relativamente piatte.
Gli indicatori quantitativi di qualità (QQI, o AFI, indicatori artificiali di
difetto) rappresentano il metodo preferenziale per valutare
contemporaneamente la direzione e l’intensità del campo magnetico qualora si
utilizzi il metodo umido. Dal punto di vista costruttivo, si presentano sotto
forma di piastrine nelle quali è fotoinciso uno specifico pattern (circoli
concentrici, un segno + ecc.). Il QQI deve essere posto in contatto intimo
(impiegando colla o nastro) con la parte da testare e successivamente si
procede alla magnetizzazione con relativa applicazione delle polveri
magnetiche. La visibilità di uno o più segni della piastrina fornisce informazioni
sia sulla direzione del campo e sia sulla sua intensità.
Prima della magnetizzazione Dopo la magnetizzazione
I vantaggi dell’impiego dei QQI comprendono la possibilità di ottenere
informazioni quantitative, il loro virtuale adattamento a qualunque tipo di
configurazione di campo e il loro reimpiego. Per contro essi sono piuttosto
86

delicati, possono essere soggetti a fenomeni di corrosione e il loro utilizzo
prevede una procedura piuttosto lunga.
L’anello di Ketos si impiega per verificare l’efficacia dei campi magnetici
generati da un conduttore disposto in configurazione centrale rispetto ad un
componente cilindrico forato. Esso
consiste in un anello contenente una
serie di fori di diametro 1.75 mm
eseguiti a differente profondità
come mostrato in figura. La corrente
magnetizzante passa attraverso il
centro dell’anello per mezzo di un conduttore e le particelle magnetiche sono
sparse sulla superficie superiore. Il numero di fori che risulta visibile è indice
della sensibilità e risoluzione del sistema. Nella tabella seguente sono riportati
alcuni dati relativi al valore della corrente di magnetizzazione necessaria per
visualizzare il numero minimo di fori indicato.
87

Ultrasuoni

IL METODO ULTRASONICO
Introduzione
È noto che il suono si propaga nei corpi mediante la vibrazione elastica degli
atomi e delle molecole che lo compongono, ad una velocità legata
essenzialmente alle caratteristiche fisico-meccaniche del materiale attraversato.
Tuttavia, la presenza di imperfezioni o disomogeneità che si possono presentare
lungo il percorso delle onde sonore, è causa dell’insorgere di fenomeni
dispersivi (scattering) che si manifestano con la presenza di eco spurie, riverberi
e, in generale, attenuazione energetica. Dunque, la comparsa di tali fenomeni,
qualora essi non siano in qualche modo riconducibili a caratteristiche
intrinseche del materiale, è indizio della presenza di discontinuità che possono
poi rivelarsi veri e propri difetti in gradi di compromettere la funzionalità del
componente. È su questi principi che si basano i controlli non distruttivi con il
metodo ultrasonico (UT).
Come anche la terminologia lascia intuire, nel metodo ultrasonico in linea di
principio dovrebbero essere impiegate onde di frequenza superiore ai 20 KHz
(limite convenzionalmente fissato per definire il campo dell’udibile); tuttavia
neria industriale fanno uso
di onde di frequenza
variabile tra 1 e 20 MHz,
mentre nel campo
dell’ingegneria civile o nel
settore del restauro
monumentale si utilizzano
onde a più bassa frequenza
(nell’ordine delle centinaia di KHz) che si dimostrano più adatte alla
usualmente i CND ultrasonici nel campo dell’ingeg
Rangesubsonico
Rangeudibile
Range ultrasonico
Appicazioniconvenzionali
MicroscopiaUltrasonica
Applicazionialta potenza
0 10 100 1K 10K 100K 1M 10M 100M 1G
Rangesubsonico
Rangeudibile
Range ultrasonico
Appicazioniconvenzionali
MicroscopiaUltrasonica
Applicazionialta potenza
0 10 100 1K 10K 100K 1M 10M 100M 1G
89

penetrazione in materiali incoerenti (quali ad es. il calcestruzzo) o lapidei La
velocità di propagazione delle onde ultrasoniche dipende, come accennato in
precedenza, dal tipo di mezzo testato e varia, per i materiali di interesse
ingegneristico, dai 300 m/s (aria) ai 6000 m/s (acciaio).
Principi fisici
orpo viene perturbato mediante una vibrazione elastica, la
a
t
ne sonora può variare da parecchie migliaia
Quando un c
perturbazione si propaga in esso in un certo tempo (finito) sotto forma di onda
sonora originata dalla
vibrazione delle molecole e
degli atomi che
compongono il materiale.
Come per tutti i fenomeni
ondulatori, è possibile
definire, anche per le onde
frequenza f, grandezze che
sono legate fra loro dalle relazioni qui riportate, nelle quali c rappresenta la
velocità del suono nel mezzo considerato.
Tuttavia, a differenza della luce, le onde
acustiche necessitano per la loro
ico nel quale viaggiare. Ciò spiega perché nel
vuoto non si propaga alcun suono.
La lunghezza d’onda della vibrazio
Lunghezza d’onda
sonore, una lunghezza d’onda λ, un periodo T e un
propagazione, di un mezzo elas
di metri (come ad esempio quella legata al suono emesso da una nave che si
muova nel mare) a valori fino a 10-5 m come nel caso di alcune applicazioni
mediche o industriali. Come già accennato, quando la frequenza è compresa nel
Periodo
Am
piez
za
Tempo o distanza
c = velocità (m/s)
Lunghezza d’onda
Periodo
Am
piez
za
Tempo o distanza
Lunghezza d’onda
c = velocità (m/s)c = velocità (m/s)
Periodo
Am
piez
za
Tempo o distanza
Tf 1
=fc
=λ cT=λT
f 1=
fc
=λ cT=λT
f 1=
fc
=λ cT=λ
90

range 20-20000 Hz si parla di suoni udibili, mentre laddove il valore di 20 KHz
sia oltrepassato si parla di ultrasuoni.
La propagazione delle onde acustiche (siano esse udibili o ultrasoniche) può
avvenire nei materiali secondo differenti modalità: in particolare si parla di
onde longitudinali quando l’oscillazione delle particelle elementari di cui si
compone il materiale avviene parallelamente alla direzione di propagazione
dell’onda stessa, mentre si definiscono onde trasversali quelle per le quali il
fronte d’onda si muove ortogonalmente rispetto alla direzione del movimento
delle particelle eccitate. Un altro tipo di propagazione avviene per mezzo delle
cosiddette onde di superficie (o di Rayleigh) nelle quali le particelle hanno un
moto ellittico e si spostano sulla superficie del materiale penetrando al suo
interno per una distanza non superiore ad una lunghezza d’onda
Direzione di propagazione delle onde
Direzione di propagazione delle onde
ONDE LONGITUDINALI
ONDE di TAGLIODirezionedel moto delleparticelle
Direzionedel moto delleparticelle
Direzione di propagazione delle onde
Direzione di propagazione delle onde
ONDE LONGITUDINALI
ONDE di TAGLIODirezionedel moto delleparticelle
Direzionedel moto delleparticelle
Approfondimenti teorici
Le onde sonore (indipendentemente dalla loro frequenza) si propagano nei
materiali sotto l’influenza di una pressione locale P definita “pressione sonora”
91

che rappresenta, in sostanza, la sovrapressione a cui sono sottoposti gli atomi e
molecole rispetto alla pressione standard atmosferica. Poiché questi sono legati
tra loro in modo elastico, tale sovrapressione si propaga lungo tutto il corpo e,
se si indica con Q la velocità di spostamento delle particelle, si può definire
un’importante grandezza caratteristica del materiale, detta Impedenza Acustica
del mezzo (Z) mediante la seguente relazione:
ospostamentdiVelocitàacusticaPressione
QPZ ==
Si può dimostrare che quando la propagazione avviene senza sfasamento tra
pressione e velocità di oscillazione, l’impedenza acustica può essere espressa in
funzione delle proprietà fisiche del materiale mediante l’espressione
cZ ρ=
nella quale ρ rappresenta la densità del materiale e c la velocità di propagazione
del suono. A titolo di esempio nella seguente tabella sono riportati alcuni valori
tipici di impedenza acustica per alcuni materiali di interesse ingegneristico;
dall’analisi dei dati si rileva la differenza esistente tra i valori di impedenza dei
mezzi aeriformi rispetto a quella, notevolmente più elevata, dei mezzi solidi.
MEZZO VELOCITA’
DI PROPAGAZIONE (m/s)
MASSA VOLUMICA(Kg/m3)
IMPEDENZA ACUSTICA SPECIFICA
DELLE ONDE LONGITUDINALI
(MRayls) Acciaio dolce 5960 7850 46.7 Acciaio inox 5740 7800 44.8 Acqua 1480 1000 1.5 Allumina 10750 3800 40.8 Alluminio 6400 2700 17.3 Araldite 2060 1200 2.5 Aria 332 1.205 0.0004 Carbone 3100 1613 5 Mercurio 1451 13550 19.6 Olio 1440 900 1.3 Oro 3240 19300 63 Ottone 70/30 4372 8450 37 Plexiglas 2670 1180 3.1 Rame 4759 8930 42.5 Resine epossidiche 2600 1211 3.48 Silice 5969 2203 13.1
92

Titanio 5990 4500 27 Tungsteno 5174 19300 100 Vetro 5260 3600 18.9
Tipologia di onde ultrasoniche (modi)
È stato già accennato in precedenza che le onde ultrasoniche possono
propagarsi a seguito di oscillazioni delle particelle perpendicolari alla direzione
di movimento del fronte d’onda (onde trasversali) o parallele ad esso (onde
longitudinali). Tuttavia, quando un fascio ultrasonico incide su una superficie o
su una disomogeneità, possono verificarsi complessi cambiamenti che
modificano il moto delle particelle. In base ad alcune caratteristiche quali
appunto tipo di vibrazione delle particelle, mezzo di propagazione ecc, le onde
ultrasoniche possono essere classificate come riportato nella seguente tabella. In
genere, nei controlli non distruttivi vengono impiegate onde longitudinali o
trasversali, mentre è più limitato l’impiego di onde di Rayleigh, di Lamb ecc.
93

Riflessione e trasmissione delle onde ultrasoniche
È stato già accennato come il controllo non distruttivo mediante ultrasuoni si
basi essenzialmente sull’analisi delle variazioni delle caratteristiche delle onde
riflesse e trasmesse (in particolar modo per ciò che concerne l’impedenza
acustica) allorchè il fascio incontra una discontinuità lungo il suo percorso. A tal
fine giova introdurre la relazione fondamentale che governa la riflessione di
un’onda ultrasonica incidente sulla superficie di separazione tra due mezzi di
impedenza acustica Z1 e Z2 che è stata formulata nel 19° secolo da Poisson e
matematicamente si esprime nella forma:
⎟⎟⎠
⎞⎜⎜⎝
⎛+−
=12
12
ZZZZ
R
analoga relazione può essere scritta per ciò che riguarda il coefficiente di
trasmissione T
( )212
24ZZ
ZT+
=
È interessante osservare che l’impedenza acustica è molto bassa nei gas (circa
quattro ordini di grandezza minore rispetto a quella dei solidi) e ciò comporta
valori del coefficiente di riflessione molto elevati alla superficie di separazione
solido-gas (per esempio acciaio-aria,
caso frequente nella pratica). In sintesi
ciò si traduce nell’impossibilità di far
propagare le onde ultrasoniche nell’aria
dopo che queste hanno attraversato un
materiale solido e questo spiega anche
la necessità di interporre un opportuno
strato di una sostanza solida, liquida o viscosa tra la sorgente di ultrasuoni ed il
pezzo da testare per poter eseguire il controllo in modo efficace.
94
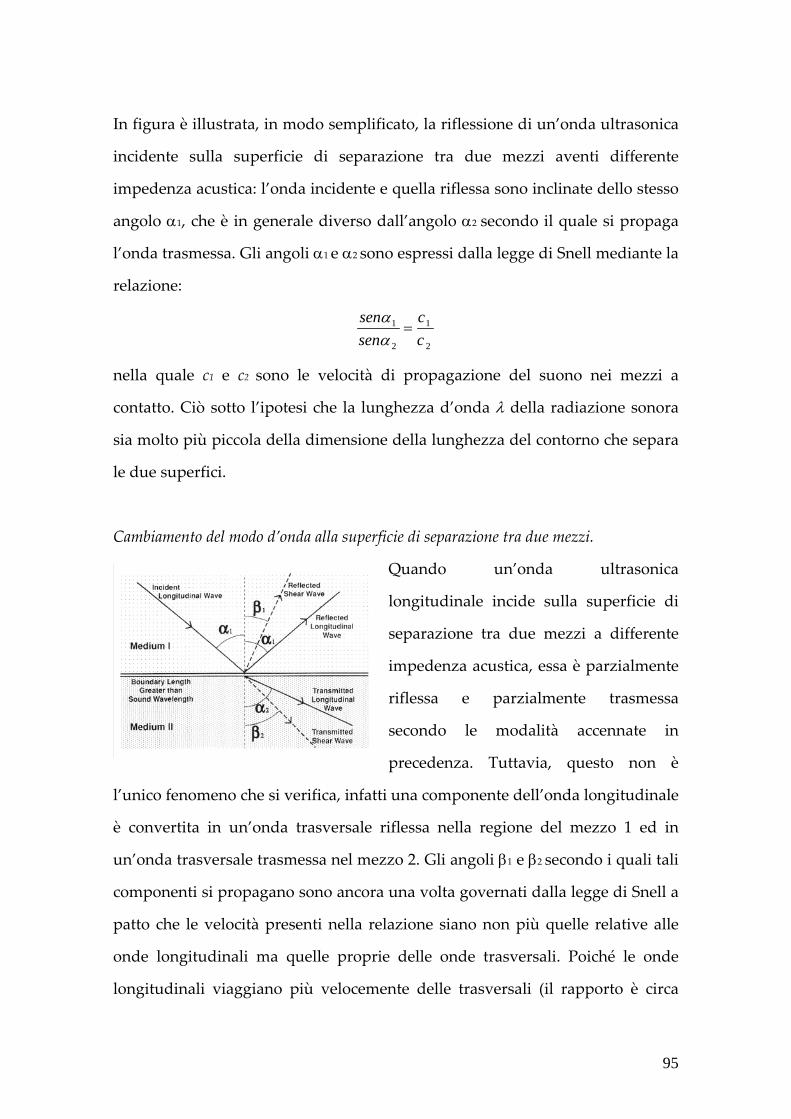
In figura è illustrata, in modo semplificato, la riflessione di un’onda ultrasonica
incidente sulla superficie di separazione tra due mezzi aventi differente
impedenza acustica: l’onda incidente e quella riflessa sono inclinate dello stesso
angolo α1, che è in generale diverso dall’angolo α2 secondo il quale si propaga
l’onda trasmessa. Gli angoli α1 e α2 sono espressi dalla legge di Snell mediante la
relazione:
2
1
2
1
cc
sensen
=αα
nella quale c1 e c2 sono le velocità di propagazione del suono nei mezzi a
contatto. Ciò sotto l’ipotesi che la lunghezza d’onda λ della radiazione sonora
sia molto più piccola della dimensione della lunghezza del contorno che separa
le due superfici.
Cambiamento del modo d’onda alla superficie di separazione tra due mezzi.
Quando un’onda ultrasonica
longitudinale incide sulla superficie di
separazione tra due mezzi a differente
impedenza acustica, essa è parzialmente
riflessa e parzialmente trasmessa
secondo le modalità accennate in
precedenza. Tuttavia, questo non è
l’unico fenomeno che si verifica, infatti una componente dell’onda longitudinale
è convertita in un’onda trasversale riflessa nella regione del mezzo 1 ed in
un’onda trasversale trasmessa nel mezzo 2. Gli angoli β1 e β2 secondo i quali tali
componenti si propagano sono ancora una volta governati dalla legge di Snell a
patto che le velocità presenti nella relazione siano non più quelle relative alle
onde longitudinali ma quelle proprie delle onde trasversali. Poiché le onde
longitudinali viaggiano più velocemente delle trasversali (il rapporto è circa
95

2:1), gli angoli di riflessione e trasmissione β sono in generale minori di quelli α,
come mostrato in figura.
Esiste poi, come per la luce, un angolo di
incidenza cosiddetto “critico” per il quale
l’onda longitudinale incidente è oggetto
di riflessione totale, e dunque in questo
caso non si ha alcun passaggio di energia
ultrasonica al mezzo 2. Questo fenomeno
è frequentemente sfruttato nel campo del
controllo non distruttivo con ultrasuoni per fare in modo che il componente sia
ispezionato con onde pure di taglio. In particolare, ad esempio, quando si
desidera testare un pezzo con sole onde trasversali, si dispone davanti al
trasduttore un prisma di perspex, materiale per il quale l’accoppiamento con
l’acciaio da’ luogo ad un angolo critico di 27.5°.
Attenuazione delle onde ultrasoniche
La propagazione degli ultrasuoni in un corpo, al di là delle turbative create da
eventuali discontinuità, risente dell’interazione tra le onde elastiche e le
particelle della materia che agiscono nella direzione di ridurre
progressivamente il contenuto energetico del fascio.
Una prima causa di tale perdita energetica è intrinseca alla maniera in cui le
onde sono generate dal trasduttore, infatti, come sarà meglio descritto in
seguito, il fascio ultrasonico generato da una sonda, come si vedrà meglio in
seguito, è divergente e ciò comporta una progressiva riduzione della pressione
acustica all’aumentare della distanza dalla sorgente, (che si accompagna ad un
contemporaneo aumento delle dimensioni della zona illuminata).
96
Inoltre, durante l’attraversamento del materiale, le onde ultrasoniche sono
soggette a fenomeni di attenuazione provocati essenzialmente da assorbimento
e scattering che agiscono in maniera dissipativa. Lo scattering, che si verifica
ogniqualvolta il fascio si trova ad impattare con particelle di dimensione
comparabile con la sua lunghezza d’onda, ha come risultato complessivo la
deviazione di parte delle onde incidenti dal percorso originario.
In generale, la riduzione di intensità energetica per un percorso x in un dato
materiale può essere espressa mediante la relazione: x
x eII μ−= 0
nella quale Ix rappresenta l’intensità finale (<I0) dopo l’attraversamento dello
spessore x di materiale, I0 è l’intensità iniziale e μ il coefficiente di assorbimento.
A sua volta, il coefficiente di assorbimento può essere idealmente scomposto
nella somma di due contributi:
sμμμ τ +=
dove μτ rappresenta l’assorbimento “reale”, legato alla frequenza dell’onda
incidente e frutto dalla dissipazione energetica che si genera in forza dell’attrito
molecolare, mentre μs deriva dallo scattering, ed è funzione essenzialmente
della dimensione delle particelle di cui si compone il mezzo attraversato.
Poiché il calcolo dell’attenuazione non è immediato, essendo necessario
conoscere la frequenza dell’onda incidente e il tipo di materiale testato, a titolo
di esempio è bene ricordare che materiali come gli acciai lavorati, le leghe di
alluminio, magnesio, titanio e nickel presentano valori di attenuazione molto
bassi e dunque gli spessori massimi testabili nella pratica sono nell’ordine di
1000-10000 mm, mentre la gran parte dei materiali non metallici (materiali
compositi, gomme, plastiche, resine in genere) e leghe quali ottone, bronzo e le
leghe di zinco e piombo presentano valori di attenuazione nettamente più
97

elevati e quindi gli spessori massimi che è possibile ispezionare si riducono
usualmente a meno di 10 mm.
I trasduttori ultrasonici
Generalità
Fino ad ora la propagazione delle onde ultrasoniche è stata trattata trascurando
volutamente le modalità con le quali esse vengono prodotte, ma è abbastanza
intuitivo che deve esistere un qualche dispositivo deputato a questo compito.
Assolvono tale funzione i trasduttori ultrasonici (comunemente indicati anche
con il termine “sonde”) che, fondamentalmente, altro non fanno che convertire
l’energia ottenuta dall’applicazione di una differenza di potenziale in un’onda
ultrasonica (che è, come detto, essenzialmente una vibrazione meccanica). Nella
maggior parte dei casi ciò avviene grazie all’effetto piezoelettrico (scoperto nel
1880 dai fratelli Curie) che è, come è noto, la proprietà che possiedono alcuni
materiali, come il quarzo ad esempio, di produrre cariche elettriche sulla loro
superficie quando sono soggetti a deformazioni meccaniche. Il fenomeno
inverso secondo il quale un materiale piezoelettrico posizionato tra due
elettrodi cambia forma quando viene sottoposto ad una differenza di
potenziale, fu accertato nel 1881 e prende il nome di effetto piezoelettrico inverso.
Nel settore dei controlli non distruttivi con ultrasuoni, il primo fenomeno viene
sfruttato per la misurazione vera e propria, mentre il secondo è impiegato per la
produzione di vibrazioni meccaniche, deformazioni e oscillazioni mediante
applicazione di singoli impulsi elettrici di breve durata (con transitorio di
ascesa < 10 ns).
98

