
Los nuevos Medios de producción; Prototipado rápido, open source, DIY e impresoras 3D
Upload
edisson-escobarCategory
view
184download
6description

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 1
1
ESCUELA POLITÉCNICA DEL EJÉRCITO.
INGENIERÍA MECATRÓNICA.
CAD/CAM/CAE.
INFORME DE LABORATORIO.
PRÁCTICA N° 9.
INTEGRANTES : - Jenny Mata.
- Edison Herrera.
NIVEL : Noveno
FECHA : 18 de Octubre del 2011.
PROFESOR : Ing. Fausto Acuña.
1. TEMA:
Prototipado rápido e impresión 3d.
2. OBJETIVOS:
2.1. OBJETIVO GENERAL:
2.1.1. Aprender la técnica de Prototipado y su respectiva impresión.
2.2. OBJETIVOS ESPECÍFICOS:
2.2.1. Describir las técnicas de Prototipado rápido.
2.2.2. Identificar las partes principales y las características técnicas del sistema FDM.
2.2.3. Aplicar la técnica FDM en el desarrollo de prototipos.
2.2.4. Describir el proceso de Prototipado mediante la técnica FDM.
2.2.5. Familiarizar con el software CatalystEX.
2.2.6. Importación y exportación de archivos 3D.
2.2.7. Imprimir un prototipo real.
3. MATERIALES UTILIZADOS:
3.1. Modelo 3D.
3.2. Software CAD.
3.3. Software CatalystEX.
3.4. Máquina Prototipadora 3D.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 2
2
4. MARCO TEÓRICO:
4.1. PROTOTIPO.
Un prototipo en sentido genérico es una implementación parcial pero concreta de un
sistema o una parte del mismo que principalmente se crean para explorar cuestiones
sobre aspectos muy diversos del sistema durante el desarrollo del mismo.1
4.2. PROTOTIPADO RÁPIDO.
El prototipado rápido es un proceso utilizado para fabricar artículos de plástico, metal o
cerámica. También conocida como "Additive Technology". Ya que su proceso de
fabricación es ir añadiendo material capa a capa. En algunos casos con propiedades físicas
son similares a los que se producirían por métodos convencionales, como moldeo por
inyección y extrusión, o moldeo por soplado, de esta manera se evita el fabricar los
costosos moldes para realizar un prototipo que podría cambiar su forma. Inicialmente el
prototipado rápido solo se usaba para la fabricación de prototipos. Hoy en día se utiliza
como un proceso de fabricación más. Un ejemplo se encuentra en el sector dental; en el
cual se utiliza para fabricar las estructuras metálicas que luego irán recubiertas de
cerámica creando coronas y puentes dentales.
Prototipos de diseño:
Sirven para evaluar aspectos estéticos y ergonómicos.
Prototipos geométricos:
Se usan para probar concordancia geométrica, la forma y los ensambles.
Prototipos funcionales:
Muestran las características es una prueba del producto final.
Prototipos técnicos:
Se usan para evaluar todas las funciones de la pieza final.2
Comentario Personal:
El prototipado rápido es un procedimiento mediante el cual se introducen coordenadas
matemáticas, obtenidas de técnicas CAD/CAM, que son procesadas para realizar modelos
a escala de forma rápida.
