A Review of Lean Assessment in Organizations: An Exploratory Study of Lean...
13
Journalq/'Mant([dcturingvol. 24/No.Systems~l 2005 A Review of Lean Assessment in Organizations: An Exploratory Study of Lean Practices by Electronics Manufacturers Toni L. Doolen and Maria E. Hacker, Industrial and Manufacturing Engineering, Oregon State University, Corvallis, Oregon, USA Abstract This paper describes the development of a survey instru- ment to assess the implementation of lean practices within an organization. Results of a literature review, which was used to identify lean manufacturing practices and existing lean as- sessment tools, are presented.The findings of this review were synthesized to develop an instrument to assess both the num- ber and the level of implementation of a broad range of lean practices in an organization. As part of a larger research project, an exploratory study was completed using the sur- vey. A cross section of electronic manufacturers in the Pacific Northwest was used for the exploratory study. Analysis of the survey results from the exploratory study are summarized in this paper to illustrate how the survey can be used to under- stand what factors might contribute to the implementation of lean practices. In the exploratory study completed, for exam- ple, it was found that while electronic manufacturers have implemented a broad range of lean practices, the level of im- plementation does vary and may be related to economic, op- erational, or organizational factors. Keywords: Lean, Manufacturing, Electronics, Lean Produc- tion, Operations Management Introduction With the publication of the book The Machine That Changed the World, lean manufacturing practices have found acceptance in many manufacturing op- erations over more traditional mass production tech- niques. Womack, Roos, and Jones (1990) studied the implementation of lean manufacturing practices in the automotive industry on a global scale. Other re- search efforts, such as the Lean Aerospace Initiative (2002), have looked at the unique challenges of imple- menting lean manufacturing practices in a specific type of industry. The larger research project for which this survey development effort was initiated had a similar focus--understanding the implementation of lean manufacturing practices within the electronics manufacturing industrial sector. To study the use and ultimately the impact of lean manufacturing practices on electronics manufacturers, a literature review was completed to determine if existing assessment meth- ods could be applied to this study. Both the research and practitioner literature were reviewed to identify a complete set of lean practices and existing research instruments that might be le- veraged for the study. From this review, a number of lean practices were identified, but no single research instrument was found that captured this broad array of practices. As a result, it was necessary to develop a new tool for the study. The primary contribution of this paper is to describe the development of this as- sessment tool and to illustrate, through an exploratory study, how the tool can be used to assess both the range of lean practices implemented, as well as the level of adoption of these practices within an organi- zation. The exploratory study, conducted using a sample of electronic manufacturers, demonstrates how the instrument can be used to understand factors that may limit or constrain the implementation of lean practices. A selective review of lean implementation literature is summarized in the next section to pro- vide a foundation for interpreting the results of the exploratory study. Overview of Factors Impacting Lean Implementation Manufacturers in many different business sectors and in countries across the world have invested in the implementation of lean manufacturing practices. Many of these implementations are grounded in the principles and practices incorporated in the Toyota Production System and often referred to as lean pro- duction. Womack and Jones (2003) defined five lean principles to eliminate waste in organizations. The principles are: specifying value, identifying the value stream, flow, pull, and perfection. While the principles of lean are relatively constant, there are many differ- ent practices that can and have been implemented in 55
Transcript of A Review of Lean Assessment in Organizations: An Exploratory Study of Lean...

Journalq/'Mant([dcturingvol. 24/No.Systems~l 2005
A Review of Lean Assessment in Organizations: An Exploratory Study of Lean Practices by Electronics Manufacturers
Toni L. Doo len and Mar ia E. Hacker, Industrial and Manufactur ing Engineering, Oregon State University, Corvallis, Oregon, USA
Abstract This paper describes the development of a survey instru-
ment to assess the implementation of lean practices within an organization. Results of a literature review, which was used to identify lean manufacturing practices and existing lean as- sessment tools, are presented.The findings of this review were synthesized to develop an instrument to assess both the num- ber and the level of implementation of a broad range of lean practices in an organization. As part of a larger research project, an exploratory study was completed using the sur- vey. A cross section of electronic manufacturers in the Pacific Northwest was used for the exploratory study. Analysis of the survey results from the exploratory study are summarized in this paper to illustrate how the survey can be used to under- stand what factors might contribute to the implementation of lean practices. In the exploratory study completed, for exam- ple, it was found that while electronic manufacturers have implemented a broad range of lean practices, the level of im- plementation does vary and may be related to economic, op- erational, or organizational factors.
Keywords: Lean, Manufacturing, Electronics, Lean Produc- tion, Operations Management
Introduction With the publication of the book The Machine That
Changed the World, lean manufacturing practices have found acceptance in many manufacturing op- erations over more traditional mass production tech- niques. Womack, Roos, and Jones (1990) studied the implementation of lean manufacturing practices in the automotive industry on a global scale. Other re- search efforts, such as the Lean Aerospace Initiative (2002), have looked at the unique challenges of imple- menting lean manufacturing practices in a specific type of industry. The larger research project for which this survey development effort was initiated had a similar focus--understanding the implementation of lean manufacturing practices within the electronics manufacturing industrial sector. To study the use and ultimately the impact of lean manufacturing practices on electronics manufacturers, a literature review was
completed to determine if existing assessment meth- ods could be applied to this study.
Both the research and practitioner literature were reviewed to identify a complete set of lean practices and existing research instruments that might be le- veraged for the study. From this review, a number of lean practices were identified, but no single research instrument was found that captured this broad array of practices. As a result, it was necessary to develop a new tool for the study. The primary contribution of this paper is to describe the development of this as- sessment tool and to illustrate, through an exploratory study, how the tool can be used to assess both the range of lean practices implemented, as well as the level of adoption of these practices within an organi- zation. The exploratory study, conducted using a sample of electronic manufacturers, demonstrates how the instrument can be used to understand factors that may limit or constrain the implementation of lean practices. A selective review of lean implementation literature is summarized in the next section to pro- vide a foundation for interpreting the results of the exploratory study.