Dal punto di vista costruttivo, l’elemento attivo piezoelettrico è incorporato
nella struttura del trasduttore secondo differenti tipologie costruttive: tra le
sonde più comunemente utilizzate possono essere citate le cosiddette “sonde
verticali” le quali producono onde ultrasoniche longitudinali che si propagano
in direzione ortogonale rispetto a quella della superficie di ingresso del fascio
(angolo di incidenza del fascio 0°). La struttura generale di un trasduttore di
questo tipo (schematizzata nella figura seguente) consta di un disco oscillatore
(l’elemento sensibile) di uno strato protettivo e di un blocco di smorzamento,
oltre che di un involucro rigido metallico e di tutte le connessioni elettriche
necessarie per il collegamento della sonda con i sistemi di acquisizione e
controllo.
Come accennato, il cuore del
trasduttore è rappresentato
dall’elemento radiante, che si
presenta in forma di piastra
sottile di spessore è
determinato dalla frequenza
delle onde che si desidera
generare. I materiali con il
quale si realizzano attualmente i trasduttori ultrasonici sono, in generale
appartenenti alla famiglia dei piezo-ceramici polarizzati e la scelta di una
sostanza piuttosto che di un’altra viene fatta in base a considerazioni che
coinvolgono l’analisi di parametri quali densità, velocità del suono, impedenza
acustica, costante di deformazione piezo-elettrica, qualità meccanica, costante
dielettrica ecc. In generale i materiali più impiegati sono il Titanato-Zirconato di
Piombo, il Titanato di Bario, il Metaniobato di Piombo e il Solfato di Litio. I
cristalli di quarzo (primo elemento sul quale è stata accertata l’esistenza
Connettore
CollegamentiElettrici
Contenitore
Strato ProtettivoElemento attivo
BloccoSmorzatore
Connettore
Elettrodi
Connettore
CollegamentiElettrici
Contenitore
Strato ProtettivoElemento attivo
BloccoSmorzatore
Connettore
Elettrodi
99

dell’effetto piezoelettrico) sono attualmente in disuso poiché le ceramiche citate
presentano caratteristiche di gran lunga migliori dal punto di vista delle
prestazioni fornite ai fini ultrasonori.
Un fattore estremamente importante ai fini della scelta del trasduttore è
rappresentato dallo smorzamento dell’oscillatore una volta che l’impulso di
onde meccaniche è stato prodotto. Nel quarzo, ad esempio, lo smorzamento
intrinseco è scarso, e ciò da’ luogo ad impulsi abbastanza lunghi che impiegano
molto tempo ad estinguersi. Questo fatto rappresenta un serio limite alle
prestazioni del sistema, poiché il cristallo non può ricevere onde di ritorno
finché l’impulso emesso non si è annullato. Per contro materiali più moderni
come il PZT5 (Soluzione solida di Titanato e Zirconato di Piombo) possiedono
ottime caratteristiche di smorzamento. Tuttavia occorre sottolineare che un
grosso contributo alle caratteristiche di smorzamento dell’intera sonda è fornito
dal blocco che viene posizionato immediatamente a contatto dell’elemento
attivo (backing) e del quale si tratterà più in dettaglio in seguito.
Le superfici dell’oscillatore sono ricoperte con un sottile strato metallico in
modo tale che sia garantito il comportamento da elettrodo; occorre, tuttavia,
prestare particolare attenzione alla realizzazione di tale copertura in modo tale
da evitare che sia troppo spessa e che, dunque, possa alterare in qualche misura
le oscillazioni.
Il blocco smorzatore, che assorbe gran parte dell’energia emessa dalla piastra
oscillante, è costituito da materiale ad alta densità e ad impedenza acustica
molto simile (se non identica) a quella dell’elemento attivo per evitare
indesiderate riflessioni alla superficie di separazione. I migliori risultati si
ottengono con misture di resine e materiali metallici polverizzati, come ad
esempio il tungsteno, in varie proporzioni; spesso la composizione di tale
componente è tenuta segreta dalle ditte costruttrici, poiché in molti casi sono
100
proprio le caratteristiche di smorzamento a fare la differenza tra un buon
trasduttore ed uno scadente.
L’elemento radiante è protetto dal mondo esterno mediante rivestimento con
uno strato cosiddetto “di usura” (a volte indicato con il nome di “zeppa” o
“scarpa”) che provvede ad evitare il danneggiamento accidentale, o causato
dall’uso, nonché la contaminazione con agenti solidi o liquidi che potrebbero
alterare le proprietà del cristallo. Nelle sonde non soggette ad impieghi
particolarmente gravosi, uno strato di ossido di allumino o titanio può fornire
una protezione sufficiente allo scopo, mentre se si ha a che fare con ambienti
particolarmente aggressivi, si può provvedere alla sovrapposizione di una
piastrina di materiale plastico (perspex o lucite) che può essere facilmente
sostituita quando eccessivamente deteriorata. Nelle sonde ad immersione (che
non vengono poste a diretto contatto col pezzo da testare) l’elemento attivo è
semplicemente rivestito da uno strato di resina epossidica.
Campo acustico di una sonda ultrasonica: trasduttori piani (“flat”) e focalizzati
L’intensità delle onde ultrasoniche all’interno del fascio generato dal
trasduttore non è costante, ma varia a causa delle dimensioni finite della
sorgente che danno luogo a fenomeni di diffrazione. Sebbene la
rappresentazione del fascio ultrasonico emesso sia complessa e non facilmente
rappresentabile, la schematizzazione più comunemente accettata è quella
riportata nella figura sotto ripotata.
Se si ipotizza che il trasduttore sia cilindrico con diametro Δ, il fascio
ultrasonico appare caratterizzato da una prima zona (detta campo prossimo) nella
quale l’intensità è fluttuante tra un valore minimo ed uno massimo. All’interno
del campo prossimo, la distanza corrispondente al tempo di durata
dell’impulso si definisce “zona morta” poiché, come accennato in precedenza,
101

in questo spazio non è possibile ottenere alcuna informazione a causa della
sovrapposizione tra impulso emesso e riflesso.
La lunghezza del campo prossimo N è funzione, oltre che del diametro del
trasduttore, della lunghezza d’onda secondo la relazione:
λ4
2Δ=N
quindi essa è inversamente proporzionale alla lunghezza d’onda. Ciò significa
che, a parità di materiale testato, sonde ad alta frequenza possiedono una
lunghezza di campo prossimo più grande.
Il fascio ultrasonico, superata la zona del campo prossimo tende a presentare
caratteristiche di maggiore stabilità e, dal punto di vista geometrico, si fa
evidente la tendenza a divergere secondo un angolo α definito dall’equazione:
Δ=
λα 22.1sen
Questa regione è definita campo lontano e in essa l’energia ultrasonica decresce
gradualmente fino ad annullarsi
Tuttavia esiste una particolare classe di trasduttori, detti focalizzati nei quali le
onde ultrasoniche vengono direzionate impiegando opportuni sistemi di “lenti
acustiche” oppure (come capita più di frequente) modellando opportunamente
la superficie dell’elemento radiante in modo tale che l’emissione sia concentrata
virtualmente su una linea (focalizzazione cilindrica) o su un punto
102
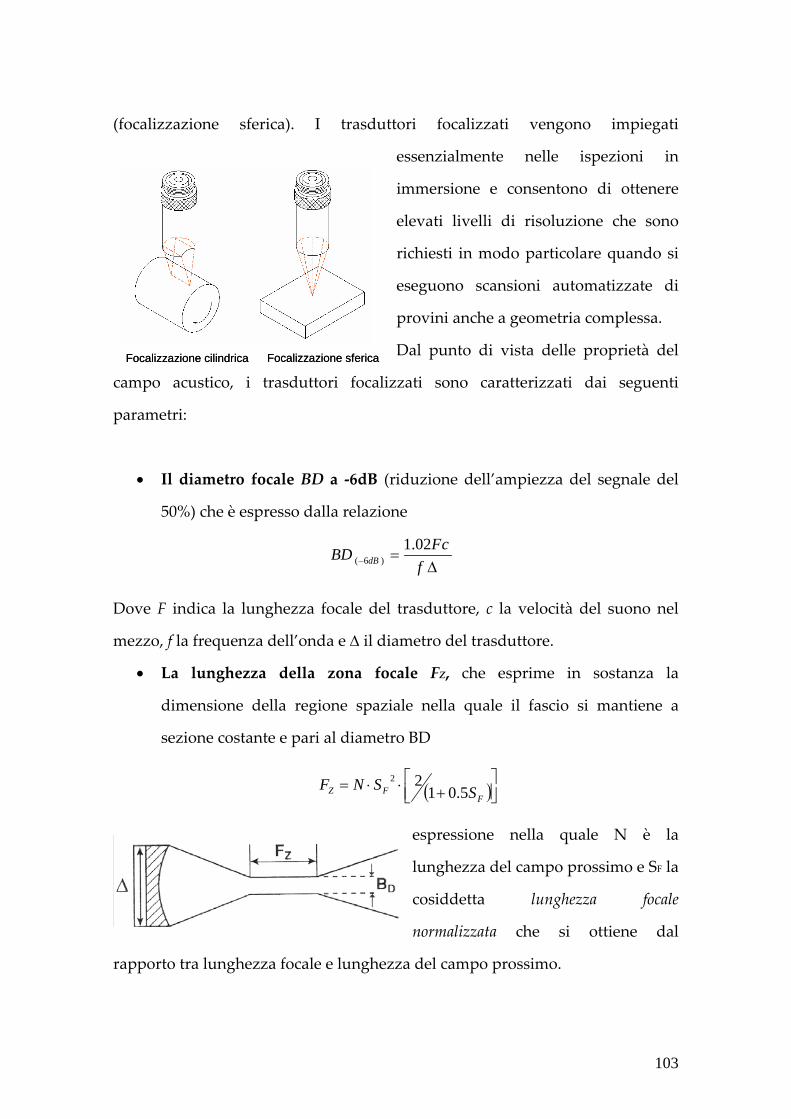
(focalizzazione sferica). I trasduttori focalizzati vengono impiegati
essenzialmente nelle ispezioni in
immersione e consentono di ottenere
elevati livelli di risoluzione che sono
richiesti in modo particolare quando si
eseguono scansioni automatizzate di
provini anche a geometria complessa.
Dal punto di vista delle proprietà del
campo acustico, i trasduttori focalizzati sono caratterizzati dai seguenti
parametri:
Focalizzazione cilindrica Focalizzazione sfericaFocalizzazione cilindrica Focalizzazione sferica
• Il diametro focale BD a -6dB (riduzione dell’ampiezza del segnale del
50%) che è espresso dalla relazione
Δ
=− fcFBD dB
02.1)6(
Dove F indica la lunghezza focale del trasduttore, c la velocità del suono nel
mezzo, f la frequenza dell’onda e Δ il diametro del trasduttore.
• La lunghezza della zona focale FZ, che esprime in sostanza la
dimensione della regione spaziale nella quale il fascio si mantiene a
sezione costante e pari al diametro BD
( )⎥⎦
⎤⎢⎣⎡
+⋅⋅=F
FZ SSNF 5.0122
espressione nella quale N è la
lunghezza del campo prossimo e SF la
cosiddetta lunghezza focale
normalizzata che si ottiene dal
rapporto tra lunghezza focale e lunghezza del campo prossimo.
103

I mezzi accoppiatori
Per garantire una efficace trasmissione delle onde ultrasoniche dall’elemento
radiante al componente da testare, è necessario interporre tra questo e la
superficie del pezzo, uno strato costituito da una sostanza (liquida o gelatinosa)
che viene detta “mezzo accoppiatore” (in inglese “couplant”). Il mezzo
accoppiatore provvede a fornire un opportuno passaggio per l’onda ultrasonica
dalla superficie radiante del trasduttore fino al materiale ed evita che l’onda
ultrasonica possa essere completamente riflessa a causa della presenza di aria
che possa trovarsi immediatamente a contatto con il trasduttore. Questo poiché
il basso valore di impedenza acustica dell’aria fa si che un’interfaccia solido-aria
si trasformi in un perfetto specchio riflettente per le onde sonore impedendone,
di fatto, la penetrazione nel materiale.
Le qualità che dovrebbe possedere un buon mezzo accoppiatore sono:
• inumidire opportunamente le superfici del trasduttore e del pezzo da
testare
• escludere qualunque bolla d’aria dal percorso del raggio sonoro
• riempire tutte le irregolarità presenti nella superficie del pezzo per creare
una regione di ingresso regolare
• consentire il libero movimento della sonda
• essere facile da applicare e da rimuovere e non essere tossico
Il mezzo accoppiatore per eccellenza è l’acqua, in quanto questa sostanza
riassume in sé tutte le caratteristiche sopra descritte ed in più ha costo quasi
nullo. In molte situazioni, tuttavia, l’acqua può non essere la soluzione ottimale
di accoppiamento sia per la sua scarsa viscosità (che ne impedisce, per esempio,
l’impiego su superfici verticali) e sia per la possibilità che insorgano fenomeni
di corrosione o danneggiamento del componente testato. In tali situazioni, si
104

preferisce utilizzare sostanze più viscose come ad esempio la glicerina o (sia in
forma pura e sia in forma di gel misti con acqua) oppure il silicone, l’olio, grassi
di varia natura o la colla per carta da parati.
Occorre tenere presente che lo strato di accoppiatore tende ad attenuare (in
diversa misura in funzione della sostanza impiegata) l’energia dell’onda
incidente e quindi il suo spessore non dovrebbe essere mai troppo elevato.
Considerazioni sulla scelta del trasduttore
La selezione del trasduttore ottimale per un certo tipo di controllo, dipende in
larga misura dalle caratteristiche del materiale da testare e, in particolare, dalle
sue capacità di attenuazione dell’energia ultrasonica. In generale le onde
ultrasoniche ad alta frequenza
presentano migliori
caratteristiche per ciò che
riguarda la risoluzione, ossia la
capacità di fornire indicazioni
distinte per riflettori localizzati
spazialmente ad una certa
distanza l’uno dall’altro, mentre
le onde di bassa frequenza sono
maggiormente in grado di penetrare elevati spessori di materiale o (ciò che è lo
stesso) di consentire l’esecuzione di indagini su materiali fortemente assorbenti
come gomme, plastiche ecc. Nella figura è rappresentato il segnale ultrasonico
così come monitorato dall’oscilloscopio nei due casi limite citati. Quando si
impiegano frequenze basse, il segnale è ricco di picchi corrispondenti alle
riflessioni multiple del fascio ultrasonico sulle pareti del provino, mentre nel
caso di frequenze elevate il passaggio continuo all’interno del materiale
Basse frequenze Alte frequenze
Elevato livello di penetrazioneScarsa risoluzione spaziale
Basso livello di penetrazioneElevata risoluzione spaziale
Basse frequenze Alte frequenze
Elevato livello di penetrazioneScarsa risoluzione spaziale
Basso livello di penetrazioneElevata risoluzione spaziale
105
impoverisce rapidamente l’onda del suo contenuto energetico. Per contro, la
presenza di più difetti (tre nel caso in esame) viene percepita sotto forma di una
unica e indistinta eco nel caso delle frequenza basse, mentre l’elevata
risoluzione spaziale che caratterizza le onde ad altra frequenza consente di
localizzare in modo inequivocabile tutti i difetti presenti nel pezzo.
Le tecniche “pulse-echo” e “through-transmission”
Le onde ultrasoniche possono propagarsi attraverso spessori di materiale anche
di alcuni metri (come ad. es. accade per l’acciaio a grana fine) o molto limitati
(materiali molto assorbenti quali gomme, plastica ecc.) dunque è importante
scegliere la giusta tecnica di controllo in funzione della tipologia del
componente, del materiale di cui è composto, della sua geometria e
dell’accessibilità delle sue estremità. In generale, i CND eseguiti con il metodo
ultrasonico si suddividono in due grandi famiglie:
1. Tecniche “pulse-echo” (o “eco-impulso”)
2. Tecniche “through-transmission” (“ in trasmissione”)
La differenza sostanziale tra questi due metodi risiede nel fatto che nel primo
caso le onde ultrasoniche investono il pezzo da testate, penetrano in esso e
vengono riflesse e rifratte dalle superfici che delimitano il componente stesso.
Sono proprio le riflessioni interne (eco) che vengono esaminate e forniscono
informazioni sulla presenza di eventuali difetti nel pezzo. Nelle tecniche in
trasmissione, invece, si esamina esclusivamente l’onda che ha attraversato il
corpo senza tenere in considerazione le eco riflesse.
Dal punto di vista pratico, l’impiego di un metodo piuttosto che di un altro
dipende dalle considerazioni generali di cui si è accennato in precedenza. Per
esempio, è chiaro che laddove sia accessibile una sola superficie del pezzo,
risulterà impossibile eseguire un’analisi in trasmissione, mentre il controllo di
106

