
AMT 110 Aircra Metal Structural Repair - Gavilan...
160
AMT 110 Aircra+ Metal Structural Repair
Transcript of AMT 110 Aircra Metal Structural Repair - Gavilan...

AMT110Aircra+MetalStructuralRepair

Statements• Thesa7sfactoryperformanceofanaircra+requirescon7nuousmaintenance
• Repairsmustbestrongenoughtocarryalloftheloadswiththerequiredfactorofsafety! Repairmustnothavetoomuchstrength
• Extrastrengthcancausedamage

Statements• Theproblemofrepairingadamagedsec7onisusuallysolvedbyduplica7ngtheoriginalpartinstrength,kindofmaterial,anddimensions.! “Followthemanufacturer’srecommendedprocedures”
! Youdon’tknowwhattheengineeringwasthinking! AC43.13-1BistheFAA’sguidance
• AC43.13-1Btakeprecedenceovertextbook
• Ascratchorgougeinthesurfaceofahighlystressedpieceofmetalcausesastressconcentra7onatthepointofdamage(“stressriser”)andcouldleadtofailureofthepart.

Stresses• Sixtypesofstress:
! Tension! Compression! Shear! Bearing! Torsion! Bending

Tension
The stress that resists a force that tends to pull apart

Compression
The stress that resists a crushing force, tend to shorten or squeeze parts

Shear
The stress that resists the force tending to cause one layer of material to slide over an adjacent layer.
Think of shears cutting

Bearing
The surface pressure acting on a joint face directly as a result of the force applied by a fastener.

Torsion
The stress that resists twisting

Bending
Combination of compression and tension stress

Compression&Tension

Tools• Alwayshaveatleastonemachinist’srulein1/32”(or1/64”)
• Pens! Nopencils! Sharpies
• Bluedoesn’tbleedthroughpaintasbad! Useinsteadofscribing
• Demo! Rivetspacer! Nibbler

Tools• Demo
! Deburringtools
• Drilling! Markwithacenterpunch! Metaltwistdrillbitshave118°head
• Stainlesssteeluse140°! Topreventsurfaceska7ngonaluminum,handtwistacoupleof7mebeforeapplyingpower
! CuZngoilhelpsremovechipsandisnotusedonsheetmetal
! Forlargeholes,startwithasmallbitandthenenlarge

Tools• Drilling
! Generalruleforspeed• Hardmetal–slowandmorepressure,so+metal–fastandlowpressure
! Useawoodbackerwhendrillingsheetmetal! Useadrillguide/holdersifpossible! Useadrillstopsin7ghtareas! Useadrillpressforcri7calrepairs! Forcomplicatedpa^erns:
• Drillsmallerholesfirst• Alignpa^ern• Enlargepa^ern
! Don’tbetooproudorlazytousesupporttools

Tools• Reamers
! Usedtoenlargeandsmoothahole! Usedtocreateapreciseholediameter! Verybri^le! Turnonlyoneway! Followthedirec7onsfordrillingtheini7alhole

Aluminum• Usedonaircra+becauseitislightandeasytowork
• Purealuminumisveryweak• Methodstoincreasestrengthandhardness
! Otherchemicalsareaddedtomakeanalloy• 2024isthemostcommonsheetmetalalloy• 2117isthemostcommonrivetalloy• Alloysusuallyreducecorrosionresistance
! Heattreatmentandtempering! Workorstrainhardening! Agehardening
• Aluminumalloysgetharderwithage

Aluminum• Wrought(worked/beaten)aluminumdesigna7on:! (4digitalloy)–(temper&hardness)
• e.g.2024-T3• Firstdigit(e.g.2XXX)indicatestheprimaryalloyingagent
• Alcad™orclad–very,verythinlayerofpurealuminumusetoprotectagainstcorrosion! Can’tbereheated! Can’tbewelded
• Thiswhyaircra+arerivetednotwelded! Easytoscratchornick
• Exposesbasemetaltocorrosion

AluminumAlloyIden7fiers

Aluminum

AluminumHardness

AluminumHeatTreatment

Shear

CorniceBrake

BoxandPanBrake(FingerBrake)

BoxandPanBrake(FingerBrake)

SlipRollFormer

SlipRollFormer

RotaryMachine

EnglishWheel
English Wheel Video English Wheel Video 2

SimpleandCheap• Blockofwood• Rubberorplas7chammer• Smallsteelballpeenhammer

C-Clamp

Vise

Machinist'sVise

Cleco

Cleco

Cleco
SolidRivets• Solidshankrivetsarethemostcommontypeofrivetusedonaircra+! Mostusedofallfasters
• Rive7ngVideo• RivetHeadTypes:
! Universal• 470->AN470orMS20470
! CountersunkorFlush• 426->AN426orMS20426• 100°headangle