Overview of Factors Impacting Lean Implementation
Manufacturers in many different business sectors and in countries across the world have invested in the implementation of lean manufacturing practices. Many of these implementations are grounded in the principles and practices incorporated in the Toyota Production System and often referred to as lean pro- duction. Womack and Jones (2003) defined five lean principles to eliminate waste in organizations. The principles are: specifying value, identifying the value stream, flow, pull, and perfection. While the principles of lean are relatively constant, there are many differ- ent practices that can and have been implemented in
55

Journal o/" Manu/2lcturing Systems Vol. 24/No. 1 2005
the quest for value creation in the manufacture of products. Just-in-time (JIT) production systems, to- tal productive maintenance (TPM), cellular manufac- turing, single-minute exchange of die (SMED), mixed model production (MMP), and mistake-proofing are just a few of the many examples of practices that are associated with a lean production system. The suc- cessful application of various lean practices has been documented in a variety of industries, such as aero- space, computer manufacturing, and automotive as- sembly (MacDuffie, Sethuraman, and Fisher 1996; Laughlin 1995; Houlahan 1994). Some manufactur- ing organizations, however, have experienced only limited success in using lean manufacturing practices to increase competitiveness. Researchers have ex- plored the portability of lean practices both within and between different manufacturing sectors. A re- view of previous research exploring the limitations of lean manufacturing was completed. Based on this review, there is evidence that factors such as chang- ing economic conditions, high levels of demand un- certainty, high-mix, low-volume product portfolios, and rigid organizational structures may limit the ap- plicability of lean manufacturing practices or may prevent manufacturers from realizing the full ben- efits of these practices.
Some authors contend that other manufacturing strategies may be superior to lean under certain mar- ket conditions (Cooney 2002; Katayama and Bennett 1996). In particular, Cooney asserts that market char- acteristics of an industrial sector should influence the type of production strategy chosen. A push system utilizing batch production was found to be effective for automotive component manufacturers given un- stable customer demand and short-term customer re- lationships. Katayama and Bennett found that some Japanese manufacturers who adopted a lean manu- facturing strategy were faced with problems due to variations or reduction in product demand; success associated with lean in the 1990s was attributed to favorable market conditions in Japan and the rest of the world.
Several researchers (Cooney 2002; Fliedner and Vokurka 1997; James-Moore and Gibbons 1997; Ma- son-Jones, Naylor, and Towill 2000; Yusef and Adeleye 2002) contend that lean practices do not pro- vide a compelling competitive edge in all operational environments and have identified alternative opera- tional practices. Yusef and Adeleye found that orga-
nizations that focus on volume flexibility, technol- ogy leadership, speed to market, and new product development outperform organizations that focus on low cost and quality. Strategies to develop and main- tain supplemental capacity within the overall supply chain (in direct contrast to the lean philosophy of waste reduction) have also been shown to provide a significant competitive advantage (Mason-Jones, Naylor, and Towill 2000). Batch production, along with craft production methods, were found to pro- vide automotive suppliers with the flexibility needed to be successful when rapid product and process in- novation were the norm (Cooney 2002). Finally, James-Moore and Gibbons (1997) determined that the level of lean manufacturing adoption in the aero- space industry was lower than expected as a result of high product mix and low volumes.
Previous research has also identified the manage- ment of human resources as a significant issue in the implementation of lean (Agrawal and Graves 1999; Bamber and Dale 2000; Nicholas 1998; Yauch and Steudel 2002). Bamber and Dale found that "rigid hierarchical organizational design" was the single biggest obstacle to the adoption of lean production practices. Yauch and Steudel showed that cultural factors play a direct role in impeding the formation, design, implementation, and operation of manufac- turing cells. Agrawal and Graves found that hierar- chical organizational practices exacerbated the separation between design, board fabrication, assem- bly, and test operations and inhibited the implemen- tation of lean practices in electronic manufacturing organizations. Similarly, when product designers, process engineers, and workers are isolated function- ally, geographically, or across organizations, decen- t ra l izat ion of authori ty becomes much more challenging, and the ability to effect change through continuous improvement activities is more difficult. This can also hinder kaizen (continuous improve- ment) activities, which are foundational to lean (Detty and Yingling 2000).
Today, the electronics industry faces many of the challenges identified in these previous studies. Rap- idly rising customer expectations, globalization of both markets and competition, accelerating pace of technological change, and rapid expansion of tech- nology access are the norm for electronic manufac- turers (Haughey 2002; NGM Project 1997). High levels of competition and shifting market demand
56

Journal ~f'Mam(/ctcturing S3'stems Vol. 24/No. 1
2005
have led to a distributed supply chain. With the ex- tensive use of outsourcing, many electronic manu- facturers are functionally specialized. In the assembly of a printed circuit boards, for example, design, board fabrication, assembly, and test are potentially dis- persed both organizationally and geographically. To be able to study the impact of market, operational, and structural factors on electronic manufacturers, it is necessary to assess the implementation and use of lean manufacturing practices within an organization. The remainder of this paper focuses on the develop- ment of an assessment tool to enable this study and the exploratory study completed to illustrate how the assessment tool may be used.
Lean Assessment Tool Development Both research papers and practitioner works were
examined to identify a comprehensive set of manu- facturing practices considered to be essential in a lean manufacturing enterprise and to identify existing sur- vey instruments that could be used to complete a broad-based assessment of the lean practices used within an organization. The decision to engage in lean practices is often part of an organization's manufac- turing strategy. As such, an assessment of the level of a lean implementation should include components of both a tactical and strategic nature. Hayes and Wheel- wright (1984) def ined key s t ructural and infrastructural decision categories to evaluate in de- veloping a manufacturing strategy. The four struc- tural ca tegor ies inc luded capacity, faci l i t ies , technology, and vert ical integration. The four infrastructural categories included workforce, qual- ity, production planning/materials, and organization. In an extension to this framework, Hayes, Wheel- wright, and Clark (1988) discuss the importance of external perspectives on manufacturing strategy. Similarly, Miltenburg (1995) describes another frame- work for manufacturing strategy linking "manufac- turing levers" to manufac tu r ing outputs. In Miltenburg's framework, six manufacturing levers are defined--human resources, organization structure and controls, production planning and control, sourc- ing, process technology, and facilities.