un pezzo altamente assorbente
potrà essere realizzato più
vantaggiosamente con una
tecnica in trasmissione poiché
l’uso di quella a riflessione
comporterebbe un maggior
percorso dell’onda ultrasonica
all’interno del materiale con
conseguente insorgere di
importanti fenomeni di
attenuazione che possono
ridurre sensibilmente il rapporto segnale/rumore.
Nella figura sono proposti alcuni schemi di controllo con le due tecniche. Con T
è indicato il trasduttore che funge da trasmettitore (emissione) mentre con R si
indica il trasduttore che ha il compito di raccogliere le onde che hanno
attraversato il pezzo. Nello schema a) è proposto un controllo in riflessione che
impiega un solo trasduttore (che incorpora in sé le funzioni T ed R). L’onda
ultrasonica viene emessa dal trasduttore, attraversa il materiale e viene riflessa
sia dalla superficie opposta del pezzo (“Echo Rear Wall”) che dal difetto. Il
segnale ultrasonico, che è monitorabile su un comune oscilloscopio, mostra
dunque tre tracce distinte e facilmente identificabili. La
posizione del difetto può essere determinata semplicemente
a partire dalla conoscenza della velocità del suono nel
mezzo c (che è nota se si conosce il tipo di materiale testato) e dal tempo
impiegato all’onda per essere riflessa dalla discontinuità (che è rilevabile sul
display dell’oscilloscopio). Quest’ultima grandezza è spesso definita tempo di
volo (“Time of Flight” TOF). La relazione qui a lato esprime la distanza del
2TOFcS ⋅
=
107

difetto dalla superficie di ingresso del pezzo in funzione delle grandezze
sopracitate. Il termine ½ rende conto del fatto che l’onda percorre la stessa
distanza due volte (in andata e ritorno).
Lo schema di controllo b) rappresenta la classica situazione di impiego della
tecnica in trasmissione, che prevede l’impiego di due trasduttori uno dei quali
emette il fascio di onde ultrasoniche (T) mentre l’altro, posto sulla superficie
opposta a quella di ingresso delle onde, raccoglie le onde stesse dopo che esse
hanno attraversato il pezzo e sono state riflesse dalle eventuali discontinuità
incontrate lungo il percorso. In questo caso, il segnale trasmesso presenta
un’ampiezza il cui valore è diminuito (rispetto a quello di ingresso) di una
quantità che è proporzionale alla geometria del difetto presente. In questo caso
è assolutamente indispensabile avere accesso ad entrambi i lati del componente.
Lo schema c) rappresenta, invece, un controllo in riflessione che fa uso di due
trasduttori (tecnica cosiddetta del “pitch-catch”) nel quale le due sonde sono
poste sullo stesso lato del pezzo ma agiscono una da trasmettitore ed una da
ricevitore. Questa disposizione consente di eseguire controlli con sonde a fascio
angolato e si dimostra particolarmente vantaggiosa nel caso di difetti orientati
verticalmente, che risultano difficilmente rilevabili da un fascio ultrasonico
orientato nella stessa direzione della discontinuità.
Il metodo pulse-echo è probabilmente quello più largamente impiegato sia nel
settore industriale sia nelle applicazioni di laboratorio. Un setup tipico per
controlli di questo tipo è rappresentato nella figura a lato. Un trasduttore viene
posto a contatto con la superficie del pezzo da testare per il tramite di uno
strato di mezzo accoppiatore. Come illustrato in precedenza, questo non è altro
che una sostanza liquida o gelatinosa (acqua, gel ecografici a base di glicerina,
olio, etc.) che ha la funzione di realizzare assoluta continuità tra il trasduttore e
il pezzo (condizione necessaria affinché il segnale ultrasonico in ingresso sia
108
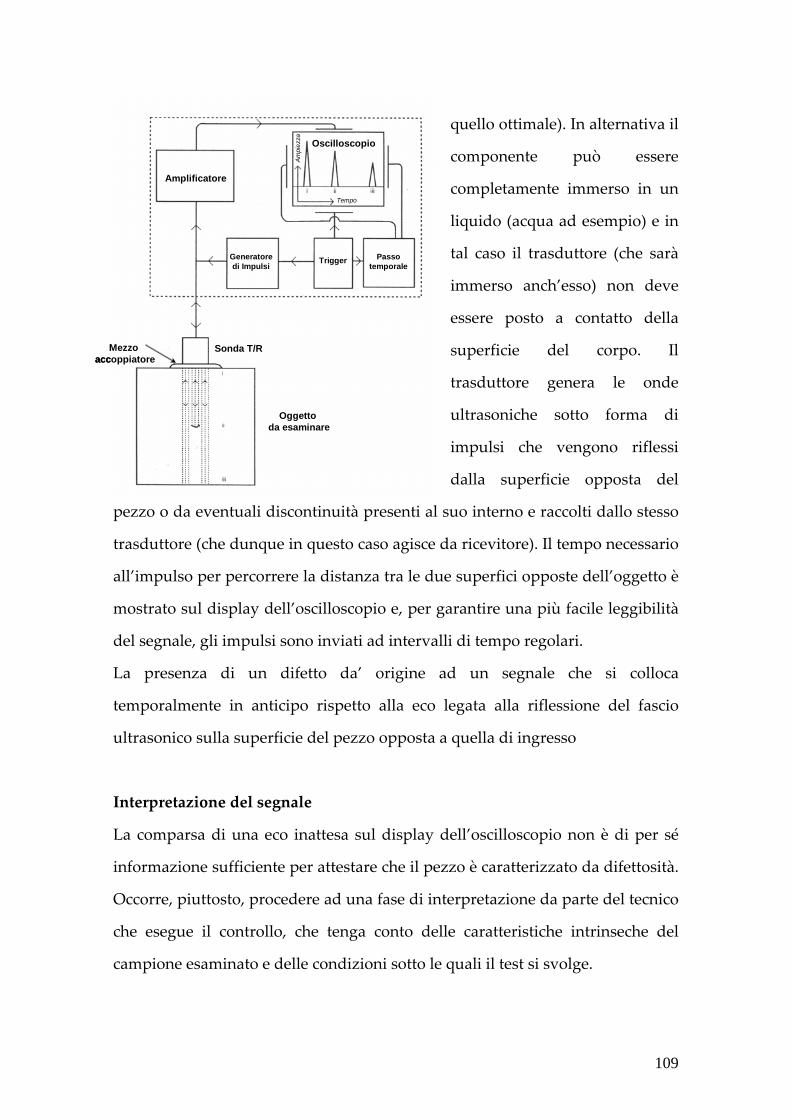
quello ottimale). In alternativa il
componente può essere
completamente immerso in un
liquido (acqua ad esempio) e in
tal caso il trasduttore (che sarà
immerso anch’esso) non deve
essere posto a contatto della
superficie del corpo. Il
trasduttore genera le onde
ultrasoniche sotto forma di
impulsi che vengono riflessi
dalla superficie opposta del
pezzo o da eventuali discontinuità presenti al suo interno e raccolti dallo stesso
trasduttore (che dunque in questo caso agisce da ricevitore). Il tempo necessario
all’impulso per percorrere la distanza tra le due superfici opposte dell’oggetto è
mostrato sul display dell’oscilloscopio e, per garantire una più facile leggibilità
del segnale, gli impulsi sono inviati ad intervalli di tempo regolari.
Amplificatore
Oscilloscopio
Ampi
ezza
Tempo
Generatoredi Impulsi
Trigger Passotemporale
Sonda T/RMezzo accoppiatore
Oggetto da esaminare
Amplificatore
Oscilloscopio
Ampi
ezza
Tempo
Generatoredi Impulsi
Trigger Passotemporale
Sonda T/RMezzo accoppiatore
Oggetto da esaminare
La presenza di un difetto da’ origine ad un segnale che si colloca
temporalmente in anticipo rispetto alla eco legata alla riflessione del fascio
ultrasonico sulla superficie del pezzo opposta a quella di ingresso
Interpretazione del segnale
La comparsa di una eco inattesa sul display dell’oscilloscopio non è di per sé
informazione sufficiente per attestare che il pezzo è caratterizzato da difettosità.
Occorre, piuttosto, procedere ad una fase di interpretazione da parte del tecnico
che esegue il controllo, che tenga conto delle caratteristiche intrinseche del
campione esaminato e delle condizioni sotto le quali il test si svolge.
109

Prima di affrontare l’analisi di alcuni casi semplici di difettosità che si
presentano comunemente nella pratica, occorre tenere presente alcune regole
generali elencate di seguito:
• L’oscilloscopio fornisce una rappresentazione grafica del segnale
ultrasonico nella quale in ordinate è riportata l’ampiezza del segnale e in
ascisse il tempo.
• I trasduttori sono indicati con le lettere T (trasmettitore) ed R (ricevitore).
Le sonde che incorporano le due funzioni in un unico trasduttore sono
indicate con T/R
• I fasci ultrasonici ad incidenza normale (0°) sono composti da onde
longitudinali (di compressione)
• I fasci ultrasonici angolati sono generalmente composti da onde
trasversali (“shear waves”) mediante un fascio longitudinale rifratto.
• L’impulso ultrasonico iniziale (emissione) è registrato sull’oscilloscopio
al tempo t=0
• Il fascio ultrasonico si propaga con un angolo di divergenza noto
Nelle figure che seguono sono mostrate alcune indicazioni ottenute per
differenti tipi di discontinuità: nel caso di difetti isolati singoli occorre osservare
che solo le discontinuità che sono orientate perpendicolarmente al fascio
producono una eco chiaramente visibile sull’oscilloscopio, mentre quelle
disposte secondo la direzione di propagazione risultano essere praticamente
invisibili al controllo. Inoltre, l’ampiezza della eco generata dalla riflessione sul
difetto risulterà di ampiezza più o meno elevata in funzione del fatto che le
superfici che lo delimitano siano rugose o lisce. I difetti disposti secondo
orientazioni casuali nei confronti della superficie di ingresso possono essere
individuati impiegando trasduttori angolati che generano fasci ultrasonici
inclinati secondo angoli variabili a piacere.
110

Difetti isolatiDifetti isolati
Nel caso in cui nel pezzo siano presenti più discontinuità, l’oscilloscopio mostra
tracce distinte delle due eco riflesse solo nel caso in cui la posizione dei difetti
sia tale che uno non oscuri l’altro (come visibile nel riquadro destro della
figura). Anche in questo caso, l’ampiezza del segnale è legata alle caratteristiche
geometriche del difetto nonché alla sua tipologia.
Difetti multipliDifetti multipli
Il controllo ultrasonico “in immersione”
La tecnica ultrasonica di controllo in immersione consiste, come la terminologia
stessa suggerisce, nell’immergere completamente il pezzo da testare in acqua (o
111

altro idoneo mezzo accoppiatore) prima dell’esecuzione dell’analisi. Tale
procedura consente di ottenere alcuni indubbi vantaggi che possono essere
sintetizzati come segue:
• L’accoppiamento tra sonda e pezzo è assolutamente costante e uniforme
(e ciò garantisce una altrettanto uniforme sensibilità e stabilità del
segnale)
• Possono essere testati pezzi aventi anche geometria complessa
• Possono essere impiegati sistemi di ispezione automatizzati
• La possibilità di impiegare sonde focalizzate aumenta la risoluzione e la
sensibilità del sistema
Una variante del metodo, che può essere facilmente realizzata anche senza
dover immergere completamente il pezzo in acqua, consiste nell’impiegare
particolari sistemi (detti squirter o bubbler) che sostanzialmente non sono altro
che dei piccoli tubi che vengono collegati solidalmente alla sonda e ad una linea
di alimentazione idrica, e provvedono a fornire un getto continuo e costante di
acqua che va a bagnare solo la regione ispezionata in quel dato momento dalla
sonda.
Quando si eseguono
controlli in immersione
con sonde focalizzate,
occorre tenere presente
che il fascio ultrasonico si
propaga in due mezzi a
diversa impedenza
acustica (l’acqua e il
materiale di cui e’
Aria
Acqua
Punto focale nel provino
Punto focalein acqua
Trasduttore
Aria
Acqua
Punto focale nel provino
Punto focalein acqua
Trasduttore
Aria
Acqua
Punto focale nel provino
Punto focalein acqua
Trasduttore
112

composto il pezzo) e ciò modifica sensibilmente la lunghezza focale.
Nella figura è illustrato il comportamento sopra accennato: il trasduttore ha una
lunghezza focale f (in acqua, dato fornito dal costruttore); che ,quando il fascio
incide sul materiale da testare, (di impedenza acustica Z2) si riduce di una
quantità che può essere ricavato note le velocità di propagazione nell’acqua e
nel materiale VA e VM . In particolare è vera l’uguaglianza
Wp+(VM/VA)Md=f
Da questa relazione è possibile ricavare la posizione del punto focale nel
materiale o, eventualmente, stabilire quale percorso devono realizzare le onde
ultrasoniche in acqua al fine di focalizzare il fascio su un particolare punto del
provino. A titolo di esempio giova ricordare che per un provino in acciaio
immerso in acqua, il termine (VM/VA) vale circa 4.
Interpretazione del segnale oscilloscopico nelle prove in immersione
Nella figura seguente è rappresentata schematicamente l’esecuzione di una
prova ultrasonora in immersione. Il provino, nel quale è presente un difetto,
viene immerso in un contenitore pieno di acqua e sottoposto a scansione con
una sonda longitudinale ad incidenza normale. L’oscilloscopio mostra un primo
picco che è legato all’impulso di emissione del trasduttore (tratteggiato in
figura) e un picco di ampiezza minore che rappresenta la prima riflessione sulla
superficie di ingresso del fascio; la diminuzione di ampiezza che si registra è
dovuta all’assorbimento da parte dell’acqua. Il fascio, che è stato parzialmente
riflesso dalla superficie di ingresso e ha prodotto la traccia di ritorno
visualizzata nel primo picco, è in parte trasmesso all’interno del componente e
prosegue la sua corsa fino ad incontrare la discontinuità che, in quanto
elemento a diversa impedenza acustica, genera anch’esso una parziale
riflessione e trasmissione. La riflessione evidenzia un secondo picco
113
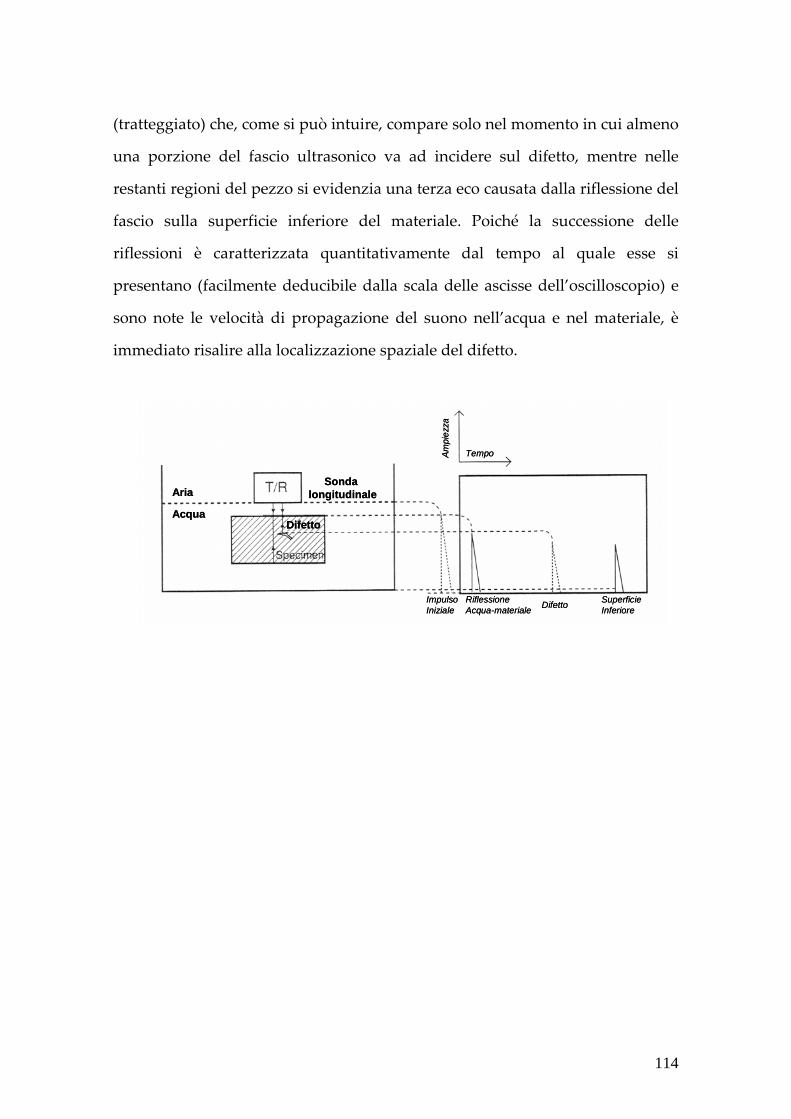
(tratteggiato) che, come si può intuire, compare solo nel momento in cui almeno
una porzione del fascio ultrasonico va ad incidere sul difetto, mentre nelle
restanti regioni del pezzo si evidenzia una terza eco causata dalla riflessione del
fascio sulla superficie inferiore del materiale. Poiché la successione delle
riflessioni è caratterizzata quantitativamente dal tempo al quale esse si
presentano (facilmente deducibile dalla scala delle ascisse dell’oscilloscopio) e
sono note le velocità di propagazione del suono nell’acqua e nel materiale, è
immediato risalire alla localizzazione spaziale del difetto.
Sonda longitudinaleAria
Acqua
ImpulsoIniziale
RiflessioneAcqua-materiale Difetto Superficie
Inferiore
TempoAmpi
ezza
Difetto
Sonda longitudinaleAria
Acqua
ImpulsoIniziale
RiflessioneAcqua-materiale Difetto Superficie
Inferiore
TempoAmpi
ezza
Difetto
Sonda longitudinaleAria
Acqua
ImpulsoIniziale
RiflessioneAcqua-materiale Difetto Superficie
Inferiore
TempoAmpi
ezza
Difetto
114