4.3. IMPRESORA 3D.
Una impresora 3D es una máquina capaz de realizar "impresiones" para MICAEL de
diseños en 3D, creando piezas o maquetas volumétricas a partir de un diseño hecho por
ordenador. Surgen con la idea de convertir archivos CAD en prototipos reales. A día de
hoy son muy adecuadas para la matricería, o la prefabricación de piezas o componentes,
por lo que resultan muy útiles en sectores como la arquitectura, el diseño industrial. El
sector en el que este tipo de herramientas resulta más común es el de las prótesis
médicas, donde resultan ideales dada la facilidad para adaptar cada pieza fabricada a las
1http://www.grihohcitools.udl.cat/mpiua/queesprototipo.htm
2http://es.wikipedia.org/wiki/Prototipado_r%C3%A1pido

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 3
3
características exactas de cada paciente. En un futuro, se persigue que la tecnología
avance lo suficiente como para estar en condiciones de ser utilizada también en procesos
de producción industrial.3
Índice de tipos de archivo de importación y exportación
.3ds (3dstudio max) .ai (Adobe Illustrator) .asc (puntos) .csv (puntos) .csv (propiedades) .dgn (MicroStation) .dwg (AutoCAD) .dxf (AutoCAD) .fbx (Autodesk) .gdf (WAMIT) .gf (GHS - General Hydrostatics Geometry) .gft (GHS - General Hydrostatics Geometry) GHS (General Hydrostatics Geometry) .gts (GNU Triangulated Surface) .kml (Google Earth) .lwo (LightWave 3D) .obj (Wavefront) .off (Geomview) .pdf (Portable Document File) .pm (GHS - General Hydrostatics Geometry) .pov (Persistence of Vision Raytracer) .ps (PostScript) .raw (Raw Triangle) .rib (RenderMan) .sat (ACIS) .skp (SketchUp) .slc (Slice) .step (Estándar para el intercambio de datos de modelos de producto) .stl (Estereolitografía) .txt (puntos) .udo (Moray) .vda (Verband der Automobileindustrie) .vrml (Virtual RealityModelLanguage) .x (DirectX) .x_t (Parasolid) .xgl (Solaris) .txt (puntos)4
3http://es.wikipedia.org/wiki/Impresora_3D
4http://www.es.rhino3d.com/4/help/fileio/file_formats.htm

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 4
4
4.4. TÉCNICAS DE PROTOTIPADO.
Estereolitografía (SLA).
Esta técnica se basa en la posibilidad de solidificar una resina en estado líquido mediante
la proyección de un haz láser de una frecuencia y potencia muy concretas. El proceso
empieza con el elevador situado a una distancia de la superficie del líquido igual al grosor
de la primera sección a imprimir. El láser sigue la superficie de la sección y su contorno. El
líquido es un fotopolímero que cuando está expuesto a radiación ultra-violeta solidifica.
Una vez solidificada esta sección, el elevador baja su posición para situarse a la altura de la
siguiente lámina. Se repite dicha operación hasta conseguir la pieza final.
Como consecuencia, la creación de los prototipos se inicia en su parte inferior y finaliza en
la superior. El hecho de que la resina inicialmente se encuentre en estado líquido, conlleva
la necesidad de generar, no sólo la geometría correspondiente a la pieza a crear, sino
además, una serie de columnas que permitan soportar la pieza a medida que ésta se va
generando. De no ser así las distintas capas o voladizos que son necesarios, caerían al no
ser auto soportados por la resina líquida no solidificada. Para obtener unas características
mecánicas óptimas de las piezas generadas, los prototipos son sometidos a un post-curado
en un horno especial de rayos UVA.
Ventajas complementarias:
Los prototipos son translúcidos, lo cual puede ser especialmente ventajoso para
determinados proyectos, o para detectar interferencias interiores en conjuntos
complejos.
Tiene una precisión dimensional y un acabado superficial especialmente
destacable.
Esta técnica suele ser recomendable para piezas de dimensión es reducidas o que
contengan pequeños detalles que han de definirse de manera muy clara.
Fig1. Esquema máquina SLA
Fuente: Laboratory of InformationProcessingScience.
Universidad de Helsinki..http://www.cs.hut.fi

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 5
5
Selective laser sintering (SLS)(Sinterización selectiva láser).
En vez de un fotopolímero, en el caso del sinterizado se utilizan polvos de diferentes
materiales. Un láser sinteriza las áreas seleccionadas causando que las partículas se
fusionen y solidifiquen. El modo de generación de las piezas es similar al que se explica en
la sección dedicada a la Estereolitografía, en el que los elementos son generados de capa
en capa, iniciando el proceso por las cotas más bajas y terminados por las superiores.
Puede decirse que constituye el primer proceso de aglomeración, con importancia
industrial, desarrollado para la industria siderúrgica. Un proceso continuo de gran
flexibilidad que permite la conversión de una gran variedad de materiales, tales como
finos de mineral de hierro provenientes de la extracción en de la mina y los generados en
las operaciones de cribado en planta, polvos recolectados en filtros y otros materiales que
contienen hierro, en una masa compacta llamada Sínter, de excelente uso en los Altos
Hornos u Hornos Eléctricos para producir arrabio.
