
AGRADECIMENTOS - fenix.tecnico.ulisboa.pt · Figura 2.9 - Diferentes fases do corte por...
139
I AGRADECIMENTOS Para que a realização deste trabalho fosse possível, vários esforços foram reunidos com vista à evolução da investigação e do conhecimento. Como simples forma de reconhecimento pelo apoio prestado no decorrer do projecto, não podemos deixar de prestar um sincero agradecimento a alguns dos que ajudaram a erguer este trabalho. Ao Professor Pedro Vilaça, que sempre acreditou e apoiou o projecto, revelando uma vontade incessante, ensinando, encorajando e orientando. A sua força interior e luta diária pelo “fazer melhor” ficarão certamente como um marco no seguimento das nossas vidas. Ao Major Marquês de Sousa, autor da ideia original, ao Professor João Paulo Sousa responsável pelo projecto na Academia Militar e ao Coronel Ulisses Oliveira, por terem estado sempre prontos a resolver os problemas, de índole militar, que surgiram. Mais ainda, por terem apoiado a progressão do projecto junto da Instituição militar. Ao Tenente Luís Quinto pela preciosa participação e colaboração durante toda a segunda fase do projecto, na verdade parte deste trabalho não é apenas minha mas também dele. Ao Professor Jorge Rodrigues, pelo apoio e disponibilidade. Ao Professor Luís Alves e ao Professor Pedro Rosa, pela pronta prestação de auxílio no decorrer do projecto e pela inesgotável paciência que mostraram na resolução das mais variadas questões. Ao Tenente Coronel Oliveira e ao Capitão Barreira por toda a disponibilidade no esclarecimento das duvidas de artilharia. A Blucape por todo o excelente trabalho que desenvolveram nos estudos da aerodinâmica e trajectórias do projéctil. Ao Mestre Valentino Cristino, por todo o apoio prestado na utilização do Laboratório da Secção de Tecnologia Mecânica do IST. Ao Mestre Telmo Santos, por todo o apoio prestado na revisão da minha Tese e disponibilidade para me ajudar. Ao Carlos Silva, por todo o apoio e disponibilidade para me ajudar no Laboratório da Secção de Tecnologia Ao Vítor Gonçalves, David Martins e Augusto Gaspar, por me terem ajudado a realizar os ensaios de campo. À Thyssen Portugal, Lda, pelo apoio incondicional ao projecto e no aconselhamento, dentro da sua área, com vista a um melhor desempenho do produto final. À Tornearia Mecânica de Precisão Lda, pela colaboração e pronta resposta perante todas as solicitações. À Sólidos Lda, pela colaboração e pronta resposta perante todas as solicitações. A todos os colegas que de algum modo me apoiaram, especialmente e que convivi durante longos períodos, durante a execução do trabalho.
Transcript of AGRADECIMENTOS - fenix.tecnico.ulisboa.pt · Figura 2.9 - Diferentes fases do corte por...

I
AGRADECIMENTOS
Para que a realização deste trabalho fosse possível, vários esforços foram reunidos com
vista à evolução da investigação e do conhecimento. Como simples forma de reconhecimento
pelo apoio prestado no decorrer do projecto, não podemos deixar de prestar um sincero
agradecimento a alguns dos que ajudaram a erguer este trabalho.
Ao Professor Pedro Vilaça, que sempre acreditou e apoiou o projecto, revelando uma
vontade incessante, ensinando, encorajando e orientando. A sua força interior e luta diária pelo
“fazer melhor” ficarão certamente como um marco no seguimento das nossas vidas.
Ao Major Marquês de Sousa, autor da ideia original, ao Professor João Paulo Sousa
responsável pelo projecto na Academia Militar e ao Coronel Ulisses Oliveira, por terem estado
sempre prontos a resolver os problemas, de índole militar, que surgiram. Mais ainda, por terem
apoiado a progressão do projecto junto da Instituição militar.
Ao Tenente Luís Quinto pela preciosa participação e colaboração durante toda a segunda
fase do projecto, na verdade parte deste trabalho não é apenas minha mas também dele.
Ao Professor Jorge Rodrigues, pelo apoio e disponibilidade.
Ao Professor Luís Alves e ao Professor Pedro Rosa, pela pronta prestação de auxílio no
decorrer do projecto e pela inesgotável paciência que mostraram na resolução das mais
variadas questões.
Ao Tenente Coronel Oliveira e ao Capitão Barreira por toda a disponibilidade no
esclarecimento das duvidas de artilharia.
A Blucape por todo o excelente trabalho que desenvolveram nos estudos da aerodinâmica e
trajectórias do projéctil.
Ao Mestre Valentino Cristino, por todo o apoio prestado na utilização do Laboratório da
Secção de Tecnologia Mecânica do IST.
Ao Mestre Telmo Santos, por todo o apoio prestado na revisão da minha Tese e
disponibilidade para me ajudar.
Ao Carlos Silva, por todo o apoio e disponibilidade para me ajudar no Laboratório da Secção
de Tecnologia
Ao Vítor Gonçalves, David Martins e Augusto Gaspar, por me terem ajudado a realizar os
ensaios de campo.
À Thyssen Portugal, Lda, pelo apoio incondicional ao projecto e no aconselhamento, dentro
da sua área, com vista a um melhor desempenho do produto final.
À Tornearia Mecânica de Precisão Lda, pela colaboração e pronta resposta perante todas as
solicitações.
À Sólidos Lda, pela colaboração e pronta resposta perante todas as solicitações.
A todos os colegas que de algum modo me apoiaram, especialmente e que convivi durante
longos períodos, durante a execução do trabalho.

II

III
RESUMO
Analisando a importância que as florestas representam para a vida no planeta e o seu peso
na economia nacional, tornou-se imperativo a criação de um novo meio de combate aos
incêndios, que permita aumentar a eficácia no processo de combate à propagação dos fogos e
assim contribuir para a diminuição da área ardida, que no caso Português, tem atingido níveis
insustentáveis.
Este trabalho enquadra-se no projecto DMACIF da Academia Militar, com uma duração
prevista de 3 anos, com início no ano 2005 e que se encontra a ser realizado em parceria com
o Instituto Superior Técnico. Neste projecto em que realiza o desenvolvimento de um projéctil
de artilharia para combate a incêndios florestais, deu-se continuidade ao trabalho elaborado no
primeiro ano de trabalho, desenvolvendo-se o conceito estabelecido no final do primeiro ano. A
este produto, foi atribuído o acrónimo: FIREND.
A segunda fase de trabalho foi centrada no estudo da eficácia do projéctil, ensaiando-se o
funcionamento de cada um dos vários sistemas constituintes individualmente. Foi também
efectuado um estudo da aerodinâmica e trajectórias do projéctil.
No final desta fase do projecto, foi produzido um protótipo que reflecte as últimas soluções
adoptadas.
PALAVRAS-CHAVE
Projéctil de Artilharia
Combate a Incêndios
Dispositivo Inerte de Accionamento Mecânico
Análise Computacional
Desenvolvimento de Produto

IV

V
ABSTRACT The environmental and economical importance of forests associated with the large amount of
fires that occur in Portugal every year, resulted in the need of alternative equipment and
methods to apply in fire combat.
The work reported is part of a 3-year project of Academia Militar, named: DMACIF and where
the main issue is the development of an inert fire fighting projectile. The work of this second
phase, started based on the accomplishments of the first phase developments. The acronym
selected for this product is FIREND.
The second phase of the project work consisted in the study of the projectile efficiency,
including the individual study of each of the mechanical systems and components of the
FIREND product. It was also made the study of the aerodynamics and trajectory of the FIREND
projectile.
At the final stage of the project and reflecting the solutions adopted during this phase of the
project a prototype was produced.
KEY-WORDS
Artillery Projectile
Forest Fire Fighting
Inert Mechanical Device
Computational Analysis
Product Development

VI

VII
ÍNDICE
AGRADECIMENTOS I RESUMO III PALAVRAS-CHAVE III ABSTRACT V KEY-WORDS V ÍNDICE VII LISTA DE FIGURAS IX LISTA DE TABELAS XIII NOMENCLATURA XV 1 INTRODUÇÃO E OBJECTIVOS 1
1.1 ESTRUTURA DA TESE 3 2 ESTADO DA ARTE 5
2.1 INTRODUÇÃO 5 2.2 PANORAMA FLORESTAL EM PORTUGAL 5
2.2.1 EVOLUÇÃO METEOROLÓGICA 5 2.2.2 INCÊNDIOS FLORESTAIS EM PORTUGAL 6
2.3 TRABALHO DESENVOLVIDO NA PRIMEIRA FASE 8 2.4 CORTE POR ARROMBAMENTO 10
2.4.1 INTRODUÇÃO 10 2.5 BALÍSTICA 11
2.5.1 BALÍSTICA INTERNA 12 2.5.2 BALÍSTICA EXTERNA 14
2.6 INTRODUÇÃO AOS ELEMENTOS FINITOS E VOLUMES FINITOS 16 2.6.1 CONSIDERAÇÕES GERAIS 16 2.6.2 ELEMENTOS E FAMÍLIA 17 2.6.3 MODELOS DE MATERIAL 17
2.7 VOLUMES FINITOS 21 2.7.1 OBJECTIVOS 21 2.7.2 METODOLOGIA 21
3 SISTEMAS A ESTUDAR 33 3.1 INTRODUÇÃO 33 3.2 CADEIA EVOLUTIVA 33 3.3 CONCEITO INICIAL 34 3.4 SUB-SISTEMAS ESTUDADOS 35
3.4.1 SUB-SISTEMA DE EJECÇÃO DA CARGA 35 3.4.2 TAMPA DO COMPARTIMENTO DE CARGA 35 3.4.3 SISTEMA FUSÍVEL 36 3.4.4 CINTA DE TRAVAMENTO 37 3.4.5 COMPARTIMENTO DE CARGA 37 3.4.6 ESPOLETA 38
4 MATERIAL ESCOLHIDO PARA PROJECTO 39 4.1 INTRODUÇÃO 39 4.2 MATERIAIS PARA A CONSTRUÇÃO DO PROTÓTIPO 39
4.2.1 ESTRUTURA DA GRANADA 39 4.2.2 PUNÇÃO E MATRIZ 40 4.2.3 CINTA DE TRAVAMENTO 41
5 REALIZAÇÃO DOS ENSAIOS EXPERIMENTAIS 43 5.1 INTRODUÇÃO 43 5.2 ESTUDO DA TAMPA 43
5.2.1 MATERIAL EXPERIMENTAL UTILIZADO 44 5.2.2 MONTAGEM E PROCEDIMENTO EXPERIMENTAL 45 5.2.3 RESULTADOS OBTIDOS 47
5.3 ENSAIO EXPERIMENTAL DA MEMBRANA FUSÍVEL 48 5.4 ESTUDO DA CINTA DE TRAVAMENTO 49
5.4.1 ESTUDO DA COMPOSIÇÃO QUIMICA DA CINTA DE TRAVAMENTO 50 5.4.2 DUREZA DA CINTA DE TRAVAMENTO 52

VIII
5.5 ENSAIOS EM CAMPO 53 6 CÁLCULO ESTRUTURAL ANALÍTICO 55
6.1 DIMENSIONAMENTO DA MOLA 55 6.2 DIMENSIONAMENTO DO VEIO 57
6.2.1 CÁLCULO DO VEIO EM REGIME ESTACIONÁRIO 57 6.2.2 CÁLCULO DO VEIO EM REGIME TRANSIENTE 59
6.3 DIMENSIONAMENTO DO MECANISMO DE CORTE PARA À MEMBRANA DE 1mm DE ESPESSURA 61 6.4 MEMBRANA FUSÍVEL 61
6.4.1 1º ESTADO-FASE DE ARMAZENAMENTO 61 6.4.2 2º ESTADO – FASE DO IMPACTO 64
6.5 MATRIZ E PUNÇÃO UTILIZADOS NO PROCESSO 65 6.5.1 PUNÇÃO 68
7 ELEMENTOS FINITOS 71 7.1 INTRODUÇÃO 71 7.2 MODELO 71
7.2.1 CONSTRUÇÃO DO MODELO 71 7.3 MALHA 75
7.3.1 MALHA UTILIZADA 75 7.4 RESULTADO PARA AS ESTAMPAS PLANAS 77
7.4.1 APRESENTAÇÃO DO PERFIL DE TENSÕES NA ZONA DE CORTE 80 7.5 RESULTADOS DAS MEMBRANAS 84
7.5.1 MEMBRANA DE 1.2mm E DE 1mm DE ESPESSURA 84 7.6 ESTUDO DA APLICAÇÃO DA CARGA DA MOLA 87
8 ESTUDO AERODINAMICO DO PROJÉCTIL 89 8.1.1 OBJECTIVOS 89
8.2 CONSTRUÇÃO DE SIMULAÇÃO 90 8.2.1 VERIFICAÇÃO 91 8.2.2 VALIDAÇÃO 96 8.2.3 SIMULAÇÃO DA GEOMETRIA FIREND 97
8.3 ANALISE DE TRAJECTÓRIAS 100 9 CONCLUSÕES 105 10 DESENVOLVIMENTOS FUTUROS 107 REFERÊNCIAS BIBLIOGRÁFICAS 109 ANEXOS A 1 ESTUDOS AERODINAMICOS A 1 REPRESENTAÇÃO GRÁFICA DOS MODELOS CONSIDERADOS A 7

IX
LISTA DE FIGURAS Figura 2 1 - Índice Meteorológico Acumulado no período 2002 - 2007[1] 5 Figura 2 2 - Comparação do número de ocorrências no período 2002 - 2007[1] 6 Figura 2 3 - Área ardida no período 2002 – 2007[1] 6 Figura 2 4 - Levantamento provisório da área ardida no ano de 2007 [1] 7 Figura 2.5 - Evolução do conceito do projéctil [2] 8 Figura 2.6 - Engenharia inversa [2] 9 Figura 2.7 - Resultado obtido em representação 3D com corte de secção [2] 9 Figura 2.8 - Tensões de corte na zona da folga [2] 10 Figura 2.9 - Diferentes fases do corte por arrombamento; a) contacto entre o punção e a chapa, b) ligeira flexão no início da deformação, c) deformação plástica e abertura de fendas, d) separação completa da peça e d) extracção da peça e inversão de movimento do punção [3] 10 Figura 2.10 - Evolução da força de corte com o deslocamento do punção, durante as fases de repuchamento e penetração. [3] 11 Figura 2.11 - Curva Pressão vs Percurso[4] 13 Figura 2.12 - Trajectórias consideradas no Tiro de Artilharia[5] 14 Figura 2.13 - Elementos da Trajectória Intrínsecos[6] 14 Figura 2.14 - Elementos da Trajectória Intrínsecos[6] 15 Figura 2.15 - Elementos de Trajectória Finais [6] 15 (2-2) 16 Figura 2.16 - Família dos elementos mais utilizados em Abaqus [7] 17 Figura 2.17 - Evolução das tensões em função das extensões consideradas pelo Abaqus [7] 18 Figura 2.18 - Representação do corte por arrombamento [8]. 20 Figura 2.19 - Evolução da extensão durante o corte por arrombamento [8]. 20 Figura 2.20 - Referenciais referentes ao estudo 22 Figura 3.1 – Evolução histórica do conceito dos projécteis de accionamento mecânico 34 Figura 3.2 - Conceito anterior 34 Figura 3.3 – Zona da mola onde armazena a energia elástica responsável pela a extracção da carga 35 Figura 3.4 - Tampa do compartimento de carga isola a carga e protege-a da detonação inicial 36 Figura 3.5 - Mecanismo de accionamento permite libertar a carga sem recurso a explosivos 36 Figura 3.6 - Cinta de Travamento confere rotatividade à trajectória da granada 37 Figura 3.7 - Redimensionamento da estrutura para maior volume de carga e menor peso 37 Figura 3.8 - Espoleta com forma arredondada para máxima absorção de Energia no Impacto 38 Figura 4.1 - Diagrama de penetração de têmpera [16] 40 Figura 4.2 - Diagrama de revenido [16] 40 Figura 4.3 - Austenização do material a 950ºC - 30 minutos (Diagrama das curvas S) [16] 40 Figura 5.1 - Sistema de aquisição de dados IOTEC 44 Figura 5.2 - Laser Micro-Epsilon Messtechnik 44 Figura 5.3 - Prensa Hidráulica CNC de duplo efeito (Maquidral) – Laboratório da Secção de Tecnologia Mecânica. 45 Figura 5.4 - Tampa com cavidade para 2 O-rings com 5mm de secção 46 Figura 5.5 - Tampa com cavidade para 2 O-rings com 3mm de secção 46 Figura 5.6 - Tampa com cavidade para 1 O-ring com 5mm de secção 46 Figura 5.7 - Montagem utilizada nos ensaios experimentais 46 Figura 5.8 - Força Máxima de Extracção da Tampa 47 Figura 5.9 - Ensaio para um O-ring de 4mm 47 Figura 5.10 - Influência da lubrificação na Força de Extracção da Tampa (1 O-ring de 4mm) 48 Figura 5.11 - Gráfico da força de corte de uma membrana fusível de 1.2mm 49 Figura 5.12 - Montagem utilizada para análise da composição da cinta de travamento 50 Figura 5.13 - Ampliação da Cinta de Travamento: 100x 51 Figura 5.14 - Ampliação da Cinta de Travamento: 500x 51 Figura 5.15 - Ampliação da Cinta de Travamento: 1000x 51

X
Figura 5.16 - Análise da composição da amostra da Cinta de Travamento 51 Figura 5.17 - Análise Microscópica da Composição da Cinta de Travamento 51 Figura 5.18 - Durometro para fazer ensaios a cinta de travamento 52 Figura 5.19 - Primeiro local de ensaio, altura 5m 53 Figura 5.20 - Segundo local de ensaio altura 11.5m e 28.7m 54 Figura 6.3 - Os vários comprimentos equivalentes de colunas e respectivas condições de fronteira; (a) uma das extremidades livre e a outra encastrada; (b) ambas as extremidades fixas mas com possibilidade de rotação; (c) uma das extremidades encastrada e a outra fixa com possibilidade de rotação; (d) ambas as extremidades encastradas. [21] 60 Figura 6.4 - Representação das condições de fronteira do veio. 60 Figura 6.5 - Variação da Carga Crítica com o raio do veio 61 Figura 6.6 - Variação do peso com o raio do veio 61 Figura 6.7 - Esforços impostos pela mola e matriz na membrana 62 Figura 6.8 - Evolução da carga suportada pela membrana dentro do domínio elástico em função da espessura da membrana para um coeficiente de segurança de 1.2 63 Figura 6.9 - Força de corte necessária contabilizando a força da mola em função da espessura da membrana 64 Figura 6.10 - Sistema de corte 65 Figura 6.11 - Geometria das matrizes [22] 66 Figura 6.12 - Folga em função da espessura do arco para os cinco tipos de folgas 67 Figura 6.13 - Variação do diâmetro da matriz em função da folga aplicada e da espessura do arco 67 Figura 7.1 - Representação da estampa plana 72 Figura 7.2 - Representação das membranas estudadas, a) geometria resultante da primeira fase, b) nova geometria 72 Figura 7.3 - Condições de fronteira e contacto 73 Figura 7.4 - Condições de fronteira e contacto para a membrana de 1.2mm de espessura 74 Figura 7.5 - Condições de fronteira e contacto para a membrana de 1mm de espessura 74 Figura 7.6 - Condições de fronteira e contacto para a membrana de 1.2mm de espessura com aplicação da força da mola 74 Figura 7.7 - Condições de fronteira e contacto para a membrana de 1 mm de espessura com aplicação da força da mola 74 Figura 7.8 - Malha Final 16808 Elementos para 1mm de espessura 75 Figura 7.9 - Malha para a membrana de 1.2mm 76 Figura 7.10 - Malha para a membrana de 1mm 76 Figura 7.11 - Malha para a membrana de 1.2mm 76 Figura 7.12 - Malha para a membrana de 1mm 76 Figura 7.13 - Evolução da energia Total do Sistema para 0.5mm de espessura 77 Figura 7.14 - Evolução da força de corte para 0.5mm de espessura 77 Figura 7.15 - Evolução da energia Total do Sistema para 1mm de espessura 77 Figura 7.16 - Evolução da força de corte para 1mm de espessura 77 Figura 7.17 - Evolução da energia Total do Sistema para 1.5mm de espessura 78 Figura 7.18 - Evolução da força de corte para 1mm de espessura 78 Figura 7.19 - Tensão de Von Mises no incremento 1763 e step time 1e-5 78 Figura 7.20 - Tensão de Von Mises no incremento 22850 e step time 1.3e-4 78 Figura 7.21 - Tensão de Von Mises no incremento 54527 e step time 3.1e-4 79 Figura 7.22 - Tensão de Von Mises no incremento 83068 e step time 4.7e-4 79 Figura 7.23 - Tensão de Von Mises no incremento 102887 e step time 5.8e-4 79 Figura 7.24 - Pormenor da flexão devido ao Momento-flector no incremento 91176 step time 5.15e-4 79 Figura 7.25 - Definição dos caminhos a serem estudados 80 Figura 7.26 - Evolução das tensões principais máximas através dos caminhos 81 Tabela 7.5 - Comparação da tensão equivalente dos modelos computacionais com os teóricos 81 Figura 7.27 - Tensões de Von Mises na zona da folga 81 Figura 7.28 - Evolução dos estados de tensão ao longo dos caminhos 82 Figura 7.29 - Representação das tensões de corte máximas, para um incremento 38673 e step time 2.2E-4 82 Figura 7.30 - Representação das tensões de corte máximas, para um incremento 38673 e step time 2.2E-4 83