SolidRivets

SolidRivets

SolidRivets

SolidRivets

SolidRivets• A–1100–Purealuminum
! Tooso+forstructuraluse! Fordecora7vetrimonly
• AD–2117! Mostcommonrivettype! Heattreatedbythemanufactureranddoes’trequireheattreatmentbeforebeingdriven
• B–5056! Usedformagnesiumalloystructures
• M–Monel! Usedfornickel-steel

SolidRivets• D–2017&DD–2024
! “Icebox”rivets• Annealedandstoredinafreezertoretardhardening• Removedfromfreezerjustbeforeuse
! ModernmanufacturingnowuseEtyperivets! Mustbereheattreatedifle+outtoolong! Onceinstalled,cantakeupto4daystofullyageharden
• MildSteel! Usedforsteel

SolidRivets• Materialsubs7tu7on
! Followthemanufacturer’srecommendedprocedures
! D-2017–3/16”(#6)orless• ReplacewithAD–2117of1/32”diameterlarger
! Onesizebigger
! DD-2024–5/32(#5)orless• ReplacewithAD–2117of1/32”diameterlarger
! Onesizebigger


RivetsGun

RivetGuns

RivetGunSizes

RivetSets

RivetSets
Theradiusofthecupinarivetsetisslightlygreaterthantheradiusoftherivethead.Thisallowstheblowsfromtherivetguntobeconcentratedontherivethead.

BuckingBar

CompressionRivetSqueezer


Cleco

SolidRivetMaterial• A–1100–Purealuminum• B–5056–Usedonmagnesium• AD–2117–Mostcommontype;hasdimple• D–2017–“Icebox”• DD–2024–“Icebox”

RivetDimensioning• Diameterisin1/32’s
! #3–3/32,#4-4/32(1/8),#5-5/32
• Lengthisin1/16! AN470–sha+length! AN426–fullrivetlength

RivetDesigna7on• (HeadType)(Material)(Diameterin1/32s)–(Lengthin1/16’s)
• Universalhead,2117,3/32diameter,5/16length! AN470AD3-5orMS20470AD3-5
• Countersunkhead,1100,1/8(4/32)diameter,1/2(8/16)length! AN426A4-8orMS20426A4-8

DrillBitsSizes• #3–3/32-#40drillbit• #4–1/8(4/32)-#30drillbit• #5–5/32-#21drillbit

ReadAC43-13.1BPar4-57Rive7ng
RivetLayout• RivetStresses
! Shear• Forcerequiredtocutarivet• Arepairorpatchshouldbedesignedsoitisundershearstress
! Tension• Resistancetotensionisbearing• Tensionstresspullingapatchapart

Dimpling• Coindimpling
! Rivetisthemaledie
• RadiusDimpling! Handsqueezer! Sta7onarydimpler
• Hotdimpling! Usesheateddimplingdiestoensurethemetalflowsbe^erduringthedimplingprocess
• Dimpling,duetothenestlingeffect,givesastrongerjointthanthenon-flushtype.

Countersinking• Removemetaltoinstallrivet• Reducesstrengthofmetal• Edgedistanceisgreaterthanwhenuniversalheadfasteners! 2½D
• 100°countersink• Sheetmetalmustbethickerthanrivethead• Usemicrostopcountersink

Countersinking

Countersinking

FlushShopHead

Ugly!!!

RemoveRivet

BackRive7ng• BackRive7ngVideo• HotRive7ng

BlindRivets• Canbeinstallfromoneside
! Installedwith“puller”tool
• PopRivet! Poprivetinstalla7on! Usedforno-structuralworkonly! Hollowa+erinstalla7on

BlindRivets• “CherryRivets”
! Notyourhardwarestorerivets! Widevariety–CherryLock,CherryMax,Huck-Clinch,HuckMax,Olympic-Loc
! CherryMaxAnima7on! CherryMaxcanreplaceasolidrivetofthesamesizediameter
• Somemechanicsareconcernedabouttherivetsvibra7ngloose
! InstallCherryMaxRivet! Hardtoremove
• Readprocessonpage4-49