Radiografia

IL METODO RADIOGRAFICO
Introduzione
La radiografia è la tecnica che consente di ottenere informazioni sul contenuto
di un solido mediante impressione di un elemento sensibile (tipicamente una
pellicola) da parte di radiazioni ionizzanti quali raggi X o raggi γ. L’immagine
ottenuta è una proiezione bidimensionale del volume e dunque, come tale, non
offre alcuna informazione sulla posizione (in termini di profondità) delle
discontinuità incontrate dal fascio incidente durante il suo percorso. Il
meccanismo di formazione dell’immagine è legato al differente assorbimento
delle radiazioni nel pezzo in funzione della variazione di spessore, dei diversi
costituenti chimici, di disuniformità nella densità, della presenza di difetti o di
eventuali fenomeni di scattering.
La radiografia rappresenta uno dei più importanti e versatili metodi di
controllo non distruttivo attualmente adottati nell’industria; impiegando
radiazioni che non alterano la struttura chimico-fisica del pezzo o le sue
proprietà meccaniche, fornisce una registrazione permanente dell’esame che
contiene informazioni essenziali per la valutazione dell’integrità strutturale.
Milioni di radiografie, nel corso delle ultime decadi, hanno consentito alle
industrie di assicurare l’affidabilità dei loro prodotti e, in applicazioni
particolarmente critiche, di salvare o proteggere vite umane.
Tuttavia, poiché sono anche ragioni di tipo economico che giustificano
l’impiego di un metodo NDT piuttosto che di un altro, il valore aggiunto della
radiografia risiede, in qualche modo, nelle sue capacità di incrementare il livello
di profitto dell’azienda che utilizza questa tecnica. Da questo punto di vista, la
possibilità di impiegare i raggi X in qualunque fase del processo produttivo, si
riflette, in termini di benefici economici, sull’intero ciclo produttivo, dalla
116
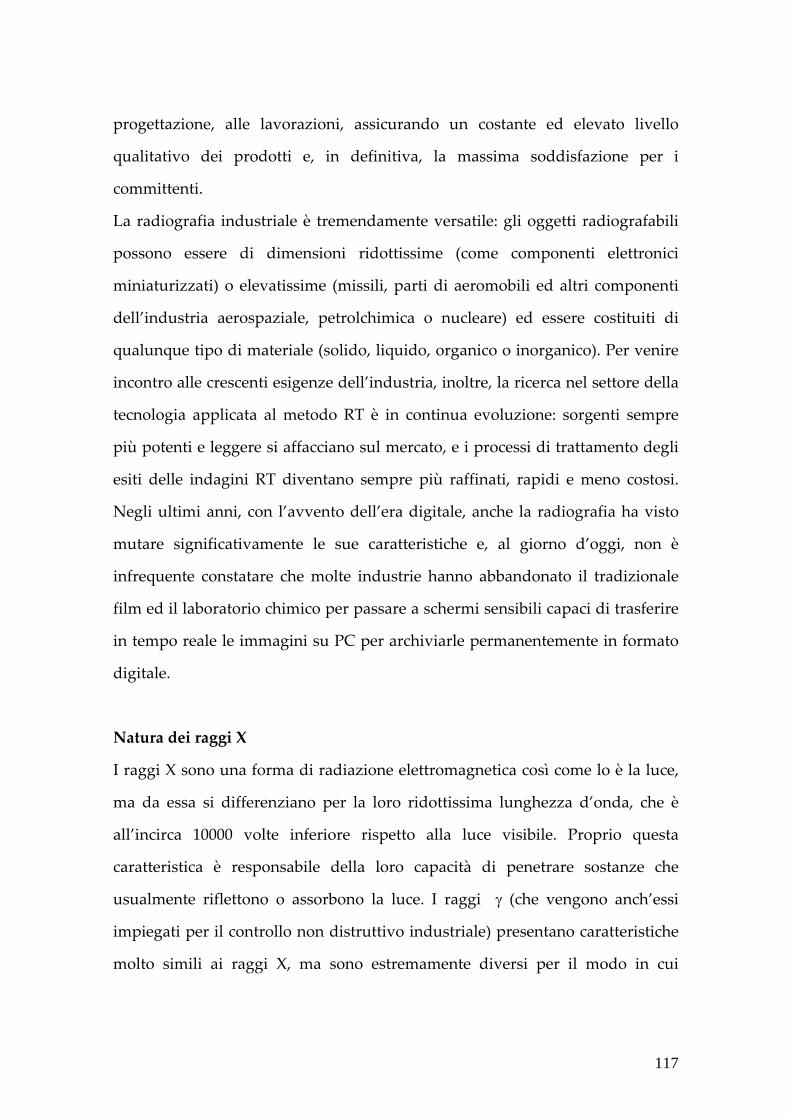
progettazione, alle lavorazioni, assicurando un costante ed elevato livello
qualitativo dei prodotti e, in definitiva, la massima soddisfazione per i
committenti.
La radiografia industriale è tremendamente versatile: gli oggetti radiografabili
possono essere di dimensioni ridottissime (come componenti elettronici
miniaturizzati) o elevatissime (missili, parti di aeromobili ed altri componenti
dell’industria aerospaziale, petrolchimica o nucleare) ed essere costituiti di
qualunque tipo di materiale (solido, liquido, organico o inorganico). Per venire
incontro alle crescenti esigenze dell’industria, inoltre, la ricerca nel settore della
tecnologia applicata al metodo RT è in continua evoluzione: sorgenti sempre
più potenti e leggere si affacciano sul mercato, e i processi di trattamento degli
esiti delle indagini RT diventano sempre più raffinati, rapidi e meno costosi.
Negli ultimi anni, con l’avvento dell’era digitale, anche la radiografia ha visto
mutare significativamente le sue caratteristiche e, al giorno d’oggi, non è
infrequente constatare che molte industrie hanno abbandonato il tradizionale
film ed il laboratorio chimico per passare a schermi sensibili capaci di trasferire
in tempo reale le immagini su PC per archiviarle permanentemente in formato
digitale.
Natura dei raggi X
I raggi X sono una forma di radiazione elettromagnetica così come lo è la luce,
ma da essa si differenziano per la loro ridottissima lunghezza d’onda, che è
all’incirca 10000 volte inferiore rispetto alla luce visibile. Proprio questa
caratteristica è responsabile della loro capacità di penetrare sostanze che
usualmente riflettono o assorbono la luce. I raggi γ (che vengono anch’essi
impiegati per il controllo non distruttivo industriale) presentano caratteristiche
molto simili ai raggi X, ma sono estremamente diversi per il modo in cui
117
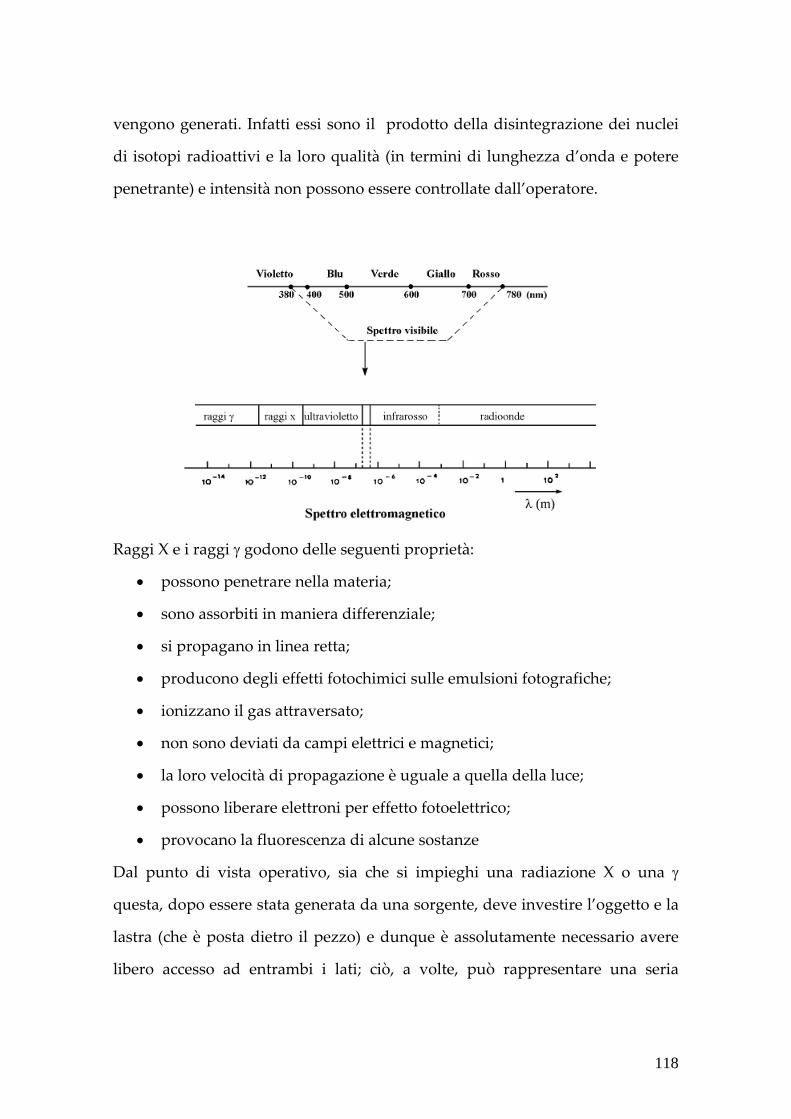
vengono generati. Infatti essi sono il prodotto della disintegrazione dei nuclei
di isotopi radioattivi e la loro qualità (in termini di lunghezza d’onda e potere
penetrante) e intensità non possono essere controllate dall’operatore.
Raggi X e i raggi γ godono delle seguenti proprietà:
• possono penetrare nella materia;
• sono assorbiti in maniera differenziale;
• si propagano in linea retta;
• producono degli effetti fotochimici sulle emulsioni fotografiche;
• ionizzano il gas attraversato;
• non sono deviati da campi elettrici e magnetici;
• la loro velocità di propagazione è uguale a quella della luce;
• possono liberare elettroni per effetto fotoelettrico;
• provocano la fluorescenza di alcune sostanze
Dal punto di vista operativo, sia che si impieghi una radiazione X o una γ
questa, dopo essere stata generata da una sorgente, deve investire l’oggetto e la
lastra (che è posta dietro il pezzo) e dunque è assolutamente necessario avere
libero accesso ad entrambi i lati; ciò, a volte, può rappresentare una seria
118
limitazione all’applicazione della tecnica. Altra differenza è che la distribuzione
spettrale (contenuto energetico delle diverse frequenze monocromatiche che
compongono la radiazione) è molto diverso nei due casi e ciò porta ad alcune
differenze in particolare per ciò che concerne le prestazioni ottenibili dai due
tipi di esame, come meglio verrà illustrato in seguito. Prima di introdurre alcuni
brevi cenni storici sul metodo radiografico e le procedure di indagine, giova
richiamare alcune terminologie standard definite nelle norme ASTM. In
particolare si definisce:
• Radiologia, la scienza e l’applicazione di raggi X, raggi γ o altre radiazioni
penetranti
• Ispezione radiografica o Esame Radiologico, l’uso di raggi X o γ al fine di
determinare la presenza di discontinuità in un materiale
Nella pratica si definisce come ispezione radiografica anche la procedura di
registrazione dell’immagine generata dal passaggio di radiazioni penetranti su lastra
sensibile.
Breve storia della radiografia industriale
Prima di analizzare in dettaglio la struttura degli apparecchi radiografici,
possiamo riferirci al seguente esempio di natura sperimentale per meglio
chiarire la genesi e la natura dei raggi X. Supponiamo di avere un filo di
materiale conduttore e di renderlo incandescente (per effetto Joule) mediante il
passaggio di una opportuna corrente. Gli elettroni eccitati dall’ apporto di
energia riescono a staccarsi dall’atomo e a fuoriuscire dal conduttore. Se
poniamo ad una certa distanza dal filo una piastrina di metallo caricata
positivamente gli elettroni fuoriusciti dal conduttore verranno attratti e
cadranno sulla piastrina con una velocità, e quindi con un energia, direttamente
proporzionale alla differenza di potenziale esistente tra conduttore e piastrina.
119
In altre parole maggiore è la differenza di potenziale più alta è l’energia degli
elettroni. Quando un elettrone arriva sulla piastrina può urtare contro un
elettrone di un atomo del materiale oppure non urta altri elettroni, ma viene
deviato passando nelle vicinanze di un atomo. In entrambi i casi, la maggior
parte dell’energia liberata viene emessa sotto forma di radiazione nell’intervallo
dell’infrarosso come calore, mentre una piccola parte sotto forma di onde
elettromagnetiche a lunghezza d’onda ridotta e frequenza elevata chiamate
appunto raggi X. La prova dell’esistenza dei raggi X si deve a W.C. Roentgen
che nel 1895, a seguito dell’osservazione di fenomeni di la fluorescenza in
alcuni cristalli disposti in prossimità di un tubo catodico, riuscì a caratterizzare
sistematicamente la tipologia e le proprietà delle radiazioni penetranti. Agli
inizi del ‘900 comparvero i primi apparecchi (tubi) in grado di generare raggi X,
che tuttavia erano molto inaffidabili, difficili da controllare e producevano
radiazioni di intensità molto bassa. Il primo vero salto tecnologico nella storia
della radiografia si conseguì con l’invenzione dei tubi sottovuoto (Coolidge,
1913) che consentivano di raggiungere energie dell’ordine dei 100 kV. L’ASME
nel 1931 accettò il metodo radiografico quale strumento di controllo delle
radiografie nei recipienti in pressione. Nel 1931 la General Electric produsse il
primo apparecchio ad alto voltaggio (1000 kV), mentre il salto verso il milione
di Volt si ebbe negli anni ’40. Attualmente esistono apparecchi da 6 MV e oltre
che possono essere impiegati per usi industriali (per esempio per l’analisi di
getti o forgiati di dimensioni ragguardevoli)
I principi fisici
Raggi X
Come accennato in precedenza, un modo semplice e molto diffuso di produrre
raggi X consiste nel far collidere un fascio di elettroni su un bersaglio solido;
120

questo è il principio del tubo di Coolidge (il primo sistema di produzione di
raggi X) il cui schema è riportato sinteticamente in figura.
Il tubo altro non è che un’ampolla di vetro nella quale è praticato il vuoto spinto
(la pressione interna è dell’ordine dei 10-2 MPa) contenente due elettrodi: il
catodo, o elettrodo negativo, che costituisce la sorgente di elettroni, è costituito
da un filamento di tungsteno avvolto a spirale e da una cupola di
concentrazione (schermo focalizzante). All’estremità opposta si trova una
placchetta di tungsteno che costituisce l’anodo o elettrodo positivo. Il filamento
di tungsteno, riscaldato fino all’incandescenza da una corrente di debole
intensità alimentata da un piccolo trasformatore, emette un fascio di elettroni
che si dirige verso l’anodo (caricato positivamente). Questo tipo di emissione di
elettroni, che avviene a partire da un filamento riscaldato, è chiamata “effetto
termoionico”; l’esperienza e la teoria mostrano che l’emissione termoionica è
funzione della temperatura del filamento. Gli elettroni liberati dal filamento
sono successivamente attratti verso il bersaglio con velocità dipendente dalla
differenza di potenziale fornita ai due capi del sistema. L’emissione dei raggi X
è dovuta all’interazione tra gli elettroni (che prendono anche il nome di “raggi
catodici”) con gli atomi del bersaglio anodico e il passaggio di essi verso
l’esterno del tubo è assicurato da “finestre” metalliche realizzate con sottili fogli
di berillio od alluminio (metalli che possiedono un basso coefficiente di
assorbimento verso i raggi X). Presso il bersaglio deve essere anche disposto un
Anodo di Tungsteno
Catodo
Fascio di elettroni
Raggi X
Braccio anodico Braccio catodico
Anodo di Tungsteno
Catodo
Fascio di elettroni
Raggi X
Braccio anodico Braccio catodico
121

efficiente circuito di raffreddamento poiché il 99% dell’energia è convertita in
calore.
I vantaggi chiave del sistema di Coolidge, rispetto ai primi e rudimentali
metodi di generazione dei raggi X, consistono nella sua stabilità e nel fatto che
l’intensità e l’energia dei raggi X possono essere controllati in modo
indipendente. Infatti un aumento dell’intensità di corrente che attraversa il
filamento si riflette in un aumento di temperatura e in un corrispondente
aumento del numero di elettroni prodotti (fatto che aumenta l’intensità dei
raggi non alterandone la distribuzione spettrale). In modo analogo, l’aumento
della differenza di potenziale tra anodo e catodo incrementa la velocità degli
elettroni che colpiscono l’anodo e ciò provoca un incremento dell’energia dei
raggi X emessi.
L’energia della radiazione prodotta è espressa in “elettronvolt” (eV). Un
elettronvolt è l’energia cinetica acquistata da un elettrone quando è accelerato
da un campo elettrico prodotto da una differenza di potenziale di un volt:
. JeV 1910602,11 −⋅=
Come accennato, la velocità con la quale gli elettroni colpiscono l’anodo è
funzione dalla tensione di alimentazione del tubo, e a sua volta l’energia dei
raggi X prodotti è direttamente proporzionale al quadrato della velocità degli
elettroni stessi; inoltre più piccola è la lunghezza d’onda della radiazione
prodotta, più elevata è la sua energia e maggiore è la capacità della radiazione
stessa di penetrare la materia.
Caratteristiche dei raggi X
In generale, con il termine generico di radiazione si intende l’insieme delle
particelle subatomiche e delle onde che si propaga dalla sorgente sotto forma di
122
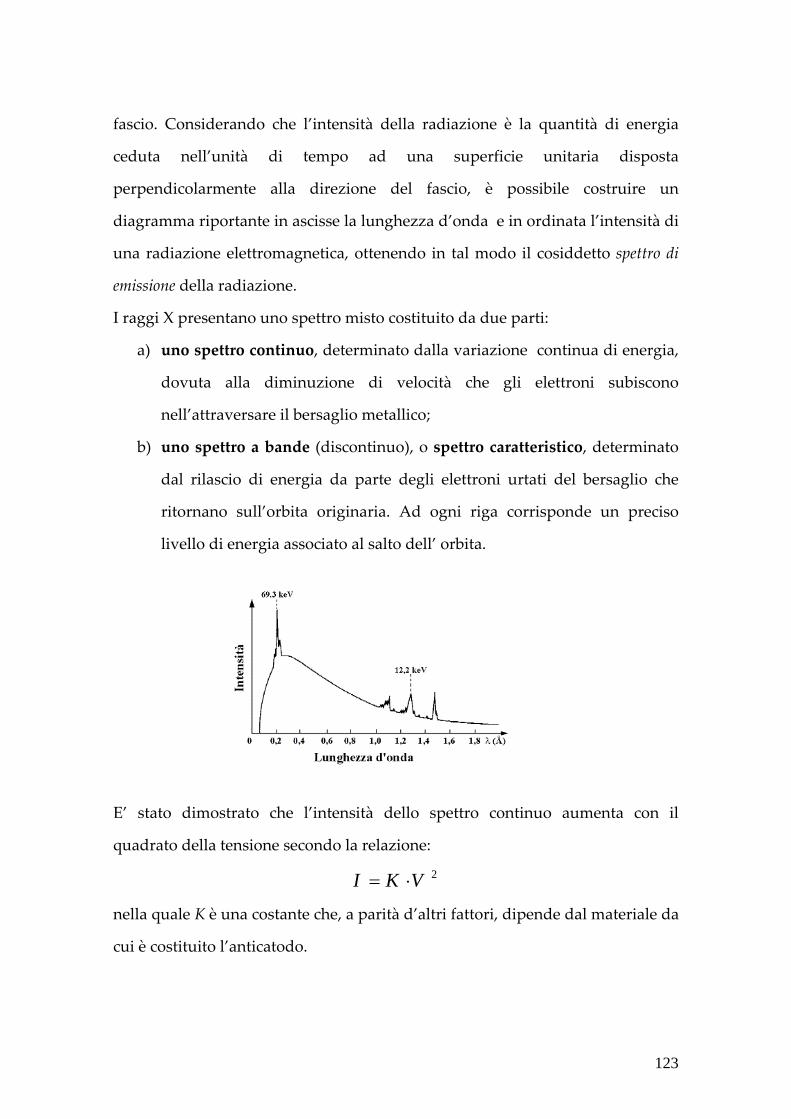
fascio. Considerando che l’intensità della radiazione è la quantità di energia
ceduta nell’unità di tempo ad una superficie unitaria disposta
perpendicolarmente alla direzione del fascio, è possibile costruire un
diagramma riportante in ascisse la lunghezza d’onda e in ordinata l’intensità di
una radiazione elettromagnetica, ottenendo in tal modo il cosiddetto spettro di
emissione della radiazione.
I raggi X presentano uno spettro misto costituito da due parti:
a) uno spettro continuo, determinato dalla variazione continua di energia,
dovuta alla diminuzione di velocità che gli elettroni subiscono
nell’attraversare il bersaglio metallico;
b) uno spettro a bande (discontinuo), o spettro caratteristico, determinato
dal rilascio di energia da parte degli elettroni urtati del bersaglio che
ritornano sull’orbita originaria. Ad ogni riga corrisponde un preciso
livello di energia associato al salto dell’ orbita.
E’ stato dimostrato che l’intensità dello spettro continuo aumenta con il
quadrato della tensione secondo la relazione:
2VKI ⋅=
nella quale K è una costante che, a parità d’altri fattori, dipende dal materiale da
cui è costituito l’anticatodo.
123