XI
Figura 7.31 - Tensões de corte na zona da folga 83 Tabela 7.6 - Comparação dos valores da tensão de corte obtidos e Teóricas 83 Figura 7.32 - Evolução da força de corte; a) membrana 1.2mm configuração antiga, b) membrana 1mm nova configuração 84 Figura 7.33 - Definição dos caminhos a serem estudados; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura 85 Figura 7.34 - Gráfico da evolução das tensões principais na zona da folga; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura 85 Figura 7.35 - Gráfico da evolução das tensões principais na zona da folga; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura 86 Figura 7.36 - Deformação da membrana fusível de 1.2mm quando aplicada a mola; a) representação 2D,b) representação 3D 87 Figura 7.37 - Deformação da membrana fusível de 1mm quando aplicada a mola; a) representação 2D,b) representação 3D 87 Figura 8.1 - Ilustração da geometria do projecti 90 Figura 8.2 - Geometrias em análise 90 Figura 8.3 - Coeficiente de arrasto para um cilindro e um cilindro com ponta semiesférica [10]. 91 Figura 8.4 - Domínio computacional 92 Figura 8.5 - Perfis dos valores de Mach na primeira geometria 93 Figura 8.6 - Perfis do contorno de pressão na primeira geometria 93 Tabela 8.4 – Resultados finais devido a aplicação das condições de fronteira turbulentas. 94 Figura 8.7 - Perfis dos valores de Mach na segunda geometria 94 Figura 8.8 - Perfis do contorno de pressão na segunda geometria 95 Figura 8.9 - Representação da elevada turbulência da zona traseira do projéctil 95 Figura 8.10 – Dimensões da terceira geometria [9] 96 Figura 8.11 - Perfis dos valores de Mach na terceira geometria 97 Figura 8.12 - Perfis do contorno de pressão na terceira geometria 97 Figura 8.13 - Forças aplicadas no projéctil 97 Figura 8.14 - Momentos aplicados no CG do projéctil 97 Figura 8.15 - Distribuição de pressões para os vários ângulos de ataque; a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º. 98 Figura 8.16 - Variação do numero de Mach para os vários ângulos de ataque, a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º.. 99 Figura 8.17 - Linhas de corrente em torno do projéctil para os vários ângulos de ataque, a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º. 99 Figura 8.18 - Trajectória para um ângulo de 30º a) alcance real, b) casos limite 101 Figura 8.19 - Trajectória para um ângulo de 45º a) alcance real, b) casos limite 101 Figura 8.20 - Trajectória para um ângulo de 60º a) alcance real, b) casos limite 101 Figura 8.21 - Variação do ângulo de ataque Vs tempo a) ângulo de30º, b) ângulo de 45º, c) ângulo de 60º 102 1º Modelo de Johnson - Cook A 7 2º Modelo de Johnson - Cook A 7 3º Modelo de Johnson - Cook A 7 Comparação dos três modelos de Johnson-Cook A 8 Evolução dos modelos para uma velocidade de deformação de 1/s A 8 Evolução dos modelos para uma velocidade de deformação de 10/s A 8 Evolução dos modelos para uma velocidade de deformação 100/s A 8 Evolução dos modelos para uma velocidade de deformação de 200/s A 8 Evolução dos modelos para uma velocidade de deformação de 500/s A 8 Evolução dos modelos para uma velocidade de deformação de 750/s A 8 Evolução dos modelos para uma velocidade de deformação 1000 /s A 9 Evolução dos modelos para uma velocidade de deformação 1250 /s A 9 Evolução dos modelos para uma velocidade de deformação 1500 /s A 9 Evolução dos modelos para uma velocidade de deformação de 1750 /s A 9 Evolução dos modelos para uma velocidade de deformação 2000 /S A 9

XII

XIII
LISTA DE TABELAS Tabela 2.1 - Elementos da trajectória Intrínsecos[6] 15 Tabela 2.2 - Elementos da trajectória iniciais [6] 15 Tabela 2.3 - Tabela Elementos de Trajectória Finais [6] 15 Tabela 2.4 - Constantes do modelo k- ε [10] 29 Tabela 4.1 - Propriedade do Aço AISI 1045 [14] 39 Tabela 4.2 Tabela com propriedades do material 1705CuSn12 [17] 41 Tabela 5.1 - Registos da força e trabalho dos ensaios experimentais das membranas 49 Tabela 5.2 - Medições da composição da cinta de travamento 52 Tabela 5.3 – Representação do resultado da queda dos projecteis 54 Tabela 6.1 – Massa dos elementos da granada projectados pela mola 55 Tabela 6.2 – Aproximações efectuadas para a determinação da mola 55 Tabela 6.3 – Modelos de molas que enquadrados nos requisitos de projecto 56 Tabela 6.4 – Valores obtidos para a deformação do veio 59 Tabela 6.5 – Valores obtidos no cálculo da espessura mínima para suportar a carga exigida pela mola 63 Tabela 6.6 – Dados referentes ao punção [22] 66 Tabela 6.7 – Tipos de folga existentes 67 Tabela 6.8 – Força máxima suportada pelo punção 69 Tabela 7.1 - Valores de espessuras utilizadas 72 Tabela 7.2 - Características das malhas utilizadas 77 Tabela 7.3 - Forças de corte 78 Tabela 7.4 - Tensões principais Abaqus, Teórica de Tresca e Teórica de Von Mises 81 Tabela 8.1 Condições de saída do obus 89 Tabela 8.2 Propriedades do projéctil 90 Tabela 8.3 Resultados dos coeficientes de arrasto para vários modelos turbulentos 92 Tabela 8.4 – Resultados finais devido a aplicação das condições de fronteira turbulentas. 94 Tabela 8.5 – Dados da simulação [9] 96 Tabela 8.6 - Resultados da simulação 96 Tabela 8.7 – Condições limites das trajectórias 100 Valores dos varios modelos de Johnson-Cook A 7

xiv

XV
NOMENCLATURA
A Área da secção; [A] = mm2 .
C Constante de correcção; Constante de transformação.
d diâmetro; [d] = mm .
dp Diâmetro do punção; [dp] = mm .
dn Diâmetro nominal da punção; [dn] = mm .
E Módulo de Young (elasticidade); [E] = GPa .
Eanálise Módulo de Young de análise influenciado pelo coeficiente C; [E] = GPa .
Eens Energia de ensaio; [Eens] = J .
e Espessura; [e] = mm .
F Força; [F] = N .
Fapl Força aplicada; [Fapl] = N .
Fc Força de corte; [Fc] = N .
Fcm Força de choque mínimo; [Fcm] = N .
Fel Força elástica; [Fel] = N .
Fexp Força de expulsão; [Fexp] = N .
Ff Força para o forjamento; [Ff] = N .
Fn Força normal; [Fn] = N .
Ft Força tangencial; [Ft] = N .
GPa Giga Pascal .
g Aceleração da gravidade; [g] = 2sm
.
H. H. Horas de trabalho por homem.
h Altura; [h] = mm.
i raio de giração; Parâmetro adimensional.
J Joule.
jr Folga radial; [jr] = mm.
k Coeficiente de elasticidade .
kg Kilograma.
l comprimento; [l] = mm .
lf Comprimento no estado de compressão; [lf] = mm .
l0 Comprimento no estado de distensão; [l0] = mm .
M. O. Mão-de-obra.
M. P. Matéria-prima.
MPa Mega Pascal.

XVI
m3 Metro cúbico.
min Minuto.
mm Milímetro.
mm2 Milímetro quadrado .
mp Massa do projéctil; [mp] = kg .
ms Massa do sistema; [ms] = kg .
N Newton.
n Coeficiente de segurança.
na Contacto normal allow.
nda Contacto normal don’t allow.
p Perímetro de corte; [p] = mm .
QW Coeficiente de correcção aplicado à força máxima de corte para determinação
do trabalho de corte.
r Raio; [r] = mm .
tanálise Tempo de análise influenciado pelo coeficiente C; [t] = s .
treal Tempo real; [t] = s .
tang Contacto tangencial sem atrito.
u1 Grau de liberdade de translação no eixo 1.
u2 Grau de liberdade de translação no eixo 2.
ur3 Grau de liberdade de rotação sobre o eixo 3.
unid. Unidade.
v Velocidade; [v] = sm
.
v Velocidade de corte; [v] = sm
.
vreal Velocidade real; [v] = sm
.
vanálise Velocidade de análise influenciada pelo coeficiente C; [v] = sm
.
W Trabalho de corte; [W] = J .
w Ângulo de inclinação; [w] = º .
2D Duas dimensões.
α Ângulo de ataque; [α] = º .
γ Distorção.
γmax Distorção máxima.
δi Metade da tolerância inferior, [δi] = µm .
δm Tolerância de fabrico; [δm] = µm .
δs Metade da tolerância superior; [δm] = µm .

XVII
λ1 Esbelteza ideal. −
λ Esbelteza ideal.
µm mícron.
σ Ângulo de saída; [σ] = º .
σced Tensão de cedência; [σced] = Mpa .
σced análise Tensão de cedência de análise influenciada pelo coeficiente C; [σced] = Mpa .
σn Tensão normal de tracção; [σn] = Mpa .
τ Tensão de corte; [τ] = Mpa .
τcrit Tensão de corte crítica; [τcrit] = Mpa .
σR Tensão de rotura; [σR] = Mpa .
σR análise Tensão de rotura de análise influenciada pelo coeficiente C; [σR] = Mpa .
Ø Ângulo de inclinação da cunha; ângulo de corte; diâmetro; [Ø] = º; [Ø] = mm .
(x,y,z) Sistema de coordenadas ortogonal e fixo, em relação à posição dos elementos.
(1;2;3) Sistema de coordenadas ortogonal e fixo, em relação à posição dos elementos.
NGL Numero de graus de liberdade

XVIII

1
1 INTRODUÇÃO E OBJECTIVOS
Considerando a enorme importância que as florestas têm para todos os países, o projecto
toma interesse nacional visto procurar minimizar os efeitos de um flagelo que repetidamente o
assola: Os Incêndios Florestais.
O objectivo deste projecto é dar continuidade ao desenvolvimento do conceito de um projéctil
inerte de accionamento mecânico para o transporte e extracção eficaz de uma carga extintora
na vizinhança da área de impacto. O carácter inerte do projéctil vai conferir uma elevada
segurança na sua utilização e manuseamento, permitindo que seja aplicado tanto em teatros
de guerra, como num contexto civil.
No âmbito do desenvolvimento deste projecto estabeleceu-se uma parceria em que
Academia Militar (AM) e o Instituto Superior Técnico (IST) se aliaram com vista ao
desenvolvimento do produto. Apresentando este projecto duas grandes vertentes, o
desenvolvimento do projéctil e o estudo da substância extintora. Formaram-se dois pólos de
trabalho. O projecto mecânico, ou seja, o desenvolvimento do projéctil (ou granada), ficou a
cargo do IST e o projecto químico, contemplando o estudo da substância extintora, ficou a
cargo da AM.
O plano de trabalhos deste projecto esta dividido em três partes, o presente documento
corresponde á segunda parte do projecto, cujo objectivo foi a avaliação e evolução do conceito
existente, com recurso a uma análise estrutural, experimental, simulação numérica e análise
computacional da aerodinâmica e cálculo das trajectórias do projéctil.
Na primeira fase deste trabalho existiu a necessidade de avaliar todos os pontos mais
relevantes do anterior trabalho, seguindo-se a exploração e melhoramento de todos os pontos
menos fortes do trabalho anterior, nomeadamente espoleta, sistemas de libertação da carga e
compartimentos de carga.
Devido à “aura” de secretismo que envolve os aspectos, técnicas relacionadas com a
produção de material bélico, foi necessário recorrer com frequência metodologias de
engenharia inversa para determinar os materiais que constituem as munições.
A panóplia de ensaios experimentais realizados foi executada com vista à identificação e
correcção do maior número de falhas de funcionamento ainda durante a fase de projecto.
Da necessidade de determinar a força e energia necessária para provocar o corte da
membrana, no instante em que se dá o choque entre o projéctil e o solo. Tendo-se recorrido

2
aos elementos finitos, com o intuito de simular e prever as alterações das propriedades
mecânicas dos materiais a elevadas velocidades de deformação. A construção dos modelos de
simulação, passou numa primeira fase pela comparação dos valores obtidos pelo ABAQUS
com os valores teóricos ambos os cálculos a baixa velocidade.
Nesta segunda fase do projecto existiu alterações à geometria do projéctil, tendo a espoleta
sido alterada da forma cónica para uma calote esférica. Desta alteração surge a necessidade
de estudar esta nova configuração em termos aerodinâmicos e respectivas trajectórias. Neste
sentido recorreu-se à simulação pela técnica dos volumes finitos.
Durante a primeira fase foi criado um conceito base de funcionamento e dimensionamento do
projéctil. De modo a concretizar o objectivo delineado para esta segunda fase, que
corresponde numa primeira fase a uma avaliação e evolução do conceito existente com
recurso a uma análise estrutural e de aerodinâmica o trabalho foi organizado da seguinte
forma:
• Análise do trabalho desenvolvido no primeiro ano de projecto;
• Pesquisa bibliográfica e actualização dos dados mais relevantes;
• Selecção de pontos críticos do funcionamento do projéctil;
• Evolução do conceito e proposta de possíveis melhoramentos;
• Realização de ensaios experimentais e computacionais de análise do funcionamento
de sub-sistemas do projéctil;
• Produção de protótipos;
• Análise da aerodinâmica e cálculo da trajectória do projéctil;
• Conclusões;
• Desenvolvimentos futuros.
No capítulo 8 foram efectuados as modelações estruturais com base nos elementos finitos.
Tendo em conta a dificuldade em executar ensaios experimentais de impacto retratando as
condições reais de alta velocidade, próximo dos 200m/s, desenvolveu-se um modelo
computacional com o objectivo de simular os resultados experimentais existentes.
Numa primeira fase, centrou-se a atenção na obtenção de um modelo que simule o corte por
arrombamento para estampas planas à velocidade de 50mm/s, próximo da velocidade das
prensas que existem no Laboratório de Técnicas Avançadas de Fabrico da Secção de
Tecnologia Mecânica do IST. Desta modelação foi obtida a força de corte, e comparou-se os
valores modelados com os teóricos para o critério de tensão equivalente de Von Mises e de
Tresca. A segunda fase passou por se modelar duas membranas de geometrias diferentes:
uma com 1.2mm de espessura e outra com 1mm de espessura, comparando-se os resultados
obtidos computacionalmente com os resultados experimentais.

3
Por ultimo é aplicada a carga da mola a ambas as membranas e verifica-se o comportamento
de cada uma delas. Verificou-se ser muito difícil a obtenção de resultados coerentes perante a
incapacidade de se prever o comportamento para a velocidade de 200m/s (12km/min
=720Km/h),
No capitulo 9 foram realizados as analise de aerodinâmica e trajectórias recorrendo a um
software CFD, os resultados são positivos visto que o projéctil se comporta de forma estável
durante o voo. Contudo das análises também realizadas verificou-se que para ângulos de
disparo superiores a 60º~70º existem graves problemas de instabilidade devido ao aumento do
ângulo de ataque e aparecimento de um momento de viragem (Mx).
1.1 ESTRUTURA DA TESE
Após o capítulo da introdução, o relatório está estruturado da seguinte forma. Um capítulo
sobre a pesquisa bibliográfica e avaliação do conceito existente da primeira fase; na pesquisa
bibliográfica são apresentados os temas mais importantes e desenvolvidos neste projecto,
nomeadamente elementos de tiro, corte por arrombamento, fundamentos de elementos finitos
(FEM), tendo-se concluído este capítulo com as metodologias de simulação CFD.
A estratégia implementada e posta em pratica nesta segunda fase do projecto encontra-se,
detalhada no capítulo 3.
O capítulo 4 é referente aos materiais escolhidos para o projecto, com base nos
conhecimentos anteriores e adquiridos nesta fase.
Os ensaios experimentais, realizados as componentes mais críticas é descrito no capítulo 5.
O cálculo estrutural e analítico efectuado encontra-se descrito no capítulo 6
O capítulo 7 corresponde as principais modelações estruturais com base nos elementos
finitos
No Capitulo 8 é referente aos estudos efectuados as trajectórias e aerodinâmicas do projéctil
Os últimos capítulos são referentes as conclusões e desenvolvimentos futuros.

4

5
2 ESTADO DA ARTE
2.1 INTRODUÇÃO
As florestas representam um património nacional inestimável que deve ser preservado para bem
das gerações futuras. Para além do enorme peso a nível ecológico, são um forte recurso económico
e turístico, sendo vital a sua protecção.
Devido à falta de resultados nas campanhas de combate aos fogos levadas a cabo nos anos
transactos, gerou-se a necessidade de novas soluções. O aumento da eficácia dos meios utilizados
no combate aos incêndios é essencial.
O desenvolvimento de uma granada para a extinção de incêndios florestais poderá ser mais uma
das possíveis soluções, afim de ser utilizada no combate aos incêndios florestais.
2.2 PANORAMA FLORESTAL EM PORTUGAL
2.2.1 EVOLUÇÃO METEOROLÓGICA
Face ao tema do produto que se quer desenvolver, ser um meio de combate a incêndios florestais,
de seguida foi evidenciado um dos factores que afecta a ocorrência de incêndios, a evolução
meteorológica, e alguns dados relativos aos incêndios florestais em Portugal.
A evolução meteorológica é fulcral na análise de incêndios, visto que influencia largamente a sua
ocorrência. Os gráficos apresentados em seguida comprovam a relação directa existente entre os
dois campos.
Figura 2 1 - Índice Meteorológico Acumulado no período 2002 – 2007 [1]

6
Figura 2 2 - Comparação do número de ocorrências no período 2002 – 2007 [1]
Figura 2 3 - Área ardida no período 2002 – 2007 [1]
O crescimento ininterrupto do índice meteorológico diário (DSR) ao longo do período em estudo
conduziu a um agravamento da probabilidade de ocorrência de incêndios. Como dado de
comprovação, pode analisar-se o crescimento tanto dos números relativos à área ardida como no
número de ocorrências registado.
2.2.2 INCÊNDIOS FLORESTAIS EM PORTUGAL
De acordo com a informação existente na base de dados nacional de apuramento de incêndios,
durante o período entre 15 de Maio e 30 de Setembro de 2007, registou-se uma melhoria assinalável
na situação dos Incêndios em Portugal, relativamente aos anos transactos.
Fazendo um apanhado dos principais dados referentes ao presente ano até 30 de Setembro, no
que respeita a incêndios florestais, eis os resultados mais significativos:
- Registaram-se 10.395 ocorrências (distribuídas por 1.567 incêndios florestais e 10.395 fogachos),
as quais foram responsáveis por 16.605 hectares de área ardida (7.583ha de povoamentos e 9.022ha
de matos).

7
- Grandes incêndios com área superior a 100ha: são 20 incêndios desde o início do ano, que
somam 8.486ha (51.1% do total de área ardida), sendo o maior, ate há data, o que ocorreu no
Sardoal (distrito de Santarém) com uma área de 1.864ha. [1]
Figura 2 4 - Levantamento provisório da área ardida no ano de 2007 [1]
Verificou-se um decréscimo do número de ocorrências comparativamente com o valor médio
apurado para o período. A área ardida apresenta um decréscimo significativo face à média de igual
período
Tal como já foi referido, evoluiu-se para um número inferior de ocorrências, comparando com o
valor médio apurado para o período 2002-2006. A área ardida apresenta um decréscimo significativo
face à média de igual período (213.885ha [1]) e muito expressivo face a 2005 (320.408ha [1]).

8
2.3 TRABALHO DESENVOLVIDO NA PRIMEIRA FASE
Este projecto, esta a ser desenvolvido em três fases o presente trabalho correspondente a segunda
fase do projecto. Existindo portanto uma base de desenvolvimento para esta segunda fase, que foi
desenvolvida pela Academia Militar (AM) e pela Secção de Tecnologia Mecânica do Instituto Superior
Técnico (IST).
Durante a primeira fase do projecto existiu a necessidade de gerar um conceito inovador que serviu
de ponto de partida para o presente trabalho. Procedeu-se ao desenvolvimento de vários conceitos
que culminaram na configuração final que transitou para esta fase. A configuração em questão diz
respeito à última configuração representada na Figura 2.5. tendo as outras sido o ponto de partida
para esta.
Figura 2.5 - Evolução do conceito do projéctil [2]
Após o desenvolvimento do conceito verificou-se que a informação sobre o material militar é
bastante omissa no que concerne a aspectos técnicos de projecto e detalhes construtivos. Entre eles
pode citar-se: propriedades físicas e mecânicas, dimensões, centro de massa, sequência de
montagem [2]
Foi necessário recorrer à prática de engenharia inversa, a fim de adquirir o maior volume de
informação possível acerca deste tipo de projécteis. Este processo foi realizado no Laboratório de
Explosivos da Marinha, procedendo-se ao desmantelamento de algumas munições. Realizou-se
também a obtenção das dimensões reais do projéctil e seus perfis recorrendo a um Scan3D. [2]

9
Figura 2.6 - Engenharia inversa [2]
Com uma base de conceito determinada e a aprendizagem retirada da engenharia inversa,
executou-se o dimensionamento dos vários componentes, recorrendo tanto ao cálculo analítico com
computacional. Tendo ainda neste processo sido escolhidos os materiais que compunham as várias
componentes da munição.
Os cálculos computacionais efectuados no estudo das componentes escolhidas, foram divididos em
duas análise distintas afim de reduzir a complexidade das análises dinâmicas:
Análise do impacto da estrutura exterior contra um corpo rígido (Figura 2.7). Trata-se de uma
análise de elementos finitos, dinâmica, com método Lagrangeano em domínio axissimétrico. Esta
análise foi executada com o uso de condições de contacto entre superfícies, sendo que algumas
destas superfícies rígidas e outras deformáveis. (Figura 2.8).
A análise do impacto foi composta apenas com os constituintes exteriores - a espoleta, a ogiva e o
corpo do chassis - com o objectivo de determinar a deformação total das partes [2]
Figura 2.7 - Resultado obtido em representação 3D com corte de secção [2]

10
A análise do arrombamento de membranas fusíveis com diferentes espessuras tem como principal
objectivo estudar as energias envolvidas neste processo tecnológico e efectuar uma comparação dos
resultados analíticos versus modelação numérica.
A modelação permite, de uma forma barata, realizar uma antevisão dos ensaios experimentais. [2]
Figura 2.8 - Tensões de corte na zona da folga [2]
2.4 CORTE POR ARROMBAMENTO
2.4.1 INTRODUÇÃO
O corte por arrombamento é um dos processos tecnológicos mais utilizados no corte de chapa.
Pode também ser aplicado a outras formas como em varão ou barra, em tubo ou perfis estruturais.
No caso do corte efectuado em chapa de aço, dependendo das características do material, com
especial foco na sua tensão de rotura, e da geometria do perímetro de corte, o limite de espessura a
cortar com recurso a esta técnica situa-se entre os 6 e os 8mm.[3]
Este processo tecnológico caracteriza-se por ser realizado habitualmente a frio, recorrendo-se ao
aquecimento do material apenas quando a espessura é elevada ou quando o material apresentar
características de frágil. Permite elevadas taxas de produção sem afectar a qualidade das peças
produzidas. As características do material não sofrem alterações com o processo de fabrico. O rigor
dimensional e a precisão obtidos são bons e os custos de aplicação são relativamente baixos [3]
Na Figura 2.9 estão representadas as várias fases do processo.
Figura 2.9 - Diferentes fases do corte por arrombamento; a) contacto entre o punção e a chapa, b) ligeira flexão no início da
deformação, c) deformação plástica e abertura de fendas, d) separação completa da peça e d) extracção da peça e inversão de movimento do punção [3]

11
Figura 2.10 - Evolução da força de corte com o deslocamento do punção, durante as fases de repuchamento e penetração. [3]
Sendo que a sua força máxima pode ser calculada através da seguinte equação.
epF R ×××= σ8.0max (2-1)
2.5 BALÍSTICA
Este capítulo visa contextualizar o trabalho no tema tiro de Artilharia, expondo informação sobre
alguns elementos importantes na sua compreensão. De modo a ser possível concretizar os objectivos
propostos para a granada, foi essencial ter em consideração conceitos de Balística. Esta ciência
estuda o movimento dos projécteis disparados por armas de fogo e seus factores condicionantes.
Podem identificar-se duas componentes, uma teórica e outra prática, sendo que na primeira se
analisa matematicamente o movimento dos projécteis com base em princípios teóricos e na segunda
se estuda cientificamente o movimento dos projécteis e a resistência que estes apresentam ao ar
com base em instrumentos de medida.
De modo a conseguir estudar os fenómenos da Balística, esta foi dividida em duas vertentes:
Interna e Externa1. A Balística Interna trata do movimento dos projécteis no interior do tubo, dos
factores que o influenciam e fenómenos que o acompanham, como a velocidade inicial, recuo,
aquecimento, desgastes, entre outros. A Balística Externa comporta os fenómenos relativos ao
movimento dos projécteis e seus factores dominantes desde que estes abandonam o tubo até ao
ponto de impacto (ex.: trajectória ou derivação).
1 Existe ainda outra subcategoria, a Balística dos Efeitos, que estuda o comportamento e acção dos projécteis sobre o objectivo dos seus factores condicionantes, abordando temas como a dispersão do tiro, ricochetes ou análise de crateras. No entanto, dado o estado de amadurecimento do projecto, este tema não foi contemplado.

