Afilado de herramientas by Sistema de biblioteca … · Describir el uso, montaje y rectificado de...
60
Transcript of Afilado de herramientas by Sistema de biblioteca … · Describir el uso, montaje y rectificado de...
Afilado de herramientas by Sistema de biblioteca SENAis licensed under a Creative Commons Reconocimiento-NoComercial-CompartirIgual 3.0
Unported License. Creado a partir de la obra enhttp://biblioteca.sena.edu.co/.
SERVICIO NACIONAL DE APRENDIZAJE SUBDIRECCION TECNICA
PEDAGOGICA División de Industria
Afilado de herramientas
Afilado de buriles para cilindrar en afiladora universal
CENTRO INDUSTRIAL Regional Boyacá – Sogamoso
Grupo de trabajo
Elaborado por Pedro H. Sánchez C. Instructor máquinas herramienta Regional Boyacá
Revisión Mario Ojeda
Técnica Pedagógica Profesor Asesor Digeneral
Revisión Técnica Luis Gómez .
Instructor máquinas herramienta
Centro Colombo Alemán Barranquilla
Artes Marlene Zamora C.
Impresión San Martín Obregón y Cía.
Cervantes Impresores Primera edición
Mayo de 1990
Contenido
Pá
g. Objetivo Terminal .......................................................................................... 5 Actividad No. 1 .............................................................................................. 6 - Buriles ......................................................................................................... 6 - Ángulos de los buriles ................................................................................ 12 - Tipos de afilado de buriles ......................................................................... 19 - Prueba No. 1 ............................................................................................. 25
Actividad No. 2 ............................................................................................ 28 - Defectos del afilado de buriles .................................................................. 28 - Prueba No. 2 ............................................................................................. 30
Actividad No. 3 ............................................................................................ 32 Rectificadora afiladora universal (Prensa Universal) ................................ 32 - Prueba No. 3 ............................................................................................. 35
Actividad No. 4 ............................................................................................ 37 Piedra manual de afilar ............................................................................ 37 - Prueba No. 4 ............................................................................................. 41
Actividad No. 5 ............................................................................................ 42 - Modo de medir el ángulo en las cuchillas para tornos a cepilladoras y mandrinadoras. Plantillas de 4 grupos ............................... 42
Actividad No. 6 ............................................................................................ 44 - Hacer filo lateral recto (Herramienta Prismática) ...................................... 44 - Afilar manualmente punta con radio (Herramienta Prismá- tica) .......................................................................................................... 52 - Prueba No. 5 ............................................................................................. 56
Objetivo Terminal Dado un plano con las características del afilado de buriles para cilindrar y de forma en afiladora universal y una ruta de trabajo en la cual se especifica el orden operacional para la ejecución del ejercicio, usted deberá completarla escribiendo ordenadamente y sin error los pasos, equipos y demás elementos que se requieren para llevar a cabo la ejecución de cada operación.
Para lograr este objetivo usted deberá cumplir satisfactoriamente las siguientes etapas:
1. Clasificar buriles para cilindrar
2. Describir defectos del afilado
3. Describir el uso de la afiladora universal y el dispositivo para afilar
buriles.
4. Describir el uso, montaje y rectificado de la muela
5. Describir el uso de galgas
6. Describir el proceso para el afilado de buriles para cilindrar.
5
Actividad No. 1
Clasificación buriles para cilindrar
BURILES
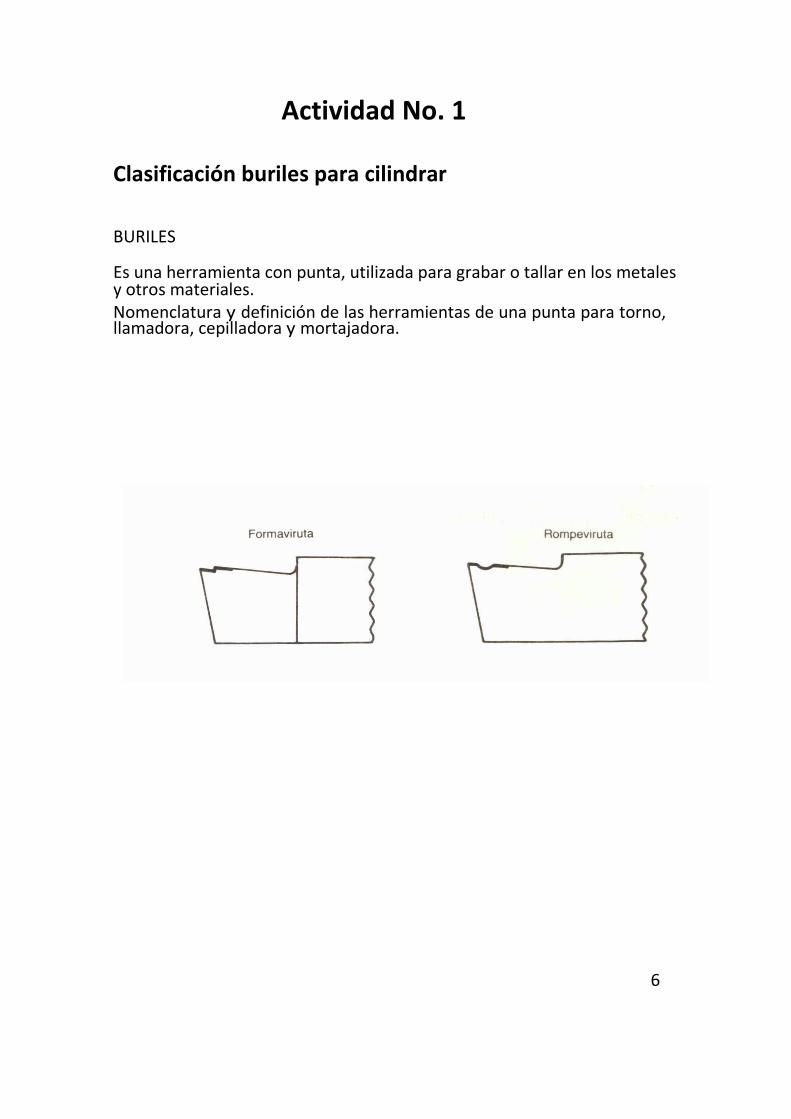
Es una herramienta con punta, utilizada para grabar o tallar en los metales y otros materiales. Nomenclatura y definición de las herramientas de una punta para torno, llamadora, cepilladora y mortajadora.
6
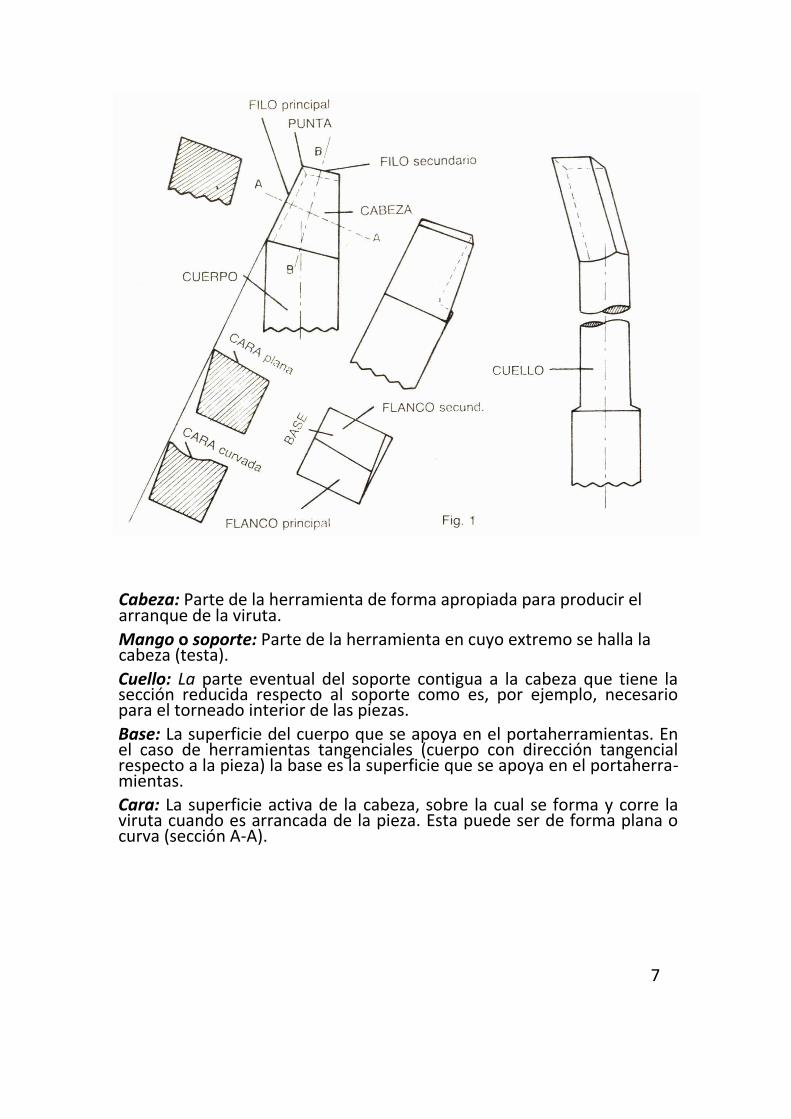
Cabeza: Parte de la herramienta de forma apropiada para producir el arranque de la viruta.
Mango o soporte: Parte de la herramienta en cuyo extremo se halla la cabeza (testa).
Cuello: La parte eventual del soporte contigua a la cabeza que tiene la sección reducida respecto al soporte como es, por ejemplo, necesario para el torneado interior de las piezas.
Base: La superficie del cuerpo que se apoya en el portaherramientas. En el caso de herramientas tangenciales (cuerpo con dirección tangencial respecto a la pieza) la base es la superficie que se apoya en el portaherra-mientas.
Cara: La superficie activa de la cabeza, sobre la cual se forma y corre la viruta cuando es arrancada de la pieza. Esta puede ser de forma plana o curva (sección A-A).
7

Flancos: Las superficies activas de la cabeza, adyacentes a la cara. Se definen en:
a. Flanco principal de la superficie activa correspondiente a la superficie en trabajo.
b. Flanco secundario, la superficie activa adyacente al flanco principal. Algunas herramientas, por ejemplo, aquellas utilizadas para tronzar y ranurar, tienen dos flancos secundarios.
Aristas o filos cortantes: Las intersecciones de la cara con los flancos. Se definen como:
a. Filo principal la intersección de la cara con el flanco principal. En las herramientas simétricas el filo principal puede ser indiferentemente el de la derecha o el de la izquierda.
b. Filo secundario la intersección de la cara con el flanco secundario. En las herramientas, los filos secundarios son tantos como los flancos secundarios.
Perfil: Línea constituida por el filo principal y secundarios.
Punta: Punto de intersección entre el filo principal y secundario. Entre los dos filos se puede formar una curva, en tal caso herramienta se define como de punta redonda.
Forma - viruta y rompe - viruta: Son, respectivamente, los surcos y los escalones de forma y dimensiones apropiadas, excavados en la cara de la herramienta para crear las condiciones convenientes de formación o rotura de la viruta.
Especificaciones de los ángulos característicos de las herramientas.
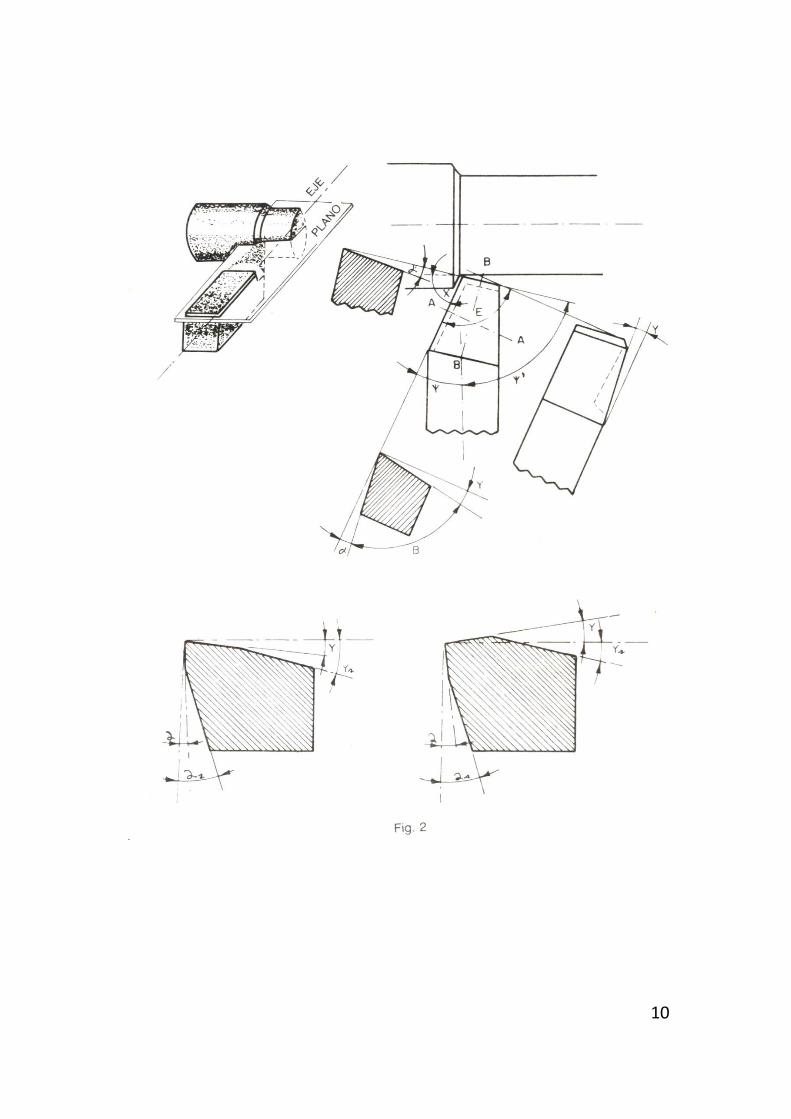
En las definiciones de los ángulos se puede considerar como sistema de referencia: El eje del cuerpo paralelo al plano base de la herramienta.
El plano que pasa por la punta de la herramienta y que es paralelo al plano de base del cuerpo de la herramienta. Ángulos de la sección normal A-A y S-S (Figs. 2 y 3).
8

'у = Ángulo de despulla superior (transversal) o más comúnmente sólo de despulla: formado con la cara y el plano de referencia, medido en una sección A-A normal a la proyección del filo principal, sobre el plano de referencia. Se considera positivo, si el filo se encuentra debajo del plano de referencia; negativo cuando está encima (Fig. 3). α = Angula de despulla principal inferior; formado en la sección A-A, de encima del flanco principal, con el plano que contiene el filo principal y perpendicular al plano de referencia. α' = Ángulo de despulla inferior secundario (derecho e izquierdo en el caso de dos filos secundarios); formado por flanco secundario con el plano de referencia, medido en una sección S-S normal a la proyección secundario sobre el plano de referencia.
β = Ángulo de corte; formado por la cara, con el flanco principal.
Es medio en la sección A-A Ángulos del perfil (Fig.2):
ψ = Ángulo del filo principal; formado sobre el plano de referencia la proyección del filo principal y el eje del cuerpo.
Ψ " = Ángulo del filo secundario; formado sobre el plano de referencia por la proyección del filo secundario y del eje del cuerpo.
Є = Ángulo de los filos; formado sobre el plano de referencia por proyecciones del filo principal y el filo secundario.
Corresponde a: ψ + ψ = Є
۸= Ángulo de inclinación del filo principal, o despulla longitudinal formado por la cara con el plano de referencia, medido en la sección S-S se considera positivo si se encuentra debajo del plano de referencia; si encima; esto en analogía con el ángulo Y. Ángulo de salida (Fig. 2 abajo):
Sea la cara en que los flancos pueden ser constituidos por planos que se cortan, de modo que se tenga un ángulo de salida del flanco principal un ángulo de salida Ys de la cara.
9
10
Angula de ataque (Fig. 2):
X = ángulo de ataque del filo principal; formado sobre el plano de
referencia por la proyección del filo principal y la superficie trabajada de la
pieza.