CherryRivetRemoval

Hi-Shear™

Hi-Shear™

Hi-Shear™

Hi-Lok™• Installa7onVideo• Canbeinstalledwithstandardtools

HuckLockbolt™

HuckLockbolt™


Rivnut™
Good for thin sheet metal applications

Rivnut™

CherryRivetlessNutplate• Installa7onanima7on

Dzus™Fastener

Dzus™Fastener

Dzus™Fastener

Dzus™Fastener• Lengthspecifiedin1/100(0.01)inchincrements• Diameterspecifiedin1/16inchincrements• Headmarkingsarebodydiameter,typeofhead,andlengthofthefastener
• Reten7ongrommet/collarcommonlycomeloose

CamLockFastener

AirlocFastener

AnchorNut&Tinnerman

MetalBending

MetalLayout

MetalBendingLayoutProcedure1. Obtainthedimensionsoftheshape2. Determinesizeofthestockor“wheretocut”3. Locatebrakereferencelinesor“whereto
bend”4. Cutstock5. Markcentersor“wheretodrill”6. Drillholes
! Ifjoiningmul7plepieces,drilla+erbending
7. Bendmetal

WhyBendAllowance?• Metalcannotbebentataperfect90°angle
! Itwillbreakorcrack
• Aroundbendisusedtopreventbreaking! Thebendisdefinedbyitsradius–bendradius! Thebendispor7onofacircle
• Apor7onofacircleisshorterthanaperfect90°

Radius

WhyShorter?• Theshortestdistancebetweentwopointsinaline
• Aperfect90°isthelongest• Acurvedbendisshorterthanaperfect90°
! Thebiggertheradius,theshorterdistance
• Theheartofabendradiuscalcula7onistodeterminethisshorterdistance


TheBendingTool• ThetooliscalledaBrake
! CorniceBrake! FingerBrake
• Clampingbarholdsthemetalanddeterminesradius! Clamp/Fingerscanbechangedtosetradius
• Wheretoplacethemetal?! Thefront/noseoftheclamp
• Thegoalofthecalcula7onsaretodeterminewherethenosegoes

BendingBrake

BendingBrake

BendingBrake

BendRadius

NeutralLine

Bend


Calcula7onGoals• Determinethematerialdimensions/measurements! Itiseasiertocutthematerialbeforebendingit
• Markwherebendsshouldbelocated! Onlyreferenceonthebrakeisthenoseoftheclamp–sightline
! Determine/markwherethenosewillgo! Noseloca7oniscalledthe“BrakeReferenceLine”

Terms/Vocabulary• MoldLinesDimension(MLD)–Themethodofdefiningapartonadrawing! Example–2”X4”X2”channel! Thelengthofasideiftherewasnobend! Drawnasifthebendisaperfect90°(0radiusbend)
• BendRadius(R)–Thesizeofthecurveusedtobendthemetal! Radiusofthebrakeclampnose! Insideradiusofbend





Terms/Vocabulary• DevelopedWidth(DW)–Materialneededtomakeapiece/item! YoubookcallsitTotalDevelopedWidth(TDW)! TotalofallBendTangentLineDimensions(BTLD)plusallBendAllowances(BA)
• Allthestraightpartsplusthebentareas

Terms/Vocabulary• DevelopedWidth(DW)=BTLD(Sec7onA)+BA+BTLD(Sec7onC)