Lo spettro caratteristico dipende dal materiale del bersaglio ed è importante
sottolineare che la sua energia è piccola se confrontata con quella dello spettro
continuo. In figura è riportato lo spettro nel caso di anticatodo in tungsteno.
Come accennato in precedenza, lo spettro continuo dei raggi X può essere
modificato attraverso due parametri fondamentali:
1) la corrente con la quale viene prodotto il fascio elettronico per effetto
termoionico
2) la tensione di alimentazione imposta tra catodo e anodo che determina
l’accelerazione degli elettroni.
Aumentare la corrente del filamento provoca un aumento della emissione di
elettroni dal filamento stesso e quindi un aumento di intensità della radiazione
prodotta che non ha influenza sull’energia della stessa.
Aumentare la tensione del tubo significa aumentare la differenza di potenziale
esistente tra catodo e anodo, e quindi agire sul campo elettrico che spinge gli
elettroni sull’anodo. Ciò si traduce in un aumento dell’energia della radiazione
X prodotta. La figura seguente mostra la curva di intensità per quanto riguarda
lo spettro continuo dei raggi X. La curva (a) è stata ottenuta con bassa corrente
mentre la (b) è ottenuta con una corrente
più elevata mantenendo costante la tensione
di alimentazione. Il punto di intersezione di
ciascuna curva con l’asse delle lunghezze
d’onda è chiamato “limite inferiore di
lunghezza d’onda” (λmin), questo valore è
completamente determinato dalla tensione
di alimentazione del tubo. Come si può
124

notare aumentando la corrente del tubo radiogeno si ha l’effetto di aumentare
l’intensità massima dei raggi X ma non la loro energia, la quale è inversamente
proporzionale alla lunghezza d’onda.
L’intensità massima si ha infatti per lo stesso valore della lunghezza d’onda
λmax, e il limite inferiore di lunghezza d’onda è rimasto invariato.
Quindi, per aumentare l’energia dei raggi X, e quindi la loro capacità di
penetrare la materia, è necessario aumentare la tensione di alimentazione tra
catodo e anodo, cioè la tensione del tubo. In
figura è mostrato come varia l’emissione in
funzione della tensione di alimentazione.
All’aumentare della tensione di
alimentazione da 50 a 200 kV si riduce il
limite inferiore di lunghezza d’onda ed anche
il valore di λ per cui si ha la massima
intensità di radiazioni.
I raggi X di lunghezza d’onda minima sono
prodotti dagli elettroni aventi velocità
massima o massima energia. Il limite
inferiore di lunghezza d’onda può essere
calcolato con l’aiuto della seguente relazione:
V336,12
=λ
dove:
• λ è la lunghezza d’onda espressa in Angstrom,
• V è la tensione di alimentazione del tubo radiogeno espressa in Volt.
Quando la tensione di alimentazione aumenta, come si osserva dalla relazione,
la lunghezza d’onda minima diminuisce e, inoltre, l’intensità massima della
125

radiazione elettromagnetica aumenta all’aumentare della tensione di
alimentazione.
Raggi γ
I raggi γ sono radiazioni elettromagnetiche emesse dalla disintegrazione di un
isotopo radioattivo, caratterizzate da un contenuto energetico variabile da 100
keV a 1 MeV, con lunghezze d’onda corrispondenti di 0.01 e 0.001 Angstrom.
Dal punto di vista dell’impiego radiologico industriale, le sorgenti γ più
impiegate sono il Cobalto (Co-60), l’Iridio (Ir-192), il Cesio (Cs-173), l’itterbio , il
tulio e il tantalio. A seconda della sostanza impiegata, si possono testare
spessori di materiale estremamente variabili; per esempio le radiazioni
originate dal cobalto possono penetrare una lastra di acciaio di spessore oltre
200 mm. Per contro, occorre tenere presente che isotopi altamente radioattivi
richiedono l’adozione di complesse procedure di sicurezza onde evitare
contaminazione e lesioni del personale addetto al controllo e alla popolazione
circostante.
Tutte le sorgenti radioattive impiegate nella γ-grafia sono caratterizzate dal
cosiddetto “tempo di dimezzamento” (o semivita), che rappresenta il tempo che
impiega una certa quantità di un elemento radioattivo a diminuire della metà la
sua massa. Tale parametro è di particolare importanza per la definizione del
rischio di contaminazione ambientale, poiché elementi ad elevata semivita
possono permanere attivi e pericolosi nell’ambiente per molte migliaia di anni.
A titolo di esempio, il Co-60 ha una semivita di 5,3 anni, mentre il Ce-137 arriva
a 30 anni.
L’unità di misura dell’attività dell’isotopo radioattivo nel Sistema
Internazionale (SI) è il Becquerel (Bq) che corrisponde ad una disintegrazione al
secondo. Sono in uso anche altre unità di misura quali il Curie (Ci) che è pari a
126

3,7 1010 disintegrazioni al secondo, ed il Rutherford (rd) che è uguale a 106
disintegrazioni al secondo.
Da quanto detto risulta:
1 Ci=3,7 1010 Bq
1 Rd=106 Bq.
I principali vantaggi dell’impiego di sorgenti a raggi γ sono:
• ridotte dimensioni della sorgente, che è compatta e facile da trasportare
• elevata penetrazione delle radiazioni se comparata con le sorgenti a raggi
X di uso industriale,
• prezzo relativamente basso rispetto ad alcune apparecchiature a raggi X,
• non è necessaria alcuna sorgente di elettricità,
• monocromatica
• il contrasto abbastanza tenue dell’immagine permette ad un grande
dominio di spessori di materiale di essere radiografati in una sola
esposizione e sulla stessa pellicola.
Occorre rilevare, tuttavia, che quest’ultima caratteristica non risulta vantaggiosa
quando si testano pezzi con spessore relativamente costante; il basso contrasto,
infatti, non offre le condizioni ottimali per rilevare i difetti in pezzi con queste
caratteristiche.
Le sorgenti di raggi gamma hanno il principale inconveniente di essere di bassa
intensità: questo costringe ad impiegare tempi di esposizione più lunghi, inoltre
alcuni elementi radioattivi hanno un tempo di dimezzamento relativamente
breve, e ciò può comportare la loro frequente sostituzione.
In sintesi, per la scelta degli isotopi devono essere considerati tre fattori
principali:
1. il periodo di radioattività,
2. l’energia dei raggi gamma,
127

3. il materiale da radiografare.
La procedura di controllo mediante radiografia
Come accennato, una radiografia è essenzialmente una registrazione fotografica
prodotta dal passaggio di raggi X o gamma attraverso un oggetto su una
pellicola.
I raggi X si propagano secondo linee rette e, in condizioni normali, non possono
essere focalizzati. Ciò caratterizza uno dei punti essenziali della procedura
radiografica, ossia l’impiego di sorgenti puntiformi o prossime ad essere tali,
poiché la definizione
dell’immagine radiografica è
strettamente legata alla
dimensione della sorgente.
Valori di 1.5-5 mm sono comuni
nei tubi a raggi X di medie
caratteristiche, mentre è
possibile scendere fino a
dimensioni di 5-50 μm per
particolari tipologie di sorgenti
cosiddette “microfocalizzate”.
Dalla sorgente, di qualunque tipo essa sia, ha origine un fascio di radiazione
divergente che attraversa il provino, ne viene differentemente assorbito (in
funzione delle sue caratteristiche fisico-chimiche) e finisce per impressionare
una pellicola sensibile, uno schermo fluorescente, un convertitore fotonico
(scintillatore). L’immagine che si ottiene (in scala di grigi) deve essere
successivamente interpretata per valutare la presenza di discontinuità che,
128

come visibile nella figura seguente producono livelli diversi di densità
dell’immagine in funzione delle loro caratteristiche.
Proprio la relazione esistente tra la direzione
del fascio incidente e le caratteristiche
geometriche delle discontinuità
rappresentano un fattore estremamente
critico ai fini della caratterizzazione
radiografica di un componente
Per esempio, si osserva in figura come
difettosità apparentemente simili nella
tipologia (cricche di uguale dimensione ma
orientate perpendicolarmente tra loro) sono
rappresentate da immagini estremamente diverse tra loro; infatti la
discontinuità orientate parallelamente alla direzione di propagazione del fascio
appaiono nettamente più distinguibili rispetto a quelle orientate
perpendicolarmente. Di tali fattori occorre tenere conto quando si progetta un
controllo radiografico.
Il fenomeno grazie al quale i raggi X producono un’immagine variamente
contrastata è quello dell’attenuazione, che avviene a seguito di fenomeni di
scattering e di assorbimento originati dall’interazione delle radiazioni con gli
atomi della materia attraversata. Appare dunque evidente che deve essere
aggi X in modo tale che essa
sia quella ottimale in
funzione del livello di
contrasto che si intende
ottenere nell’immagine. Un
esempio di quanto sia
posta grande cura nella selezione dell’energia dei r
129

delicato questo aspetto è riportato in figura. La radiografia riporta l’esame di
una lastra d’acciaio nella quale è presente una cricca: mentre l’immagine di
sinistra è stata impressionata utilizzando una sorgente X da 150 kV, quella di
destra è stata realizzata impiegando una sorgente γ di Ir-192. Appare evidente
come in quest’ultimo caso, il contrasto ottenuto sulla lastra sia insufficiente a
visualizzare correttamente il difetto.
Più in generale, per ottenere una radiografia di buona qualità occorre valutare
alcuni importanti aspetti sintetizzabili come segue:
1. Esame visivo preliminare dell’oggetto. È importante analizzare ad occhio
2.
nudo l’oggetto da testare per decidere l’orientamento della direzione di
indagine sia sulla base della possibile collocazione dei difetti all’interno
del componente, e sia in relazione agli spessori che devono essere
attraversati dal fascio.
Energia dei raggi X. L’energia (lunghezza d’onda) dei raggi X deve essere
3.
selezionata considerando la composizione dell’oggetto, la lunghezza del
percorso che il fascio deve attraversare e le eventuali problematiche
legate alla dispersione dei raggi.
Registrazione dell’immagine. L’immagine può essere osservata su uno
schermo controllato in remoto o su pellicola in unione con opportuni
schermi luminosi. Griglie o schermi devono essere usati laddove
necessario per ridurre effetti indesiderati di scattering che possono
peggiorare la qualità finale dell’immagine. Per ciò che riguarda il tempo
di esposizione necessario a garantire un livello di contrasto ottimale,
questo deve essere determinato sulla base di test di calibrazione che sono
eseguiti radiografando provini particolari. Inoltre, la distanza tra la
sorgente, l’oggetto ed il piano pellicola deve essere tale da assicurare un
sufficiente rapporto di ingrandimento, buona nitidezza ed alto contrasto,
130

con tempi di esposizione che devono essere ridotti al minimo possibile. Il
miglioramento della definizione dell’immagine può anche essere
ottenuto impiegando film a grana fine, ma in generale questo tipo di
pellicole richiede un tempo di esposizione più lungo rispetto a quelle
standard.
4. ne delle radiografieInterpretazio . Il risultato finale di una radiografia è una
• rgia dei raggi X e degli altri fattori che
• le per ciò
• tazione dell’oggetto, che deve essere tale da permettere che le
• grafia deve essere esaminata con uno schermo ad alta
• ile casistica dei
• evolezza della possibilità che nell’immagine possano essere
presenti informazioni non rilevanti dovute, ad esempio, a fenomeni di
scattering
proiezione che non offre alcuna informazione relativamente alla
profondità dei difetti nel pezzo. Al fine di agevolare il lavoro del tecnico
che deve formulare il giudizio di accettabilità sul pezzo, occorre
considerare i seguenti fattori:
La scelta preliminare dell’ene
possono influenzare la nitidezza ed il contrasto dell’immagine
L’impiego di radiazioni aventi la massima differenza possibi
che concerne l’assorbimento in funzione delle differenti composizioni del
pezzo
L’orien
discontinuità presenti nell’immagine finale siano ben contrastate rispetto
al fondo
La radio
luminosità, in condizioni ambientali ottimali (buio)
Occorre conoscere in anticipo la possib
difetti/discontinuità eventualmente presenti nel pezzo. Radiografie di
riferimento con difettosità note possono essere di grande aiuto nei casi
dubbi.
Consap
131

La nSono
generazione dei raggi X per impiego industriale, può attualmente fare
affidamento su dispositivi
tecnologicamente avanzati e ad alte
prestazioni. In figura seguente è proposta
una rappresentazione schematica di come
appare oggi un moderno generatore di
raggi X. In esso si distinguono,
comunque, le parti essenziali (anodo,
catodo, finestre di uscita dei raggi X) già
presenti anche nei primi tubi radiogeni.
Tuttavia, pur con tutti i progressi e i
miglioramenti tecnologici conseguiti
nell’ultimo secolo, i sistemi che provvedono alla generazione dei raggi X
punto di vista energetico, se si pensa
(basse energie) e il 25% (alte energie)
radiazione utile. La parte restante si
trasforma in calore che deve essere smaltito mediante un opportuno sistema di
raffreddamento disposto nella zona del bersaglio.
I valori tipici del potenziale di eccitazione del tubo sono compresi nel range 20
kV-25 MV (anche se in campo industriale raramente si ha necessità di salire
oltre i 500 kV); i maggiori valori di energia sono richiesti, come è facile intuire,
per penetrare grandi spessori di materiale, mentre basse energie assicurano
ottimi livelli di contrasto. I bersagli dei tubi a raggi X commerciali sono quasi
sempre di tungsteno, poiché questo elemento possiede elevato punto di fusione
(caratteristica importante considerato l’enorme calore sviluppato), buona
conduttività termica (necessaria per assicurare un rapido smaltimento del
ge erazione dei raggi X passati molti anni dall’invenzione di Coolidge, e il processo di
rimangono estremamente inefficienti dal
che solo una percentuale variabile tra l’1%
dell’energia iniziale è convertita in
132

calore), ed elevato numero atomico. A questo proposito occorre sottolineare
come il numero atomico Z0 sia un parametro rilevante per l’intero sistema
perché compare sia nell’espressione dell’intensità di energia che è possibile
ottenere con un tubo di determinate caratteristiche di corrente i e voltaggio V
I = K’i Z0 V2
e sia in quella dell’efficienza χ della produzione di raggi X (rapporto tra energia
dei raggi X prodotta e energia impiegata per la produzione ed accelerazione
degli elettroni)
χ
Assorbimento e Scattering dei Raggi X nella materia
La conoscenza delle caratteristiche di assorbimento dei raggi X nei materiali è di
nere radiografie ben contrastate, poiché
è proprio in forza dell’assorbimento differenziale che si generano le immagini
diversi meccanismi che
ttering incoerente)
Effetto fotoelettrico
L’assorbimento fotoelettrico avviene qu
energia ( rasferisce tutta la sua energia ad
un elettrone e, se tale energia raggiunge un certo livello di soglia, l’elettrone è
= 1.4 10-9 Z0 V
fondamentale importanza al fine di otte
radiografiche. Nei solidi l’attenuazione è causata da
agiscono indipendentemente tra loro, alcuni causati dall’assorbimento ed alcuni
da fenomeni di scattering.
I fenomeni di cessione di parte dell’energia posseduta dalla radiazione agli
atomi della materia vengono usualmente classificati in letteratura come segue:
• effetto Fotoelettrico (assorbimento)
• effetto Compton (sca
• produzione di doppietti
ando un fotone dei raggi X di bassa
≈ 0,5 MeV) collidendo con un atomo t
133

espulso e liberato dalla forza di
un fotone con energia superiore alla soglia necessaria alla liberazione di un
lettrone, collide con un atomo; della
arte viene usata per
quando un fotone ad elevata energia
(superiore a 1,2 MeV) collidendo con un
atomo viene completamente assorbito e
attrazione del nucleo. Questo
fenomeno avviene per basse energie
del fotone (il quale viene
completamente assorbito) e per elevati
livelli di numero atomico dell’atomo.
scattering incoerente”, avviene quando
Effetto Compton
L’effetto Compton, noto anche come “
e
sua energia, p
espellere un elettrone dell’orbitale più
esterno, e parte prosegue sotto forma di
fotone avente però energia inferiore e
direzione di propagazione diversa
rispetto al fotone incidente.
Produzione di coppie La produzione di coppie si verifica
al suo posto si formano un elettrone ed
un positrone. Il positrone ha una vita
134

brevissima; esso svanisce con la formazione di due fotoni aventi energia pari a
0,5 MeV ciascuno.
Una volta spiegati i meccanismi di assorbimento e scattering, appare opportuno
re
er il
l’intensità della radiazione incidente,
he giunge al rivelatore)
0,
definire delle grandezze parametriche che definiscano le caratteristiche del
materiale nei confronti della radiazione X. A tale proposito si definiscono i
coefficienti Half Value Layer (HVL) e Tenth Value Layer (TVL) come gli spessori
che rispettivamente dimezzano e decimano l’intensità della radiazione
incidente. Ciò per un dato materiale e per una certa intensità delle radiazioni
Per uno stesso materiale i valori di HVL e TVL decrescono all’aumenta
dell’intensità dell’energia raggiante, e quindi per radiazioni più penetranti.
Supponendo di costruire il setup sperimentale rappresentato in figura p
quale
• I0 è
• I è l’intensità della radiazione trasmessa (c
• dx è lo spessore del pezzo attraversato.
si può dimostrare che un fascio omogeneo di raggi X di intensità I
nell’attraversare un spessore di materiale ∆x, subisce un’attenuazione di
intensità ∆I, che è proporzionale all’intensità del fascio incidente e allo spessore
del materiale; il fenomeno può essere descritto dalla seguente espressione
matematica:
xII Δ∗∗−=Δ μ
135
dove μ è una costante di proporzionalità di segno negativo per indicare la
e fare con quantità infinitesime, si può scrivere
diminuzione di intensità.
Supponendo di avere a ch
dxIdI ∗=− ∗μ
e, integrando si ottiene infine:
Questa relazione esprime la legge fondamentale sull’assorbimento di un fascio
eniente riferire il coefficiente di
)(0
xeII ∗−∗= μ
omogeneo di raggi X o raggi gamma. La costante di proporzionalità μ è definita
coefficiente di assorbimento lineare e si esprime in cm-1. Questo parametro esprime,
in sostanza, la frazione di energia assorbita per cm di materiale attraversato, ed
il suo valore numerico dipende dalla lunghezza d’onda della radiazione
incidente e dal tipo di materiale attraversato.
Nella pratica, però, può risultare più conv
assorbimento alle caratteristiche di densità del materiale ρ come segue:
ρμμ = m
Il coefficiente di assorbimento per unità di massa dipende, infatti, sia dal
materiali allora
materiale sia dal suo stato fisico e questo spiega perché, ad esempio, l’intensità
dei raggi X non diminuisce allo stesso modo quando questi attraversano uno
spessore unitario di vapore acqueo o di acqua allo stato liquido.
Tuttavia, quando si prende in considerazione la densità dei due
l’assorbimento per unità di massa risulta essere lo stesso e dunque la frazione di
raggi X assorbita per una data quantità d’acqua è la stessa, sia che essa si trovi
sotto forma di acqua, di ghiaccio o di vapore.
136