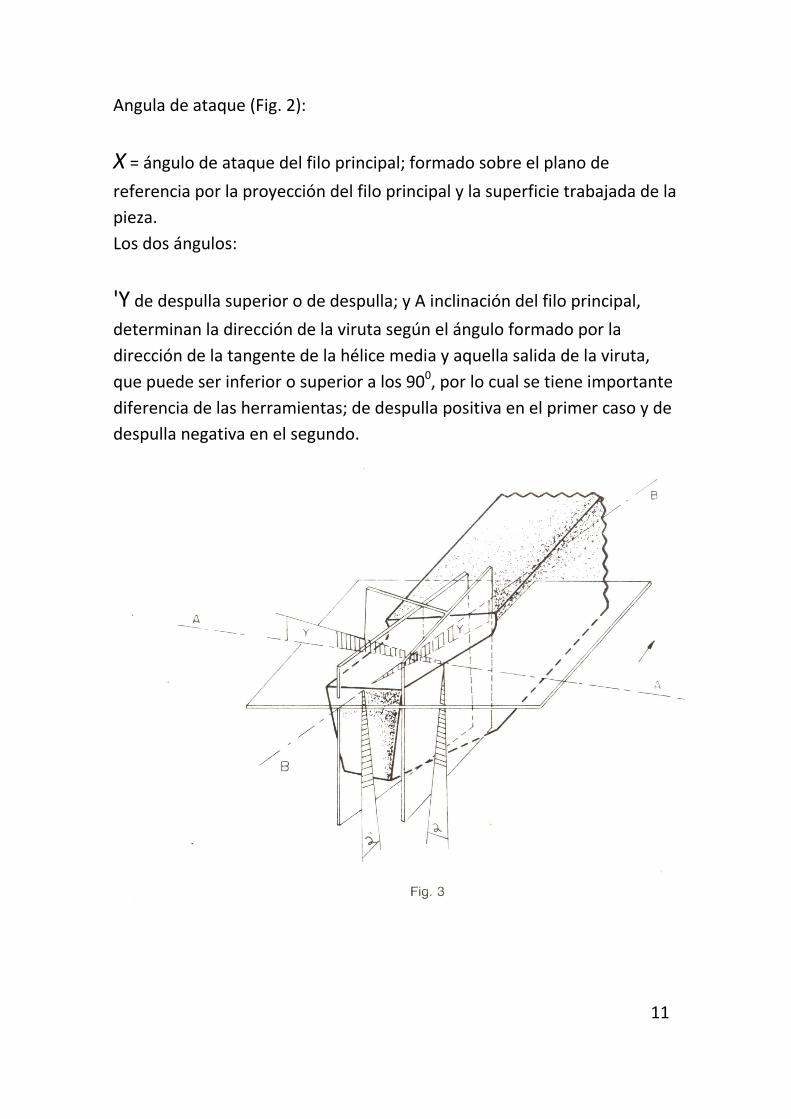
Los dos ángulos:
'Y de despulla superior o de despulla; y A inclinación del filo principal,
determinan la dirección de la viruta según el ángulo formado por la
dirección de la tangente de la hélice media y aquella salida de la viruta,
que puede ser inferior o superior a los 900, por lo cual se tiene importante
diferencia de las herramientas; de despulla positiva en el primer caso y de
despulla negativa en el segundo.
11
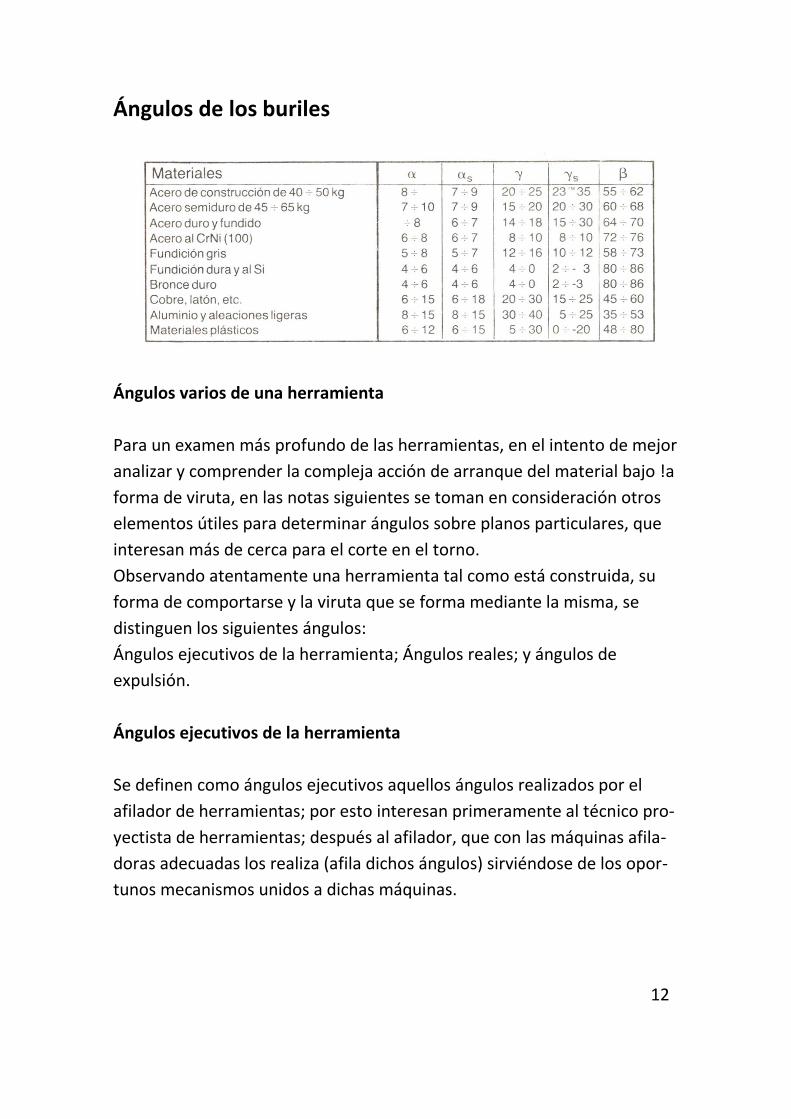
Ángulos de los buriles
Ángulos varios de una herramienta
Para un examen más profundo de las herramientas, en el intento de mejor
analizar y comprender la compleja acción de arranque del material bajo !a
forma de viruta, en las notas siguientes se toman en consideración otros
elementos útiles para determinar ángulos sobre planos particulares, que
interesan más de cerca para el corte en el torno.
Observando atentamente una herramienta tal como está construida, su
forma de comportarse y la viruta que se forma mediante la misma, se
distinguen los siguientes ángulos:
Ángulos ejecutivos de la herramienta; Ángulos reales; y ángulos de
expulsión.
Ángulos ejecutivos de la herramienta
Se definen como ángulos ejecutivos aquellos ángulos realizados por el
afilador de herramientas; por esto interesan primeramente al técnico pro-
yectista de herramientas; después al afilador, que con las máquinas afila-
doras adecuadas los realiza (afila dichos ángulos) sirviéndose de los opor-
tunos mecanismos unidos a dichas máquinas.
12
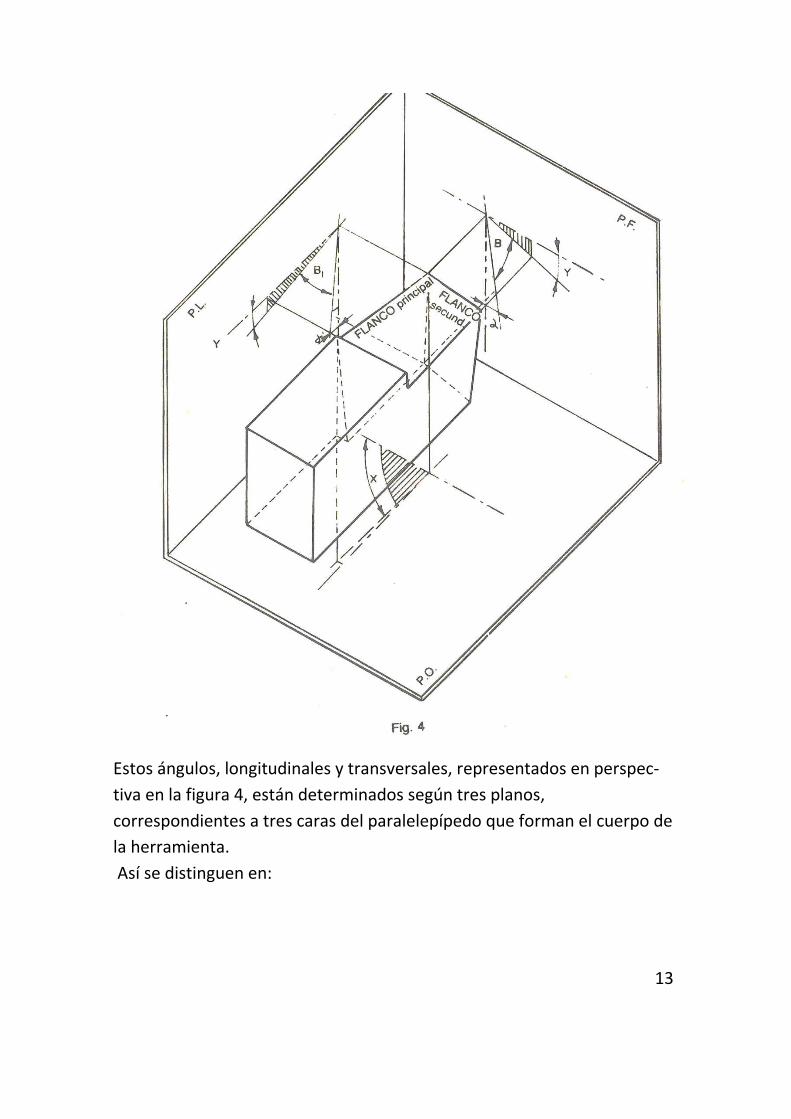
Estos ángulos, longitudinales y transversales, representados en perspec-
tiva en la figura 4, están determinados según tres planos,
correspondientes a tres caras del paralelepípedo que forman el cuerpo de
la herramienta.
Así se distinguen en:
13
Ángulos de la cabeza de la herramienta (2)
β Ángulo transversal: formado entre la cara y el flanco principal, medido
sobre el plano frontal PF.
β1 Ángulo longitudinal: formado entre la cara y el flanco secundario,
medido sobre el plano lateral P.L.
Ángulos de despulla de la herramienta (4):
Y = Ángulo de despulla superior o despulla transversal: formado entre la
cara y un plano horizontal, medido sobre el plano frontal P.F.
۸ = Ángulo de inclinación del filo principal, o despulla longitudinal:
formado entre la cara con un plano horizontal, medido sobre el plano
lateral P.L.
α = Ángulo de despulla inferior principal: formado entre el flanco principal
con un plano lateral, medido sobre el frontal P.F.
α' = Ángulo de despulla inferior secundario: formado entre el flanco
secundario con un plano frontal, medido sobre el plano lateral P.L.
Ángulos de ataque (1):
X ángulo de ataque del filo principal: formado entre el flanco principal y
un plano frontal (o eje de rotación de la pieza) medido sobre el plano
horizontal P.O.
La referencia efectuada de los diversos ángulos, respecto a los tres planos
ortogonales, permite el cálculo analítico de los ángulos reales y de salida
de la viruta a través de la línea de máxima pendiente, y la dirección de
escape de la viruta, como se verá más adelante.
14
Ángulos reales
Se definen como ángulos reales aquellos ángulos delimitados por la direc-
ción que toma el material a cortar (tangente a la hélice media) o de la
dirección del flanco principal de la herramienta, con la dirección de la línea
de máxima pendiente que presenta la cara de la herramienta.
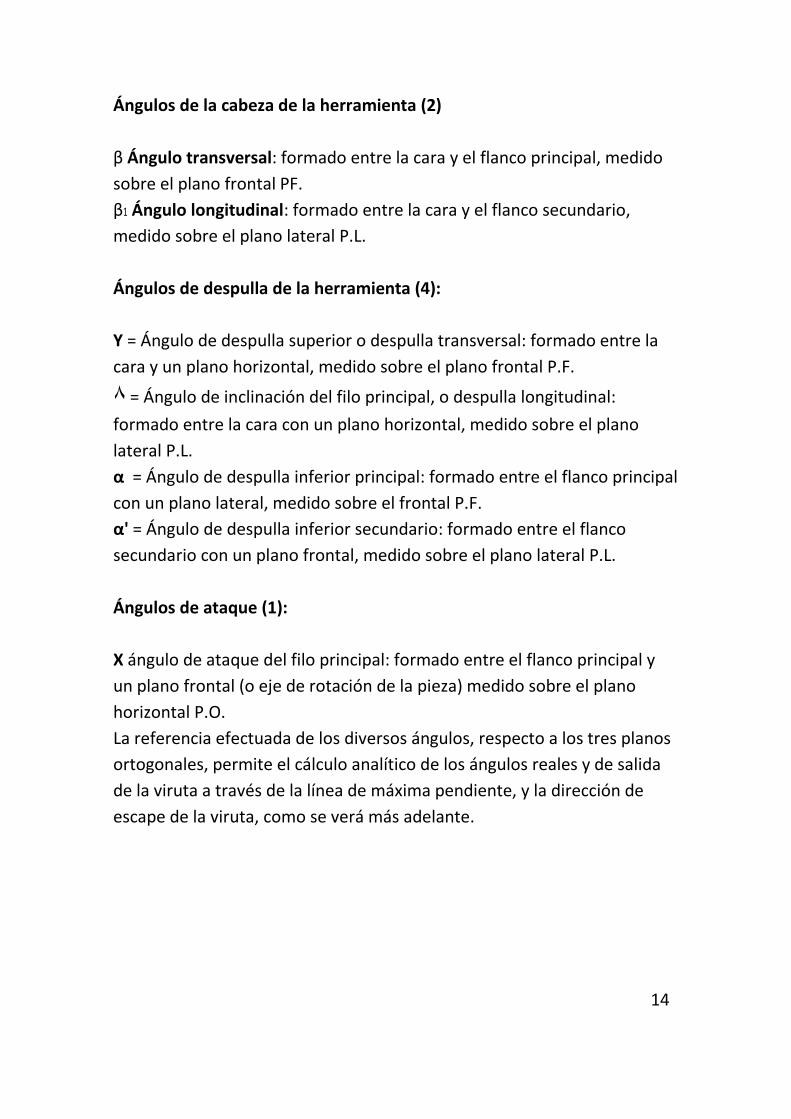
La línea de máxima pendiente de la cara de la herramienta, es aquella
línea especial (o líneas) sobre la cual es inducida a deslizarse la viruta,
porque presenta la salida más rápida; viene indicada con la sigla Mp
geométricamente se define como la recta prolongada del filo -zona de
corte y perpendicular a la intersección con la cara superior y un plano
paralelo al filo y al eje de la pieza (Fig. 5).
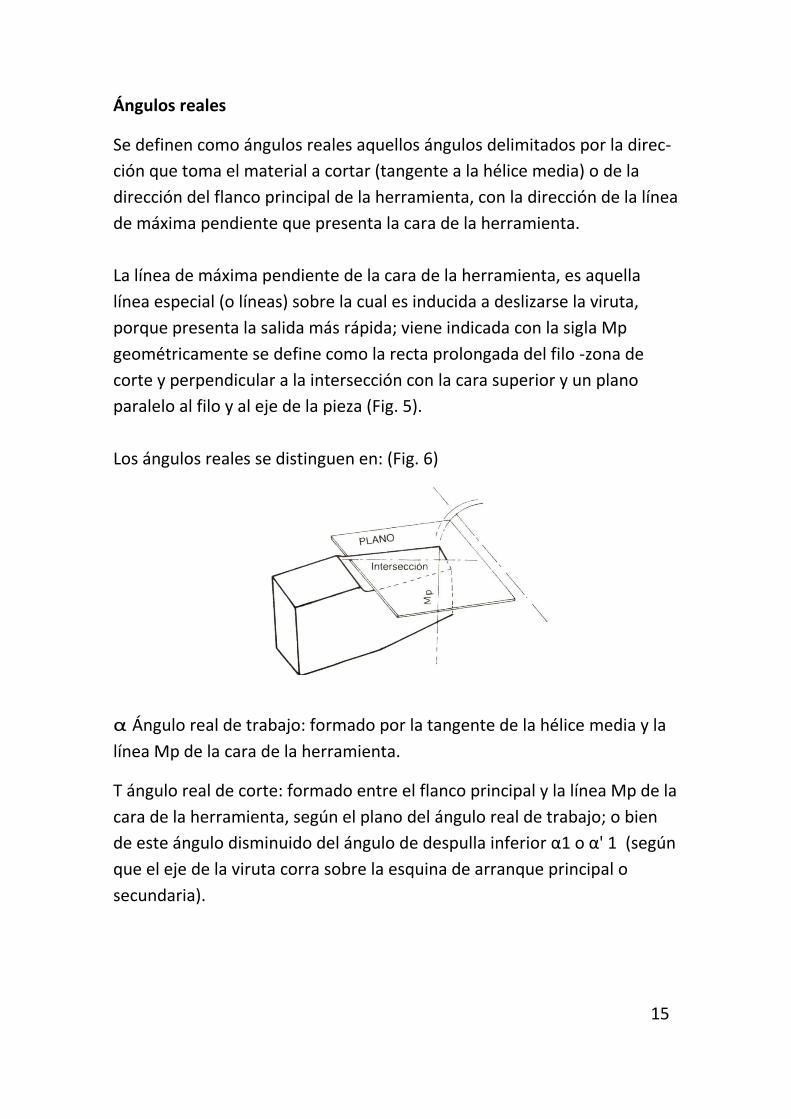
Los ángulos reales se distinguen en: (Fig. 6)
α Ángulo real de trabajo: formado por la tangente de la hélice media y la
línea Mp de la cara de la herramienta.