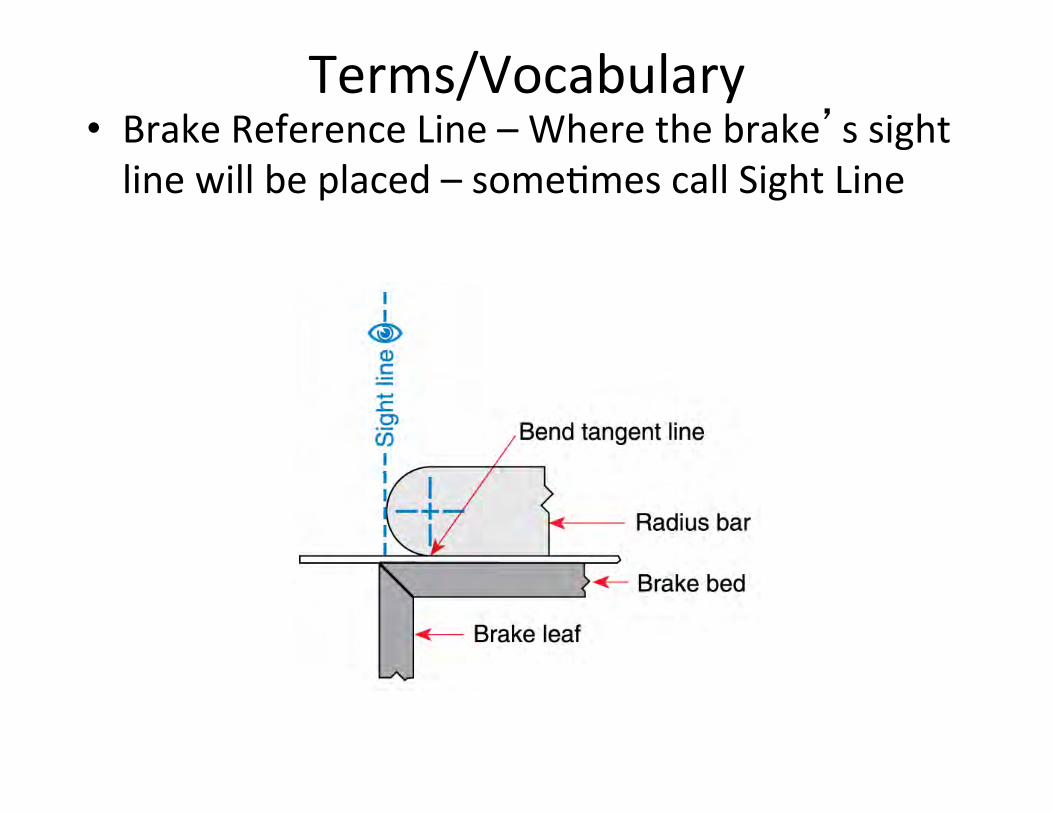
Terms/Vocabulary• BrakeReferenceLine–Wherethebrake’ssightlinewillbeplaced–some7mescallSightLine

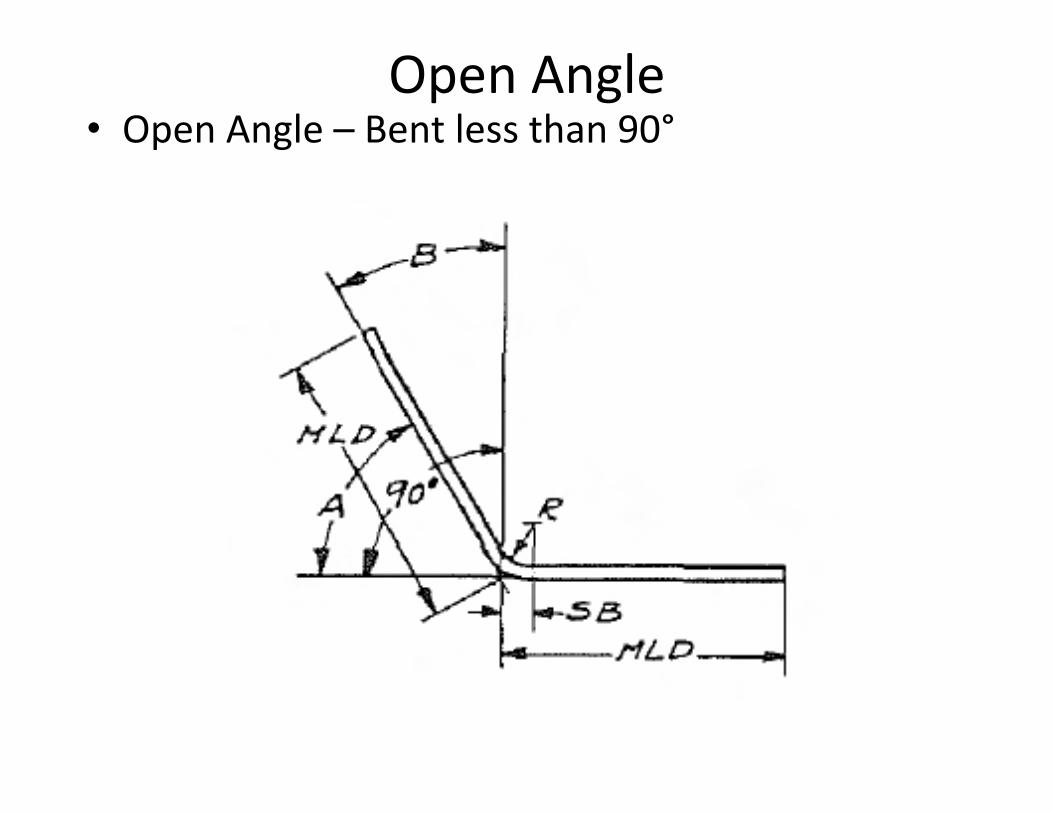
OpenAngle• OpenAngle–Bentlessthan90°

ClosedAngle• ClosedAngle–Bentgreaterthan90°


Calcula7onOrder1. MLD-DetermineMoldLineDimensionsfrom
problem2. R-Radius
! Getfromproblem! OrMinimumbendradius
• AC43.13-1BTable4-6• FAA-H-8083-31Vol.1Figure4-125