Consistent with this concept that manufacturing strategies must be multidimensional, a central tenant of the lean enterprise is that lean is multifaceted. This conceptualization of lean as multidimensional is sup-
ported by a wide range of researchers (Womack, Roos, and Jones 1990; Bentley, Nightingale, and Taneja 2000; Cochran et al. 2000; Detty andYingling 2000). Previous researchers have taken an approach of defining specific lean manufacturing practices and relating them to different functions of the manufac- turing enterprise. For instance, James-Moore and Gibbons (1997) identified five key constructs--waste elimination, flexibility, people, process control, and opt imizat ion-- in developing a "lean automotive model." Other researchers have used similar models to define lean practices associated with the manufac- turing function, as well as to define the "lean enter- prise" (Karlsson and Ahlstrom 1996a; Bentley, Nightingale, and Taneja 2000). A lean enterprise is defined as an organization that uses lean concepts and practices not just in the manufacturing function but in everything it does (Womack, Roos, and Jones 1990). Panizzolo (1998) defined six areas for inter- vention within a manufacturing enterprise to study the implementation of lean manufacturing practices among Italian manufacturing plants--manufacturing equipment and processes, shop-floor management, new product development, supplier management, customer relations, and workforce management. In the next step of this study, copies of existing lean survey instruments were obtained and reviewed in an effort to identify an instrument or combination of instruments that might be used for a broad-based as- sessment of lean practices consistent with the conceptualization of lean as multidimensional.
Review of Lean Surveys and Assessment Tools
A number of tools have been developed to help organizational leaders assess their progress toward becoming a lean enterprise. For this study, copies of seven different assessment instruments were re- viewed. Surveys have also been used by researchers in previous research studies focused on linking lean practices with organizational performance. Five dif- ferent research surveys were identified and reviewed. In some cases, the complete research instrument was not included in the paper reviewed. Where possible, the author was contacted, and a copy of the actual survey instrument was obtained. Tables 1 and 2 sum- marize the research surveys and the industrial assess- ment tools reviewed. The research surveys tended to focus on assessing a group of lean practices within a higher-level construct, such as JIT or TQM. The seven
57

Journal o/'Manu[acturing Systems Vol. 24/No. l 2005
Table 1 S u m m a r y of Research Surveys Reviewed
Survey Identification Fullerton, McWatters, and Fawson (2003)
Nightingale and Mize (2002), Lean Enterprise Self-Assessment Tool
Perez and Sanchez (2000)
Panizzolo (1998)
Shah and Ward (2003)
Description and Lean Aspects Included This research was based on a survey developed to measure the level of JIT imple- mentation within an organization. Ten JIT elements were defined for the research, and 11 corresponding survey items were developed to assess the level of JIT implementation. This research study describes the structure of an assessment tool created by the Lean Aerospace Initiative. The tool includes three sections: lean transformation leadership, life cycle processes, and enabling infrastructure. Fifty-four lean practices are included in the tool. These practices were chosen as being indicators of the behaviors that lean organizations should engage in rather than being comprehensive. This research was based on a field survey of automotive suppliers in Aragon. Data collection included organizational demographics (number of employees, age of organization, sales, and ownership), source of technology innovation, use of flexible production technologies (JIT), and workforce and workplace flexibility measures (teams, job rotation, and training). This research was based on field surveys of Italian manufacturers from a wide range of industrial sectors. The survey items were developed to probe the implementation of lean practices in six different areas of intervention (process and equipment, manufacturing planning and control, human resources, product design, supplier relationships, customer relationships). Some of the lean practices included within the intervention areas include setup reduction, cellular manufacturing, error proofing, leveled production, teams, design for manufacturability, JIT, total cost supplier evaluation, on-time deliveries, and customer involvement in product design. This research study was based on an annual survey of manufacturing managers in 1999 by publishers of bldustryWeek. The survey included questions on the level of implementation of 22 different lean practices, including practices related to JIT, TPM, TQM, and human resource management.
industrial assessment tools reviewed included many different lean practices, but were inconsistent in the practices included as well in the mechanism for evalu- ating the level of implementation. As a result of this review, a list of practices and a modified approach for assessing the level of implementation of each prac- tice were developed.
An overall structure integrating the multiple di- mensions of a lean enterprise was synthesized from these previously developed instruments. Within this structure, six impact areas were defined and then used as the basis for the development of survey questions regarding the adoption of specific lean manufactur- ing practices. The six areas incorporated into the sur- vey were: manufacturing equipment and processes, shop floor management, new product development, suppl ier m a n a g e m e n t , cus tomer re la t ions , and workforce management. Each impact area was fur- ther specified by defining a family of supporting ac- tivities or practices. A synthesized set of impact areas and lean practices is important in assuring that the survey assesses the adoption of an overall lean pro- duction strategy with practices impacting the full ar- ray of organizational activities. The specific practices
and item development structure are described further in the next section.
Survey Item Development A set of defining practices was developed for each
impact area. The set of practices and the correspond- ing impact areas are summarized in Table 3. Although a universal set of lean practices is not fully specified in the research literature, several studies along with the reviewed surveys and assessment tools were used to develop a set of representative practices for each of the impact areas. Womack, Roos, and Jones (1990) documented the importance of setup time reduction, error-proofing equipment, shop-floor organization, total quality management (TQM), and value addition in the context of manufacturing processes. Similarly, other researchers have shown the importance of total productive maintenance (TPM), cellular manufactur- ing, cycle time reduction (James-Moore and Gibbons 1997; Panizzolo 1998; Bentley, Nightingale, and Taneja 2000; Karlsson and Ahlstrom 1996a). In the case of product development, the significance of con- current engineering techniques has been studied and found to play an important role in a "lean" product
58

Journal of Mamt~dcttH'ing Systems Vol. 24/No. l
2005
Table 2 Summary of Seven Industrial Assessment Tools Reviewed
Survey Identification Jordan and Michel (2001), Survey of Perceptions of a Company's Leanness
Lean Enterprise Implementation Group (1999), The 360 o Lean Audit
Lean Learning Center (2003), The Lean Company Survey
Northwest High Performance Enterprise Consortium (2002), HPEC Assessment
Robert Abair Associates, Inc. (2002), Lean Checklist Self-Assessment
Description and Lean Aspects Included This tool is a 36-question survey used to assess a company's leanness. Different versions of the survey are available for various stakeholders (executives, employees, investors, suppliers, and customers). The combined set of surveys addresses topics such as waste identification and reduction, continuous improvement, value stream management, flow, and human resource topics such as employee development and leadership. This assessment tool is used to evaluate the level of implementation of policies, process management, lean tools and techniques, and supply chain integration activities. Lean tools and techniques included in the assessment are workplace organization, waste, flow, pull, quality, standards, PDCA, equipment effectiveness and reliability, and leveled production. This benchmarking survey requests information on performance changes attributable to lean or continuous improvement efforts, infrastructure details (who is responsible for lean efforts), functional involvement in lean, and implementation details (types of lean tools implemented). This benchmarking tool is structured to identify a broad range of measurable outcomes resulting from a lean implementation, including changes in management practices, quality achievements, employee involvement, flexible manufacturing practices, maintenance practices, inventory management processes, and new product development processes. This self-assessment tool allows organizations to establish a baseline measurement of their lean progress. The tool includes a range of management and lean practices, such as lean education, training, statistical process control, JIT, kaizen, heijunka, 5S, SMED, poka-yoke, waste, workforce flexibility, performance measures, and QFD.