T ángulo real de corte: formado entre el flanco principal y la línea Mp de la
cara de la herramienta, según el plano del ángulo real de trabajo; o bien
de este ángulo disminuido del ángulo de despulla inferior α1 o α' 1 (según
que el eje de la viruta corra sobre la esquina de arranque principal o
secundaria).
15
Fig. 6
Los ángulos reales, además de los diversos ángulos ejecutivos del afilado,
resultan determinados, aunque a medida reducida, también del emplaza-
miento y posición del canto del filo y precisamente:
De la altura de la herramienta respecto al eje de la pieza.
En la figura 7 están esquematizadas tres posiciones de la herramienta:
alta, justa (o centrada) y baja. La línea de máxima pendiente Mp sobre la
cara de la herramienta, forma con la tangente de la hélice media de la
viruta otros tantos ángulos reales. En el orden indicado los ángulos crecen:
Con la inclinación que toma la arista cortante.
16
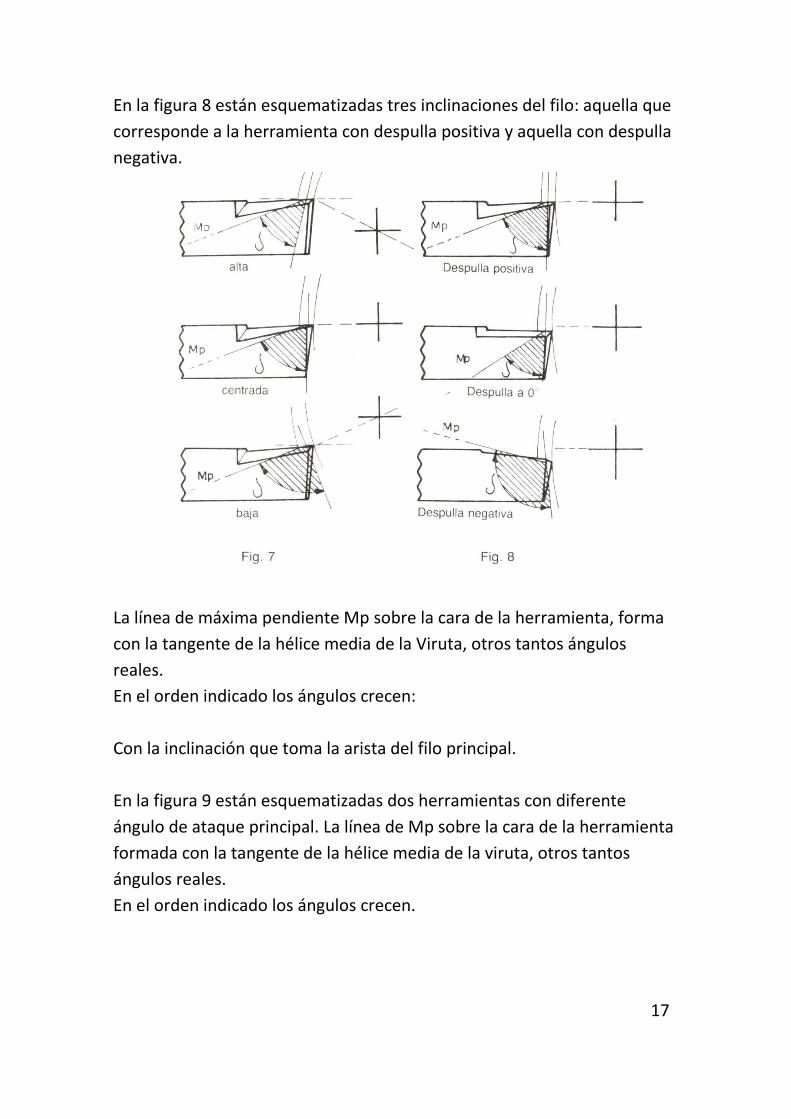
En la figura 8 están esquematizadas tres inclinaciones del filo: aquella que
corresponde a la herramienta con despulla positiva y aquella con despulla
negativa.
La línea de máxima pendiente Mp sobre la cara de la herramienta, forma
con la tangente de la hélice media de la Viruta, otros tantos ángulos
reales.
En el orden indicado los ángulos crecen:
Con la inclinación que toma la arista del filo principal.
En la figura 9 están esquematizadas dos herramientas con diferente
ángulo de ataque principal. La línea de Mp sobre la cara de la herramienta
formada con la tangente de la hélice media de la viruta, otros tantos
ángulos reales.
En el orden indicado los ángulos crecen.
17
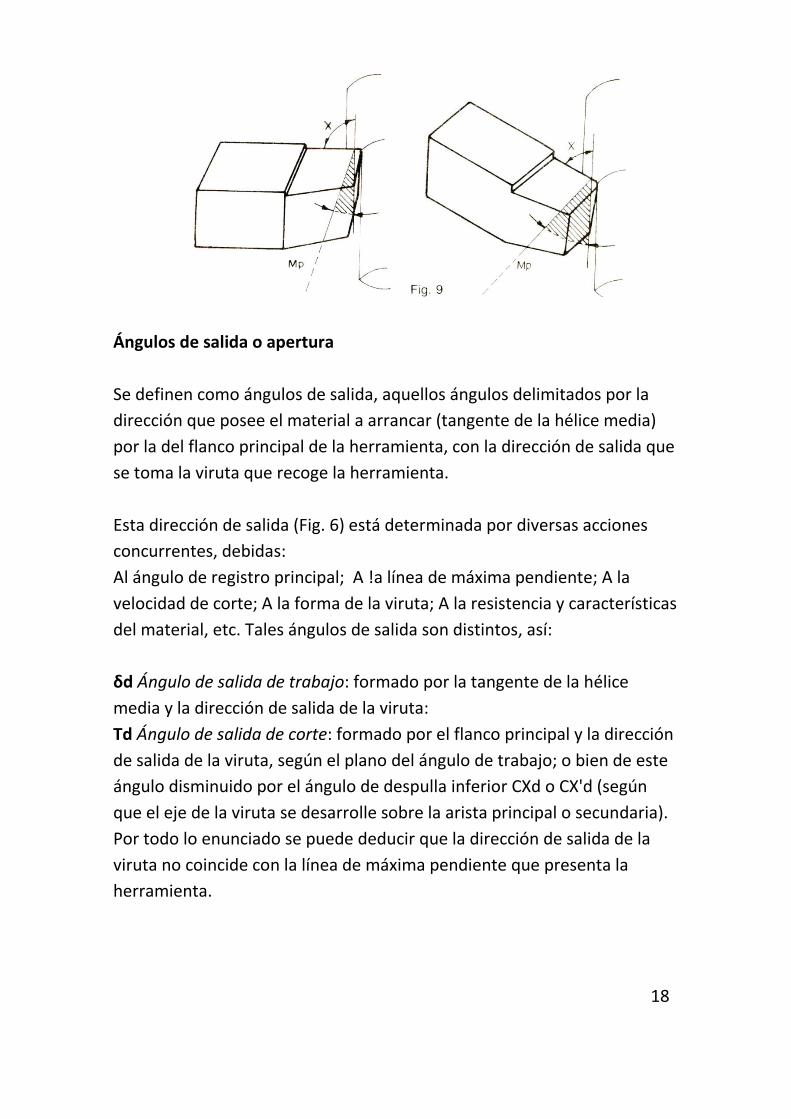
Ángulos de salida o apertura
Se definen como ángulos de salida, aquellos ángulos delimitados por la
dirección que posee el material a arrancar (tangente de la hélice media)
por la del flanco principal de la herramienta, con la dirección de salida que
se toma la viruta que recoge la herramienta.
Esta dirección de salida (Fig. 6) está determinada por diversas acciones
concurrentes, debidas:
Al ángulo de registro principal; A !a línea de máxima pendiente; A la
velocidad de corte; A la forma de la viruta; A la resistencia y características
del material, etc. Tales ángulos de salida son distintos, así:
δd Ángulo de salida de trabajo: formado por la tangente de la hélice
media y la dirección de salida de la viruta:
Td Ángulo de salida de corte: formado por el flanco principal y la dirección
de salida de la viruta, según el plano del ángulo de trabajo; o bien de este
ángulo disminuido por el ángulo de despulla inferior CXd o CX'd (según
que el eje de la viruta se desarrolle sobre la arista principal o secundaria).
Por todo lo enunciado se puede deducir que la dirección de salida de la
viruta no coincide con la línea de máxima pendiente que presenta la
herramienta.
18
De hecho, considerando las secciones de viruta que más corrientemente
se presentan en la práctica, se observa que la dirección de salida varía,
acercándose no obstante notablemente a la línea de máxima pendiente
que cada herramienta presenta.
En la figura 9 se representan dos tipos de herramienta que han trabajado
el mismo material y bajo las mismas e idénticas condiciones.
Por las curvas trazadas, que representan la dirección de salida de la viruta
para diversas formas y secciones, se puede tener una idea precisa de la
"desviación" que ha sufrido el material arrancado en cada caso particular.
En el caso de herramientas a despulla superior negativa, se puede pres-
cindir sin más de las últimas consideraciones angulares, porque a la línea
de máxima pendiente se une la de máxima salida que tiende directamente
a detener el desarrollo de la viruta.
TIPO DE AFILADO DE BURILES
Acerca del empleo de estos últimos tipos de herramientas modernas, inte-
resa observar que hace falta provocar y mantener el autocalentamiento
en el material a arrancar, por lo cual es necesario en general "ayudar" al
material durante el arranque. Por ejemplo, la lubricación no se realiza las
más de las veces, porque podría absorber calor útil al calentamiento de la
viruta.
19
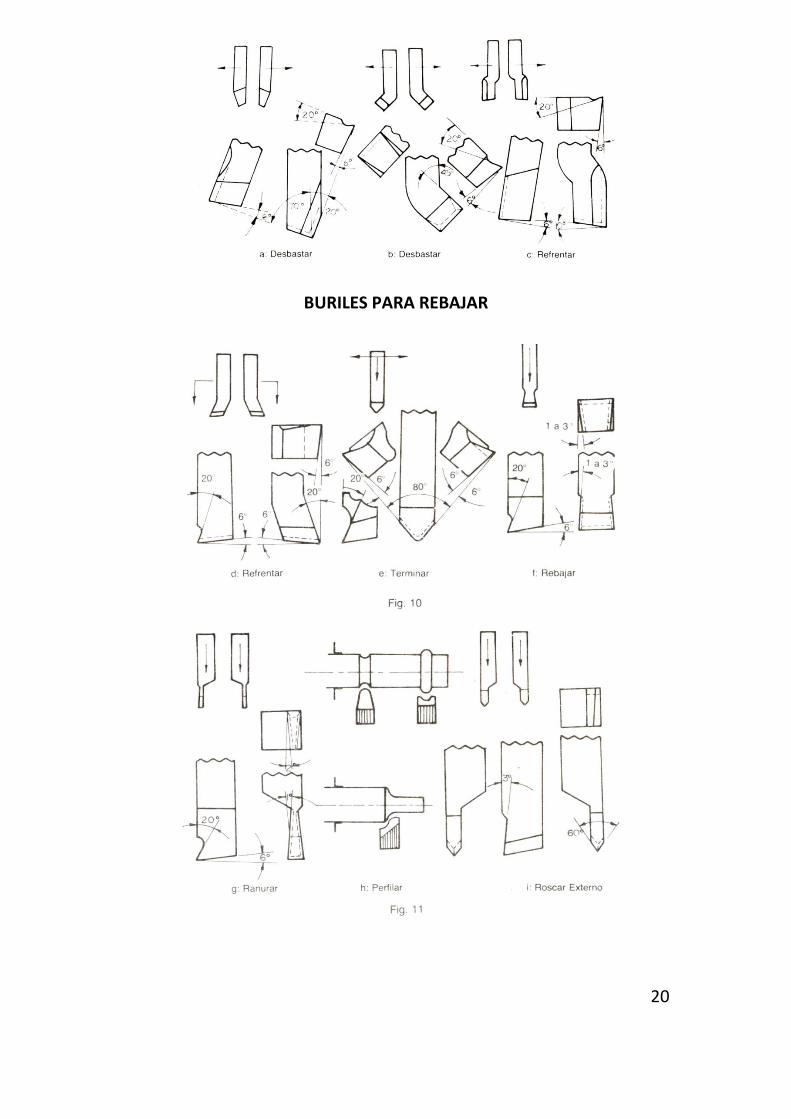
BURILES PARA REBAJAR
20

21
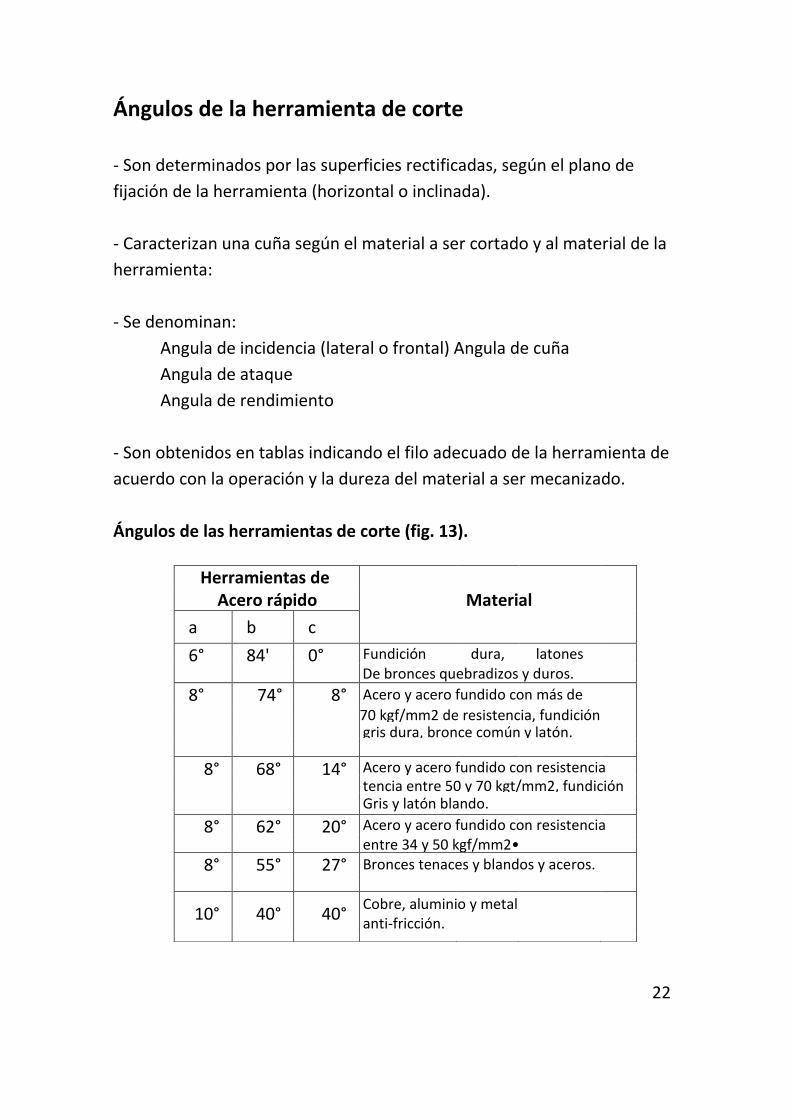
Ángulos de la herramienta de corte
- Son determinados por las superficies rectificadas, según el plano de
fijación de la herramienta (horizontal o inclinada).
- Caracterizan una cuña según el material a ser cortado y al material de la
herramienta:
- Se denominan:
Angula de incidencia (lateral o frontal) Angula de cuña
Angula de ataque
Angula de rendimiento
- Son obtenidos en tablas indicando el filo adecuado de la herramienta de
acuerdo con la operación y la dureza del material a ser mecanizado.
Ángulos de las herramientas de corte (fig. 13).
Ángulos de las herramientas de corte (fig.).
22
Herramientas de
Acero rápido Material
a b c
6° 84' 0° Fundición dura, latones De bronces quebradizos y duros.