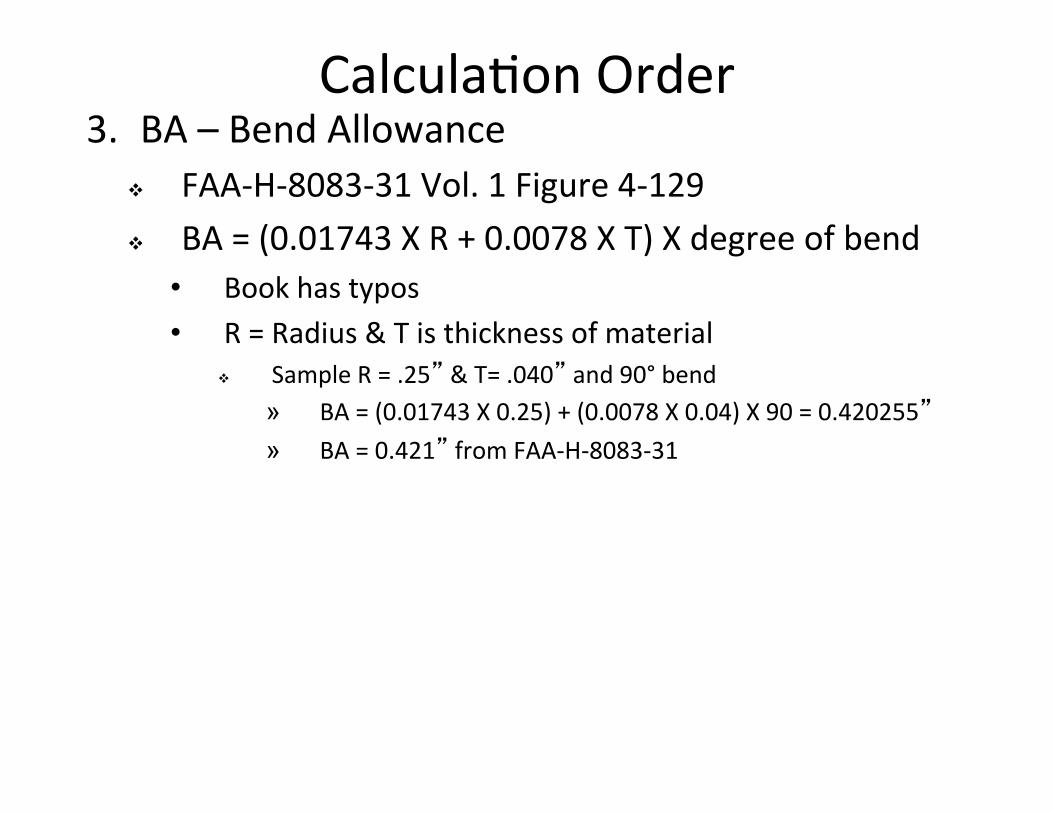
Calcula7onOrder3. BA–BendAllowance
! FAA-H-8083-31Vol.1Figure4-129! BA=(0.01743XR+0.0078XT)Xdegreeofbend
• Bookhastypos• R=Radius&Tisthicknessofmaterial
! SampleR=.25”&T=.040”and90°bend» BA=(0.01743X0.25)+(0.0078X0.04)X90=0.420255”» BA=0.421”fromFAA-H-8083-31