Il coefficiente di assorbimento massico di un composto chimico o di una miscela
è dato dalla media dei coefficienti dei singoli componenti proporzionalmente
alla percentuale in peso di ciascuno di essi.
Lo scattering Lo scattering (dispersione) è il fenomeno in seguito al quale una parte raggi
emergenti dal corpo assorbente (dopo averlo attraversato) seguono delle
direzioni diverse rispetto al fascio incidente. Questa radiazione è definita anche
“radiazione diffusa”.
Poiché il rivelatore (sia esso un film od un convertitore fotonico) riceve
contemporaneamente sia la radiazione diffusa sia la radiazione del fascio
principale e non è in grado di discriminare tra le due, il coefficiente di
assorbimento che è misurato dal rivelatore risulta essere composto da due parti:
un termine legato all’assorbimento vero e proprio e un termine causato dalla
dispersione.
L’assorbimento vero e proprio è caratterizzato dalla scomparsa di un quanto di
energia e dal trasferimento di essa agli elettroni del materiale attraversato
(questo il caso descritto come effetto fotoelettrico, ma in parte ciò accade anche
nell’effetto Compton e nella produzione di doppietti). La radiazione dispersa è,
invece, caratterizzata da una variazione di direzione rispetto al fascio incidente,
e da un’energia minore; (è questo il caso dell’effetto Compton e della
produzione di doppietti).
Effetti dell’assorbimento e della dispersione
Durante l’esposizione ai raggi X o γ, la pellicola radiografica è colpita dalla
frazione di radiazioni che hanno attraversato il pezzo in esame (che non sono
state assorbite) e dalla radiazione di scattering. A seconda dello spessore del
materiale, dei difetti presenti o della presenza di eventuali inclusioni di
materiale a diverso coefficiente di assorbimento, le radiazioni subiscono un
137
differente livello di attenuazione e, quando infine vanno ad incidere sulla
pellicola, la impressionano in maniera differenziata con diverse densità di
annerimento. L’osservazione visiva della pellicola sviluppata e un accurato
esame delle regioni di essa che presentano zone a differente densità e contrasto,
consente di localizzare e caratterizzare eventuali difetti presenti nel pezzo in
esame.
Registrazione delle immagini con i Raggi X
Come accennato in precedenza, i raggi X e quelli γ possono essere rilevati
impiegando una varietà di mezzi quali pellicola fotografica, camere a
ionizzazione, scintillatori, contatori geiger, etc. In realtà, nella pratica
industriale, la pellicola radiografica è di gran lunga il sistema più impiegato.
In generale, una comune pellicola radiografica è composta da sette strati:
● due strati esterni di gelatina indurita per proteggere l’emulsione;
● due strati di emulsione sensibile (cristalli di bromuro di argento);
● due strati sottilissimi per assicurare l’aderenza dell’emulsione al supporto
trasparente;
● uno strato di supporto trasparente (in acetato di cellulosa o poliestere).
La formazione dell’immagine è legata al modo in cui la radiazione X modifica le
caratteristiche dell’emulsione fotografica analogamente a quanto accade con la
luce nelle lunghezze d’onda del visibile (rendendo in tal modo possibile la
realizzazione di fotografie)
La base di materiale trasparente (acetato di cellulosa) è uniformemente rivestita
sui due lati con un’emulsione gelatinosa di bromuro d’argento. Il bromuro
d’argento si trova sotto forma di piccoli cristalli ed è disposto uniformemente
all’interno della gelatina. Lo spessore di ciascuno strato è circa 0,025 mm.
Quando i raggi X o γ incidono sull’emulsione, ha luogo una reazione chimica
nei cristalli del bromuro d’argento con una energia che è proporzionale
138

all’intensità della radiazione incidente e al tempo di esposizione. Il risultato di
tali modificazioni chimiche è latente sulla pellicola e, affinché possa essere
osservato, è necessario trattare la stessa con una soluzione chimica chiamata
rivelatore.
Il rivelatore ha un’azione riduttrice nei confronti del bromuro d’argento, che
consiste nel prelevare il bromuro dai cristalli esposti del bromuro d’argento, e
depositare atomi di argento nero sulla gelatina. La concentrazione dell’argento
metallico nero, per unità di superficie dell’emulsione, dipende dal tempo di
esposizione e dunque, in definitiva, è il fattore che determina la densità della
pellicola.
Una caratteristica importante che deve possedere il rivelatore è la sua capacità
di non intaccare i cristalli che non sono stati esposti. In realtà nessun prodotto
chimico attualmente conosciuto lascia una regione inesposta totalmente
inalterata nel tempo e ciò provoca uno sviluppo parziale che prende il nome di
“nebbia chimica” o “velatura”.
Dal punto di vista costitutivo, i rivelatori contengono generalmente del metolo
e dell’idrochinone, sostanze capaci di riprodurre tutti i toni del grigio e il nero;
è, inoltre, necessario che la soluzione sia alcalina per rendere opaca la pellicola..
Del solfito di sodio e del bromuro di potassio aggiunti alla soluzione, agiscono
da agenti di conservazione e riducono la nebbia chimica.
Per fermare lo sviluppo, la pellicola viene immersa in un bagno di arresto
rapido, ovvero risciacquata in acqua.
Il bagno di arresto consiste in una soluzione leggera di acido acetico che
neutralizza gli alcali del rivelatore. Se non viene usato il bagno d’arresto le
pellicole devono essere immerse in acqua corrente pulita da uno a due minuti,
se le si agita sono sufficienti 20 secondi. Dopo lo sviluppo la pellicola contiene
ancora il bromuro d’argento che non è stato esposto e rivelato e questo deve
139

essere rimosso dall’emulsione se si vuole che l’immagine resti
permanentemente fissata. A tal fine si impiega un “fissatore” costituito da
iposolfito di sodio o di ammoniaca. Acido acetico o solforico (in bassa
concentrazione) sono aggiunti al fissatore per neutralizzare il rivelatore alcalino
aderente alla pellicola. Quando la pellicola viene estratta dal rivelatore, le
superfici non rivelate appaiono gonfie e ingiallite. Dopo l’immersione nel
fissatore, trascorso un certo tempo, il giallo diventa trasparente. Il tempo
necessario a che avvenga questo cambiamento è detto tempo di schiarimento. Per
fissare correttamente una pellicola, essa deve essere lasciata nel fissatore per un
tempo doppio del tempo di schiarimento.
Una volta tolte dal fissatore, le pellicole devono essere lavate per almeno 30
minuti per eliminare le eventuali tracce di prodotti chimici ancora presenti
nell’emulsione. Sebbene l’operazione di lavaggio non sia sufficiente ad
eliminare completamente le ultime tracce di fissatore, questo deve essere ridotto
a quantità tali da permettere la conservazione della radiografia integra per un
periodo di tempo prefissato.
Lo stadio finale del trattamento della pellicola è l’essiccatura. Questa
operazione viene fatta appendendo le radiografie ad un supporto e generando
un moto convettivo naturale o forzato dell’aria ambientale. Possono anche
essere utilizzati essiccatori ad aria calda che consentono una notevole
velocizzazione del processo, anche se occorre prestare particolare attenzione a
non produrre un riscaldamento eccessivo che può rendere fragili le pellicole.
Tipi di pellicole
Le pellicole, che sono classificate da appositi organismi internazionali in base al
loro comportamento, si differenziano tra loro per la velocità (rapidità di
esposizione), il contrasto e la dimensione dei grani. Questi aspetti sono in parte
140

correlati, infatti le pellicole aventi grani di grandi dimensioni hanno velocità più
elevata rispetto a quelle aventi i grani relativamente più piccoli. Per contro, le
pellicole ad elevato contrasto hanno i grani generalmente più piccoli e sono
meno rapide di quelle a minor contrasto. Una pellicola a grana fine è in grado di
restituire un’immagine contenente un maggior numero di dettagli rispetto ad
una pellicola a grana grossa.
Nonostante la differenza di qualità tra le radiazioni delle sorgenti a raggi X e le
sorgenti a raggi gamma, per entrambi i casi si impiegano gli stessi tipi di
pellicole.
Curva densitometrica
La radiografia sviluppata consiste in una superficie sulla quale sono state
deposte diverse quantità di argento metallico ed è quindi composta da zone di
maggior o minor annerimento. Definita la trasmittanza T come:
0II
T t=
dove
I0 è l’intensità della luce incidente sulla pellicola.
It è l’intensità luminosa emergente dalla pellicola,
La densità della pellicola è definita come il logaritmo decimale dell’inverso
della trasmittanza:
t
o
II
TD log1log ==
La densità della pellicola dipende sia dall’intensità della radiazione sia dal
tempo di esposizione. Il prodotto di questi due fattori è detto esposizione:
141

tIkE ∗∗=
dove
k è un fattore di proporzionalità,
I è l’intensità della radiazione,
t è il tempo di esposizione.
Ciascun tipo di pellicola è caratterizzato da una curva densitometrica (o
sensitometrica) che rappresenta graficamente il grado di annerimento ottenibile
al variare dell’esposizione cui la pellicola è soggetta. La figura riporta una tipica
curva densitometrica.
Il parametro “a” rappresenta la sensibilità della pellicola (la cosiddetta “velocità”
o “rapidità”); una pellicola è tanto più sensibile quanto minore è il valore di
“a”, cioè la pellicola inizia ad
annerirsi dopo una breve
esposizione.
La pendenza della curva
caratteristica “b” rappresenta
il contrasto o gradiente della
pellicola: maggiore è la
pendenza della curva caratteristica maggiore è il contrasto. Il dominio di
utilizzo della pellicola è il tratto a pendenza costante indicato come latitudine di
esposizione “e” e si trova nell’intervallo di densità tra 1,7 e 2 per condizioni
normali di osservazione.
Il parametro “c”, detto velatura, si concretizza in una leggera opacità presente
anche in zone non esposte. Questo fenomeno è causato in parte da una non
perfetta trasparenza del supporto e in parte dalle operazioni di sviluppo. In
142

ogni caso la velatura non deve superare il valore di 0,2-0,3 di densità, a cui
corrisponde una quasi totale trasparenza.
Il parametro “d” rappresenta la massima densità accettabile quando la pellicola
viene esposta e sviluppata ed è chiamato densità limite. Il valore della densità
limite è generalmente fissato pari a 4, mentre un valore superiore (a cui
corrisponde un annerimento intenso) non può essere accettato.
I densitometri
Il densitometro è lo strumento atto alla misura della densità della pellicola che
aiuta il tecnico a stabilire se i limiti di densità sono rispettati. Sebbene in
commercio siano disponibili densitometri
elettronici molto pratici ed affidabili, sono ancora
largamente impiegati anche quelli a comparazione
ottica.
I densitometri ottici prendono anche il nome di
“strisce densitometriche” e si compongono di varie
bande di grigio corrispondenti densità note: la
densità incognita della pellicola viene determinata
per confronto visivo diretto con le varie bande. Questo metodo consente stime
di densità sufficientemente precise anche se, ovviamente, occorre tenere
presente i limiti dell’apparato visivo umano.
La formazione dell’immagine radiografica
L’intensità dei raggi X decresce con il quadrato della distanza come accade, del
resto, per tutti gli altri tipi di onde elettromagnetiche; dunque se analizziamo il
comportamento di una sorgente puntiforme (come schematizzato in figura) si
può osservare che il fascio emesso, divergente, investe i differenti piani che lo
intersecano perpendicolarmente secondo aree di dimensione progressivamente
143

crescente nelle quali l’intensità rilevata in un singolo punto diminuisce. Ad
esempio se si suppone che sul piano C1, posto ad una distanza X dalla sorgente,
la radiazione copra 4 regioni quadrate con intensità 1, spostandosi sul piano C2,
situato a distanza doppia dal precedente, lo stesso fascio
investe copre 16 regioni quadrate più piccole ed in esse
l’intensità si è ridotta ad 1/4. Da ciò si deduce che
raddoppiando la distanza l’intensità della radiazione
sull’unità di superficie si riduce ad 1/4, triplicandola si
riduce ad 1/9 e così via. Tuttavia occorre osservare che
questa legge è valida solo se la dimensione della sorgente è
piccola confrontata con la distanza sorgente-oggetto (nella
maggior parte delle applicazioni pratiche > 50 mm)
La Penombra Geometrica
Uno dei parametri che contribuisce pesantemente ad influenzare la qualità
dell’immagine radiografica è la cosiddetta “penombra” (unsharpness), che si
definisce come l’incapacità di riprodurre fedelmente i bordi di un dato oggetto.
Lo stesso termine viene anche usato per indicare la
distanza minima che può essere risolta da un dato
sistema radiografico. La penombra dipende
essenzialmente dalle dimensioni della macchia
focale, ossia della proiezione delle dimensioni
effettive del fascio di elettroni provenienti
dall’anticatodo sul piano perpendicolare alla
direzione di propagazione.
Con riferimento alla figura, se si considera una sorgente di dimensioni finite, la
penombra è espressa dal segmento A”A’ (o B’B”); occorre tuttavia tenere
144
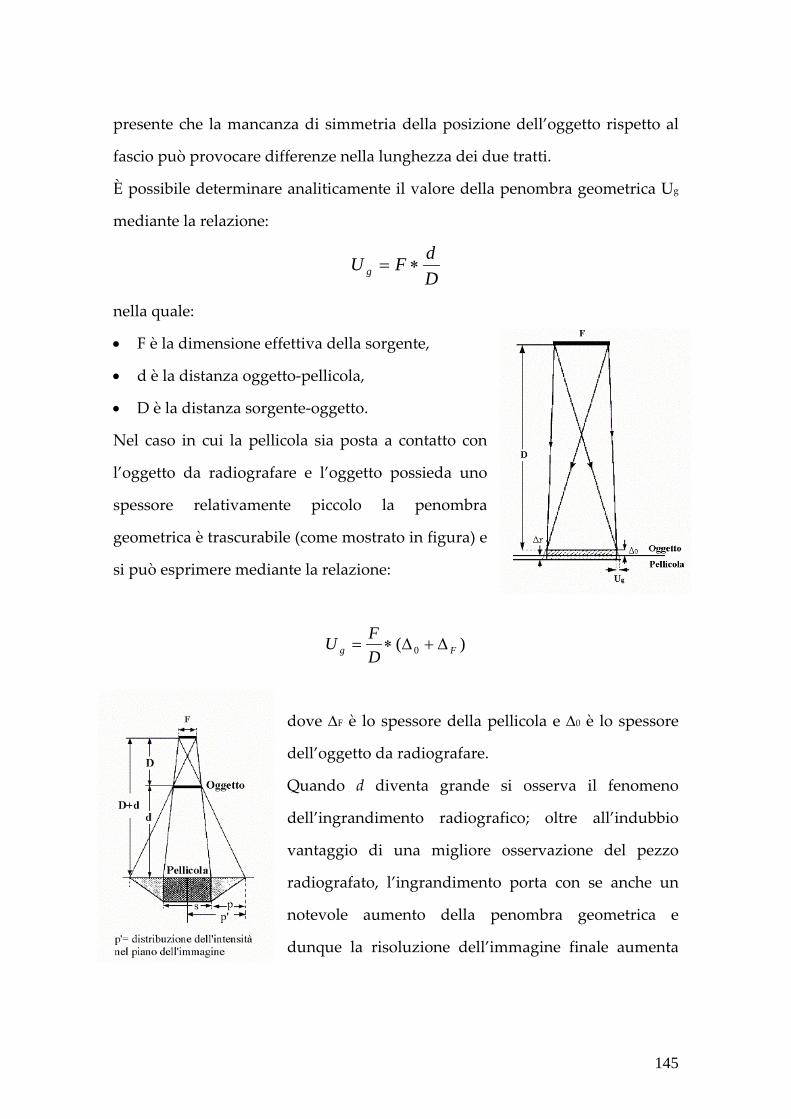
presente che la mancanza di simmetria della posizione dell’oggetto rispetto al
fascio può provocare differenze nella lunghezza dei due tratti.
È possibile determinare analiticamente il valore della penombra geometrica Ug
mediante la relazione:
DdFU g ∗=
nella quale:
• F è la dimensione effettiva della sorgente,
• d è la distanza oggetto-pellicola,
• D è la distanza sorgente-oggetto.
Nel caso in cui la pellicola sia posta a contatto con
l’oggetto da radiografare e l’oggetto possieda uno
spessore relativamente piccolo la penombra
geometrica è trascurabile (come mostrato in figura) e
si può esprimere mediante la relazione:
)( 0 Fg DFU Δ+Δ∗=
dove ΔF è lo spessore della pellicola e Δ0 è lo spessore
dell’oggetto da radiografare.
Quando d diventa grande si osserva il fenomeno
dell’ingrandimento radiografico; oltre all’indubbio
vantaggio di una migliore osservazione del pezzo
radiografato, l’ingrandimento porta con se anche un
notevole aumento della penombra geometrica e
dunque la risoluzione dell’immagine finale aumenta
145
solo se si usa una sorgente di radiazioni davvero molto piccola. In questo caso è
possibile definire un fattore di ingrandimento Mg espresso da:
DdDM g
+=
Contrasto e Definizione
Il contrasto può essere definito come la differenza di densità che si registra nella
pellicola, in seguito all’esistenza di una variazione di spessore o di densità del
pezzo radiografato. Questo parametro risulta essere particolarmente critico ai
fini della bontà del controllo radiografico, infatti un difetto può essere
individuato nell’immagine radiografica proprio a causa del contrasto tra la
densità della sua immagine e la densità del materiale circostante. Più questa
differenza è rilevante più facile diventa rintracciare il difetto all’interno del
pezzo.
Mentre per “contrasto” si intende la differenza di densità tra due zone contigue
della radiografia, con il termine “definizione” radiografica si esprime la rapidità
con la quale avviene tale passaggio. Ottenere un’elevata definizione vuol dire,
in sostanza, poter distinguere in modo nitido i bordi del pezzo o i contorni di
eventuali discontinuità mentre, quando la definizione è scarsa, l’immagine
appare velata e poco leggibile.
La Sensibilità Radiografica
La sensibilità radiografica esprime convenzionalmente la minima differenza di
spessore del materiale in esame che è possibile rilevare sull’immagine finale,
valutata nella direzione del fascio primario. In sostanza, questo parametro ha
un diretto riscontro nella nitidezza con la quale la radiografia è capace di
evidenziare le discontinuità nel pezzo radiografato.
146

