Jensen Precast StoneTree Precast Concrete Fence Presentation

Beto
ntec
hnik
Beto
nwar
enBe
tonr
ohre
fertig
teile
BWI - BetonWerk International
40Nr. 2 - April 2000
BETONWAREN
Verfasser: Jürgen Speck, Fa. Siemens AG
Pflastersysteme von der Betonwerk Go-delmann KG aus Högling bei Amberg,sind weit über die Grenzen Bayernshinaus bekannt.
Der Betonwarenhersteller setzt mit mo-dernster Technik alles daran, bei strik-ter Kostenkontrolle die Qualität seinerProdukte ständig zu optimieren. Miteiner derzeitigen Ausbringung vonrund 6.000 m2 Pflastersteinen und biszu 1.300 m2 Platten pro Schicht zähltdas seit über 50 Jahren bestehende,nach DIN ISO 9002 zertifizierte Unter-nehmen zu den größten eigenständi-
gen Herstellern Deutschlands. Gemein-sam mit zwei Partnerfirmen bildet Go-delmann die„natürlichSTEIN“® Grup-pe mit Produkten wie geoSTON, drain-STON, Quinta oder Casado.Hauptabnehmer der breit gefächer-ten Produktpalette sind der Baustoff-Fachhandel sowie Bauunternehmenin Deutschland und im benachbartenÖsterreich.
Kapazitäten erweitert – mitbewährter Technik
„Um die steigende Nachfrage vor al-lem nach Betonwerksteinplatten deckenzu können“, so Bernhard Godelmann
jr., „haben wir Anfang 1999 damitbegonnen, die Fertigung zu erwei-tern und uns für die Zukunft fit zumachen.“ Godelmanns Partner in punc-to Fertigungsausrüstung und Auto-matisierung ist schon seit Jahren dieSR-Schindler Steinbearbeitungsma-schinen - Anlagentechnik GmbH Re-gensburg, ein international tätiger Her-steller innovativer Produktions- undBearbeitungsmaschinen für die Beton-und Betonwerkstein-Industrie. SR-Schind-ler erhielt auch für dieses Großprojektden Zuschlag und setzte ein überwie-gend auf eigene Maschinen gestütz-tes, flexibles Fertigungskonzept um.
�
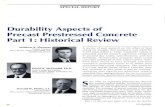
Mittelpunkt der Fertigung ist eineHermetik-Drehtischpresse der Baurei-he TOP 9000 (Hauptpreßdruck 1.200Tonnen) für Hermtik-Platten und -Pflaster in Dicken von 30 bis 105 mm,die mit sieben Formrahmen der Grö-ßen 40 x 40 cm (vierfach), 60 x 40 cm(zweifach) und 80 x 80 cm (einfach)bestückt ist. (Bild B) Vorgeschaltet sindMischanlagen zum Aufbereiten derjeweiligen Materialqualitäten für Vor-satz- und Hinterbeton. (Bild A) Entla-den wird die im bis zu 11-Sekunden-
Flexible und durchgängige Bedienung mit Push Button Panels vor Ort
Betonwerksteinproduktion wirtschaftlich automatisiertAn den entscheidenden Stellen seiner neuen, weitge-hend vollautomatisierten Fertigungsanlagen für höchst-veredelte Platten und Pflastersteine aus Betonwerk-stein und Beton setzt der Oberpfälzer Hersteller Godel-mann frei konfigurierbare, busfähige HMI-Systeme ein.
Damit auch die Ökonomie nicht zu kurz kommt, kanndie gesamte Anlage auf Knopfdruck in Minutenschnel-le auf unterschiedlichste Formate und Veredelungsver-fahren umgestellt werden.