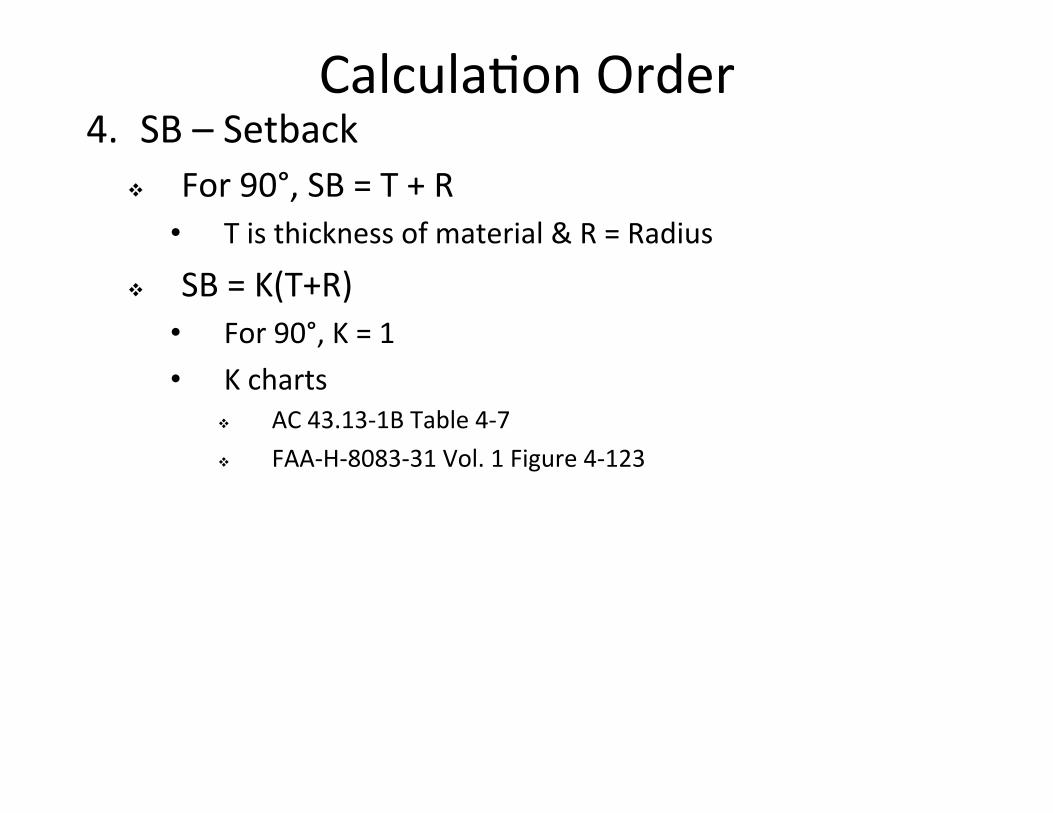
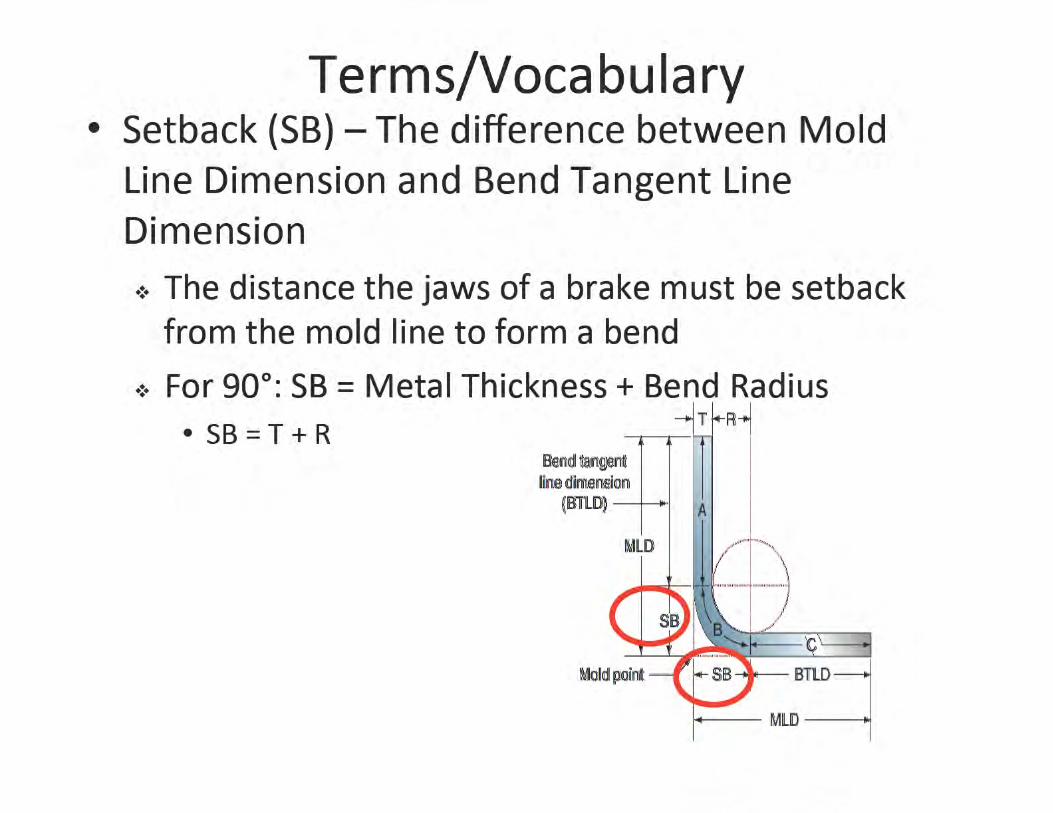
Calcula7onOrder4. SB–Setback
! For90°,SB=T+R• Tisthicknessofmaterial&R=Radius
! SB=K(T+R)• For90°,K=1• Kcharts
! AC43.13-1BTable4-7! FAA-H-8083-31Vol.1Figure4-123