12
2.5.1 BALÍSTICA INTERNA
Neste sub-capítulo é detalhado o estudo e construção de bocas de fogo. De seguida apresenta-se
alguma terminologia própria da Balística, essencial para a compreensão deste tema.
Boca de Fogo – arma
Eixo da Boca de Fogo – eixo geométrico do tubo.
Plano da Boca e da Culatra – planos perpendiculares ao eixo do tubo, anterior e posterior.
Obturação – fecho do tubo no plano da culatra conferindo-lhe hermeticidade.
Alma – volume compreendido entre a parte anterior do obturador e o plano da boca.
Câmara de combustão – zona anterior do obturador e a origem da zona estriada.
Calibre – diâmetro entre 2 campos ou intervalos opostos de um tubo.
2.5.1.1 ESTUDO E CONSTRUÇÃO DE BOCAS DE FOGO
No estudo e construção de bocas de fogo, existe um conjunto de factores a ter em conta, factores
esses que são também pilares dos estudos de Balística Interna, nomeadamente, a carga propulsora,
movimento do projéctil, a análise do conjunto boca de fogo – Munição e a velocidade inicial do
projéctil, que serão em seguida abordados.
A Carga Propulsora é responsável pela projecção do projéctil com vista a que este atinja o
objectivo. Esta carga é activada através de um percutor, que, por sua vez, inicia uma cadeia de fogo,
composta por um explosivo primário, mais reactivo, mas também menos intenso. Este explosivo é
responsável por fazer actuar um explosivo secundário com capacidade para lançar o projéctil até ao
objectivo. Existem vários factores a considerar nesta sequência, com grande peso no resultado final,
os quais se encontram enumerados e decompostos em seguida:
- A velocidade de propagação pode dividir-se em três categorias: combustão – propagação
rápida da reacção (inferior a 400m/s); deflagração – propagação muito rápida (superior a
400m/s); detonação – propagação extremamente rápida (superior a 3000m/s).
- Os compostos explosivos básicos utilizados neste tipo de aplicação podem ser agrupados
nas seguintes categorias: Base Simples, como a nitrocelulose utilizada em munições de
Artilharia, Base Dupla, como a nitrocelulose ou a nitroglicerina aplicada em Morteiros e
Mísseis, ou Base Múltipla, com mais do que dois componentes, aplicada em alguns
mísseis.
- Para se apurarem as características dos explosivos, é comum a utilização de aditivos que
poderão contribuir para vários factores. Como exemplo, para o aumento da estabilidade
pode ser utilizada Difenilamina. Na diminuição da bigroscopicidade, pode ser aplicado
dibutilftalato enquanto o dinitrotolueno pode ser utilizado para se reduzir a velocidade de
combustão.

13
- O formato e dimensão dos grãos são muito importantes para a vivacidade e
progressividade. Aos grãos de composto explosivo monoperfurados atribui-se a designação
de neutros, sendo os multiperfurados denominados progressivos e os não perfurados como
regressivos.
Da energia total desenvolvida pela carga propulsora, apenas 32% é responsável pelo movimento
dos projécteis. A restante carga tem o seguinte fim: 62% surge na forma de calor, energia cinética
dos gases, ou é atribuída a carga não consumida e 6% é empregue no corte da cinta de travamento e
no recuo.[4]
Os Movimentos do Projéctil são de dois tipos: translação – componente longitudinal dos gases; ou
de rotação – atribuída à actuação das estrias na cinta de travamento. No movimento do projéctil
analisa-se o início do movimento com a deflagração, pressão e resistência do projéctil ao movimento
(inércia). [4]
O estudo do grupo Boca de Fogo – Munição é importante como análise de conjunto, visto que
existem vários factores que são influenciados pelos dois intervenientes. O factor pressão é a chave
desta aliança sendo a sua evolução ao longo do tubo crucial. Se considerarmos um aumento da
velocidade de combustão esta derivará num aumento da pressão. No entanto, um aumento do
volume da câmara de combustão irá diminuir a pressão resultante. Considerando a resistência da
alma do tubo, o ponto de pressão máxima representa uma marca de viragem. Até este ponto, o
aumento da resistência provoca um aumento de pressão. Depois deste ser ultrapassado, a pressão
vai diminuindo. A diminuição da pressão pode também ser atribuída ao escape de gases entre o
projéctil e a alma do tubo derivado de uma deficiente obturação. [4]
Figura 2.11 - Curva Pressão vs Percurso[4]
A Velocidade Inicial é influenciada por vários factores, sendo que se torna interessante analisar a
contribuição individual de cada um no tiro.

14
2.5.2 BALÍSTICA EXTERNA
O conceito fundamental para os estudos na área da balística externa e trajectória. Ou seja a curva
descrita pelo centro de gravidade do projéctil, desde que este abandona a boca de fogo até ao ponto
de queda. A noção de trajectória é, na realidade, tridimensional, sendo esta afectada por inúmeros
factores. [5]
Figura 2.12 - Trajectórias consideradas no Tiro de Artilharia[5]
Como características principais de uma trajectória podemos referir a apresentação de uma
concavidade virada para baixo e inclinação descendente. Dividindo a mesma em dois ramos, o
ascendente é maior que o descendente, sendo a velocidade inicial superior à registada no restante
trajecto. O ângulo de queda da granada é maior que o ângulo de projecção e a abcissa do vértice
ultrapassa metade do alcance. A relação tempo/distância é menor no ramo ascendente e a
velocidade mínima regista-se no ponto de queda. [5]
2.5.2.1 ELEMENTOS DE TRAJECTÓRIA PARA O TIRO
Os Elementos da Trajectória são divididos em três famílias: intrínsecos, iniciais e finais. Em seguida
apresenta-se informação técnica referente aos elementos da Balística Externa, com vista a clarificar
os conceitos apresentados anteriormente. [6]
Elementos da Trajectória Intrínsecos
Figura 2.13 - Elementos da Trajectória Intrínsecos[6]

15
Origem (O) Base da Trajectória (OQ) Horizonte da Arma (H) Inclinação num ponto da trajectória (θ ) Vértice (V) Duração Total do Trajecto Ramo Ascendente e Descendente Duração do Trajecto (t) Flecha (Y) Velocidade Restante Ponto de Queda (Q) Alcance (X)
Tabela 2.1 - Elementos da trajectória Intrínsecos[6] Elementos da Trajectória Iniciais
Figura 2.14 - Elementos da Trajectória Intrínsecos[6]
Linha de Tiro (OB) Sítio ( ε + γ )
Velocidade Inicial (Vo) Correcção Complementar do alcance (Q – Q’) Linha de Projecção (O - Vo) Ângulo de tiro - Ângulo de Alça ( α ) Ângulo de Levantamento (ρ) Elevação ( E )
Linha de Sítio (OC) Ângulo de Projecção ( δ ) Ângulo de Sítio (ε ) Distância (D)
Correcção Complementar de Ângulo de Sítio (γ ) Alcance ( X ) Tabela 2.2 - Elementos da trajectória iniciais [6]
Elementos da Trajectória Finais
Figura 2.15 - Elementos de Trajectória Finais [6]
Ponto de chegada ( C ) Ângulo de incidência ( I )
Ângulo de chegada ( Wc ) ( Wc ) Ângulo de queda ( W ) ( W )
Tabela 2.3 - Tabela Elementos de Trajectória Finais [6]

16
Calculo da trajectória no vácuo
αα 2
0
2
cos2tan
Vgxxy −= (2-2)
Calculo da trajectória na atmosfera
ξα
α +−= 20
2
cos2tan
Vgxxy (2-3)
2.6 INTRODUÇÃO AOS ELEMENTOS FINITOS E VOLUMES FINITOS
2.6.1 CONSIDERAÇÕES GERAIS
Os primeiros passos na área de elementos finitos foram desenvolvidos há aproximadamente 60
anos, por um matemático chamado Courant. Dada a escassa capacidade e recursos computacionais,
este método foi desacreditado por muitos dos investigadores da altura, neste método viam uma larga
quantidade de equações que pareciam não ter solução.
Com o desenvolvimento de processos computacionais mais eficientes e poderosos foi possível
concretizar algumas aplicações que impulsionou esta técnica e a deixou intimamente ligada a
informática. À medida que a informática cresce e se torna acessível a um maior número de
utilizadores, a qual levou a um crescimento cada vez mais acelerado de uma indústria que hoje é
parte importante da engenharia.
Hoje em dia em que os computadores se tornam cada vez mais poderosos, com mais velocidades
de processamento e em maior quantidade. Torna-se possível resolver problemas mais complexos, de
uma forma cada vez mais rápida e eficiente.
Este método levou ao aparecimento de inúmeros programas e códigos comerciais, disponíveis não
só para universidades como também empresas e até ao público em geral.
Os resultados obtidos por este método são cada vez mais aceites levando-os a expandir para
outras áreas das engenharias como a mecânica dos fluidos e transmissão de calor.
Da possibilidade de escolha de vários softwares foi escolhido o Abaqus dada a sua larga utilização
na simulação tanto dos processos de corte por arranque de apara como do corte por arrombamento e
a possibilidade de utilizar vários tipos de modelos de material.

17
2.6.2 ELEMENTOS E FAMÍLIA
O software Abaqus dispõe de uma vasta biblioteca de elementos que dependendo da análise em
causa, podem ser seleccionados para a utilização. Cada um dos elementos tem um nome que
representa a sua própria identidade. Como exemplo de nomes de elementos podem referir-se: S4R,
T2D2 ou C3D8R. O primeiro grupo de letras indica o tipo de família do elemento. O segundo grupo
representa os graus de liberdade do elemento. Os algarismos apresentados após cada grupo de
letras representam o número de nós, sendo a última letra do nome do elemento referente a eventuais
opções.
Uma das diferenças mais relevantes entre cada elemento é o tipo de geometria de cada família. A
figura seguinte exibe a família de elementos mais utilizada nas análises.
Figura 2.16 - Família dos elementos mais utilizados em Abaqus [7]
2.6.3 MODELOS DE MATERIAL
O software utilizado permite vários tipos de modelos de material, afim de ser simulada as
propriedades mecânicas do material, existindo várias hipóteses para este tipo de simulação foram
escolhidas duas.
2.6.3.1 MODELO ELASTO PLASTICO COM ENCRUAMENTO LINEAR.
Para ser executado o modelo foram considerados dois tipos de modelo, com o intuito de simular as
propriedades mecânicas do material o primeiro modelo considerado foi um modelo isotrópico e
elasto-plástico com encruamento linear

18
Figura 2.17 - Evolução das tensões em função das extensões consideradas pelo Abaqus [7]
Em que a extensão plel εεε +=1 , em que, 1ε é a soma da extensão elástica ( elε ), com a
extensão plástica ( plε ).
2.6.3.2 MODELO DE MATERIAL DE JOHNSON-COOK
Uma vez que o modelo anterior não considera a influencia das velocidades de deformação e
atendendo que o Software permite a utilização do modelo de Johnson-Cook que contabiliza tanto
essa influência como a variação da temperatura. Este foi um dos modelos que será contabilizado
para o estudo da deformação.
( ) ( ) ⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−−⎟
⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛++=
m
referenciafusão
referencian
TTTT
CBAT 1ln1,,0εεεεεσ&
&& (2-4)
Em que: A representa tensão limite de elasticidade equivalente; B constante do material; ε
extensão plástica equivalente; ε& velocidade de deformação equivalente; 0ε& velocidade de
deformação equivalente de referência, normalmente 1 s-1; Treferencia temperatura de referência e Tfusão
temperatura de fusão do material. [7]
A equação é dividida em três vertentes a primeira contabiliza os efeitos da extensão, a segunda e
terceira contabiliza os efeitos da velocidade de deformação e temperatura.
2.6.3.3 LEIS DE FRACTURA DO MATERIAL
Para simular a fractura do material existe duas hipóteses dignas de serem consideradas e que o
programa permite utilizar, a primeira, contabiliza apenas a extensão plástica equivalente à rotura a
segunda de Johnson-Cook que é permite calcular a extensão de rotura em função da velocidade de
deformação e variação de temperatura.

19
2.6.3.3.1 FRACTURA POR TENSÕES DE CORTE
O modelo de fractura é baseado no parâmetro de dano (w) se este exceder o valor de 1 a fractura
ocorre e o elemento é removido da malha.
∑ ⎟⎟⎠
⎞⎜⎜⎝
⎛ ∆= pl
f
pl
wεε
(2-5)
Na equação, plε∆ representa o incremento da extensão plástica equivalente, plfε extensão
plástica equivalente à fractura. Sendo a soma efectuada a cada incremento na análise.
A extensão plástica equivalente é uma das variáveis calculadas durante o processo. [7]
Existe ainda duas formas de introduzir a extensão plástica equivalente à fractura. A primeira é a
introdução do parâmetro manualmente, a outra é o método do cálculo da extensão há fractura por
Johnson-Cook, que também esta contabiliza os parâmetros da velocidade de deformação e
temperatura, sendo representada por:
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
−
−+⎥
⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+⎥
⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+=
*
50
4321 1ln1expreferenciafusão
referenciapl
plf TT
TTdd
qpddd
εεε&
& (2-6)
Em que a extensão plástica equivalente de fractura, ( plfε ), é dependente de uma
adimensionalização da velocidade de deformação plástica equivalente, (0ε
ε&
& pl ), da
adimensionalização do tensor desviador ( qP ) (onde P é o estado hidrostático de pressões e q é a
tensão segundo Mises) e da adimensionalização da componente de temperatura, (2-6).
As variáveis d1, d2, d3, d4 e d5 são os parâmetros de falha medidos abaixo da temperatura de
transição. [7]
2.6.3.4 CALCULO DA EXTENSÃO PLASTICA NA FRACTURA
Assumindo que no corte por arrombamento o único factor que é preponderante no processo apenas
a distorção do material determina o estado de tensões que actuam durante o processo [8].
Uma representação muito rudimentar representada na Figura 2.18, com d a representar o
deslocamento do punção e w a zona de deformação durante do corte [8].
É assumindo que o processo evolui com um estado de deformação plana (i.e. εz=0). Na Figura 2.19
pode ser ilustrada a distorção do material. A extensão pode ser determinada pela evolução dos

20
postos P1P2P3P4 para as novas posições P1P2P’3P’4 de acordo com o ângulo de distorção (δ). Nesta
análise é considerada que a espessura se matem constante durante todo o processo.
O ângulo de distorção pode ser representado pela equação (2-7) [8]:
δω
γ tan==d
(2-7)
Considerando uma fibra de material ζ esta é esticada do seu comprimento inicial P1P5 para a sua
nova posição P1P’5 [8].
Figura 2.18 - Representação do corte por arrombamento [8]. Figura 2.19 - Evolução da extensão durante o corte por arrombamento [8].
Se for considerado um ângulo δ=0 os valores de pode ser determinado λ1 = -λ2=45º.
Sabendo as direcções, pode-se calcular o valor das extensões principais utilizando a equação (2-8)
[8].
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛⎟⎠⎞
⎜⎝⎛++=−=
2
21 tan211tan
21ln δδεε (2-8)
Da consideração de estado de deformação plana (i.e. ε3=0) a conservação de volume é verificada
[8].
0321 =++ εεε (2-9)
Pode então ser determinada a extensão plástica equivalente substituindo as extensões o valor das
extensões principais na extensão equivalente a extensão plástica equivalente pode ser determinada
[8].

21
132 εε = (2-10)
2.7 VOLUMES FINITOS
2.7.1 OBJECTIVOS
Para a efectuar os estudos aerodinâmicos do projéctil FIREND, recorreu-se a uma análise da
dinâmica do corpo rígido, estudando os efeitos das forças e momentos que nele actuam durante o
vôo.
Foram ignorados os efeitos da aceleração inicial durante o disparo do projéctil, visto que estas
apenas teriam um significado residual no estudo aerodinâmico, havendo ainda um acréscimo tanto na
metodologia utilizada como nos recursos computacionais.
As forças e momentos surgem por efeitos aerodinâmicos tendo sido calculadas através do recurso
a um software (CFD) computational Fluid Dynamics.
2.7.2 METODOLOGIA
2.7.2.1 DINÂMICA DO CORPO RIGIDO
2.7.2.1.1 MODELO
2.7.2.1.1.1 REFERENCIAIS
Para o estudo da dinâmica do corpo rígido, foram considerados três referenciais durante todos os
cálculos computacionais.
O primeiro referencial a ser considerado é o referencial XYZ localizado à saída do obus e
permanece fixo durante toda a análise. Este é inercial no sentido que não foram consideradas as
acelerações de Coriolis. O uso deste referencial visa apenas ao estudo da trajectória e alcance do
projéctil.
O segundo referencial a ser definido é não inercial, localizado no CG do projéctil, x’y’z’, este
referencial permanece alinhado com o anterior durante toda a simulação. A sua principal função é
garantir que, onde quer que o projéctil se encontre na coordenada XiYiZi, existe sempre um local no
qual o referencial xyz roda.
Por último temos o referencial não inercial xyz que se encontra alinhado com o eixo do projéctil.
Este apresenta movimento de rotação em relação ao referencial x’y’z’, enquanto o projéctil estiver na

22
sua trajectória. A análise da dinâmica do corpo rígido é efectuada no referencial XYZ (ou x’y’z’) usado
como referencia para a rotação do referencial xyz. Note-se que o referencial se encontra alinhado
com o projéctil, contudo não apresenta o movimento de rotação do projéctil em torno do seu eixo de
simetria. Ficando-se este facto a dever a axissimetria do projéctil.
O referencial XYZ encontra-se orientado, como mostra a Figura 2.20, com eixo do X orientado com
a horizontal com a direcção da horizontal do obus. O eixo Y, está alinhado com a vertical e o eixo dos
Z encontra-se alinhado para a direita de um observador que se encontre no obus voltado para a parte
de traz do projéctil. Este observa o projéctil a rodar no sentido contrário ao dos ponteiros do relógio.
O referencial xyz tem o eixo do x alinhado com o eixo de simetria do projéctil, com o sentido do
movimento do mesmo. O eixo do z esta alinhado com o eixo dos Z do referencial fixo, com a mesma
direcção e sentido. Sendo o y automaticamente definido pela condição dos dois anteriores.
Figura 2.20 - Referenciais referentes ao estudo
2.7.2.1.2 TRANSLAÇÃO
O movimento de translação é representado por três graus de liberdade e a coordenada do CG
referentes ao referencial XYZ, Xi=(Xi,Yi,Zi).
Sobre a segunda lei de Newton assenta toda a teoria do movimento de translação. Sendo esta
definida por:
ii maF = (2-11)
Em que Fi a ser a força, ai a aceleração todas eles representadas nas coordenadas i=x,y,z, a
massa é representada por m.
Dados os valores da força da gravidade e força aerodinâmica (retirada com o software CFD), as
acelerações vem naturalmente de uma operação algébrica. Por definição:

23
it
i Fdmvd
=)(
(2-12)
ii adtdv
= (2-13)
Por integração numérica.
ianteriori
novai atvv ×∆+= (2-14)
Da integração da equação (2-14) obtém-se ii vdt
dx = ,
antigai
antigai
novai vtXX ×∆+= (2-15)
Obtendo-se a coordenada do CG. Depois de se encontrar uma discretização adequada do tempo ∆t
será possível calcular tanto as velocidades como a trajectória do centro de gravidade do projéctil.[9],
2.7.2.1.3 ROTAÇÃO
O movimento de rotação é representado por três graus de liberdade, três coordenadas angulares
que representam a orientação 3D do corpo no espaço em relação ao centro de massa. Em que Φ
representa o ângulo de rotação do projéctil (ângulo spin), θ é o ângulo que o eixo de simetria do
projéctil faz com a trajectória em x (ângulo pitch) e por ultimo temos o ângulo ψ que representa o
ângulo entre o eixo de simetria do projéctil e o eixo do z (ângulo yaw).
A orientação do corpo só é definida depois de serem executadas três rotações completas. Na
seguinte ordem Φ, θ, ψ relativamente a um dos referenciais. Neste estudo considerou-se o referencial
x’y’z’. Este é recomendável visto que a rotação em geral não ser comutativa. É de notar também que
ao contrario do estudo aeronáutico de um avião que apresenta rotas regulares, no caso do
movimento do projéctil é comum considerar apenas o ângulo ψ, definindo como ângulo entre o eixo
do projéctil e a direcção da trajectória.
As equações de Euler do movimento foram usadas nas três dimensões de rotação. Estas equações
são escritas em função do referencial principal de inércia. Em alguns casos o referencial tem que
acompanhar o movimento de rotação do projéctil. Afim de se manterem inalterados os momentos de
inércia e a sua relação com referencial principal. O caso em estudo não necessita que se verifique
afim de garantir as condições de aplicabilidade das equações de Euler.