Wisconsin Manufacturing Extension Partnership (2002), Lean Business Assessment
Wisconsin Manufacturing Extension Partnership (2001), How Lean is Your Culture?
This self-assessment tool is used to help organizations identify and prioritize improvement activities. The tool addresses 10 lean principles and a range of lean practices, including flow production, leveled mixed-model production, quick changeover, automation with a human touch, pull systems, autonomous maintenance, and kaizen reporting.
This short self-assessment tool is designed to help managers identify cultural factors that can support or inhibit the sustainability of lean manufacturing initiatives.
deve lopment process (Karlsson and Ahls t rom 1996b). The impor tance o f using concur ren t eng ineer ing in des igning a new produc t has also been well estab- l ished (Womack, Roos, and Jones 1990; Takeuchi and Nonaka 1986; Henke, Krachenberg, and Lyons 1993). Womack , Roos , and Jones demons t ra ted the impor- tance of suppl ier re la t ionships in a lean manufac tur - ing c on t ex t . F o l l o w - o n r e s e a r c h has f o u n d tha t investing in long- te rm relat ionships, evaluat ing sup- pliers, and exchanging in format ion are key aspects o f a heal thy re la t ionship be tween a manufac tu re r and supplier (Contreras and Mast 2001). T h e impor tance o f evaluat ing the total costs in select ing a suppl ier has also been d o c u m e n t e d (El l ram 1994).
Once the task o f deve lop ing the impact areas and defining the associa ted pract ices was comple ted , in- dividual survey i tems were deve loped to assess the
pervas iveness o f the 29 lean manufac tu r ing prac t ices summar ized in Table 3. Six addi t ional survey i tems were deve loped and inc luded at the end o f the su rvey to provide demograph ic in format ion on both the com- pany and the respondent . T h e set o f d e m o g r a p h i c i tems reques ted inc luded total n u m b e r o f emp loyees , annual sales, products or services p roduced by the organizat ion, and the posi t ion title, funct ional area, and years o f service o f the respondent . The final i t em on the survey was a space for respondents to p rov ide any co m m en t s re la ted to e i ther their o rgan iza t ion ' s implemen ta t ion o f lean or any c o m m e n t s re la ted to the survey ins t rument itself.
Three - to - seven fo l low-on i tems were des igned fo r 26 o f the 29 lean manufac tu r ing pract ices l is ted in Table 3. Th e survey was des igned to direct r e spon- dents to fo l low-on i tems, on ly i f the overal l prac t ice
59

Journal ~/" Manq/~wturing Systems Vol. 24/No. 1 2005
Table 3 Mapping of Lean Manufacturing Practices to Six Impact Areas
Impact Areas Manufacturing Equipment and Processes
Lean Manufacturing Principles and Practices
Setup time reduction Work standardization Cellular manufacturing Mistake or error proofing Value identification Total productive maintenance Shop-floor organization Total quality management Cycle time reduction
Shop-Floor Management Production scheduling Lot size reduction Pull flow control
New Product Development Parts standardization Concurrent engineering Design for manufacturability
Supplier Relationships Supplier evaluation Total cost evaluation Information exchange Long-term relationships Delivery performance improvement Demand stabilization Services to enhance value Customer requirements analysis Product customization
Customer Relationships
Workforce Management Multifunctional workforce Work delegation Employee evaluation Pay for performance Formal reward system
was used within the organization. The structure cho- sen for the survey items not only minimized the amount of time to complete the survey, but also provided the respondent with additional details on a particular prac- tice through the follow-on items. Because the follow- on items referenced more specific aspects of the lean practice in question, this reduced the likelihood that the respondent would misunderstand the overall prac- tice. The structure also provided a means for deter- mining the practices being implemented, as well as the details of how a particular organization was choos- ing to implement the practice.
For each item, respondents were asked to evaluate how often a specific practice was used within their organization. A five-point Likert scale (Always, Most of the time, Some of the time, Rarely, or Never) was used. The content and responses for two of the overall lean practices, along with their more specific follow- on items, are shown in Table 4.
After the initial survey development, an electronic copy of the survey was distributed and reviewed by four other researchers with expertise in the imple- mentation of lean practices and two researchers with expertise in survey development. Four of the review- ers were associated with universities in the United States, one with a European university, and the sixth with a university in South America. As a result of this set of reviews, the number and wording of many of the follow-on items were modified. In general, the review of the survey by this set of experts iden- tified inconsistencies in terminology and in item structure. These inconsistencies were addressed. The final instrument was 16 pages in length.
Exploratory Study Sample Company names and contacts for the exploratory
study were obtained using a variety of methods. Pub- lished listings of manufacturers including Web site listings, direct contact with the researchers, and con- tacts established as a result of participation in pro- fessional societies/organizations were the three primary means of obtaining company contact in- formation. Pre-letters introducing the research and surveys were mailed to 27 companies engaged in electronics manufacturing located in the states of Oregon and Washington. Senior manufacturing per- sonnel with broad visibility to organizational prac- tices were the target recipients of the mailed survey. When specific contacts were not identified for a company, the survey was addressed to the manu- facturing or process engineering manager. Four weeks after the initial mailing, a second survey and cover letter were mailed to all companies in the original sample who had not responded. Of the com- panies receiving surveys, 40% are involved in ei- ther the manufac ture of sil icon wafers or in semiconductor manufacturing, 30% are involved in the manufacture or assembly of printed circuit boards, and 30% are involved in the manufacture of subassemblies or equipment used by electronic manufacturers. Thirteen completed surveys were re- turned and used for all subsequent analyses. This corresponds to a response rate of approximately 48%.
Electronic products are the result of a series of complex manufacturing processes, including wafer manufacture, semiconductor manufacture, printed circuit board manufacture, and board assembly. Each of these segments of the electronics industry is unique in the type of process used, but as a whole,
60

Journa! ~[" Mamgt~zcTuring Systellzs Vol. 24/No. 1
2005
Table 4 Example Survey Items and Responses
Item
Does your organization make an effort to reduce setup times? (If YES, then go to follow-on items) In your effort to reduce setup times, how often do you engage in each of the following practices?