El proceso sencillo en su diseño y operación, requiere no obstante de la atención sobre
ciertos factores, (tales) como la preparación de una mezcla homogénea que garantice la
permeabilidad en la cama de proceso, lo que a su vez contribuye a un quemado más rápida
y uniforme. Al mismo tiempo los mecanismos de alimentación a la zona de quemado,
deben evitar el compactamiento y asegurar una cama uniforme.
El proceso se lleva a cabo en una cadena movible que recibe la mezcla de materiales que
contienen hierro junto con un combustible, generalmente coque fino. Cerca del extremo
de alimentación, unos quemador esa gas inician la combustión en la superficie y a medida
que va avanzando el aire de la atmósfera es succionado a través de la mezcla a ser
quemada. A lo largo de la cadena móvil, en su parte inferior, existen unas cajas de viento
que actúan como succionadoras, de manera que la mezcla se vaya quemando
transversalmente, hasta llegar a la zona de descarga donde la mezcla ya sinterizada y
luego de cribada y enfriada, continúa su camino hacia el siguiente proceso. Las
temperaturas generadas en este proceso varían entre 1300° y 1400°C.
Las características químicas y físicas de este material constituyen un factor primordial en
su elaboración, pues mediante el apropiado control de la granulometría, así como la
incorporación de los fundentes en esta etapa, contribuye al ahorro de coque en la
producción de arrabio.
Las sinterizadoras constituyen una parte fundamental de las plantas integradas y siempre
están ubicadas cerca de las unidades que producen arrabio.
Para obtener unas características mecánicas óptimas de las piezas generadas, los
prototipos son sometidos a un post-curado en un horno especial de rayos UVA.
Ventajas complementarias:
Al tratarse de una poliamida, sus características mecánicas, en muchas ocasiones,
son próximas a las que corresponderían al material definitivo.
Es posible realizar piezas, en las que el material tenga una carga del 30 % F.V.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 6
6
Son elementos especialmente indicados para conjuntos en los que se prevé un
montaje y desmontaje en la fase de prueba.
Soportan temperaturas más elevadas que en el caso de la Estereolitografía.
Fig2. Esquema máquina SLS
Fuente: Laboratory of Information Processing Science.
Universidad de Helsinki..http://www.cs.hut.fi
Laminated object manufacturing (LOM)(Fabricación por corte y laminado).
Esta tecnología pega y recorta láminas de papel. La parte inferiordel papel tiene una capa
adhesiva que cuando es presionada y se le aplica calor hace que se pegue con el folio
anterior. El folio es recortado siguiendo elcontorno de la sección de la pieza.
Fig3. Esquema máquina LOM
Fuente: Laboratory of Information Processing Science.
Universidad de Helsinki..http://www.cs.hut.fi
Fused deposition modeling (FDM)(Deposición de hilo fundido).
El proceso fundamental FDM implica calentar un filamento de polímero termoplástico y
extrusionarlo siguiendo la forma de las secciones para formar las piezas por capas.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 7
7
Fig4. Esquema máquina FDM
Fuente: Laboratory of Information Processing Science.
Universidad de Helsinki..http://www.cs.hut.fi
Fig5. Piezas fabricadas por FDM
Fuente: http://www.3dsystems.com5
Resumen de Técnicas de Prototipado
SLA (Estereolitografía).- Emplea un láser UV que se proyecta sobre un baño de resina
fotosensible líquida para polimerizarla. También la podemos encontrar con la
denominación de STL.
SGC. Fotopolimerización por luz UV.-Al igual que en la estereolitografía, esta tecnología
se basa en la solidificación de un fotopolímero o resina fotosensible. En la
fotopolimerización, sin embargo, se irradia con una lámpara de UV de gran potencia todos
los puntos de la sección simultáneamente.
FDM. Deposición de hilo fundido.-Una boquilla que se mueve en el plano XY horizontal
deposita un hilo de material a 1ºCpor debajo de su punto de fusión. Este hilo solidifica
inmediatamente sobre la capa precedente.