24
As equações de Euler podem ser escritas da seguinte forma:
HRRHMrr
&rr
&r
⋅⋅+= −1 (2-16)
( )BBB IIM Ω⋅⋅Ω+Ω⋅=rrr
&r&
rr
Em Que:
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡=
zz
yy
xx
II
II
000000
r
(2-17)
( )zyx ωωω ;;=Ωr
As variáveis B e R são consideradas tanto para o corpo como para o referencial, Rr
representa a
matriz de rotações:
( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( ) ( ) ⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−+−+++−
θφθφθψθφψφψθφψφψθψθφψφψθφψφψθ
coscoscossinsinsinsincoscossinsinsinsincoscossincos
cossincossinsincossinsinsincoscoscos
Na sua forma expandida, considerando que o referencial não esta a rodar com o projéctil, obtemos:
yxAzz
A
zxAyy
T
xx
A
IMt
I
IMt
I
Mt
I
ωωω
ωωω
ω
−=∂∂
−=∂
∂
=∂∂
(2-18)
A integração numérica das equações anteriores retorna o vector de velocidades angulares medido
no referencial fixo (sem rotação) mas é representado no que esta a rodar.
Assim que é obtida as velocidades angulares, a orientação do corpo, i.e. a posição angular pode
ser calculada. Da seguinte relação:
Ω=− ˆ1RRr&
r (2-19)

25
Em que:
XΩ=Ωrˆ
(2-20)
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
−−
−=Ω
00
0ˆ
xy
xz
yz
ωωωωωω
Obtém-se:
Ω=
Ω=−
ˆ
ˆ1
RR
RR&
& (2-21)
Tendo obtido a expressão que depois de efectuar a integração retorna uma nova posição angular
na forma de matriz de rotações. Esta abordagem é baseada na evolução da matriz de rotações.
É necessário notar que contrariamente ao movimento de translação, agora temos nove parâmetros
para definir três graus de liberdade do movimento rotacional 3D, é necessário impor mais seis
constrangimentos. Tendo de se fazer 3 ortogonalizações e 3 normalizações, na prática é necessário
reotorgonalizar-se a matriz de rotações, a cada incremento de tempo. [9]
2.7.2.1.4 ESTABILIDADE
O projéctil tem um comportamento estático instável, significando que com aumentos do ângulo de
ataque promovem o aparecimento e aumento do momento de viragem (MZ). Assim como o aumento
do momento também o ângulo de ataque aumenta.
Este comportamento é devido à posição do CG, mas principalmente à distribuição de pressões ao
longo do projéctil. Os picos de pressão surgem junto da espoleta e consecutivamente geram o
momento de viragem. Contudo, o projéctil pode apresentar um voo estável devido há dinâmica do
corpo rígido e aos aspectos aerodinâmicos que serão estudados neste trabalho.
É sabido que grande parte dos projécteis que apresentam rotação tem comportamento estável.
Assim, a estabilidade de voo é consequência do equilíbrio de vários aspectos: o movimento
giroscópio induzido pela rotação e os momentos aplicados; o comportamento dinâmico faz variar o
momento de viragem (não só pelo sinal mas também pela magnitude) e as forças aerodinâmicas,
nomeadamente a força de sustentação pode actuar em ordem de alterar o ângulo de ataque.

26
O escoamento em torno do projéctil apresenta um comportamento transiente (verificado para vários
ângulos de ataque, inclusive o de 0º), este comportamento é devido a fracas instabilidades. As forças
e momentos aerodinâmicos variam com amplitudes na ordem de 50% do valor médio. Esta
característica do escoamento pode desempenhar um papel importante na dinâmica do projéctil.
Contudo, um estudo com todos os aspectos transientes, acompanhado com a dinâmica do corpo
rígido, esta fora do âmbito deste trabalho, pois seria necessário outro tipo de recursos tanto
computacionais como de tempo para serem efectuados.
Um parâmetro importante da estabilidade do projéctil é a estabilidade giroscopica, pois a rotação
estabiliza os projécteis como o movimento giroscópio é normalmente quantificado pelo coeficiente de
estabilidade giroscopica.
3.54
22
==αMI
pIS
t
ag
Ia – Momento de inércia axial,
It – Momento de inércia transversal,
P – Velocidade de rotação,
Mα – O declive do momento de viragem α com
o ângulo de ataque;
Este parâmetro junto com o coeficiente de estabilidade dinâmica pode ser a primeira análise do
comportamento do projéctil. Esta estudo não foi executado porque seria necessário a caracterização
total da dinâmica do projéctil
Ambas as abordagens são simplificações que podem falhar devido a varias condições, a utilizada
neste trabalho é considerada pelos especialistas a mais consistente com a análise total da dinâmica
do projéctil.
Para projécteis estabilizados com rotação, o coeficiente Sg tem de ter valores acima de 1.0 (em
pratica 1.2) para ser estável. É conhecido que os projecteis mais comuns tem um Sg entre 1.5 e 2.0,
sendo que 2.0 e um típico valor de projecto. Que corresponde a rotações entre 400 e 450 rad/s
assumindo Mα independente da taxa de rotação do projéctil.
Um projéctil com um elevado Sg pode estar demasiadamente estabilizado no sentido que será
difícil de mudar o seu momento angular. Isto promove maiores ângulos de ataque que promovem um
movimento instável devido a elevadas magnitudes das forças e momentos.
Para os valores mais baixos de Sg, o movimento giroscópio continua a ser fundamental, a
frequência do efeito giroscópio baixa, mas as variações nas condições iniciais são mais fáceis de
serem efectuadas. [10]

27
2.7.2.2 MODELO FLUID FLOW
As forças e momentos aerodinâmicas são calculados com base na integração da pressão e tensões
de corte que actuam na superfície do projéctil, que por sua vez são obtidas através da simulação do
escoamento completo em torno do projéctil. Para este trabalho usou-se o software de CFD STAR-
CD[2], versão 3.26, afim de se obter estes valores.
O código numérico resolve de forma estável as equações de Navier-Stokes, incluindo os efeitos
turbulentos, via RANS (Reynolds médio Navier-Stokes). O software implementa a técnica variacional
conhecida como método de volumes finitos, semelhante para todos os trabalhos que apresentam
análises de trajectórias usando um CFD.
2.7.2.2.1 EQUAÇÕES DE NAVIER-STOKES
Nesta secção apresenta-se as equações modelo [11], cujas deduções podem ser encontradas na
maior parte dos livros de dinâmica dos fluidos [10].
As equações que apresentam a massa e conservação de momentos nas linhas de correntes do
fluido são as equações de Navier-Stokes (2-22) e (2-23) na sua forma tensorial.
( ) mji
Suxt
=⋅∂∂
+∂∂ ρρ
(2-22)
( ) ( ) ii
ijjj
i Sxpu
xtu
+∂∂
−=−⋅∂∂
+∂⋅∂
τρρ (2-23)
Em que t representa o tempo; xi as coordenadas cartesianas (i=1,2,3); ui é a componente de
velocidade na direcção xi; P representa a pressão estática; ρ a densidade; ijτ as componentes do
tensor das tensões; Sm a fonte de massa e Si a fonte de momentos, que podem ser desprezados no
nosso caso. [10]

28
2.7.2.2.2 REYNOLDS AVEREGE NAVIER-STOKES
Afim de resolver os escoamentos turbulentos utilizou-se uma abordagem que consiste em calcular
a media das equações (2-22) e (2-23) no tempo (RANS – Reynolds médio Navier-Stoke)
transformando ijτ sobre a forma de:
jiijk
kijij uu
xu
S ′′⋅−∂∂
−= ρδµµτ322 (2-24)
Em que µ representa a viscosidade cinematica; δij o delta de Kronecker, a barra por cima indica a
media dos tempos; e Sij a taxa de deformação do tensor. Este tensor é obtido pela equação (2-25).
⎟⎟⎠
⎞⎜⎜⎝
⎛
∂
∂+
∂∂
=i
j
j
iij x
uxu
S21
(2-25)
O termo jiuu ′′⋅− ρ representa os efeitos da turbulência no escoamento. Estas são chamadas
tensões de Reynolds turbulentas. Assim, para o RANS ser um modelo completo de turbulência, é
necessário modelar as tensões de Reynolds. Como pode ser observado neste relatório. Afim de
expressar de forma clara é descrito o modelo standard k-ε. [11].
É assumido que este modelo está relacionado com o escoamento médio, similar ao escoamento
laminar.
ijk
ktijtji Kxu
Suu δρµµρ ⎟⎟⎠
⎞⎜⎜⎝
⎛+
∂∂
−=′′⋅−32
(2-26)
µt representa a viscosidade turbulenta. Este parâmetro é função do campo de escoamentos e não
do fluido em questão, enquanto k é a energia cinética turbulenta (equação (2-27)). Uma das formas
comuns para modelar este termo é via Prandtl [10], que sugere uma relação entre a velocidade um
comprimento, típico de um escoamento turbulento. Nos modelos k-ε à escala de velocidades é
representada por k e ε a taxa de dissipação do comprimento k.
iiuuk ′′=21
(2-27)

29
ερ
µ µµ
kcft = (2-28)
Em que Cµ é um coeficiente empírico é frequente considerar-se constante, fµ é a função que
depende de diferentes variáveis do modelo.
( ) ( ) NLti
i
i
itBt
jk
tj
j
Pxu
kxu
PPxkku
xtk µρµρεµ
σµ
µρρ+
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛+
∂∂
−−+=⎟⎟⎠
⎞⎜⎜⎝
⎛
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛+−
∂∂
+∂
∂32
(2-29)
( )
NLti
i
Bti
i
i
ittl
j
tj
j
Pk
Cxu
C
kCP
kC
xu
kxu
Pk
C
xu
xt
µερε
ερµερµµε
εσµ
µερρε
εε
εεε
ε
14
2
2332
+∂∂
+−+⎥⎦
⎤⎢⎣
⎡
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛+
∂∂
−
=⎟⎟⎠
⎞⎜⎜⎝
⎛
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛+−
∂∂
+∂
∂
(2-30)
Com:
j
iij xu
SP∂∂
= (2-31)
ith
iB x
pgP
∂∂
−=ρσ1
,
(2-32)
⎥⎦
⎤⎢⎣
⎡
∂∂
⎟⎟⎠
⎞⎜⎜⎝
⎛+
∂∂
−−∂∂′′−=
i
i
ti
i
j
iji
tNL x
ukxu
Pxu
uuPµρ
µρ
32
(2-33)
Em que σk e σε representam o numero de Prandtl “efectivo” (i.e., relaciona a quantidade de
transporte difusa de Eddy com momento difuso de Eddy[10]), para k e ε respectivamente. [10]
Cµ σk σε σh σm Cε1 Cε2 Cε3 Cε4 k E 0.09 1.0 1.22 0.9 0.9 1.44 1.92 0/1.4* -0.33 0.419 9.0**
*1.4 Se PB > 0, caso contrario Cε3 Tabela 2.4 - Constantes do modelo k- ε [10]

30
2.7.2.2.3 EQUAÇÕES DE ENERGIA
Dado o campo de velocidades ao longo da trajectória do projéctil, o escoamento tem efeitos de
compressibilidade que não podem ser desprezado. Por esta razão, o modelo de equações só pode
estar completo com a equação de transporte de energia, resolvendo-a em função da conservação
total da entalpia (H), esta é dada pela equação (2-34).
( ) ( ) hiij
ijijhjj
SuSxpuFHu
xtH
++∂∂
−=−+∂∂
+∂
∂ τρρ, (2-34)
Com:
huuH ii +=21
(2-35)
00 HTCTCh o
pp +−= (2-36)
O fluxo de energia difusiva Fh,j é dado pela equação (2-37), Sh é a fonte de energia, h é a entalpia,
pC é o calor específico a pressão constante e temperatura T, 0pC é o calor específico temperatura
de referência (293K) e pressão constante e H0 é a formação de entalpia das substancias do fluido
(assumindo que apenas uma substancia é significativa).
huxTkF jj
jh ′′⋅+∂∂
−= ρ, (2-37)
Devido à turbulência, é criado um fluxo difuso de energia. Este fluxo esta associado com as
flutuações da entalpia e médias do campo médio de velocidades. No modelo turbulento viscoso estas
quantidades médias são obtidas da equação (2-38).[10]
jth
tj x
hhu∂∂
−=′′⋅,σ
µρ (2-38)
Como o fluido é o ar, a equação, é finalmente a equação dos gases perfeitos:
RTMP
=ρ (2-39)

31
Em que R é a constante dos gases ideais M é a massa molar do gás no nosso caso com o valor
28.96g/mol. [10]
2.7.2.2.4 DESCRITIZAÇÃO
As Técnicas de discritização que o STAR-CD emprega, resolve as equações anteriores que pode
ser visto em [13]. Mais notável é discretização do termo convectivo realizado com o esquema de
MARS. Também, como o campo de escoamentos é estável e livre de ondas de choque, a pressão e
velocidade foram realizadas com um simples algoritmo. Todas estas foram executadas e usadas com
o auxílio do STAR-CD.
2.7.2.3 SIMPLIFICAÇÕES
Todas as abordagens descritas até este ponto são usadas tendo em conta as seguintes
considerações.
- A gravidade é constante e igual 9.81m/s2
- As propriedades do ar foram consideradas constantes e ao nível do mar.
- Não foram considerados ventos, contudo para propósitos aerodinâmicos foi considerado
turbulência na fronteira do escoamento livre
- A força de Coriolis não foi considerada devido às latitudes de Portugal.
- O CG do projéctil e os momentos de inércia foram considerados constantes, tendo sido
desprezada o movimento dentro do projéctil.
- Elevadas frequências entre a aerodinâmica e a dinâmica do corpo rígido não foram consideradas,
apenas uma análise transiente entre as duas o poderia permitir.
- A superfície é considerada lisa para efeitos de atritos e turbulência.
- Foi considerado um ângulo de ataque de zero graus há saída do obus, depois do disparo.

32

33
3 SISTEMAS A ESTUDAR 3.1 INTRODUÇÃO
Tal como foi referido anteriormente, este trabalho é integrado num projecto cujo plano de
actividades está dividido em 3 partes, existindo já uma base de desenvolvimento evoluída ao longo
da primeira fase do projecto, que serviu como plataforma para se dar início a esta fase.
Tendo como elementos guia toda a informação recolhida no primeiro ano de projecto, bem como
um protótipo maquinado. O objectivo principal delineado para o trabalho foi a evolução do conceito de
funcionamento do projéctil.
3.2 CADEIA EVOLUTIVA
Seguindo o natural percurso evolutivo de um projecto, aqui fica a representação esquemática do
trabalho já realizado
Figura 3.1.
- A primeira figura representa a granada HC 105mm que serviu de base para o arranque o projecto,
ainda na fase de geração de ideias;
- A segunda figura da cadeia é o fruto de um ano de trabalho e investigação em que já aparecem
os princípios base apontados para o projecto;
- A terceira figura representa o resultado da implementação num protótipo de algumas ideias,
consideradas viáveis, que surgiram no início do 2º fase de trabalho. Esta última imagem representa
também a base que foi testada no sentido de se verificar a utilidade e viabilidade de algumas das
sugestões efectuadas.

34
Figura 3.1 – Evolução histórica do conceito dos projécteis de accionamento mecânico
3.3 CONCEITO INICIAL
Durante o primeiro ano de projecto o principal esforço realizado consiste na adaptação do conceito
a um projéctil de artilharia em utilização no Exército Português. A Figura 3.2 referente ao resultado
dos esforços da primeira fase que espelha a essência do projecto com um volume de carga e um
sistema de ejecção, sendo todo o projéctil inerte.
Figura 3.2 - Conceito anterior
Apesar de o projéctil representado nesta imagem respeitar as premissas delineadas, algumas
melhorias no seu funcionamento poderiam ser feitas. Foi este o ponto de partida para a segunda fase
do projecto.
Durante a primeira fase, várias ideias surgiram com vista ao melhoramento da granada nas mais
variadas zonas. De modo a se conseguir ter um rumo para as evoluções a fazer consideraram-se
vários sub-sistemas para se conseguir centrar atenções em locais considerados críticos.

35
Os sub-sistemas foram organizados da seguinte forma: Ejecção da Carga, tampa do
Compartimento de Carga, Cinta de Travamento, Espoleta, Membrana Fusível e Compartimento de
Carga.
3.4 SUB-SISTEMAS ESTUDADOS
Depois da análise das hipóteses mais relevantes, as evoluções que vingaram foram seguidas e
estudadas de modo a se conseguir analisar a sua utilidade. Em seguida apresentam-se as várias
evoluções a estudar durante o projecto.
3.4.1 SUB-SISTEMA DE EJECÇÃO DA CARGA
O sistema de ejecção da carga tem como função de projecção da carga transportada pela granada
para o seu exterior, após o impacto com o solo. Este fenómeno é conseguido através do recurso a
um dispositivo de armazenamento de energia, neste caso, uma mola (energia elástica).
Apesar do conceito estar criado, dentro deste campo tornou-se necessário o estudo da sua
viabilidade e as condições em que poderia ser aplicado.
Figura 3.3 – Zona da mola onde armazena a energia elástica responsável pela a extracção da carga
Verificou-se que a aplicação idealizada inicialmente não era eficaz no processo de extracção. Para
corrigir esse ponto, a mola foi escolhida outra mola de modo a se conseguir projectar a carga em
tempo útil.
3.4.2 TAMPA DO COMPARTIMENTO DE CARGA
A tampa anterior da granada tem a função de isolar e proteger a carga transportada, bem como
proporcionar a sua fácil extracção após o impacto da granada com o solo. Esta peça tem especial
interesse na fase de detonação e início do movimento da granada, tal como no final do deslocamento
em que a granada terá de cumprir o seu derradeiro papel de libertação da carga.

36
A aplicação de um o-ring à tampa do compartimento de carga foi a solução apontada como mais
eficaz, tendo em vista o fim pretendido. No entanto, o cálculo da força de extracção da granada
tornou-se essencial para a continuidade do estudo visto a tampa pertencer a um conjunto que
funciona em cadeia, o sistema de extracção da carga.
Figura 3.4 - Tampa do compartimento de carga isola a carga e protege-a da detonação inicial
3.4.3 SISTEMA FUSÍVEL
A membrana fusível é a peça que rege todo o funcionamento da granada. É responsável por
manter a integridade do projéctil até ao seu impacto com o solo e é o seu corte que permite a
projecção da carga.
O estudo deste componente não seria tão complexo se o funcionamento previsto para a peça fosse
a baixa velocidade. No entanto, tendo em conta as velocidades envolvidas no tiro, o comportamento
dos metais não apresenta constância, sendo nesse caso necessária uma análise mais cuidada. O
recurso ao estudo de elementos finitos foi inevitável, mantendo-se no entanto a complexidade
derivada da velocidade a que se realiza o processo de corte da membrana fusível.
Figura 3.5 - Mecanismo de accionamento permite libertar a carga sem recurso a explosivos

37
3.4.4 CINTA DE TRAVAMENTO
Essencial para manter as características balísticas do projéctil, o estudo da cinta de travamento
teve como principal obstáculo a falta de informação a este nível. Tendo de se manter uma estreita
relação com as características dos projécteis em utilização actualmente, também no caso da cinta se
tentou seguir esse caminho. Sendo assim, para a análise deste componente foram utilizados métodos
de engenharia inversa.
Figura 3.6 - Cinta de Travamento confere rotatividade à trajectória da granada
3.4.5 COMPARTIMENTO DE CARGA
O espaço de carga disponível na granada tem ligação directa ao volume de matéria extintora
transportada. Foi com este intuito, e com o ideal de custo mínimo de produção que se apontou para
uma redução da secção transversal da granada sem que isso colocasse, no entanto, em causa a sua
rigidez estrutural. Também o sistema de ejecção da carga foi deslocado, para que o volume de carga
fosse maior.
Figura 3.7 - Redimensionamento da estrutura para maior volume de carga e menor peso

38
3.4.6 ESPOLETA
A espoleta é o elemento da granada que primeiro entra em contacto com o solo. É ela que vai
transmitir ao sistema de corte a energia necessária para a sua actuação, dando início à cadeia de
extracção da carga. A forma inicial da granada permitia uma transmissão de energia resultante do
impacto com o solo deficiente. Para além disso, também devido à sua forma pontiaguda, a granada
apresentava elevada probabilidade de se enterrar no solo antes da extracção da carga. Se assim
fosse, o funcionamento da granada estava inviabilizado, sendo a sua aplicação inútil.
Com vista a contrariar esse facto, idealizou-se uma alteração na forma da espoleta, de modo a se
conseguir uma mais eficiente superfície de contacto. A alteração confere uma maior e mais
instantânea absorção da energia de impacto por parte do sistema de corte da granada, prevenindo
também que esta penetre no solo a ponto de inviabilizar a extracção da carga em tempo útil.
Figura 3.8 - Espoleta com forma arredondada para máxima absorção de Energia no Impacto
Com a alteração da geometria da espoleta da granada, a sua estabilidade em tiro é também
alterada. Afim de estudar os efeitos desta alteração na munição efectuou-se o estudo de da
aerodinâmica e trajectória do projéctil.

39
4 MATERIAL ESCOLHIDO PARA PROJECTO 4.1 INTRODUÇÃO
Parte decisiva de qualquer projecto em qualquer área de trabalho é a escolha dos materiais a
aplicar. Para fundamentar essa selecção efectuaram-se vários cálculos, focando a rigidez estrutural
da granada, entre outros parâmetros. Fundamentalmente, as áreas de interesse visadas foram os
aços utilizados na estrutura do projéctil, os o-rings aplicados na tampa da granada e ligas de cobre
referentes à cinta de travamento da granada. De seguida será apresentada alguma informação
pertinente sobre os materiais utilizados.
4.2 MATERIAIS PARA A CONSTRUÇÃO DO PROTÓTIPO
Devido à aura de secretismo que envolve a produção de material bélico, não são divulgadas
informações alusivas aos materiais utilizados nesta indústria. Deste modo, a selecção dos materiais a
aplicar no projecto teve dificuldades acrescidas, tendo-se recorrido ao conhecimento da engenharia
pura e baseando-se a escolha em materiais conhecidos, e com propriedades potencialmente
adequadas.
4.2.1 ESTRUTURA DA GRANADA
Os requisitos delineados para a selecção do material a aplicar na estrutura da granada foram os
seguintes; fácil de maquinar, características mecânicas apreciáveis, perfis existentes no mercado
com dimensões próximas das desejadas, baixo custo e grande oferta no mercado.
Da pesquisa efectuada, verificou-se que um dos aços que preenchiam os requisitos era o Aço AISI
1045 com as seguintes características:
Características [14] Aço AISI 1045 Densidade [Kg/m3] 7870
Dureza HR 86 Tensão de rotura [MPa] 515
Tensão de cedência [MPa] 485 Extensão de rotura [%] 10
Modulo de elasticidade [GPa] 200 Coeficiente de Poisson 0.29
Tabela 4.1 - Propriedade do Aço AISI 1045 [14]

40
4.2.2 PUNÇÃO E MATRIZ
Para as peças de corte, matriz e punção, foi utilizado um aço ferramenta específico para o processo
envolvido. O aço seleccionado para o efeito foi o ISO 4957-160CrMoV12 [15], que é aplicado em
ferramentas cortantes de formas complexas, matrizes cortantes e de embutissagem. Tendo em conta
as propriedades necessárias para as ferramentas de corte, as peças foram ainda submetidas a
tratamentos térmicos para melhorar o seu desempenho. Os conjuntos punção/matriz foram sujeitos a
revenido e têmpera. Os gráficos seguintes apresentam a reacção do material aos tratamentos
utilizados.
Figura 4.1 - Diagrama de penetração de têmpera [16] Figura 4.2 - Diagrama de revenido [16]
Figura 4.3 - Austenização do material a 950ºC - 30 minutos (Diagrama das curvas S) [16]

41
4.2.3 CINTA DE TRAVAMENTO
Devido à elevada importância da cinta de travamento no tiro, a selecção do material foi criteriosa.
Por falta de informação e para respeitar as características da cinta de travamento das granadas
utilizadas no Exército Português, aplicou-se um processo de engenharia inversa. Os resultados desse
estudo levaram à identificação de uma liga de cobre não existente no mercado nacional. Para
contornar a situação, foi seleccionada a liga de utilização generalizada com características mais
próximas da pretendida. O material escolhido foi o 1705CuSn12, com referência CB3.
Características [17] 1705CuSn12 Densidade [Kg/m3] 8600
Dureza HB 95 Tensão de rotura [MPa] 280
Tensão de cedência [MPa] 150 Extensão de rotura [%] 12
Modulo de elasticidade [GPa] 90 a 110 Coeficiente de Poisson 0.31
Tabela 4.2 Tabela com propriedades do material 1705CuSn12 [17]
Contudo apesar de se ter seleccionado este material, recomenda-se a continuação da recolha de
informação nesta área de modo a se conseguir aplicar o mesmo material que se utiliza em geral
neste tipo de armamento.