8° 74° 8° Acero y acero fundido con más de
70 kgf/mm2 de resistencia, fundición gris dura, bronce común y latón.
8° 68° 14° Acero y acero fundido con resistencia tencia entre 50 y 70 kgt/mm2, fundición Gris y latón blando.
8° 62° 20° Acero y acero fundido con resistencia entre 34 y 50 kgf/mm2•
8° 55° 27° Bronces tenaces y blandos y aceros.
10° 40° 40° Cobre, aluminio y metal anti-fricción.
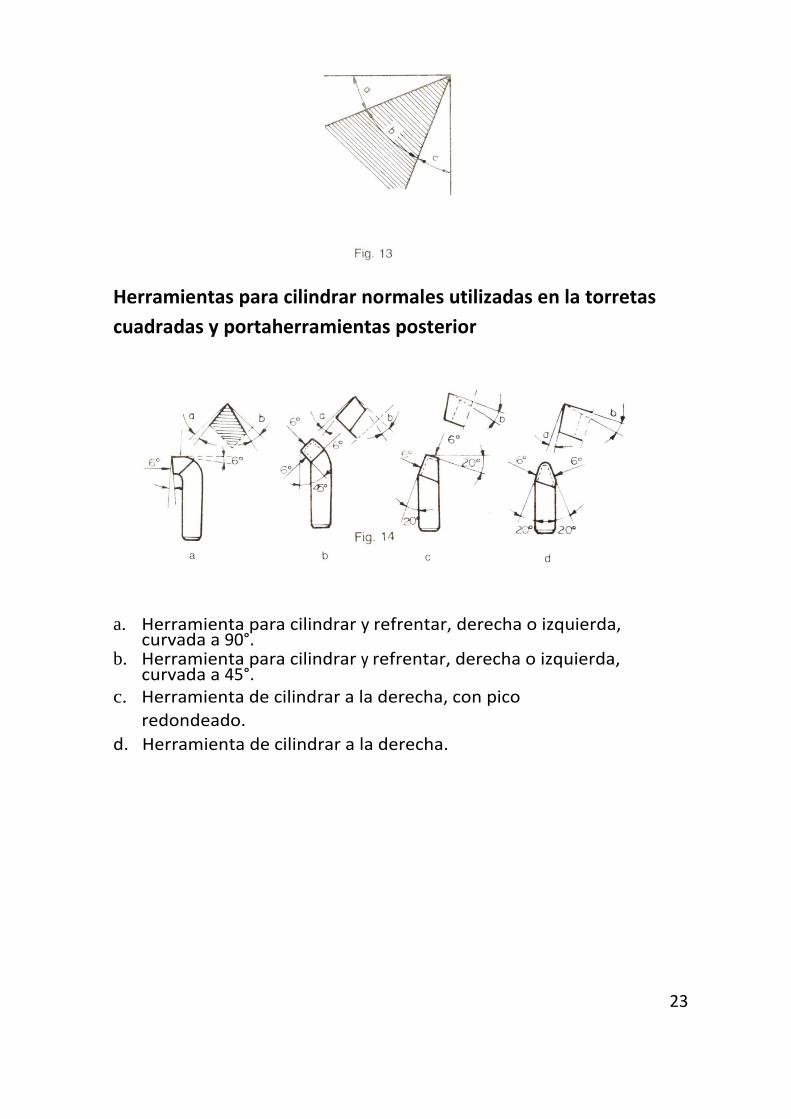
Herramientas para cilindrar normales utilizadas en la torretas
cuadradas y portaherramientas posterior
a. Herramienta para cilindrar y refrentar, derecha o izquierda,
curvada a 90°. b. Herramienta para cilindrar y refrentar, derecha o izquierda,
curvada a 45°. c. Herramienta de cilindrar a la derecha, con pico
redondeado.
d. Herramienta de cilindrar a la derecha.
23
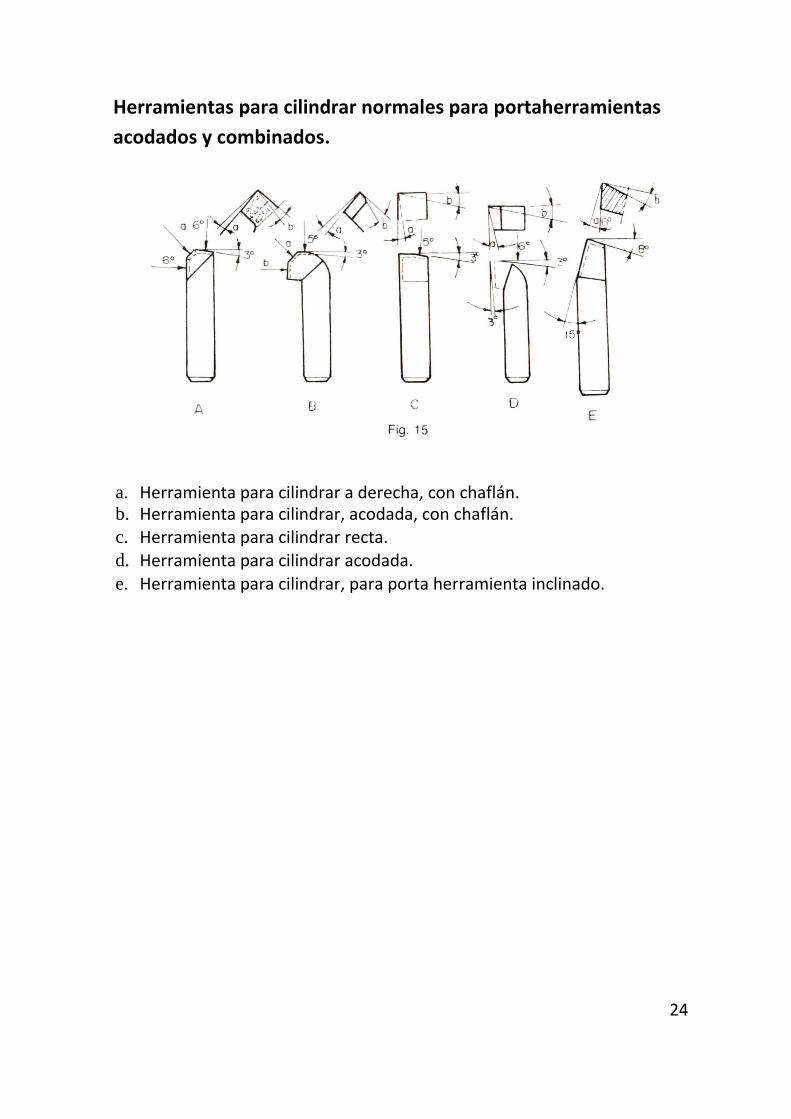
Herramientas para cilindrar normales para portaherramientas
acodados y combinados.
a. Herramienta para cilindrar a derecha, con chaflán. b. Herramienta para cilindrar, acodada, con chaflán. c. Herramienta para cilindrar recta. d. Herramienta para cilindrar acodada. e. Herramienta para cilindrar, para porta herramienta inclinado.
24
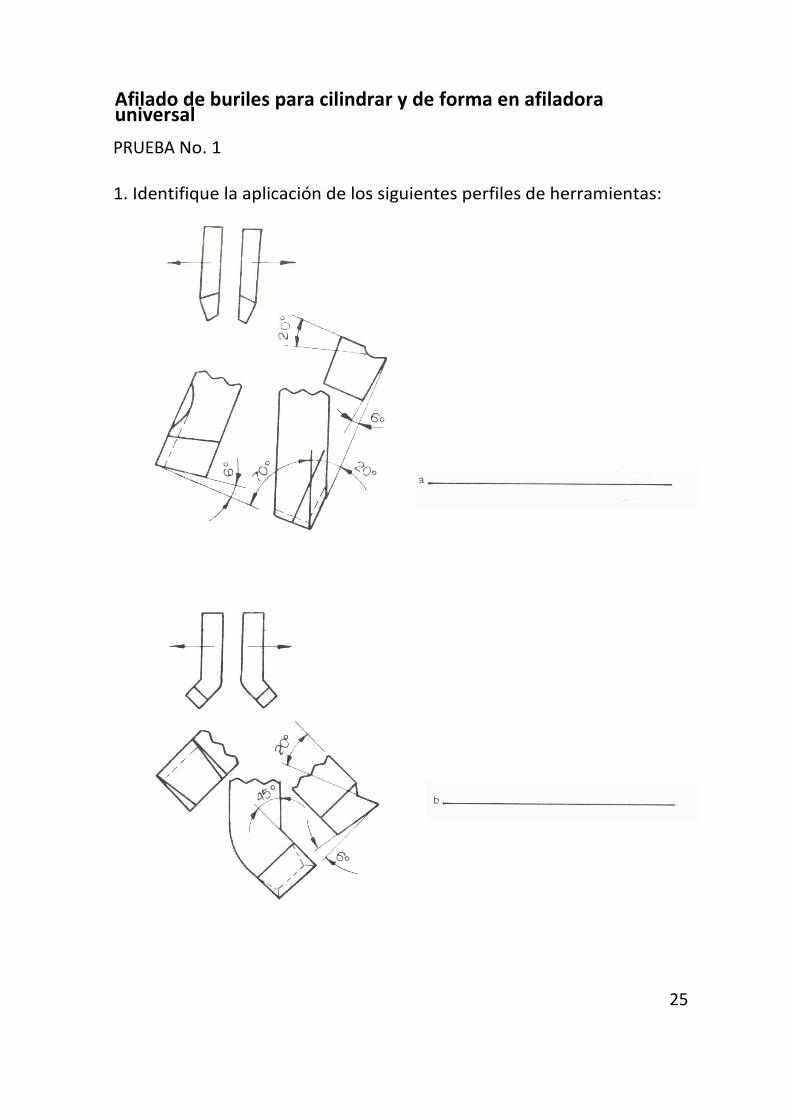
Afilado de buriles para cilindrar y de forma en afiladora universal PRUEBA No. 1
1. Identifique la aplicación de los siguientes perfiles de herramientas:
25
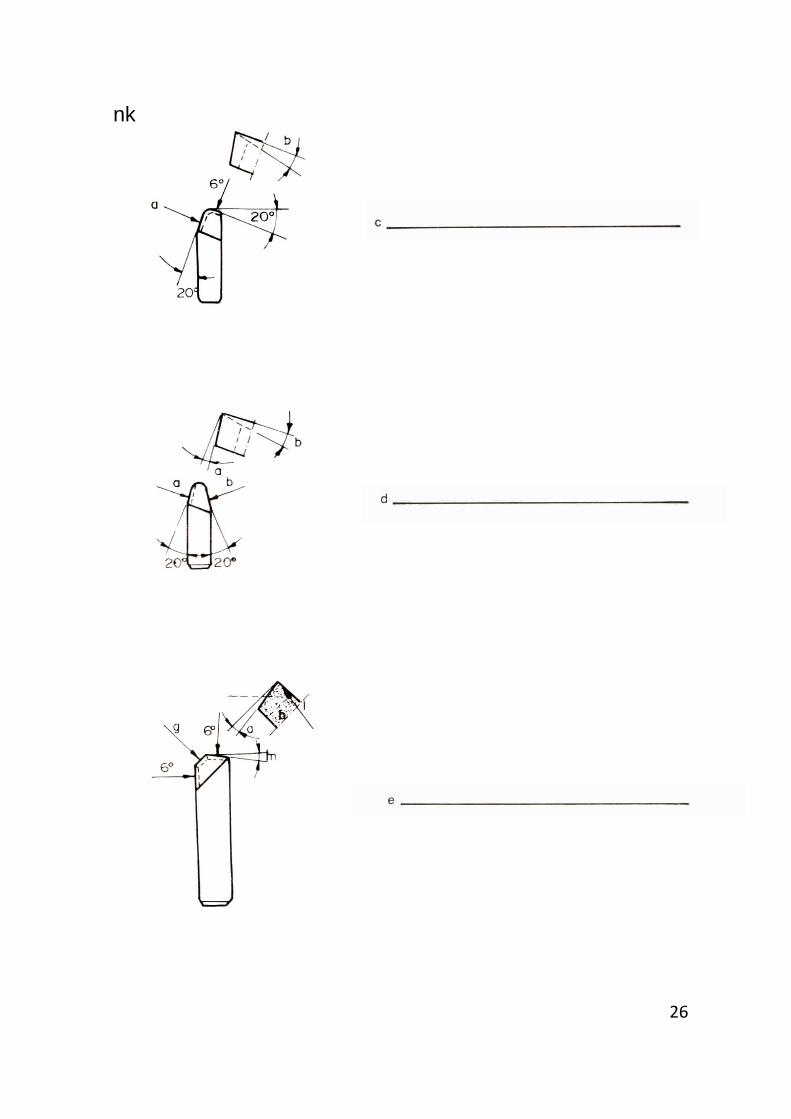
nk
26
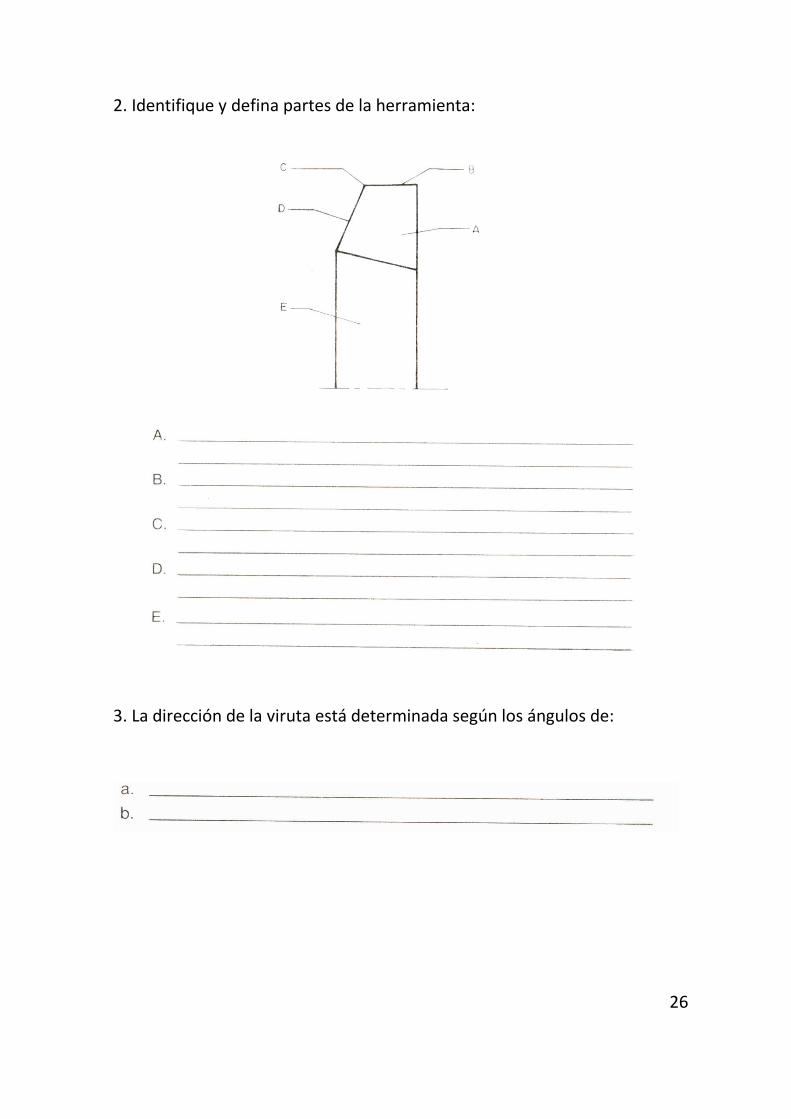
2. Identifique y defina partes de la herramienta:
3. La dirección de la viruta está determinada según los ángulos de:
26
Actividad No. 2 Defectos del afilado de buriles
Para que el afilado. Del útil (buril) para cilindrar se considere normal, se
deben evitar al máximo los siguientes defectos:
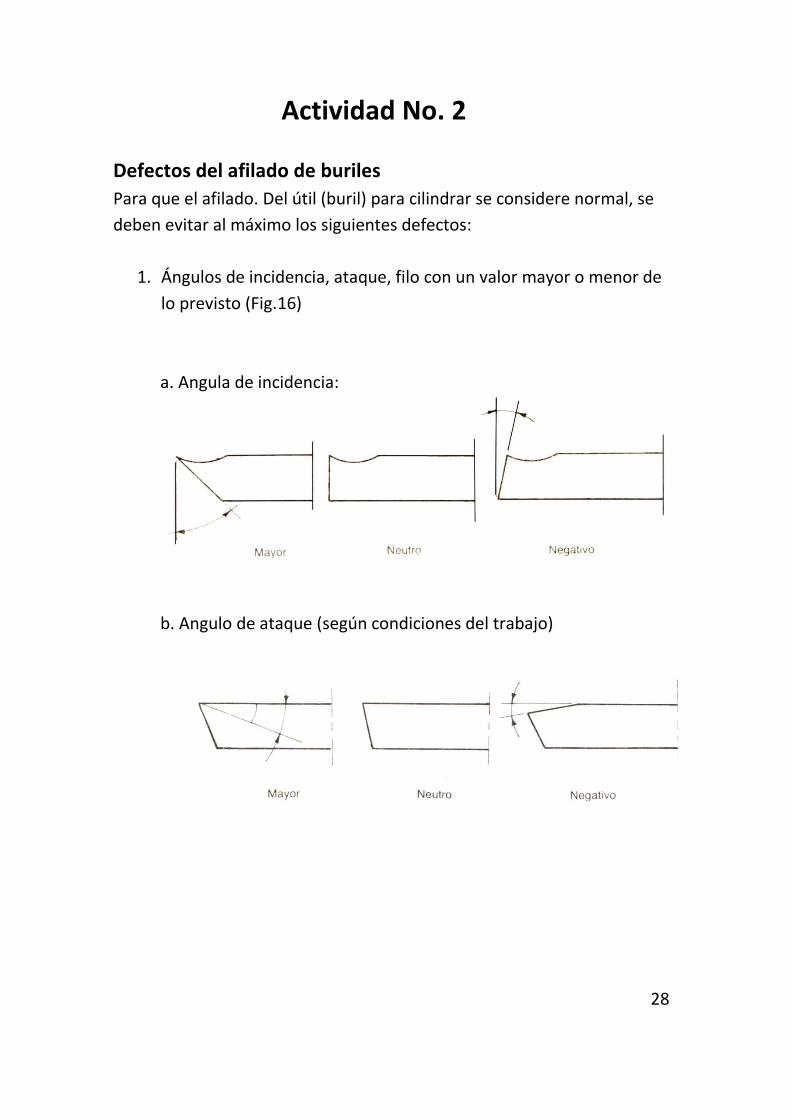
1. Ángulos de incidencia, ataque, filo con un valor mayor o menor de
lo previsto (Fig.16)
a. Angula de incidencia:
b. Angulo de ataque (según condiciones del trabajo)
28
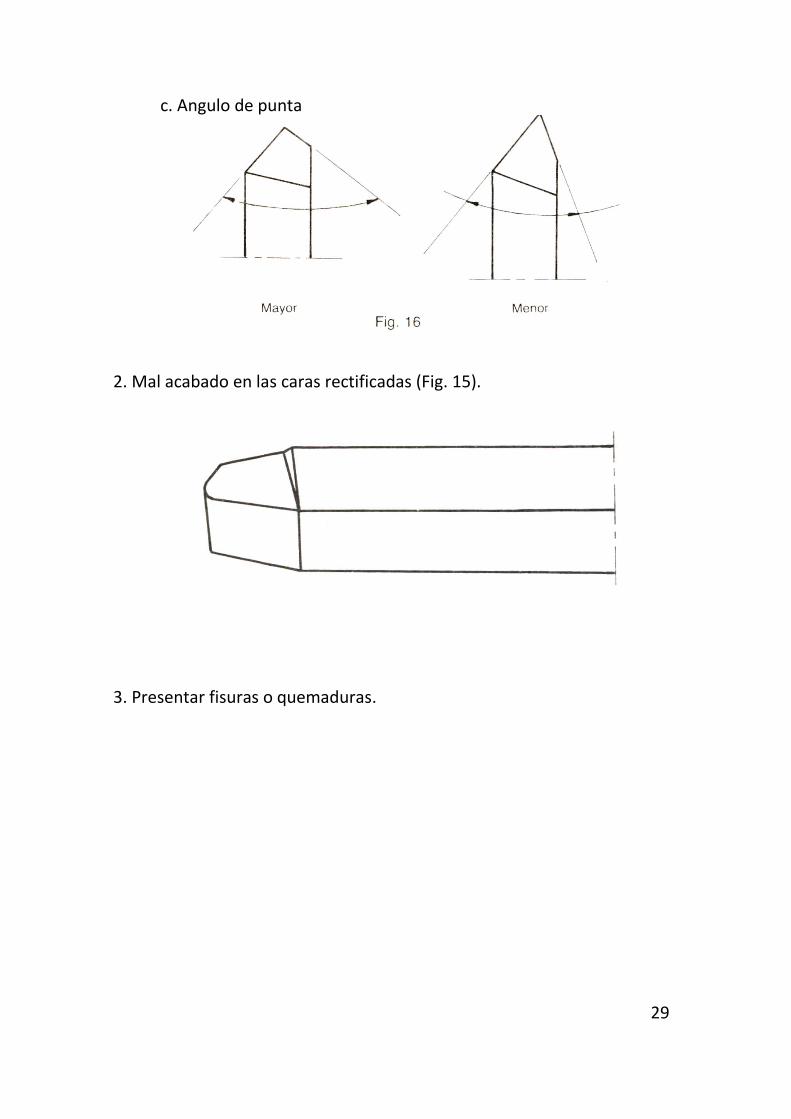
c. Angulo de punta
2. Mal acabado en las caras rectificadas (Fig. 15).
3. Presentar fisuras o quemaduras.
29
Afilado de buriles para cilindrar y de forma en afiladora
universal
PRUEBA No. 2
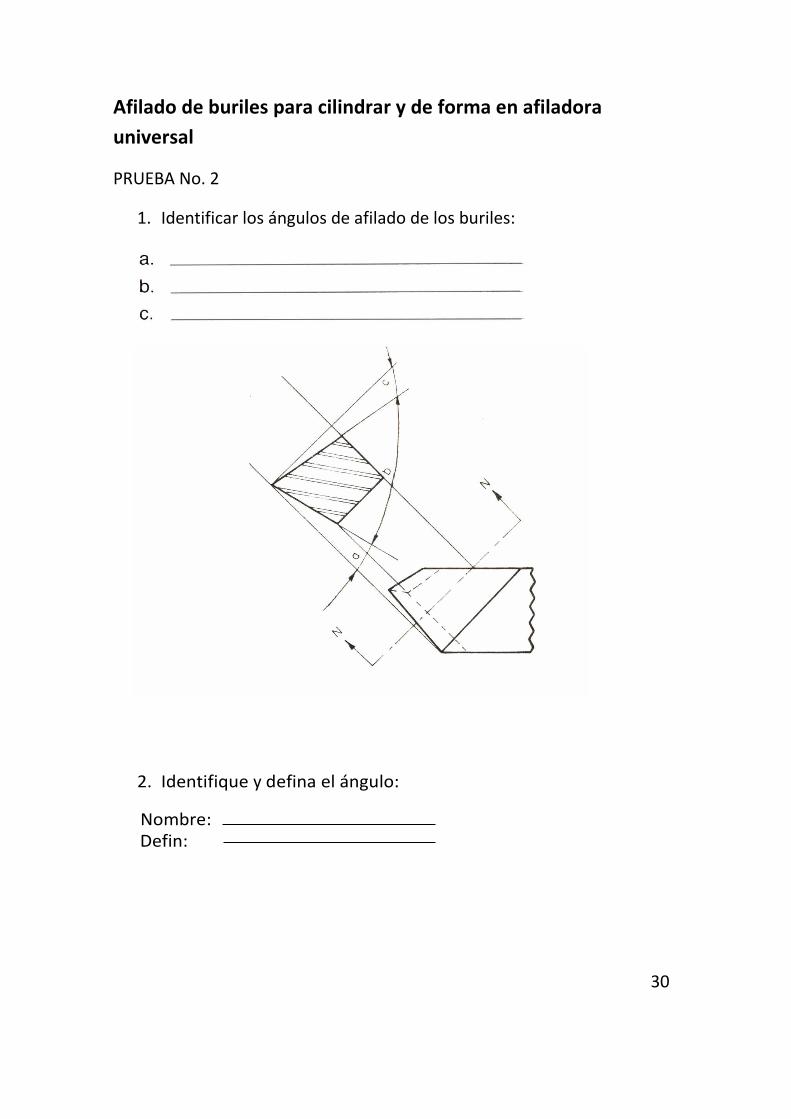
1. Identificar los ángulos de afilado de los buriles:
2. Identifique y defina el ángulo:
Nombre: Defin:
30
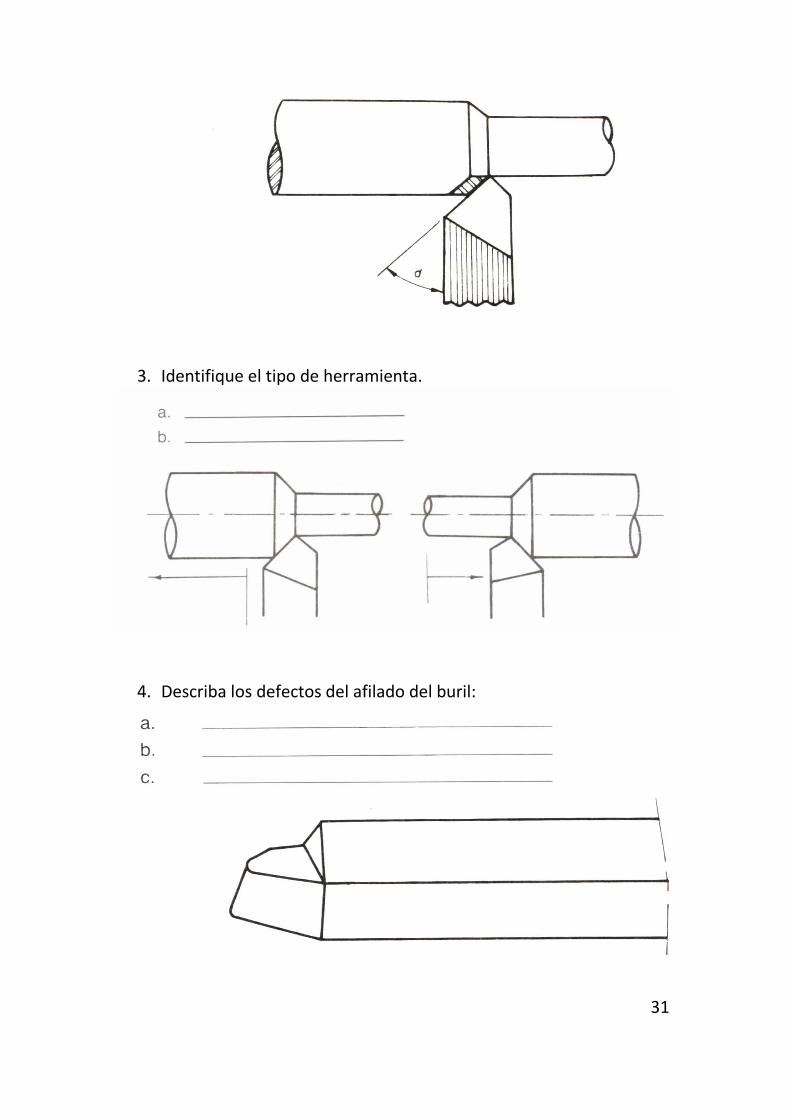
3. Identifique el tipo de herramienta.
4. Describa los defectos del afilado del buril:
31
Actividad No. 3
Describir partes y uso de la afiladora universal y el dispositivo
para afilar buriles.
Rectificadora - afiladora universal (prensa universal)
Dispositivo para afilar buriles:
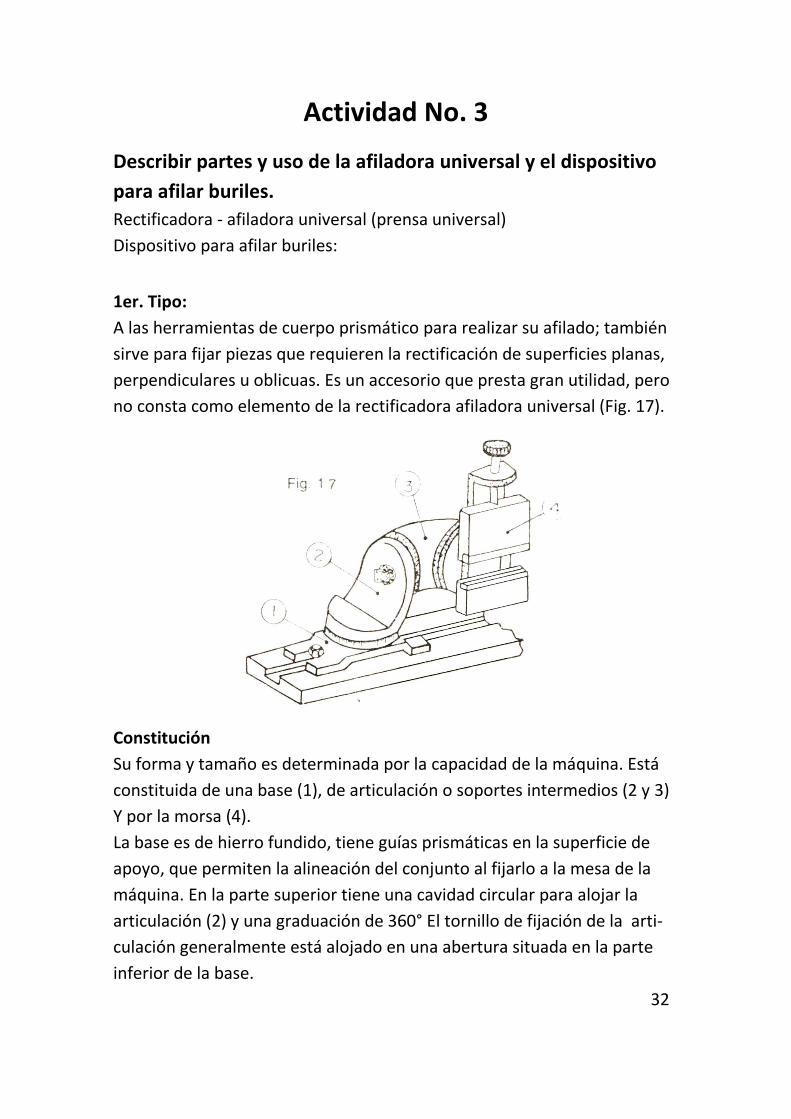
1er. Tipo:
A las herramientas de cuerpo prismático para realizar su afilado; también
sirve para fijar piezas que requieren la rectificación de superficies planas,
perpendiculares u oblicuas. Es un accesorio que presta gran utilidad, pero
no consta como elemento de la rectificadora afiladora universal (Fig. 17).
Constitución
Su forma y tamaño es determinada por la capacidad de la máquina. Está
constituida de una base (1), de articulación o soportes intermedios (2 y 3)
Y por la morsa (4).
La base es de hierro fundido, tiene guías prismáticas en la superficie de
apoyo, que permiten la alineación del conjunto al fijarlo a la mesa de la
máquina. En la parte superior tiene una cavidad circular para alojar la
articulación (2) y una graduación de 360° El tornillo de fijación de la arti-
culación generalmente está alojado en una abertura situada en la parte
inferior de la base.
32
Los soportes intermedios son de hierro fundido y ambos con dos
superficies perpendiculares. El soporte inferior está montado sobre la
superficie superior de la base que tiene cavidad circular y permite su giro
en 360°. En la superficie del plano vertical (perpendicular a la base) posee
una graduación de 360° y el alojamiento para el soporte superior que
montado en la superficie del plano vertical del soporte inferior también
gira a 360°. En la otra superficie se fija la morsa que puede girar
igualmente a 360° y tiene la graduación correspondiente.
La prensa, generalmente de hierro fundido es compuesta de dos mandí-
bulas, una fija y otra móvil, que se desplaza sobre una guía, por medio de
un tornillo y tuerca, a través de un pequeño volante. Las mordazas son de
acero templado y rectificado.
Características
Estas prensas se caracterizan por su desplazamiento angular ajustable en
tres planos, por esta condición reciben la denominación de prensa con
articulación universal. Dentro de las características se tiene en cuenta la
capacidad máxima de fijación, el ancho de las mordazas y la altura de la
prensa.
Ventajas
Permite posicionar la pieza o herramienta, con gran rapidez, por ser ajus-
table en tres planos, es posible afilar cualquier tipo de herramienta
prismática sin retirarla de la prensa, manteniendo, por consiguiente mayor
precisión entre las superficies rectificadas.
Condiciones de uso
-Las superficies de apoyo y guías debe estar limpias y sin rebabas.
-Los tornillos de fijación de las prensas deben estar apretados.
-La mandíbula móvil debe estar bien ajustada en su guía.
-Antes de efectuar el afilado, es importante que todos los movimientos de
la prensa estén ajustados y fijos en su posición.