• Encourage employees to find ways to reduce setup times • Educate employees on the importance of reducing setup times • Use checklists during the setup of a machine • Use devices to reduce operator error during setup • Complete setup operations offline
Response
NO or YES
~OwAY VER RELY ME OF THE TIME ST OF THE TIME
S
Does your organization engage in work standardization practices? (If YES, then go to follow-on items) How often do you engage in each of the following practices to facilitate standardization of work?
• Use documented standard operating procedures • Train employees to use standard operating procedures • Update standard operating procedures
NO or YES
RELY ME OF THE TIME ALWAYS
OST OF THE TIME S
these manufacturers share two important character- i s t ics-ut i l iz ing high-technology processes and ma- terials and being subject to rapid product development cycle times and short product life cycles.
Exploratory Study Results and Discussion
To test the usefulness of the research instrument developed, an analysis of the survey results from the exploratory study was completed. The primary inter- est in the study was to develop an instrument that could be used to assess both the type and extent of practices being implemented within organizations as part of their overall manufacturing strategy. As such, the extent of implementation was determined for the entire sample by calculating an average score and standard devia- tion for each of the six impact areas. For each com- pany, the implementat ion score was obtained by averaging the level of implementation for all practices associated with an impact area. Higher scores are in- dicative of higher levels of implementation. The re- suits are summarized in Table 5. The manufacturing processes and equipment impact area and the customer relations impact area received the highest average scores (3.70) for the entire set of completed surveys. New product development received the lowest aver- age score (3.13). The amount of variability observed was similar for each of the six impact areas.
Based on demographic information provided by the respondents, the number of employees was used to stratify the data to allow comparison between smaller and larger organizations. Larger companies have more resources and a broader range of exper- tise within their organizations. Both of these fac- tors support a supposition that larger companies will implement a larger variety and/or a greater number of lean practices. The distinction between large and small companies was based solely on the number of employees working in the organization, as reported by the survey respondent. Because company sizes ranged from very small (less than 10 employees) to very large (thousands of employees), large compa- nies were defined as having 100 or more employ- ees. Of the 13 companies included in this analysis, five companies were identified as having fewer than 100 employees, and the remaining eight companies had more than 100 employees. A two-sample, non- parametric test (Mann Whitney) was used to com- pare the two samples for each impact area. The Mann Whi tney statistic (analogous to an independent sample t-test for normally distributed data) tests whether or not two sampled populations are equiva- lent in location. The Mann Whitney statistic is a conservative test that is appropriate for samples with any underlying distribution. The Mann Whitney test was used to determine whether or not any differences in the level of implementation for larger and small
61

Journal ~/'Mam(fitcturing Systems Vol. 24/No. 1 2005
Table 5 Average and Standard Deviation for Each Impact
Area for Sample (n = 13)
Average Implementation Standard
Impact Area Level Deviation
Manufacturing equipment and processes 3.70 0.651
Shop-floor management 3.49 0.606 New product development 3.13 0.627 Supplier management 3.41 0.707 Customer relationships 3.70 0.555 Workforce management 3.50 0.470
Table 6 Average Implementation Score for Small (n = 5) and
Large (n = 8) Companies
Small Large Impact Area Companies Companies p-value
Manufacturing equipment and processes 3.13 4.06 0.013
Shop-floor management 3.41 3.54 0.570 New product development 3.11 3.14 0.932 Supplier management 3.21 3.53 0.558 Customer relationships 3.42 3.87 0.242 Workforce management 3.34 3.60 0.462
companies were statistically significant. The results are summarized in Table 6.
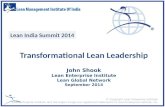
There is evidence that larger companies included in this sample have implemented lean practices to a greater extent than smaller companies responding to this survey. In particular, a significant difference in the average implementation of lean practices associ- ated with manufacturing equipment and processes was found (p-value = 0.013). The level of implemen- tation is summarized graphically in Figure 1. One of the large companies responding to the survey, for example, indicated that their organization had spent the last year "introducing lean methods to the floor and management staff," and resources were being assigned to begin a "three to four year full imple- mentation of lean practices" at the beginning of the organization's new fiscal year. These findings are consistent with previous research. Shah and Ward (2003) found that larger plants across a variety of industrial sectors are more likely than smaller plants to implement lean practices. Similarly, Shah and Ward did not find a significant difference in the implemen- tation likelihood of crossfunctional workforce prac- tices based on organizational size. No difference was found between small and large organizations in this study related to workforce management practices. The similarity in findings provides initial validation of the new survey.
_=
_=
5.0
4 . 0
3.0
2.0
1.0 Mfg Process New Prod Dev Cust Rel
Shop Floor Supplier Mgmt Wkf Mgmt
Size
[ " ] Small
Dta~ge
Figure 1 Comparison of Average Implementation Scores for Small and Large Companies. (Lines on/in box represent upper
quartile, median, and lower quartile.)
The implementation of lean practices has often been associated with discrete part manufacturers (Shah and Ward 2003). The sample used for this study included a mix of organizations with some being dis- crete part manufacturers and others being process- based manufacturers. To study whether or not the type of manufacturing organization was related to the level of lean implementation, each organization included in the study was classified into one of three catego- ries based on survey responses--printed circuit board manufacturer or assembly, equipment manufacturers, wafer or semiconductor manufacturers. This group- ing of companies was chosen because the technical systems and business models for these types of manu- facturers differ. For example, the level of capital in- vestment necessary for wafer and semiconductor manufacturing is significantly higher than the capi- tal investment necessary for surface mount assembly or equipment assembly.
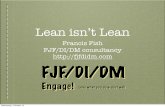
Organizations involved in circuit board manufac- turing and assembly had the lowest average imple- men ta t ion score in all six impac t areas. A Kruskal-Wallis test (the non-parametric analog of one-way analysis of variance) was performed to de- termine whether or not observed differences were significant. The average scores and the p-values for the Kruskal-Wallis statistic are summarized in Table 7. Implementation scores by the type of manufactur- ing organization are also displayed in Figure 2. A marginally significant difference was found for the manufacturing equipment and processes impact area (p-value = 0.089).