La valutazione pratica della sensibilità radiografica viene
effettuata mediante l’impiego dei cosiddetti
“penetrametri” o “Indicatori della Qualità
dell’Immagine” (IQI), che commercialmente sono
realizzati secondo tipologie differenti con materiali che
possono essere omogenei rispetto al pezzo da testare o
radiologicamente simili.
La tipologia più diffusa è quella degli IQI a fili, che sono costituiti da una serie
di sette fili (Fe-Al-Cu-Ti etc.) di diametro diverso, in funzione delle
caratteristiche del test da eseguire, pressati su un supporto di plastica (vedi
figura, diametri da 0.25 a 0.81 mm)
La sensibilità radiografica (percentuale) è calcolata
come rapporto tra il diametro del filo più sottile
visibile sulla radiografia e lo spessore del pezzo
radiografato. Questo tipo di penetrametro viene
posto generalmente a cavallo della zona di
interesse che deve essere radiografata. Un altro tipo di
penetrametro molto utilizzato è quello “a fori” che è
sostanzialmente realizzato da una piastrina di spessore
“T” (che rappresenta una certa percentuale dello
spessore del pezzo da radiografare) sulla quale si
eseguono tre fori di diametro T, 2T, 4T. In questo caso
la sensibilità si valuta sulla base del diametro del foro
che risulta più visibile sull’immagine radiografica.
Quando viene fatta una radiografia i penetrametri a
piastra forata sono generalmente posti sulla superficie
rivolta alla sorgente di radiazioni in prossimità della
147
regione che deve essere radiografata. Se ciò dovesse risultare difficoltoso (o
addirittura impossibile) i penetrametri possono essere posti sulla pellicola.
Se il profilo del penetrametro è visibile sulla radiografia e lo spessore del
penetrametro è, per esempio, il 2% dello spessore del provino, la sensibilità
radiografica è almeno del 2%. L’immagine dei fori o dei fili fornisce
un’indicazione sulla chiarezza con la quale un difetto sarà visibile sulla
radiografia e, in sostanza, il penetrametro può essere pensato come un difetto
artificiale di cui siano note a priori tutte le caratteristiche quantitative e
qualitative. La differenza nella densità della pellicola sviluppata data da un
piccolo cambiamento dello spessore in un provino omogeneo è dato da:
TbD Δ∗∗∗=Δ μ434.0
Dove
• ΔD = variazione di densità,
• b = gradiente della pellicola alla densità D,
• μ = coefficiente di assorbimento lineare della radiazione
• ΔT = variazione di spessore
Mentre la sensibilità radiografica è data dalla relazione:
TbD
TT
∗∗Δ∗
=Δ
μ3.2
Se ΔD è considerato come la più piccola variazione percettibile di densità (i
valori dati per ΔD si trovano per l’intervallo compreso tra 0.005 e 0.02) e si
assume il valore medio di 0.01, allora la sensibilità radiografica è espressa dalla
relazione
TbTT
∗∗=
Δμ023.0
148
che è, però, valida solo per una radiazione monocromatica.
Filtri e Schermi
Talvolta, tra la sorgente di radiazioni e l’oggetto da radiografare è interposto un
foglio metallico chiamato filtro, che assorbe la radiazione di lunghezza d’onda
maggiore principalmente responsabile della dispersione. Con questo
accorgimento il contrasto migliora e ciò permette di radiografare sulla stessa
pellicola forti variazioni di spessore. Per questo motivo quando devono essere
radiografati oggetti con forti variazioni di spessore è raccomandato l’utilizzo di
un filtro per ridurre la dispersione e la sovraesposizione. La presenza del filtro
fa aumentare il tempo di esposizione per compensare lo spessore del materiale
aggiunto che deve essere attraversato dai raggi X.
Il 99% dei raggi X che colpisce la pellicola fotografica non produce l’effetto
fotochimico nell’emulsione, ma l’attraversa inalterato. Per diminuire il tempo di
esposizione e migliorare la qualità della radiografia, si utilizzano degli schermi
intensificanti, anche detti schermi di rinforzo. Esistono diversi tipi di schermi:
1. schermi di piombo,
2. schermi di ossido di piombo,
3. schermi di rame,
4. schermi d’oro,
5. schermi di tantalio,
6. schermi fluorescenti.
L’azione intensificante degli schermi di piombo è dovuto in primo luogo
all’emissione di elettroni a partire dalla superficie di piombo quando essa è
colpita dai raggi X, ed in secondo luogo all’azione dei raggi X secondari
prodotti all’interno del piombo. Gli elettroni, a loro volta, provocano una
reazione fotochimica sulla pellicola, reazione di maggiore intensità rispetto a
149

quella prodotta dalla radiazione primaria. Gli schermi devono essere posti a
contatto diretto con la pellicola; in caso contrario gli elettroni emessi dallo
schermo generano sulla pellicola un’immagine sfocata. Inoltre gli schermi al
piombo assorbono la radiazione dispersa a bassa energia proveniente
dall’oggetto radiografato: si ottiene quindi nel complesso un’immagine più
nitida.
L’azione intensificante aumenta all’aumentare dell’energia della radiazione
primaria. Lo schermo anteriore riduce l’effetto fotochimico della radiazione,
mentre i fotoelettroni prodotti dallo schermo aumentano tale effetto. Il fattore di
intensificazione è definito come quel fattore di cui si riduce il tempo di
esposizione quando è usato uno schermo. Nelle seguenti figure sono riportati
degli esempi: Generalmente gli schermi al piombo sono usati in coppia e la
pellicola è posta tra i due schermi. Lo schermo posto più vicino alla sorgente di
radiazioni è abitualmente chiamato schermo anteriore, e l’altro è detto schermo
posteriore. Lo schermo anteriore ha un’azione intensificante maggiore rispetto
allo schermo posteriore in quanto gli elettroni emessi dal piombo tendono ad
andare nella direzione della radiazione primaria. D’altra parte poiché i raggi X
devono attraversare lo schermo anteriore prima di arrivare alla pellicola, questo
schermo agisce anche da filtro ed i raggi troppo tenui vengono assorbiti. Per
basse tensioni del tubo radiogeno (qualche kV) l’azione filtrante dello schermo
anteriore fa aumentare il tempo di esposizione. Lo schermo posteriore tende a
150

ridurre l’effetto della radiazione retrodiffusa, perché assorbe la radiazione
secondaria a bassa energia, questo è generalmente più spesso dello schermo
anteriore. Lo schermo anteriore tende invece a ridurre tutta la radiazione
dispersa proveniente dagli oggetti che la radiazione primaria attraversa prima
di giungere alla pellicola.
Il fattore di intensificazione è rappresentato in funzione dello spessore dello schermo, per 25 mm di acciaio e 25 kV. (A) schermo doppio, (B) schermo posteriore, (C) schermo anteriore.
Lo schermo posteriore contribuisce in gran parte alla formazione della densità
radiografica per spessori di piombo normalmente usati. Gli schermi al piombo
non sono particolarmente efficaci per tensioni del tubo radiogeno inferiori a 140
kV; tuttavia lo schermo posteriore contribuisce a formare una densità
apprezzabile sulla pellicola e deve essere comunque utilizzato anche con 80 kV.
Il fattore di intensificazione degli schermi al piombo è influenzato dallo
spessore e dal tipo di materiale radiografato. Per spessori sottili di acciaio, per
esempio, il fattore di intensificazione dello schermo doppio è migliore del
fattore di intensificazione di ciascuno schermo preso separatamente. L’azione
intensificante degli schermi al piombo ha il suo massimo per spessori di acciaio
che vanno dai 12 ai 18 mm e per tensioni del tubo radiogeno da 140 a 250 kV.
151

Gli altri schermi metallici hanno un’azione intensificante simile a quella degli
schermi al piombo, cambiano solo gli spessori da utilizzare a seconda delle
esigenze.
Gli schermi fluorescenti sono generalmente in tungstato di calcio (CaWO4), ed
hanno un doppio vantaggio: riducono il tempo di esposizione e facilitano la
radiografia di spessori rilevanti con apparecchi a raggi X di media potenza.
Come nel caso degli schermi di piombo, la pellicola si trova spesso tra due
schermi, quello anteriore e quello posteriore. Quando il tungstato di calcio è
attraversato dai raggi X produce l’effetto fluorescenza, con una luce di colore
bianco bluastro. La luce emessa ha un’intensità che dipende dall’intensità della
radiazione incidente, ed una lunghezza d’onda cui l’emulsione della pellicola è
sensibile. Lo schermo è realizzato mescolando una polvere fine di tungstato di
calcio con un opportuno legante e depositandone uno strato sottile su un
supporto di cartone. Il fattore di intensificazione ottenuto utilizzando il
tungstato di calcio varia tra 10 e 100. La figura mostra l’effetto della tensione sul
fattore di intensificazione degli schermi fluorescenti.
Più la grana della polvere utilizzata è grossa, più la fluorescenza è intensa e più
la pellicola è veloce. I cristalli di tungstato di calcio più grossi danno però alla
pellicola un aspetto granuloso. Il fattore di intensificazione degli schermi al
152

tungstato di calcio è determinato dalla dimensione dei cristalli; più i cristalli
sono grossi, più la quantità di luce è grande e l’azione intensificante è
importante. La dimensione dei cristalli influenza la nitidezza dell’immagine.
Una radiografia realizzata utilizzando uno schermo fluorescente ha una
nitidezza peggiore rispetto ad una radiografia realizzata con schermi di
piombo. Questa scarsa nitidezza è dovuta alla dispersione della luce visibile
emessa dallo schermo. È necessario che tra lo schermo e la pellicola ci sia intimo
contato per non permettere alla luce di disperdersi e di produrre un’immagine
confusa. Per questo motivo gli schermi al tungstato di calcio sono utilizzati
raramente, fata eccezione per quei casi in cui è necessario ridurre notevolmente
il tempo di esposizione. È questo il caso di spessori di acciaio superiori a 40
mm, con 200 kV, o 80 mm, con 400 kV.
Si possono ottenere dei vantaggi combinando l’uso dei due tipi di schermi, si
usa come schermo anteriore quello al piombo e come posteriore quello al
tungstato di calcio. Questa tecnica riduce il tempo di esposizione senza
influenzare eccessivamente la nitidezza dell’immagine.
153

Appendice: Difettologia delle Saldature

DIFETTOLOGIA DELLE SALDATURE
La saldatura
Per saldatura si intende l’insieme dei processi attraverso i quali, sotto l’azione
di una sorgente termica e con o senza apporto di materiale, è possibile
effettuare l’unione di pezzi metallici in modo da realizzare una struttura
continua.
Usualmente le saldature si dividono in due grandi classi:
1. saldature autogene, nelle quali il metallo base prende parte, fondendo,
alla formazione del giunto. In questo caso il metallo d’apporto può essere
presente o meno a seconda del procedimento utilizzato ed è
metallurgicamente simile al metallo base.
2. saldature eterogenee, nelle quali il metallo base non prende parte alla
formazione del giunto, che viene invece costituito dal metallo d’apporto,
sempre presente, diverso dal metallo base e con temperatura di fusione
minore.
I procedimenti di saldatura più comuni sono quelli autogeni per fusione, e in
particolare i processi di saldatura ad arco. La saldatura ad arco è un
procedimento che sfrutta il calore di un arco elettrico (scarica di elettricità,
luminosa e persistente) fatto scoccare tra un elettrodo (metallo d’apporto) ed il
pezzo da saldare. L’ elevata temperatura dell’arco provoca la fusione del
metallo base e del metallo d’ apporto realizzando la continuità dei due lembi.
La parte del metallo base costituente il pezzo da saldare che viene interessata
dalla fusione prende il nome di zona termicamente alterata o zona di
transizione.
155
Difetti nelle saldature
Secondo UNI EN ISO 6520-1 si definisce imperfezione qualsiasi deviazione dalla
saldatura ideale e difetto un’imperfezione non accettabile. In particolare la
norma citata classifica le imperfezioni in 6 gruppi:
1) cricche
2) cavità
3) inclusioni solide
4) mancanza di fusione e di penetrazione
5) difetti di forma e dimensionali
6) altre imperfezioni
Di seguito saranno illustrati sinteticamente i tipi di difetti più comunemente
riscontrati nelle saldature e le cause che li originano.
Le cricche
Definizioni
La cricca può essere definita come una discontinuità originatasi per distacco inter o
transcristallino in un materiale metallico originariamente continuo e sano. È un difetto
che viene indicato come bidimensionale poiché solitamente si presenta più o
meno lungo e profondo con andamento frastagliato mentre i suoi lembi sono
piuttosto ravvicinati. Se le cricche hanno dimensioni molto ridotte (inferiori ad
1 mm), vengono definite microcricche.
Le cricche sono il difetto più grave e temibile di un giunto saldato. Infatti una
cricca, anche se di piccole dimensioni, rappresenta il segnale di una rottura in
atto con alto fattore di concentrazione delle tensioni (effetto di intaglio) alle sue
estremità. Una cricca può aumentare le sue dimensioni nel tempo a seconda
delle sollecitazioni di esercizio cui è sottoposta e delle dimensioni iniziali,
portando (al limite) al cedimento del giunto. Un’ulteriore classificazione delle
156

cricche può essere fatta a seconda che il distacco avvenga lungo i bordi dei
grani (intergranulari) o attraverso i
grani stessi (transgranulari),
mentre, seconda della loro
posizione rispetto al giunto saldato,
si distinguono cricche in zona fusa
o cricche in zona termicamente
alterata.
Cricche in zona fusa: classificazione
Si trovano nella zona fusa del giunto e possono essere orientate
longitudinalmente, trasversalmente oppure essere interdentritiche (queste
ultime sono quelle che seguono l’andamento dei grani dendritici della zona
fusa).
A seconda della loro origine si distinguono in:
• Cricche a caldo
• Cricche a freddo o da idrogeno
Le cricche a caldo hanno generalmente orientamento longitudinale e si formano
durante il raffreddamento del bagno di fusione quando la temperatura è poco al
di sotto della linea del solidus e, nel caso degli acciai, ancora al di sopra dei
900°C a seguito della presenza, tra i grani già solidificati, di fasi liquide che
solidificano per ultime. Negli acciai le cause principali sono: un elevato tenore
di impurezze (zolfo e fosforo) e/o di
carbonio contenute nel materiale base,
le tensioni di ritiro di saldatura e altre
cause occasionali come, per esempio,
la sporcizia presente sui lembi da
saldare. In altri metalli, per esempio
157

nelle leghe di alluminio, causa delle cricche a caldo possono essere anche
elementi di lega (Cu, Zn, Mg) in determinate percentuali che allargano
l’intervallo di solidificazione della lega.
In presenza di queste condizioni è quindi evidente che, a parità di materiale
base, il pericolo che insorgano cricche a caldo è direttamente proporzionale alla
quantità di esso portata a fusione. Sono pertanto da evitare quei procedimenti e
quei valori di parametri (per esempio un’intensità troppo elevata di corrente,
una troppo bassa velocità di saldatura) che danno luogo ad un elevato apporto
termico e quelli che danno luogo a bagni di fusione troppo voluminosi.
Uno tra i più frequenti casi di cricche a caldo è rappresentato dalle cosiddette
“cricche di cratere”, che sono situate nel cratere terminale di una passata di
saldatura e sono dovute alla concentrazione progressiva delle impurezze nella
parte del bagno che solidifica per ultima e alle condizioni di autovincolo molto
severe. Nelle radiografie esse appaiono sotto forma di macchie scure con
annerimento variabile e dalla forma irregolare.
Le cricche a freddo si formano negli acciai durante il raffreddamento del
cordone quando la temperatura scende al di sotto di 100÷150°C.
Le cause principali della loro
formazione sono: un alto tenore di
idrogeno in zona fusa, una durezza
relativamente elevata della zona fusa
stessa e la considerevole entità delle
tensioni di ritiro longitudinali che,
tra l’altro, ne generano il caratteristico prevalentemente trasversale. Per limitare
(o eliminare) la loro comparsa è utile limitare la quantità di idrogeno assorbita
dal bagno e applicare e mantenere un adeguato preriscaldo (che ha lo scopo di
158
diminuire la durezza della zona fusa e di consentire la diffusione dell’idrogeno
all’interno).
Poiché, come accennato, le tensioni di ritiro longitudinali sono in genere le più
elevate nella zona fusa, queste cricche sono più frequentemente trasversali; solo
più raramente si hanno in zona fusa cricche a freddo longitudinali.
Nella saldatura degli acciai dolci o ad alto limite elastico anche in assenza di
tempra, ma in presenza di idrogeno e azoto, tali cricche si presentano di
dimensioni molto piccole (talvolta vengono anche definite microcricche da
idrogeno) e spesso si raggruppano in un certo numero nella stessa sezione
(trasversale o longitudinale) del giunto.
Nella saldatura degli acciai con elevate caratteristiche meccaniche (come i
bonificati), per i quali si utilizzano materiali di apporto più tempranti, le cricche
a freddo in zona fusa sono più grandi e possono tagliare completamente il
cordone di saldatura in direzione trasversale ripetendosi quasi
sistematicamente a certe distanze, quando la lunghezza del cordone accumula
sufficiente energia di ritiro longitudinale. Nella saldatura a più passate non è
infrequente riscontrare la presenza di cricche a freddo nelle passate sottostanti,
anche se in realtà, però, esse sono da riferirsi alle zona termicamente alterate
dalle passate successive.
Cricche in zona termicamente alterata: classificazione
Sono cricche che si trovano nella zona termicamente alterata di un giunto
saldato, che è costituita dal materiale di base o, talvolta, dalle passate depositate
precedentemente, o che comunque si sono originate da essa.
Hanno generalmente direzione longitudinale e possono essere interne (cricche
sotto il cordone) o affioranti a lato del cordone. A seconda della loro origine
quelle più comuni si possono classificare in:
• Cricche a freddo;
159