42

43
5 REALIZAÇÃO DOS ENSAIOS EXPERIMENTAIS
5.1 INTRODUÇÃO
De forma a dimensionar o sistema de extracção da carga, todos os componentes da granada foram
estudados singularmente, diluindo a dificuldade do projecto. A análise do comportamento do sistema
de corte foi feita através da utilização de programas de elementos finitos, sendo comprovada com
ensaios experimentais, realizados em laboratório e em campo, às várias secções funcionais do
sistema global.
A panóplia de ensaios realizada foi feita com vista à identificação do máximo de falhas de
funcionamento ainda durante a fase de projecto.
Em seguida apresentam-se os vários módulos levados a cabo a nível experimental com vista a
avaliar o desempenho da granada durante o seu funcionamento.
5.2 ESTUDO DA TAMPA
A tampa tem como função permitir o acesso ao compartimento de carga do projectil, bem como a
protecção do seu conteúdo quando fechada.
Para que a granada funcione de acordo com o seu objectivo, o projecto da tampa teve de respeitar
algumas premissas. A tampa foi idealizada de modo a possuir solidez suficiente para suportar a
detonação inicial do cartucho, responsável pela impulsão do projéctil até ao objectivo. Essa acção é
concretizada numa forte acção dos gases resultantes do processo e em elevadas temperaturas daí
provenientes. O sistema escolhido confere isolamento à carga da acção de quaisquer adversidades,
permitindo que a mesma seja extraída rapidamente depois do impacto com o solo. Outro ponto tido
em conta, essencial para o projecto, foi a fácil e rápida abertura do compartimento de carga, tendo o
sistema de funcionar independentemente após o impacto.
Com base nos factores enumerados, o sistema escolhido foi uma montagem em que a tampa é
acoplada aos chassis, por encaixe, com o recurso a um o-ring. Contudo, partindo desta ideia, foram
testadas várias hipóteses a fim de se encontrar a solução mais adequada.

44
5.2.1 MATERIAL EXPERIMENTAL UTILIZADO
Os ensaios experimentais foram realizados numa prensa hidráulica CNC de duplo efeito. A prensa
foi movimentada através de um controlo numérico Esitron MP100, permitindo este a programação de
rotinas executadas posteriormente pela prensa durante os ensaios. Tornou-se assim possível a
movimentação da prensa entre pontos de referência com o controlo da velocidade do deslocamento.
Os dados foram inseridos directamente no sistema, com recurso ao seu painel frontal, ficando
armazenados na memória interna.
A aquisição de dados foi feita através de uma célula de carga com a designação C9B e capacidade
de medição máxima de 5kN, apresentando uma sensibilidade de 494.8N/µε, sendo a incerteza de
leitura de 1%. Esta foi instalada em série com o punção responsável por simular a acção do veio da
granada. O sinal enviado pela célula de carga foi recebido por um sistema de aquisição de dados
IOTEC.
Figura 5.1 - Sistema de aquisição de dados IOTEC Figura 5.2 - Laser Micro-Epsilon Messtechnik
Para a aquisição de valores para o deslocamento foi efectuada com base num sistema laser Micro-
Epsilon Messtechnik, com uma capacidade de medição de ±100mm, sendo a sua resolução inferior a
5µm. O sistema de medida está ligado a uma placa de aquisição de dados MetraByte (modelo DAS-
16G), possibilitando o tratamento dos dados através do programa Labtech Notebook.
As dimensões e forma do punção utilizado na montagem com a célula de carga são muito próximas
das do veio responsável pela operação, em condições reais de funcionamento.

45
Figura 5.3 - Prensa Hidráulica CNC de duplo efeito (Maquidral) – Laboratório da Secção de Tecnologia Mecânica.
Características principais da prensa: estrutura de 4 colunas, duplo efeito 50/20ton (embora esta
função não tenha sido utilizada durante os ensaios), velocidade continuamente variável entre 0 e
6m/min, potência de 44 kW (60cv), curso máximo de 300mm e mesa de dimensão 500x500mm.
5.2.2 MONTAGEM E PROCEDIMENTO EXPERIMENTAL
Foram equacionados vários materiais na selecção do tipo de o-ring a aplicar. Um factor com grande
peso na escolha é a temperatura de funcionamento, já que a zona de montagem fica exposta à acção
directa dos gases provenientes da explosão do cartucho. No entanto, tendo em conta a
disponibilidade de alternativas nos fornecedores contactados e as características dos vários
materiais, apenas foram consideradas duas hipóteses: fluoelastómero2 e borracha natural.
Já que a finalidade desta etapa da fase de ensaios foi a obtenção da força de extracção da tampa,
e dado as características mecânicas dos o-rings em ambos os materiais serem muito semelhantes,
optou-se por ensaiar apenas um tipo de material. Apesar de um fluoelastómero apresentar melhores
resultados quando exposto a temperaturas elevadas, o material seleccionado foi a borracha natural
visto apresentar um custo oito vezes inferior e permitir respeitar a objectividade dos ensaios.
Os sistemas que surgiram durante o projecto submetidos a ensaio foram os seguintes:
- Sistema de Tampa com cavidade para 2 o-rings de 5mm de secção;
- Sistema de Tampa com cavidade para 2 o-rings de 3mm de secção;
- Sistema de Tampa com cavidade para 1 o-ring de 5mm de secção.
Os o-rings escolhidos podem ser encontrados na seguinte bibliografia [18]
As figuras apresentadas em seguida ilustram os conceitos enumerados anteriormente.
2 Vulgarmente designado por viton dado o peso da empresa que comercializa este produto no mercado.

46
Figura 5.4 - Tampa com cavidade para 2 O-rings com 5mm de secção
Figura 5.5 - Tampa com cavidade para 2 O-rings com 3mm de secção
Figura 5.6 - Tampa com cavidade para 1 O-ring com 5mm de secção
Para que se conseguisse fazer uma escolha acertada de entre os vários sistemas apresentados,
foram realizados ensaios em laboratório simulando condições semelhantes às esperadas no
funcionamento da granada. O esquema de montagem utilizado na realização dos ensaios
experimentais foi o apresentado na figura em seguinte.
Figura 5.7 - Montagem utilizada nos ensaios experimentais
Para que se conseguissem tirar conclusões acerca da força necessária para extrair a tampa a
velocidades elevadas, e dada a dificuldade de realização de ensaios a alta velocidade, foram feitos
vários ensaios com o intuito de se conseguir chegar a uma relação velocidade/força.
Foram testados vários o-rings para cada um dos sistemas de tampas a ensaiar. Durante esse
processo concluiu-se que o sistema com caixa apenas para um o-ring não era eficaz com a

47
montagem de um o-ring de 5mm. Assim, optou-se por um o-ring de 4mm, com a mesma dimensão de
diâmetro interior.
A primeira bateria de ensaios teve como objectivo determinar a tampa com maior força de
extracção. Neste grupo de ensaios, todos os sistemas de tampas foram testados em condições
semelhantes de velocidade, sem lubrificação e com a mesma montagem.
O segundo grupo de ensaios teve como objectivo o ensaio da influência da lubrificação no processo
de extracção da tampa. Assim, foi ensaiado apenas um sistema de abertura, em que se relacionaram
as duas situações: com e sem lubrificante.
5.2.3 RESULTADOS OBTIDOS
A tampa que apresentou melhores resultados em relação ao objectivo dos ensaios foi a montagem
com apenas um o-ring, com valores na ordem dos 3500N. Notou-se também um aumento
considerável na força de extracção com o aumento da velocidade.
Força Máxima de Extracção da tampa
0
5001000
1500
2000
25003000
3500
4000
Vel. Ensaio 3,4 [m/s] Vel. Ensaio 1,3 [m/s]
Forç
a de
Ext
racç
ão
2 O-Rings 3mm2 O-Rings 5mm1 O-Ring 4mm
Figura 5.8 - Força Máxima de Extracção da Tampa
Os resultados apresentados são a média obtida a partir de um conjunto de cinco repetições do
ensaio. Em seguida apresenta-se um gráfico elucidativo da gama de valores encontrada para cada
um dos ensaios.
Ensaios com 1 O-ring de 4mm
0500
10001500200025003000350040004500
0 0.001 0.002 0.003 0.004 0.005 0.006
Deslocamento [m]
Forç
a [N
Ensaio 1Ensaio 2Ensaio 3Ensaio 4Ensaio 5Média
Figura 5.9 - Ensaio para um O-ring de 4mm

48
Para complementar o estudo, ensaiou-se também a relevância da lubrificação na montagem com
melhores resultados nos testes anteriores. Considerando a disparidade de valores da força de
extracção das várias montagens, não se ensaiaram as restantes montagens neste campo.
Influência da lubrificação na Força de Extracção da tampa(1 O-Ring de 4mm)
0
5001000
1500
2000
25003000
3500
4000
Vel. Ensaio 3,4 [m/s] Vel. Ensaio 1,3 [m/s]
Forç
a de
Ext
racç
ão
Sem LubrificaçãoCom Lubrificação
Figura 5.10 - Influência da lubrificação na Força de Extracção da Tampa (1 O-ring de 4mm)
Os ensaios realizados revelaram que a lubrificação tem um peso considerável na força de
extracção da tampa da granada, com variações na ordem dos 750N. De notar que a força de
extracção varia inversamente com o aumento da velocidade de ensaio.
5.3 ENSAIO EXPERIMENTAL DA MEMBRANA FUSÍVEL
A membrana fusível é a peça que representa o cerne do conceito de funcionamento do projéctil. É
este o componente responsável pela iniciação do processo de extracção da carga após o impacto da
granada com o solo.
De modo a se dimensionar o sistema de extracção da carga foi necessário estudar a força
necessária para o corte da membrana fusível. O corte desta peça processa-se por arrombamento,
tendo sido ensaiadas várias espessuras de modo a melhor se construir o modelo de corte.
A grande dificuldade do projecto é a simulação das elevadas velocidades a que o processo irá
ocorrer na realidade. As peças foram ensaiadas com a velocidade máxima disponível na prensa onde
se realizaram os ensaios.
A montagem utilizada é semelhante à descrita anteriormente para o ensaio dos o-rings, variando
apenas as peças a ensaiar e o apoio utilizado para simular os elementos que na granada suportam a
membrana.
A velocidade registada durante os ensaios foi de 3.4m/min. Foram ensaiados grupos de três
membranas com espessuras entre os 0.6mm e os 1.4mm. O gráfico representado espelha um dos

49
grupos de ensaios realizados com uma das linhas a corresponder à média dos valores registados. O
ensaio representado contempla uma espessura de 1.2mm.
-5
0
5
10
15
20
25
30
35
40
0 0.2 0.4 0.6 0.8 1 1.2 1.4
Deslocamento [mm]
Forç
a [K
N Série1Série2Série3Média
Figura 5.11 - Gráfico da força de corte de uma membrana fusível de 1.2mm
A tabela apresentada em seguida representa os valores registados para a força máxima e trabalho
de corte em cada um dos ensaios realizados.
Espessura da membrana [mm]
Força Máxima [KN]
Força Máxima Teórica [KN]
Trabalho de Corte [J]
Trabalho de Corte Teórico [J]
6 22.96 15.53 6.95 6.21 7 25.37 18.12 8.55 8.46 8 27.77 20.71 10.93 11.05 9 30.17 23.3 12.71 13.98
10 32.31 25.89 17.12 17.26 11 33.91 28.48 19.05 20.88 12 35.78 31.06 20.96 24.85 13 38.98 33.66 22.65 29.17 14 41.39 36.24 29.05 33.83
Tabela 5.1 - Registos da força e trabalho dos ensaios experimentais das membranas
5.4 ESTUDO DA CINTA DE TRAVAMENTO
A cinta de travamento é um componente fundamental em munições de artilharia. Foi graças à
introdução desta cinta que se conseguiu aumentar largamente o alcance do tiro de Artilharia bem
como a sua precisão, influenciando inclusive alterações profundas nas tácticas utilizadas na época.
Com o seu maior alcance, a Artilharia deixou de alinhar junto da Infantaria no campo de batalha, para
se deslocar para a retaguarda, conseguindo no entanto influenciar toda a área de combate.
A cinta tem duas funções que a tornam indispensáveis no tiro moderno. Através da sua
deformação, é responsável pelo guiamento da granada através das estrias do tubo do obus,
conferindo rotatividade à granada. A segunda função é fazer a obturação posterior da munição
durante o tiro. Assim os gases são concentrados na câmara da peça, aumentado a pressão
resultante da explosão inicial e consequentemente a velocidade inicial do tiro.

50
Devido ao elevado secretismo em que são envolvidos a maioria dos estudos bélicos, a informação
encontrada acerca da membrana fusível foi escassa. A obtenção de informação sobre as cintas de
travamento foi feita com recurso a um processo de engenharia inversa. A partir de uma cinta de
travamento montada numa granada em uso no Exército Português foi feita uma análise à sua
composição e dureza. Os resultados do estudo realizado apoiaram a escolha do material a aplicar no
caso da granada a projectar.
A premissa para o projecto da cinta de travamento foi a seguinte: respeitar o conceito de
funcionamento das cintas de travamento já existentes. A simplicidade do objectivo traçado advém da
tentativa de estabelecimento de um paralelismo funcional, em termos balísticos, deste projéctil em
relação aos já existentes. Assim, todo o procedimento de tiro estaria salvaguardado visto se
utilizarem parâmetros já amplamente dominados.
Foi assim recolhida uma amostra, tendo-se realizado ensaios para apuramento da sua composição
química e dureza.
5.4.1 ESTUDO DA COMPOSIÇÃO QUIMICA DA CINTA DE TRAVAMENTO
Os ensaios à composição da cinta foram realizados no Laboratório de Microscopia Electrónica do
Departamento de Engenharia Mecânica do IST. Para tal, foi preparada uma amostra de material
proveniente de uma cinta de uma granada cedida para estudo. A figura seguinte representa o
material utilizado na análise, com o aparelho de análise ligado directamente a um computador que
permite tanto o seu controlo como a recolha da informação referente aos ensaios.
Figura 5.12 - Montagem utilizada para análise da composição da cinta de travamento
As figuras seguintes representam a rugosidade do material verificada. Este parâmetro não tem
grande peso neste tipo de ensaios, como tal, não houve especial preocupação com o aspecto da
superfície.

51
Figura 5.13 - Ampliação da Cinta de Travamento: 100x
Figura 5.14 - Ampliação da Cinta de Travamento: 500x
Figura 5.15 - Ampliação da Cinta de Travamento: 1000x
Os valores obtidos são fruto da leitura dos valores obtidos na análise gráfica feita à amostra. Como
exemplo, pode observar-se o gráfico exposto em seguida, onde se apresenta uma das leituras
obtidas durante o procedimento.
Figura 5.16 - Análise da composição da amostra da Cinta de Travamento
Foram realizadas três repetições ao procedimento de ensaio, para que se conseguissem detectar
eventuais falhas no processo de análise. O gráfico seguinte representa os resultados obtidos em
cada um dos ensaios.
Análise Microscópica da Composição da Cinta de Travamento
0102030405060708090
Cu (%) Si (%) Zn (%)
Per
cent
agem
(
Ensaio 1Ensaio 2Ensaio 3
Figura 5.17 - Análise Microscópica da Composição da Cinta de Travamento

52
Os resultados da análise foram muito coerentes, apresentando as medições variações mínimas. Os
valores encontrados para cada um dos ensaios foram os apresentados na tabela seguinte.
Elemento Ensaio 1 Ensaio 2 Ensaio 3 MédiaCu (%) 83.65 83.49 83.2 83.45Si (%) 5.01 4.78 5.45 5.08 Zn (%) 11.35 11.73 11.35 11.48
Tabela 5.2 - Medições da composição da cinta de travamento
5.4.2 DUREZA DA CINTA DE TRAVAMENTO
De modo a complementar a identificação do material da cinta de travamento, foi ensaiada uma
amostra em termos da dureza. O método utilizado foi o ensaio de Vickers, o qual será descrito de
seguida. O método de ensaio Vickers foi criado em 1925 por Smith e Sandland. Este método tem em
conta a relação ideal entre o diâmetro da esfera do penetrador do ensaio Brinell e o diâmetro da
calote esférica obtida. Ultrapassa, no entanto, a sua eficácia por utilizar um penetrador diferente que
possibilita a medição de um leque muito vasto de durezas.
A medição da dureza Vickers baseia-se na resistência que o material oferece à penetração de uma
pirâmide de diamante de base quadrada e um ângulo entre faces de 136º. O valor da dureza Vickers
(HV) é o quociente entre a carga aplicada (F) e a área de impressão (A) deixada na amostra.
A máquina que faz o ensaio Vickers não fornece o valor da área de impressão da pirâmide, mas
permite obter, por meio de um microscópio, as medidas das diagonais (d1 e d2) formadas
Figura 5.18 - Durometro para fazer ensaios a cinta de travamento

53
5.4.2.1 Resultados obtidos e Características dos ensaios realizados
De modo a se confirmar o resultado obtido no ensaio, foram realizados dois grupos com três
repetições cada. A carga aplicada no primeiro ensaio foi de 9,807N (1kgf), sendo o segundo realizado
com metade da carga do primeiro, 4,903N (0,5kgf). O tempo de aplicação da carga em cada um dos
ensaios foi de 15s. O resultado obtido nos ensaios foi de 123 HV 1/15 e 123 HV 0.5/15,
respectivamente.
5.5 ENSAIOS EM CAMPO
Com o intuito de verificar o comportamento de todo o sistema fusível composto pela espoleta,
punção, membrana fusível, matriz e suporte da membrana funcionam devidamente construíram-se
dois protótipos e varias membranas com o intuito de realizar ensaios em campo. Nesta fase apenas
foram realizados em três alturas distintas. O primeiro local experimental foi do 1ºpatamar de um posto
de vigia florestal com 5m de altura. Como pode ser verificar na Figura 5.19.
Figura 5.19 - Primeiro local de ensaio, altura 5m
O segundo e terceiro foram de uma ponte em diferentes locais, com alturas de 11.5m e 28.7m.
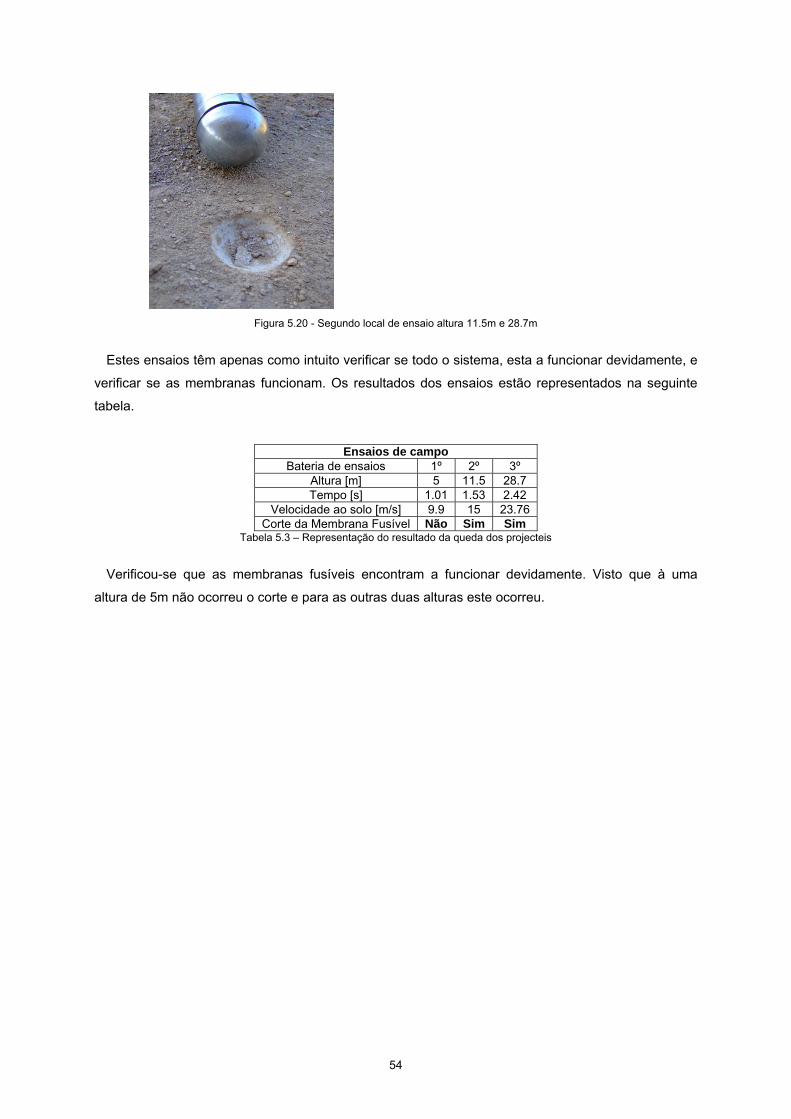
54
Figura 5.20 - Segundo local de ensaio altura 11.5m e 28.7m
Estes ensaios têm apenas como intuito verificar se todo o sistema, esta a funcionar devidamente, e
verificar se as membranas funcionam. Os resultados dos ensaios estão representados na seguinte
tabela.
Ensaios de campoBateria de ensaios 1º 2º 3º
Altura [m] 5 11.5 28.7 Tempo [s] 1.01 1.53 2.42
Velocidade ao solo [m/s] 9.9 15 23.76 Corte da Membrana Fusível Não Sim Sim
Tabela 5.3 – Representação do resultado da queda dos projecteis
Verificou-se que as membranas fusíveis encontram a funcionar devidamente. Visto que à uma
altura de 5m não ocorreu o corte e para as outras duas alturas este ocorreu.