(A) Plattenpresse TOP-9000-1280 Tonnen mit Flachablagen
(B) Pressendom aus Spezialguß mit Vorpreß- und Hauptpreßdruck1280 Tonnen

Conc
rete
Tech
nolog
yPr
ecas
t Con
cret
ePr
oduc
tsCo
ncre
te
Pipes
Prec
ast C
oncr
ete
Eleme
nts
Cast
Sto
neBe
tont
echn
ikBe
tonw
aren
Beto
nroh
reBe
ton-
fertig
teile
Beto
n-we
rkst
ein
BWI - BetonWerk International
42Nr. 2 - April 2000
BETONWAREN
Takt laufende Presse über eine Flach-ablage und ein System aus selbststa-pelnden, vollverzinkten Stahlpalettenund einer Schiebebühne. Letztere bringtdie aufgestapelten Platten auch in diegut sieben Meter hohen und über 20Meter langen Trockenkammern. DiePlatten werden mittels einer zweitenFlachablage auf die Veredelungslinie
abgegeben. (Bild D) Hier werden diePlatten kalibriert, geschliffen und/oderkugelgestrahlt, gefast, imprägniert so-wie versandfertig paketiert.Wie in der Vergangenheit, spezifizier-te Godelmann für dieses GroßprojektSteuerungs- und Automatisierungs-technik von Siemens, weil man damit„durchweg gute Erfahrungen“ gemacht
habe. Auch SR-Schindler setzt bevor-zugt auf die durchgängige Technik desWeltmarktführers und rüstet alle sei-ne Anlagen damit aus, sofern der Kun-de nichts anderes vorschreibt.Weitere Hauptargumente sind immerwieder die weltweite Verfügbarkeitder Produkte und ein flächendecken-des Servicenetz. �
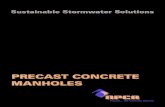
(C) Pressen-,Frischplatten-
wender undFlachablagen-
Steuerung über Simatic S 7-400mit Profibus-DP
(D) Flachablage zum Abnehmen von Platten, mit Reinigungs- und Ölstationen
(E) Pflastersteinaufgabe seitlich und Plattenaufgabe linearzur Veredelungslinie

Beto
n-fer
tig-
Beto
n-we
rkst
ein
BWI - BetonWerk International
44Nr. 2 - April 2000
BETONWAREN
Hermetikpresse und Flachablagen wer-den jeweils über SIMATIC S7-400-Sys-teme und grafikfähige Operator Pa-nels OP17 gesteuert, bedient und be-obachtet. Endschalter, Ventile undLichtschranken der Presse sind überden ASI-Bus (Aktuator-Sensor-Inter-face) angebunden. Die im Anschluss daran realisierten,der Presse nachgeschalteten Einheiten
kommunizieren untereinander überPROFIBUS-DP. (Bild C)
Edle Lösung mitProTool/Pro
Nach spätestens 8 Stunden in den Tro-ckenkammern ist der Beton durch denEinsatz einer Kraft-Energy-Vaporisie-rung vollständig abgebunden und die
Platten können durch alle Verfahrenveredelt werden. Beginnend vom Ein-lauf in die Veredelung kann Godel-mann zweigleisig fahren, das heißtwahlweise Hermetikplatten oder auchPflastersteine (200 x 80 bis 800 x 800mm) bearbeiten, die am selben Stand-ort gefertigt und über eine Steinsei-tenaufgabe zugeführt werden. (BildE) �
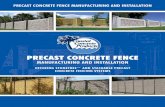
(F) Trommelwenden, Kalibrieren, Trommelwenden, Schleifen
(G) Trockenstrecke, Trockenfasen mit integrierter Seitenka-librierung und Strahlanlage
(H) Interaktive Leitstandsteuerung der gesamten Veredelungs- und Paketierlinie
(I) Freie Lagenbildung mit Universalflachpaketierung fürPlatten und Pflastersteine

Conc
rete
Tech
nolog
yPr
ecas
t Con
cret
ePr
oduc
tsCo
ncre
te
Pipes
Prec
ast
Conc
rete
Elem
ents
Cast
Beto
ntec
hnik
Beto
nwar
enBe
tonr
ohre
Beto
n-fer
tigte
ile
BWI - BetonWerk International
46Nr. 2 - April 2000
BETONWAREN
Ein Trommelwender dreht die Stein-oder Plattenlagen komplett um 180°,um die Hinterbetonseite durch eineKalibriermaschine mit zwei Diamant-frässtationen auf ein Dickenmaß zubringen. Dieses Kalibrieren ist erfor-derlich, um die in der Pflastersteinfer-tigung systembedingten Toleranzenvon bis zu 5 mm auszugleichen. Danach wird die Lage erneut gedreht,so dass die Vorderseite wieder obenliegt.