• Strappi lamellari;
• Cricche a caldo;
• Cricche da trattamento termico.
Le cricche a freddo si formano negli acciai quando durante il raffreddamento di
un giunto saldato la temperatura scende al di sotto di circa 100÷150°C. Il
fenomeno è sopratutto legato alla presenza di idrogeno nel bagno (proveniente
dai materiali d’apporto o dai lembi; per esempio umidità contenuta nel
rivestimento degli elettrodi o lembi
umidi, rugginosi e sporchi),
unitamente ad una concomitante
fragilità della zona termicamente
alterata (per la formazione di
strutture di tempra) e a tensioni
interne di autovincolo (sempre
esistenti). A seconda del tipo di materiale di apporto, se questo è meno
temprante del materiale base le cricche si troveranno solo nella zona
termicamente alterata del materiale base; se, invece, il materiale base è meno
temprante del materiale d’apporto esse si formeranno nella zona fusa globale
del cordone, cioè nella zona termicamente alterata costituita dalle passate
precedenti.
Le cricche a freddo possono avere sia dimensioni ridottissime sia molto
rilevanti, con lunghezze che possono arrivare a centinaia di millimetri;
l’andamento microscopico è generalmente trasgranulare.
Per quanto riguarda l’origine e prevenzione valgono all’incirca le stesse
considerazioni svolte a proposito delle cricche a freddo in zona fusa.
160

Gli Strappi lamellari possono essere assimilati a cricche che si formano solo nella
zona termicamente alterata del materiale base e sono tipici dei giunti molto
vincolati (giunti a T) la cui forma è
tale che la lamiera è sollecitata a
trazione normalmente rispetto alla
sua superficie (cioè nel senso dello
spessore della lamiera o traverso
corto).
Questi difetti sono dovuti al fatto
che i materiali laminati sollecitati in
questo modo possono presentare bassa resistenza e duttilità, motivo per cui
possono rompersi proprio sotto la zona termicamente alterata.
Il fenomeno degli strappi lamellari è influenzato dalle seguenti condizioni:
• Dimensioni del cordone (quanto più grosso è il cordone tanto più forti sono
le tensioni di ritiro che agiscono nel senso dello spessore della lamiera).
• Tipo di penetrazione (sono più pericolosi da questo punto di vista i giunti a
piena penetrazione che quelli con cordone ad angolo perché nei primi le
tensioni di ritiro sono proprio perpendicolari alla lamiera)
• Spessore e qualità del laminato Gli strappi sono dovuti a una debolezza
“intrinseca” del laminato causata soprattutto dalla presenza di
inclusioni, specialmente silicati e solfuri; in particolare queste ultime
essendo “plastiche” alla temperatura di laminazione a caldo vengono
“allungate” da quest’ultima riducendo quindi la coesione in senso
trasversale allo spessore. Poiché tale fenomeno è tanto più marcato
quanto maggiore è lo spessore, il rimedio più efficace è una particolare
elaborazione dell’acciaio (che riduca drasticamente il contenuto
inclusionale) e l’aggiunta eventuale di elementi, quali per esempio il
161

calcio, oppure del cerio o altre terre rare, che legandosi allo zolfo
rendono le inclusioni di solfuri più dure e non “allungabili” durante la
laminazione.
• Tipo di procedimento e parametri di saldatura. Quando si teme che si
verifichino strappi lamellari, è utile procedere a imburratura1 preventiva
della superficie del pezzo da saldare sollecitato trasversalmente o almeno
usare, nella saldatura a passate multiple, una sequenza di passate
particolare atta a depositare uno strato di cordoni sull’elemento
sollecitato trasversalmente. È raccomandato inoltre, quando possibile,
l’uso di materiali d’apporto a bassa resistenza e alta duttilità e di saldare
contemporaneamente dalle due parti del T per distribuire i ritiri.
Le cricche a caldo (o a liquazione) sono dovute al passaggio allo stato liquido di
composti a basso punto di fusione che si trovano al contorno del grano
cristallino nella zona termicamente alterata del giunto, immediatamente vicino
alla zona fusa, e all’azione delle tensioni di ritiro trasversali, che tendono a
staccare i grani; esse hanno, pertanto, carattere intergranulare e sono
generalmente molto piccole.
L’unica procedura possibile per limitarne la comparsa è quella di saldare con
basso apporto termico in modo da limitare l’ampiezza della zona termicamente
alterata e fare attraversare il campo di temperature critico assai rapidamente. Le
cricche a caldo sono abbastanza rare e tipiche di taluni materiali come i getti a
più alto tenore di carbonio, certi acciai inossidabili stabilizzati e alcuni acciai
bonificati o al nichel.
Cricche da trattamento termico: sono cricche che si producono durante il
trattamento termico di rinvenimento-distensione di una costruzione saldata a
seguito delle tensioni termiche, dovute ai gradienti di temperatura che si 1 L'imburratura è una forma particolare di riporto per saldatura con cui si deposita dapprima uno strato cuscinetto avente caratteristiche chimico-fisiche intermedie tra quelle del materiale base e del deposito finale.
162

possono avere in fase di riscaldamento, e delle deformazioni plastiche “di
distensione locale” che avvengono in zone in cui la struttura metallurgica è
ancora fragile e non rinvenuta.
Mentre generalmente gli acciai dolci, quelli al CrMn o quelli al Nb, soffrono
poco di tale inconveniente, certi acciai contenenti Cr e/o Mo e/o V ne sono
particolarmente suscettibili.
Le cricche da trattamento termico si formano più facilmente in zone nelle quali
vi sono concentrazioni di tensioni come per esempio: in corrispondenza di
difetti di saldatura; in corrispondenza di incroci di cordoni; in corrispondenza
di discontinuità strutturali; in corrispondenza di disomogeneità metallurgiche (
per esempio zona termicamente alterata in acciai ferritici sotto a riporti di acciai
austenitici).
Le cricche da trattamento termico corrono generalmente lungo i bordi dei grani
dell’austenite originaria nella quale, in origine, si era avuta precipitazione di
carburi (Cr, Mo o V) e arricchimento di impurezze.
Quando si teme tale fenomeno, particolare cura va posta nella scelta dell’acciaio
e nei requisiti di purezza dello stesso e particolari precauzioni vanno adottate
nell’effettuazione del trattamento termico.
Mancanza di penetrazione o di fusione
In questo caso si tratta di discontinuità esistenti tra i due lembi del cianfrino
(mancanza di penetrazione) o tra un lembo e la zona fusa (mancanza di fusione)
provocate dalla mancata fusione di entrambi o di uno solo dei lembi.
Nella radiografia questo difetto si presenta come una linea nera continua o
discontinua che si trova sul fondo e corre parallelamente alla saldatura.
163

Questo tipo di difettosità (grave e quasi sempre incettabile) può essere
riscontrato nella zona della prima passata, al vertice o al cuore della saldatura, a
seconda del tipo di preparazione: a V,
a X ecc. o in corrispondenza di
passate successive. La causa
principale della loro comparsa è da
ricercarsi nella non corretta
preparazione dei lembi (angolo di
apertura del cianfrino troppo piccolo, spalla eccessiva, distanza tra i lembi
insufficiente, slivellamento), talvolta nella mancanza di opportuna puntatura o
di cavallotti distanziatori che evitino che i lembi si chiudano, a mano a mano
che la saldatura procede, per effetto del ritiro trasversale, o nella scarsa abilità
del saldatore.
Nel caso di giunti che possono essere ripresi dal lato opposto (come accade per
esempio nel caso delle lamiere) il difetto può essere eliminato con un’accurata
solcatura al rovescio effettuata prima dell’esecuzione della passata di ripresa. È
da notare, peraltro, che se la presenza
di questo difetto si osserva al cuore
della saldatura, significa non solo che
la preparazione dei lembi non è stata
corretta ma anche che la solcatura e la ripresa non sono state eseguite con
sufficiente cura.
Dal punto di vista della localizzazione, i fenomeni di ritiro trasversale, che
esercitano un azione compressiva, possono portare a stretto contatto i lembi non
fusi di una mancata penetrazione al cuore (specialmente se i lembi sono stati
preparati mediante lavorazione meccanica); tale contatto intimo può creare
grosse difficoltà qualora si intenda rivelare successivamente il difetto con
164

tecniche NDT quali radiografia, magnetoscopia e ultrasuoni. Si tratta, pertanto,
di un difetto molto subdolo la cui comparsa deve essere evitata soprattutto con
controlli preventivi (in fase di preparazione) o durante l’esecuzione della
solcatura.
Oltre alla mancata penetrazione si può presentare il difetto di penetrazione
eccessiva; tale problema si manifesta nel controllo radiografico sotto forma di
una linea chiara, piuttosto spessa, che corre lungo la saldatura, spesso
accompagnata da eventuali macchie ancora più chiare di forma arrotondata.
Le incollature si presentano di caratteristiche simili alle mancanze di fusione,
ma tra il lembo e la zona fusa si trova interposto uno strato di ossido, per cui in
quella zona la saldatura diventa una brasatura all’ossido del materiale che si
salda. Questo difetto è tipico
dell’acciaio, qualora si proceda a
saldatura ossiacetilenica (cioè ad
apporto termico poco concentrato) e
MAG ad immersione (quindi con
basso apporto), ma si presenta anche
nei materiali facilmente ossidabili come, ad esempio, le leghe di alluminio. Un
giunto nel quale siano presenti incollature possiede caratteristiche meccaniche
scadenti. Anche questo difetto è molto subdolo e, particolarmente negli acciai,
poco rilevabile ai controlli non distruttivi, per cui deve essere evitato
soprattutto con i controlli preventivi.
Le inclusioni (solide o gassose) sono difetti situati in zona fusa, dovuti alla
presenza di sostanze diverse dal metallo del cordone di saldatura, che rsultano
inglobate nel cordone stesso.
165

Le inclusioni solide si classificano, a
seconda del materiale che le
costituisce, in inclusioni di scorie e
inclusioni di tungsteno.
Le prime sono cavità in zona fusa
contenenti solo scoria o scoria e gas.
Le inclusioni di scoria sono definite allungate quando la loro lunghezza è più di
tre volte la larghezza e in radiografia si presentano come macchie nere,
irregolari, di forme diverse. Si tratta di uno dei difetti più comuni nei cordoni
realizzati con elettrodi rivestiti e ad arco sommerso, quando l’esecuzione del
giunto sia stata effettuata con passate multiple ed è causato principalmente
dall’asportazione poco accurata di scorie ad alto punto di fusione di una
passata prima dell’esecuzione della passata successiva; tuttavia le inclusioni
possono essere anche dovute ad un uso scorretto dell’elettrodo rivestito, ad un
non preciso posizionamento della testa saldatrice oppure ad una non corretta
scelta dei parametri della preparazione (es. angolo di apertura del cianfrino
troppo stretto).
Le inclusioni di tungsteno, che appaiono, in radiografia come macchie bianche di
forma e dimensioni irregolari sono originate dalla presenza di minute schegge
di tungsteno sia isolate che raggruppate (spruzzi). È un tipico difetto del
procedimento TIG imputabile alle seguenti cause:
• maneggio scorretto della torcia
• insufficiente protezione gassosa dell’elettrodo
• scarsa qualità dell’elettrodo
• intensità di corrente troppo elevata
166

Gli spruzzi sono di forma generalmente molto irregolare e frastagliata e ai loro
vertici si possono piccole cricche, fatto che ne aumenta decisamente la
pericolosità in termini di possibili cedimenti della saldatura
Le inclusioni gassose sono cavità provocate da gas intrappolati nel bagno che si è
solidificato troppo rapidamente; esse si presentano tipicamente di forma
tondeggiante e assumono la denominazione di pori o soffiature a seconda che la
loro dimensione sia inferiore o superiore ad 1 mm. In radiografia, questa
tipologia di difetti appare in veste di
macchie nere arrotondate localizzate
all’interno del cordone.
Le inclusioni gassose possono essere
provocate dalla presenza, sui lembi
da unire, di ruggine, vernice o
sporcizia in genere. Altre cause sono
un eccessivo tasso di umidità nel rivestimento degli elettrodi o nei flussi (arco
sommerso) oppure nei gas impiegati (saldatura ossiacetilenica e saldatura
elettrica sotto protezione di gas). Anche l’uso di procedimenti ad elevata
velocità di deposito o di saldatura (per esempio saldatura laser o a fascio
elettronico) e un non corretto maneggio della torcia o della pinza (protezione
gassosa difettosa o scarsa, nel caso dei procedimenti sotto gas sono causa di
inclusioni gassose.
Contrariamente a quanto ritenuto dalla maggior parte degli operatori di
saldatura, questi difetti non sono molto pericolosi per la resistenza del giunto;
in particolare una porosità diffusa nella saldatura MIG di leghe leggere è
praticamente inevitabile e accettabile, mentre tali difetti diventano inaccettabili
solo quando sono di grandi dimensioni o numerosi (nidi di porosità o di
167

soffiature) o quando, come nel caso della porosità diffusa, sono di entità tale da
mascherare l’eventuale presenza di altri difetti più gravi.
Le inclusioni gassose di forma allungata (lunghezza superiore a più di tre volte
il loro diametro) vengono dette tarli, e quelle con una coda particolarmente
lunga, che può terminare con piccole cricche o incollature, sono da considerarsi
più pericolose per la sicurezza del giunto. I tarli possono, inoltre, presentarsi
raggruppati (nidi di tarli) nelle zone in cui, per errore di maneggio, l’arco con
elettrodi basici o cellulosici, è stato troppo allungato. Nella radiografia i tarli
appaiono come delle macchie più scure allungate.
Un caso particolare è quello delle inclusioni allungate dette bastoni da golf nei
procedimenti ad elettroscoria o elettrogas dovute a presenza di sfogliature
affioranti o meno nei lembi da saldare.
Difetti esterni o di profilo
Eccesso di sovrametallo
È un difetto che si riscontra nei giunti di testa dovuto, in genere, a scorretta
procedura da parte dell’operatore che non ha saputo distribuire
opportunamente il numero delle passate (caso della saldatura manuale) oppure
qualora non si siano seguite
scrupolosamente le specifiche di
saldatura. Talvolta questo difetto
può essere dovuto a non corretta scelta della preparazione del giunto, in
particolare nella saldatura ad arco sommerso: ad esempio, nella saldatura a
lembi retti su un certo spessore, se per ottenere una sufficiente penetrazione si
innalza la corrente, cresce parallelamente il consumo del filo e ciò origina una
maggiore quantità di metallo d’apporto con conseguente sovrametallo. In tali
168

casi occorre cambiare la preparazione del giunto affinché questo sia adatto a
poter accogliere il maggiore apporto.
È luogo comune ritenere, erroneamente, che l’eccesso di sovrametallo non sia
un difetto ma che, anzi, a causa del maggiore spessore della saldatura il giunto
offra una resistenza più elevata. Ciò è assolutamente falso: infatti ai margini del
sovrametallo si crea sempre, per effetto della forma, una concentrazione di
tensioni (effetto di intaglio) che sotto certe condizioni di servizio come fatica,
urti o bassa temperatura, può ridurre la capacità di resistenza dal giunto.
Cordone d’angolo troppo convesso
Questo difetto è caratteristico dei
giunti d’angolo ed è dovuto ad un
uso improprio dell’elettrodo da parte
del saldatore o a parametri non
corretti (per esempio tensione
insufficiente) nella saldatura automatica.
Incisioni marginali
Le incisioni marginali sono, sostanzialmente, una sorta di solcatura a margine
del cordone che si presenta,
nell’immagine radiografica, sotto
forma di piccole linee nere, talvolta
sui due lati, continue o a tratti.
Questo tipo di difetto si presenta spesso nei cordoni eseguiti manualmente sia
in giunti di testa sia in cordoni d’angolo, più frequentemente in posizione
diversa da quella piana.
169

Le incisioni marginali sono essenzialmente causate dall’impiego di corrente
eccessiva, associata ad un impiego non corretto della torcia.
Irregolarità superficiale
È un difetto che conferisce un cattivo aspetto estetico al cordone le cui maglie,
anziché essere disposte parallelamente una di seguito all’altra, seguono un
andamento irregolare, con variazione di profilo del cordone, avvallamenti
denuncianti i punti di ripresa ecc. La causa di tale difetto è da imputarsi ad una
scarsa abilità da parte del saldatore.
Nella saldatura automatica si può
riscontrare uno scadente aspetto
superficiale a seguito dell’adozione
di parametri di saldatura non
appropriati quali, ad esempio, velocità eccessiva (maglia a spina di pesce
troppo accentuata) o velocità troppo bassa (eccesso di sovrametallo accoppiato
a traboccamenti laterali che costituiscono incollature tra sovrametallo e metallo
base.
Slivellamento dei lembi
È un difetto dovuto ad un imperfetto
assemblaggio del giunto che ostacola
la possibilità di eseguire una
saldatura regolare. Nel migliore dei
casi si riscontra una brusca variazione del profilo, ma in certe situazioni lo
slivellamento è tale da provocare una mancanza di fusione del lembo
sottoposto.
170
Spruzzi
Sono depositi più o meno grandi e dispersi, frequentemente incollati sulla
superficie del metallo base vicino al cordone, tipici della saldatura manuale a
elettrodi rivestiti (basico e cellulosico) e del procedimento MAG (CO2). Gli
spruzzi di saldatura appaiono nell’immagine radiografica sotto forma di piccole
macchie bianche sia sul cordone di saldatura sia nel materiale base.
Questo tipo di difetto è pericoloso, soprattutto per i giunti che operano in
ambienti chimicamente aggressivi, poiché rappresentano un facile innesco per
l’attacco corrosivo. Inoltre, su acciai ad elevata resistenza, in corrispondenza
degli spruzzi possono avere luogo pericolosi fenomeni di tempra localizzati,
eventualmente accompagnati dalla formazione di piccole cricche.
Colpi d’arco
Consistono in una fusione localizzata del materiale base che è avvenuta senza
deposito di materiale d’apporto. Si tratta di difetti tipici dei procedimenti
manuali ad arco e sono provocati dalla scarsa cura del saldatore che innesca
l’arco sul materiale base e non, come è regola, su un lembo del cianfrino.
Tali fusioni localizzate possono essere particolarmente pericolose su materiali
base temprati, specialmente se sono accompagnate dalla presenza di piccole
cricche.
171