SLS. Sinterización selectiva láser.- Se deposita una capa de polvo, de unas décimas de
mm, en una cuba que se ha calentado a una temperatura ligeramente inferior al punto de
5http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf
Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 8
8
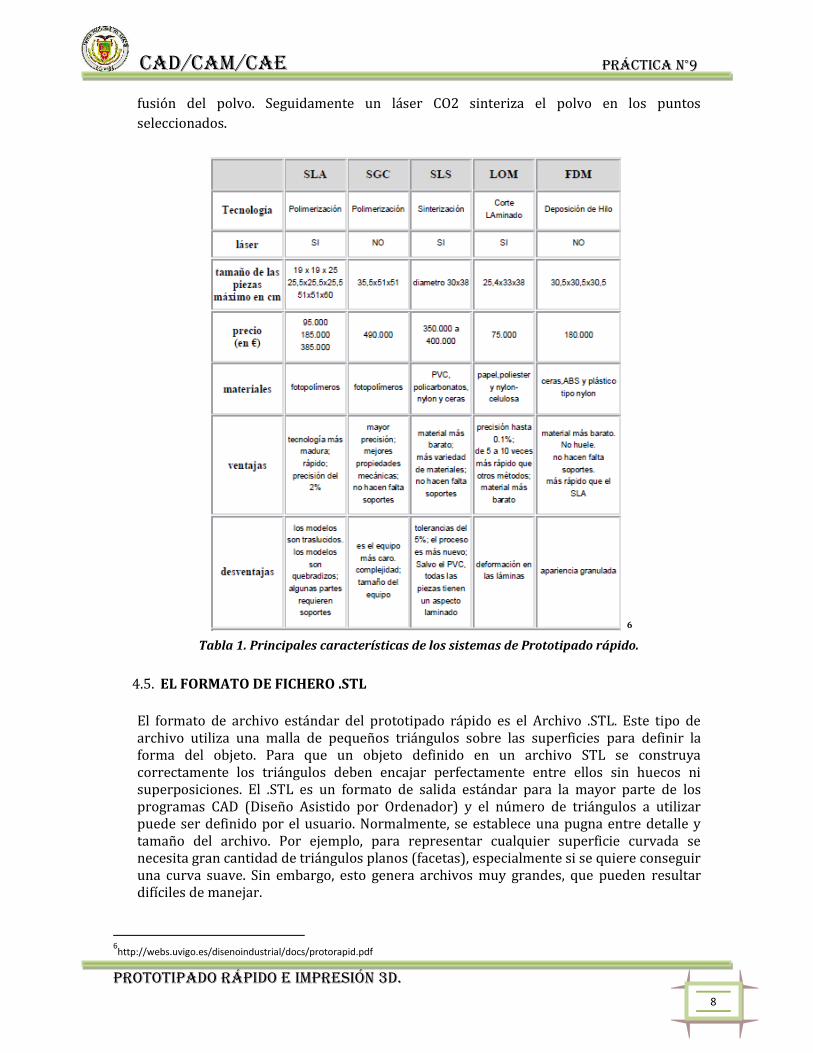
fusión del polvo. Seguidamente un láser CO2 sinteriza el polvo en los puntos
seleccionados.
6 Tabla 1. Principales características de los sistemas de Prototipado rápido.
4.5. EL FORMATO DE FICHERO .STL
El formato de archivo estándar del prototipado rápido es el Archivo .STL. Este tipo de archivo utiliza una malla de pequeños triángulos sobre las superficies para definir la forma del objeto. Para que un objeto definido en un archivo STL se construya correctamente los triángulos deben encajar perfectamente entre ellos sin huecos ni superposiciones. El .STL es un formato de salida estándar para la mayor parte de los programas CAD (Diseño Asistido por Ordenador) y el número de triángulos a utilizar puede ser definido por el usuario. Normalmente, se establece una pugna entre detalle y tamaño del archivo. Por ejemplo, para representar cualquier superficie curvada se necesita gran cantidad de triángulos planos (facetas), especialmente si se quiere conseguir una curva suave. Sin embargo, esto genera archivos muy grandes, que pueden resultar difíciles de manejar.