62

Jottrltal of Mam(fitcturillg Systems Vol. 24/No. 1
2005
Table 7 Average Implementation Score for Printed Circuit and Assembly (u = 4), Equipment (n = 4),
and Wafer or Semiconductor (u = 5) Manufacturers
Impact Area
Manufacturing equipment and processes Shop-floor management New product development Supplier management Customer relationships Workforce management
Printed Circuit Wafer and
and Equipment Semiconductor Assembly Manufacturers Manufacturers p-value
3.41 3.44 4.15 0.089 3.14 3.74 3.61 0.493 2.53 3.34 3.31 0.137 2.86 3.80 3.53 0.205 3.25 3.85 3.94 0.180 3.30 3.43 3.72 0.291
Variations in operational strategies resulting from differences in product volume and product variety may explain this finding. Narrative comments from one survey respondent (a large organization) involved in the assembly of complex printed circuit boards supported this interpretation. "We are currently mak- ing our second attempt at lean. Our business, like all high-tech manufacturing, rides the economical roller coaster...Many of the advantages an OEM has avail- able are not available to us, as many of our processes are dictated by our customers." Perez and Sanchez (2000) found that the level of adoption of flexible production technologies differed between compo- nent-level and subsystem assembly automotive sup- pliers, but they did not find significant differences for the other practices.
At the item level, average scores and standard de- viations for 26 of the original 29 items are summa- rized in Table 8. Question 27 (Does your organization have a formal employee evaluation system or not?), question 28 (Does your organization use a perfor- mance related pay system, or not?), and question 29 (Does your organization have a formal reward sys- tem for personnel who perform well, or not?) did not use Likert scales. The average implementation scores for work standardization, shop-floor organization (5S), and total productive maintenance (TPM) indi- cate that the respondents were implementing these practices most of the time; whereas design for manufacturability (DFM) and mistake or error-proof- ing practices were implemented to a lesser extent by the responding organizations.
At the item level, all respondents indicated that supplier evaluation, delivery performance improve- ment activities, and multifunctional workforce de- velopment were being implemented. On the other hand, fewer than 40% of the respondents indicated that they practiced total supplier cost evaluation, mis-
aa
o
=
E
5 . 0 ¸
4 . 0
3 . 0
2 .0
1.0 Mf$ Process Ne~ Prod Dev Cust R¢I
Shop Floor Supplier Mgmt Wkf Mgmt
O r g a n i z a t i o n
[ ' - ~ P C B & Assembly
~ E q u i p M fg
~ W a f e r & Semi
Figure 2 Comparison of Average Implementation Scores for Companies
Based on the Type of Manufacturing Organization. (Lines on/in box represent upper quartile, median, and lower quartile.)
take or error proofing, or design for manufacturability. The percentages of respondents implementing at least some of the activities associated with a particular practice are summarized for all 29 items in Table 8.
Non-parametric testing was completed at the item level to ascertain which specific practices demon- strated significant differences based on company size and the type of manufacturing organization. The level of implementation was found to be significantly dif- ferent between smaller and larger companies for three practices (value identification, cycle time reduction, and production scheduling improvement). Significant differences were observed for two practices when the type of manufacturing organization was used as the grouping variable (cycle time reduction and customer requirements analysis). These results are summarized in Tables 9 and 10, respectively.
In addition to completing the structured survey questions, a number of respondents also added nar- rative comments, which provide additional insight into the implementation levels and the percentages
63

Journal of Manz([~lcturing Systems Vol. 24/No. 1 2005
Table 8 Summary Statistics and Percentage of Organizations Implementing Specific Practices by Item
Lean Practice
Supplier evaluation Delivery performance improvement Multifunctional workforce Work standardization Value identification Cycle time reduction Product customization Employee evaluation Setup time reduction Total quality management Production scheduling improvement Information exchange with suppliers Long-term relationships with suppliers Customer requirements analysis Pay for performance Lot size reduction Pull flow control Work delegation Total productive maintenance Parts standardization Formal reward system Concurrent engineering Demand stabilization Services to enhance product value Shop-floor organization (5S) Cellular manufacturing Design for manufacturability Total cost evaluation Mistake or error proofing
Percentage Average Standard Deviation
100% 3.21 1.02 100% 3.96 0.70 100% 3.69 0.53 92% 4.70 0.58 92% 3.39 0.41 92% 3.68 0.97 92% 3.91 0.69 92% N/A N/A 85% 3.76 0.53 85% 3.44 0.99 85% 3.54 0.81 85% 3.53 0.71 85% 3.76 0.80 85% 3.61 1.05 83% N/A N/A 77% 3.34 0.83 77% 3.70 1.08 77% 3.37 0.53 69% 4.04 0.89 69% 3.18 0.88 69% N/A N/A 62% 3.40 0.65 62% 3.54 0.85 62% 3.58 0.76 58% 4.24 0.66 54% 3.39 1.02 38% 2.67 0.85 31% 3.12 0.64 27% 2.67 0.29
of organizations implementing specific practices. For example, one respondent involved in the assembly of printed circuit boards indicated that design-for- manufacturability practices were not implemented in their organization. "Because we are a contract manu- facturer, we don't do any design, but we do give feed- back to our customers on their designs, but we don' t have a formal system." Similarly, another contract manufacturer involved in the assembly of printed cir- cuit boards indicated that some shop-floor manage- ment practices (pull production) associated with lean were not easily applied within their business envi- ronment. "JIT (just-in-time or pull production) meth- ods don ' t work well in contract manufac tur ing because we don't have a reliable schedule for more than a week and often less. . ." Similarly, for smaller organizations involved in contract manufacturing, some lean practices, such as cellular manufacturing, become much more challenging. "As a small com- pany with a lot of different customers and a schedule that changes all the time, we don't have enough con- sistency to set up cells"
Table 9 Average Lean Practice Implementation Score for Small
(n = 5) and Large (n = 8) Companies
Lean Practice and Small Large Impact Area Companies Companies p-value
Value identification (Manufacturing equipment and processes) 2.97 3.68 0.004
Cycle time reduction (Manufacturing equipment and processes) 2.80 4.13 0.026 Production scheduling improvement (Shop-floor management) 2.87 3.92 0.047
The differences in the level of implementation, while not statistically significant for all impact ar- eas, are quite interesting when put in the context of the unique challenges faced by the different types of manufacturing organizations included in the explor- atory study. For example, wafer and semiconductor manufacturing organizations had the highest average scores for the manufacturing equipment and processes impact area, the customer relations impact area, and the workforce management impact area. Wafer and
64

Journal ~/'Manz(fitcturing Systems Vol. 24/No. 1
2005
Table 10 Average Lean Practice Implementation Score for Printed Circuit and Assembly (n = 4), Equipment (n = 4),
and Wafer/Semiconductor (n= 5) Manufacturers
Lean Practice and Impact Area
Cycle time reduction (Manufacturing equipment and processes) Customer requirements analysis (Customer relations)
Wafer and Printed Circuit Equipment Semiconductor and Assembly Manufacturers Manufacturers p-value
3.27 2.95 4.52 0.016 2.63 4.25 4.15 0.048
semiconductor manufacturing are process-intensive industries. Thus, the higher level of implementation of lean practices focused on manufacturing equip- ment and processes is not unexpected. The organiza- tions in this category were also all large organizations, for example, more than 100 employees. The higher level of implementation of lean practices focused on workforce management may be related to having or- ganizational resources available, such as human re- source special is ts . E lec t ron ic equ ipmen t manufacturers' average scores were highest for shop- floor management, new product development, and supplier management. Equipment manufacturers uti- lize a variety of assembly processes and often rely on outsourcing for subassemblies and components. These factors may explain, in part, the higher imple- mentation levels for practices related to shop-floor management and supplier management. Customers of electronic manufacturing equipment are faced with rapidly changing requirements, which may force equipment manufacturers to design equipment that will meet new product and process requirements. The higher level of implementation of practices associ- ated with new product development may be a result of this cycle.