Beim anschließenden Hochleistungs-feinschleifen der Oberfläche könnenbis zu acht in Reihe angeordnete Sta-tionen zum kombinierten Einsatz kom-men, zwei Diamantwalzen, bis zu dreiDiamantfräsringe und/oder fünf Schleif-stationen bis zu einem Feinschliff miteiner Körnung von 280 bis 300. DieSchleifgeschwindigkeit beträgt dabeibis zu 4 m/min bei Betonpflasterstei-nen und 6 m/min bei Hermetikplatten.(Bild F)
Die danach nassen, vom Feinschliff ver-unreinigten Platten werden gewaschenund mit Hochleistungsventilatoren vonoben und unten trocken geblasen.
An der nachfolgenden Weiche ent-scheidet das vorgegebene Programm(oder der Operator im Handbetrieb),ob die Platten direkt zur Strahlanlagegelangen, wo sie mit feinen Stahlkü-gelchen über zwei Hochgeschwindig-keitsturbinen wahlweise feingestrahlt,das letzte Finish erhalten, oder ob vor-her die Platten oder Pflastersteine an-gefast werden sollen.
Für das Fasen hat SR-Schindler eine bis-lang einzigartige Lösung entwickelt,die es auch ermöglicht, die Seitenab-standshalter von Pflastersteinen tro-cken zu entfernen oder die Platten-seiten zu kalibrieren. Revolutionär sindjedoch die neuen Konturfasensup-porte von SR-Schindler. Diese passensich automatisch genau den Oberflä-chen der Pflastersteine und Plattenan, so dass auch unkalibrierte oderungleichmäßig geformte Produkte sau-ber angefast werden und dies beiDurchlaufgeschwindigkeiten bis über15 m/min. Dieser Arbeitsschritt musssehr schnell ablaufen, um zum einenbei der Verarbeitung kleinformatigerProdukte Rückstaus bei der Schleif-maschine zu vermeiden und z.B. beimNur-Strahlen von Platten 40 x 40 cm
zweireihig 7 m/min zu garantieren. Da-mit sind über 2.000 m2 pro Schichtmöglich. (Bild G)
„Überhaupt war und ist die Anpas-sung der unterschiedlichen Durch-laufgeschwindigkeiten der einzelnenAnlagenteile und damit der Produkti-onsleistung der kniffligste Teil diesesumfangreichen Projekts,“ gesteht Ri-chard Scheuerlein, Geschäftsführen-der Gesellschafter von SR-Schindler,„aber mit Hilfe der zentralen Steue-rung über ProTool/Pro konnten wirauch diese Aufgabe schnell und zurvollsten Zufriedenheit unseres Kundenlösen.“ Nach dem Wiedereinschleusender gefasten Platten in die Hauptliniefolgt das Strahlen, Imprägnieren so-wie das Sortieren der Produkte in ersteund zweite Wahl. (Bild I)
Nach diesen Veredelungsschritten wer-den die Steine und Platten wieder zufrei wählbaren Lagengrößen z.B. imEuropalettenformat (80 x 120 cm)vereinigt und diese durch einen ser-voangetriebenen Universalpaketiererzu Stapeln aufgetürmt. Pflastersteinewerden durch einen hydraulischenVierseitengreifer und Platten durch
(J) Servo-Lagenstapler, kombinierter Schnur-, Netz-, Folieneinleger, Paketoberfolieneinleger mit Kunststoffbandumreifungen

Beto
ntec
hnik
Beto
nwar
enBe
tonr
ohre
Beto
n-fer
tigte
ileBe
ton-
werk
stein
Beto
nsta
hlED
V un
dVe
rfahr
ens-
tech
nikBe
trieb
und
Tech
nikTr
ansp
ort-
beto
nMe
ssen
+Ve
rans
taltu
ngen
BWI - BetonWerk International
48Nr. 2 - April 2000
BETONWAREN
einen aufflanschbaren Vakuumkopf ge-stapelt. Zwischen die Lagen automa-tisch wahlweise eingelegte Schnüre,Netze oder Folien schützen die Sicht-flächen und fördern das vollständigeAustrocknen der Platten. Aus einemPalettenmagazin werden Euro- oderHauspaletten unter den Stapel ge-bracht und schließlich eine Deckfoliemit Aufdruck darüber gelegt und dasfertige Paket umreift.