6http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 9
9
Los programas de modelado 3D rara vez trabajan sobre archivos STL y, habitualmente, es necesario hacer una exportación de los modelos a éste formato antes de comenzar la "impresión" 3D. Dadas las diferencias entre el formato STL y los formatos 3D de origen, las conversiones suelen dejar fallos estructurales en el modelo. Por lo tanto, los archivos STL deben ser comprobados usando un software especial antes de utilizarse para fabricar un modelo. Los pequeños errores pueden repararse de manera automática por el software, pero los errores graves o ambigüedades pueden requerir "reparación" por parte de un ingeniero. Una breve historia del formato .STL Los archivos de estereolitografía (.stl) se concibieron como una manera sencilla de guardar información sobre objetos 3D. El uso principal de los archivos .stl es la creación de prototipos físicos desde diseños generados en un ordenador o desde datos 3D procesados. Casi todos los paquetes de software 3D modernos soportan la exportación directa a STL con distintos grados de control. Algunos permiten seleccionar la densidad del archivo .stl exportado (el número de polígonos que definen el sólido), mientras que otros sólo te ofrecen la opción de seleccionar el nombre del archivo y opciones ASCII/BINARY. Los paquetes que no ofrecen exportación directa a STL probablemente exportarán a otros formatos comunes (DXF, 3DS, etc.) que pueden convertirse con facilidad a STL. Especificaciones de formato El formato STL puede ser de dos tipos: Binario y ASCII. Los dos contienen la misma información pero uno de ellos puede ser leído (y editado) con un simple editor de texto y el otro debe ser escrito byte a byte por software. Los tres puntos que conforman una faceta 3D más el vector que describe su dirección normal define cada faceta en un STL. El .stl es la representación basada en facetas que aproxima la superficie y cuerpo de objetos sólidos. Las entidades como puntos, líneas, curvas y atributos como capas y colores (en la mayoría de los exportadores) serán ignorados durante el proceso de salida. La especificación original de los archivos .stl especificaba que todas las coordenadas de los vértices del objeto debían ser positivas. Sin embargo, con escasas excepciones, la mayor parte del software que se utiliza hoy en día permite colocar las facetas en localizaciones arbitrarias. El formato .stl permite mucho y garantiza muy poco: simplemente exportar a .stl no garantiza en ningún modo que el modelo pueda imprimirse. Es posible representar múltiples cuerpos en un único archivo .stl y algunas variantes permiten incluso incluir información de color.7
4.6. AMBIENTE DEL SOFTWARE CATALYSTEX
Conocimiento general
CatalystEX es creado por Dimension para procesar un modelo de impresión. El programa
literalmente toma el modelo y lo divide en capas de 0.1 pulgadas. Esto le permite a la
impresora determinar dónde debe imprimir. Cuando se imprime en plástico, algunas
partes de la impresión no estarán soportadas por lo que la impresora creará soportes
7http://www.caddyspain.com/noticias/stl.htm

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 10
1
0
temporales. Estos soportes estás hechos de material que se disolverá en un baño de 1 o 2
horas.
Abrir un documento
En CataslystEX Primero, abrir CatalystEX. Debe haber un icono en el escritorio. Después
podemos abrir nuestro archivo .stl. Cuando abramos el documento, este debería aparecer
en la ventana de modelación de la pantalla. El modelo se importa en las unidades que se
hayan usado en el programa de modelado. Sise necesita escalar el modelo, o acaso
cambiar las unidades de milímetros a pulgadas, existen opciones para hacer esto también
alojadas en la barra general
Pestaña general
CataslystEX presenta múltiples pestañas localizadas en la parte superior de la ventana.
Observe la figura. La primera barra que se estudiará es la barra general. Esta área provee
varios valores por defecto y barras de estado en la parte superior pero más importante,
las Opciones de Propiedades en la parte derecha de la pantalla.
Fig. 6. Pestaña general del CatalystEX
El área de propiedades localizada a mano derecha de la pantalla ofrece una variedad de
opciones que permiten personalizar los parámetros de impresión. Estos parámetros son
bastante sencillos de entender y se explican a continuación.
Contenido de la pestaña General
Resolución de capa
La resolución de capa determina el espesor de cada lámina de material extruido para
producir una parte. Las resoluciones disponibles son 010o .013 in. (.254 o .330 mm). La
resolución influirá en el tiempo de construcción y acabado superficial. Un espesor más
delgado producirá un acabado más fino pero tomará más tiempo. Solo la experiencia
ayudará a decidir

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 11
1
1
Modelado interior
El modelado interior establece el tipo de relleno usado para las áreas solidas del interior.
“Solido normal” se utiliza cuando se desean piezas fuertes y durables. Esto aumenta el
tiempo de construcción y se utilizará más material, esto incrementará el costo. La opción
“Escaso” crea un interior hueco que reducirá el tiempo de construcción y el uso del
material.