55
6 CÁLCULO ESTRUTURAL ANALÍTICO 6.1 DIMENSIONAMENTO DA MOLA
A principal função da mola é a extracção e projecção da carga transportada durante o impacto com
o solo. De modo a se analisar esta peça, foi necessário ter em consideração o peso de vários
componentes como o veio, o êmbolo ou a membrana fusível, que influenciam directamente o seu
funcionamento. Não foi considerada a massa da tampa do compartimento de carga por se considerar
que esta é expelida por acção da energia do impacto da granada com o solo depois do corte.
Na seguinte tabela estão representados todos os elementos da granada considerados para o
cálculo da mola a utilizar.
Elemento Massa [Kg]Veio 0.286
Êmbolo 0.130 Membrana 0.079
Carga 4.000 Massa Total 4.495
Tabela 6.1 – Massa dos elementos da granada projectados pela mola
Por efeitos de cálculo maximizou-se o valor da massa obtida na Tabela 6.1 de 4.495Kg para 5Kg.
Foi definida como altura padrão para a ejecção da carga da granada, 5m. Os parâmetros auxiliares
para o desenvolvimento do estudo bem como algumas equações utilizadas, estão em seguida
apresentados.
Variáveis ValorMassa total [Kg] 5
g [m/s2] 9.82 h [m] 5
Tabela 6.2 – Aproximações efectuadas para a determinação da mola
Trabalho da força gravítica:
mgp = (6-1)
pdydU -= (6-2)
Considerando na equação (6-3) o peso (p) igual 49.1N e uma diferença de alturas (∆y) igual a 5m.
][5.245y-- 21
2
12→1 ∫ JmghppypypdyU
y
y
==∆=== (6-3)

56
Da equação (6-3) obteve-se o valor da energia potencial gravítica para uma massa de 5kg e uma
altura de 5m.
Considerando que não existe dispersão de massa quando a carga é expelida, A conservação da
energia mecânica basta-nos igual a energia potencial gravítica a energia potencial elástica da mola
quando comprimida equação(6-4).
molagraviticopotencial UU = (6-4)
Equações utilizadas para o cálculo da energia necessária na mola:
kxF = (6-5)
kxdxFdxdU -=-= (6-6)
22
21
2
121 2
121 KxKxKxdxU
x
x
−=−= ∫→ (6-7)
As equações enumeradas anteriormente foram a base da escolha da mola a aplicar no projecto.
Através da consulta de catálogos de molas, verificou-se a existência de alguns modelos que
apresentavam características satisfatórias em termos de dimensões e força. Na tabela seguinte
apresentam-se alguns modelos da marca [Fibro] que se enquadravam nos parâmetros delineados.
Referencia [29] Dd [mm] Dh [mm] Lo [mm] Ln [mm] K [N/mm] F [N] Umola [J] 241.14.63.152 38 63 152.0 76.0 84.4 6414.4 243.75
Tabela 6.3 – Modelos de molas que enquadrados nos requisitos de projecto
Analisando todos os modelos representados na tabela anterior, verificou-se que a melhor opção
seria o modelo 241,14,63,152 [19]. Embora não cumpra totalmente as especificações a nível
energético, foi considerado o melhor compromisso face à limitação de espaço de carga e força
exercida na membrana, tendo um dos menores comprimentos quando em carga máxima e
possibilitando uma maior capacidade de armazenamento.

57
6.2 DIMENSIONAMENTO DO VEIO
O veio é uma peça fulcral para o bom funcionamento do projéctil. Tem como funções o guiamento
da mola, o suporte do êmbolo e a transmissão da energia proveniente das fases extremas de
funcionamento da granada: o disparo e o impacto com o solo. A sua análise foi dividida em dois
estados: estacionário e transiente, os quais estão descritos em seguida.
6.2.1 CÁLCULO DO VEIO EM REGIME ESTACIONÁRIO
O estudo em regime estacionário refere-se à análise de todos os esforços durante a fase de voo ou
no manuseamento antes do disparo. Durante estas fases, os esforços podem ser considerados
constantes no tempo, possibilitando assim a sua decomposição.
Os esforços exercidos no veio podem ser decompostos em três forças diferentes
(Figura 6.1):
F1 - força aplicada pelo êmbolo referente à mola;
F2 - força que a membrana fusível transmite ao veio, estando a membrana apoiada na matriz;
F3 - força que a tampa impõe ao veio derivada da força do o-ring.
Figura 6.1 - Esforços aplicados ao veio
Com base na Figura 6.1 podemos decompor as forças que actuam no veio e membrana
equação(6-8).
∑ 0--;0 321 == FFFFx (6-8)
Tendo como referência o valor da força exercida pela mola quando comprimida para um curso de
76mm, pode considerar-se o seguinte:
[N] 6414.4== 1FFmola (6-9)

58
ll =0
Figura 6.2 - Mudança de geometria durante a deformação elástica [20]
Considerando que a barra apresenta uma secção circular, e admitindo que o material é homogéneo
e isotrópico, a deformação devido a força F considerou-se uniforme. Assim, o material quando sujeito
a uma deformação na direcção axial irá deformar nos sentidos referentes a um plano perpendicular à
força aplicada. Isto é, devido às propriedades dos materiais sólidos, estes poderem sofrer
deformações. As deformações pequenas são difíceis de avaliar mas de grande interesse pois o limite
máximo da deformação é o deslocamento do o-ring. Assim sendo, considerando que o comprimento
inicial do veio é de L0, variando este num comprimento ∆L, podemos definir como extensão nominal:
0
0
0 ll-l
=l∆l=e (6-10)
Considerando o comprimento final, podemos rescrever a equação do seguinte
modo:
00
00
ll
llll
e ∆=
−∆+= (6-11)
Se considerarmos o incremento ∆L muito pequeno, no limite dll =∆ . Para além disso, se
arbitrarmos εde = e como comprimento de referência, é possível escrever a extensão
do veio verdadeira como:
∫ ∫0 0
ln1==l
l ll=dl⇒
ldε⇒
ldldε ⎟⎟
⎠
⎞⎜⎜⎝
⎛ε (6-12)
Esta análise pode ser aplicada tanto para pequenas como para grandes deformações. No caso das
pequenas deformações, podemos aplicar e=ε como aproximação.
lll ∆+= 0

59
O projecto de dimensionamento do veio deve garantir que o seu funcionamento se processe dentro
do domínio plástico, em que os materiais têm capacidade de retomar a sua dimensão original. A
deformação dentro deste intervalo, para a maioria dos metais, pode ser considerada linear, até que
se atinja a tensão limite de elasticidade do material. Sendo assim, aplica-se a lei de Hooke.
ε=EσAF = (6-13)
Deste modo, é possível determinar a deformação que o veio sofre, estabelecendo como limite da
deformação o movimento permitido pelo o-ring.
Para a primeira iteração foi desprezada a força que a tampa exerce devido ao o-ring e estabelecido
como diâmetro mínimo do veio 11mm, zona mais desfavorável da peça.
Iteração 1 F1 [N] 6414.4 F2 [N] 6414.4
A [mm2] 95.03 σ [MPa] 67.5 E [GPa] 200 L0 [mm] 76
ε% 0.03375 Lf [mm] 76.026
Lf-L0 [mm] 0.026 F3 [N] 0
Tabela 6.4 – Valores obtidos para a deformação do veio
Verificando-se que a força imposta pelo o-ring no veio é insignificante (com base na Figura 5.9
onde a força do or-ringue para um deslocamento de 0.026mm é praticamente nula F3=0N) quando
comparada com os valores referentes ao esforço imposto pela mola, não tendo sido assim
considerado esse parâmetro nas iterações.
6.2.2 CÁLCULO DO VEIO EM REGIME TRANSIENTE
Em regime transiente analisaram-se as fases em que a solicitação a que o veio está sujeito, não
são constantes ao longo do tempo. Existem dois períodos críticos para o veio:
• Fase de lançamento
• Impacto da granada no solo.
Com vista a analisar os esforços suportados por este componente, foi calculada a carga crítica
suportada pelo veio.
A carga crítica é estudada através da análise à estabilidade do veio, ou seja, à capacidade deste
suportar esforços sem alterar bruscamente a sua geometria inicial.

60
Como o valor da carga aplicada é uma das variáveis do problema, não tendo sido considerado
nesta fase do projecto a execução de ensaios experimentais para esta componente. Procurou-se um
valor razoável analiticamente. Com base na equação de Euler e na do momento de inércia, e partindo
do valor do raio mínimo do veio, calculou-se a carga crítica que o mesmo suporta.
Figura 6.3 - Os vários comprimentos equivalentes de colunas e respectivas condições de fronteira; (a) uma das extremidades
livre e a outra encastrada; (b) ambas as extremidades fixas mas com possibilidade de rotação; (c) uma das extremidades encastrada e a outra fixa com possibilidade de rotação; (d) ambas as extremidades encastradas. [21]
A Figura 6.3, mostra os vários comprimentos equivalentes de colunas e as suas respectivas
condições de fronteira. O nosso estudo foi feito com base na Figura 6.3 (c), devido ao tipo de
condições de fronteira que actuam no veio, como representado na Figura 6.4.
Figura 6.4 - Representação das condições de fronteira do veio.
Com base na carga critica de Euler equação((6-14)), nas com as condições de fronteira da Figura
6.3 (c) e no momento de inércia do veio equação(6-15), foi determinado para um conjunto de
possíveis raios de serem utilizados a carga critica que estes suportariam (Figura 6.5).
2
2
eqcritica L
EIP π= (6-14)
4
41 rI π= (6-15)
A Figura 6.6 representa a variação do peso do veio com o raio deste.

61
Figura 6.5 - Variação da Carga Crítica com o raio do veio Figura 6.6 - Variação do peso com o raio do veio
6.3 DIMENSIONAMENTO DO MECANISMO DE CORTE PARA À MEMBRANA DE 1mm DE ESPESSURA
6.4 MEMBRANA FUSÍVEL
A membrana fusível é o centro de todo o mecanismo de accionamento mecânico. Existem dois
diferentes estados de solicitação em que esta terá de ter dois comportamentos totalmente diferentes.
O primeiro processo é referente à fase de armazenamento e manuseamento da granada até ao
momento do disparo. O segundo é referente ao impacto com o solo. O estudo de cada um está em
seguida representado.
6.4.1 1º ESTADO-FASE DE ARMAZENAMENTO
Durante o armazenamento é espectável que a membrana suporte a carga imposta pela mola e
esforços que possam ser exercidos exteriormente. Como exemplo desses esforços podemos apontar
pancadas derivadas de pequenas quedas ou choques ocasionais durante o transporte.
Para maior facilidade de cálculo considerou-se que o material é isotrópico e homogéneo, não
apresentando variação do estado de tracção uniaxial para o estado de tensões de corte puro.
Considerou-se que as arestas de corte tanto da matriz como do punção, se encontravam bem afiada.
Numa primeira fase irá ser calculada a espessura mínima da membrana, suficiente para suportar a
força da mola.

62
Figura 6.7 - Esforços impostos pela mola e matriz na membrana
Considerando-se unicamente o esforço imposto pela mola, verifica-se que este é mais crítico na
zona de menor espessura. É expectável que as tensões de corte neste processo, à semelhança do
que ocorre no corte por arrombamento convencional, sejam as mais críticas nesta zona.
ncedência
admσ
σ = (6-16)
Na equação, admσ é a tensão normal admissível, cedenciaσ é a tensão de cedência do material e n é
o coeficiente de segurança. Foi calculada a tensão de corte admissível
admadm στ 5.0= (6-17)
Tendo sido determinada a espessura mínima que a membrana teria que ter para suportar a carga
imposta pela mola.
adm
molaima
FhP
τ=× min (6-18)
A secção resistente que a membrana terá de apresentar para suportar a carga da mola, não
ultrapassando a tensão de corte admissível, encontra-se na tabela seguinte, juntamente com os
dados considerados para o cálculo;

63
cedenciaσ [MPa] 485
n 1.2
admσ [MPa] 404.2
admτ 202.08 P [mm] 62.84
Fconsiderada [N] 6414.4 hminimo [mm] 0.504
hrecomendado [mm] 0.6 nfinal 2.85
Tabela 6.5 – Valores obtidos no cálculo da espessura mínima para suportar a carga exigida pela mola
Como foi apresentado na Tabela 6.5 a espessura mínima recomendada anda na ordem dos 0.6mm,
contudo devido ao desconhecimento das verdadeiras tensões que actuam nas zonas adjacentes a
folga optou-se por utilizar uma espessura de 1mm.
A seguinte figura descreve a evolução da carga suportada pela membrana para as condições de
corte puro.
Figura 6.8 - Evolução da carga suportada pela membrana dentro do domínio elástico em função da espessura da membrana
para um coeficiente de segurança de 1.2

64
6.4.2 2º ESTADO – FASE DO IMPACTO
Durante o impacto do projéctil no solo é expectável que a membrana seja cortada pelo sistema
matriz/punção. Devido ao desconhecimento do valor real das tensões de corte que estarão
envolvidas no processo de corte, visto este se processará a alta velocidade, nesta fase consideraram-
se os valores comuns no corte a baixa velocidade. A análise do processo a alta velocidade ficou
reservada para o estudo computacional.
A força de corte foi calculada com base nas equações características do processo, apresentadas
2.4 considerando as propriedades do material definidas no Capitulo 4.1.
A influência da carga da mola na membrana fusível reduz significativamente a força de corte como
pode ser vistos na Figura 6.9 a vermelho, a força de corte sem influência da carga da mola esta
representada na mesma figura a verde.
A redução da força de corte devido à actuação da mola pode ser calculada do seguinte modo:
elasticateoricacortecorte FFF −= (6-19)
Figura 6.9 - Força de corte necessária contabilizando a força da mola em função da espessura da membrana
Os resultados são apresentados na Figura 6.9

65
6.5 MATRIZ E PUNÇÃO UTILIZADOS NO PROCESSO
A escolha do tipo de construção da matriz depende da geometria e dimensões da peça, da
quantidade a produzir e ainda da qualidade exigida para o produto. No entanto, esta decisão deverá
sempre ponderar os seguintes aspectos:
- Execução e manutenção mais fácil das ferramentas.
- Diminuir o número de afiamentos e aumentar a vida da ferramenta.
- Economizar no emprego de aços de melhor qualidade.
- Substituição das partes danificadas com facilidade.
- Assegurar a qualidade do produto.
Figura 6.10 - Sistema de corte
Independentemente da forma de construção, o furo da matrize é, em geral, formado por duas
zonas: a primeira de parede direita e a segunda inclinada, que se destina a facilitar a saída das
peças. A altura da zona direita (h na Figura 6.11) deve ser:
h = 3 a 4 e Para espessuras de arco (e) inferiores a 2 mm.
h = 1.5 e Para espessuras do arco (e) superiores a 2 mm.

66
Figura 6.11 - Geometria das matrizes [22]
Relativamente à conicidade da zona inclinada, os valores variam entre 1 e 3°, Em alguns casos,
prolonga-se a conicidade até à parte superior da matriz, mas neste caso é preferível utilizar um
ângulo mais pequeno (0,5º) junto à parte superior.
No caso de furos redondos, pode dar-se saída à matriz fazendo um furo cilíndrico com mais 1 a 2
mm de diâmetro.
Para o dimensionamento da matriz, punção e membrana fusível, começou-se por se definir o
diâmetro nominal do punção (dn) igual ao diâmetro da peça, sem se considerarem as tolerâncias de
fabrico (δs - metade da tolerância superior e δi -metade da tolerância inferior).
O diâmetro do punção será então dado pela seguinte expressão:
( )02psnp dd δδ −+=
(6-20)
Em que δp é a tolerância de fabrico correspondente a um ajustamento do tipo H7/h6 e cujos valores
estão especificados.
O diâmetro da matriz (Dm) será definido em função do diâmetro do punção (dp) e a folga radial
pretendida (jr) (6-21).
rpm jdD 2+= (6-21)
Os dados do diâmetro nominal e toleranciamentos referentes ao punção, encontram-se na seguinte
tabela:
dn 20 mm Anexoδs 0 mm Anexoδp -13 µm Anexodp 20 mm
Tabela 6.6 – Dados referentes ao punção [22]
Tendo sido por fim determinado o diâmetro do punção com o tolerânciamento (6-22).

67
][200013.0 mmd p −=
(6-22)
Contudo devido a geometria da membrana fusivel na zona junto ao punção, é imperativo que se
tolerâncie também a membrana nesta zona, tendo sido obtido o seguinte diâmetro para a membrana
fusível (6-23).
][20 021.00 mmdMF = (6-23)
O dimensionamento da matriz requer tanto a determinação da altura da zona direita (h), assim
como o diâmetro desta depois do aplicação da folga
Como já foi referido anteriormente para espessuras de estampas planas menores que 2mm terá de
ser utilizada um h entre 3 e 4espessuras. Assim calculando o valor de h para uma espessura 1mm
obteve-se um h=3 mm.
Para o dimensionamento do diâmetro da matriz, existiu a necessidade de se determinar qual o tipo
de folga que seria utilizada, tendo se optado por a folga do tipo I superior a folga ideal.
Tabela 6.7 – Tipos de folga existentes
Figura 6.12 - Folga em função da espessura do arco para os
cinco tipos de folgas
Figura 6.13 - Variação do diâmetro da matriz em função da
folga aplicada e da espessura do arco
A Figura 6.12 à esquerda representa a variação das várias folgas com a espessura. A cada linha
desta figura corresponde um tipo de folga.

68
A Figura 6.13 à direita apresenta a variação do diâmetro da matriz em função da espessura da
banda e das várias folgas possíveis de serem utilizadas no processo de corte.
Tendo sido escolhido o tipo de folga a utilizar, passamos para a determinação do diâmetro da
matriz com o respectivo toleranciamento (6-24)
( ) ][42.202 021.00
021.00
mmJdD rpm =+= (6-24)
O dimensionamento do diâmetro da membrana fusível para a zona junto a matriz passa por
prevenir que o diâmetro da membrana fusível nunca atinja o valor do diâmetro da matriz, evitando
assim o atrito entre estas duas componentes.
( ) ][32.2005.02 0013.0
0013.0 mmDD mMF −− =×−= (6-25)
6.5.1 PUNÇÃO
Os punções devem ser dimensionados de modo a que a tensão média do trabalho seja inferior à
tensão admissível do material. Esta tensão obtém-se dividindo a tensão de cedência do material por
um coeficiente de segurança, aplicando-se em geral valores entre 1.5 e 2. Assim deve verificar-se:
admc
t SF σσ ≤= (6-26)
Na equação, tσ representa a tensão média do trabalho, Fc a força máxima de corte, S a área
transversal do punção e admσ a tensão admissível do material.
Desconhecendo a força de corte para a velocidade de 50m/s, fez-se processo de cálculo inverso,
tendo sido estimada a tensão admissível (6-27).
ncedencia
admσσ = (6-27)
A força máxima pode agora ser determinada (6-28))
SF admima σ=max (6-28)

69
cedenciaσ [MPa] 485 S [mm2] 314.2
Fmaxima sem coeficiente de segurança[KN]
152.4
n 1.5
admσ [MPa] 323 Fmaxima
de trabalho [KN] 101.6
Tabela 6.8 – Força máxima suportada pelo punção

70

71
7 ELEMENTOS FINITOS
7.1 INTRODUÇÃO
A velocidade influencia as propriedades mecânicas dos materiais, sendo que a munição será
utilizada numa gama de velocidades da ordem dos 200m/s, é necessário quantificar qual a variação
das propriedades mecânicas da membrana fusível para essa gama. Numa primeira fase construiu-se
um modelo computacional de elementos finitos que simulasse os resultados obtidos
experimentalmente com o recurso ao software comercial ABAQUS/EXPLICIT.
7.2 MODELO
O estudo realizado recorrendo aos elementos finitos teve dois objectivos distintos, o primeiro
extrapolar os valores da força de corte, para as velocidades de funcionamento do sistema punção,
matriz e membrana fusível. O segundo correspondeu o de avaliar o comportamento da geometria que
transitou da primeira fase do projecto e de uma nova geometria proposta, à carga imposta pela mola
durante o regime estacionário de funcionamento.
7.2.1 CONSTRUÇÃO DO MODELO
O estudo numa primeira fase foi efectuado numa estampa plana, com o intuito de simplificar o
modelo e compara-lo com os resultados que advêm da teoria, enquanto que o estudo das duas
membranas tem como objectivo caracterizar o sistema real que irá ser utilizado.
7.2.1.1 GEOMETRIA
A primeira fase da construção do modelo é a construção das geometrias a estudar, neste caso a
construção das estampas planas e das membranas fusíveis.
Para as estampas planas, foi considerada uma chapa de 40mm de diâmetro representada na
Figura 7.1 com três espessuras diferentes visualizadas na Tabela 7.1.

72
Figura 7.1 - Representação da estampa plana
1º Membrana 2º Membrana 3º Membrana Espessuras em estudo [mm] 0.5 1 1.5
Tabela 7.1 - Valores de espessuras utilizadas
As geometrias das membranas estão representadas na Figura 7.2.
a)
b) Figura 7.2 - Representação das membranas estudadas, a) geometria resultante da primeira fase, b) nova geometria
As geometrias embora sejam semelhantes apresentam diferenças na zona da folga, entre o punção
e a matriz, esta diferença é crucial para o funcionamento da membrana quando se aplica a carga da
mola. Na Figura 7.2 estão representadas as duas membranas, a Figura 7.2 a) corresponde á
geometria antiga e a Figura 7.2 b) corresponde á nova geometria.