Conservación
La prensa debe limpiarse y lubricarse antes de guardarla en un lugar
adecuado.
33
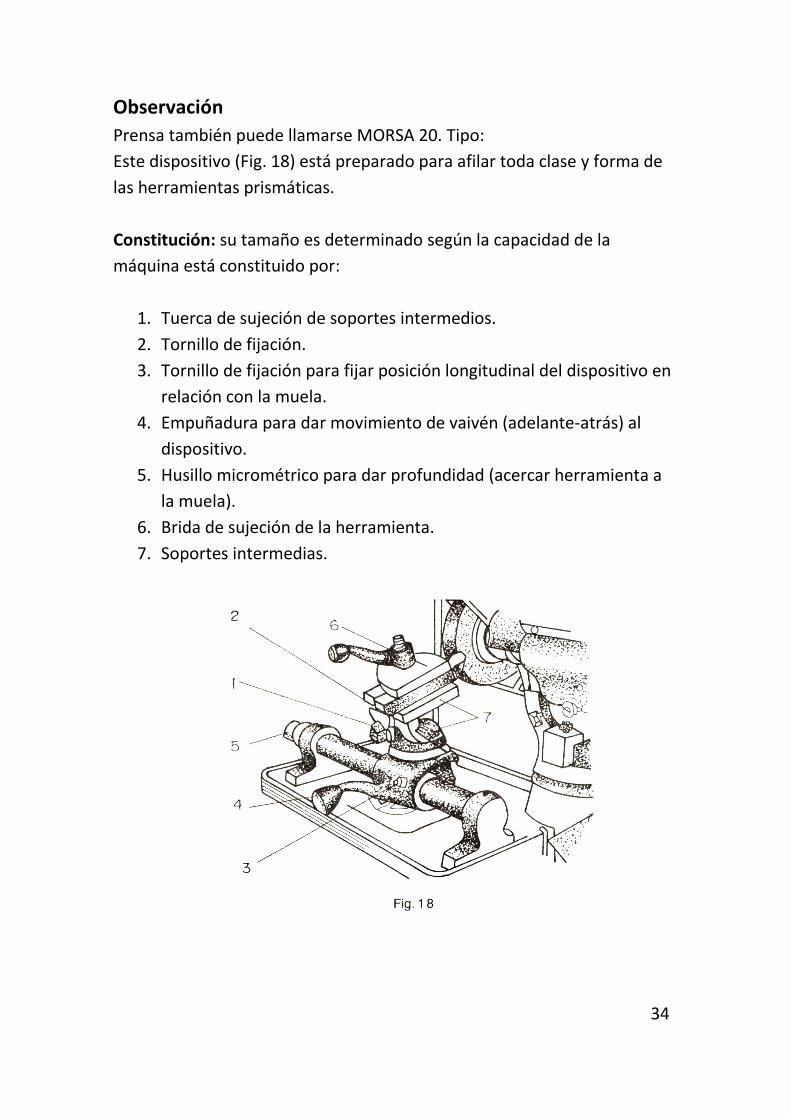
Observación
Prensa también puede llamarse MORSA 20. Tipo:
Este dispositivo (Fig. 18) está preparado para afilar toda clase y forma de
las herramientas prismáticas.
Constitución: su tamaño es determinado según la capacidad de la
máquina está constituido por:
1. Tuerca de sujeción de soportes intermedios.
2. Tornillo de fijación.
3. Tornillo de fijación para fijar posición longitudinal del dispositivo en
relación con la muela.
4. Empuñadura para dar movimiento de vaivén (adelante-atrás) al
dispositivo.
5. Husillo micrométrico para dar profundidad (acercar herramienta a
la muela).
6. Brida de sujeción de la herramienta.
7. Soportes intermedias.
34
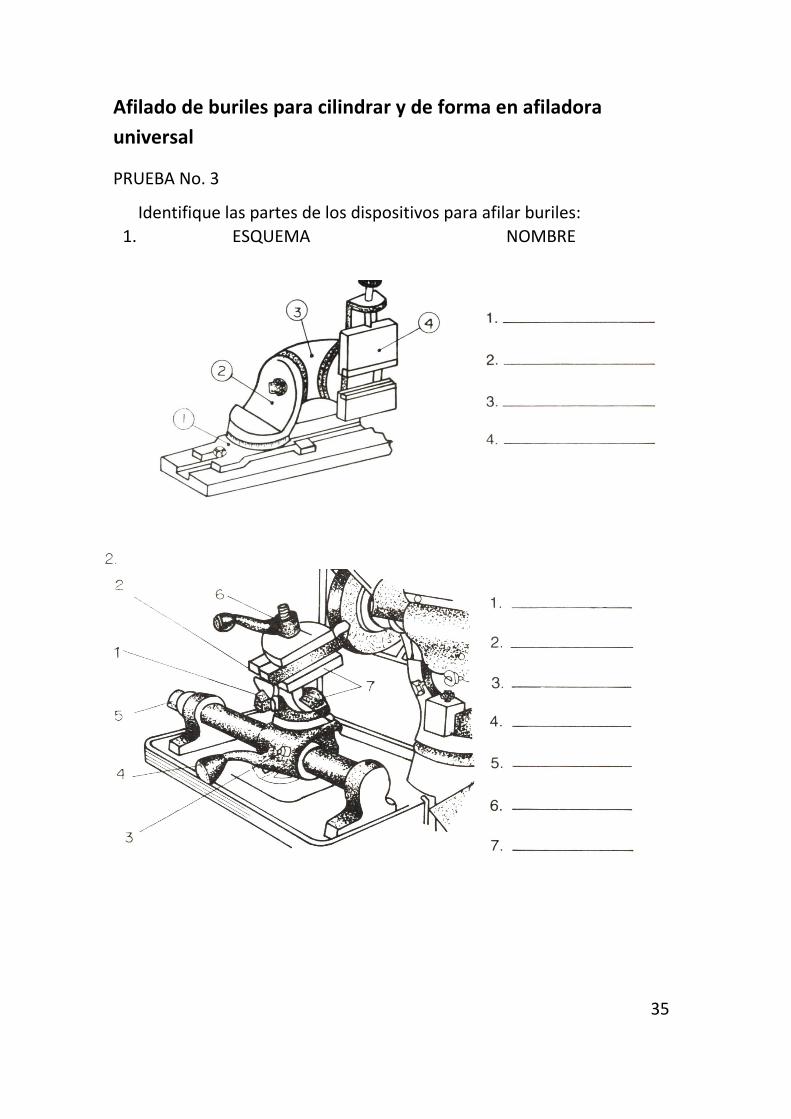
Afilado de buriles para cilindrar y de forma en afiladora
universal
PRUEBA No. 3
Identifique las partes de los dispositivos para afilar buriles:
1. ESQUEMA NOMBRE
35
3. Describa las características de la prensa universal:
36
Actividad No. 4
Describir el uso, clasificación de muelas manuales para el
afilado de herramientas.
Piedra manual de afilar
Es una piedra abrasiva que varía de largo, forma, tamaño de sus granos y
dureza. Sirve para completar manualmente, el afilado de las aristas de
corte en las herramientas, después de la rectificación, como también para
quitar rebabas o completar la terminación en superficies de piezas, que
debido a su forma, posición o condiciones inadecuadas, no es posible
realizar con una herramienta común.
Constitución
Es formada por gran cantidad de granos abrasivos unidos entre sí por
medio de material aglomerante.
Se clasifican según el tamaño de los granos que la componen y puede ser
fino (A), medio (G), o grueso (GC) de acuerdo con el material abrasivo
empleado.
Formas
Las piedras son de formas variadas (Fig. 19) seleccionadas de acuerdo con
el perfil a afilar. Las figuras 1, 2, 3 Y 4 presentan las formas más comunes
de piedra manual de afilar.
37
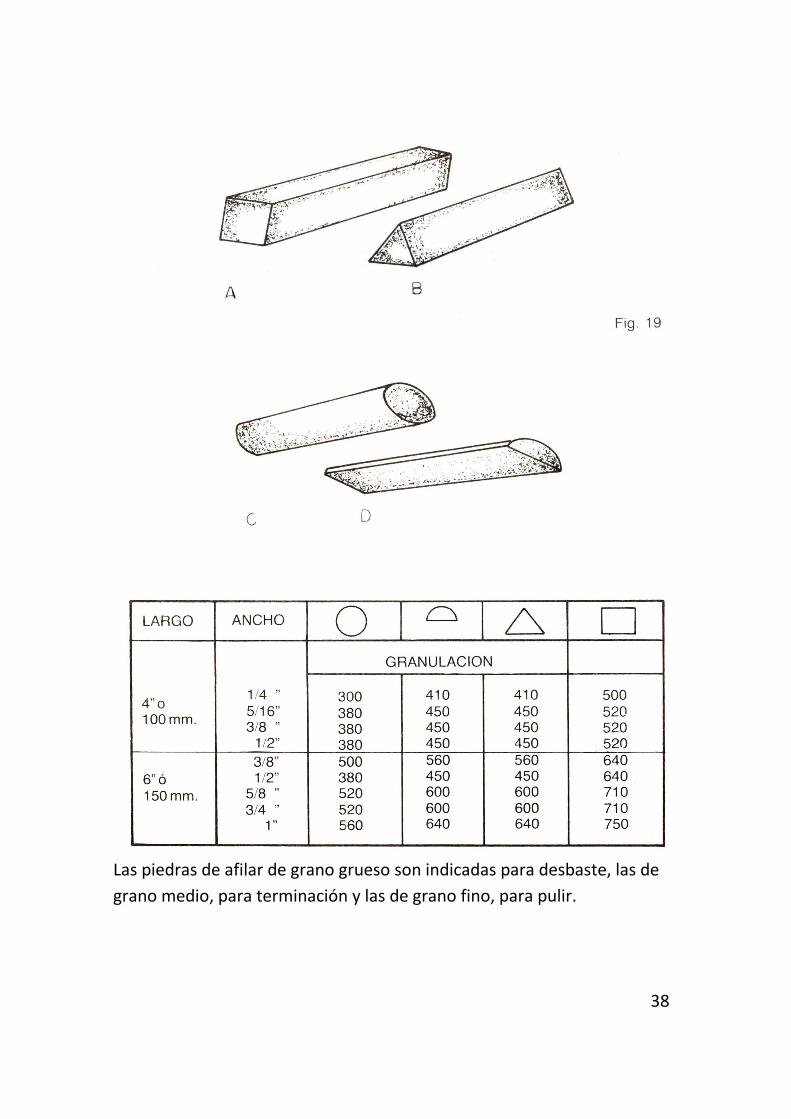
Las piedras de afilar de grano grueso son indicadas para desbaste, las de
grano medio, para terminación y las de grano fino, para pulir.
38

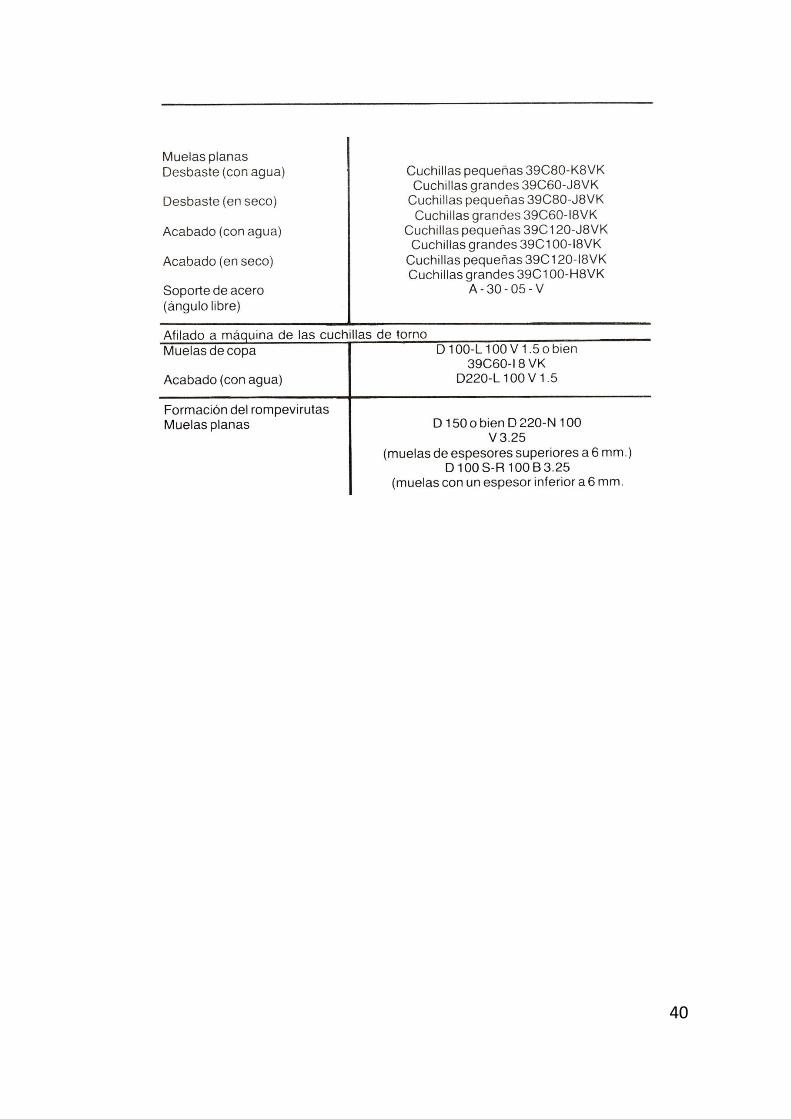
Recomendaciones para la elección de las muelas en el afilado
de herramientas
39
40
Afilado de buriles para cilindrar y de forma en afiladora
universal
PRUEBA No. 4
1. El abrasivo CRYSTOLON en las muelas para afilado de herramientas
se utiliza para:
a. Desbaste de herramientas de carburo metálico.
b. Acabado de afilado de herramientas de carburo metálico.
c. Afilado de herramientas de acero rápido.
2. El grado de dureza designado por las letras H-N-O es utilizado en las
muelas para hacer afilados:
a. Corrientes.
b. Automáticos.
c. Manuales.
3. Enunciar los dos tipos de aglomerante utilizado en las muelas
diamantadas:
a.
b.
4. Enunciar la clasificación de las muelas para afilar herramientas
según su forma:
a.
b.
c.
d.
e.
f.
41

Actividad No. 5
Describir uso de galgas
Modo de medir el Angulo en las cuchillas para tornos, acepilladoras y
mandriladoras plantillas de 4 grupos
Para el control de los ángulos de una herramienta es conveniente emplear
implementos apropiados que tengan la posibilidad de rectificar
rápidamente las herramientas después de afiladas.
Puede servir a tal objeto un goniómetro, donde los ángulos a controlar
están referidos al plano base de apoyo de la herramienta paralelo al de
referencia; o mejor aún con un apropiado y completo aparato, equipado
de los diversos sectores graduados, con el cual es posible controlar rápi-
damente los diversos ángulos de cualquier tipo de herramienta. Los dos
instrumentos están representados en la figura 20.
42

43
Actividad No. 6
Describir el proceso para afilar buriles para cilindrar en
afiladora universal
Hacer filo lateral recto (Herramienta prismática)
Llámese afilado. A la operación que consiste en dar formas a las
herramientas nuevas o en reformar las herramientas desgastadas por la
formación de virutas. Esta operación se realiza en la punta de la
herramienta rectificando las caras que forman sus aristas cortantes para
obtener mayor eficiencia en el corte. Esta operación se aplica en
herramientas de corte lateral para desbastar y refrendar, que poseen
perfil oblicuo o recto.
Precauciones
1. En todos los trabajos de afilado es necesario usar lentes de
seguridad; en caso de esmerilado en seco se debe usar el aspirador
de polvo.
2. Mantenga las manos retiradas de la muela en movimiento para
evitar lesionarse.
Proceso de ejecución
1. Preparar la máquina afiladora universal
a. Monte y rectifique la muela: tipo copa o plana según
características de la máquina.