Calcula7onOrder5. BTLD–BendTangentLineDimension
! MoldLineDimension–Setback! BTLD=MLD–SB(s)


Calcula7onOrder6. DW-DevelopedWidth
! TotalofalltheBendTangentLineDimensions+alltheBendAllowances
! DW=TotalofalltheBTLD(s)+allBA(s)


Calcula7onOrder7. BrakeReferenceLine(SightLine)
! BrakeReferenceLine=BendTangentLineDimension+Radius
! BrakeReferenceLine=BTLD+Radius

Example• Example:.032”2024-T3Dimension=2”forbothside,90°bend! MinimumRadius=R=0.128->roundto0.125”! BA=0.218”! SB=T+R
• SB=0.032”+0.125”=0.157”! BTLD=MLD–SB
• BTLD=2”–0.157”=1.843”! DW=BTLD+BA+BTLD
• DW=1.843”+0.218”+1.843”=3.904”
! BrakeReferenceLine=BTLD+R• BrakeReferenceLine=1.843”+0.125”=1.968”


Example• Example:.0807075-T6–5”X6”X5”channel
! MinimumRadius=R=0.44”or(7/16)=0.438”! BA=0.745”! SB=T+R
• SB=0.080”+0.438”=0.518”! BTLD=MLD–SB
• BTLD(side)=5”–0.518”=4.482”• BTLD(bo^om)=6”–2X0.518”=4.964”
! DW=BTLD+BA+BTLD+BA+BTLD• DW=4.482”+0.745”+4.964”+0.745”+4.482”=15.418”
! BrakeReferenceLine=4.482”+0.438”=4.92”(frombothsides)

Prac7ceProblems• .032”2024-T5,Side1=23/8”,Side2=5.4”,90°bend
• .040”6061-T5–2.5”X1”X2.75”channel,allbends90°
• .100”2024-T5,Side1=13/8”,Side2=29/16”,110°bend

MetalWorking• Followmanufacturer’srecommendedprocedures
• FollowAC43-13• Heattreatuntreatedmetals
! Treatedmetalsmustbeformedcold
• Topreventcorrosion,useaprotec7velayerbetweendissimilarmetals! Paintortape
• Whenusingaformblock,startattheedgesandworktothecenter
• Usereliefholesatbendintersec7ons

ReliefHoles


Flu7ngSheetMetal• Video1• Video2

InspectforDamage• Lookfor:
! Corrosion• Treatorreplace
! Cracks! Elongatedholes! Dents,scratches,nicks,pits&cuts! Wrinklesorbents! Looserivets
• “Smoking”rivetsareindica7onofrubbingorfreZng• Tippedrivets
! Ifthereisone,thereisusuallyawholerowinthesamedirec7on
! Lookforforcetransmission

SmokingRivets

PatchingSheetMetalDamage• ConsultManufacturer’srepairmanualand/orAC43-13forbestrepairmethod! Thegoalistoreturnthestructuretoitsoriginalstrength
! Manufacturermaylimitwhatyoucanrepair
• Supportdamagedarea• Stopdrillcracksorcutoutdamage.
! Leavenostressrisers–nosharpcorners
• Calculatethenumberofrivets! Trytomakeyourrepairbasedontherivetshearstrength

PatchingSheetMetalDamage• Makeapaperdesignofapatch
! Markholestoinsurenointerference! Usetransparencyifpossible
• Createapatch! Samematerialandsamethicknessorgreater! Patchwillgounderskinifpossible
• Makefillerplugifneeded–flushpatch• Drillholes• Applycorrosioninhibitor/primer• Applysealantforpressurizedrepairs

PatchingSheetMetalDamage• Rivet• PrimeandPaint• Complete337andlogrepair

StopDrill

FlushPatch

NumberofRivets–AC43.13-1B• UseTables4-9,4-10or4-11forrivetsperinch.
! Page4-37,4-38or4-39! Checknotes
• #Rivets=LengthofcrackXRivetsperinch• #Rivetsisonlyforoneside.• Thetotalrivetsusedis2X#Rivets