73
7.2.1.2 CONDIÇÕES DE FRONTEIRA E CONTACTO
A definição das condições de fronteira e contacto corresponde ao segundo passo na construção da
simulação, sendo estas elevado valor para a representação e comparação com a realidade visto
A decisão sobre as condições de fronteira e contacto foi a segunda fase do processamento.
Consistiu em determinar quais as condições que permitiam simular melhor a realidade durante o corte
e deformação devido à mola.
Para o caso das estampas planas em estudo, vemos na Figura 7.3 todas as condições que foram
aplicadas.
Figura 7.3 - Condições de fronteira e contacto
Afim de simular o processo de corte, foi necessário ser definidas quatro superfícies para aplicação
das condições de fronteira, sendo estas um tipo de elementos especiais que o Abaqus permite
utilizar.
As superfícies escolhidas foram as seguintes:
((NB1)-Zona de contacto entre o punção e membrana;
(NB2)- Zona de contacto entre a matriz e membrana
Cada uma das superfícies pode ser definida como Master ou slave. Por defeito o programa obriga a
que as Master sejam as superfícies rígidas e as slave as superfícies deformáveis, sendo que esta
definição estabelece a ordem de avaliação da deformação do modelo. Ambas as condições são de
contacto normal, sem atrito entre as superfícies (Normal Behavior).
As condições de fronteira para o punção e matriz foram aplicadas nos seus pontos de referência.
Como já foi referido, ambas as componentes foram consideradas rígidas. Retiraram-se todos os
graus de liberdade para a componente matriz (encastramento) e para a componente punção, deixou-
se a componente vertical, aplicando-se neste sentido a velocidade.

74
A aplicação das condições de fronteira para as estampas planas é mais complexa, devendo-se
tornar o modelo ó mais real possível. Aplicou-se, no eixo de simetria, a limitação de todos os graus de
liberdade a excepção do vertical garantindo assim que nesta fronteira os elementos se deslocam
apenas na vertical. Na outra extremidade, limitou-se todos os graus de liberdade para que a estampa
plana não se desloque nesta extremidade.
Para o estudo das membranas, as condições de fronteira e contacto, são em tudo semelhantes às
estampas planas, não tendo sido considerado o encastramento das membranas, no extremo oposto
ao do eixo de simetria, como está demonstrado nas Figura 7.4 e Figura 7.5.
Figura 7.4 - Condições de fronteira e contacto para a
membrana de 1.2mm de espessura Figura 7.5 - Condições de fronteira e contacto para a
membrana de 1mm de espessura
No estudo correspondente a análise da carga da mola aplicada as membranas, estas são em tudo
semelhantes as do estudo anterior, existindo apenas diferença nas condições de fronteira e contacto,
apenas foi aplicado condições de contanto entre a matriz e a membrana, introduzindo-se ainda
condições de fronteira, tie, entre a membrana fusível e o seu ponto de referência. Esta condição
especial pode ser utilizada quando se necessita de aplicar cargas pontuais, como a carga da mola,
sobre superfícies.
Figura 7.6 - Condições de fronteira e contacto para a
membrana de 1.2mm de espessura com aplicação da força da mola
Figura 7.7 - Condições de fronteira e contacto para a membrana de 1 mm de espessura com aplicação da força da
mola

75
7.3 MALHA
No modelo considerou-se que o material das ferramentas de corte possui elevada dureza quando
comparado com o material utilizado para as membranas, deste modo foi considerado elementos
rígidos sem deformação para a matriz e punção sem grande perda de realidade física. Para as
membranas foi considerado um elemento de material com todas as suas características mecânicas.
Devido à axissimetria existente entre os componentes a serem estudados, foi possível ser adoptada
uma análise a 2D. Reduziu-se assim a complexidade da execução do modelo total, tendo-se
incrementado o esforço para as zonas mais críticas do estudo; folga entre o punção e matriz.
O tipo de elemento utilizado nas análises aximétricas foi o CAX4R, sendo caracterizado como um
elemento de tensão/extensão bi-linear de 4 nós e integração reduzida. Este tipo de integração é
essencial para os casos em estudo, pois as suas matrizes de rigidez são calculadas de forma
aproximada, reduzindo-se o esforço computacional. O elemento tem dois graus de liberdade activos:
1,2 (ur, uz) – a coordenada ur representa a direcção radial e uz a Z.
Para a simulação do corte por arrombamento existiu ainda a necessidade de se decidir quais os
elementos em que seria aplicado Shear Failure e quais os que não necessitavam. Para a resolução
deste problema recorreu-se a teoria, sendo que apenas existe propagação de fissuras no corte
devido à existência de tensões de tracção, estas no corte apenas se localizam na zona da folga.
7.3.1 MALHA UTILIZADA
Na geração da malha, implementou-se esforços na zona da folga, efectuando-se um refinamento
acentuado da malha nesta zona, visto ser a zona fulcral de todo o processo, tendo-se óbito as
seguintes malhas.
Figura 7.8 - Malha Final 16808 Elementos para 1mm de espessura
Com base no refinamento obtido nas estampas planas, nomeadamente da geometria e dimensões
dos seus elementos, foi construída as malhas para as membranas, estando estas representadas nas
Figura 7.9 e Figura 7.10.

76
Figura 7.9 - Malha para a membrana de 1.2mm Figura 7.10 - Malha para a membrana de 1mm
A malha utilizada para o estudo dos efeitos da carga da mola nas membranas é algo semelhante às
anteriores com uma pequena diferença: escolheu-se a versão standard do Abaqus, pois esta versão
é mais indicada para análises em que os problemas são quase estáticos. Assim existe a possibilidade
de se refinar ainda mais toda a malha, como está representado na Figura 7.11 e Figura 7.12.
Figura 7.11 - Malha para a membrana de 1.2mm Figura 7.12 - Malha para a membrana de 1mm
A caracterização das malhas encontra-se representada na Tabela 7.2, o número de graus de
liberdade (GDL), número de elementos e número de nós.

77
Componente Nº Elementos Nº Nós GDL3 Estampa plana com 0.5mm de espessura 37067 37452 74906 Estampa plana com 1mm de espessura 16808 17041 34084
Estampa plana com 1.5mm de espessura 25958 26215 52432 Membrana com 1.2mm de espessura para ensaios da força de corte 23300 23577 47156 Membrana com 1mm de espessura para ensaios da força de corte 29412 29662 59326
Membrana com 1.2mm de espessura com mola aplicada 138391 139843 279053 Membrana com 1mm de espessura com mola aplicada 118091 119275 238287
Tabela 7.2 - Características das malhas utilizadas
7.4 RESULTADO PARA AS ESTAMPAS PLANAS
Os resultados do estudo das estampas planas em relação à variação da energia e evolução da
força de corte encontram-se nos gráficos seguintes.
Força de corte VS Deslocamento membrana 0.5 [mm]
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
0,0 5,0 10,0 15,0 20,0 25,0
Deslocamento [µm]
Forç
a [N
]
Figura 7.13 - Evolução da energia Total do Sistema para
0.5mm de espessura Figura 7.14 - Evolução da força de corte para 0.5mm de
espessura
Força de corte VS Deslocamento membrana 1 [mm]
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 5 10 15 20 25 30 35
Deslocamente [µm]
Forç
a [N
]
Figura 7.15 - Evolução da energia Total do Sistema para
1mm de espessura Figura 7.16 - Evolução da força de corte para 1mm de
espessura
3 Numero de graus de liberdade.

78
Força de corte Vs Deslocamento membrana 1.5 [mm]
0
5000
10000
15000
20000
25000
30000
0 5 10 15 20 25 30 35 40
Deslocamento [µm]
Forç
a [N
]
Figura 7.17 - Evolução da energia Total do Sistema para 1.5mm de espessura
Figura 7.18 - Evolução da força de corte para 1mm de espessura
De notar que a nível energético o sistema se encontra quase estável, nunca chegando a ser
realmente constante visto estarmos a remover elementos, provocando flutuações no sistema. É de
referir que embora as forças de corte se encontrem de acordo com o que seria esperado, o trabalho
da força de corte não esta correcta.
Comparando os valores teóricos obtidos segundo Von Mises com os obtidos pelo Abaqus, foi
determinado o seu erro na Tabela 7.3.
Espessura das membranas [mm]
Força Teórica decorte
RR στ 8.0= [N]
Força Obtida no Abaqus [N]
Erro %
Força Teórica de corte/ Força Obtida no Abaqus
0.5 12943.4 8118,0 37% 1.59 1 25886.7 16677,2 35.6% 1.55
1.5 38830.1 24729,4 36.3% 1.57 Tabela 7.3 - Forças de corte
A seguinte sequência de figuras demonstra a evolução das tensões de Von Mises para a zona de
corte.
Figura 7.19 - Tensão de Von Mises no incremento 1763 e
step time 1e-5 Figura 7.20 - Tensão de Von Mises no incremento 22850 e
step time 1.3e-4

79
Figura 7.21 - Tensão de Von Mises no incremento 54527 e
step time 3.1e-4 Figura 7.22 - Tensão de Von Mises no incremento 83068 e
step time 4.7e-4
Figura 7.23 - Tensão de Von Mises no incremento 102887 e step time 5.8e-4
Figura 7.24 - Pormenor da flexão devido ao Momento-flector no incremento 91176 step time 5.15e-4
Um dos fenómenos típicos do corte por arrombamento, a flexão da estampa e concentração dos
esforços na zona da folga, pode ser observado na Figura 7.24.

80
7.4.1 APRESENTAÇÃO DO PERFIL DE TENSÕES NA ZONA DE CORTE
No ponto anterior foram já apresentados alguns resultados das tensões que se fazem sentir na
zona de corte, através das tensões de Von Mises, no entanto a caracterização total deste perfil requer
a utilização de mais componentes, os quais permitem uma análise mais detalhada da zona de corte.
Para a caracterização da evolução dos estados de tensão na zona de corte, começou-se por
encontrar um incremento e step time retirado do Abaqus, afim de se estudarem as tensões
desenvolvidas na geometria. O step time escolhido foi 2.2E-4 com incremento de 38673, existindo o
intuito de se obter a frame antes do início da propagação das fissuras, obtendo assim a maior zona
de deformação plástica da análise.
Definiu-se dois caminhos através da malha afim de se retirar as tensões principais na zona da
folga. Estando estes representados na Figura 7.25.
Figura 7.25 - Definição dos caminhos a serem estudados
Os resultados referentes as zona da folga esta representado na Figura 7.26
Contudo, a análise dos estados de tensões não se deve prender só na análise das tensões que se
geram na zona da folga, mas também contabilizar os estados de tensões que se desenvolvem na
zona de contacto do punção e matriz nas proximidades da zona da folga. Para isso definiu-se um
caminho, como pode ser visto na Figura 7.25 a verde, que permitiu obter os resultados da Figura
7.26.

81
Evolução das tensões principais
-1400
-1200
-1000
-800
-600
-400
-200
0
200
400
600
0,0 0,2 0,4 0,6 0,8 1,0
Espessura [mm]
Tens
ão [M
Pa]
MaximaMediaMinima
Figura 7.26 - Evolução das tensões principais máximas através dos caminhos
Considerando o critério Von Mises e o critério de Tresca com (σ1- σ3= σequivalente), obteve-se a
Tabela 7.4, para os valores teóricos e retirados da Figura 7.26 na zona central da folga (0.5mm).
Tensões Retirados do Abaqus Teórica Tresca Teórica Von Mises σ2 331.7 257 297.34
Tabela 7.4 - Tensões principais Abaqus, Teórica de Tresca e Teórica de Von Mises
Tresca Von Mises Teóricos 515 515 Abaqus 562.677 487.35 % Erro 9.26 5.4
Tabela 7.5 - Comparação da tensão equivalente dos modelos computacionais com os teóricos
A figura seguinte mostra as tensões de Von Mises:
Figura 7.27 - Tensões de Von Mises na zona da folga

82
Figura 7.28 - Evolução dos estados de tensão ao longo dos caminhos
Comparativamente ao que se optem pela teoria referida Erro! Fonte de referência não encontrada., verifica-se que não existe um estado de tensão uniforme na zona de folga, mas sim
uma sucessão de estados, que começa com um estado próximo do corte puro no centro da zona da
folga. À medida que se afastam desta, os estados começam a evoluir para estados cada vez mais à
compressão, atingindo o seu máximo nas zonas adjacentes ao punção e matriz.
Uma análise ao plano de Mohr (Figura 7.28), prende-se com o facto das fissuras só se poderem
propagar no interior da zona da folga, pois só nessa zona existem direcções segundo as quais estão
aplicadas tensões de tracção, essenciais à propagação das fissuras.
É de salientar ainda a comparação do campo de linhas de escorregamento teóricas com a posição
das linhas de corte máximas obtidas através do Abaqus.
Verifica-se a existência de duas linhas onde as tensões de corte são máximas, junto das zonas
adjacentes tanto da matriz como do punção. Estas duas linhas fazem um ângulo de
aproximadamente 45º com suas superfícies mais chegadas, como é característico das linhas de
escorregamento em contacto com superfícies onde não existe atrito. Outro factor são as linhas de
corte máximas na zona da folga, saindo da aresta do punção em direcção à aresta da matriz.
Figura 7.29 - Representação das tensões de corte máximas, para um incremento 38673 e step time 2.2E-4
A partir do observado no gráfico anterior, é possível verificar-se alguma proximidade entre os
resultados obtidos e o modelo teórico.

83
Figura 7.30 - Representação das tensões de corte máximas, para um incremento 38673 e step time 2.2E-4
Para que se possa estimar quais os valores das tensões de corte que estão a actuar na zona da
folga definiu-se um caminho como pode ser visto na Figura 7.25 a vermelho, tendo-se obtido os
seguintes resultados visualizados na Figura 7.31.
Tensões de corte na zona da folga
-50
0
50
100
150
200
250
300
0,0 0,2 0,4 0,6 0,8 1,0
Espessura [mm]
Tens
ões
[MP
a]
Figura 7.31 - Tensões de corte na zona da folga
A seguinte Tabela 7.6 mostra os valores das tensões de corte teóricas de Tresca e Von Mises
assim como a tensão de corte retirada do Abaqus.
Abaqus Tresca Von Mises Tensões de Corte [MPa] 283.728 257.5 297.34
Tabela 7.6 - Comparação dos valores da tensão de corte obtidos e Teóricas

84
7.5 RESULTADOS DAS MEMBRANAS
Um dos objectivos deste projecto é o de obter os valores da força máxima para o corte por
arrombamento, através da simulação em elementos finitos.
Foram realizados testes utilizando membranas de 1.2mm e 1mm.
7.5.1 MEMBRANA DE 1.2mm E DE 1mm DE ESPESSURA
Tendo como objectivo o de avaliar a força de corte máxima das duas configurações, a membrana
de 1.2mm atinge uma força máxima de corte da ordem dos 39KN, enquanto que a membrana com a
nova configuração e de espessura de 1mm atinge uma força de valor máximo de 38.52KN.
Comparando os valores experimentais e teóricos obtidos pelo ABAQUS para a membrana de 1.2mm
verifica-se que estes são muito próximos.
Força de corte VS Deslocamento 1.2 [mm]
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
0,00 5,00 10,00 15,00 20,00 25,00
Deslocamento [µm]
Forç
a [N
]
a)
Força de corte VS Deslocamento 1 [mm]
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
0 5 10 15 20 25
Deslocamento [µm]
Forç
a [N
]
b)
Figura 7.32 - Evolução da força de corte; a) membrana 1.2mm configuração antiga, b) membrana 1mm nova configuração
No ponto anterior foram já apresentados resultados da força de corte, contudo seria de esperar que
o modelo de elementos finitos apresentasse uma força de corte mais baixa do que aquela que se
obteria através dos ensaios experimentais, existindo, assim, a necessidade de caracterizar as
tensões na zona da folga e zonas adjacentes.
Para a caracterização destas zonas a nível de estados de tensão, começou-se por encontrar um
incremento e step time retirado do Abaqus, afim de se estudar as tensões desenvolvidas na
geometria nessa altura.
O step time escolhido para a membrana de 1.2mm de espessura foi 9.8005E-5 com incremento de
16527, existindo o intuito de se obter a frame antes do início da propagação das fissuras, obtendo-se
assim, a maior zona de deformação plástica da análise.

85
O step time escolhido para a membrana de 1mm de espessura foi 1e-4 com incremento de 14321,
existindo o intuito de se obter a frame antes do início da propagação das fissuras, obtendo-se assim,
a maior zona de deformação plástica da análise.
a)
b)
Figura 7.33 - Definição dos caminhos a serem estudados; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura
Com o intuito de caracterizar a evolução dos estados de tensão da zona da folga, apresenta-se o
gráfico das três tensões, que partem da matriz e chegam ao punção, Figura 7.34
Evolução da Tensões Principais
-1200
-1000
-800
-600
-400
-200
0
200
400
0 0,2 0,4 0,6 0,8 1 1,2
Espessura [mm]
Tens
ão [M
Pa]
MaxímaMediaMinima
a)
Evolução das Tensões principais
-1000
-800
-600
-400
-200
0
200
400
0 0,2 0,4 0,6 0,8 1
Espessura [mm]
Tens
ão [M
Pa]
MaxímaMediaMinima
b)
Figura 7.34 - Gráfico da evolução das tensões principais na zona da folga; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura
Comparativamente ao que se obteve para as estampas planas, os estados de tensão têm um
comportamento semelhante. Na zona central da folga os estados de tensão andam muito próximos
do estado de tensão de corte puro, evoluindo para estados cada vez mais de compressão à medida
que se afastam do centro da zona da folga.

86
Para que se possa estimar quais os valores das tensões de corte que estão a actuar na zona da
folga definiu-se um caminho, como pode ser visto na Figura 7.33 a vermelho, tendo-se obtido os
resultados visualizados na Figura 7.34.
Tensões de corte na zona da Folga
-50
0
50
100
150
200
250
300
0 0,2 0,4 0,6 0,8 1 1,2
Espessura [mm]
Tens
ões
[MP
a]
a)
Tensões de corte na zona da folga
0
50
100
150
200
250
300
0 0,2 0,4 0,6 0,8 1
Espessura [mm]
Tens
ão [M
Pa]
b)
Figura 7.35 - Gráfico da evolução das tensões principais na zona da folga; a) membrana de 1.2mm de espessura, b) membrana de 1mm de espessura
Verifica-se que as tensões máximas que trabalham na zona da folga têm um valor próximo dos
275MPa, como pode ser visualizado na Figura 7.35

87
7.6 ESTUDO DA APLICAÇÃO DA CARGA DA MOLA
O objectivo desta última parte do capítulo, prende-se com o estudo da aplicação da carga da mola
sobre o sistema das membranas, e a verificação do comportamento deste, ou seja, se ultrapassa o
domínio elástico e entra dentro do plástico. Com este objectivo estudaram-se duas membranas, a
anteriormente utilizada no projecto e uma nova membrana.
A representação da deformação das membranas devido a carga da mola pode ser observada nas
Figura 7.36e Figura 7.37.
a)
a)
b)
b)
Figura 7.36 - Deformação da membrana fusível de 1.2mm quando aplicada a mola; a) representação 2D,b)
representação 3D
Figura 7.37 - Deformação da membrana fusível de 1mm quando aplicada a mola; a) representação 2D,b)
representação 3D
Da análise efectuada as duas membranas existe uma notória diferença entre as duas. É verificado
que para a membrana de 1.2mm com a configuração antiga apresenta uma notória deformação que
apresenta tensões pelo critério de Von Mises na ordem dos 515MPa. Este valor é muito superior aos
valores da tensão de cedência, deixando de se encontrar dentro do domínio elástico.

88
Na análise da membrana com uma nova configuração Figura 7.37 com uma espessura inferior a da
configuração inicial apresenta valores de tensão de Von Mises de 162.4MPa, existindo ainda zonas
com concentração de tensões que são superiores a tensão de cedência e apresentam o valor para a
tensão segundo Von Mises de 487MPa.

89
8 ESTUDO AERODINAMICO DO PROJÉCTIL
Das alterações realizadas no projéctil principalmente na espoleta, corpo e a no centro de gravidade
do novo projéctil, existiu a necessidade de ser estudado o comportamento em termos aerodinâmicos
e de trajectórias. Com este intuito realizou-se o estudo recorrendo a softwares com capacidade de
trabalhar em volumes finitos, neste caso o STAR-CD V3.26.
8.1.1 OBJECTIVOS
Das alterações realizadas no projéctil principalmente na espoleta, corpo e no centro de gravidade
do novo projéctil, existiu a necessidade de ser estudado o comportamento em termos aerodinâmicos
e de trajectórias. Com este intuito, executou-se um estudo da aerodinâmica e uma análise da
dinâmica do corpo rígido, estudando os efeitos das forças e momentos que são aplicados ao projéctil.
Para este estudo considerou-se uma abordagem quase estacionaria, ignorando os efeitos da
aceleração inicial que o projéctil sofre desde o inicio do disparo até a saída do obus, estes efeitos só
tem significado residual no estudo aerodinâmico e seriam necessários outros recursos e
metodologias mais complexas para os executar.
As forças e momentos que surgem dos efeitos aerodinâmicos, foram calculadas através do auxílio
de um software (CFD) computational Fluid Dynamics, sendo estas por sua vez aplicadas ao estudo
da dinâmica do corpo rígido.
As condições iniciais consideradas a saída do Obus foram:
Velocidade inicial 200m/s Velocidade de rotação 700rad/s
Ângulo do tubo do obus com a horizonta 30º, 45º e 60º Tabela 8.1 Condições de saída do obus
O projéctil apresenta a seguinte configuração e dimensões (mm)

90
Figura 8.1 - Ilustração da geometria do projecti
A massa e os momentos de inércia são os seguintes:
Massa M[kg] 16.466
Coordenada do centro de massa X[m] 0.0 Y[m] 0.0 Z[m] -0.1348
Momentos de inércia(Referencial principal) Ia[kg.m2] 0.0262 It[kg.m2] 0.2602
Tabela 8.2 Propriedades do projéctil
8.2 CONSTRUÇÃO DE SIMULAÇÃO
O software comercial escolhido para a simulação da análise computacional do fluido foi o programa
STAR-CD V3.26. Com o intuito de diminuir a influencia do efeito das condições de fronteira aplicadas
(escoamento livre) nos resultados junto a superfície do projéctil, foi construído um vasto domínio
computacional, em que as condições de fronteira são impostas a distancias que variam entre 37 a 47
o comprimento do corpo em análise.
Tendo a necessidade de determinar a precisão dos resultados, foram estudadas quatro geometrias
ou núcleos (i.e. encontrarem-se no centro da malha estudada).
GEOMETRIA 1 GEOMETRIA 2
GEOMETRIA 3 GEOMETRIA 4 Figura 8.2 - Geometrias em análise

91
A geometria 1 permite uma comparação directa com os resultados experimentais disponíveis e um
primeiro nível na validação e verificação do método de simulação. A segunda geometria apresenta é
muito semelhantes há da primeira geometria tendo apenas como diferença a parte traseira do
projéctil.
A terceira geometria é completamente diferente de todas as outras e como será demonstrado um
regime de voo diferente das três outras, contudo permite a introdução da rotação nas simulações,
através da comparação dos resultados computacionais disponíveis na literatura [9].
Por ultimo temos a quarta geometria, sendo esta a que se pretende estudar. Todas as três
geometrias semelhantes apresentam dimensões globais idênticas (i.e. comprimento e diâmetro)
tendo ainda sido aplicado condições de fronteira semelhantes e um ângulo de ataque igual a zero.
Contudo na geometria que se pretende estudar (4º geometria) foram aplicados não só o ângulo de
ataque igual a zero mas também ângulos de ataque diferentes.
8.2.1 VERIFICAÇÃO
Afim de estabelecer uma metodologia de simulação, avaliando a sua precisão e determinando as
diferenças entre o comportamento dos vários modelos turbulentos, foram realizados primeiramente os
testes na primeira geometria, confrontando-os com os resultados experimentais disponíveis na
literatura [10].
Esta configuração é aerodinamicamente mais simples do que a geometria em estudo, as
simulações foram efectuadas sem a aplicação da rotação. Porém apresenta muita das características
do escoamento da configuração em estudo.
Os resultados obtidos da modelação computacional da primeira geometria foram comparados com
os resultados experimentais, mostrados na Figura 8.3 para vários l/d (comprimento Vs diâmetro). No
nosso caso l/d=3.97 e como pode ser observado no gráfico obtemos o valor esperado de Cd=0.18.
Figura 8.3 - Coeficiente de arrasto para um cilindro e um cilindro com ponta semiesférica [10].

