
Can manufacturing
37
Team “2” Presented to: Dr. Mohamed AbdEl - Monem Daha CAN MANUFACTURING
-
Upload
dalia-elghayesh -
Category
Engineering
-
view
687 -
download
2
Transcript of Can manufacturing

Team “2” Presented to:
Dr. Mohamed AbdEl -Monem Daha
CAN MANUFACTURING

Team "2" 2
• Introduction
• Types of Cans
• Materials
• Manufacturing Process
• Conclusion
OUTLINES

HISTORY OF CAN MANUFACTURING
• Early tin cans were sealed by soldering with a tin-lead alloy, which could lead to lead poisoning.
• Use of aluminum in cans began after the (2nd
world war) in 1957.
Why Aluminum?
• Less in cost.
• Greater malleability.
• This gave rise to the two-piece can, where all but the top of the can is simply stamped out of a single piece of aluminum, rather than constructed from two pieces of steel.
Team "2" 3

Team "2" 4
TOOL MATERIAL & HARDNESS

(1) One-piece Cans.
(2) Two-Pieces Cans.
(3) Three pieces cans.
TYPES OF CANS
Team "2" 5

Team "2" 6
Impact-extruded aluminum cans necked-in to accept the valve cup.
No welding is used.
Often used for sprays and paints.
ONE-PIECE CANS

(1) Punching (2) Impact Extrusion
A ONE-PIECE CANS PROCEDURES
Team "2" 7

(3) Trimming (4) Washing & Drying
(5) Coating (6) Heat Drying
A ONE-PIECE CANS PROCEDURES
Team "2" 8

(7) Heat Drying (8) Roller Printing
(9) Drying (10) Swaging
A ONE-PIECE CANS PROCEDURES
Team "2" 9

(11) Testing (12) Packaging
A ONE-PIECE CANS PROCEDURES
Team "2" 10

Team "2" 11
Mostly used as beverage cans.
They have many ends like easy-open end.
They may contain another contents like car-wax and shoe polisher.
TWO-PIECE CANS

The Aluminum can consists of:
97.4% Aluminum
1% Magnesium
1% Manganese
0.4% Iron
0.2% Silicon
MATERIALS OF BEVERAGE CAN
Team "2" 12

Draw (Shallow Draw): Shallow-profile cans(whose height is less than their diameter.
Draw and redraw (DRD): shallow drawing in 3 steps.
Draw and iron (D&I ): Carbonated beverage cans.
TWO-PIECE CANS
Team "2" 13

PROCESS OF (DRAW & IRON) CAN
Team "2" 14

Team "2" 15
• Requires more material.
• Reduces top-to-bottom compression strength.
• Complicates labeling.
SIDEWALL BEADING & CAN END SHELLS

Team "2" 16
CAN END (SEAMING)

(1) Cutting the blank
(2) Redrawing the cup
(3) Trimming the ears
(4)Cleaning and decorating
(5) The lid
(6) Detecting and quality assurance
(7) Filling and seaming
A TWO-PIECE CAN PROCEDURES
Team "2" 17

(1) Cutting the blank
A TWO-PIECE (BEVERAGE) CAN PROCEDURES
Team "2" 18

Team "2" 19
BLANKING

(2) Redrawing the cup
A TWO-PIECE (BEVERAGE) CAN PROCEDURES
Team "2" 20

Team "2" 21
IRONING & END FORMING

(3) Trimming the ears
A TWO-PIECE (BEVERAGE) CAN PROCEDURES
Team "2" 22

Team "2" 23
EAR TRIMMING

(4)Cleaning and decorating
A TWO-PIECE (BEVERAGE) CAN PROCEDURES
Team "2" 24

Team "2" 25
COATING PROCESS

(5) The lid
A TWO-PIECE (BEVERAGE) CAN PROCEDURES
Team "2" 26

Team "2" 27
(6) Detecting and quality assurance using duplex seam micrometer.
A TWO-PIECE (BEVERAGE) CAN PROCEDURES

They are made of Tin-plated or tin-free steel depending on the end use.
Used for paints containers, glues, and aerosols.
THREE-PIECE CANS
Team "2" 28