Das Auflegen der Deckfolie von derRolle ist eine weitere Speziallösungvon SR-Schindler: Um Godelmann-Logound Schriftzug bei jeder Stapelhöheimmer mittig auf der Oberseite zupositionieren, erfasst ein Sensor einaufgedrucktes Passerkreuz und rich-tet die Folie entsprechend aus. Somitist garantiert, dass jedes Versandpa-ket eine Visitenkarte und Werbeblockder Firma Godelmann ist. (Bild J)
B&B – Bedienen undBeobachten schnellerkonfiguriert denn jeGesteuert, bedient und beobachtet wirddie etwa 80 Meter lange Veredelungs-linie über ein durchgängiges, dezent-ral aufgebautes System bestehend ausIndustrie PC FI10, SIMATIC-SteuerungS7 414-2 DP, Operator Panels OP7 undOP17 sowie Push Button Panels PP 17-Iund PP 17-II von Siemens. In die Kom-munikation über PROFIBUS-DP sindüber 70 Slaves einbezogen, darunterdiverse Servoantriebe, dezentrale Pe-ripheriebaugruppen ET 200M und ET200X sowie direkt angeschlossen Ven-tilinseln CPV14 von Festo. (Bild H)
„Zentrale“ im dezentralen System istein IndustriePC FI10 im Steuerpult ne-ben der Fasenfräslinie. Mit und unterder Projektierungs-/Visualisierungssoft-ware ProTool/Pro hat SR-Schindler da-rauf ein B&B-Bedien- und Beobach-tungs-System für die gesamte Ver-edelungslinie entwickelt, das die Kom-plexität auf einfache Weise beherrsch-bar macht. Hier wählt der Operator dasgewünschte Fertigungsprogramm (Re-zeptur) aus und stellt die gesamte,über PROFIBUS vernetzte Linie mit ei-nem Knopfdruck auf das zu veredeln-de Produkt ein.