92
Neste primeiro estudo apenas foi necessário simular ¼ da malha (Figura 8.4). Isto deve-se à
axisymetria da geometria e a ser desprezada nesta fase a rotação. Foram então construídas as
condições de simetria nos planos de corte (simétricos); esta abordagem permite malhas com menos
elementos e menores recursos computacionais. Nesta configuração foram criados aproximadamente
1milhão de volumes de controlo, com tamanhos de célula a variar da superfície do corpo de um valor
(y+)4de entre 1 a 5.
Figura 8.4 - Domínio computacional
Na Tabela 8.3 mostra vários resultados para vários modelos.
Modelos turbolentos Cd k-ε 0.273
Spalart e Allmaras 0.270 k-ω SST 0.180
V2F 0.263 k-ε RNG 0.220
Tabela 8.3 Resultados dos coeficientes de arrasto para vários modelos turbulentos
O modelo k-ω SST (será referido apenas como k-ω), é considerado o modelo mais preciso para
análises turbulentas.
As seguintes figuras são referentes ao Mach e aos perfis de pressão.
4 υρ
τ⎟⎠⎞⎜
⎝⎛
=+
wyy
, Em que y é a distancia entre o centroide da célula á sua parede, τw a tensão de corte na parede ρ e υ é a densidade e a viscosidade cinemática.

93
Figura 8.5 - Perfis dos valores de Mach na primeira geometria
Figura 8.6 - Perfis do contorno de pressão na primeira geometria
Na Figura 8.5 é claramente visível que a simulação ocorre num regime transonico. Por outro lado
na Figura 8.6 é clara a importância da área frontal da espoleta, onde as pressões apresentam
variações aproximadamente 200%, de um pico máximo de pressão (ponto de estagnação), a um pico
de sucção junto a zona em que termina a espoleta onde o fluido deixa de acelerar, devido a
geometria da espoleta.
Foram realizados testes com a preocupação de analisar o efeito das condições de fronteira
turbulentas, afim de perceber a sua influência no resultado final, Estas condições de fronteira são
efectuadas via especificação da intensidade turbulenta (relativo fluxo de energia cinética) e ao
comprimento característico de dissipação. Varias configurações destes valores foram
experimentados. Os objectivos deste teste foram primeiramente impor condições de fronteira

94
laminares para o escoamento livre (i.e., µt<<µ) e depois deixou-se desenvolver a turbulência sem ser
afectada em torno do projéctil.
Na Tabela 8.4 é mostrado os valores dos coeficientes de arrasto que foram utilizadas para os dois
tipos de condições de fronteira mencionadas em que; BC1 é relativo a condições de fronteira
completamente laminares e em BC2 é referente a condições de fronteira turbulentas.
Geometria 1 Geometria 2 BC1 I=0
d=0.m
k-ε 0.284 k-ω 0.177 V2F 0.252
k-ε 0.192 k-ω 0.123 V2F 0.167
BC2 I=5.0E-4
d=3.5E-5m
k-ε 0.273 k-ω 0.180 V2F 0.263
k-ε 0.176 k-ω 0.124 V2F 0.172
k-ε w/spin 0.201 k-ω w/spin 0.126
Tabela 8.4 – Resultados finais devido a aplicação das condições de fronteira turbulentas.
Os dados da Tabela 8.4 foram utilizados também na segunda geometria. Da análise dos resultados
nesta geometria é verificado um decréscimo do coeficiente de arrasto (~30% para o modelo k-ω).
Contudo, esta ainda não esta próxima da configuração final
As Figura 8.7 e Figura 8.8 representam os valores para o Mach e perfis de pressões, para a
segunda geometria.
Figura 8.7 - Perfis dos valores de Mach na segunda geometria

95
Figura 8.8 - Perfis do contorno de pressão na segunda geometria
Figura 8.9 - Representação da elevada turbulência da zona traseira do projéctil

96
8.2.2 VALIDAÇÃO
Com o intuito de ser testada a rotação e os efeitos que esta provoca na aerodinâmica dos
projécteis, existiu a necessidade de a introduzir neste estudo, foi identificado na literatura [9], a
simulação de um projéctil em que esta está presente. Com os resultados computacionais deste
comparou-se com os resultados do projéctil modelado neste trabalho, partindo em seguida para a
modelação da geometria final efectuando as análises da aerodinâmica e cálculo da trajectória.
A Figura 8.10 descreve o modelo testado. As dimensões encontram-se em cm.
Figura 8.10 – Dimensões da terceira geometria [9]
Os testes desta foram realizados nas seguintes condições;
Mach Velocidade (m/s) Reynolds Rotação (rad/s) 0.6 204.1 1.4e+4 2147
Tabela 8.5 – Dados da simulação [9]
Os resultados modelados são consistentes com os resultados da literatura, para o modelo de
turbulência utilizado k-ω SST. Sobre as condições expostas na Tabela 8.5 os resultados do
coeficiente de arrasto para um ângulo de ataque 0º foram:
Teste Cdk-ω
Modelo de referencia 0.22
0.19-0.23 Tabela 8.6 - Resultados da simulação

97
Figura 8.11 - Perfis dos valores de Mach na terceira geometria
Figura 8.12 - Perfis do contorno de pressão na terceira geometria
As Figura 8.11 e Figura 8.12 ilustram o número de Mach e contornos de pressão, que são
perfeitamente consistentes com o facto de ser uma configuração mais aerodinâmica do que as outras
três.
8.2.3 SIMULAÇÃO DA GEOMETRIA FIREND
A metodologia de simulação desenvolvida até este ponto será aplicada á geometria 4, com vários
ângulos de ataque a serem considerados. A malha devido a variação dos ângulos de ataque deixa de
axissimetrica. A malha contém um total de 4079317 elementos de volume de controlo. As figuras
Figura 8.13 e Figura 8.16 representam as forças e momentos (relativos ao centro de massa. É
necessário entender que os resultados tem de vistos no referencial xyz, que esta alinhado com o
corpo.
Figura 8.13 - Forças aplicadas no projéctil Figura 8.14 - Momentos aplicados no CG do projéctil
Na Figura 8.15, é nos apresentados a distribuição de pressões na superfície do projéctil para três
ângulos de ataque diferentes (1º, 5º e 10º). Com o aumento do ângulo de ataque, torna-se mais
pronunciado o desequilíbrio de pressão que é responsável pelo momento Mx. e pela força Fy.

98
O número de Mach esta representado para os mesmos ângulos na Figura 8.16. De novo os efeitos
do aumento do ângulo de ataque são óbvios, mais notáveis são os efeitos na traseira do corpo.
Estão representados na Figura 8.17 as linhas de corrente em torno do projéctil.
a)
b)
c)
Figura 8.15 - Distribuição de pressões para os vários ângulos de ataque; a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º.
a)
b)

99
c)
Figura 8.16 - Variação do numero de Mach para os vários ângulos de ataque, a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º..
a)
b)
c)
Figura 8.17 - Linhas de corrente em torno do projéctil para os vários ângulos de ataque, a) ângulo igual a 1º; b) ângulo igual a 5º ;c) ângulo igual a 10º.

100
8.3 ANALISE DE TRAJECTÓRIAS
Da análise CFD os resultados foram integrados no estudo da dinâmica do copo rígido, em ordem
de executar a análise da trajectória.
No estudo final foram considerados três casos, o primeiro sem força de arrasto (sem força de
arrasto), um em que o eixo do projéctil é mantido na perpendicular a trajectória (com de extra força de
arrasto) e outro em que o projéctil esta orientado com a trajectória tendo como consequência apenas
a consideração da área frontal do projéctil (Apenas arrasto).
Estes casos limite delineiam as condições de fronteira para o voo do projéctil. Todos estes casos
foram estudados para três ângulos distintos que o cano do obus faz com a horizontal (30º, 45º e 60º).
A altura máxima e o tempo de voo podem ser vistos na Tabela 8.7.
Existe ainda um quarto caso referente a análise da trajectória da munição (Completa).
Alcance (m) Tempo para atingir a altura máxima (s) Tempo de Voo (s)
Ângulos de saída do obus 30º 45º 60º 30º 45º 60º 30º 45º 60º
Sem arrasto 3531.1 4077.5 3531.1 10.19 14.42 17.66 20.39 28.83 35.31 Apenas arrasto 3078.2 3435.1 2942.3 10.19 14.42 17.66 19.65 27.48 33.46
Completa 3071.3 3401.9 2843.5 9.7 13.52 16.48 19.75 27.6 33.69 Extra arrasto 1826.2 1872.7 1552.6 7.73 10.32 12.31 16.67 22.55 27.03
Tabela 8.7 – Condições limites das trajectórias
Seguidamente são representadas as trajectórias do projéctil para três ângulos de disparo
diferentes. Na referencia a) das Figura 8.18, Figura 8.19 e Figura 8.20 estão representadas as
trajectórias que se espera que o projéctil siga, nestas figuras o azul corresponde a subida do projéctil
a vermelho a descida. Na referencia b) das mesmas figuras estão representadas as três situações
limites, a trajectória vermelha é referente a condição sem arrasto, a azul é referente há condição em
que o projéctil voa com o seu eixo alinhado com a trajectória (apenas arrasto) e a verde é referente a
condição de extra arrasto. Estes casos limite da dinâmica do projéctil podem ser úteis para fornecer
uma estimativa das incertezas da análise (maximizando o erro).

101
a) b)
Figura 8.18 - Trajectória para um ângulo de 30º a) alcance real, b) casos limite
a)
b)
Figura 8.19 - Trajectória para um ângulo de 45º a) alcance real, b) casos limite
a)
b) Figura 8.20 - Trajectória para um ângulo de 60º a) alcance real, b) casos limite
É de notar que as trajectórias correspondentes ao caso completo estão muito próximas das
trajectórias correspondentes as do apenas arrasto. Contudo existe uma diferença significativa
registada para o ângulo de tiro de 60º onde existe uma diferença de alcance de 100m, embora os
outros parâmetros se encontrarem próximos do caso de apenas arrasto.

102
a) b)
C)
Figura 8.21 - Variação do ângulo de ataque Vs tempo a) ângulo de30º, b) ângulo de 45º, c) ângulo de 60º
Os resultados sugerem um limite de estabilidade do projéctil visto que o ângulo de ataque que
aumenta com o ângulo de disparo. Estima-se que para ângulos de disparo superiores a 70º o projéctil
pode apresentar um comportamento instável durante o voo, devido ao aumento considerável do
momento de viragem (Mx).
Pode se também concluir que o voo do projéctil se aproxima muito da trajectória a azul desde que o
ângulo de disparo não seja superior a 60º, porem isto só pode ser concluído quando se executar a
analise total da dinâmica do projéctil.
Todos os outros resultados encontram-se em anexo.
Em anexos encontram-se detalhadamente a dinâmica do projéctil para os três ângulos de disparo.
Os gráficos contem duas partes distintas as representadas a azul e a vermelho que representa a
subida e descida do projéctil respectivamente. Trj_Norm_V vs Trj_Norm_H representam a projecção
normalizada da espoleta num plano perpendicular há trajectória.
O desvio lateral do projéctil esta representado nos gráficos y vs. z em anexo, mostrando que o
projéctil tem um desvio desde 50m ate 200m da direcção de disparo, dependendo do ângulo de
disparo. Este desvio é sempre para a direita (positivo Z) e acompanhado com o efeito da força de
Magnus e o efeito giroscopico. É necessário relembrar que a influência do vento como a influência da

103
aceleração de Coriolis não formam considerados pois são apenas uma fracção muito pequena para a
caracterização do desvio do projéctil.

104

105
9 CONCLUSÕES
O presente capítulo representa o culminar de todo o trabalho, coligindo os resultados mais
relevantes, obtidos no decorrer do projecto.
O objectivo primário do desenvolvimento de um sistema de extinção de incêndios florestais foi
respeitado, estando presente durante toda a evolução do projecto. Nomeadamente, foi considerado
durante a evolução do conceito, aumentando-se a capacidade do compartimento de carga
(0.00129m3), e melhorando-se a geometria das peças, tendo em vista a diminuição do número de
operações e complexidade do fabrico deste produto, diminuindo os custos associados.
O mecanismo de detonação do projéctil foi evoluído, aumentando-se a superfície da espoleta para
uma mais eficiente transmissão da energia do choque. Verificou-se a necessidade da utilização de
um novo tipo de membrana, tendo em vista um melhor desempenho, quando solicitada pela carga da
mola. Assim, a nova membrana tem uma menor folga entre a matriz e a respectiva zona vertical da
membrana fusível. Considerando também o aumento da folga entre o punção e a matriz. A nova
membrana apresenta uma folga do Tipo I (folga no limite superior a folga ideal do Tipo III).
Seleccionou-se o material a aplicar na cinta de travamento, peça fundamental para o
funcionamento do sistema de lançamento deste produto. Foi também validado o sistema de
funcionamento da tampa do compartimento de carga e seleccionada a mola a utilizar para o sistema
de ejecção.
Dos ensaios realizados em campo e embora seja prematuro tirar conclusões destes ensaios, dos
realizados verificou-se que o sistema funciona correctamente, para uma altura de 11.5 e 28.7, dando-
se o corte da membrana. A velocidade máxima em que a membrana foi testada foi de 23.76m/s que é
quase metade da velocidade que se pretendia modelar com o Software.
Dos resultados em relação as forças verificou-se que existe uma discrepância em relação as forças
teóricas de corte e as modeladas para as estampas planas, contudo o afastamento é proporcional
para todas as estampas modeladas.
Do estudo efectuado aos estados de tensão principal modelados, estes encontram-se muito
próximos dos teóricos de Von Mises e de Tresca, com cerca de 5.4% de erro para Von Mises e
9.26% para Tresca.
Na membrana estudada com 1.2mm de espessura, verificou-se que a força máxima de corte
modelada tinha como valor 39kN, muito próximo do valor experimental de 35.78KN. A segunda
membrana estudada com 1mm de espessura mas com alteração da folga ideal do Tipo III para uma
folga do Tipo I entre o punção e a matriz. A força de corte que se obteve para esta membrana tem

106
como valor 38.515KN. Tanto os estados de tensão como as tensões de corte na zona da folga, têm o
mesmo comportamento do das estampas planas.
Os objectivos da modelação não foram compridos, apenas foi considerado as baixas velocidades,
sendo ainda necessário utilizar os modelos de Johnson-Cook para as baixas e altas velocidades no
cálculo da força de corte. Este objectivo não foi cumprido devido à falta de tempo e recursos na
determinação das constantes na equação da extensão plástica equivalente a que a fractura ocorre,
que influenciam bastante o comportamento do material para elevadas velocidades de deformação.
Foram verificados com sucesso a simulação da aerodinâmica e calculo das trajectórias para o
projéctil, existindo uma boa base de partida para o avanço dos ensaios experimentais de balística.
Contudo dos resultados das modelações pode retira-se que para ângulos superiores a 60º~70º, o
ângulo de ataque aumenta consideravelmente e incrementando o momento de viragem, podendo o
projéctil deixar de ser estável.

107
10 DESENVOLVIMENTOS FUTUROS
Considerando que o trabalho não tem o seu término neste relatório, apresentam-se ainda algumas
ideias para o desenvolvimento futuro do projecto.
Especialmente por este trabalho representar a segunda fase de um projecto com três fases, torna-
se fulcral a apresentação de propostas para desenvolvimento futuro, de modo a iluminar possíveis
caminhos ainda a percorrer.
O estudo do sistema fusível da granada levou a uma abordagem elaborada ao corte por
arrombamento a alta velocidade. Este processo valida o funcionamento do dispositivo central do
projéctil. É essencial o estudo e evolução do seu funcionamento visto que sem resultados neste
campo, o projecto acusa alguma falta de fundamento.
Com base no estudo da aerodinâmica e trajectórias que foram positivos será necessário serem
comprovados com base em ensaios experimentais, nomeadamente produção e disparo dos projécteis
O sistema de armazenamento de energia da granada, responsável pela projecção da carga,
poderia ser substituído por outro mais instantâneo e eficaz. O motivo para esta alteração é a tentativa
de contrariar a velocidade de impacto da granada, de modo a que esta não se enterre no chão sem
que seja extraída a carga.
A substituição do sistema de propulsão por outro que não envolvesse custos tão elevados nem
tanto cuidado no seu manuseamento faria com que a proliferação deste tipo de sistema fosse
simplificada. Para além da redução dos custos contribuiria para a acreditação do projecto pelo menor
impacto ambiental que a aplicação do processo representaria.
A utilização de materiais bio-degradáveis na constituição da granada faria com que o impacto
ambiental da aplicação do processo fosse comportável. Também o custo de fabrico da granada iria
diminuir significativamente.
A considerar apresenta-se a hipótese de desenvolvimento de um novo projecto, fundamentado no
mesmo conceito e no conhecimento já recolhido nesta área, em que se procurariam colocar como
premissas os entraves encontrados no desenvolvimento do projecto actual.

108

109
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Incêndios Florestais – 2007; Relatório Provisório, 30 de Setembro de 2007
[2] Francisco Araújo Lima, Desenvolvimento de um projéctil de detonação mecânica,
(2005)
[3] Tecnologia da Deformação Plástica, Jorge Rodrigues, Paulo Martins, Escolar
Editora
[4] Balística Interna (1983). Academia Militar
[5] Manual de Munições de Artilharia de Campanha (1994), Academia Militar
[6] Tcor Mendoza, Municiones para Artilleria y Balistica de Efectos, Sistemas de
Armas de Artilleria de Campaña. Academia de Artilleria, DAS
[7] Abaqus/Explicit User’s Manual Volume I
[8] W. Klingernberg, U.P. Singb (2004), Comparison of two analytical models of
blanking and proposal of a new model.
[9] DeSpirito, James and Heavey, Karen R. (2006). “CFD Computation of Magnus
Moment and Roll Damping Moment of a Spinning Projectile”, US Army Reserch
Laboratory.
[10] White, F.M. (1991). “ Viscous Fluid Flow, 2º Edition”, McGraw-Hill
[11] CDadapco group (2004). “STAR-CD Methodology manual”, London.
[12] K.C.Ee, O.W. Dillon Jr.; I.S.Jawahir, Departement of Mechanical Engineering,
University of Kentucky, Lexington
[13] Sahu, Jubaraj (2005). “Advanced Coupled CFD/RBD Calculation of Free-Flight
Projectile Aerodynamics”, Proceedings of the 2005 Users Group Conference, IEEE
Computer Society, Washington, DC, USA.
[14] http://www.matweb.com
[15] Catálogo Universal Afir; Aços Especiais e Ferramentas, S. A.
[16] Brooks, C.R. - "Heat Treatment, Structure and Properties of Nonferrous Alloys",
ed. ASM, Metals Park, 1988
[17] Gomes, M.R. & Bresciani Filho, E. - "Propriedades e Usos de Metais Não-
ferrosos", ed. ABM
[18] Catálogo Angus – O’rings
[19] Catálogo de molas FIBRO
[20] Butts, A., Copper, the Science and Technology of the Metal, its Alloys and
Compounds, ed. Reinhold Publishing Corporation, New York, 1960.

110
[21] Ferdinand P.Beer, E.Russell Johnston,JR.,(1992) Mechanics of Materials,
McGraw Hill, USA
[22] Tecnologia dos Processos de corte, AEIST.



A 1
ANEXOS ESTUDOS AERODINAMICOS
Estudos relacionados com a saída do projéctil com um ângulo de 30º

A 2
Estudos relacionados com a saída do projéctil com um ângulo de 45º.

A 3

A 4
Estudos relacionados com a saída do projéctil com um ângulo de 60º.

A 5

A 6

A 7
REPRESENTAÇÃO GRÁFICA DOS MODELOS CONSIDERADOS
Existindo a necessidade de se realizar a caracterização do modelo de Johnson-Cook,
recorreu-se a diferentes fontes descritas na bibliografia tendo-se encontrado os seguintes
parâmetros representados na Tabela
Modelo 1 [41] 2 [41] 3 [42]
A [MPa] 553.1 451.6 310.0
B [MPa] 600.8 819.5 815.5
n 0.234 0.1736 0.22
C 0.013 0.000009 0.097
m 1 1.0955 2.624
0ε& [1/s] 1 1 1
T [ºC] 20 20 20
Tambiente [ºC] 25 25 25
Tfusão [ºC] 1500 1500 1500 Valores dos varios modelos de Johnson-Cook
A representação gráfica dos modelos em estudo é feita de seguida.
1º Modelo de Johnson - Cook
2º Modelo de Johnson - Cook
3º Modelo de Johnson - Cook

A 8
Comparação dos três modelos de Johnson-Cook
Evolução dos modelos para uma velocidade de deformação de 1/s
Evolução dos modelos para uma
velocidade de deformação de 10/s
Evolução dos modelos para uma velocidade de deformação 100/s
Evolução dos modelos para uma
velocidade de deformação de 200/s
Evolução dos modelos para uma
velocidade de deformação de 500/s
Evolução dos modelos para uma
velocidade de deformação de 750/s

A 9
Evolução dos modelos para uma
velocidade de deformação 1000 /s
Evolução dos modelos para uma
velocidade de deformação 1250 /s
Evolução dos modelos para uma
velocidade de deformação 1500 /s
Evolução dos modelos para uma velocidade de
deformação de 1750 /s
Evolução dos modelos para uma velocidade de
deformação 2000 /S
Dos gráficos anteriores, verificou-se o que apresentava maior variação a nível da evolução
das tensões em função da velocidade de deformação, foi o terceiro modelo. Assim sendo, este
foi o escolhido, pois embora não apresente as propriedades mecânicas mais próximas das
aplicadas neste projecto, é o que representa o pior cenário, uma vez que maximiza as tensões
para valores de elevada velocidade de deformação.


