Conclusions Based on both empirical and anecdotal evidence
contained in the lean literature, it could be argued that electronic manufacturers are subject to a variety of challenging conditions that limit the applicability of lean production practices. This exploratory study established that even though these conditions may limit the applicability of lean practices, all of the or- ganizations in this study had implemented lean prac- tices to some extent. The results of this study suggest that organizational size and the type of manufactur- ing may be significant factors.
As a result of the survey development and subse- quent exploratory study, three opportunities for fu- ture research were identified. First, significant
differences were not observed for all impact areas or between all subcategories of organizations. A larger study with multiple organizations for each of the or- ganizational types being compared would provide insight into whether or not the number and extent of lean practice implementation differs when organiza- tional characteristics are taken into account.
The second opportunity is related to the adminis- tration of the survey. Specific definitions were not provided for the items included in the survey. While the items being rated were validated by a small num- ber of researchers familiar with lean and by survey development experts, it is possible that respondents were unfamiliar with the terms used. It is also pos- sible that respondents might be unable to accurately assess the level of implementation of a specific prac- tice because it was identified within the target orga- nization with a different name. One indication of terminology ambiguity is incomplete surveys or sur- veys with missing responses. These problems were not observed in the surveys returned for this explor- atory study. Respondents did not indicate any con- cern with t e rmino logy or def in i t ions in the open-ended request for feedback at the end of the survey. The issue of respondent knowledge and varia- tion in item interpretation are potential threats to the validity of the findings. One way to mitigate this threat would be to include a glossary of terms used with the survey instrument.
The third opportunity is related to the selection of a simple manufacturing sector to validate the instru- ment. While some of the relationships found are con- sistent with previous research involving other industrial segments, a larger study is needed before applying the instrument to a broader spectrum of manufacturing organizations. The findings from the exploratory study warrant further investigation of the relationships between organizational characteristics (product vs. process focus, volume, variety, market drivers, and so on) and the implementation of lean practices. Such research would help determine if the
65

Journal ~/' Mant([~tcturing Systems Vol. 24/No. 1 2005
differences observed hold true for a larger sample of electronic manufacturers or for a broader cross sec- tion of manufacturing organizations.
The primary contribution of this paper was to de- scribe the development and validation of a survey to measure both the number and level of adoption of lean practices by an organization. A review of 12 dif- ferent surveys and assessment tools was completed along with a review of related literature on the po- tential limitations of a lean manufacturing strategy. A synthesis of this information was used to define six lean impact areas and to identify 29 unique lean practices. Results from an exploratory study were also analyzed and discussed. The exploratory study sample, while small, did encompass a variety of manufacturing organizations from the electronics industry. The survey did provide a mechanism for comparing the lean implementation strategies of dif- ferent organizations within this industrial sector. By comparing both the variety and extent of lean prac- tices being implemented, this study has demonstrated that it is possible to empirically evaluate the applica- bility of lean practices to different manufacturing organizations. The findings from this research have been used to identify opportunities for further devel- opment of the assessment tool and to justify the ad- ministration of the survey to a larger number of organizations.
Acknowledgments
This study was supported by the National Science Foundation under grant No. SES-0217866.
References Agrawal, A. and Graves, R.J. (1999). "A distributed systems model for
estimation of printed circuit board fabrication costs." Production Plan- ning and Control (vl0, n7), pp650-658.
Bamber, L. and Dale, B.G. (1999). "Lean production: A study of applica- tion in a traditional manufacturing environment." Production Plan- ning and Control (vl 1, n3), pp291-298.
Bentley, G.; Nightingale, D.; and Taneja, A. (2000). "Lean Enterprise Model." http ://lean.mit.edu/events/workshops/I/iles ~oubl ic/Le lem.pdf
Cochran, D.S.; Eversheim, W.; Kubin, G.; and Sesterhenn, M.L. (2000). "The application of axiomatic design and lean management principles in the scope of production system segmentation." lnt'l Journal of Pro- duction Research (v38, n6), pp1377-1396.
Contreras, L. and Mast, M. (2001). Lean Strategies Group LLC, www. leanstrategies, com.
Cooney, R. (2002). "Is "lean" a universal production system?" hlt'l Join= hal ¢~f" Operations & Production Mgmt. (v22, n 10), pp 1130-1147.
Detty, R.B. and Yingfing, J.C. (2000). "Quantifying benefits of conversion to lean manufacturing with discrete event simulation: A case study." lnt'l JoulTud of PirMuction Research (v38, n2), pp429-445.
Ellram, L. (1994). "Total Cost Modeling in Purchasing." Center for Ad- vanced Purchasing Studies, www.capsresearch.org/ReportHTMs/ tem.htm).
Fliedner, G. and Vokurka, R. (1997). "Agility: Competitive Weapon of the 1990s and Beyond?" Production and Inventory Mgmt. Journal (Third Quarter), pp19-24.
Fullerton, R.R.; McWatters, C.S.; and Fawson, C. (2003). "An examina- tion of the relationship between JIT and financial performance." Jour- nal o f Operations Mgmt. (v21), pp383-404.
Haughey, J. (2002). "Market pulse: electronics industry crawls in second quarter." EBN (Sept. 24, 2002).