44
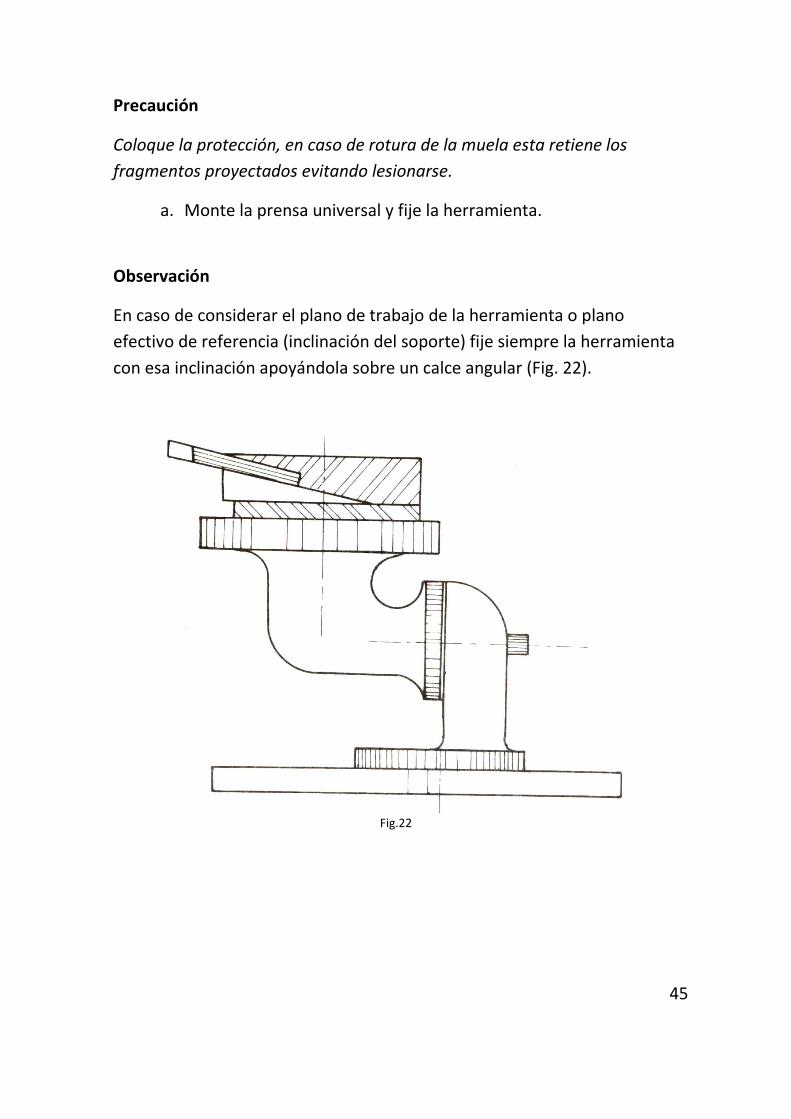
Precaución
Coloque la protección, en caso de rotura de la muela esta retiene los
fragmentos proyectados evitando lesionarse.
a. Monte la prensa universal y fije la herramienta.
Observación
En caso de considerar el plano de trabajo de la herramienta o plano
efectivo de referencia (inclinación del soporte) fije siempre la herramienta
con esa inclinación apoyándola sobre un calce angular (Fig. 22).
Fig.22
45
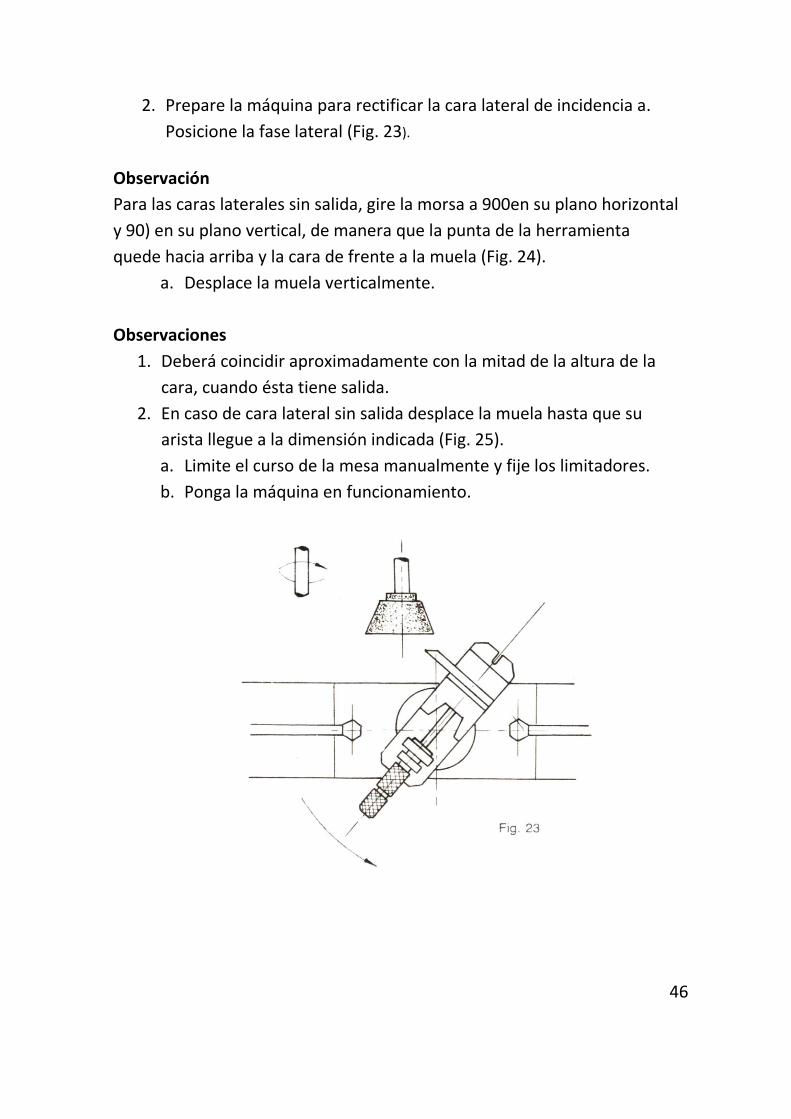
2. Prepare la máquina para rectificar la cara lateral de incidencia a.
Posicione la fase lateral (Fig. 23).
Observación
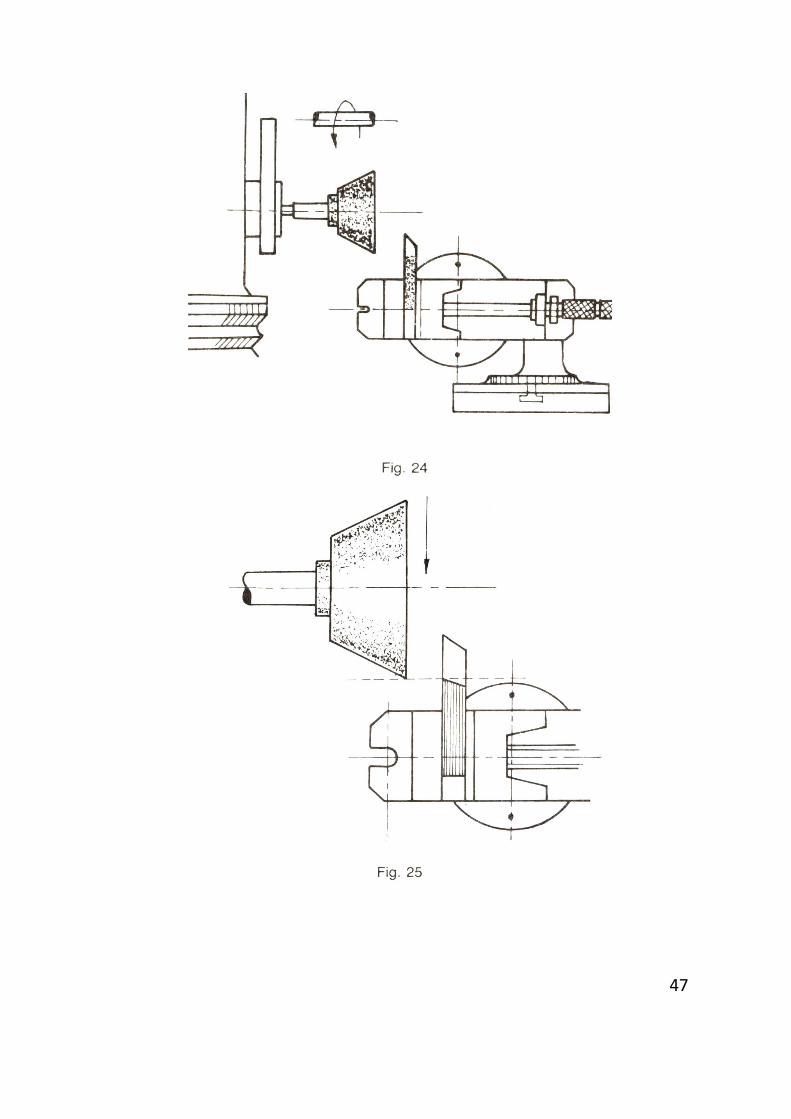
Para las caras laterales sin salida, gire la morsa a 900en su plano horizontal
y 90) en su plano vertical, de manera que la punta de la herramienta
quede hacia arriba y la cara de frente a la muela (Fig. 24).
a. Desplace la muela verticalmente.
Observaciones
1. Deberá coincidir aproximadamente con la mitad de la altura de la
cara, cuando ésta tiene salida.
2. En caso de cara lateral sin salida desplace la muela hasta que su
arista llegue a la dimensión indicada (Fig. 25).
a. Limite el curso de la mesa manualmente y fije los limitadores.
b. Ponga la máquina en funcionamiento.
46
47
Observación
Siempre que ponga la máquina en funcionamiento observe si las válvulas
que conectan el automático están cerradas.
Precaución
Mantenga las manos separadas de la muela en movimiento para evita
lesionarse
c. Haga contacto entre la herramienta y la muela aproximando
lenta mente.
Observación
Verifique si el sentido de rotación de la muela es en sentido contrario a la
arista cortante de la herramienta.
d. Desplace la mesa longitudinalmente hasta que la herramienta
quede fuera de la muela.
e. Coloque el anillo graduado (dial) en "O".
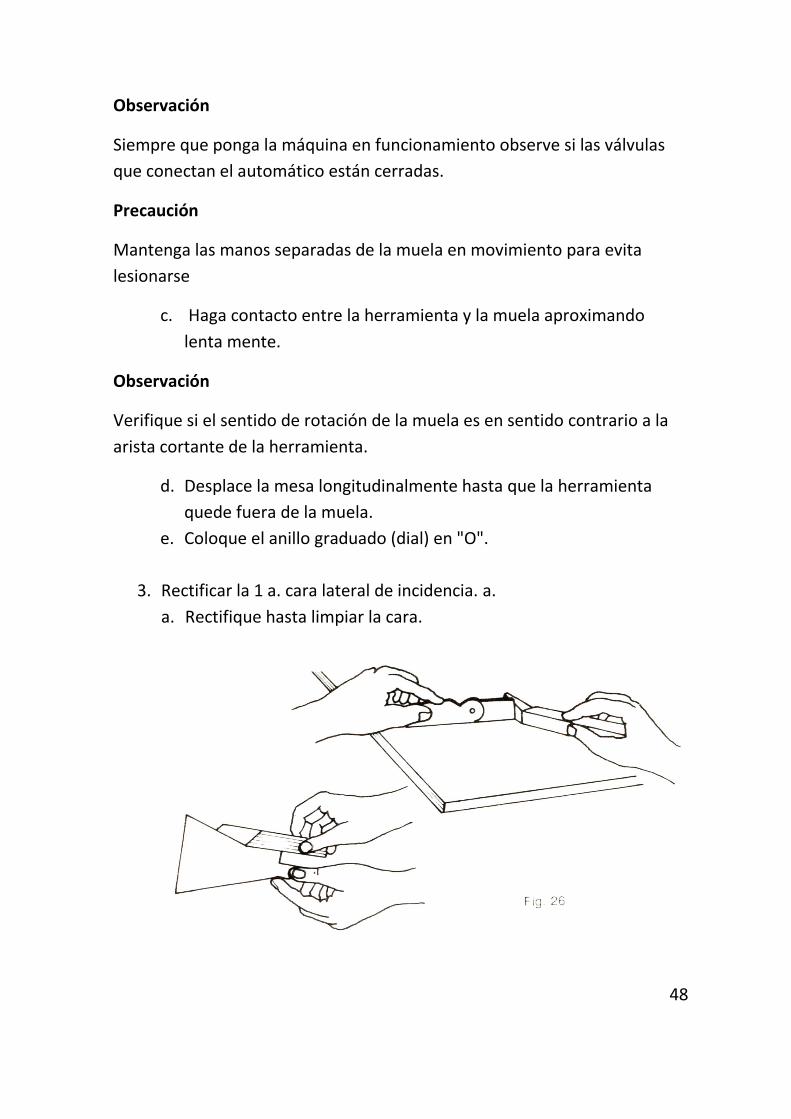
3. Rectificar la 1 a. cara lateral de incidencia. a.
a. Rectifique hasta limpiar la cara.
48

b. Verifique los ángulos obtenidos con calibradores de ángulos (Fig.
26).
c. Corrija la inclinación de la prensa si es necesario.
Observación
Repita los sub pasos a, b y c hasta obtener el ángulo correcto. d. Rectifique
hasta la dimensión indicada.
4. Rectificar la 2a. cara lateral.
a. Posicione la cara lateral (Fig. 27).
Observación
Tome por referencia la cara lateral rectificada.
a. Limite el curso de la 'mesa manualmente y fije los limitadores.
b. Esmerile hasta limpiar la cara.
c. Verifique los ángulos obtenidos, con calibrador o goniómetro
según las superficies de referencia (Figs. 28 y 29).
d. Corrija la inclinación de la prensa si es necesario.
49
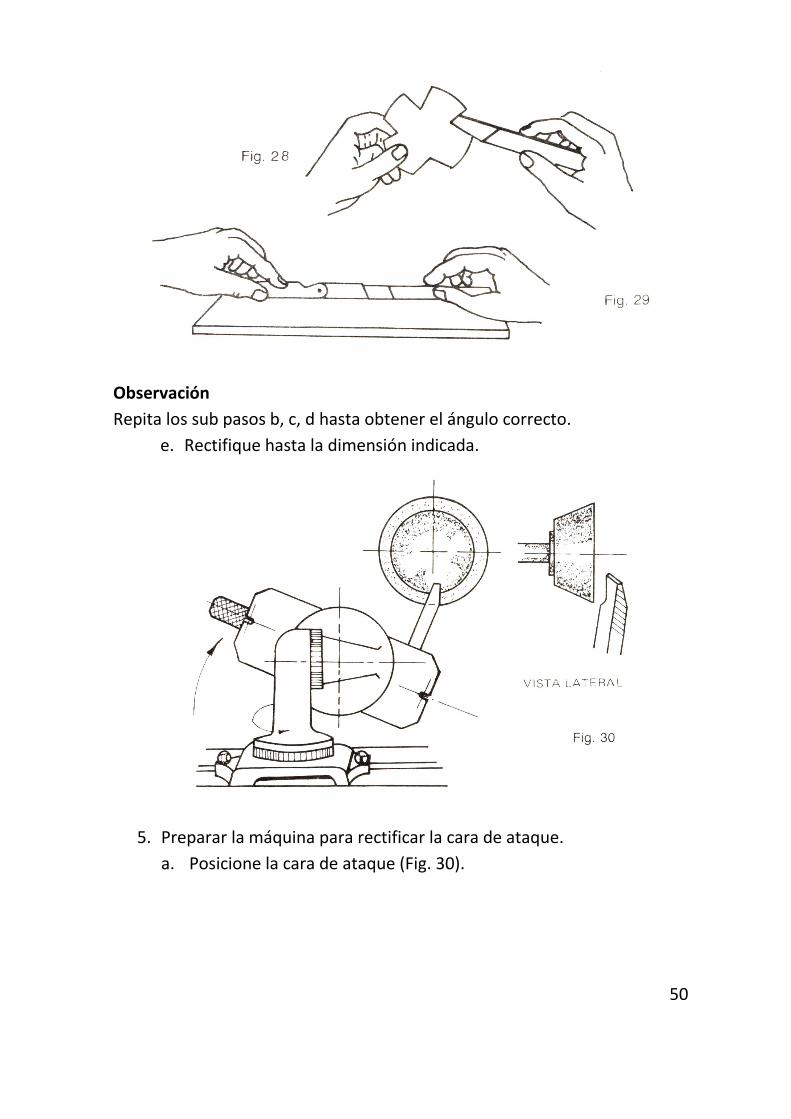
Observación
Repita los sub pasos b, c, d hasta obtener el ángulo correcto.
e. Rectifique hasta la dimensión indicada.
5. Preparar la máquina para rectificar la cara de ataque.
a. Posicione la cara de ataque (Fig. 30).
50
Observaciones
1. En caso de oblicuidad del perfil, considere también este para
posicionamiento de la cara.
2. En caso de oblicuidad del perfil y de la arista, considere los dos
ángulos para el posicionamiento de la cara.
b. Desplace la herramienta de la muela aproximadamente 5 mm.
c. Desplace la muela verticalmente.