„Früher,“ erinnert sich Bernhard Go-delmann, „hat das nicht selten bis zuvier Mannstunden gedauert. Mit derneuen Lösung sind wir entschiedenschneller, flexibler, und können auchkleinere Losgrößen im Wechsel wirt-schaftlicher bearbeiten.“ Darüber hi-naus erschließt das System eine zeit-
Technische Daten PP17-I/IIBedienfeld PP17-I PP17-II· Integrierte Tasten 16x Kurzhub 32x Kurzhub· zweifarbige Leuchtdioden 16 32· Farbmodi für LED 4· zusätzliche digitale Eingänge 16· zusätzliche digitale Ausgänge 16- Ausgangstrom, max.500 mA pro Ausgang- Summenstrom AusgängDO 1 bis DO 4 max. 500 mADO 5 bis DO 8 max. 500 mADO 9 bis DO 12 max. 500 mADO 13 bis DO 16 max. 500 mA- Kurzschlussfest ja
Lebensdauer· Kurzhubtasten (in Schaltbeispielen) 1,5 Millionen· Leuchtdioden (Einschaltdauer) ≥10 Jahre
Versorgungsspannung + 18 bis + 30 VDCNennspannung + 24 VDCAbsicherung, intern elektronische Sicherung
Integrierte Schnittstellen· MPI S7-200/-300/-400 ja· PROFIBUS-DP (MBaud) ja (12)
Umgebungsbedingungen· Betriebstemperatur (waagrechter, senkrechter Einbau) 0°C bis +45°C· Transport und Lagertemperatur -20°C bis +70°C· Feuchte ≥95%, im Betrieb keine
Betauung zulässig
SchockbelastungBetrieb 15 g/11 msTransport, Lagerung 25 g/6 ms
Maße (in mm)Frontplatte B x H 240 x 204Einbauausschnitt B x H x T 230 x 194 x 621)
Funktionalität· Kurzhubtaste/Zusatzeingänge als Taster oder Schalter ja· Integrierter Blinktakt für Leuchtdioden 0,5 Hz· Integrierter Blinktakt für Zusatzausgänge 0,5 und 2 Hz· Tasten- und Lampentest ja·Impulsverlängerung für Kurzhubtasten und Zusatzeingänge max. 1.000 ms· Zentraler Freigabe-Eingang ja· Einbaubreite für 22,5 mm Standardelemente 12
Schutzart (Vorderseite/Rückseite) IP 65/IP 20
Zertifiziert für CE/UL/CSA/FM/FCC ja
Chemische Beständigkeit der Frontfoliez.B. gegen Salzsäure 10%, Salpetersäure 10%, Schwefelsäure 10%, Batteriesäure, Methanol, Schneidöl, Aceton, Brennsprit, Kühlmittel Mechanik, kurzzeitig gegen Trichloräthylen, Nitro (z.B. für Reinigungszwecke) 1) Tiefe ohne Steckelemente

Conc
rete
Tech
nolog
yPr
ecas
t Con
cret
ePr
oduc
tsCo
ncre
te
Pipes
Prec
ast C
oncr
ete
Eleme
nts
Cast
Sto
neBe
tont
echn
ikBe
tonw
aren
Beto
nroh
reBe
ton-
fertig
teile
Beto
n-we
rkst
ein
BWI - BetonWerk International
50Nr. 2 - April 2000
BETONWAREN
sparende Optimierung neuer Produk-te, da sich Teile bereits vorhandenenProjektierungen einfach übernehmenlassen. Ein weiteres wesentliches Merk-mal sind übersichtliche Störmeldun-gen in Grafik und Klartext, anhandderer man Ort und Grund möglicherUnterbrechungen auf einen Blick so-fort erkennt. Dies optional auch vonpraktisch jedem Ort der Welt, denndie Schnittstelle für den Teleservice perModem ist bereits integriert.
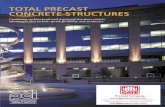
Zusätzlich zur zentralen PC-Steuerunghat SR-Schindler an der Seitenaufga-be zur Veredelungslinie, den beidenLagenwendern, der Fasenfräslinie, derLagenbildung und der Paketierungdezentrale Schaltpulte eingerichtet,womit sich diese Anlagenteile biszum einzelnen Antrieb von Hand be-dienen lassen. „Anstelle konventio-neller Schaltfelder mit Tasten, Lampenund der dafür notwendigen E/A-Bau-gruppe haben wir hier erstmals dieneuen Push Button Panels PP17-I undPP17-II von Siemens eingesetzt. Wirwollten eine moderne, zukunftssiche-re Lösung, und SR-Schindler hat unsvon den Vorzügen der Push ButtonPanels überzeugt,“ so Godelmann jr.(Bild K)
Hans Kurz, Leiter der SR-SchindlerElektrotechnik zu den praktischen Vor-zügen der Panels: „Beide Bauformenbenötigen wenig Platz und sind freiprogrammierbar. Ich kann die 16 bzw.