Hayes, R.H. and Wheelwright, S.C. (1984). Restoring our Competitive Edge, New York: John Wiley and Sons.
Hayes, R.H.; Wheelwright, S.C.; and Clark, K.B. (1988). Dynamic Manu- facturing: Creating the Learning Organization. New York: The Free Press.
Henke, J.; Krachenberg, R.; and Lyons, T. (1993). "Cross-functional teams: Good concept, poor implementation?" Journal of Product hmovation Mgmt. (vl0, n3), pp216-229.
Houlahan, C.J. (1994). "Reduction of front-end loading of inventory: Mak- ing the airframe industry lean through better inventory management" Cambridge, MA: Massachusetts Institute of Technology.
James-Moore, S.M. and Gibbons, A. (1997). "Is lean manufacture uni- versally relevant? An investigative methodology." hlt'l Journal of Op- erations and Production Mgmt. (v17, n9), pp899-911.
Jordan, J.A., Jr. and Michel, EJ. (2001). The Lean Company: Making the Right Choices. Dearborn, MI: Society of Manufacturing Engineers.
Karlsson, C. and Ahlstrom, P. (1996a). "Assessing changes toward lean production." hzt'l Journal of Operations and Production Mgmt. (vl6, n2), pp24 -21.
Karlsson, C. and Ahlstrom, P. (1996b). "The difficult path to lean product development." Jounud t~/ PnMuct hmow~tion Mgmt. (n 13), pp283-295.
Katayama, H. and Bennett, D. (1996). "Lean production in a changing competitive world: A japanese perspective." htt'l Journal of Opera- tions and Production Mgmt. (vl6, n2), pp8-23.
Laughlin, K. (1995). "Increasing competitiveness with a cellular process." hzdustrial Engg. (April), pp30-33.
Lean Aerospace Initiative ¢2002). http://leun.mit.edu/. Lean Enterprise Research Center (1999). www.cfac.uk/carbs/Iondlerc/
index.htnd. Lean Learning Center (2003). wwn:leanlearningcentet:com/. MacDuffie, J.P.; Sethuraman, K." and Fisher, M.L. (1996). "Product variety
and manufacturing performance: Evidence from the international auto- motive assembly plant study." Mgmt. Science (v42), pp350-369.
Mason-Jones, R.; Naylor, B.; and Towill, D.R. (2000). "Lean, agile, or leagile? Matching your supply chain to the marketplace." htt'l Jour- nal of Production Research (v 16, n2), pp4061-4070.
Miltenburg, J. (1995). Manu]~wturing Strategy: How to Formulate and bnplement a Winning Plan. Portland, OR: Productivity Press.
Nicholas, J. (1998). Competitive Manufacturing Management: Continu- ous hnprovement, Lean Production, and Customer-Focused Quali~. Boston: Irwin McGraw-Hill.
Nightingale, D.J. and Mize, J.H. (2002). "Development of a lean enter- prise transformation maturity model." ln/ommtion, Knowledge, Sys- tems Mgmt. (v3), pp15-30.
Northwest High Performance Enterprise Consort ium (2002). www.nwhpec.org/.
NGM Project (1997). Next Generation Manttfiwturing: Framework Jbr Action. Bethlehem, PA: Ability Forum.
Panizzolo R. (1998). "Applying the lessons learned from 27 lean manu- facturers. The relevance of relationship management." lnt'l Journal of Production Economics (v55), pp223-240.
Perez, M.P. and Sanchez, A.M. (2000). "Lean production and supplier relations: A survey of practices in the Aragonese automotive indus- try." Technovation (v20), pp665-676.
Robert Abair Associates, Inc. (2002). www.robet'tabairassociates.com. Shah, R. and Ward, P.T. (2003). "Lean manufacturing: Context, prac-
tice bundles, and performance." Journal t~/'Operations Mgmt. (v21), pp129-149.
Takeuchi, H. and Nonaka, I. (1986). "The new new product development game." Harvard Business Review (Jan.-Feb.), pp137-146.
66

Journal q(Mam([acturing ~,stems Vol. 24/No. 1
2005
Wisconsin Manufacturing Extension Partnership (2001). ww~:wmep.orgZ Womack, J. and Jones, D. (1993). Lean Thinking: Banishing Waste and
Create Wealth in Your Corporation. New York: Free Press. Womack, J. and Jones, D. (2003). Lean Thinking: Banishing Waste and
Create Weulth in Your Colporation. New York: Free Press. Womack, J.; Roos, D.; and Jones, D. (1990), The Machine That Changed
the World. New York, NY: Rawson and Associates. Yauch, C.A. and Steudel, H.J. (2002). "Cellular manufacturing for small
business: Key cultural factors that impact the conversion process." Journal of Operations Mgmt. (v20), pp593-617.
Yusuf, Y.Y. and Adeleye, E.O. (2002). "A comparative study of lean and agile manufacturing with a related survey of current practices in the UK." hzl '1 Journal of Plvduction Research (v40), pp4545-4562.
Authors' Biographies Dr. Toni L. Doolen is an assistant professor in the Industrial and Man-
ufacturing Engineering Dept. at Oregon State University. She received a BS in material science and engineering and a BS in electrical engineering from Cornell University in 1987. In 1991, she received an MS in manu- facturing systems engineering from Stanford University. She received her PhD in industrial engineering from Oregon State University in 2001. Her
research is focused on manufacturing systems design, lean manufactur- ing, work group effectiveness, and mobile technology in education. Prior to seeking her PhD, she gained 12 years of manufacturing experience at Hewlett-Packard Co. as an engineer, senior member of technical staff, and manager.
Dr. Maria E. Hacker is an associate professor at Oregon State Univer- sity-Cascades Campus. She teaches both industrial engineering and busi- ness management courses. Prior to returning to the university to earn her doctorate at Virginia Tech, she was a plant manager at one of Procter and Gamble's largest manufacturing facilities. She now teaches, creates, ad- vises, and applies methods for achieving organizational performance im- provement through per formance measurement sys tems , p ro jec t management tools, customer service interventions, total quality manage- ment, and high-performance work team initiatives. Her work has been published in many journals, including: 1EEE Transactions on Engineer- ing Management; Operations & Production Munagement; Quali~ Mun- agement Journal; Public Sector Management; National Productivity Review; Munaging Service Quality; Measuring Business Excellence; and Team PerJbrmance Management. Her experience includes leading and facilitating improvement activities in public, not-for-profit, government, and international organizations.
67