Material de soporte
El material de soporte se utiliza para fijar el material del modelo en el proceso de
construcción y es removido cuando la parte está completa, las opciones de material de
relleno afectarán la fuerza de soporte y el tiempo de construcción de la impresión. La
opción “Básico” será utilizada para la mayoría de partes.
4.7. IMPRESORAS 3D, PARTES Y CARACTERÍSTICAS.
Fig. 7. Impresora Dimension
Funcionamiento automático:
Él software Catalyst importa automáticamente los archivos STL, orienta la pieza, divide el
archivo, genera estructuras de soporte (si es necesario) y crea una ruta de ingreso precisa
para fabricar el modelo ABS. Se pueden colocar varios modelos dentro del sobre de
trabajo para maximizar la eficiencia. Catalyst ofrece capacidades de gestión decolas e
información sobre el tiempo de trabajo, el estado del material y el estado del sistema. Las
impresoras 3D Dimension no necesitan de supervisión para funcionar y proveen
información sobre el estado del trabajo y el sistema a través de correo electrónico,
localizadores (pager) o Internet.
Conectividad de red:
TCP/IP 100/10 base T.
Compatibilidad de la estación de trabajo:
Windows NT/Windows 2000/Windows XP.
Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 12
1
2
Tamaño del trabajo:
Tamaño máximo 254 x 254 x 305 mm (10 x 10 x 12 pulgadas).
Materiales:
Plástico ABS en colores estándar blanco, azul, amarillo, negro,
rojo, verde o gris acero. Hay colores personalizados disponibles.
Estructuras de soporte y extracción:
El software Catalyst crea automáticamente cualquier estructura
de soporte que sea necesaria para completar la pieza. Hay dos
procesos de extracción de soportes disponibles. Con la
Dimension BST, la tecnología de soporte separado permite una
extracción fácil: simplemente retira los soportes. La Dimension
SST ofrece un procesode extracción soluble para completar el
modelo con manos libres.
Cartuchos de material:
Un cartucho de recarga automática con 922 cm3 (56,3
pulgadascúbicas) de material ABS.Un cartucho de recarga
automática con 922 cm3 (56,3 pulgadascúbicas) de material de
soporte.
Espesor de la capa:
0,245 mm (0,010 pulgadas) o 0,33 mm (0,013 pulgadas) de
materialABS y de soporte depositados con precisión.
Requisitos de energía y tamaño:
Tamaño: 838 x 737 x 1.143 mm (33 x 29 x 45 pulgadas)
Peso: 148 kg (326 lb)
Requisitos de energía:
110 a 120 V CA, 60 Hz, mínimo.
Circuito dedicado de 15 A o 220 a 240 V CA, 50/60 Hz, circuito
dedicado mínimo de 7 A.
Cumplimiento de las normas: CE
Requisitos especiales de las instalaciones: Ninguno

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 13
1
3
PROCEDIMIENTO:
4.8. Ingresar al programa SolidWorks.
Damos doble clic en el acceso directo.
Fig. 8. Acceso directo de SolidWorks
4.9. Abrir el ensamble o la pieza realizada en Solidwork a ser prototipada.
Damos clic en abrir
Fig. 9. Opción abrir en SolidWorks.
4.10. Seleccionamos el ensamblaje realizado.
Fig. 10. Selección de archivo abrir en SolidWorks.
4.11. Y tenemos el ensamble a ser Prototipado posteriormente.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 14
1
4
Fig. 11. Prototipo a ser impreso.
4.12. Guardar en formato STL. Para lo cual seguimos los pasos:
Vamos a Archivo.
Fig. 12. Opción archivo de SolidWorks.
Guardar como
Fig. 13. Opción Guardar como en SolidWorks
Y escogemos en Tipo STL.
Fig. 14. Formato STL.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 15
1
5
4.13. Abrimos el programa CatalystEX. Menú INICIO/ Todos los programas/ Dimension /
CatalysEX 3.0/CatalysEX.
Fig. 15. Acceso al programa CatalystEX.
4.14. Al ingresar al programa por defecto nos ubicamos en la ventana de la pestaña
General.
Fig. 16. Pestaña General en CatalystEX.
4.15. Tenemos además una serie de ventanas entre las cuales están:

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 16
1
6
Orientation.
Fig. 17. Pestaña Orientation en CatalystEX.