32 Kurzhubtasten beliebig belegen undbestimmte Ereignisse wie Bewegun-gen, erreichte Endlagen oder Störun-gen mit gelben, grünen oder roten,wahlweise auch blinkenden Flächen-LEDs signalisieren.“ Das kleinere PP17-Iverfügt darüber hinaus über vorper-forierte Ausschnitte für standardisierte22,5 mm-Zusatzelemente wie Taster,Lampen und Schlüsselschalter. Alle Ele-mente sind vorverdrahtet und überdas rückseitige Parametrierfeld mitDisplay und Minitastatur in kürzesterZeit individuell eingestellt. Betriebs-zustände und Meldungen werden inKlartext angezeigt, was Fehler wei-testgehend ausschließt.
„Mit jeweils 16 digitalen Ein- undAusgängen konnten wir auch erfor-derliche Erweiterungen einfach reali-sieren“, so Kurz. Einziger Wunsch desElektrotechnikers: „Beim waagrechtenEinbau in Flachbedienpulte steht dasrückseitige Parametrierfeld nach demAufklappen des Panels Kopf. Es wäredaher recht sinnvoll, das gesamte Pa-rametrierfeld einfach um 180° drehenzu können.“
Doch auch ohne diesen „Dreh“ ge-lang es, die Montagezeit im Vergleichzur konventionell Verdrahtung um weitüber 80% zu verringern. Bisher mus-sten Tasten und Lampen in Bedienta-feln unter entsprechend hohem Zeit-aufwand einzeln montiert, verdrah-tet und getestet werden. Auch Um-
oder Nachrüstungenen waren immermit viel mechanischer und elektrischerArbeit verbunden. Push Button Panelsermöglichen demgegeüber ein echtes„Plug & Control“: Alle Tasten- undLampensignale stehen sofort nach demVerbinden des PPs mit der SIMATICzur Weiterverarbeitung zur Verfügung.Auch ein Lampen- und Tastentest istintegriert. Einzige Voraussetzungensind ein quadratischer Einbauausschnittund ein Buskabel, alternativ zu PRO-FIBUS-DP auch MPI, und die Installati-on ist einsatzbereit.
Um die Bedienabläufe noch sicherer zumachen, hat SR-Schindler die Tastenüber Einschubstreifen hinter der IP65-Front der Panels beschriftet, grup-piert und farbig codiert. Ein grafischesSchema des betreffenden Anlagen-teils neben dem Tastenfeld zeigt de-tailliert, welche Bereiche mit welchenTasten zu bedienen sind. (Bild K)
Offen für weitere Schritte
„Wir wollten diesen Schritt nach vor-ne machen und eine moderne, zu-kunftssichere Fertigung aufbauen,“fasst Bernhard Godelmann die Unter-nehmensziele bei Beginn der Planun-gen im Herbst 1998 zusammen. „Dieerste Maschine wurde im Sommer 1999installiert. Im November waren wirbetriebsbereit, was SR-Schindler nichtzuletzt dank der konsequenten Durch-gängigkeit des SIMATIC-Spektrums unddes einfachen Handlings der HMI-Komponenten gelungen ist. Wir sindrundum zufrieden mit dem einge-schlagenen Weg.“
Nach der werksweit hervorragendenAkzeptanz soll als nächstes die Qua-litätskontrolle in ProTool/Pro integriertund an die Bürowelt angebunden wer-den. Und auch in der Fertigung sindweitere Veredelungsschritte geplant,die die führende Marktposition desBetonwarenherstellers weiter ausbau-en helfen werden. Das offene Automa-tisierungskonzept ist dafür schon heu-te vorbereitet.
SR SchindlerSteinbearbeitungsmaschinenAnlagentechnik GmbHHofer Straße 24D-93057 RegensburgTel. ++49(0) 9 41 / 6 96 82-0Fax ++49(0) 9 41 / 6 96 82-18http://www.sr-schindler.de(K) Push-Button-Panel PP 17-II am Trockenfasenumlauf