Crack

Patch

RivetSpacing• Rivetpitch-thedistancebetweenthecentersofadjacentrivetsinthesamerow.! Minimum–3D;Maximum–10D! Typical6Dto8D
• Transversepitch-theperpendiculardistancebetweenrivetrows! 75%ofrivetpitch! Minimum–21/2D
• EdgeDistance–2Dto4D

RivetSpacing
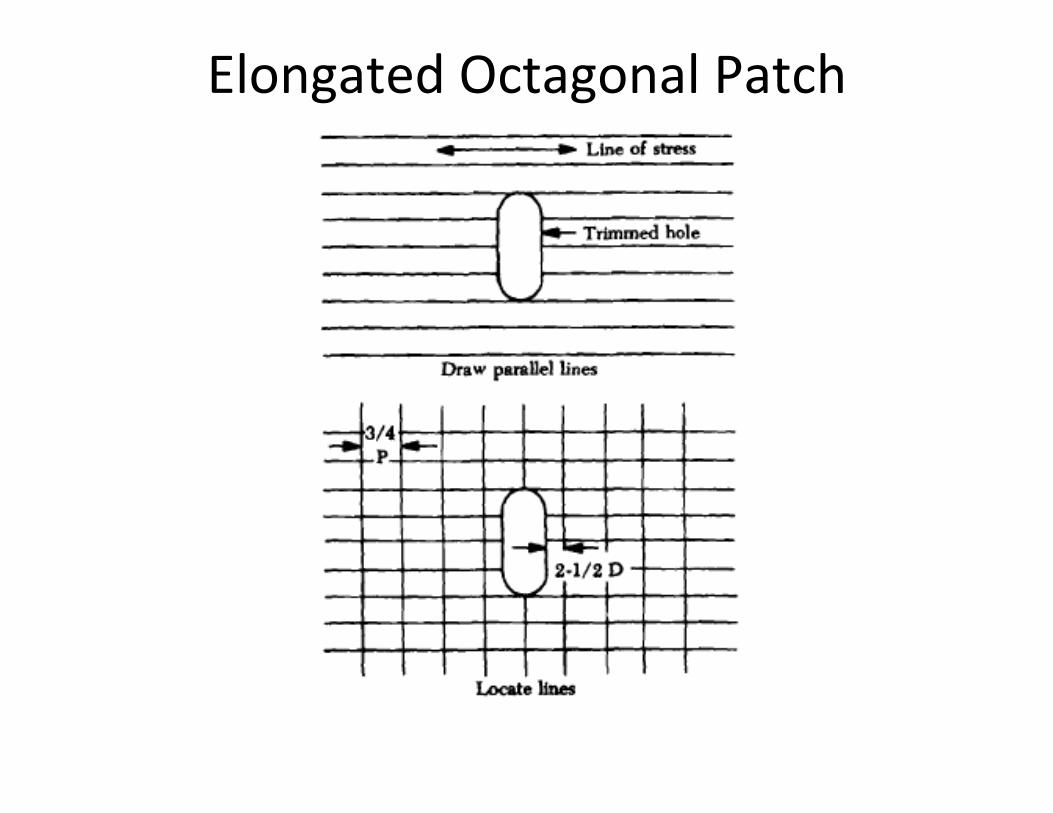
ElongatedOctagonalPatch

ElongatedOctagonalPatch

RoundPatch

TurnDownEdge

PanelRepair

PatchIdeasAC43.13 Fig. 1-15
Page 1-29

PatchIdeas

YourGuides• Followmanufacturer’sinstruc7ons
! Maintenance/Repairmanual! Copyrivetholepa^ern! Usesamematerialandrivets
• UseAC43.13-1BPar4-58

SampleQues7ons• Shallowscratchesinsheetmetalmayberepairedby! burnishing
• Whenapieceofaluminumalloyistobebentusingaminimumradiusforthetypeandthicknessofmaterial! thelayoutshouldbemadesothatthebendwillbe90°tothegrainofthesheet.
! AC43-13-1B4-55Bsays“preferably”

SampleQues7ons• Ifitisnecessarytocomputeabendallowanceproblemandbendallowancetablesarenotavailable,theneutralaxisofthebendcanbe! foundbyaddingapproximatelyone-halfofthestockthicknesstothebendradius.
• Youcandis7nguishbetweenaluminumandaluminumalloyby! tes7ngwitha10percentsolu7onofcaus7csoda.

SampleQues7ons• Themostimportantfactorsneededtomakeaflatpa^ernlayoutarea. radius,thickness,andmoldline.b. radius,thickness,anddegreeofbend.c. thelengthsofthelegs(flatsec7ons).
• Answer:b


