Pack
Fig. 18. Pestaña Pack en CatalystEX.
Printer Status.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 17
1
7
Fig. 19. Pestaña Printer Status en CatalystEX.
Servicios de impresora.
Fig. 20. Pestaña Printer Services en CatalystEX.
4.16. En la ventana General cambiamos los parámetros de Properties acorde a nuestras
necesidades.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 18
1
8
Resolución mínima: 0.01
Fig. 21. Opción de resolución de la pestaña General.
Modelo interior: solido normal
Fig. 22. Opción de modelo interior de la pestaña General.
4.17. Abrimos el formato STL que creamos anteriormente:
Vamos a File/ Open STL.
Fig. 23. Opción abrir STL del programa CatalystEX.
4.18. Buscamos la carpeta creada al momento de guardar el archivo SolidWorks en
formato STL.
Y elegimos la primera pieza a ser impresa.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 19
1
9
Fig. 24. Inserción de la primera pieza.
4.19. Nos vamos a la pestaña Orientation para ubicar en la posición más adecuada para
que la pieza sea impresa.
Fig. 25. Orientación de la pieza.
4.20. Una vez ubicado en la posición correcta presionamos el botón Process STL.
Fig. 26. Botón Process STL de la pestaña Orientation.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 20
2
0
4.21. Y se realiza el proceso de faceteado o proceso STL.
Fig. 27. Proceso de faceteado.
4.22. En el Menú se selecciona la pestaña Pack que nos brinda un bosquejo de cómo será
la distribución de la pieza dentro del área de impresión.
Fig. 28. Visualización de bandeja de impresión.
4.23. Presionamos el botón Insert cmb, para insertar las piezas que vamos a imprimir.
Fig. 29. Botón Insert CMB de la pestaña Pack.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 21
2
1
4.24. Seleccionamos las piezas a insertar.
Fig. 30. Inserción y selección de piezas.
4.25. Y la ubicamos en el lugar de la bandeja que deseamos que se imprima.
Fig. 31. Colocación y posicionamiento de piezas a ser impresas.
4.26. Repetimos el proceso para todas las piezas que vayamos a imprimir. Cabe recalcar
que en el último paso se debe colocar de una manera que optimicemos espacio y
recursos.

Cad/cam/cae práctica n°9
Prototipado rápido e impresión 3d. 22
2
2
5. CONCLUSIONES:
5.1. El prototipado rápido es una herramienta muy importante en la ingeniería de
diseño debido a que se pueden realizar proyectos sumamente costosos en
miniatura para observar si es factible o no realizarlo.
5.2. El prototipado rápido, podemos definirlo como la manera más rápida de obtener
una réplica exacta tridimensional de un diseño generado mediante aplicación CAD
en 3D.
5.3. Los archivos con extensión .stl sirven para intercambiar información entre
programas CAD y programas CAM.
5.4. Las principales tecnologías y técnicas utilizadas en la realización de prototipado
rápido pueden agruparse en cuatro grandes grupos Estereolitografía, Sinterización
selectiva por láser, manufacturado de objetos laminado, modelado por deposito
fundido.
5.5. La impresora 3D que tenemos a disposición en laboratorio, realiza su trabajo por
medio de fundición, de dos materiales el uno es de la pieza y otro auxiliar para
llenar espacios.
6. RECOMENDACIONES:
6.1. Cuando se utilice una impresora 3D, las piezas deben ubicarse de la mejor manera
posible para que el prototipado ocupe el mínimo de material.
6.2. Es necesario que los archivos estén en formato STL para que puedan ser
importados.
6.3. Se puede colocar más de una pieza para prototipar a la vez de esta manera
podemos optimizar la impresión.
6.4. Si por la utilización excesiva de material en ovaciones es necesario vaciar la pieza .
7. BIBLIOGRAFÍA:
7.1. http://www.grihohcitools.udl.cat/mpiua/queesprototipo.htm
7.2. http://es.wikipedia.org/wiki/Prototipado_r%C3%A1pido
7.3. http://es.wikipedia.org/wiki/Impresora_3D
7.4. http://www.es.rhino3d.com/4/help/fileio/file_formats.htm
7.5. http://webs.uvigo.es/disenoindustrial/docs/protorapid.pdf
7.6. http://www.caddyspain.com/noticias/stl.htm


