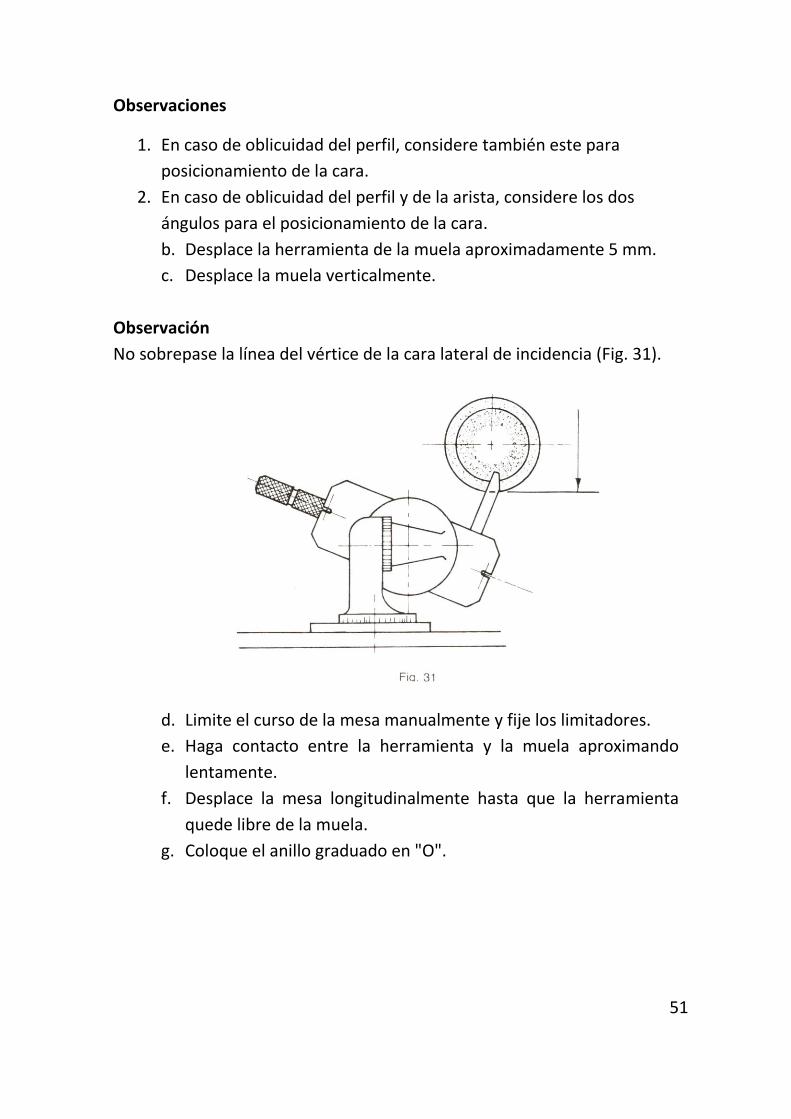
Observación
No sobrepase la línea del vértice de la cara lateral de incidencia (Fig. 31).
d. Limite el curso de la mesa manualmente y fije los limitadores.
e. Haga contacto entre la herramienta y la muela aproximando
lentamente.
f. Desplace la mesa longitudinalmente hasta que la herramienta
quede libre de la muela.
g. Coloque el anillo graduado en "O".
51
6. Rectificar la cara de ataque.
a. Rectificar hasta limpiar la cara.
Observación
Haga un pequeño radio en la arista externa de la muela, para evitar el
canto vivo en la rectificación de la cara.
b. Rectifique hasta obtener la arista cortante.
c. Pare la máquina y retire la herramienta.
7. Afilar manualmente punta con radio.
El redondear la punta de las herramientas tiene por finalidad aumentar la
resistencia de esta y mejorar el aspecto de la superficie trabajada. Tiene la
forma de una superficie cónica, con inclinación de la superficie ligada a
dos planos: cara frontal y cara lateral o las dos caras laterales.
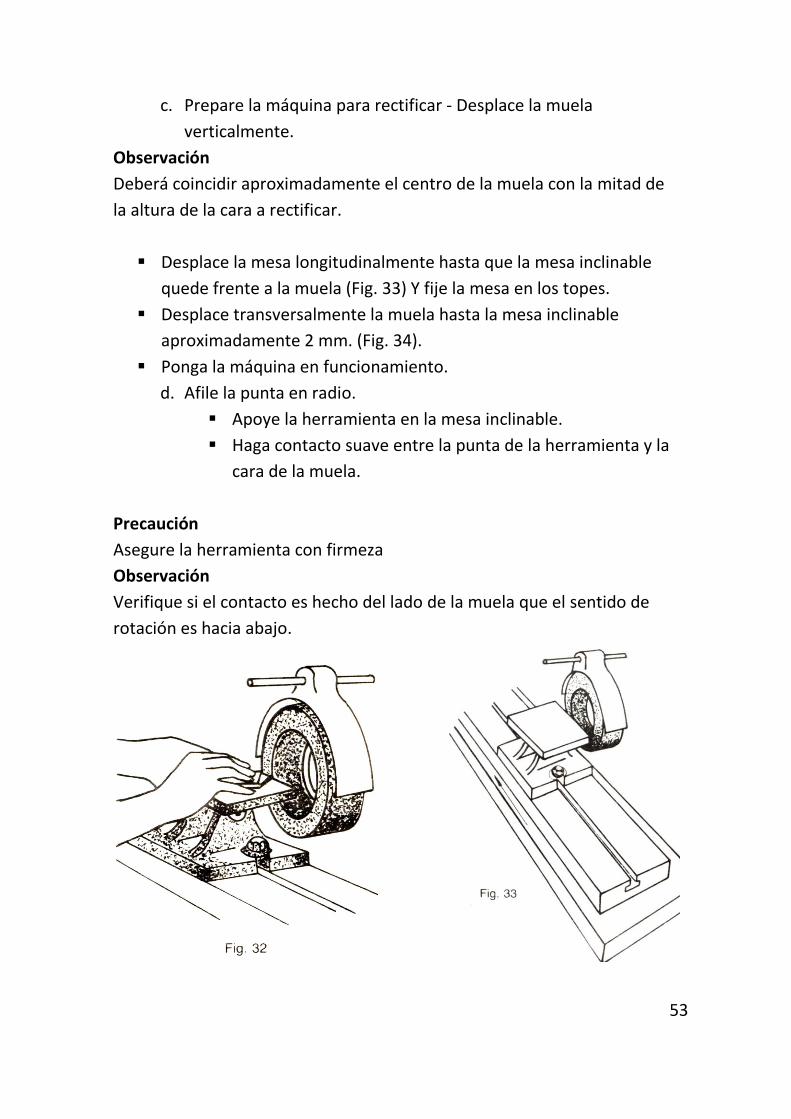
Esta operación es realizada manualmente con la herramienta apoyada
sobre una pequeña mesa inclinable (Fig. 32), es aplicada en herramientas
para desbastar, refrenar y repasar.
a. Monte y rectifique la muela tipo copa, recta.
Precaución
Coloque la protección; en caso de rotura de la muela, esta retiene los
fragmentos proyectados, evitando lesionarlo.
Observación
La rectificación de la muela debe ser hecha sin inclinar el cabezal porta
muela, para que la cara frontal de la muela quede plana y paralela a la
mesa.
b. Monte la mesa inclinable.
- Posiciónela y fíjela firmemente a la mesa de la máquina.
- Inclínela con el ángulo indicado.
Observación
Para inclinar la mesa considere el ángulo de incidencia frontal de la herra-
mienta.
52
c. Prepare la máquina para rectificar - Desplace la muela
verticalmente.
Observación
Deberá coincidir aproximadamente el centro de la muela con la mitad de
la altura de la cara a rectificar.
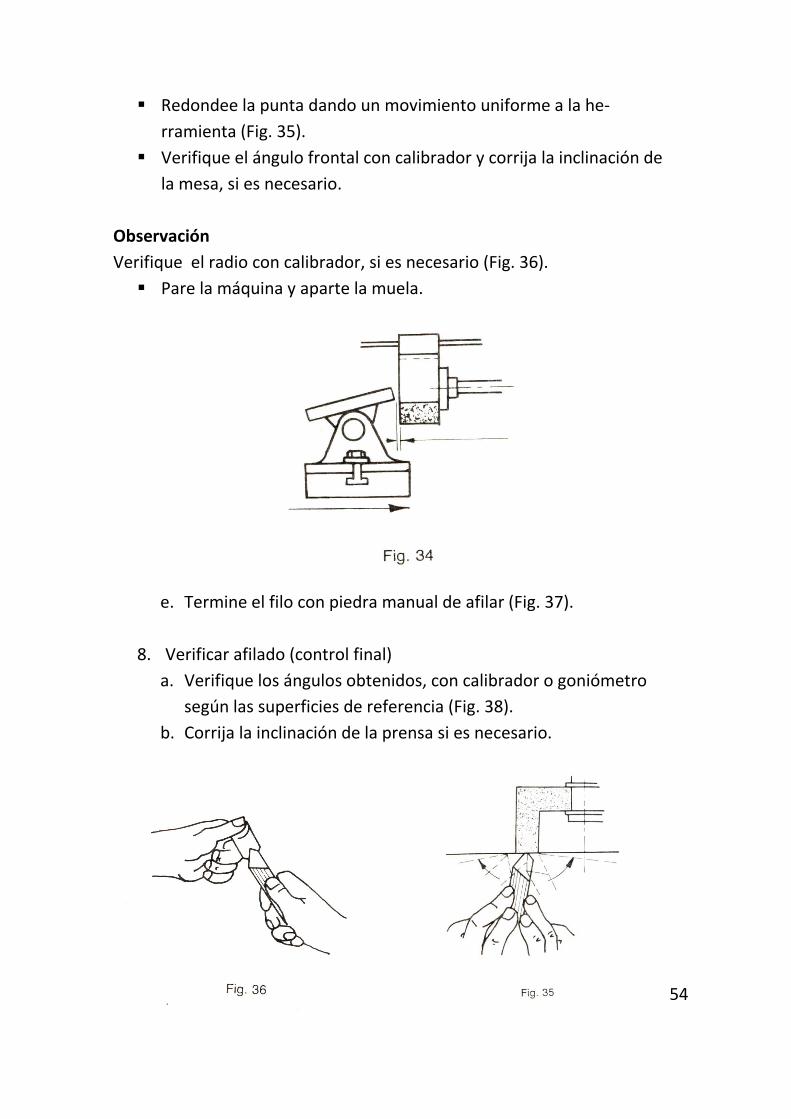
Desplace la mesa longitudinalmente hasta que la mesa inclinable
quede frente a la muela (Fig. 33) Y fije la mesa en los topes.
Desplace transversalmente la muela hasta la mesa inclinable
aproximadamente 2 mm. (Fig. 34).
Ponga la máquina en funcionamiento.
d. Afile la punta en radio.
Apoye la herramienta en la mesa inclinable.
Haga contacto suave entre la punta de la herramienta y la
cara de la muela.
Precaución
Asegure la herramienta con firmeza
Observación
Verifique si el contacto es hecho del lado de la muela que el sentido de
rotación es hacia abajo.
53
Redondee la punta dando un movimiento uniforme a la he-
rramienta (Fig. 35).
Verifique el ángulo frontal con calibrador y corrija la inclinación de
la mesa, si es necesario.
Observación
Verifique el radio con calibrador, si es necesario (Fig. 36).
Pare la máquina y aparte la muela.
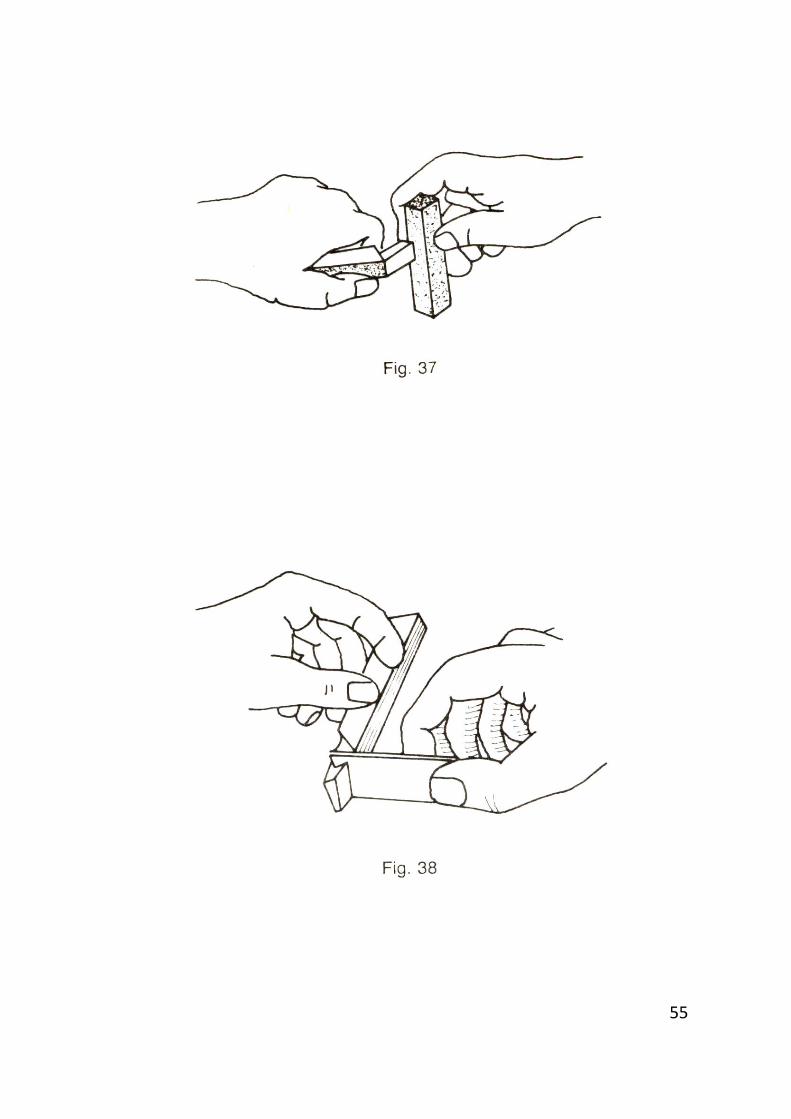
e. Termine el filo con piedra manual de afilar (Fig. 37).
8. Verificar afilado (control final)
a. Verifique los ángulos obtenidos, con calibrador o goniómetro
según las superficies de referencia (Fig. 38).
b. Corrija la inclinación de la prensa si es necesario.
54
55
AFILADO DE BURILES PARA CILINDRAR Y DE FORMA EN
AFILADORA UNIVERSAL
PRUEBA No. 5
Dados los listados (A y B) de los pasos en desorden del proceso de afilado
de buriles para cilindrar en afiladora universal. Usted deberá escribir el
orden lógico de los pasos que correspondan a cada operación colocando
en las líneas los números correspondientes, según el orden establecido en
las hojas de operación.
A.
1. Rectifique hasta limpiar la cara.
2. Posicione la fase lateral
3. Monte y rectifique la muela.
4. Verifique los ángulos obtenidos con calibradores de ángulos.
5. Monte la prensa universal y fije la herramienta.
6. Desplace la muela verticalmente.
7. Ponga la máquina en funcionamiento.
8. Coloque el anillo graduado en "O”.
9. Limite el curso de la mesa manualmente y fije los limitadores.
10. Rectifique hasta la dimensión indicada.
11. Corrija la inclinación de la mesa si es necesario.
12. Posicione la cara 2a. lateral.
13. Desplace la mesa longitudinalmente hasta que la herramienta
quede fuera de la muela.
14. Haga contacto entre la herramienta y la muela aproximando
lentamente.
56
Operaciones 2. Posicione la cara de ataque
PASOS.
Preparar la máquina afiladora universal.
Rectificar la 1 a. cara lateral de incidencia.
Rectificar la 2a cara lateral de incidencia.
B.
1. Desplace la muela verticalmente. 3. Limite el curso de la muela manualmente y fije los límites.
4. Coloque el anillo graduado en "O".
5. Desplace la herramienta de la muela aproximadamente 5 mm.
6. Pare la máquina y retire la herramienta.
7. Rectifique hasta limpiar la cara.
8. Haga contacto entre la herramienta y la muela aproximando
lentamente.
9. Monte la mesa inclinable.
10. Monte y rectifique la muela tipo copa.
11. Desplace la mesa longitudinalmente hasta que la herramienta
quede libre de la muela.
12. Prepare la máquina para rectificar 13. Afile la punta en radio
57
13. Termine el filo con piedra manual de afilar PASOS
Operaciones
Preparar la máquina para rectificar cara de ataque Rectificar la cara de ataque. Afilar manualmente punta con radio
58
Notas
59