Team "2" 29
(1) Raw Material Coil (2) Cutting into sheets
A THREE-PIECE CAN PROCEDURES
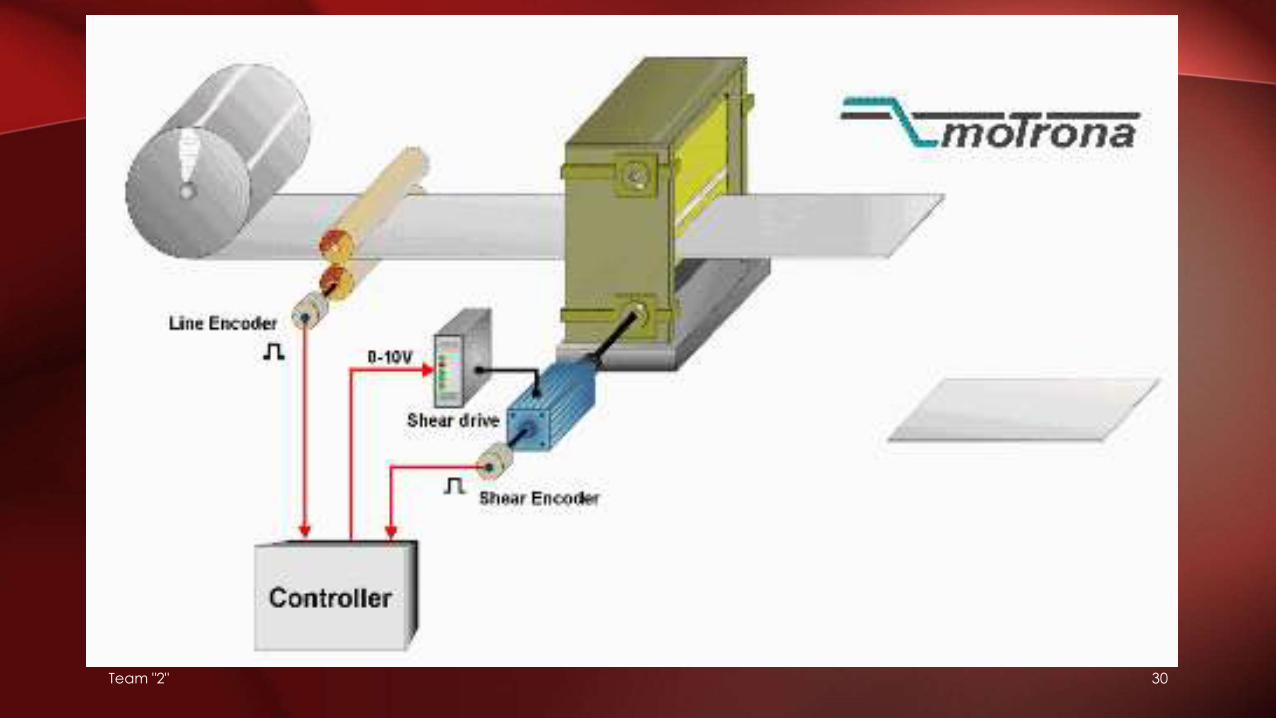
Team "2" 30

Team "2" 31
(3) Lacquer (4) Heating
A THREE-PIECE CAN PROCEDURES

Team "2" 32
(5) Slitting to smaller sheets (6) Rolling
(7) Welding (8) Spraying & Curing
A THREE-PIECE CAN PROCEDURES

Team "2" 33
(9) Flanging (10) Seaming
(11) Sidewall beading
A THREE-PIECE CAN PROCEDURES

Team "2" 34
(12) Testing (13) Packaging
A THREE-PIECE CAN PROCEDURES

Team "2" 35
SUMMARY

Team "2" 36
• The manufacturing process for aluminum beverage cans is already technologically very advanced, and therefore it is useful to have the utmost information possible on material and tooling, in order to optimize it
CONCLUSION

Team "2" 37
Team “2” 1- Ahmed Ayman 2- Esraa Tarek
3- Bassant Hamdi 4- Dalia Mahmoud
5- Sara Samy 6- Tarek Hossny
7- Abdel Rahman Atef


















